ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
|
|
|
- Ceren Ince
- 7 yıl önce
- İzleme sayısı:
Transkript
1 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran kaynak malzemesidir.
2 ELEKTRODUN KISIMLARI ÇEKİRDEK ÖRTÜ Çekirdek, * Alaşımsız çelikler * Alaşımlı çelikler * Paslanmaz çelik * Alüminyum alaşımı * Cu-Sn alaşımı gibi malzemelerden imal edilir. Çekirdeğin Görevleri: Kaynak akımının geçmesini sağlamak Kaynak arkının oluşmasını sağlamak Ergiyerek kaynak metalini oluşturmak
3 KAYNAK ELEKTROTLARININ SINIFLANDIRILMASI 1- ERGİMEYEN ELEKTROTLAR Sadece kaynak arkını oluşturmak amacı ile kullanılan elektrotlardır. Karbon Elektrotlar (Amorf, Grafit, Elektrografit) Tungsten Elektrotlar (TIG kaynak işleminde kullanılır) 2- ERGİYEN TİP ELEKTROTLER Hem ark oluşumunu sağlamak, hem de ilave metal amaçlı kullanılan elektrotlardır. Örtüsüz elektrotlar Örtülü elektrotlar
4 KAYNAK ELEKTROTLARININ SINIFLANDIRILMASI 1-ÖRTÜSÜZ ELEKTROTLAR ÇIPLAK ELEKTROTLAR (DOLU TELLER) TOZALTI KAYNAK TELLERİ MIG/MAG KAYNAK TELLERİ ÖZLÜ TELLER
5 KAYNAK ELEKTROTLARININ SINIFLANDIRILMASI 2- ÖRTÜLÜ ELEKTROTLAR ÖRTÜ KALINLIKLARINA GÖRE SINIFLANDIRMA - İNCE ÖRTÜLÜ ELKETROTLAR - ORTA KALINLIKTA ÖRTÜLÜ ELEKTROTLAR - KALIN ÖRTÜLÜ ELEKTROTLAR ÖRTÜ KARAKTERLERİNE GÖRE SINIFLANDIRMA - RUTİL Karakterli örtülü elektrotlar - BAZİK Karakterli örtülü elektrotlar - SELÜLOZİK Karakterli örtülü elektrotlar - ASİT Karakterli örtülü elektrotlar - DEMİR TOZLU Elektrotlar
6 ÖRTÜLÜ ELEKTRODLARDA ÖRTÜNÜN GÖREVLERİ ÖRTÜ : Arkın düzgün oluşmasını ve kararlılığını sağlamak Kaynak banyosunu (metalini) havanın (Oksijen, Azot Hidrojen) olumsuz etkilerinden korumak Kaynak esnasında dikiş üzerinde bir curuf oluşturarak kaynak dikişin yavaş soğumasına sebep olmak Kaynak dikişine form kazandırmak (Oksijen ile) Değişik pozisyonlarda elektrotun rahat yakılmasını sağlamak Kaynak metalini alaşımlandırmak
. Cürufu kolay kalkar.")
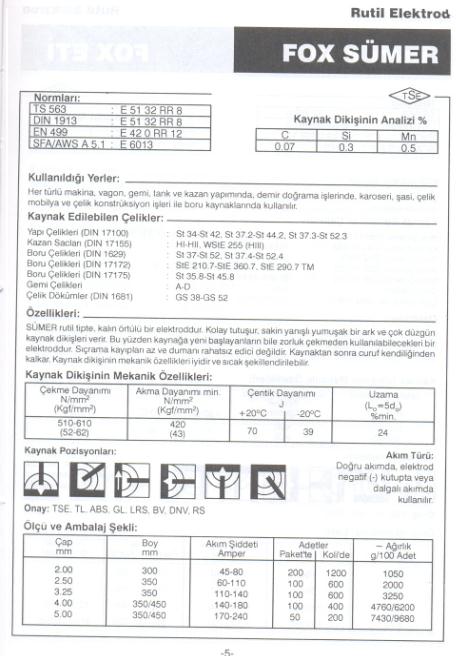
7 RUTİL ELEKTRODLARIN GENEL ÖZELLİKLERİ (1) Örtünün yaklaşık % 50 si Rutildir. Kullanımları kolaydır. Son derece kararlı ark oluştururlar. Orta derecede O 2 içerirler (Dikiş profilleri düzdür). Cürufu kolay kalkar. DÜŞÜK O 2 YÜKSEK O 2 ORTA O 2
8 RUTİL ELEKTROTLARIN GENEL ÖZELLİKLERİ (2) 20 mm den kalın kesitli parçaların soğuk kaynakları için uygun değildirler. Yüksek mukavemetli çelikler için uygun değildir. Genellikle DC akım negatif (-) kutupta ve AC akımda kullanılırlar.
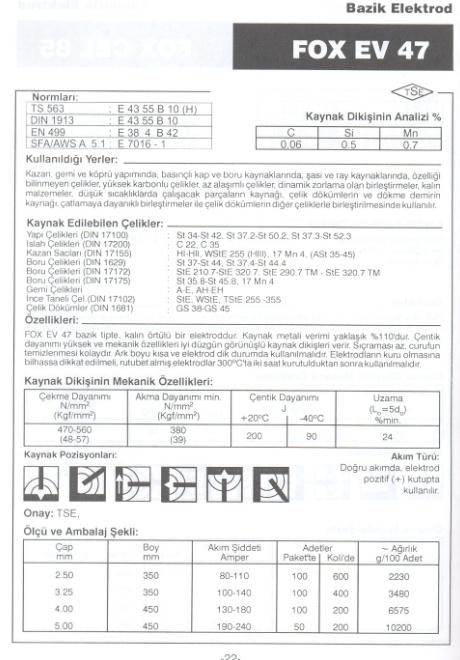
9 BAZİK ELEKTROTLARIN GENEL ÖZELLİKLERİ Kalsiyum Bileşiklerinden oluşan bir örtüye sahiptirler. O 2 içerikleri düşüktür. Bu nedenle dikiş profilleri dışbükey görünümündedir. 400 C de kurutulmuş bazik elektrotun H 2 içeriği 10ml / 100 gr dır. Bu özelliğinden ötürü HİDROJEN KONTROLLÜ ELEKTROT olarak adlandırılırlar.
10 BAZİK ELEKTROTLARIN GENEL ÖZELLİKLERİ Soğukta kaynağa olanak verirler. Kaynak dikişlerinin darbe dayanımları yüksek, sünek-gevrek geçiş sıcaklığı düşüktür. Tecrübeli kaynakçıya gereksinim vardır. Ark boyu diğer elektrotlara nazaran daha kısa tutulmalıdır. (1/2 x elektrot çapı). Cürufu kolay kalkmaz.
11 BAZİK ELEKTRODLARIN GENEL ÖZELLİKLERİ Genellikle DC akım ve pozitif (+) kutupta kullanılırlar. Kalın örtülü olduklarından damla geçişleri küçük ve orta büyüklüktedir. Neme karşı çok hassas olduklarından, orjinal paketlerinden çıkarılmış ve açıkta bekletilmiş elektrotlar kurutularak kullanılmalıdır.
12 SELÜLOZİK ELEKTROTLARIN GENEL ÖZELLİKLERİ Selüloz içerirler. Ark atmosferinde H 2 bulunduğundan nüfuziyetleri diğer elektrotlara nazaran % 70 daha fazladır. Dikiş profilleri dışbükey görünümdedir. Boru kaynakları için uygundurlar (Çevresel ilerlemedeki pozisyon değişiklikleri ve kök aralığında gözenek bırakmamasından dolayı).
13 SELÜLOZİK ELEKTROTLARIN GENEL ÖZELLİKLERİ Yüksek mukavemetli çeliklerin kaynaklarında kullanılmazlar. Genellikle DC akım ve pozitif (+) kutupta kullanılırlar. Cürufları çok ince olup kolay kalkar (sigara külü gibi).
14 DEMİR TOZLU ELEKTROTLARIN GENEL ÖZELLİKLERİ Örtülerinde demir tozu bulunmasından ötürü yüksek verime sahip elektrotlardır. Yüksek akımlar ile yüklenebilme özelliğine sahiptirler.

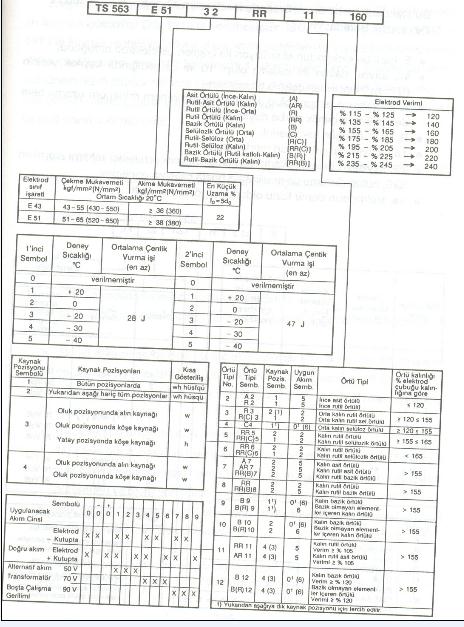
15 Örtülü elektrotların ambalaj üstündeki bilgiler
16
17
18
19
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
KAYNAK METALURJİSİ. Prof.Dr. Hüseyin ÇİMENOĞLU. İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü
 KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
KAYNAK METALURJİSİ Prof.Dr. Hüseyin ÇİMENOĞLU İ.T.Ü. Metalurji ve Malzeme Mühendisliği Bölümü BÖLÜM 3 KAYNAK TEKNOLOJİSİ KAYNAK Malzemenin sınırlandırılmış bölgesini ısı veya basınç altında, yada her ikisini
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 4 Ağustos 2011
 ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ TL İÇİNDEKİLER GEÇERLİLİK TARİHİ Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR AS/02 DEMİR TOZLU ELEKTRODLAR SELÜLOZİK ELEKTRODLAR AS/03 HAFİF ALAŞIMLI YÜKSEK
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ TL İÇİNDEKİLER GEÇERLİLİK TARİHİ Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR AS/02 DEMİR TOZLU ELEKTRODLAR SELÜLOZİK ELEKTRODLAR AS/03 HAFİF ALAŞIMLI YÜKSEK
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
www.fep.co.me www.yenitekmakina.com info@yenitek.eu 1
 Kodları 110 R 101 R CEL CEL DÜŞÜK ALAŞIMLI FLAKS KAPLAMALI SELLÜLOZ VE RUTİL ELEKTROTLAR EN 499 E432R12 ERC11 E432R12 ERC11 E431C12 E352C21 E432C21 Kimyasal Analizler Si 0.25 Si 0.27 Mn 0.50 1 Si 0.19
Kodları 110 R 101 R CEL CEL DÜŞÜK ALAŞIMLI FLAKS KAPLAMALI SELLÜLOZ VE RUTİL ELEKTROTLAR EN 499 E432R12 ERC11 E432R12 ERC11 E431C12 E352C21 E432C21 Kimyasal Analizler Si 0.25 Si 0.27 Mn 0.50 1 Si 0.19
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KAYNAK ELEKTROD, TEL VE TOZLARI
 KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 10 Nisan 2012
 ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 10 Nisan 2012 TL İÇİNDEKİLER GEÇERLİLİK TARİHİ Sayfa No. RUTİL ELEKTRODLAR 10 Nisan 2012 AS/01 BAZİK ELEKTRODLAR 10 Nisan 2012 AS/02 DEMİR TOZLU ELEKTRODLAR SELÜLOZİK
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 10 Nisan 2012 TL İÇİNDEKİLER GEÇERLİLİK TARİHİ Sayfa No. RUTİL ELEKTRODLAR 10 Nisan 2012 AS/01 BAZİK ELEKTRODLAR 10 Nisan 2012 AS/02 DEMİR TOZLU ELEKTRODLAR SELÜLOZİK
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 22 Nisan 2016
 ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR (VAKUM PAKET) AS/03 SELÜLOZİK ELEKTRODLAR
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR (VAKUM PAKET) AS/03 SELÜLOZİK ELEKTRODLAR
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
KAYNAK ELEKTROD, TEL VE TOZLARI
 KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI
 KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI
 KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
KAYNAK ELEKTROD, TEL VE TOZLARI TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK ELEKTRODLAR
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
TEMEL KAYNAK EĞİTİMİ SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ
 SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ 2013 TEMEL ARK KAYNAK EĞİTİMİ Kaynak Kabiliyeti Çoğunlukla bir malzemenin kaynağa uygunluğunu ifade eder. Ancak parça şekli, kalınlığı, kaynak pozisyonu ve kullanılan
SERVİS EĞİTİM NOTLARI TEMEL KAYNAK EĞİTİMİ 2013 TEMEL ARK KAYNAK EĞİTİMİ Kaynak Kabiliyeti Çoğunlukla bir malzemenin kaynağa uygunluğunu ifade eder. Ancak parça şekli, kalınlığı, kaynak pozisyonu ve kullanılan
ÜRÜN KATALOĞU 06/2014. www.oerlikon.com.tr
 ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
ÜRÜN KATALOĞU 06/2014 www.oerlikon.com.tr FİRMA TANITIMI MAGMAWELD BİR TÜRK MARKASIDIR ustası, sanatını icra ederken kaynak elektrodunun makinesinin onu yarı yolda bırakmamasını, fabrikalar ise üretimlerinin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI MELİKE CAVCAR
 DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI Hazırlayanlar : HACI DOLUTAŞ MELİKE CAVCAR TEMMUZ 2001 İÇİNDEKİLER DUBLEKS (ÇİFT FAZLI) PASLANMAZ ÇELİKLER... 2 A. MALZEME TANIMI... 2 B. METALURJİK ÖZELLİKLERİ...
DUBLEKS PASLANMAZ ÇELİKLERİN KAYNAĞI Hazırlayanlar : HACI DOLUTAŞ MELİKE CAVCAR TEMMUZ 2001 İÇİNDEKİLER DUBLEKS (ÇİFT FAZLI) PASLANMAZ ÇELİKLER... 2 A. MALZEME TANIMI... 2 B. METALURJİK ÖZELLİKLERİ...
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
VE UYGULAMALARI ELEKTRİK ARK KAYNAK YÖNTEMİ PROF. DR. HÜSEYİN UZUN KAYNAK TEKNİKLERİ KAYNAK
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI
 A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ
 YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK
 TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ
 METAL TEKNOLOJİSİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ SELÜLOZİK VE BAZİK ELEKTROTLA KAYNAK ANKARA, 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ SELÜLOZİK VE BAZİK ELEKTROTLA KAYNAK ANKARA, 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÖZLÜ TELLER Seam CAL Klasik Özlü Teller
 LER Seam CAL Klasik Özlü Teller Ürün ve hizmetlerimizin kalitesini, iyi eğitimli ve tecrübeli personelimiz, mükemmel AR-GE altyapımız, yenilikçi & modern makine ve ekipmanlarımızla garanti ediyoruz. Şeref
LER Seam CAL Klasik Özlü Teller Ürün ve hizmetlerimizin kalitesini, iyi eğitimli ve tecrübeli personelimiz, mükemmel AR-GE altyapımız, yenilikçi & modern makine ve ekipmanlarımızla garanti ediyoruz. Şeref
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
AS/01 AS/02 AS/03 AS/04 AS/05 AS/06 AS/07 AS/08 AS/09-12 AS/13 AS/14 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ. 27 Kasım 2018 İÇİNDEKİLER SAYFA NO
 TAVSİYE EDİLEN SON KULLANICI LİSTESİ 27 Kasım 2018 İÇİNDEKİLER RUTİL LAR SAYFA NO AS/01 BAZİK LAR ve DEMİR TOZLU LAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK LAR (VAKUM PAKET) AS/03 SELÜLOZİK LAR AS/04 HAFİF ALAŞIMLI
TAVSİYE EDİLEN SON KULLANICI LİSTESİ 27 Kasım 2018 İÇİNDEKİLER RUTİL LAR SAYFA NO AS/01 BAZİK LAR ve DEMİR TOZLU LAR AS/02 NEM ALMAYA DİRENÇLİ BAZİK LAR (VAKUM PAKET) AS/03 SELÜLOZİK LAR AS/04 HAFİF ALAŞIMLI
ARK KAYNAĞININ ESASLARI
 ARK KAYNAĞININ ESASLARI Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir ergitme kaynak yöntemidir. Bu yöntemde arkın ürettiği elektrik enerjisi,
ARK KAYNAĞININ ESASLARI Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir ergitme kaynak yöntemidir. Bu yöntemde arkın ürettiği elektrik enerjisi,
Rutil Elektrodlar. Bazik Elektrodlar. Selülozik Elektrodlar
 Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
www.fep.co.me fep@t-com.me fep-prodaja@t-com.me www.yenitek.eu info@yenitek.eu 1
 www.yenitek.eu info@yenitek.eu 1 DÜŞÜK ALAŞIMLI FLAKS KAPLAMALI SELLÜLOZ VE RUTİL ELEKTROTLAR Kodları EN 499 Temel veriler (tel) Akım tipi /E Uzunluk (mm) (mm) Nominal akım (A) Mekanik özellikleri R p0.2
www.yenitek.eu info@yenitek.eu 1 DÜŞÜK ALAŞIMLI FLAKS KAPLAMALI SELLÜLOZ VE RUTİL ELEKTROTLAR Kodları EN 499 Temel veriler (tel) Akım tipi /E Uzunluk (mm) (mm) Nominal akım (A) Mekanik özellikleri R p0.2
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ ASKAYNAK ÖZLÜ TEL VE PASLANMAZ MIG/TIG TELLERİ 24 / Ağustos / 2015
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ ASKAYNAK ÖZLÜ TEL VE PASLANMAZ MIG/TIG TELLERİ 24 / Ağustos / 2015 ÜRÜN ADI Geçerlilik Tarihi Sayfa No. ASKAYNAK ÖZLÜ KAYNAK TELLERİ 24 AĞUSTOS 2015 AS/01 ASKAYNAK
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ ASKAYNAK ÖZLÜ TEL VE PASLANMAZ MIG/TIG TELLERİ 24 / Ağustos / 2015 ÜRÜN ADI Geçerlilik Tarihi Sayfa No. ASKAYNAK ÖZLÜ KAYNAK TELLERİ 24 AĞUSTOS 2015 AS/01 ASKAYNAK
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ 21 Mart 2013
 ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ TL İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 SELÜLOZİK ELEKTRODLAR AS/03 HAFİF ALAŞIMLI YÜKSEK DAYANIMLI ELEKTRODLAR
ASKAYNAK TAVSİYE EDİLEN FİYAT LİSTESİ TL İÇİNDEKİLER Sayfa No. RUTİL ELEKTRODLAR AS/01 BAZİK ELEKTRODLAR DEMİR TOZLU ELEKTRODLAR AS/02 SELÜLOZİK ELEKTRODLAR AS/03 HAFİF ALAŞIMLI YÜKSEK DAYANIMLI ELEKTRODLAR
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ELEKTRİK ARK KAYNAK TEKNİĞİ
 ELEKTRİK ARK KAYNAK TEKNİĞİ TANIMLAMA Bir kaynak akım üretecinin (kaynak makinesinin) Katot (-) ve Anot (+) çıkış uçlarının İletken kablolar yardımıyla - (biri kaynak pensesi kablosu, diğeri topraklama
ELEKTRİK ARK KAYNAK TEKNİĞİ TANIMLAMA Bir kaynak akım üretecinin (kaynak makinesinin) Katot (-) ve Anot (+) çıkış uçlarının İletken kablolar yardımıyla - (biri kaynak pensesi kablosu, diğeri topraklama
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM. Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması
 Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması METALLER Metaller doğada..atomlu halde ya da bileşikleri halinde bulunur. Oda sıcaklığında..hariç
Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması METALLER Metaller doğada..atomlu halde ya da bileşikleri halinde bulunur. Oda sıcaklığında..hariç
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
Deneyin Yapılışı: Deneyin Adı Çentik Darbe (Vurma) Deneyi
 Deneyi") 1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
Yarışma Sınavı. A ) Hareket zaman çubuğu B ) Simülasyon C ) Animasyon D ) Hareket etüdü E ) Ekranda seçilen nesnelerin konumlarını verir
 Hareket zaman çubuğu B ) Simülasyon C ) Animasyon D ) Hareket etüdü E ) Ekranda seçilen nesnelerin konumlarını verir") 1 İki nokta arasındaki mesafeyi bulmak için aşağıdakilerden hangi komut kullanılır? ) Dimleader B ) rea C ) Dist D ) Match Properties E ) Tolerances 2 şağıdakilerden hangisi belirlenen animasyon ve simülasyon
1 İki nokta arasındaki mesafeyi bulmak için aşağıdakilerden hangi komut kullanılır? ) Dimleader B ) rea C ) Dist D ) Match Properties E ) Tolerances 2 şağıdakilerden hangisi belirlenen animasyon ve simülasyon
ELEKTRİK ARK KAYNAK ELEKTRODLAR1. Elektrîk ark kaynağında kullanılan elektrodları genel olarak ikî gurupta toplamak kündür.
 Elektrod Türleri ELEKTRİK ARK KAYNAK ELEKTRODLAR1 I-Yalnız arkı meydana getirmekte kullanılan elektrodlar II- Hem arkı meydana getiren hemde ilâve metal olarak kullanılan elektrodlar. I - YALNIZ ARKI MEYDANA
Elektrod Türleri ELEKTRİK ARK KAYNAK ELEKTRODLAR1 I-Yalnız arkı meydana getirmekte kullanılan elektrodlar II- Hem arkı meydana getiren hemde ilâve metal olarak kullanılan elektrodlar. I - YALNIZ ARKI MEYDANA
ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ. Apler GÜLSÖZ
 ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ Apler GÜLSÖZ * Pamukkale Üniversitesi Mühendislik Fakültesi ÖZET Çubuk elektrotların sınırlı akım yüklenebilirliklerine bağlı olarak ergime gücünün rölatif
ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ Apler GÜLSÖZ * Pamukkale Üniversitesi Mühendislik Fakültesi ÖZET Çubuk elektrotların sınırlı akım yüklenebilirliklerine bağlı olarak ergime gücünün rölatif
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Eczacıbaşı - Askaynak EXPRESSWELD. Inverter 405-Ultra SINIFININ EN GÜÇLÜSÜ! Örtülü Elektrod Kaynak Makinesi. %45 te 400A SADECE 20,5.
 Eczacıbaşı - Askaynak EXPRESSWELD Inverter 405-Ultra SINIFININ EN GÜÇLÜSÜ! %45 te 400A Örtülü Elektrod Kaynak Makinesi SADECE 20,5 kilogram Inverter 405-Ultra 5.0 mm Düşük Elektrik Tüketimi Şebekeden çekilen
Eczacıbaşı - Askaynak EXPRESSWELD Inverter 405-Ultra SINIFININ EN GÜÇLÜSÜ! %45 te 400A Örtülü Elektrod Kaynak Makinesi SADECE 20,5 kilogram Inverter 405-Ultra 5.0 mm Düşük Elektrik Tüketimi Şebekeden çekilen
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ
 BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ Bu asrın başlarında paslı tellerin daha kararlı bir ark verdiğinin görülmesi üzerine elektrik ark kaynağında kullanılan çıplak teller akla gelen her türlü maddeye
BAZİK ELEKTRODLARININ KAYNAKÇILIKTA ÖNEMİ Bu asrın başlarında paslı tellerin daha kararlı bir ark verdiğinin görülmesi üzerine elektrik ark kaynağında kullanılan çıplak teller akla gelen her türlü maddeye
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
200 Amper Kaynak Pensesi
 KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına