Bilgisayar Bütünleşik Üretim ve Benzetim
|
|
|
- Adem Ilkin Ergen
- 8 yıl önce
- İzleme sayısı:
Transkript
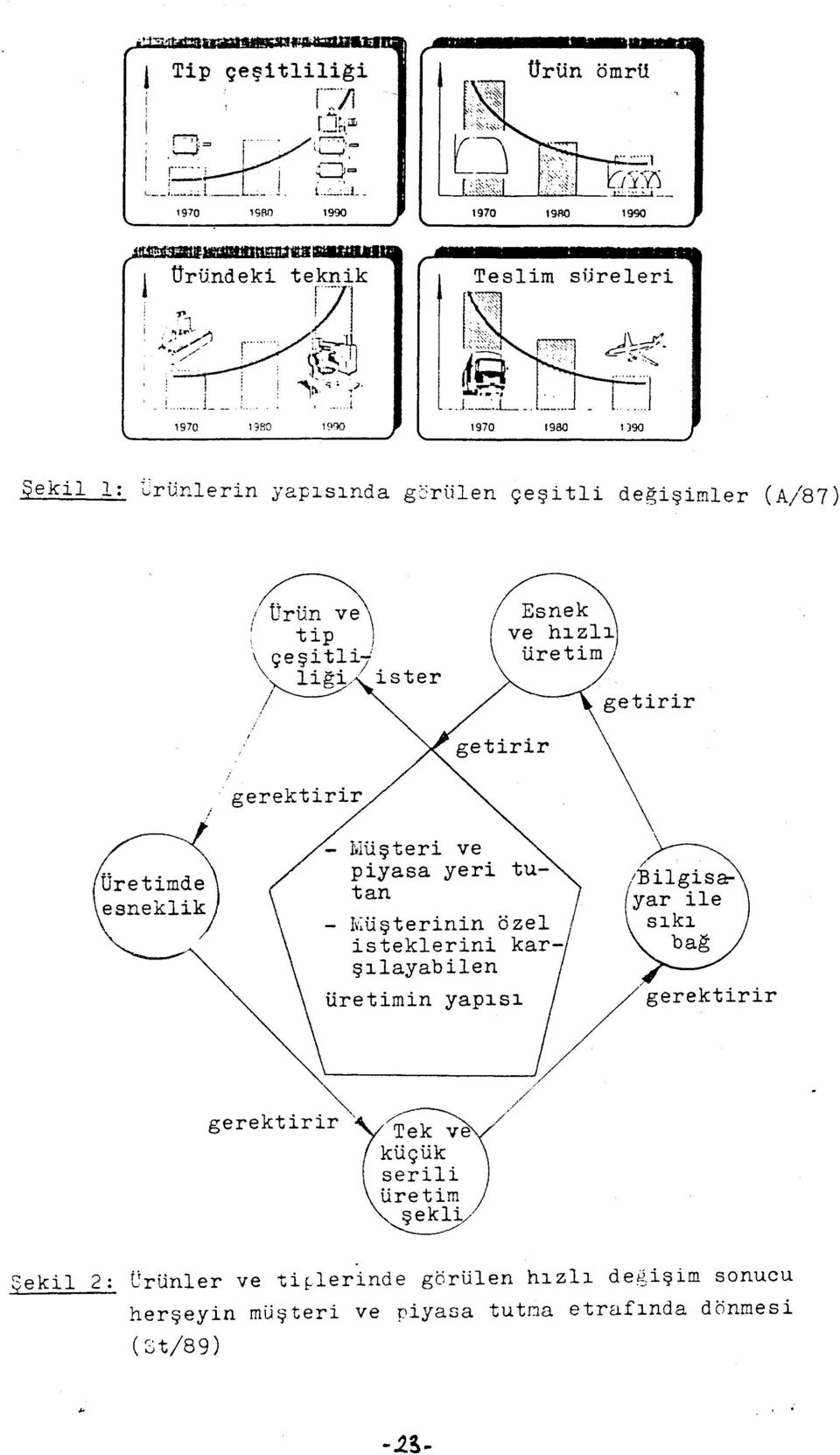
1 Bilgisayar Bütünleşik Üretim ve Benzetim Prof.Dr.Murat DtNÇMEN istanbul Teknik Üniversitesi İşletme Fakültesi Endüstri Mühendisliği Bölümü Maçka - İstanbul ÖZET Esnek otomasyonu gerçekleştiren bilgisayar bütünleşik üretim (CİM) uluslararası yoğun rekabet ve gelişen pazar ortamlarında tek çıkar yol olmaktadır. Fabrika içindeki üretim zincirinin bütün halkalarında kullanılan bilgisayar destekli sistemler (CAx) yoğun yatırımlar sonucu elde edilebilmektedir. Bu pahalı fakat yüksek düzeyde üretken olan sistemlerin verimli ve ekonomik kullanılabilmeleri, özelliklerinin ve çevrelerine olan etkilerinin önceden bilinmesine bağlıdır. Bu amaçla geliştirilen benzetim modellerine ve elde edilen hesap sonuçlarına literatürden örnekler yazıda işlenmektedir. 1. ÜRÜNLERtN YAPISINDA GÖRÜLEN DEĞİŞİMLER Son otuz sene içinde ülkelerarası gümrük duvarlarının indirilmesi ve dünyada bölgesel çeşitli ekonomik işbirliği guruplarının oluşması hertürlü ürüne olan talebi artırmıştır. Gelişmiş ülkelerdeki yoğun tüketim ve gelişmekte olan ülkelerdeki hızlı kalkınma isteği bu talebin artmasına ayrıca katkıda bulunmuştur. Bu gelişmenin doğal sonucu olaıak uluslararası ticaretin de önemli oranda büyüdüğü bilinmektedir. Herhangi bir ülkenin pazarına gelen ve birbiriyle rekabet eden ürünler müşterilerin seçiciliğinin artmasına bağlı olarak yeni özellikler kazanmak zorunda kalmışlardır, şekil 1 (A/87). 1970*lere kadar herhangibir ürünle ilgili nispeten az sayıda göze çarpan tip çeşitliliği', müşterilerin değişik isteklerinin yerine getirilmesi sonunda artmaktadır. Müşterilerin ilgisini sürekli çekmek amacıyla piyasaya sürülen yeni ve gelişmiş teknolojiye sahip ürünler ile bir ürünün yaşama süresini de giderek azaldığı gözlenmektedir. Bu gelişmenin yanında yine yoğun uluslararası rekabet ve müşteri isteklerinin yerine getirilmesi amacıyla ürünlerin giderek daha karmaşık bir yapıda daha fazla teknik ile donatıldıkları görülmektedir. Aynı amaçlarla ürün teslim sürelerinde de büyük azalmalar göze çarpan bir diğer husus olmaktadır. -7-
 yoğun yatırımlar sonucu elde edilebilmektedir.")
2 Ürünlerin yapılarında görülen bu değişîm sonucunda uluslararası rekabet içinde yerini korumak ve geliştirmek isteyen bir fabrika üretiminin yapısını değiştirmek v :oraı pazar ve özel müşteri isteklerine hızlı uyum sağlayabilen bir özelliğe kavuşturmak zorunda kalmaktadır. Şekil 2, üretimdeki bu yeni yapılanmanın gereğini, herşeyin müşteri ve piyasa tutma etrafında döndüğünü belirterek incelemektedir (St/89). Ürün yapılarında bu türden bir değişime uyum sağlayabilmek için fabrikanın ürün ve tip çeşitliliğini sergileyen bir üretim programına sahip olması gerekmektedir. Bunun anlamı ise üretimde esneklik olup bu esnekliğin ancak, tek ve küçük serili üretim tarzı ile gerçekleşeceği bilinmektedir. Tek ve küçük serili üretimde ekonomiklik ise bilgisayar ile yoğun bağ sayesinde gerçekleşmektedir. Bu bağ neticede arzu edilen hızlı ve esnek üretim tarzını da beraberinde getirerek müşteri ve piyasa tutma yanında müşterilerin özel isteklerinin ekonomik bir şekilde karşılanmasını sağlamaktadır. Bilgisayar ve genel anlamda bilgi işleme alanında insanlık, tarihinin başlarından itibaren kendisine çeşitli yardımcılar geliştirmiştir. Babillerin özel tozla kapladıkları levhalar üzerinde sakladıkları bilgiler ve 1940 f Iarda çalışmaya başlayan bugünkü anlamda ilk bilgisayardan sonra özellikle 1985 den sonra kişisel bilgisayarlar (PC) ile günlük yaşantımızın her alanında bu cihazların yer aldığı görülmektedir. Sektörler arasında özellikle ikinci dünya savaşından sonra gelişen hizmet sektörü bilgisayarın katkısıyla ayrıca büyük gelişmeler kaydetmiştir f lerde ise bilgisayarın endüstriyel üretim sektöründe de yoğunlaştığı gözlenmektedir. Federal Almanya'da 1982 senesinde yapılan bir araştırmada bilgi işlem alanında çeşitli düzeylerde bilgi sahibi olması gereken personel ihtiyacı ile bu ihtiyacı karşılayacak elemanların yetişmesi arasındaki sayısal farkın giderek arttığı görülmektedir, şekil 3. Ülkemiz için benzer bir durumun aradaki farkın daha büyük olması şekliyle geçerli olabileceği, gerek bilgisayar kullanımının hızla gelişmesi gerekse bu alanda hizmet veren eğitim kurumlarının aynı hızla artmaması nedeniyle tahmin edilebilir. Bu durum özellikle bilgisayar kullanılan üretim ortamlarında kendisini hissettirecek ve çok pahalı olan bilgisayar destekli üretim sistemlerinin verimli kullanılmasında özel çabaları gerekli kılacaktır. Bilgisayarın üretim ortamında yoğun bir şekilde kullanılması bir dizi kavramı da beraberinde getirmiştir. "Bilgisayar Bütünleşik Üretim" (BBÜ) (CİM: Computer Integrated Manufacturing) genel tanımı içinde yer alan bu kavramlar aşağıda ele alınmaktadır.?

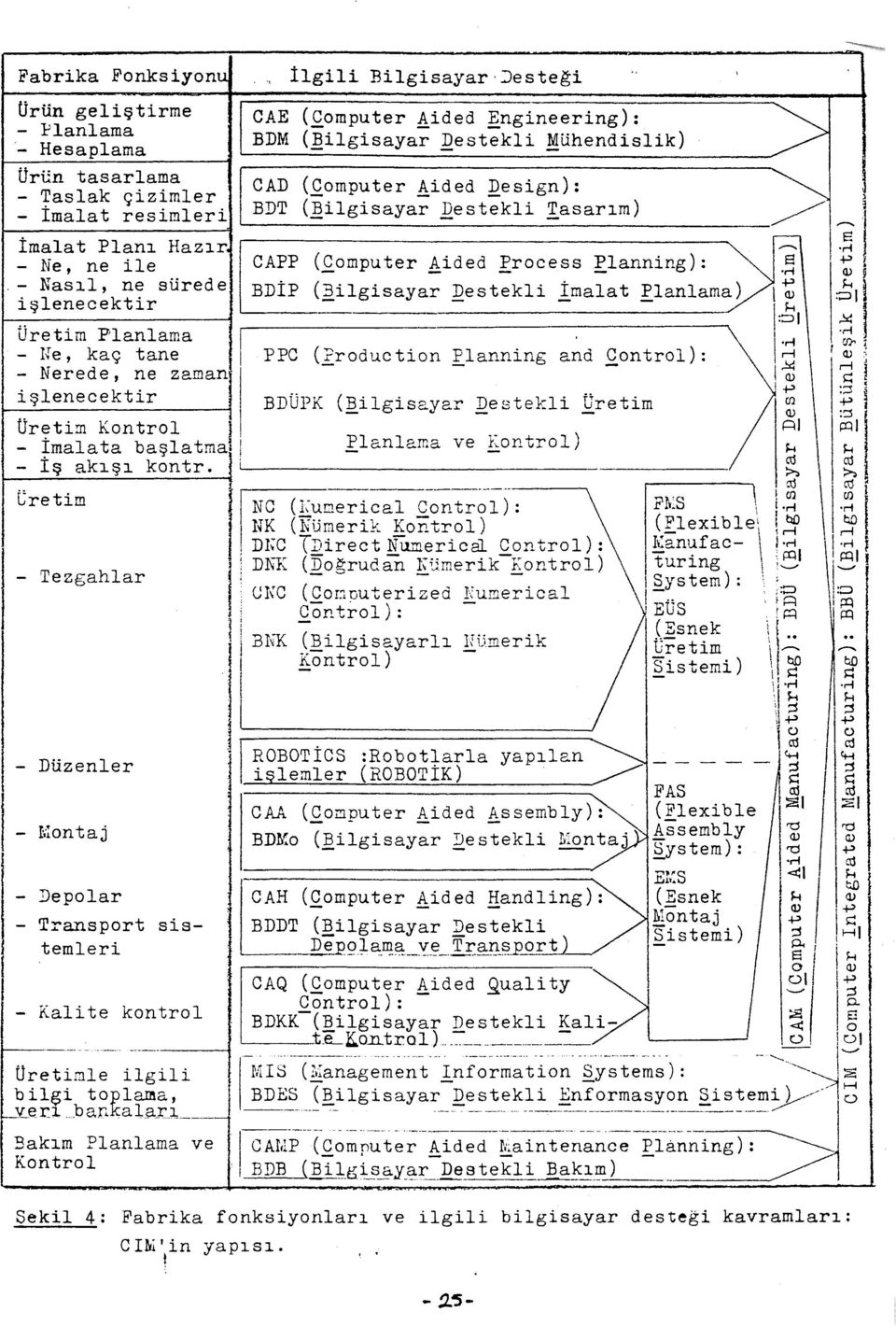
3 2. BÎLGİSAYAR BÜTÜNLEŞİK ÜRETİMİN YAPISI (CİM) K i Şekil 4 fabrika fonksiyonlarını ve ilgili bilgisayar desteği kavramlarını bir ürünün oluşmasındaki sıra ile göstermektedir. Ürünün oluşmasında ilk önemli fonksiyon ürün geliştirme içinde planlama ve gerekli mühendislik hesaplarının yapılmasıdır. Bilgisayar Destekli Mühendislik (BDM) (CAE: Computer Aided Engineering) burada kullanılan ilgili kavramdır. Taslak ve imalat resimlerinin oluşturduğu ikinci aşamadaki kavram ise Bilgisayar Destekli Tasarım (BDT) (CAD: Computer Aided Design) olmaktadır. İş parçalarının nasıl, ne ile ve ne sürede işleneceğinin belirlendiği imalat planı hazırlığı şubesinde Bilgisayar Destekli İmalat Planı (BDIP) (CAP: Computer Aided Planning) uluslararası alanda yerleşmiş kavramdır. Ürünün elde edilmesindeki zincirin bundan sonraki halkası üretim planlama ve kontrol fonksiyonu olmaktadır. Bu amaçla yapılacak işlemlerde Bilgisayar Destekli Üretim Planlama ve Kontrol (BDÜPK) ( lf CA l! PPC: Computer Aided Production Planning and Control) kavramı göze çarpmaktadır. Üretim aşamasına gelindiğinde ise yerleşmiş birçok kavram ile bilgisayarın kullanılması ifade edilmektedir. Tezgah kontrolunda Numerik Kontrol (NK) (NC: Numerical Control), Doğrudan Nümerik Kontrol (DNK) (DNC: Direct Numerical Control) ve Bilgisayarlı Nümerik Kontrol (BNK) (CNC: Computerized Numerical Control) görülen kavramlardır. Tezgahlara veya paletlere iş parçalarını, takımları bağlayan veya çözen; çeşitli montaj işlemlerini yapan robotların bu çalışmaları ve genel anlamda robot kullanımı ROBOTICS kavramı ile uluslararası literatürde yer almaktadır, özellikle robotların kullanıldığı montaj işlerinde bilgisayarın yer alması Bilgisayar Destekli Montaj (BDMo) (CAA: Computer Aided Assembly) olarak adlandırılmaktadır. îş parçalarının takımların veya ürünlerin fabrika içi transportlarında, depolanmalarında veya bir araca yüklenip indirilmelerinde Bilgisayar Destekli Depolama ve Transport (BDDT) (CAH: Computer Aided Handling) kavramı giderek yerleşmektedir. Nihayet elde edilen üründe veya parça işlemleri sırasında yürütülen kalite kontrolunda bilgisayar kullanımı Bilgisayar f Destekli Kalite Kontrolü (BDKK) (CAQ: Computer Aided Quality Control) adlı altında I ifade edilmektedir. Tezgahlar, düzenler, depo ve malzeme nakil sistemleri ve kalite kontrolünün birlikte bilgisayar tarafından kumanda edildiği üretim sistemlerine ise Esnek Üretim Sistemleri (EÜS) (FMS: Flexibel Manufacturing Systems) adı verilmektedir. Aynı şekilde özellikle montaj işlerinin yapılması için gerçekleştirilmiş bilgisayar kontrollü yapılar Esnek Montaj Sistemleri (EMS) (FAS: Flexibel Assembly Systems) olarak isimlendirilirler. Üretim alanında görülen bu bilgisayar desteği, bilgisayar destekli imalat planlama ve bilgisayar destekli üretim planlama ve kontrol ile birlikte Bilgisayar Destekli Üretim (BDÜ) (CAM: Computer Aided Manufacturing) adını r
 (CAD: Computer Aided Design) olmaktadır.")
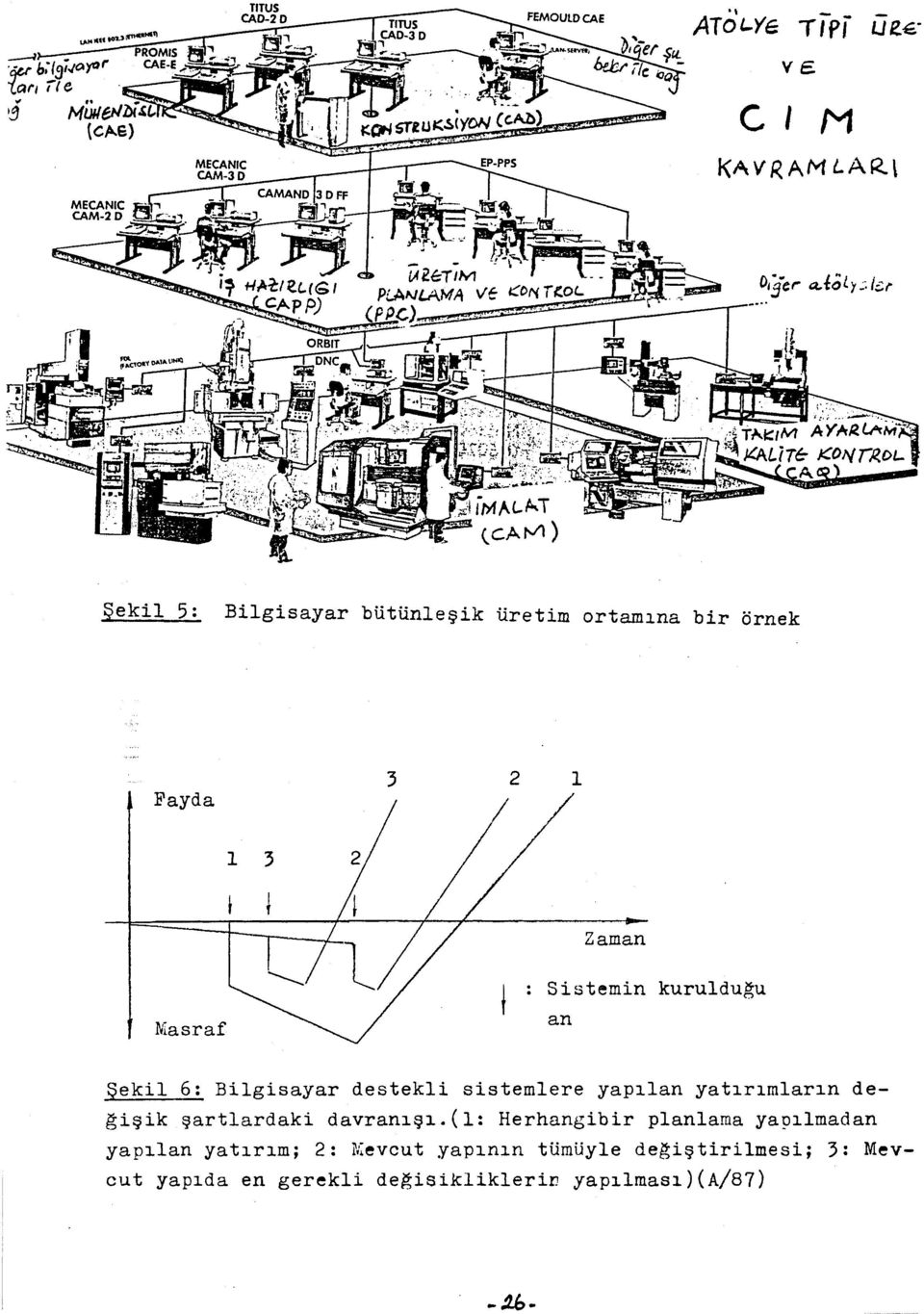
4 almaktadır. CAE, CAD ve CAM dışında üretimde "Destek Sistemler 11 olarak da adlandırılan bilgi toplama, değerlendirme ve saklama fonksiyonlarının yerine gelmesinde kullanılan yazılım paletleri Bilgisayar Destekli Enformasyon Sistemleri (BDES) (MİS: Management Information Systems) olarak bilinmektedir. Nihayet fabrikadaki her türlü sistemin; binalar, araçlar, tezgahlar, çevre vs'nin bakımının planlanması ve bu bakımın uygulanmasında bilgisayarın giderek yoğun bir şekilde kullanıldığını görmekteyiz. Bilgisayar Destekli Bakım (BDB) (CAMP: Computer Aided Maintenance Planning) olarak adlandırılan bu işlemlerin yanında şekil 4 f te şu anda görülmeyen ve ilerde bu çevreye girebilecek bilgisayar destekleri de söz konusu olabilecektir. Fabrika fonksiyonlarımndaki bilgisayar desteği topluca Bilgisayar Bütünleşik Üretim (BBÜ) (CİM: Computer Integrated Manufacturing) olarak adlandırılmaktadır. Burada açıklanan kavramlarla ilgili literatürde çok kez fl CAx ff tanımı yapılmakta ve x yerine gelecek harf veya harfler ile (E,D,P,H,M,Q, vs) ilgili bilgisayar desteği ifade edilmektedir. Şekil 5 Bilgisayar Bütünleşik Üretim ortamına bir örneği prensip olarak göstermektedir. Mühendislik hesapları (CAE) ve konstrüksiyon (CAD) düzlemi altında iş hazırlığı (CAP) ile üretim planlama ve kontrol (PPC) fonksiyon düzlemi bulunmaktadır. Altta ise atölye (CAM) ve kalite kontrol (CAQ) düzlemleri göze çarpmaktadır. Düzlemlerin sıralanışı bir yerde fabrika içi iş akışını göstermekte olup bu düzîemîerdeki bilgisayarlar bir ağ (LAN ve FDL) ile birbirine bağlıdır. Yakın geçmişte birbirinden çok farklı bilgisayarların da fabrika içinde birbirine bağlanarak bir ağ oluşturmaları gerçekleşmiştir (Be/90) senesinde sayısal kontrollü (NC) tezgahları ile başlayan gelişme fabrikaların mevcut organizasyon yapılarında da önemli değişikliklere neden olmuştur. Bilgisayar kullanımının gerektirdiği çok yönlü programlama veya hazır paket kullanma görevini yerine getirecek çeşitli fabrika şubeleri eskileri yerine yapı ve iş akışı organizasyonuna entegre edilmişlerdir. Şekil 6 bilgisayar destekli sistemlere yapılan yatırımların organizasyonda değişik hazırlık şartlarına bağlı olarak yarattığı fayda ve masraf davranışlarını göstermektedir (A/87). En uygun yol mevcut yapı içinde gerekli değişikliklerin gerçekleştirilmesiyle, yatırımın bir an önce fayda tarafıma geçmesidir. Mevcut organizasyon yapısı içinde yer alacak örneğin bir CNC tezgahının diğer tezgahları ne derecede rahatlatacağı veya üretimin hangi noktalarında yeni darboğazlara neden olabileceğinin önceden bilinmesi ve tedbirlerinin alınması CNC tezgahının verimli kullanılması için çok önemlidir. Aynı şekilde bir grup iş parçası için gerekli görülerek, temin edilecek bir esnek üretim sisteminin ne gibi kolaylıklar sağlayabileceği ve hangi şartlar altında çalıştırılmasını ekonomik olacağı önceden kestirilmelidir. Bu sayede yeni üretim, sistemi kuruluşunu takiben kısa sürede verimli kullanılabilir duruma gelecektir. -10

5 Belirtilen şekilde bir üretim sistemi veya herhangibir sistem içindeki değişikliğin boyutlarını, kapsamını belirlemek ve etkilerini önceden kestirebilmek benzetim tekniği (Simülasyon) yardımıyla gerçekleşmektedir. 3. BİLGİSAYAR BÜTÜNLEŞÎK ÜRETİM VE BENZETİM "Sistem-Model-Benzetim 11 kavramları dizisi yöneylem araştırması teknikleri arasında bir sistemin deneysel incelenmesi anlamını vermektedir. Bir üretim sisteminin analizi, bilgisayarda modellenmesi ve model üzerinde çeşitli senaryoların denenmesi özellikle bilgisayar destekli üretim sistemlerine geçişte önem taşımaktadır. Büyük yatırımlar sonucu elde edilecek bu tür karmaşık fakat üretken üretim sistemlerinin modelleri üzerinde önceden incelenerek tanınmaları ilerde görülebilecek problemlerin kolayca çözümlenmeleri için önemlidir. Gerek üretim sisteminin analizi, gerek modelin kurulması, gerekse benzetim hesaplarının yapılmasında dikkat edilecek hususlar konuya ilişkin birçok yayında işlenmektedir (Gr/80,La/82, Di/88,Pr/86 gibi). Aşağıda bilgisayar bütünleşik üretimin çeşitli kesimlerinde göze çarpan benzetim çalışmalarına literatürden örnekler verilmektedir Bilgisayar Destekli Üretim Planlama ve Kontrol (PPG) Benzetimi üretim ortamında bilgisayarın yaygınlaştığı ilk fabrika şubelerinden biri olan üretim planlama ve kontrol şubesinde ürün ağacından hareketle, malzeme ihtiyaç planlaması, fabrika içi atölye ve yan sanayi siparişlerinin açılması ve bunların takip edilmesi gibi işlemler gerçekleşmektedir. Bilgisayar desteği ile yürütülen bu işlemler sırasında da hangi prensiplerin, stratejilerin uygulanacağının önceden yapılan araştırmalar sonucunda belirlenmiş olması gerekmektedir, özellikle atölyelerde uygulanmak istenecek iş sıralama, grup teknolojisi, parti bölme, parti paralel işleme gibi iş akış stratejilerinin etkileri benzetim tekniği yardımıyla önceden belirlenebilmektedir. Bunun yanında atölye kapasitesini birinci derecede kontrol parametresi olarak ele alan ve mevcut yüke göre iş serbest bırakmayı öneren ve benzetim tekniği ile geliştirilen yeni bir üretim kontrol yaklaşımı olumlu sonuçlar vermektedir. Bilgisayar desteği ile uygulanacak bu stratejilerin ilgili atölye modelleri üzerinde denenmelerini tanıtan bir çok çalışma vardır (Ha/87, A/88, Di/84a, Di/84b gibi). PPC benzetimi tanımı içinde yer alan bu çalışmalara örnek olarak burada kendinden son zamanlarda olumlu bir şekilde söz edilen ve atölyeye mevcut yüküne bakılarak iş serbest bırakma stratejisinin benzetimi kısaca tanıtılacaktır (Ke/81, Be/88, Shi/84, Gü/90). 11

6 Atölyelerin aşın yüklenmeleri ile oluşan iş hacimlerinin uzun bekleme surelerine yol açacağı ve böylece müşteri teslim tarihlerinin aşılacağı görüşünden hareketle geliştirilen strateji, herhangibir iş emrinin atölyeye gönderilmesinden önce atölyenin mevcut yükünü incelemektedir. Bir anlamda atölyenin bu yeni işi kabul edip edemeyeceği veya ne zaman kabul edilebileceğinin araştırması yapılmaktadır. Şekil 7 bu yolla sağlanan atölye içi iş hacmi sınırlamasının etkisini grafik olarak göstermektedir. İş hacminin azalması üretim miktarını başlangıçta önemli bir derecede etkilememekte ancak belli bir aşamadan sonra düşüş miktarı belirginleşmektedir. Bunun yanında ortalama iş akış zamanı ise iş hacminin düşürülmesi paralelinde başlangıçta önemli azalmalar göstermektedir. Atölye içinde yük dengelemesi yapılması halinde üretim miktarı eğrisi yukarı çekilmekte, ortalama iş akışı zamanı eğrisi ise aşağıya inmektedir. Her iki gelişme arzu edilen sonuçlar olduğundan gerek iş yükü sınırlaması gerekse yük dengelemesi ile atölye için en uygun çalışma şeklinin bulunacağı ifade edilmektedir (Slîî/84). Bu amaçla atölyenin hangi iş hacminde çalıştırılmasının uygun olacağının ise önceden yapılacak benzetim çalışmasıyla ortaya çıkarılması gerekir. Şekil 8 (Wie/83) böyle bir çalışma sonunda - %35O kapasite yükü ve saat iş hacminde çalışan bir atölyenin - %250 kapasite yükü ve saat iş hacminde çalıştırılmasıyla üretim hacminde önemli bir düşüşün olmaması yanında ortalama iş akış zamanı - 14 günden -7 güne düşebileceği vurgulanmaktadır Bilgisayar Destekli Üretim (CAM) Benzetimi Bilgisayar destekli üretim sistemlerinin başlangıcını teşkil eden NC tezgahları için yazılan bir parça programının tezgah üzerinde işlenecek malzeme olmaksızın çalıştırılarak tezgahın yaptığı işleme hareketlerinin kontrol edilmesi bu tür tezgahların kullanılmaya başlanmasından itibaren uygulanmaktadır. Programın ilk çalıştırılmasının ahşap veya plastik iş parçası malzemeleri ile de denendiği bu işlemlerde amaç, yanlış programlar nedeniyle tezgah veya takım sistemlerinde istenmeyen çarpışmalar sonucunda oluşabilecek zararlardan kaçınmaktır. İş parçalarının işlenmesine geçilinceye kadan NC tezgahının işhazırlık süresi sonrasında bir de programın denenmesi amacıyla işgal edilmesi bu üretken ve pahalı tezgahların kullanım verimlerini düşürmektedir. CNC tezgahları ile son zamanlarda programın tezgahtaki bilgisayar ekranı üzerinde benzetim yardımıyla denenmesi uygulanabilir hale gelmiştir. Ancak bu durumda da tezgahın işgal edilmesi söz konusu olmaktadır. Burada çözüm tezgahın bir parçayı işlerken, paralel olarak bir başka programın ekran üzerinde açılacak bir pencerede denenmesidir. Ancak burada da dikkatin, işlenen parçanın programına ve benzetimi yapılan programa verilmesi nedeniyle dağılması bir sakınca olabilir. Bu nedenle bir NC programının denenmesini atölye 12

7 ortamından alarak programın yazıldığı iş hazırlığı şubesine kaydırmak tezgahın kullanım verimini artırmak amacıyla üzerinde çalışmalar yapılan bir husus olmaktadır (Sch/86, Sp/86). Programın bu şekilde denenmesi tezgahtaki parça işleme operasyonunun bilgisayarda kurulan bir modeli üzerinde gerçekleştiğinde yapılan bu işlem bir benzetim işlemi olmaktadır. Bugün için piyasada 2 (tornalama gibi) ve 3 (frezeleme gibi) boyutlu parça işlemenin grafik ekranlar üzerinde benzetimini sağlayan birçok sistem pazarlanmaktadır. CNC üniteleri ile eşgüdümlü çalışan bu sistemler geometrik ve teknolojik program verilerini değerlendirebilme özelliklerine sahiptirler. Veri girişleri, iş parçası ve takım sisteminin tanımlanması (bilgisayarda modellenmesi), takımın yapacağı hareketlerin ve teknolojik verilerin işlenmesi, takım değişikliği ve iş parçası hareketlerinin sağlanması ve bütün bunların grafik ekranda görüntülenmesiyle benzetim işlemi gerçekleşmektedir. Ham parçanın kendisinin ve tezgaha bağlandığı tutucunun birlikte geometrik olarak tanımlanmasıyla benzetim işlemi başlayabilir. Bundan sonra CNC parça programından cümle cümle okunan komutlar ile ham parçanın işlenmiş parçaya dönüşmesi ekran üzerinde izlenebilmektedir. Şekil 9 (Sp/86) bilgisayar destekli tasarım (CAD) sistemleriyle bütünleşmesi arzulanan bu benzetim sistemlerinin olması gereken yapılarını göstermektedir. CAD ve parça programlama sistemlerinden alınan bilgiler bir editör paketi yardımıyla benzetim için hazırlanmaktadır. NC programındaki geometri ve teknoloji bilgilerini algılayan ve dönüştüren bir NC derleyicisi yanında $ işlenmekte olan parçanın yeni hatlarını hesaplayıp görüntüleyen bir modül sistemin gerekli hususlarıdır. Bu talepler çerçevesinde gerçekleşen bir benzetim sisteminde bilgi akışı şekil 10 da verilmiştir. (Sp/86). DİN in öngördüğü komutlarla yazılmış bir NC parça programı NC derleyicisi yardımıyla yorumlayıcı modüle aktarılmaktadır. Yorumlayıcı modül teknolojik bilgileri de (kesme, ilerleme hızlan v.s.), işleyebilmesi amacıyla tezgah verilerini kullanılabilir bir yapıdadır. Yorumlayıcıdan gelen geometrik ve teknolojik işleme bilgileri ile iş parçasının aldığı son şekli hesaplayan modül ham parça, takım ve bağlama ünitelerinin geometrik modellerinden hareket etmektedir. Hesaplanan bilgilerle ekrandaki görüntüyü yaratan modül ise benzetim sisteminin son halkasıdır. Burada belirtilen benzetim yukarda üretim planlama ve kontrol amaçtı benzetimden farklı bir yapıdadır, tş parçası işlemesinin modeli üzerinde incelenmesi dinamik veya deterministik benzetim kapsamına girerken, atölye modeli üzerinde değişik organizasyon senaryolarının incelenmesi sistem bünyesindeki rassal olaylar nedeniyle stokastik benzetim içinde yer alır (Di/88). 13

8 3.3. Endüstriyel Robot Sistemlerinin (ROBOTICS) Benzetimf Bilgisayar bütünleşik üretim sistemlerinin önemli öğelerinden biri olan robotlar bugün için endüstriyel gelişmiş ülkelerdeki üretim hatlarında kaynak, montaj, iş parçalarının tezgahlara bağlanması veya sökülmesi, takım sistemlerinin takılıp çıkarılmaları gibi birçok işlemde kendilerini kanıtlamışlardır, içerdikleri hareket serbestliğinin yüksek olması, pahalı ve üretken olmaları nedeniyle endüstri robotlarının da CNC tezgahlarına benzer bir şekilde modellenerek, çalışma ortamlarının önceden bir model üzerinde incelenmeleri gerekmektedir. Gerek yanlış programlama sonucu robotun çevre birimlerine çarparak zarar görmemesi gerekse pahalı ve üretken olan bu cihazın üretim işlemleri dışında elverdiğince az işgal edilmesi zorunluluğu bu tür bir incelemeyi burada da gerektirmektedir. Robotların programlanmasında yaygın kullanılan TEACH-IN yönteminde robot kolunun işlem sırasında yapacağı hareketler adım adım yaptırılmakta ve bu arada bu hareketler bilgisayarın hafızasında doğrudan (on üne) saklanarak program oluşturulmaktadır. Ancak bu programlama tekniğinde de robot uzun süre işgal edilmektedir. Bu nedenle programın iş hazırlığı şubesinde hazırlanması ve test edilmesi amacıyla robot benzetimini gerçekleştiren paketlere gereksinme duyulmaktadır. GROSIM bu amaçla geliştirilmiş bir grafiksel benzetim paketi olup ROBEX-M robot programlama sistemiyle birlikte çalışmaktadır, şekil 11 (We/86). Offline (Robot dışı) programlama, robot programının ROBEX-M dilinin editörü yardımıyla uygun syntax ve semantik ile yazılmasıyla başlar. ROBEX-M derleyicisi yardımıyla kontrol edilen ve yorumlanan program bu defa IRDATA (Industrial Robot Data) koduna dönüştürülür. Bu robot kontrol kodunu kullanan GROSIM paketi programlanan robot hareketlerini ekranda görüntüler. Aynı kod atölyedeki robotun kontrolünü da sağlamaktadır. GROSIM istenilen bakış yeri, hareket bölgesi ve perspektiv ile robot hareketlerinin ekranda izlenmesini gerçekleştirir. Ancak robotun gerçek ortamda çalışması sırasında ortaya çıkan dinamik olaylar (titreşim, ısınma ile genleşme v.s.) GROSIM ile incelenmemektedir. Bu nedenle de robotun ilk çalışması sırasında hareketlerin kontrol amacıyla dikkatle izlenmesi tavsiye edilmektedir. Bir robot programının önceden test edilmesine yönelik deterministik benzetim yanında robotlu bir üretim hücresinin değişik çalışma şartlarında bir model üzerinde denenmesine yönelik stokastik benzetim de söz konusu olabilmektedir. Şekil 12 bu tür bir üretim hücresini göstermektedir. (N/88). Değişik tipteki tezgahların ve iş parçalarının paletlere bağlanma ve sökülme istasyonlarının arasında bulunan robot iş parçalarını tezgahlara taşımakta veya işlemi biten bir iş parçasını bir sonraki tezgaha veya paletinden sökülme istasyonuna taşımaktadır. Bu çeşit bir üretim sisteminin gerek 14

9 tasarlanmasında gerekse işletilmesinde ortaya çıkabilecek sorunların benzetim yardımıyla önceden incelenmesi sistemin verimli çalışması açısından önemlidir. Sistemin tasarlanmasında, - mevcut iş parçası potansiyeli için hangi tezgah türlerinden kaçar tane bulunması gerektiği, - iş parçalarının paletlere bağlanma ve sökülme işlemlerinin yapıldığı istasyonların kapasitesi, - sistemde iş parçalarının beklemede kalabilecekleri ara stok alanlarının kapasiteleri ve - robotun tipi, yeri ve kapasitesi gibi hususlar model üzerinde çeşitli alternatifleriyle denenerek uygun çözüm geliştirilebilir. Üretim hücresinin işletilmesi sırasında ortaya çıkabilecek - iş parçalarının sıralanmaları ve - sistemin aşın yüklemelerden kaçınılması amacıyla hangi iş hacminde çalıştırılmasının uygun olduğu gibi hususlarda önceden benzetim tekniği yardımıyla incelenebilir. Parça-tezgah matrisi, değişik parçalara olan talep frekansları, * tezgahlarımı yüklenme ve boşaltılma zamanlan, robot kolunun hareket hızı, takım değiştirme süreleri, robot ve tezgahların bakım-onanm süreleri, ara stok hacimleri, parçaların işlenme süreleri, robot ve tezgahların bozulma frekansları gibi bilgiler benzetim paketine girilecek verilerdir. Benzetim sonucunda ise robot ve tezgahların kullanım verileri bozulma frekanslan, üretilen parça sayısı, hücredeki ortalama iş hacmi, ara stok bölgelerinin kullanımı, ortalama iş akışı zamanlan gibi performans kriterleri hesaplanmaktadır Esnek Üretim Sistemlerinin (FMS) Benzetimi 1950'lerin son çeyreğinde başlayan nümerik kontrol sistemlerinden sonra 1960 f ların sonlarına doğru merkezi bilgisayarın kontrolunda birden fazla NC tezgahı, tezgahlara iş parçalarını getirip götüren ünite, iş parçalarının paletlere bağlandığı ve söküldüğü istasyonlar, iş parçaları için merkezi bir stok alanı ve tezgah önlerinde işlem sırası bekleyen veya işlemleri tamamlandıktan sonra nakliye sırası bekleyen iş parçalarının ara stoklanmalarım yapacak alanları içeren üretim sistemleri giderek yaygınlaşmaya başlamıştır. Birbirinden farklı iş parçalarını işleyebilme yeteneğine sahip bu esnek 15

10 üretim sistemlerinin ihtiyaca uygun bir konfigurasyona sahip olmaları için ve kullanılmalan sırasında uygulanabilecek çalışma stratejilerinin etkilerini öğrenmek amacıyla işletmeye alınmadan önce modelleri üzerinde incelenmeleri gerekmektedir, incelemelerin hedefi işletmeye alınmalarından sonra ortaya çıkabilecek sorunların çözümlerini bulmak ve işletme sırasında atıl kalmalarını elverdiğince önlemektir. Bu karmaşık, pahalı paket üreten sistemlerin analizini yapan birçok benzetim çalışmasına literatürde rastlamak mümkündür (Wa/77, Ha/88, A/88, Wu/89 gibi). Şekil 13 tipik bir esnek üretim sistemi benzetim modelini göstermektedir (Wa/77). İşlenmek üzere gelen bir iş parçası paletlere bağlanarak nakliye ünitesi tarafından ya ilk işlemin yapılacağı tezgahın önündeki ara stok bölgesine getirilmekte veya bu bölgenin ve tezgahın dolu olması halinde merkezi stoklama alanına getirilmektedir. Burada dbekleyen iş parçalan nakliye ünitesince sıraları geldiğinde işlem görecekleri tezgahların ara stok bölgelerine taşınmaktadır. Gerek ara stok bölgelerinde gerekse merkezi stoklama alanında iş parçaları işlemlerarası beklemeye alınmaktadır. Ara stok bölgelerindeki iş parçaları ise ilgili tezgahların boşalması ve sıralarının gelmesi ile işleme alınmaktadır. Bir tezgahta işlemi tamamlanan iş parçası bir sonraki işlemin yapılacağı tezgahın ara stok bölgesine veya buranın dolu olması halinde merkezi stoklama alanına götürülerek beklemeye alınır. Bu şekilde tezgahtan tezgaha geçen iş parçalan işlemleri tamamlandığında sökme ünitesinde paletlerinden ayrılarak fabrika içinde gereken yerlere gönderilirler. Tamamen bilgisayar kontrolü altında çalışan esnek üretim sistemleri yüksek otomasyon derecesine ve milyarlarca liralık yatırım hacmine sahip olduklarından çok yüksek verimde kullanılmaları gerekir. Yüksek verime ulaşabilmek için ise sistemin çok iyi tanınması ve değişik şartlar altında göstereceği davranışın önceden bilinmesi gerekir. Bu amaçla şekil 13 f deki esnek üretim sistemi modeli üzerinde yapılan benzetim çalışmasının örnekleri şekil 14 f de verilmiştir (Wa/77). Birbirinden farklı ortalama işlenme sürelerine sahip 7 parça grubu ile yapılan ve sistemdeki arızaları gözönüne alan hesaplar sonucunda tezgahlar, nakliye ünitesi ve merkezi stok alanının verimlerinin davranışları grafiklerle gösterilmiştir. Şekil 15 iş akış zamanı parametresi, tezgah verimlerinin ve nakliye ünitesinin veriminin tezgah arızası durumunda iş parçasını başka tezgaha aktarma veya aktarmasız arızanın geçmesinin beklenmesi durumlarındaki davranışını göstermektedir. Modelde ele alman bütün parça gruplarında bir tezgah arızası olduğunda, bilgisayarca yeni bir üretim planı yapılmasının yerinde olacağı benzetim hesabı sonucu ortaya çıkmaktadır. 16
.")
11 Esnek üretim sistemlerinin benzetim modellerinde yukarda örnekleri verilen senaryolar yanında, - tezgah tipleri ve sayıları, - ara stok ve merkezi stok hacimleri, - transport ünitesinin hizmet hızı, - takım magazininin olup olmaması, - iş sıralama ve iş yükleme stratejileri gibi hususlar farklı değerleriyle değişik seranyolar altında incelenebilmektedir Esnek Montaj Sistemlerinin (FAS) Benzetimi Esnek üretim sistemlerinin gelişmesine paralel olarak montaj işlemlerinin de esnek otomasyonu amacıyla esnek montaj sistemlerinin geliştirildiği görülmektedir. Endüstri robotlarında ve otomatik yönlendirilebilen taşıma araçlarında (AGV) sağlanan endüstriyel kullanılabilirlik sonucu esnek montaj sistemleri özellikle son senelerde yaygınlaşmağa başlamıştır. Bilgisayar yönetimindeki bu sistemlerdeki birbirinden farklı ünitelerin eşgüdüm içinde uygun stratejilerle çalışmalar gerekmektedir. Büyük yatırım meblağları ile elde edilebilecek bu sistemlerin verimlerinin yüksek olması önemlidir. Bu noktada, diğer bilgisayar destekli üretim sistemlerinde olduğu gibi benzetim gerek sistem tasarımı gerekse işletimi için önemli bilgiler sağlamaktadır. Şekil 16 forklift montajını gerçekleştirmek amacıyla tasarlanan bir esnek montaj sisteminin modelini göstermektedir (Bu/87). Sistem çalışma modüllerinden oluşmakta ve her modülde 2-4 iş istasyonu bulunmaktadır. Montaja girecek malzemeler bir yüksek raflama sisteminden beslenmektedir. Büyük boyutlu ve ağır montaj parçaları tekerlekli konveyör ile montaja girmektedir. 7 ara stok bölgesi montaj akışında yer almaktadır, tş parçalarının modüller arasında taşınmasını, otomatik (endüktiv) yönlendirilen taşıma araçları (AGV ) sağlamaktadır. Bu araçlar montaj işlemlerinde - ve montaj akışında esneklik, talep dalgalanmalarını dengeleme, montoj sisteminin modüler yapıda olmasının sağlanması ve çalışanların yeteneklerinin sistem kontrolunda kullanılması gibi bir dizi yararı beraberinde getirirler. Yüksek raflama sisteminde görülen hizmet ürünleri ve otomatik iş parçası taşıma araçları bilgisayar kontrolundadır. Belirtilen sistem MOMOS benzetim paketi ile incelenmiştir (Bu/87). MOMOS bir dizi bilgisayar kontrolü altındaki sistemler arasında çalışan insanın odak noktasını 17

12 teşkil ettiği üretim sistemleri için geliştirilmiş bir benzetim paketidir. Sistem parametreler ile tanımlandıktan sonra MOMOS SLAM dilinde benzetim programını otomatik oluşturmaktadır. Burada yapılan benzetimin amacı şekil 17 de görülmektedir. Montaj akışında, iş parçası transport sisteminde, üretim sisteminde, iş sisteminde ve üretim modelindeki değişik senaryoların MOMOS ile incelenmesi gerçekleşmektedir. Şekil 18 benzetim sonuçlarına örnek olarak 4 adet otomatik taşıma aracı ve 32 istasyonlu bir sistemde taşıma araçlarının hesaplanan, kullanım verimini göstermektedir. Taşıyıcılar zamanlarının, yaklaşık % 31 inde ara stok bölgelerinde beklemekte ve % 21 inde ise yüklü olarak montaj sisteminde hareket etmektedir. Bu şekildeki benzetim çıktıları yardımıyla belli bir montaj sistemi konfigurasyonu için çeşitli taşıyıcı sayılan denenerek en uygun taşıyıcı sayısı bulunabilir. Benzer şekilde diğer sistem parametreleri de tasarım aşamasında uygun boyutlarıyla belirlenebilir. Sistemin işletilmesinde ise örneğin büyük bir talep artışına sistemin hangi değişikliklerle cevap verebileceği benzelîttı modeli üzerinde ele alınarak uygun çözümler aranabilir Bilgisayar Destekli Depolama ve Nakliye Sistemlerinin (CAH) Benzetimi (Lojistik Benzetimi) Fabrika alanlarında üretim için ayrılacak yerler yanında iş parçalarının, yan mamullerin ve mamullerin depolandıkları ve bir yerden diğer bir yere nakledilecekleri alanlara da gereksinme duyulmaktadır. Bu alanların ekonomik kullanımı amacıyla yüksek raflamt sistemleri giderek önem kazanmaktadır. Bu sistemlerde hizmet veren özellikle bilgisayar kontrollü yükleme araçları yardımıyla daha verimli kullanım gerçekleşmektedir. Yapısı gereği büyük yatırım meblağlarına mal olan bu depolama sistemlerinin gerek tasarım, gerekse işletim aşamalarında benzetim tekniği önemli bilgiler sağlamaktadır. Şekil 19 bu tür bir desteği veren SIEMLA benzetim paketinin yapısını ve olanaklarını göstermektedir (S/88). 4 modülden oluşan paketin birinci modülü çeşitli depolama sistemlerini birbiriyle karşılaştırmakta, ikinci modül yüksek raflama sistemi planı hazırlamakta, üçüncü modül depo önlerindeki alanların planlanmasını ve benzetimini dördüncü modül ise fabrika içi malzeme nakliye sistemi benzetimini ve maliyet hesabını yapmaktadır. Bu modüllerden örneğin ikincisi yüksek raflama sistemlerinde görülen her türlü birimin modellenmesini, ayrı ayrı veya birlikte çalışmalarının model üzerinde incelenmesini gerçekleştirmektedir. - Hizmet aracının gidip geldiği kanaldaki rafların kanal boyunca ve kanal yüksekliğince sayılan, tipleri; 18

13 - depolanacak malzeme sayısı, çeşitli, sınıflara taksimi,öncelik farklılıkları, - yükleme ve boşaltmada kullanılan yardımcıların yerleri, sayılan, - bir raftaki depolamanın türü, kaç tane yan yana veya arka arkaya depolama gözünün bulunacağı, - sistemdeki iş hacminin dağılımı, - hizmet aracının teknik parametreleri gibi bilgiler benzetim başlangıcı için gereken verilerdir. Bu bilgiler ile - gereken hizmet aracının sayısı ve tipi, - indirme, bindirme cihazlarının sayılan, tipleri, - gereken depolama yerleri sayısı büyüklüğü, - yükleme-boşaitma süreleri ve - çeşitli masraf yerlerinde oluşan masrafların hesabı benzetim sonucu ortaya çıkmaktadır. Belli bir firmanın gereksinimini karşılayacak benzetim sonu ortaya çıkan depo yapısını Şekil 20 göstermektedir. SIEMLA benzetim paketi PC bazında çalışmakta ve bellek (640 KB), aritmetik işlemci, 40 MB hard disk, 1,2 MB disket drive, renkli ekranıl9, 800x600 pixel, A3 formatmda maus veri giriş tablosu, AO formatında plotter ve A3 formatında yazıcıya gereksinim duymaktadır. 4. SONUÇ Uluslararası düzeyde görülen yoğun rekabet sonucu firmalar müşterilerini kaybetmemek ve yeni müşteriler kazanabilmek amacıyla ürünlerinde ve üretim hatlarında önemli değişiklikler yapmak zorunda kalmaktadır. Ürünlerindeki tip çeşitliliği ve yüksek teknoloji artarken ürün teslim süreleri kısalmaktadır. Bu yapıya uyacak, müşteri ve pazar isteklerini karşılayabilecek üretim tarzı ise esnek olmak zorundadır. Diğer bir deyişle üretim sistemi kısa zamanda bir üründen diğer bir ürüne geçebilme özelliğini göstermelidir. Uluslararası rekabet ve ticaretin yoğun bir şekilde artması, eski ve yeni pazarlarda çeşitli ürünlere olan talebin büyümesi üretim hatlarında esneklik yanında otomasyonu da zorunlu kılmaktadır, tşte bu noktada esnek otomasyonu gerçekleştiren bilgisayar bütünleşik üretim (CIM) firmaların giderek başvurdukları tek çıkar yol olmaktadır. Bilgisayarın programlanabilirlik özelliğinden hareketle, üretim hatlarının her noktasında bilgisayar kontrollü üniteler yaygınlaşmağa başlamıştır. Farklı ürünlerin veya ürün tiplerinin özellikleri programlar yardımıyla bu üniteleri kontrol eden bilgisayarlara 19

14 yüklenmektedir. Böylece üretim hattı kısa sürede otomatik olarak yeni ürün veya ürün tipini işleyebilir duruma gelmekte ve onu kısa sürede pazara sunabilme özelliğini kazanmaktadır. Bilgisayar bütünleşik üretim sistemleri, bilgisayar destekli mühendislik hesaplarından (CAE) başlayarak, bilgisayar destekli bakım planlamaya (CAMP) kadar uzanmakta ve zamanla bir fabrikadaki bütün fonksiyonların bilgisayar kontroluna girmesiyle daha başka (CAx) tekniklerini içerir hale gelmektedir. Bu tekniklerin ayrı ayrı veya birden fazlasının birlikte bir fabrikada yer alması ancak yoğun yatırımlar sonucu gerçekleşmektedir. Bu teknikleri kullanan üretim sistemleri aynı zamanda oldukça karmaşık bir yapıda olup fabrika içinde yalnızca kuruldukları yeri değil tüm fabrika şubelerini etkileme özelliğine sahiptirler. Bu yeni üretim sistemlerinin davranışlarının etkilerinin önceden bilinmesi işletmeye alındıktan sonra verimli ve ekonomik kullanılmaları açısından zorunludur. Bu noktada benzetim tekniği büyük yararlar sağlamaktadır. Üretim sisteminin bilgisayarda kurulacak bir modeli üzerinde benzetim yoluyla önceden incelenmesi ve değişik çalışma şartlarının, senaryolarını denenmesi ilerde karşılaşılacak sorunların çözümlenmesinde gerekecek bilgilen sağlamaktadır. Bilgisayar bütünleşik üretim içinde yer alan üretim planlama ve kontrol (PPC), bilgisayar destekli üretim (CAM), robotlar (ROBOTICS), esnek üretim sistemleri (FMS), esnek montaj sistemleri (FAS) ve bilgisayar destekli depolama ve nakliye sistemlerinin (CAH) benzetimi ile gerek bu sistemlerin tasarlanmasında ve konfigürasyonlarınm belirlenmesinde, gerekse bu sistemlerin işletilmelerinde önemli yardımcı bilgilerin sağlandığı görülmektedir. 20

15 KARARLANILAN KAYNAKLAR A/86 Autiorenkollektiv: "Industrie Modernisierung durch Computer-Einsatz" Seminar Umterlagen TU-Berlin ZTZ 1986 A/87 Autorenkollektiv: "Produktionstechnik' 1 Proceedings. WZL-TH Aachen 1987 A/88 Autorenkollektiv: "Simulationstechnik und Fabrikbetrieb", Verlag Gesellschaft für Management und Technologie München 1988 B/90 U. Berr:"Probleme bei der Vernetzung unterschiedlicher Rechner" Fabrikalarda Bilgisayar Kullanımı ve Otomasyon Sempozyumu. İ.T.O. Ekim 1990 Be/88 Bu/87 Di/84a Di/84b Di/88 Gr/80 Gü/90 Ha/87 Ha/88 Ke/81 W.Bechte: "Theory and practice of load oriented manufacturing control" Int. J.Prod. Res. 26 (1988)3 s H.J. Bullinger; H.Saner: "Planning and implementing a flexible assembly system supported by simulation ", Int. J.Prod.Res. 25(1987)11 s M.Dinçmen; T.Çebi; N.Eren: "Atölye tipi üretimde benzetim" TÜBİTAK projesi MAG M.Dinçmen; T.Çebi : "Prioritatsregeln in der Werkstattfertigung" Wt.Zeitschrift für ind Fertigung 74(1984) s M.Dinçmen : " Simulation in der Fertigung", Vorlesungsskript, TU-Braunschweig IFU 1988 W.J.Graybeal; U.W.Pooch : "Simulation-Principles and Methods" Winthrop Publishers, Inc. Cambridge 1980 E.Gündoğar: "Atölye tipi üretim için modüler çizelgeleme ve Kontrol Paketi" I.T.Ü. Fen Bilimleri Enstitüsü Doktora Tezi 1990 J.Halin (Hisg.): "Simulationstechnik" Informatik Fackberichte 150 Springer V Berlin-Heidelberg 1987 J.Haddoch: "Simulation Generator for Flexible Manufacturing Systems Design and Control" HE Transactions 20 (1988)1 s H.Kettner: "Neue Wege der Fertigungssteuerung durch belastungsorientierte Auftragsfreigabe" VDI-Z 123 (1981)11 s
3 s. 375-395 H.J. Bullinger; H.")
16 La/82 A.M.Law; W.D.Keiton: "Simulation Modeling and Analysis" McGraw-Hill Book Company, N.Y N/88 Y.D.Noh; B.Herring: "Simulation model for on indiridual robotic manufacturing cell" Int. J.Prod.Res. 26(1988)1 s Pr/86 G.Pritschow; G.Spur; M.Weck: "Simulationstechnik in der Fertigung" Carl Hanser V. München-Wien 1986 S/88 P.Schnieder: " Simulationsgeschtützte Angebotsplanung von Lagervorzonen" Simulationstechnik und Fabrikbetrieb. V.Gesellsch für Managm. unt Technologie München 1988 Sch/86 W.Schmidt: "Lösungen für die grafische Simulation NC-gestenerter Becrbeitungsvorgange" (Pr/86 içinde yer almıştır, s.65-75) Shi/84 Sp/86 S. Shimoyashiro; K.Isoda; H.Awane: "Input scheduling and load balance control for a job shop" Int.J.Prod.Res. 22(1984)4. s G.Spur; A.Potthast: "Verbesserung der NC-Programmierung bei der Fräsbearbeitung durch dynamische Simulation" St/89 Wa/77 We/86 Wie/83 Wu/89 R.Steinhilper; K.P.Zeh: "CIM für die Praxis" Verlag Moderne Industrie Landsberg/Lech 1989 H.J.Warnecke; E.Gericke: "Untersuchung über die Systemverfugbarkelt.flexibler Fertigungssysteme" Wt-Z. Ind. Fertig. 67(1977)11 s M.Weck; M.Asterwinter: "Grafische Robotersimulation" (Pr/86 içinde yer almıştır, s ) H.P.Wiendakl: "Beeinfluuysbarkent von Durchafzciten, Bestandar, Leisteuneg und Termintrene hilfe von PPS-Systemen." VDÏ-Berichte Nr. 490 (1983) s S-Y.D.Wu; R.A.Wysk: "An application of discrete event simulation to on-line control and scheduling in flexible manufacturing" Int.J.Prod.Res. 27(1989)9. s , 22.
 Shi/84 Sp/86 S. Shimoyashiro; K.Isoda; H.")
17
18 Şekil 3: Batı Almanya'da çeşitli düzeylerde bilgi işlem deneyimine sahip personele duyulan talebin ve arzın toplam çalışan nüfus içindeki oranı (1982 de yapılan tahmin) (A/86) - BİLİMSEL İNCELEME.Analitik.Deneysel B E N Z E T İ M ( Simülasyon ) - BİR ÜRETİM SİSTEMİNİN İNCELENMESİ. Yöneylem araştırmasının analitik teknikleri. Amaç: O p t i m i z a s y o n. Yöneylem araştırmasının deneysel tekniği BENZETİM. Amaç: S i s t e m i n d a v r a n ı ş ı n ı i n c e l e m e k. - ÜRETİM SİSTEMİ BENZETİMİ. Mevcut bir üretim sisteminin benzetimi: Olabilir iyileştirme önerilerinin model üzerinde denenmesi.. Planlanmakta olan bir üretim sisteminin benzetimi: Uygun sistem yapısının ve çalışma şeklinin araştırılması. CİM t e k n i k l e r i n i n y o ğ u n y a t ı r ı m l a r gerektiren k a r m a ş ı k sistemler olması B E N Z E T İ M yoluyla incelenmelerini zorunlu kılmakta. Amaç v e r i m l i kullanım. PPC-Benzetimi; CAM-Benzetimi; ROBOTICS-Benzetimi; FMS-Benzetimi FAS-Benzetimi; CAH-Benzetimi _ 4L -

19
20
21
22
23
24
25
26
27
28
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
MONTE CARLO BENZETİMİ
 MONTE CARLO BENZETİMİ U(0,1) rassal değişkenler kullanılarak (zamanın önemli bir rolü olmadığı) stokastik ya da deterministik problemlerin çözümünde kullanılan bir tekniktir. Monte Carlo simülasyonu, genellikle
MONTE CARLO BENZETİMİ U(0,1) rassal değişkenler kullanılarak (zamanın önemli bir rolü olmadığı) stokastik ya da deterministik problemlerin çözümünde kullanılan bir tekniktir. Monte Carlo simülasyonu, genellikle
(Computer Integrated Manufacturing)
") 1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
Su Jeti Kesiminde Bilgisayar Kontrolü. Kontrol Sistemleri Mühendisliği... KÖMBE
 Su Jeti Kesiminde Bilgisayar Kontrolü Kontrol Sistemleri Mühendisliği... KÖMBE Su jeti nedir? Su jeti, metali yada başka bir maddeyi içerisinde bulunan su ve aşındırıcı maddelerle, suyun çok yüksek bir
Su Jeti Kesiminde Bilgisayar Kontrolü Kontrol Sistemleri Mühendisliği... KÖMBE Su jeti nedir? Su jeti, metali yada başka bir maddeyi içerisinde bulunan su ve aşındırıcı maddelerle, suyun çok yüksek bir
BÜTÜNLEŞİK İMALAT SİSTEMLERİ
 BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
BÜTÜNLEŞİK İMALAT SİSTEMLERİ Doç.Dr. Semih ÖNÜT İçerik Bütünleşik imalat sistemlerine giriş Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi Yapısal açıdan bütünleşik imalat sistemlerinin incelenmesi
1 ÜRETİM VE ÜRETİM YÖNETİMİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ. Cem DOĞAN, Kerim ÇETĠNKAYA
 ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
ÜÇ EKSENLİ MASA TİPİ CNC FREZE TEZGAHI TASARIM VE PROTOTİPİ Cem DOĞAN, Kerim ÇETĠNKAYA *Karabük Üniversitesi, Teknik Eğitim Fakültesi, Makine Eğitimi Bölümü, Karabük Özet Günümüzde Teknolojinin gelişmesi
Şekil-1. Dr. Özgür AKIN
 Şekil-1 Dr. Özgür AKIN Teknoloji Nedir? Teknoloji, insanoğlunun gereklerine uygun yardımcı alet ve araçların yapılması ya da üretilmesi için gerekli bilgi ve yetenektir. Teknoloji ayrıca, bir sanayi dalıyla
Şekil-1 Dr. Özgür AKIN Teknoloji Nedir? Teknoloji, insanoğlunun gereklerine uygun yardımcı alet ve araçların yapılması ya da üretilmesi için gerekli bilgi ve yetenektir. Teknoloji ayrıca, bir sanayi dalıyla
Benzetim. 11. Ders. İmalat Yönetimde. Benzetim
 Benzetim 11. Ders İmalat Yönetimde Benzetim İMALAT SİSTEMLERİ SINIFLANDIRILMASI Mal İmalatı Endüstriyel İmalat Yapı İmalatı (İnşaat Sektörü) Tarımsal ve Hayvancılık Dalında İmalat İmalat Tekniği Proses
Benzetim 11. Ders İmalat Yönetimde Benzetim İMALAT SİSTEMLERİ SINIFLANDIRILMASI Mal İmalatı Endüstriyel İmalat Yapı İmalatı (İnşaat Sektörü) Tarımsal ve Hayvancılık Dalında İmalat İmalat Tekniği Proses
2. Hafta DEPOLAR VE DEPOLAMA 1. DEPO VE DEPOLAMA KAVRAMLARI. 2. Hafta
 Öğr. Gör. Murat BURUCUOĞLU Gerek üretim hattı için gereken malzeme ve hammaddeler, gerekse dağıtım için bekleyen tamamlanmış ürünleri genel olarak stok olarak tanımlamaktayız. Stoklar ekonomik gelişmenin
Öğr. Gör. Murat BURUCUOĞLU Gerek üretim hattı için gereken malzeme ve hammaddeler, gerekse dağıtım için bekleyen tamamlanmış ürünleri genel olarak stok olarak tanımlamaktayız. Stoklar ekonomik gelişmenin
İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI
 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI 2014 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI Açıklama Staj yapılan işletmelerde
İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI 2014 İŞLETME VE ORGANİZASYON STAJI UYGULAMA ESASLARI Açıklama Staj yapılan işletmelerde
BİR MONTAJ HATTI ÜRETİM SİSTEMİNDE OPTİMAL İŞGÜCÜ DAĞILIMININ ARENA PROCESS ANALYZER (PAN) VE OPTQUEST KULLANILARAK BELİRLENMESİ
 VE OPTQUEST KULLANILARAK BELİRLENMESİ") BİR MONTAJ HATTI ÜRETİM SİSTEMİNDE OPTİMAL İŞGÜCÜ DAĞILIMININ ARENA PROCESS ANALYZER (PAN) VE OPTQUEST KULLANILARAK BELİRLENMESİ Özgür ARMANERİ Dokuz Eylül Üniversitesi Özet Bu çalışmada, bir montaj hattı
BİR MONTAJ HATTI ÜRETİM SİSTEMİNDE OPTİMAL İŞGÜCÜ DAĞILIMININ ARENA PROCESS ANALYZER (PAN) VE OPTQUEST KULLANILARAK BELİRLENMESİ Özgür ARMANERİ Dokuz Eylül Üniversitesi Özet Bu çalışmada, bir montaj hattı
PAU ENDÜSTRİ MÜHENDİSLİĞİ. IENG 328 - Üretim Planlama ve Kontrolü 2
 PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
KOMPAKT ÇÖZÜMLERİ OTOMASYON CONTROLLED BY
 KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
KURUMSAL KAYNAK PLANLAMA SİSTEMLERİ YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ KURUMSAL KAYNAK PLANLAMA SİSTEMLERİ YÖNETİMİ Hafta 1 Prof. Dr. İsmail Hakkı CEDİMOĞLU Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim"
SAKARYA ÜNİVERSİTESİ KURUMSAL KAYNAK PLANLAMA SİSTEMLERİ YÖNETİMİ Hafta 1 Prof. Dr. İsmail Hakkı CEDİMOĞLU Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim"
Üretim Sistemleri Analizi
 Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
Üretim/İşlemler Yönetimi 2. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
 1 Teknolojideki hızlı değişme ve gelişmeler üretim metot ve sistemlerini de hızla değiştirmektedir. Bu değişime ve gelişime bağlı olarak üretimde yeni teknolojiler ve üretim sistemleri kullanılmaktadır.
1 Teknolojideki hızlı değişme ve gelişmeler üretim metot ve sistemlerini de hızla değiştirmektedir. Bu değişime ve gelişime bağlı olarak üretimde yeni teknolojiler ve üretim sistemleri kullanılmaktadır.
FMS=Flexible Manufacturing Systems
 1 FMS=Flexible Manufacturing Systems 2 3 4 Eğeryukarıdaki tüm sorularıncevabı evet ise imalatsistemi esnek olarak tanımlanabilir. Burada en çok önem verilmesi gereken testler 1 ve 2 numaralı testlerdir.
1 FMS=Flexible Manufacturing Systems 2 3 4 Eğeryukarıdaki tüm sorularıncevabı evet ise imalatsistemi esnek olarak tanımlanabilir. Burada en çok önem verilmesi gereken testler 1 ve 2 numaralı testlerdir.
Benzetim 13. Ders. Benzetim Paketleri ve Promodel e Giriş
 Benzetim 13. Ders Benzetim Paketleri ve Promodel e Giriş BENZETİM PAKETİNDEN BEKLENEN ÖZELLİKLERİ Genel Özellikler: Modelleme esnekliği (bir modelin değişik parametrelerle yenilenebilmesi), Yeni model
Benzetim 13. Ders Benzetim Paketleri ve Promodel e Giriş BENZETİM PAKETİNDEN BEKLENEN ÖZELLİKLERİ Genel Özellikler: Modelleme esnekliği (bir modelin değişik parametrelerle yenilenebilmesi), Yeni model
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI
 NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
AKILLI KAVŞAK YÖNETİM SİSTEMİ
 AKILLI KAVŞAK YÖNETİM SİSTEMİ 1 1. PROJE ÖZETİ Dünya nüfusu, gün geçtikçe artmaktadır. Mevcut alt yapılar, artan nüfusla ortaya çıkan ihtiyaçları karşılamakta zorlanmaktadır. Karşılanamayan bu ihtiyaçların
AKILLI KAVŞAK YÖNETİM SİSTEMİ 1 1. PROJE ÖZETİ Dünya nüfusu, gün geçtikçe artmaktadır. Mevcut alt yapılar, artan nüfusla ortaya çıkan ihtiyaçları karşılamakta zorlanmaktadır. Karşılanamayan bu ihtiyaçların
Endüstri Mühendisliği - 1. yarıyıl. Academic and Social Orientation. 441000000001101 Fizik I Physics I 3 0 1 4 4 6 TR
 - - - - - Bölüm Seçin - - - - - Gönder Endüstri Mühendisliği - 1. yarıyıl 141000000001101 Akademik ve Sosyal Oryantasyon Academic and Social Orientation 1 0 0 1 0 1 TR 441000000001101 Fizik I Physics I
- - - - - Bölüm Seçin - - - - - Gönder Endüstri Mühendisliği - 1. yarıyıl 141000000001101 Akademik ve Sosyal Oryantasyon Academic and Social Orientation 1 0 0 1 0 1 TR 441000000001101 Fizik I Physics I
ÜRETİM VE KAYNAK PLANLAMASI
 ÜRETİM VE KAYNAK PLANLAMASI ÜRETİM KAYNAKLARI PLANLAMASI KAVRAMI Üretim kaynakları planlaması (MRP II) sisteminin hedefleri stokların azaltılması, üretimi aksatmayacak ve dolayısı ile kapasite kayıplarına
ÜRETİM VE KAYNAK PLANLAMASI ÜRETİM KAYNAKLARI PLANLAMASI KAVRAMI Üretim kaynakları planlaması (MRP II) sisteminin hedefleri stokların azaltılması, üretimi aksatmayacak ve dolayısı ile kapasite kayıplarına
gokcelik.com Güvenilirlik Özveri Sürekli İyileştirme Duyarlılık Saygı Adalet Farklılık gibi ilke edindiği değerlerden güç almaktadır.
 gokcelik.com Raf ve sergileme üniteleri üretmek üzere, 1976 yılında kurulan Gökçelik, kurulduğu günden bu yana geçen 40 yıllık zaman diliminde Türkiye perakendesinin ve endüstrisinin geçirdiği gelişim
gokcelik.com Raf ve sergileme üniteleri üretmek üzere, 1976 yılında kurulan Gökçelik, kurulduğu günden bu yana geçen 40 yıllık zaman diliminde Türkiye perakendesinin ve endüstrisinin geçirdiği gelişim
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Üretim Yönetimi. Yrd. Doç. Dr. Selçuk ÇEBİ
 END 105 ENDÜSTRİ MÜHENDİSLİĞİNE GİRİȘ Üretim Yönetimi Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr Üretim Yönetimi Fabrikaların Organizasyon Yapısı ve Șubeleri Üretim Sistemlerinin Sınıflandırılması
END 105 ENDÜSTRİ MÜHENDİSLİĞİNE GİRİȘ Üretim Yönetimi Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr Üretim Yönetimi Fabrikaların Organizasyon Yapısı ve Șubeleri Üretim Sistemlerinin Sınıflandırılması
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
FONKSIYONLARA GÖRE IŞLETME
 FONKSIYONLARA GÖRE IŞLETME BILGI SISTEMLERI ÜNİTE 7 GİRİŞ İşletmelerin işlerini yürütebilmeleri için tedarikçileri, müşterileri, çalışanları, faturaları, ödemeleri, mal ve hizmetleri ile ilgili birçok
FONKSIYONLARA GÖRE IŞLETME BILGI SISTEMLERI ÜNİTE 7 GİRİŞ İşletmelerin işlerini yürütebilmeleri için tedarikçileri, müşterileri, çalışanları, faturaları, ödemeleri, mal ve hizmetleri ile ilgili birçok
Neden Endüstri Mühendisliği Bölümünde Yapmalısınız?
 Lisansüstü Eğitiminizi Neden Endüstri Mühendisliği Bölümünde Yapmalısınız? Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Endüstri Mühendisliği Bölümü, 1990 yılında kurulmuş ve ilk mezunlarını 1994
Lisansüstü Eğitiminizi Neden Endüstri Mühendisliği Bölümünde Yapmalısınız? Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Endüstri Mühendisliği Bölümü, 1990 yılında kurulmuş ve ilk mezunlarını 1994
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
1.Lojistiğin Temel Kavramları. 2.Lojistik Sisteminin Bileşenleri. 3.Lojistik Ekonomisi. 4.Lojistik ve Tedarik Zinciri Yönetimi
 1.Lojistiğin Temel Kavramları 2.Lojistik Sisteminin Bileşenleri 3.Lojistik Ekonomisi 4.Lojistik ve Tedarik Zinciri Yönetimi 5.Lojistik ve Maliyet Yönetimi 1 6.Lojistikte Müşteri İlişkileri 7.Lojistikte
1.Lojistiğin Temel Kavramları 2.Lojistik Sisteminin Bileşenleri 3.Lojistik Ekonomisi 4.Lojistik ve Tedarik Zinciri Yönetimi 5.Lojistik ve Maliyet Yönetimi 1 6.Lojistikte Müşteri İlişkileri 7.Lojistikte
CIM - Computer Integrated Manufacturing. Ders 1:Open Cim-Giriş
 CIM - Computer Integrated Manufacturing Ders 1:Open Cim-Giriş Otomasyon nedir? Otomasyon daha önce insan gücü ile yapılan işlemlerin makinelerle yapılabilmesi için tasarlanmış, operasyon süreçlerinin insan
CIM - Computer Integrated Manufacturing Ders 1:Open Cim-Giriş Otomasyon nedir? Otomasyon daha önce insan gücü ile yapılan işlemlerin makinelerle yapılabilmesi için tasarlanmış, operasyon süreçlerinin insan
Yaz.Müh.Ders Notları #6 1
 YAZILIM MÜHENDİSLİĞİ Prof.Dr. Oya Kalıpsız GİRİŞ 1 YAZILIM YETERLİLİK OLGUNLUK MODELİ Olgunluk Seviyeleri: Düzey 1. Başlangıç düzeyi: Yazılım gelişimi ile ilişkili süreçlerin tanımlanması için hiçbir sistematik
YAZILIM MÜHENDİSLİĞİ Prof.Dr. Oya Kalıpsız GİRİŞ 1 YAZILIM YETERLİLİK OLGUNLUK MODELİ Olgunluk Seviyeleri: Düzey 1. Başlangıç düzeyi: Yazılım gelişimi ile ilişkili süreçlerin tanımlanması için hiçbir sistematik
T.C. SELÇUK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ 2015-2016 EĞİTİM-ÖĞRETİM YILI DERS PLANI
 T.C. SELÇUK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ 2015-2016 EĞİTİM-ÖĞRETİM YILI DERS PLANI 1. YIL GÜZ YARIYILI 1203101 Endüstri Mühendisliğine Giriş 2 0 0 2 4 1203102 Matematik-1
T.C. SELÇUK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ 2015-2016 EĞİTİM-ÖĞRETİM YILI DERS PLANI 1. YIL GÜZ YARIYILI 1203101 Endüstri Mühendisliğine Giriş 2 0 0 2 4 1203102 Matematik-1
Endüstri 4.0 için Metroloji 4.0 Kalite Kontrol Vizyonu. Orkun Yalçın
 Endüstri 4.0 için Metroloji 4.0 Kalite Kontrol Vizyonu Orkun Yalçın Karmaşıklık derecesi Endüstri 4.0 Gelişimi İlk programlanabilir kontrol, Modicon 084 1969 4. Sanayi Devrimi Cyber-Physical sistemlerin
Endüstri 4.0 için Metroloji 4.0 Kalite Kontrol Vizyonu Orkun Yalçın Karmaşıklık derecesi Endüstri 4.0 Gelişimi İlk programlanabilir kontrol, Modicon 084 1969 4. Sanayi Devrimi Cyber-Physical sistemlerin
OPERASYONEL ÜSTÜNLÜK VE TÜKETİCİ YAKINLAŞMASINI SAĞLAMAK ve KURUMSAL UYGULAMALAR
 OPERASYONEL ÜSTÜNLÜK VE TÜKETİCİ YAKINLAŞMASINI SAĞLAMAK ve KURUMSAL UYGULAMALAR Dünya üzerinde işletmeler giderek artan şekilde daha fazla hem içerideki şirketlere hem de diğer şirketlerle bağlanmaktadır.
OPERASYONEL ÜSTÜNLÜK VE TÜKETİCİ YAKINLAŞMASINI SAĞLAMAK ve KURUMSAL UYGULAMALAR Dünya üzerinde işletmeler giderek artan şekilde daha fazla hem içerideki şirketlere hem de diğer şirketlerle bağlanmaktadır.
Yazılım Mühendisliği 1
 Yazılım Mühendisliği 1 HEDEFLER Yazılım, program ve algoritma kavramları anlar. Yazılım ve donanım maliyetlerinin zamansal değişimlerini ve nedenleri hakkında yorum yapar. Yazılım mühendisliği ile Bilgisayar
Yazılım Mühendisliği 1 HEDEFLER Yazılım, program ve algoritma kavramları anlar. Yazılım ve donanım maliyetlerinin zamansal değişimlerini ve nedenleri hakkında yorum yapar. Yazılım mühendisliği ile Bilgisayar
Tedarik Zinciri Yönetimi -Temel Kavramlar- Yrd. Doç. Dr. Mert TOPOYAN
 Tedarik Zinciri Yönetimi -Temel Kavramlar- Yrd. Doç. Dr. Mert TOPOYAN Neden? Bir ișletme sistemi için en kilit etken MÜȘTERİdir. Müșteri açısından ișletmeleri etkileyen güncel etkiler: Müșteri sayısı artmaktadır.
Tedarik Zinciri Yönetimi -Temel Kavramlar- Yrd. Doç. Dr. Mert TOPOYAN Neden? Bir ișletme sistemi için en kilit etken MÜȘTERİdir. Müșteri açısından ișletmeleri etkileyen güncel etkiler: Müșteri sayısı artmaktadır.
ROBOT OTOMASYONU SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
ROBOT OTOMASYONU MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Endüstriyel Robotlar 2 Robotlar, sensörel bilgi ile çevresini algılayan, algıladıklarını yorumlayan, yapay
Intralojistikte AGV Kullanımı
 Intralojistikte AGV Kullanımı Yalçın Eroğlu 13.11.2013 Intralojistik Tüm endüstriyel alanlarda, dağıtım ve üretim bölgelerinde, dahili malzeme ve bilgi akışının organizasyonu, kontrolü, yürütülmesi ve
Intralojistikte AGV Kullanımı Yalçın Eroğlu 13.11.2013 Intralojistik Tüm endüstriyel alanlarda, dağıtım ve üretim bölgelerinde, dahili malzeme ve bilgi akışının organizasyonu, kontrolü, yürütülmesi ve
2 SAP ERP SISTEMINDE ÜRETIM PLANLAMA VE KONTROL
 İÇİNDEKİLER VII İÇİNDEKİLER 1 SAP TARIHÇESI 1 Temel SAP ERP Yapısı 3 Lojistik Uygulamalar ve Tedarik Zinciri 6 SAP ERP Lojistik Modülleri 8 Malzeme Yönetimi (MM) 8 Satış ve Dağıtım (SD) 8 Üretim Planlama
İÇİNDEKİLER VII İÇİNDEKİLER 1 SAP TARIHÇESI 1 Temel SAP ERP Yapısı 3 Lojistik Uygulamalar ve Tedarik Zinciri 6 SAP ERP Lojistik Modülleri 8 Malzeme Yönetimi (MM) 8 Satış ve Dağıtım (SD) 8 Üretim Planlama
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Hazırlayan: Doç. Dr. Nil ARAS, 2018
 Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Hazırlayan: Doç. Dr. Nil ARAS, 2018 2 Bu bölümün sonunda, Tedarik zincirinin hedefini tartışabilecek ve bir firmanın başarısında
Anadolu Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Hazırlayan: Doç. Dr. Nil ARAS, 2018 2 Bu bölümün sonunda, Tedarik zincirinin hedefini tartışabilecek ve bir firmanın başarısında
YRD.DOÇ.DR. MURAT KIYAK 1
 TAKIM TEZGAHLARI MAK 3042 SUNUM 2 Yrd.Doç.Dr. Murat KIYAK www.yildiz.edu.tr/~.edu.tr/~kiyak kiyak@yildiz.edu.tr 1 http://www.bologna.yildiz.edu.tr/index.php?r=course/view&id=3869&aid=97 2 YRD.DOÇ.DR. MURAT
TAKIM TEZGAHLARI MAK 3042 SUNUM 2 Yrd.Doç.Dr. Murat KIYAK www.yildiz.edu.tr/~.edu.tr/~kiyak kiyak@yildiz.edu.tr 1 http://www.bologna.yildiz.edu.tr/index.php?r=course/view&id=3869&aid=97 2 YRD.DOÇ.DR. MURAT
Eme Sistem simülasyonu. Giriş. Simulasyonun Kullanım Alanları (Devam) Simulasyonun Kullanım Alanları. Sistem Simülasyonuna Giriş
 Simulasyonun Kullanım Alanları. Sistem Simülasyonuna Giriş") Eme 3105 Giriş Sistem simülasyonu Gerçek Dünya Sureci Sistemin davranışıyla ilişkili varsayımlar seti Modelleme & Analiz Sistem Simülasyonuna Giriş Ders 1 Simülasyon, gerçek bir dünya sureci yada sistemindeki
Eme 3105 Giriş Sistem simülasyonu Gerçek Dünya Sureci Sistemin davranışıyla ilişkili varsayımlar seti Modelleme & Analiz Sistem Simülasyonuna Giriş Ders 1 Simülasyon, gerçek bir dünya sureci yada sistemindeki
9/14/2016 EME 3117 SİSTEM SIMÜLASYONU. Giriş. (Devam) Simulasyonun Kullanım Alanları. Sistem Simülasyonuna Giriş. Hafta 1. Yrd.Doç.Dr.
 Simulasyonun Kullanım Alanları. Sistem Simülasyonuna Giriş. Hafta 1. Yrd.Doç.Dr.") EME 3117 SİSTEM SIMÜLASYONU Sistem Simülasyonuna Giriş Hafta 1 Yrd.Doç.Dr.Beyazıt Ocaktan Giriş Simülasyon, gerçek bir dünya süreci yada sistemindeki işlemlerin zamana bağlı değişimlerinin taklit edilmesidir.
EME 3117 SİSTEM SIMÜLASYONU Sistem Simülasyonuna Giriş Hafta 1 Yrd.Doç.Dr.Beyazıt Ocaktan Giriş Simülasyon, gerçek bir dünya süreci yada sistemindeki işlemlerin zamana bağlı değişimlerinin taklit edilmesidir.
VERİ KAYNAKLARI. Bilgi sisteminin öğelerinden biride veri
 VERİ KAYNAKLARI YÖNETİMİ İ İ 5. ÜNİTE GİRİŞ Bilgi sisteminin öğelerinden biride veri yönetimidir. Geleneksel yada çağdaş, birinci yada ikinci elden derlenen veriler amaca uygun veri formlarında tutulur.
VERİ KAYNAKLARI YÖNETİMİ İ İ 5. ÜNİTE GİRİŞ Bilgi sisteminin öğelerinden biride veri yönetimidir. Geleneksel yada çağdaş, birinci yada ikinci elden derlenen veriler amaca uygun veri formlarında tutulur.
Müfredatı İNTİBAK PLANI
 2012-2013 Müfredatı İNTİBAK PLANI Yeni Kod Dersler T U K Yeni Kod Dersler T U K IENG 111 Foundations of Analytical Reasoning 2 2 3 6 IENG 112 Discrete Mathematics 2 2 3 6 IENG 121 Introduction to IE 2
2012-2013 Müfredatı İNTİBAK PLANI Yeni Kod Dersler T U K Yeni Kod Dersler T U K IENG 111 Foundations of Analytical Reasoning 2 2 3 6 IENG 112 Discrete Mathematics 2 2 3 6 IENG 121 Introduction to IE 2
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ
 5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
5.10. OTOMATİK MİL TAŞLAMA BENZETİM PROJESİ Prof. Dr. Asaf Varol avarol@firat.edu.tr Sayısal kontrollü torna, freze, taşlama, matkap vb. tezgahlar yıllardır sanayimizin hizmetindedir. Artık Türkiye'de
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
TEDARİK ZİNCİRİ YÖNETİMİ
 TEDARİK ZİNCİRİ YÖNETİMİ Trakya Üniversitesi Sosyal Bilimler Enstitüsü İşletme Anabilim Dalı Tezsiz Yüksek Lisans Lojistik Dersi Konuşmacı - Ali KAHRAMAN Danışman - Yrd.Doç.Dr. Nevin ALTUĞ İÇİNDEKİLER
TEDARİK ZİNCİRİ YÖNETİMİ Trakya Üniversitesi Sosyal Bilimler Enstitüsü İşletme Anabilim Dalı Tezsiz Yüksek Lisans Lojistik Dersi Konuşmacı - Ali KAHRAMAN Danışman - Yrd.Doç.Dr. Nevin ALTUĞ İÇİNDEKİLER
3. LOJİSTİKTE OTOMASYON TEKNOLOJİLERİ SEMİNERİ DEPOLAMADA TEKNOLOJİ KULLANIMI
 3. LOJİSTİKTE OTOMASYON TEKNOLOJİLERİ SEMİNERİ DEPOLAMADA TEKNOLOJİ KULLANIMI Dr. İsmail KARAKIŞ LODER Genel Sekreteri 06.11.2014, İstanbul İçerik Neden Depo ve Depolarda Teknoloji? Konvansiyonel / Otomatik
3. LOJİSTİKTE OTOMASYON TEKNOLOJİLERİ SEMİNERİ DEPOLAMADA TEKNOLOJİ KULLANIMI Dr. İsmail KARAKIŞ LODER Genel Sekreteri 06.11.2014, İstanbul İçerik Neden Depo ve Depolarda Teknoloji? Konvansiyonel / Otomatik
Profesyonel, verimli, yenilikçi sistemler...
 ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ARKE Otomasyon Bil. Mak. San. ve Tic. Ltd. Şti. Atilla KARAÇAY Ramazan EKİN Proje & Yazılım 0.533 430 19 45 Üretim & Satış 0.533 223 13 46 atilla.karacay@arkeotomasyon.com ramazan.ekin@arkeotomasyon.com
ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ
 ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ Üretim sistemleri hammaddelerin bitmiş ürüne dönüştürüldükleri sistemlerdir. Bu sistemler için oluşturulacak simülasyon modelleri tamamen üretim sisteminin tipine ve verilecek
ÜRETİM SİSTEMLERİ ve ÖZELLİKLERİ Üretim sistemleri hammaddelerin bitmiş ürüne dönüştürüldükleri sistemlerdir. Bu sistemler için oluşturulacak simülasyon modelleri tamamen üretim sisteminin tipine ve verilecek
KTO KARATAY ÜNİVERSİTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ
 KTO KARATAY ÜNİVERSİTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ Prof. Dr. Mehmet ÇELİK Mekatronik Müh. Bl. Bşk. mehmet.celik@karatay.edu.tr 1 MEKATRONİK TEKNOLOJİSİNİN KISA TANIMI IEEE/ASME Transactions on Mechatronics
KTO KARATAY ÜNİVERSİTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ Prof. Dr. Mehmet ÇELİK Mekatronik Müh. Bl. Bşk. mehmet.celik@karatay.edu.tr 1 MEKATRONİK TEKNOLOJİSİNİN KISA TANIMI IEEE/ASME Transactions on Mechatronics
EME 3105 Giriş SISTEM SIMÜLASYONU Sistem Simülasyonuna Giriş Simülasyon Ders 1 Simülasyon, Yrd.Doç.Dr.Beyazıt Ocaktan
 EME 3105 Giriş SISTEM SIMÜLASYONU Sistem Simülasyonuna Giriş Gerçek Dünya Sureci Sistemin davranışıyla ilişkili varsayımlar seti Modelleme & Analiz Ders 1 Yrd.Doç.Dr.Beyazıt Ocaktan Simülasyon, gerçek
EME 3105 Giriş SISTEM SIMÜLASYONU Sistem Simülasyonuna Giriş Gerçek Dünya Sureci Sistemin davranışıyla ilişkili varsayımlar seti Modelleme & Analiz Ders 1 Yrd.Doç.Dr.Beyazıt Ocaktan Simülasyon, gerçek
BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ. 1. HAFTA 27.09.2012 Öğr. Gör. Serkan ÖREN
 BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ 1. HAFTA 1 AutoCAD, tüm dünyada başta mühendisler ve mimarlar tarafından kullanılan, dünyaca tanınan yazılım firması Autodesktarafından hazırlanan, bilgisayar
BİLGİSAYAR DESTEKLİ TASARIM AUTOCAD DERSİ 1. HAFTA 1 AutoCAD, tüm dünyada başta mühendisler ve mimarlar tarafından kullanılan, dünyaca tanınan yazılım firması Autodesktarafından hazırlanan, bilgisayar
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 2 spectracad Engraver CAD? CAD (Computer Aided Design) Bilgisayar Destekli Tasarımkarmaşık çizimlerin bilgisayar kullanılarak kolay ve doğru olarak çizilmesidir.
CIM - Computer Integrated Manufacturing Ders 2 spectracad Engraver CAD? CAD (Computer Aided Design) Bilgisayar Destekli Tasarımkarmaşık çizimlerin bilgisayar kullanılarak kolay ve doğru olarak çizilmesidir.
Gündem. Demo 3D ile Geleceği Görmek. Dijitalis Yazılım ve Danışmanlık Ltd.Şti. www.dijitalis.com
 Gündem Demo 3D ile Geleceği Görmek 1 Dijitalis Dijitalis, stratejik taktiksel ve operasyonel doğru kararlar verebilmek ve dinamik değişiklere çok hızlı adapte olabilmek için entegre çözümler sunar. Tedarik
Gündem Demo 3D ile Geleceği Görmek 1 Dijitalis Dijitalis, stratejik taktiksel ve operasyonel doğru kararlar verebilmek ve dinamik değişiklere çok hızlı adapte olabilmek için entegre çözümler sunar. Tedarik
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
TEDARİK ZİNCİRİ YÖNETİMİ
 TEDARİK ZİNCİRİ YÖNETİMİ KISA ÖZET KOLAYAOF DİKKAT Burada ilk 4 sayfa gösterilmektedir. Özetin tamamı için sipariş veriniz www.kolayaof.com 2 Kolayaof.com 0 362 2338723 Sayfa 2 İÇİNDEKİLER 1. ÜNİTE- TEDARİK
TEDARİK ZİNCİRİ YÖNETİMİ KISA ÖZET KOLAYAOF DİKKAT Burada ilk 4 sayfa gösterilmektedir. Özetin tamamı için sipariş veriniz www.kolayaof.com 2 Kolayaof.com 0 362 2338723 Sayfa 2 İÇİNDEKİLER 1. ÜNİTE- TEDARİK
ENDÜSTRİ 4.0. Hazırlayan: Sündüz GÖKÇEN
 ENDÜSTRİ 4.0 Hazırlayan: Sündüz GÖKÇEN Endüstri Devrimine Genel Bir Bakış Endüstri 4.0, yeni teknolojilere, endüstriyel üretime ve üretim dünyasına yeni bir bakış içeriyor. Sanayi devrimi sadece bir kez
ENDÜSTRİ 4.0 Hazırlayan: Sündüz GÖKÇEN Endüstri Devrimine Genel Bir Bakış Endüstri 4.0, yeni teknolojilere, endüstriyel üretime ve üretim dünyasına yeni bir bakış içeriyor. Sanayi devrimi sadece bir kez
EĞĠTĠM-ÖĞRETĠM PLANI
 T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2016-2017 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL ENM 101 Matematik I 4 0 6 6 ENM 102 Matematik II 4 0 6 6 ENM 103 Fizik
T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2016-2017 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL ENM 101 Matematik I 4 0 6 6 ENM 102 Matematik II 4 0 6 6 ENM 103 Fizik
Kimya Tartım Sistemi
 Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
Öğr. Gör. S. M. Fatih APAYDIN
 Öğr. Gör. S. M. Fatih APAYDIN Dersle İlgili Konular Üretim Yönetimi Süreç Yönetimi Tedarik Zinciri Yönetimi Üretim Planlama ve Kontrolü Proje Yönetimi Kurumsal Kaynak Planlaması-ERP Kalite Yönetimi Modern
Öğr. Gör. S. M. Fatih APAYDIN Dersle İlgili Konular Üretim Yönetimi Süreç Yönetimi Tedarik Zinciri Yönetimi Üretim Planlama ve Kontrolü Proje Yönetimi Kurumsal Kaynak Planlaması-ERP Kalite Yönetimi Modern
PROJE YÖNETİMİ KISA ÖZET KOLAYAOF
 PROJE YÖNETİMİ KISA ÖZET KOLAYAOF DİKKAT Burada ilk 4 sayfa gösterilmektedir. Özetin tamamı için sipariş veriniz www.kolayaof.com 2 Kolayaof.com 0 362 2338723 Sayfa 2 İÇİNDEKİLER 1. ÜNİTE-Proje ve Proje
PROJE YÖNETİMİ KISA ÖZET KOLAYAOF DİKKAT Burada ilk 4 sayfa gösterilmektedir. Özetin tamamı için sipariş veriniz www.kolayaof.com 2 Kolayaof.com 0 362 2338723 Sayfa 2 İÇİNDEKİLER 1. ÜNİTE-Proje ve Proje
Esnek İmalat Sistemleri
 İMALAT SİSTEM VE STRATEJİLERİ Esnek İmalat Sistemleri Tijen ÖVER ÖZÇELİK 2016, Sakarya ESNEK İMALAT SİSTEMLERİ İçerik; 1. Esnek İmalat Sistemi (EİS) nedir? 2. EİS Bileşenleri 3. EİS Uygulamaları ve Faydaları
İMALAT SİSTEM VE STRATEJİLERİ Esnek İmalat Sistemleri Tijen ÖVER ÖZÇELİK 2016, Sakarya ESNEK İMALAT SİSTEMLERİ İçerik; 1. Esnek İmalat Sistemi (EİS) nedir? 2. EİS Bileşenleri 3. EİS Uygulamaları ve Faydaları
Ünite-2 Bilgisayar Organizasyonu. www.cengizcetin.net
 Ünite-2 Bilgisayar Organizasyonu Bilgisayar Nedir? Belirli bir sonuç üretmek amacıyla; mantıksal kıyaslamalardan sonuç çıkarabilen, büyük miktarlarda bilgiyi depolayabilen ve gerektiğinde bu bilgileri
Ünite-2 Bilgisayar Organizasyonu Bilgisayar Nedir? Belirli bir sonuç üretmek amacıyla; mantıksal kıyaslamalardan sonuç çıkarabilen, büyük miktarlarda bilgiyi depolayabilen ve gerektiğinde bu bilgileri
EĞĠTĠM-ÖĞRETĠM PLANI
 T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2015-2016 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL Ders Kodu Ders Adı T P K ECTS Ön şart* Ders Kodu Ders Adı T P K ECTS Ön
T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2015-2016 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL Ders Kodu Ders Adı T P K ECTS Ön şart* Ders Kodu Ders Adı T P K ECTS Ön
ENF 100 Temel Bilgi Teknolojileri Kullanımı Ders Notları 2. Hafta. Öğr. Gör. Dr. Barış Doğru
 ENF 100 Temel Bilgi Teknolojileri Kullanımı Ders Notları 2. Hafta Öğr. Gör. Dr. Barış Doğru 1 Konular 1. Bilgisayar Nedir? 2. Bilgisayarın Tarihçesi 3. Günümüz Bilgi Teknolojisi 4. Bilgisayarların Sınıflandırılması
ENF 100 Temel Bilgi Teknolojileri Kullanımı Ders Notları 2. Hafta Öğr. Gör. Dr. Barış Doğru 1 Konular 1. Bilgisayar Nedir? 2. Bilgisayarın Tarihçesi 3. Günümüz Bilgi Teknolojisi 4. Bilgisayarların Sınıflandırılması
OTOMATİK KONTROL 18.10.2015
 18.10.2015 OTOMATİK KONTROL Giriş, Motivasyon, Tarihi gelişim - Tanım ve kavramlar, Lineer Sistemler, Geri Besleme Kavramı, Sistem Modellenmesi, Transfer Fonksiyonları - Durum Değişkenleri Modelleri Elektriksel
18.10.2015 OTOMATİK KONTROL Giriş, Motivasyon, Tarihi gelişim - Tanım ve kavramlar, Lineer Sistemler, Geri Besleme Kavramı, Sistem Modellenmesi, Transfer Fonksiyonları - Durum Değişkenleri Modelleri Elektriksel
EĞĠTĠM-ÖĞRETĠM PLANI
 T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2014-2015 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL ENM 101 Matematik I 4 0 4 6 ENM 102 Matematik II 4 0 4 6 ENM 103 Fizik
T.C. ERCĠYES ÜNĠVERSĠTESĠ Mühendislik Fakültesi Endüstri Mühendisliği Bölümü 2014-2015 EĞĠTĠM-ÖĞRETĠM PLANI I. YARIYIL II. YARIYIL ENM 101 Matematik I 4 0 4 6 ENM 102 Matematik II 4 0 4 6 ENM 103 Fizik
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ
 KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
TLife Warehouse Management System365 Cloud
 BULUT TABANLI 365 GÜN 7/24 SAAT HER NOKTADAN ERİŞİM İMKANI TLife Warehouse Management System365 Cloud İÇERİK VE AMAÇ Amacımız Firmanız bünyesinde gerek merkez fabrikada gerekse farklı lokasyonlarda bulunan
BULUT TABANLI 365 GÜN 7/24 SAAT HER NOKTADAN ERİŞİM İMKANI TLife Warehouse Management System365 Cloud İÇERİK VE AMAÇ Amacımız Firmanız bünyesinde gerek merkez fabrikada gerekse farklı lokasyonlarda bulunan
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
Shop Floor Automation
 Shop Floor Automation Üretim Yönetimi ve Takibi Depo Yönetimi ve Takibi BOM Tanımları ve Kontrolü Üretim Hattı Kontrol ve Yönlendirme Operatör Kontrol ve Yönlendirme İş Emri Yönetimi ve Takibi Otomatik
Shop Floor Automation Üretim Yönetimi ve Takibi Depo Yönetimi ve Takibi BOM Tanımları ve Kontrolü Üretim Hattı Kontrol ve Yönlendirme Operatör Kontrol ve Yönlendirme İş Emri Yönetimi ve Takibi Otomatik
KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI. KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1
 KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI www.kirmacidanismanlik.com KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1 I. Fabrikanın sektörel teknolojik Endüstri seviye tespiti ve yol haritası, raporlama,
KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI www.kirmacidanismanlik.com KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1 I. Fabrikanın sektörel teknolojik Endüstri seviye tespiti ve yol haritası, raporlama,
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
TOPLAM KALİTE YÖNETİMİ
 TOPLAM KALİTE YÖNETİMİ 4.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Planlaması Kalite Felsefesi KALİTE PLANLAMASI Planlama, bireylerin sınırsız isteklerini en üst düzeyde karşılamak amacıyla kaynakların en uygun
TOPLAM KALİTE YÖNETİMİ 4.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Planlaması Kalite Felsefesi KALİTE PLANLAMASI Planlama, bireylerin sınırsız isteklerini en üst düzeyde karşılamak amacıyla kaynakların en uygun
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
Bahar Dönemi. Öğr.Gör. Vedat MARTTİN
 Bahar Dönemi Öğr.Gör. Vedat MARTTİN Merkezi İşlemci Biriminde İletişim Yolları Mikroişlemcide işlenmesi gereken komutları taşıyan hatlar yanında, işlenecek verileri taşıyan hatlar ve kesme işlemlerini
Bahar Dönemi Öğr.Gör. Vedat MARTTİN Merkezi İşlemci Biriminde İletişim Yolları Mikroişlemcide işlenmesi gereken komutları taşıyan hatlar yanında, işlenecek verileri taşıyan hatlar ve kesme işlemlerini
YÖNT 101 İŞLETMEYE GİRİŞ I
 YÖNT 101 İŞLETMEYE GİRİŞ I İŞLETME BİRİMİ VE İŞLETMEYİ TANIYALIM YONT 101- İŞLETMEYE GİRİŞ I 1 İŞLETME VE İLİŞKİLİ KAVRAMLAR ÖRGÜT KAVRAMI: Örgüt bir grup insanın faaliyetlerini bilinçli bir şekilde, ortak
YÖNT 101 İŞLETMEYE GİRİŞ I İŞLETME BİRİMİ VE İŞLETMEYİ TANIYALIM YONT 101- İŞLETMEYE GİRİŞ I 1 İŞLETME VE İLİŞKİLİ KAVRAMLAR ÖRGÜT KAVRAMI: Örgüt bir grup insanın faaliyetlerini bilinçli bir şekilde, ortak
OTOMASYONDA ÇÖZÜM ORTAĞINIZ
 OTOMASYONDA ÇÖZÜM ORTAĞINIZ NGT ENDÜSTRİYEL OTOMASYON PROJE VE TAAHHÜT NGT mühendislik olarak uzun yıllar otomasyon sektörüne hizmet eden deneyimli ve uzman kadromuzla, sahip olduğumuz bilgi birikim, uzmanlık
OTOMASYONDA ÇÖZÜM ORTAĞINIZ NGT ENDÜSTRİYEL OTOMASYON PROJE VE TAAHHÜT NGT mühendislik olarak uzun yıllar otomasyon sektörüne hizmet eden deneyimli ve uzman kadromuzla, sahip olduğumuz bilgi birikim, uzmanlık
Gürcan Banger 21 Mayıs 17 Haziran 2012
 Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
Gürcan Banger 21 Mayıs 17 Haziran 2012 Üretim Yatırımı Girişim kapsamında hedeflenen ürün veya hizmetlerin üretilmesi için gerekli işletme faaliyetleri planlanmalıdır. Girişimcinin uzmanlığına da bağlı
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Güz Dönemi
 Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi Tesis Planlama Süreci (imalat ve montaj tesisleri için) 2
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi Tesis Planlama Süreci (imalat ve montaj tesisleri için) 2
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
3SİSTEMLERİN YÖNETİMİ (1-14)
") ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
Endüstri Mühendisliğine Giriş
 Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye erkankabak@beykent.edu.tr
Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye erkankabak@beykent.edu.tr
Bölüm 10. İşlevsel Stratejiler (Fonksiyonel/Bölümsel Stratejiler) İşlevsel veya Bölümsel Stratejiler. İşlevsel Stratejiler KURUMSAL STRATEJİLER
 İşlevsel veya Bölümsel Stratejiler. İşlevsel Stratejiler KURUMSAL STRATEJİLER") Bölüm 10 İşlevsel Stratejiler (Fonksiyonel/Bölümsel Stratejiler) İşlevsel Stratejiler İşletmedeki yönetim düzeylerine göre yapılan strateji sınıflamasında orta veya alt yönetim düzeylerinde hazırlanmakta
Bölüm 10 İşlevsel Stratejiler (Fonksiyonel/Bölümsel Stratejiler) İşlevsel Stratejiler İşletmedeki yönetim düzeylerine göre yapılan strateji sınıflamasında orta veya alt yönetim düzeylerinde hazırlanmakta
Bilgisayar Kavramına Giriş, Bilgisayar Kullanımı ile İlgili Temel Kavramlar
 Bilgisayar Kavramına Giriş, Bilgisayar Kullanımı ile İlgili Temel Kavramlar Teknolojinin gelişmesi ile birlikte bilgiye gereksinim daha da artmaktadır. Bilginin toplanıp derlenerek anlamlı bir duruma getirilmesi
Bilgisayar Kavramına Giriş, Bilgisayar Kullanımı ile İlgili Temel Kavramlar Teknolojinin gelişmesi ile birlikte bilgiye gereksinim daha da artmaktadır. Bilginin toplanıp derlenerek anlamlı bir duruma getirilmesi
ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ. Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş.
 ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş. 25 OCAK 1991 Esnek Üretim Sistemleri (Flexible Manufacturing Systems - FMS), tasarım
ESNEK ÜRETİM SİSTEMLERİNDE CNC TEZGAHLARIN BİLGİSAYAR KONTROLÜ Elektronik Yük. Müh, Figen PALAMUTÇUOĞLU TEKOM A.Ş. 25 OCAK 1991 Esnek Üretim Sistemleri (Flexible Manufacturing Systems - FMS), tasarım
Malzeme İhtiyaç Planlaması (MRP-Material Requirement Planning)
") PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 318 - Üretim Planlama ve Kontrolü 1 Malzeme İhtiyaç Planlaması (MRP-Material Requirement Planning) Sipariş verme sistemleri Stok kontrolüne dayalı sipariş verme sistemleri
PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 318 - Üretim Planlama ve Kontrolü 1 Malzeme İhtiyaç Planlaması (MRP-Material Requirement Planning) Sipariş verme sistemleri Stok kontrolüne dayalı sipariş verme sistemleri
TEDARİK ZİNCİRİ YÖNETİMİ
 POSTA HİZMETLERİ ÖN LİSANS PROGRAMI TEDARİK ZİNCİRİ YÖNETİMİ Öğr. Gör. MURAT BURUCUOĞLU 1 Ünite: 3 TEDARİZ ZİNCİRİNİN TEMEL FONKSİYONLARI Öğr. Gör. Murat BURUCUOĞLU İçindekiler 3.1. TEDARİZ ZİNCİRİNİN
POSTA HİZMETLERİ ÖN LİSANS PROGRAMI TEDARİK ZİNCİRİ YÖNETİMİ Öğr. Gör. MURAT BURUCUOĞLU 1 Ünite: 3 TEDARİZ ZİNCİRİNİN TEMEL FONKSİYONLARI Öğr. Gör. Murat BURUCUOĞLU İçindekiler 3.1. TEDARİZ ZİNCİRİNİN
ÜRETİM SİSTEMLERİ GELENEKSEL
 İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Tedarik Zinciri Yönetimi
 Tedarik Zinciri Yönetimi -Dağıtım Planlaması- Yrd. Doç. Dr. Mert TOPOYAN Dağıtım Tedarik zinciri içerisindeki ürün akıșları incelendiğinde üç temel akıș görülmektedir: Tedarik edilen girdilerin akıșı İmalat
Tedarik Zinciri Yönetimi -Dağıtım Planlaması- Yrd. Doç. Dr. Mert TOPOYAN Dağıtım Tedarik zinciri içerisindeki ürün akıșları incelendiğinde üç temel akıș görülmektedir: Tedarik edilen girdilerin akıșı İmalat