TEKSTİL TEKNOLOJİLERİ EL KİTABI
|
|
|
- Belgin Üzümcü
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ

2 TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası ve Eyer Ve Koşum Takımları; Seyahat Eşyası, El Çantaları ve Benzeri Mahfazalar; Hayvan Bağırsağından Mamul Eşya (İpek Böceği Guddesi Hariç) Postlar, Kürkler ve Taklit Kürkler; Bunların Mamulleri Ağaç ve Ahşap Eşya; Odun Kömürü; Mantar Ve Mantardan Mamul Eşya; Hasırdan, Sazdan veya Örülmeye Elverişli Diğer Maddelerden Mamuller; Sepetçi ve Hasırcı Eşyası 45 Mantar ve Mantardan Eşya 46 Hasırdan, Sazdan veya Örülmeye Elverişli Diğer Maddelerden Mamuller; Sepetçi ve Hasırcı Eşyası 47 Odun veya Diğer Selülozik Maddelerin Hamurları; Geri Kazanılmış Kağıt veya Karton Döküntü, Kırpıntı ve Hurdalar 48 Kağıt ve Karton; Kağıt Hamurundan, Kağıttan veya Kartondan Eşya 49 Basılı Kitaplar, Gazeteler, Resimler ve Baskı Sanayinin Diğer Mamulleri; El ve Makina Yazısı Metinler ve Planlar İpek Yapağı ve Yün, İnce veya Kaba Hayvan Kılı; At Kılından İplik ve Dokunmuş Mensucat Pamuk 52 Ham Postlar, Deriler (Kürkler Hariç) ve Köseleler 53 Dokumaya Elverişli Diğer Bitkisel Lifler; Kağıt İpliği Ve Kağıt İpliğinden Dokunmuş Mensucat 54 Sentetik ve suni filamentler, şeritler ve benzeri sentetik ve suni dokumaya elverişli maddelersuni Filamentler 55 Sentetik ve Suni Devamsız Lifler Vatka, 56 Ke Vatka, Keçe ve Dokunmamış Mensucat; Özel İplikler; Sicim, Kordon, İp, Halat ve Bunlardan Mamul Eşya Halılar Ve Dokumaya Elverişli Maddelerden Diğer Yer Kaplamaları Özel Dokunmuş Mensucat; Tufte Edilmiş Dokumaya Elverişli Mensucat; Dantela, Duvar Halıları; Şeritçi ve Kaytancı Eşyası; İşlemeler 59 Emdirilmiş, Sıvanmış, Kaplanmış veya Lamine Edilmiş Dokumaya Elverişli Maddelerden Mensucat; Endüstriyel Kullanıma Uygun Türden Tekstil Eşyası 60 Örme Mensucat

3 61 Örme Giyim Eşyası ve Aksesuarı 62 Örülmemiş Giyim Eşyası ve Aksesuarı 63 Dokumaya Elverişli Maddelerden Diğer Hazır Eşya; Takımlar; Giyim Eşyası ve Dokumaya Elverişli Maddelerden Kullanılmış Eşya; Paçavralar 64 Ayakkabılar, Getrler, Tozluklar ve Benzeri Eşya; Bunların Aksamı 65 Başlıklar ve Aksamı 66 Şemsiyeler, Güneş Şemsiyeleri, Bastonlar, İskemle Bastonlar, Kamçılar, Kırbaçlar ve Bunların Aksamı Hazır 67 Hazırlanmış İnce ve Kalın Kuş Tüyleri ve Bunlardan Eşya; Yapma Çiçekler, İnsan saçından eşya

4 A-DOKUMA KUMAŞLAR 1-GİRİŞ; Tekstil kumaşları, genellikle dokumadır; ancak örme, keçeleştirme, dantel kumaş oluşumu, ağ doku oluşturma, nonwoven işlemleri ve tafting veya bu işlemlerin kombinasyonu (birleşimi) ile de üretilebilirler. Kumaşların çoğu iki boyutludur fakat artan sayıda üç boyutlu dokuma tekstil yapıları geliştirilmekte ve üretilmektedir. Dokuma kumaşlar, genellikle birbirine dik açı ile yerleştirilen ve birbirinin etrafından dolanan iki iplik sisteminden meydana gelir. Kumaşın uzunluğu boyunca yerleşen iplikler çözgü iplikleri ve kumaşın bir kenarından diğer kenarına yani kumaşın bir tarafından diğer tarafına uzanan iplikler atkı iplikleri olarak isimlendirilir. Üç eksenli ve üç boyutlu kumaşlarda iplikler kumaşa farklı şekillerde yerleştirilir. Dokunmuş tekstiller kullanım yerine göre gerekli ihtiyaçları karşılayacak şekilde tasarlanırlar. Bu kumaşların, mukavemeti (teknik tekstiller), kalınlığı, esnekliği, gözenekli olup olmaması ve kullanım süresi değiştirilebilir ve bu özellikler kumaşın örgüsüne, atkı ve çözgü iplik sıklıklarına, ipliklerin hammaddesine, yapısına (filament veya devamsız (kesikli) liflerden üretilmiş), iplik numarasına ve büküm faktörlerine bağlıdır. İpliklerin bağlantı yapması ile oluşturulan diğer kumaş yapılarına göre dokuma kumaşlardan daha yüksek bir mukavemet ve daha stabil bir kumaş yapısı elde edilebilir. Atkı ve çözgü yönünde büyük ölçüde farklılık gösteren özelliklere sahip kumaşlar üretmek için kumaşların konstrüksiyonları (yapıları) değiştirilebilir. 2-ÖRGÜ YAPILARI; Dokuma kumaşlarda kullanılan örgü sayısı pratik olarak sınırsızdır. Kumaşların fiziksel özelliğine etki eden basit yapısal değişimler gösterdiklerinden ve üç eksenli kumaşlar ile dokuma kumaşların kenar oluşumundaki ehemmiyetlerinden dolayı leno örgülerden de kısaca bahsedeceğiz. İki boyutlu dokuma kumaşların büyük bir kısmı temel örgü kullanılan yapılardır ve bunların en az % 90 lık kısmında bez ayağı örgü kullanılmaktadır. 2-1) BEZ AYAĞI ÖRGÜ; 2-1-1) Bez ayağı örgü konstrüksiyonu; Bez ayağı örgü, atkı ve çözgü ipliklerinin aralarında en basit şekilde bağlantı yapmaları ile üretilen bir örgü çeşididir. Bir atkı ipliği boyunca sırasıyla bir çözgünün üstte ve sonrakinin altta kalmasıyla oluşturulur ) Bez ayağı örgüye sahip kumaş çeşitleri; Kumaşların özellikleri, ipliklerin üretiminde kullanılan lifin tipine, ipliklerin tek filamentli, düz bükümlü veya tekstüre devamlı filament iplik olup olmadığına veya ipliklerin doğal veya sentetik kesikli liflerden üretilip üretilmediğine bağlıdır. Bir kumaşın sertliği ve dokunabilirliği de kullanılan iplik hammaddesinin sertliği ile ipliğin büküm faktöründen yani iplik numarasına bağlı olarak verilen büküm sayısından etkilenmektedir. Bez ayağı örgü kumaşlarda bazı özellikleri elde etmek için bazen çok yüksek bükümlü iplikler kullanılabilir. Elde edilen kumaşlar yüksek esnekliğe sahip olabilir veya yarı mat olabilir. Toplam kumaş alanına göre iplikler tarafından kaplanan alanı etkileyen iplik numaraları ile sıklıklar değiştirilerek kumaşın gramajı (alan yoğunluğu) değiştirilebilir. İplik yerleşimi ve iplik numarası arasındaki ilişki örtme faktörü olarak isimlendirilir. Kumaşın gramajı ve/veya örtme faktörünün değiştirilmesi kumaşların aşınma dayanımı, filtreleme kapasitesi, gözenekliliği, stabiletesi, sertliği, kalınlığı ve mukavemetini etkileyebilir. Yaklaşık olarak birim alanda aynı atkı ve çözgü iplik sıklıkları ile aynı iplik numaralarına sahip olan kare bez ayağı kumaşlar geniş bir gramaj ve örtme faktörü aralığında üretilirler. Açık yapılı düşük gramajlı kumaşlar bandaj ve tülbent kumaşlarını, düşük gramaj

5 ve yüksek örtme faktörlü kumaşlar daktilo şeridi ve tıbbi filtre kumaşlarını, yüksek gramaj ve düşük sıklığa sahip kumaşlar jeo-tekstil stabilizasyon kumaşlarını, yüksek gramaj ve yüksek sıklığa sahip kumaşlar ise pamuklu branda kumaşlarını kapsar. Çözgü yüzlü bez ayağı kumaşlar genellikle atkı örtme faktöründen çok daha yüksek çözgü örtme faktörüne sahiptir. Birbirine yakın atkı ve çözgü iplik numaraları kullanılır ise tipik bir çözgü yüzlü kumaş atkı sıklığının iki katı çözgü sıklığına sahip olabilmektedir. Bu gibi kumaşlarda çözgü kıvrımı yüksek ve atkı kıvrımı oldukça düşük olacaktır. Uygun bir örtme faktörünün kullanımı ve ipliklerin seçimi ile bu tip bir kumaşta aşınmanın çoğu çözgü iplikleri üzerinde yoğunlaştırılabilir ve böylelikle atkı ipliklerin korunması sağlanmış olur. Atkı yüzlü bez ayağı kumaşlar çözgüye nazaran çok daha yüksek atkı örtme faktörü kullanılarak üretilir ve çözgü kıvrımından daha yüksek atkı kıvrımına sahiptirler. Dokuma gerginliklerindeki farktan dolayı kıvrım farkı çözgü yüzlü kumaşlardan biraz daha düşüktür. Atkı yüzlü kumaşlar, dokunmalarının daha pahalı ve zor olmasından dolayı daha az kullanılmaktadır.

6

7 2-2) RİBS (KORD) VE PANAMA ÖRGÜYE SAHİP KUMAŞLAR (BEZ AYAĞI ÖRGÜDEN TÜRETİLMİŞ ÖRGÜLER); Bunlar bez ayağı kumaşların en basit modifikasyonudurlar. Bu kumaşlar aynı anda yan yana iki veya daha fazla çözgü ve/veya atkının üst konumda bulunmaları ile üretilirler. Sonuç olarak geniş çözgü ve/veya atkı ortaya çıkar. Atkı ve çözgü iplikleri arasında bağlantı sayısı azaldığı için verilen aralığa daha fazla iplik yerleştirmek mümkündür, bu da sıkıştırılmaksızın daha yüksek örtme faktörüne ulaşmak demektir ) Ribs (Kord) kumaşlar; Bezayağı dokusunda iplik sayısının çözgü veya atkı yönünde arttırılmasıyla oluşturulur. Sütunlu, oluklu bir görünüme sahiptir. Çözgü ribsi kumaşlarda çoğunlukla birim uzunlukta, atkıdan daha fazla çözgü ipliği bulunur ve çözgü kıvrımı yüksek, atkı kıvrımı düşüktür. Bu durum atkı ribsi kumaşlarda tersinedir. Bir 2/2 atkı ribsi kumaşta bir atkı ipliği yan yana iki çözgünün üzerinden geçerken 2/2 çözgü ribsin de bir çözgü ipliği iki atkının üzerinden geçer. İplik yüzmelerinin uzunluğu atkı ve çözgü doğrultusunda 4/4, 6/6, 3/1 veya benzeri kombinasyonlar meydana getirmek için artırılabilir. Uzun yüzmeli ribs örgülerde yan yana duran ipliklerin birbiri üzerine gelmesini engellemek genellikle zordur. Atkı ribsleri nin dokunması aynı anda iki atkı atılması mümkün olmaz ise daha pahalıdır, çünkü birim uzunlukta yüksek atkı sayısının olması dokuma makinesinin üretimini düşürür. a) Çözgü ripsleri; Düz çözgü ripslerinde sütunların genişliği aynıdır yani her sütun eşit sayıda alınan atkı ipliklerinden oluşur. Örn: Rç 2/2 (2) DÜZ ÇÖZGÜ RİBS İ
 Ribs (Kord) kumaşlar; Bezayağı dokusunda iplik sayısının çözgü veya atkı yönünde arttırılmasıyla oluşturulur. Sütunlu, oluklu bir görünüme sahiptir.")
8 Karışık çözgü ripslerinde oluk kalınlıkları farklıdır. Yani her oluğun atkı ipliği sayısı değişik olabilir. Bağlantı noktaları değiştirilmiş çözgü ripslerinde oluşan oluklar kumaşın bir kenarından diğerine doğru düzensiz bir akış içindedir. 4 lü, 6 lı, 8 li gruplara ayrılan çözgü iplikleri, verilen bağlama noktalarının üzerine inşa edilerek çözgü yönünde kaydırılırlar. Yani verilen rapordaki bağlama noktaları, her grup değişiminden sonra yeni bir grubun başlangıç noktasını oluşturur ve çözgü ipliği grupları o nokta üzerinden kayarak oluşur. Örn: Rç 2 /2. 4 kaydırma noktalı 6 lı çözgü gruplarına ayılmış. Dimi bağlantı noktalı b) Atkı Ripsi: Bezayağı bağlantıların çözgü yönünde iki veya daha fazla iplik sayısının ilavesiyle oluşturulan çözgü ripsleri kumaşın iki yüzünde de aynı görüntüyü verir. Düz atkı ripslerinde olukların genişliği aynıdır. Örn: Ra 1 /1 (4 iplikli) ATKI RİBS İ

9 Karışık atkı ripslerinde her oluktaki çözgü ipliği sayısı farklıdır. Örn: Ra 1/1 ( ) KARIŞIK ATKI RİBS İ Bağlantı noktaları değiştirilmiş atkı ripsleri verilen bezayağı veya saten bağlama noktaları üzerine inşa edilir. Bir iplik grubundan diğerine geçişte ilk atkı grubunun en son atkı ipliği ile ikinci atkı grubunun ilk atkı ipliği yan yana gelerek kalın bir rips sütunu oluşturur. Örn: Rç 1 /1 (4+2) 8 atkı iplikli grup bezayağı kaydırma noktasına göre 3 kaydırmalı BAĞLANTI NOKTALARI DEĞİŞTİRİLMİŞ ATKI RİBSİ c)desenli ripsler; Aynı rapor içinde atkı ve çözgü ripslerinin karışımı ile oluşturulur. Rapor içinde çözgü ve atkı ripsleri istenilen genişlikte kullanılabilir. Çözgü iplik gruplarının yan yana birleştirilmesiyle bütün bir desen oluşturulduğu gibi daha değişik metotlarla farklı örnekler oluşturulabilir. Bu işlem yapılırken önce bir motif çizilir. Hem çözgü hem de atkı ripsleri için rapor genişliği belirlenir. Büyütülmek istenen rapor desen kağıdında tespit edilir. Motife göre karelerin içi doldurulur. Örn 1: 1.grup Rç 3/2 (8 çözgü ipliği genişliğinde) 2.grup Ra 1 /2 (3+2) 10 çözgü ipliği genişliğinde Rapor 18:10
 8 atkı iplikli grup bezayağı kaydırma noktasına göre 3 kaydırmalı BAĞLANTI NOKTALARI DEĞİŞTİRİLMİŞ ATKI RİBSİ c)desenli ripsler; Aynı rapor içinde atkı ve çözgü ripslerinin")
10 Örn 2: A) Motif 1 /1 Bezayağına göre B) Rç 4 /4 (2iplikli) C) Ra 1 /1 (4 iplikli) Her bir motif 8 çözgü ve 8 atkı ipliği büyütülmüştür. Yukarıdaki örgü dokunduğunda oluşacak kumaş görüntüsü aşağıdaki gibidir.

11 Örn: 3 A) motif D 2 /2 Z B) Rç 2 /2 (2iplikli) C) Rç 1 /1 (2+2iplikli) Rapor 16:16
")
12 d)kuvvetlendirilmiş ripsler; Tek taraflı rips dokular veya dokunun tersinden bağlamalı ripslerin kullanım amacı bir oluk veya sütun içindeki benzer bağlama noktalarının birbiri üzerine kaymalarını önlemek ve kumaşın daha gergin olmasını sağlamaktır. -Kuvvetlendirilmiş çözgü ripsleri; Dokunun arka yüzünde görünen uzun çözgü atlamaları bezayağı örgü ile atkılarla bağlanır. Ön yüzdeki uzun çözgüler birbirine yaklaşarak rips görüntüsünü muhafaza eder. Çözgülerin bağlantıları daha çok kapatması istenirse bağlantı noktaları ön yüzde görünen uzun çözgülerin bağlantılarıyla kesişmeyecek şekilde seçilmelidir. Örn 1: Rç 4/4. Rapor:4:8 Örn 2: Rç 6/6. Rapor:4:12

13 -Kuvvetlendirilmiş atkı ripsleri: Uzun ripsleri oluşturan atkı yüzmelerinin altında çözgü iplikleri, çözgü bağlantılarının altında da ters yönde uzun yüzme yapan atkı iplikleri bulunur. Kumaşın ön yüzdeki görüntüsünü etkilemeden kuvvetlendirme yapmak için, çözgü ipliklerinden oluşan sütun üzerinde yukarıda görünen çözgü ipliklerinden bazılarını aşağı indirerek altta yüzen atkı ipliği ile bağlantı gerçekleştirilir. Aşağı indirilerek bağlantı yapılan noktalar x ile belirtilmiştir. Örn: Ra 1 /1 ( 6 iplikli) Ters yüzden bağlama noktaları D 1 /3 (Z) Rapor: 12:8 e) Kauçuk dokular: Çözgü ve atkı ripslerinin kombine edilmesiyle oluşan esnek yapılı kumaşlardır. Desenin oluşturulması için öncelikle kullanılmak istenen boyutta çözgü ripsleri aynı düzleme yerleştirilir. Aynı boyutlardaki atkı ripsleri de yatay düzlemde yerleştirilir ve bu iki motif başlangıç noktaları üst üste gelecek şekilde birleştirilir. Oluşturulan birim motifin karşısına dolular boş, boşlar dolu olacak şekilde ilk motifin negatifi birim motif oluşturulur. Aynı işlem rapor tamamlanacak şekilde yukarıya doğru tekrarlanır.
 Ters yüzden bağlama noktaları D 1 /3 (Z) Rapor: 12:8 e) Kauçuk dokular: Çözgü ve atkı ripslerinin kombine edilmesiyle oluşan esnek yapılı kumaşlardır.")
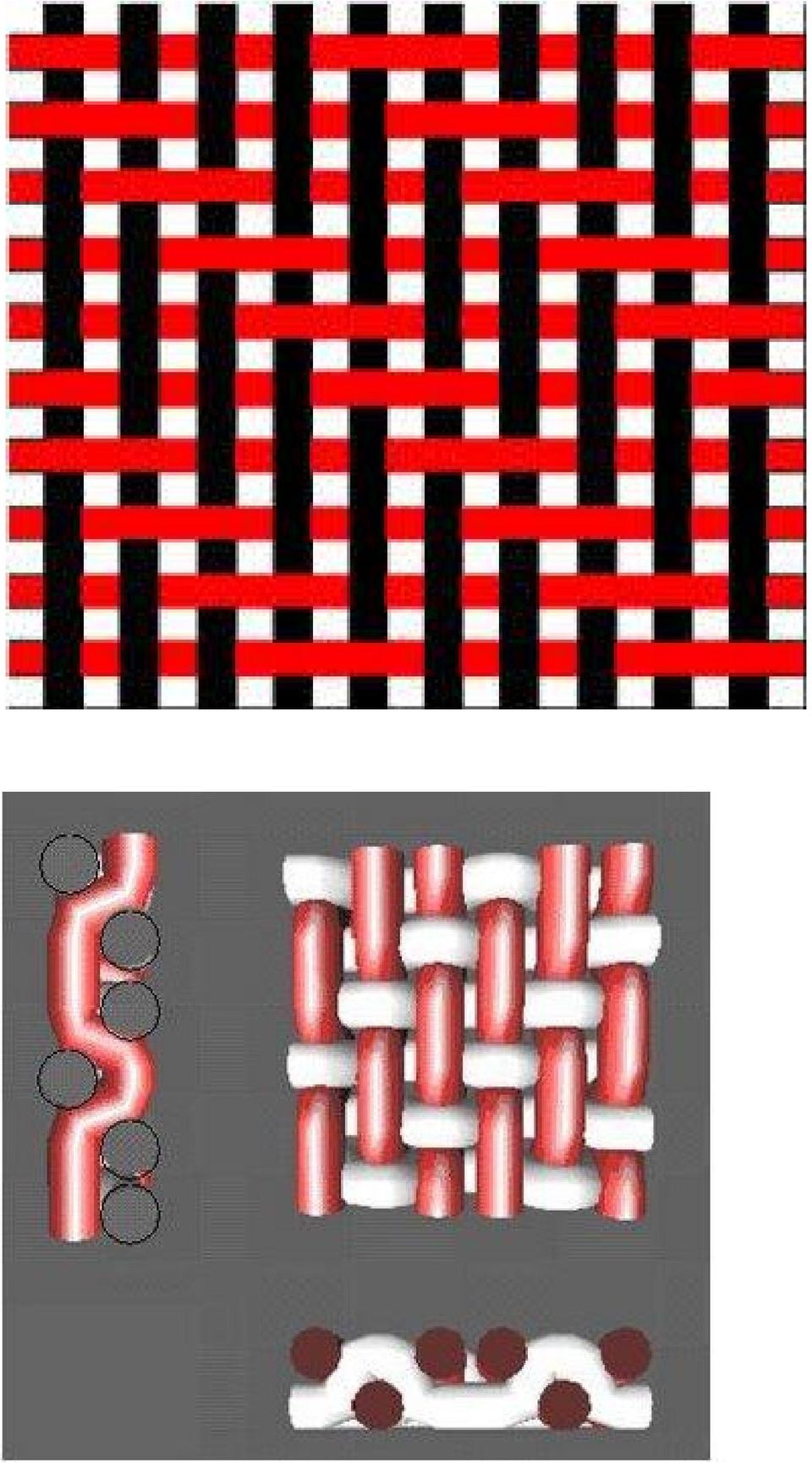
14 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir ) Panama kumaşlar; Bezayağı dokunun iki veya daha fazla atkı ve çözgü ile dokunmasıyla elde edilir. En küçük raporu 4 çözgü ve 4 atkı ile oluşturulur. Basit panama kumaşlar bez ayağı örgülerin görünüşüne sahiptirler. Bu örgüde iki çözgü ipliği iki atkı boyunca yukarı kaldırılır. Diğer bir deyiş ile bu örgü paralel olarak iki atkı ve iki çözgü ile dokunan bez ayağı örgüye benzemektedir. 3/3 veya 4/4 panama örgüleri elde etmek için aynı hareketi yapacak şekilde birlikte hareket ettirilen iplik sayısı benzer şekilde arttırılır. Daha büyük panama örgüler kumaş üzerinde kare şeklinde görünüm verirler. Ancak atkı ve çözgü yönündeki ipliklerin birbirinin üzerine çıkmaları ve uzun iplik yüzmelerinden dolayı stabil olmayan bir davranış göstermeleri nedeniyle bu tür kumaşlar daha az kullanılmaktadırlar. Büyük panama örgüler ile bir kumaşta özel bir efekt veya görünüm elde edilmek istendiğinde uzun iplik yüzmeleri üzerinde bağlantı noktaları içeren fantezi panama örgüler kullanılarak kumaş stabil hale getirilir. Panama örgüye sahip kumaşlar yüksek örtme faktörleri ve daha az sayıda bağlantı noktası ile dokunabilir. Sık kumaş konstrüksiyonlarında (yapılarında) panama kumaşlar daha iyi aşınma ve filtreleme özelliği gösterirler ve su nüfuz etmesine karşı daha büyük dirence sahiptirler. Düşük sıklığa sahip panama kumaşlarla daha büyük yırtılma mukavemeti ile patlama mukavemeti elde edilir. Aynı anda iki ya da daha fazla atkı atılabilirse dokuma maliyeti de düşürülmüş olur. a) Düz panama: Atkı ve çözgü bağlantıları eşit olan panamalardır. Örn: P 2 /2

15 PANAMA ÖRGÜ Karışık panama: Bağlantıların oluşturduğu zarların bir rapor içinde değişik büyüklüklerde kullanılmasıyla oluşturulur. Örn:P KARIŞIK PANAMA

16 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir. c) Desenli panama: Desenli ripslerde olduğu gibi desenli panamalar da önceden tespit edilmiş motiflerin birleştirilmesiyle oluşur. Desenli panama oluşturmak için önce uygulanacak motif çizilir. Sonra bir karışık panama motifi ve bu birim motifin negatifi alınır. Rapor istenilen oranda büyütülerek seçilen negatif ve pozitif birimler oluşturulmak istenen motifin içine yerleştirilir. Örn: A) karışık panama motifi B) Motifin negatifi C) Uygulama motifi

17 DESENLİ PANAMA 2-2-3) Etamin (Arpa tanesi): Bezayağı örgüsünde bazı bağlantıların eksiltilmesi bazılarının arttırılması ile oluşturulan örgü tipidir. Zıt bağlantı noktaları ile çaprazlanarak bağlanan kısımlar, aynı tarzda bağlanan çözgü ve atkı ipliklerini iterek çite benzer bir görüntü oluşturur. ETAMİN (ARPA TANESİ)

18 Yukarıdaki örgünün dokunmuş kumaştaki görüntüsü aşağıdaki gibidir.

19 2-3) DİMİ KUMAŞLAR; Dimi, üç veya daha fazla atkı ve çözgüde tekrar eden bir örgüdür ve kumaş yüzünde diyagonal çizgiler üretilir. Bu çizgiler genellikle kumaşın bir kenarından diğer kenarına doğru uzanır. Kumaş yüzeyindeki diyagonal çizgilerin yönü genel olarak kumaşın çözgü yönünden göründüğü gibi tanımlanır. Çizgilerin yönü sağ üst tarafa doğru ise örgü Z dimi veya sağ dimi, çizgiler ters yönde ise örgü S dimi veya sol dimi olarak isimlendirilir. Diyagonal çizgilerin açısı ve tanımı atkı ve çözgü iplik sıklıkları ve/veya numaralarına bağlı olarak değiştirilebilir. Her hangi bir konstrüksiyon (yapı) için dimi örgüler aynı özelliklere sahip bez ayağı örgü kumaşlardan daha uzun yüzmelere, daha az sayıda bağlantı noktasına ve daha açık bir yapıya sahip olacaktır. Dimi kumaşların endüstriyel kullanımı esas olarak basit dimi örgülerle sınırlı olduğundan burada basit dimi örgüler anlatılacaktır. Kırık dimiler, dalgalı dimiler, elastik dimiler ve balıksırtı dimiler takım elbiselik ve giysilik kumaşlarda yaygın olarak kullanılmaktadırlar. Bir dimi örgünün en küçük raporu 3 atkı 3 çözgüden meydana gelir. Dimi örgü büyüklüğü için teorik bir üst sınır yoktur ancak kabul edilebilir uzunlukta yüzmelere sahip stabil bir kumaş yapısı üretme gereği dimi örgü büyüklüğüne pratik sınırlar getirmektedir. Dimi örgü, bir raporluk çözgü hareketinin bir sonraki çözgüde bir öncekine nazaran bir atkı önce veya bir atkı sonra başlatılması ile oluşturulur. D 1/2 örgüde çözgü ipliği bir atkının üzerinden ve sonraki iki atkının altından geçerken D 2/1 örgüde önce iki atkının üzerinden ve sonra bir atkının altından geçer. Her iki örgü de S ve Z dimi olarak üretilebilir. Dolayısıyla bu en basit dimi örgünün dört faklı kombinasyonu mevcuttur. D 2/1 dimi örgü çözgü yüzlü dimidir, yani bu örgü ile dokunan kumaşlarda çözgünün daha büyük bir kısmı kumaşın yüzeyindedir. D 1/2 örgüler ise atkı yüzlüdür. Atkı yüzlü dimi örgü atkı atılırken daha az sayıda çözgünün yukarı kaldırılması gerektiğinden dokuma makinesini çözgü yüzlü dimilerden daha az zorlarlar. Bu sebepten dolayı, çözgü yüzlü dimiler bazen ters (atkı yüzlü dimi olarak) dokunurlar. Bunun olumsuz tarafı, dokuma esnasında çözgü ipliklerini kontrol etmenin zor olmasıdır. Dört atkı ve dört çözgüden oluşan dimi örgüleri D 3/1, D 2/2 veya D 1/3 konstrüksiyonlu (yapılı) olup her bir örgü S veya Z yönlü olabilir.

20
21
22 63 EĞİMLİ, TEK EĞİMLİ EŞİT YÜZLÜ SAĞ YOLLU DİMİ 27 EĞİMLİ, TEK EĞİMLİ SAĞ YOLLU DİMİ
23 2-4) ATKI VE ÇÖZGÜ SATENİ; İngiltere de üretilen saten örgüler çözgü yüzlü olup dimi çizgilerinden arındırılmış düzgün bir kumaş yüzeyi elde etmek için bağlantı noktaları düzenlenmiş örgülerdir. Çözgü sateni örgüler bir santimetrede atkıdan çok daha fazla sayıda çözgü ipliğine sahip olan örgülerdir. Atkı satenleri ise bir santimetrede çözgüden daha fazla sayıda atkı ile dokunurlar. Bir kumaşı daha az sayıda atkı ile dokumak daha ucuz olduğu için çözgü satenleri atkı satenlerine nazaran daha yaygındırlar. Çözgü ipliklerini hareket ettiren çerçeveler üzerine etkiyen kuvvetleri azaltmak amacı ile çözgü satenleri kumaşın tersi üstte olacak şekilde dokunabilir, yani çözgü sateni konstrüksiyonuna (yapısına) sahip kumaş atkı sateni olarak dokunur. Dimi çizgileri ortadan kaldırmak amacı ile saten örgüler sistematik bir şekilde oluşturulmak zorundadır. Dimi efektleri olmayan düzenli bir saten örgü oluşturmak için bazı kuralları göz önünde bulundurmak gerekir. Rapor içinde bağlantı noktalarının dağılımı mümkün olduğu kadar rastgele olmalıdır ve raporda her çözgü bir atkı ile sadece bağlantı yapmak zorundadır. Bağlantılar belirli bir sıraya göre düzenlenmeli, birbirinden düzgün bir şekilde ayrılmalı ve asla birbirinin bitişiğinde olmamalıdır. Saten örgüler 1/x dimiden türetilir ve dimi örgüdeki bağlantı noktaları sabit adım sayısı olarak isimlendirilen bir sayı kadar kaydırılır. Aşağıdaki koşullara uyan adım sayıları kullanılmamalıdır; i) Bir veya örgü rapor büyüklüğünün bir eksiği (çünkü bu durumda dimi örgü elde edilir), ii) Örgü raporu büyüklüğü veya örgü raporunun tam böleni olan bir sayı (bu durumda bazı iplikler bağlantı oluşturamayacaktır) Bu kurallara göre saten örgü oluşturulacak en küçük örgü raporu büyüklüğü 5 tir. Düzenli atkı veya çözgü sateni 6, 9, 11, 13, 14 veya 15 iplikten oluşan rapor büyüklükleri ile de oluşturulamaz. En yaygın olan örgü raporları 5 ve 8 iplikten oluşur ve 16 dan büyük örgü raporları uzun iplik yüzmelerinden dolayı pratik değildir. Atkı ve çözgü satenleri üniformalar ile endüstriyel ve koruyucu kumaşlarda yaygın olarak kullanılırlar. Bu örgüler çalı kesen gibi özel kumaşlarda da kullanılır. Kuzey Amerika da çözgü sateni kumaş, atkı yüzlü efekte sahip atkı sateni örgü veya çözgü yüzlü efekte sahip çözgü sateni örgü ile dokunmuş ipek veya diğer liflerden dokunmuş kalın ve yoğun bir yapıya sahip düzgün yüzeyli ve genellikle parlak bir kumaştır. Atkı sateni kumaş ise atkı ve çözgü yüzlü efekte sahip beşli çözgü sateni örgü ile dokunan dayanıklı parlak bir pamuklu kumaştır.
24 ÇÖZGÜ SATENİ
25 Z ÖRGÜLÜ 8 RAPORLU ÇÖZGÜ SATENİ Z ÖRGÜLÜ 9 RAPORLU ÇÖZGÜ SATENİ
26 ATKI SATENİ
27 Z ÖRGÜLÜ 9 LU 5 ATLAMALI ATKI SATENİ
28 2-5) LENO ÖRGÜLER; Leno örgülerde yan yana bulunan çözgü iplikleri atkı ile bağlantı yaparken birbirine paralel kalmayıp çaprazlar oluşturarak bağlantı yaparlar. En basit leno örgüde bir standart çözgü ve bir çapraz çözgü her atkıda birbirine çapraz geçerek bağlantı oluşturur. Bir leno örgüde aralarındaki atkı ipliği geçen iki çözgü birbirleriyle çapraz yaparak bağlantı oluşturduğunda atkı ipliğini yerinde sıkıca tutar ve atkının hareket etmesine engel olur. Leno örgüler bundan dolayı gaze gibi seyrek veya açık kumaş yapılarında ipliklerin hareket etmesini ve kumaş yapısının bozulmasını engellemek için kullanılır. Bir kumaşın kenar konstrüksiyonu (yapısı) kenardaki çözgüleri yerlerinde tutamıyor ise leno çözgüler bu ipliklerin kumaş gövdesinin dışına kaymasını engellemek için kullanılır. Daha sonraki işlem aşamalarında kumaşlar dar enlerde parçalara kesilecek ise dokumada bu amaçla boş bırakılan tarak dişlerinin olduğu kısımlarda da (bu kısımlar kumaşın daha küçük enlere ayrıldığı kısımlardır) leno örgüler kullanılır. Leno ve gaze kumaşlar sadece standart ve çapraz çözgülerden veya bu iplik çiftlerinden oluşur veya desene göre istenilen tasarımı elde etmek için çok sayıda bu iplik gruplarından kullanılabilir. Kumaşta daha büyük efektler elde etmek için standart ve çapraz leno iplikler çift olarak veya üçlü gruplar halinde kullanılabilir. İki veya daha fazla atkı ipliği aynı ağızlığa verilebilir ve leno efekti vermek için çözgülerin atkılar arasında çapraz bağlantılar oluşturduğu düz kumaş bölgeleri basit leno örgülerden üretilir. Standart ve çapraz örgüler çoğunlukla ayrı çözgü leventlerinden beslenir. Hem standart hem de çapraz örgüler aynı levende sarılır ise her iki iplik aynı miktarda dolanacağından aynı kıvrıma sahip olacaktır. Bu tip örgü kumaşlara örnek olarak, leno örgü kumalar verilebilir. Standart ve çapraz iplikler ayrı leventlere sarılır ise farklı gerginliklerde beslenebilirler ve bu ipliklerin kıvrımları ayrı ayrı ayarlanabilir. Böyle bir durumda standart çözgü kumaşta düz olarak yer alırken tüm kıvrımı çapraz iplik alarak standart iplik etrafında dolanır. Burada çapraz ipliklerin bir atkı üzerinde sağdan sola veya soldan sağa kaydırılabildiği görülebilir. Özellikle düzgün yüzeyli tek filamentli iplikler durumunda çapraz bağlantı oluşum yönü bağlantının kilitlenmesine etki eder. İki farklı levent kullanıldığında tasarım amaçlı ve teknik uygulamalar için farklı tip ve numaralarda ipliklerin kullanılması mümkündür. Leno örgü sadece kumaş kenar konstrüksiyonu için kullanıldığında her bir kumaş kenarı için birden dörde kadar bu iplik çiftlerinden kullanılır ve leno kenar dokuma makinesinin ağızlık açma mekanizmasından bağımsız olarak çalışan özel bir mekanizma ile üretilir. Kenarlar için gerekli olan leno iplikleri, çözgü levendinden ziyade ayrı bir cağlığa yerleştirilen konik bobinden beslenirler. Sık veya kıvrımlı kenar oluşumunu önlemek için kenar iplikleri ve gerginliklerinin seçimi özellikle önemlidir. Seçilen kıvrımlarda terbiye işlemleri esnasındaki kumaş çekmeleri de hesaba katılmalıdır.
29
30 2-6) ÜÇ EKSENLİ ÖRGÜLER; Hemen hemen tüm iki boyutlu dokuma kumaş yapıları bez ayağı örgü kumaşlardan geliştirilmiştir ve atkı ve çözgü iplikleri birbirine dik veya hemen hemen dik doğrultularda bağlantı oluştururlar. Bu prensip olarak leno kumaşlar ve bir kısım ilave çözgünün, yani tasarımı oluşturan çözgünün bir iplik yatırma mekanizmasıyla belirli sayıda zemin çözgü etrafında bağlantı yaparak hareket ettirildiği ilave iplik desenlendirilen kumaşlar içinde geçerlidir. Tek istisna üç eksenli ve dört eksenli kumaşlardır. Üç eksenli kumaşlarda iki çözgü iplik gurubu atkı ipliğine genellikle 60 derecelik açı ile kaydedilir ve dört eksenli kumaşlarda dört iplik gurubu birbiri ile 40 derecelik açılar yapar. Bu güne kadar sadece üç eksenli kumaşlar için dokuma, ticari üretimde bulunmaktadır. Üç eksenli kumaşlar, üç iplik gurubunun çok sayıda eşkenar üçgen oluşturarak meydana getirdiği kumaşlar olarak tanımlanır. İki çözgü iplik gurubu birbiriyle ve atkı ipliğiyle 60 derecelik açı ile bağlantı yaparlar. Üç eksenli kumaşların yırtılma ve patlama direnci standart kumaşlara göre oldukça üstündür, çünkü uzamalar her zaman iki yönde karşılaşır. Kesişme noktaları (bağlantı noktaları) sıkı bir şekilde tutulduğundan üç eksenli kumaşların kayma direnci de mükemmeldir. Bu kumaşlar araç lastiği yapımında kullanılan kumaşlar, balon kumaşları, yelken kumaşları, lamine edilmiş yapılar ve basınç tankları gibi teknik uygulamaları kapsayan geniş alanda kullanılmaktadır.
31 3-KUMAŞLARIN ÖZELLİKLERİ; Kumaş özellikleri, bir kumaş hakkında gerekli bilgiyi verir ancak doğru bir değerlendirme için sık sık tecrübeye ihtiyaç vardır. Kumaşı tanımlayan en önemli elemanlar kumaşın genişliği, atkı ve çözgü sıklıkları, atkı ve çözgü iplik numaraları ve tipleri (hammadde, filament veya kesikli liften üretilmiş olması, konstrüksiyonu, büküm yönü, büküm sayısı ve kumaşa uygulanan terbiye işlemleridir. Bunlardan hareketle dokuma makineleri ve terbiye işlemine ait talimatlar bilinir ise kumaşın gramajı hesaplanabilir. Atkı ve çözgü örtme faktörleri, kıvrımı, kumaş kalınlığı, gözenekliği ve dökümü gibi diğer kumaş özelliklerinin tahmin edilmek zorunda olduğu veya çeşitli test metotları ile ölçülmek olduğu bir zorunluluktur. KUMAŞLARIN ANALİZİ
32 3-1) KUMAŞIN ENİ; Kumaşın eni, genellikle cm olarak ifade edilmekte ve gerginlik ile rutubetin sebep olduğu değişimleri hesaba katmak için standart klima şartlarında ölçülmek zorundadır. İstenilen kumaş genişliğine, kumaş kenarlarının dahil olup olmadığını bilmek gerekir. Bir kumaşın özelliklerine karar vermeden önce dokuma sırasında tarak eninden ham kumaş enine ve terbiye işlemleri sırasında meydana gelen (ki varsa) kumaş çekmeleri hesaba katılmalıdır. Kumaş eni değişir ise kumaş gramajı ile atkı ve çözgü iplik sıklıkları bundan etkilenir. 3-2) KUMAŞ GRAMAJI; Kumaş gramajı, çoğunlukla bir metrekare kumaşın gramaj cinsinden ağırlığı olarak ifade edilir. Ancak bazen bir metre kumaşın gram olarak ağırlığı şeklinde de ifade edilir (metre tül cinsinden) İstenilen gramajın dokumadaki kumaş gramajı ya da mamül kumaş gramajı olup olmadığının belirtilmesi çok önemlidir. Ham kumaş gramajı, atkı veya çözgü iplik numaraları, iplik sıklıkları ve örgü gibi dokuma özellikleri ile dokuma işleminin randımanı ve kumaş kalitesini artırmak için çözgülere ilave edilen haşıl gibi maddelere de bağlıdır. Terbiye işlemleri esnasında kumaş gramajı, gerginlik ve kimyasal işlemler ile veya kumaş eni ve boyuna etki eden çekmelerle, dokuma işlemi esnasında gerek duyulan haşıl maddesinin uzaklaştırılması ile ve terbiye işlemleri esnasında ilave edilen kimyasal maddeler tarafından değiştirilir. Kumaş kesim aleti kullanılarak: Analizi yapılacak olan kumaştan numune alınır ve alınan numune kumaş hassas terazide tartılır. Elde edilen ağırlık değeri, 100 cm2 numune kumaşın ağırlığı olduğu için, bu değer 1 m2 kumaşa oranlanarak (bulunan değer 100 ile çarpılarak) m2 ağırlığı cinsinden tespit edilir.
33 3-3) KIVRIM; Kumaş içindeki bir kıvrım, dokuma işlemi esnasında oluşturulur ve terbiye işlemleri esnasında modifiye edilebilir. Kıvrım oluşumu dokuma makinesinde tefeleme işlemi esnasında atkı ve çözgü ipliklerinin birbiri etrafında dolanmaya zorlanmasından dolayıdır. Kıvrım kullanılan atkı ve çözgü ipliklerine, dokuma ve terbiye işlemleri esnasındaki ve 3-4 te (örtme faktörü bölümünde) anlatılan atkı ve çözgü örtme sıklığına bağlıdır. Kıvrım, kumaştan çıkarıldıktan sonra düzgün hale getirilmiş iplik uzunluğu ile numune kumaş uzunluğu arasındaki ilişki ile ölçülür. İplik özellikleri ve kumaş yapısına bağlı olarak bağlantı noktalarında atkının çözgüye ve çözgünün de atkıya uyguladığı kuvvetlerden dolayı çok filamentli iplikler ile kesikli liflerden üretilmiş iplikler geometrik yapılarında değişime uğrarlar. 100 ün kumaş uzunluğuna bölünmesinden sonra iplik ve kumaş uzunlukları arasındaki fark ile çarpmak şeklinde kıvrımı yüzde olarak ifade etmek en uygundur. Çözgü kıvrımı, belirli bir uzunlukta kumaş dokumak için çözgü levendi üzerine sarılması gereken çözgü uzunluğunu belirlemek için kullanılır. Çözgü uzunluğunun hesabında dokuma işlemi esnasında çözgü ipliklerinin sebep olduğu uzamalar da hesaba katılmalıdır. Fazla haşıllanmış ipliklerde bu uzamalar çok küçük ve önemsiz iken haşıllanmamış veya az haşıllanmış iplikler kullanıldığında önemli olabilir. Mekiksiz dokuma makinelerinde dokunan kumaşlarda kumaş kenarı ve bazen yardımcı kenar oluşturacak şekilde gerekli atkı uzunluğu için tahmin edilen atkı kıvrımı ayarlanmak zorundadır.
34 KUMAŞ ANALİZİNDE UYGULANACAK İŞLEMLER 1- Kumaşın cinsinin ve kullanım alanının belirlenmesi: Kumaşın görsel ve fiziksel verileri dikkate alınarak ne amaçla kullanıldığı, materyali hakkında bilgi toplanır. Örneğin kumaş sentetik mi, organik elyaf mı, giysilik mi, döşemelik mi vb. 2- Kumaşın yüzünün ve tersinin belirlenmesi: Kumaşın yüzü genellikle daha parlaktır. Desen yüzde daha belirgindir. Kumaş kenar yazısı ön yüzden okunur. Apreli taraf kumaşın yüzüdür. Yüzey elyafları daha düzgündür. Kumaşta farklı iplikler kullanılmışsa pahalı ve kaliteli iplik ön yüzde daha belirgin larak kullanılmıştır. 3- Kumaşın çözgü ve atkı yönünün belirlenmesi: Örnekte kenar varsa yönü tespit etmek kolaylaşır. İplik sıklıklarına bakılırsa sıklığı fazla olan taraf çözgüdür. Çözgü iplikleri sağlam, katlı ve puntalıdır. Kalın ve daha az mukavemetli iplikler atkı yönünden kullanılır. Çözgü iplikleri atkı ipliklerine göre daha düzgün ve paraleldir. Tarak izi çözgü yönünde görülür. 4- Kumaşın tarak numarası ve taraktan geçen tel sayısının tespiti: Kumaşın çözgü tel sayısı dikkate alınarak uygun tarak numarası tespit edilir. Dişten geçen tel sayısı kumaşta tarak izi varsa sayılarak tespit edilebilir. Yoksa örgünün rapor sayısına uygun olarak belirlenir. 5- Toplam çözgü tel sayısının belirlenmesi ve tarak eninin bulunması; Kumaşın 1 cm deki çözgü sıklığı belirlenir. Bu miktar mamul kumaş eni ile çarpılır. 6- Kumaşa sonradan yapılmış apre, boya vb. işlemlerin belirlenmesi: Kmaşın görsel ve fiziksel özellikleri incelenerek, dokuma sonrasında baskı, tuşe, nem çekmezlik, tutuşmazlık, şardon gibi apre işlemlerinden hangilerinin uygulanmış olduğu tespit edilmeye çalışılır. 7- Kumaşın ağırlığının belirlenmesi: Kumaş parçasının kenarları düzgünce kesilir. Hassas terazide tartılır. Bulunan ağırlık kumaşın ebatlarıyla 1 metre boy için doğru orantı kurularak hesaplanır. Bulunan rakam kumaş eni ile çarpılarak metretül ağırlığı bulunur. 8- Kumaşın çözgü ve atkı ipliklerinin sökülmesi: Kumaşın sol üst köşesinden başlanarak çözgü ve atkı iplikleri 10 mm. boşta kalacak şekilde tek tek kumaştan ayrılır. Kumaştan ayrılan iplikler yönlerine ve cinslerine göre gruplandırılır. 9- Kumaşın çözgü ve atkı renk raporunun belirlenmesi: Çözgü ve atkı ipliklerinin kaçar adet hangi renkte ve hangi sıralamayla kullanıldığı belirlenir. 10- Kumaşın 1cm deki atkı sıklığının belirlenmesi: Kumaşın iplikleri ölçülecek olan kenara cetvel konur. 1cmde kullanılmış olan iplik miktarı sayılır. 11- Çözgü ve atkı ipliklerinin numaralarının ve diğer özelliklerinin tespit edilmesi: Kumaş kenarınan sökülüp gruplandırılan iplikler tek tek incelenerek ipliklerin büküm yönü, katı belirlenir. Gramajları ölçülür. Bu gramajlar iplik numarasının hesaplanmasında kullanılır. Kumaştan ayrılmış iplik serbest haldeyken ölçülüp not alınır. Aynı iplik gerilerek ölçülür ve not alınır iki veri arasındaki farkın yüzde itibariyle oranı kumataki ipliğin kullanıldığı yöndeki çekme yüzdesini verir. 12- Kumaşın örgüsünün, tahar ve armürünün belirlenmesi: Kumaş açık rekse koyu, koyu renkse açık renk bir zemine raptiye ile tuttutulur. Sol üst köşeden başlanarak ilk çözgü ipliği sökümeye başlanır. Bu ipliğin atkı iplikleri ile yapmış olduğu her bağlantı kareli
TEKSTİL TEKNOLOJİLERİ EL KİTABI
 TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası
TEKSTİL TEKNOLOJİLERİ EL KİTABI Yaşar ÇİFTÇİ İSTANBUL GÜMRÜK LABORATUVAR MÜDÜRÜ TEKSTİL LABORATUVARININ SORUMLU OLDUĞU FASILLAR AŞAĞIDA BELİRTİLMİŞTİR Fasıl No 41 Fasıl Başlığı 42 Deri Eşya; Saraciye Eşyası
Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ
 İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
İstanbul Teknik Üniversitesi Tekstil Teknolojileri ve Tasarımı Fakültesi Tekstil Mühendisliği Bölümü TEK111 Tekstil Mühendisliğine Giriş DOKUMA TEKNOLOJİSİ Dokuma Teknolojileri Dersi Öğretim Üyeleri: Prof.Dr.Emel
TEBLİĞ. DışTicaret Müsteşarlığından:
 31 Aralık 2007 PAZARTESİ Resmî Gazete Sayı: 26743 (Mükerrer) DışTicaret Müsteşarlığından: TEBLİĞ BAZI BOYAR MADDELERİN İTHALİNE İLİŞKİN TEBLİĞ İTHALAT: (2008/15) MADDE 1- (1) İnsan sağlığına zararlıetkilerinin
31 Aralık 2007 PAZARTESİ Resmî Gazete Sayı: 26743 (Mükerrer) DışTicaret Müsteşarlığından: TEBLİĞ BAZI BOYAR MADDELERİN İTHALİNE İLİŞKİN TEBLİĞ İTHALAT: (2008/15) MADDE 1- (1) İnsan sağlığına zararlıetkilerinin
Tekstil- Kağıt Birimi
 T.C. GÜMRÜK VE TİCARET BAKANLIĞI İSTANBUL LABORATUVAR MÜDÜRLÜĞÜ Tekstil- Kağıt Birimi Şubat 2014 Tekstil-Kağıt Birimi 41-67. Fasılların incelenmesi ve GTİP larının belirlenmesinden sorumludur. Fasıl No
T.C. GÜMRÜK VE TİCARET BAKANLIĞI İSTANBUL LABORATUVAR MÜDÜRLÜĞÜ Tekstil- Kağıt Birimi Şubat 2014 Tekstil-Kağıt Birimi 41-67. Fasılların incelenmesi ve GTİP larının belirlenmesinden sorumludur. Fasıl No
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ KORD ÖRGÜLER 542TGD706
 T.C. MİLLÎ EĞİTİM BAANLIĞI TESTİL TENOLOJİSİ ORD ÖRGÜLER 54TGD706 Ankara, 011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAANLIĞI TESTİL TENOLOJİSİ ORD ÖRGÜLER 54TGD706 Ankara, 011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI
 T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI DİMİ ÖRGÜDEN TÜREYEN KUMAŞ ANALİZİ DERS DOKUMA KUMAŞ ANALİZİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr.
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI DİMİ ÖRGÜDEN TÜREYEN KUMAŞ ANALİZİ DERS DOKUMA KUMAŞ ANALİZİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr.
Güvenlik: Öğrenciler uygulama sırasında kesici, delici, kimyasal zarar verici aletleri kullanırken dikkat etmeleri konusunda uyarılır.
 DERS PLANI B DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme ve Elemanları SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin
DERS PLANI B DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme ve Elemanları SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin
/ 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI
 27.03.2006 / 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI 8/3/2006 tarih ve 26102 sayılı Resmi Gazetede yayımlanan 2006/10138 sayılı BKK ile tekstil ürünleri, Katma Değer Vergisi oranlarının belirlendiği
27.03.2006 / 73 İNDİRİMLİ ORANA TABİ TEKSTİL ÜRÜNLERİNİN KAPSAMI 8/3/2006 tarih ve 26102 sayılı Resmi Gazetede yayımlanan 2006/10138 sayılı BKK ile tekstil ürünleri, Katma Değer Vergisi oranlarının belirlendiği
TEKSTİL TEKNOLOJİSİ ALANI
 TEKSTİL TEKNOLOJİSİ ALANI K.Maraş ta en önemli sektör olan tekstil Endüstrisine kalifiye eleman yetiştirmek amacıyla 1995 yılında kurulan okulumuzda; en fazla öğrenciye ve en geniş eğitim ortamına sahip
TEKSTİL TEKNOLOJİSİ ALANI K.Maraş ta en önemli sektör olan tekstil Endüstrisine kalifiye eleman yetiştirmek amacıyla 1995 yılında kurulan okulumuzda; en fazla öğrenciye ve en geniş eğitim ortamına sahip
Qualab Kalite Analiz ve Teşhis Laboratuvarı Yalçın Koreş Cad. No: 34 Güneşli 34209 İstanbul Türkiye T: + 90 212 4748183 F: + 90 212 4748188
 ABRAJ NEDİR? Yuvarlak örme sektörünün çok genel bir ifade ile Abraj olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden
ABRAJ NEDİR? Yuvarlak örme sektörünün çok genel bir ifade ile Abraj olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden
Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24
 Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24 YENİSİ--EK-24 TARİFE POZİSYONU TAHLİLİ YAPACAK LABORATUVAR EŞYANIN TANIMI TAHLİL FİYATI (TL) (KDV dahil) 4. FASIL GIDA 8. FASIL GIDA SÜT ÜRÜNLERİ, KUŞ VE KÜMES
Gümrük Laboratuvar Tahlil ÜCRETLERİ EK-24 YENİSİ--EK-24 TARİFE POZİSYONU TAHLİLİ YAPACAK LABORATUVAR EŞYANIN TANIMI TAHLİL FİYATI (TL) (KDV dahil) 4. FASIL GIDA 8. FASIL GIDA SÜT ÜRÜNLERİ, KUŞ VE KÜMES
Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi
 www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
www.teknolojikarastirmalar.com Electronic Journal of Textile Technologies 08 (1) 11-17 TECHNOLOGICAL RESEARCHES Makale Dokuma Kumaş Yapisinin Tezgah Eni Boyunca Çözgü Gerginlik Dağilimina Etkisi Gülcan
HS Code Bölüm Sınıf Ölçü Birimi Vergi Oranı. Canlı hayvanlar Kg 10% 02 Etler ve yenilen sakatat Kg 10% 03
 HS Code Bölüm Sınıf Ölçü Birimi Vergi Oranı 01 1. BÖLÜM-CANLI HAYVANLAR VE HAYVANSAL ÜRÜNLER Canlı hayvanlar 02 Etler ve yenilen sakatat 03 Balıklar, kabuklu hayvanlar, yumuşakçalar ve suda yaşayan diğer
HS Code Bölüm Sınıf Ölçü Birimi Vergi Oranı 01 1. BÖLÜM-CANLI HAYVANLAR VE HAYVANSAL ÜRÜNLER Canlı hayvanlar 02 Etler ve yenilen sakatat 03 Balıklar, kabuklu hayvanlar, yumuşakçalar ve suda yaşayan diğer
GRUP: 3213. Bu çoraplara düzine başına fire dahil kalın çorap yapıyorsa 0,600 kg. mus iplik, ince çorap yapıyorsa 0,275 kg. sentetik iplik verilir.
 GRUP: 3213 ÖRME KUMAŞ, ÇEŞİTLİ ÖRME EŞYA, BRODE VE NAKIŞ İŞLEME 1- ÇORAP ÜRETİMİ: 1.1 Naylon Kadın Çorabı: a) Koton Makinaları: Naylon kadın çorabı üretiminde koton makinalarının 45 geyç ten itibaren (43
GRUP: 3213 ÖRME KUMAŞ, ÇEŞİTLİ ÖRME EŞYA, BRODE VE NAKIŞ İŞLEME 1- ÇORAP ÜRETİMİ: 1.1 Naylon Kadın Çorabı: a) Koton Makinaları: Naylon kadın çorabı üretiminde koton makinalarının 45 geyç ten itibaren (43
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
DENİM ÜRETİMİ & KALİTE
 T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ YÜKSEK LİSANS ORTAK PROGRAMI DENİM ÜRETİMİ & KALİTE BAHAR ŞAHİN 2017 MAYIS İÇİNDEKİLER 1. GİRİŞ 1.1. Denim Nedir? 2. DENİM KUMAŞ ÜRETİMİ
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ YÜKSEK LİSANS ORTAK PROGRAMI DENİM ÜRETİMİ & KALİTE BAHAR ŞAHİN 2017 MAYIS İÇİNDEKİLER 1. GİRİŞ 1.1. Denim Nedir? 2. DENİM KUMAŞ ÜRETİMİ
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
M VE KORUNMA ÖNLEMLER
 31 Aralık 2008 ÇARŞAMBA Resmî Gazete Sayı : 27097 (4. Mükerrer) YÖNETMELİK Başbakanlık (Dış Ticaret Müsteşarlığı) tan: BELİRLİ TEKSTİL ÜRÜNLERİ İTHALATINDA GÖZETİM VE KORUNMA ÖNLEMLERİNE DAİR YÖNETMELİKTE
31 Aralık 2008 ÇARŞAMBA Resmî Gazete Sayı : 27097 (4. Mükerrer) YÖNETMELİK Başbakanlık (Dış Ticaret Müsteşarlığı) tan: BELİRLİ TEKSTİL ÜRÜNLERİ İTHALATINDA GÖZETİM VE KORUNMA ÖNLEMLERİNE DAİR YÖNETMELİKTE
MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE
 EK 5 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
EK 5 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU. İTKİB Genel Sekreterliği Hazırgiyim ve Konfeksiyon Şubesi
 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU Hazırgiyim ve Konfeksiyon Şubesi Şubat 2018 Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2018 OCAK
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2018 OCAK AYLIK İHRACAT BİLGİ NOTU Hazırgiyim ve Konfeksiyon Şubesi Şubat 2018 Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2018 OCAK
MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE
 EK 4 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
EK 4 MENŞELİ OLMAYAN GİRDİLERLE İMAL EDİLEN ÜRÜNE MENŞE STATÜSÜ KAZANDIRAN VEYA KAZANDIRMAYAN İŞÇİLİK VEYA İŞLEME FAALİYETLERİNE İLİŞKİN LİSTE (T.G.T.C. nin XI. Bölümünde Sınıflandırılan Tekstil Ürünleri)
Tekstil Liflerinin Sınıflandırılması
 Tekstil Liflerinin Sınıflandırılması Dersimizin Amacı: Tekstil liflerinin tanımının ve sınıflandırmasının öğrenilmesi. Lif özelliklerinin öğrenilmesi Yakma testi sonucunda lifleri tanıyabilme Tekstil Liflerinin
Tekstil Liflerinin Sınıflandırılması Dersimizin Amacı: Tekstil liflerinin tanımının ve sınıflandırmasının öğrenilmesi. Lif özelliklerinin öğrenilmesi Yakma testi sonucunda lifleri tanıyabilme Tekstil Liflerinin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar 09.10.2017 / 28383594 T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü GENELGE (2017/18) Bakanlığımıza
Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar 09.10.2017 / 28383594 T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü GENELGE (2017/18) Bakanlığımıza
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü 09.10.2017 / 28383594 GENELGE (2017/18) Bakanlığımıza
Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü 09.10.2017 / 28383594 GENELGE (2017/18) Bakanlığımıza
MEVZUAT BİLGİLENDİRME SERVİSİ
 T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18) Bakanlığımıza intikal eden bilgilerin
Mevzuat Bilgilendirme Servisi
 Mevzuat Bilgilendirme Servisi T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18)
Mevzuat Bilgilendirme Servisi T.C. GÜMRÜK VE TİCARET BAKANLIĞI Gümrükler Genel Müdürlüğü Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar GENELGE (2017/18)
T.C. GÜMRÜK VE TİCARET BAKANLIĞI. Gümrükler Genel Müdürlüğü GENELGE (2017/18)
") Genelge No: 2017/18 (Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar Hk) Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET
Genelge No: 2017/18 (Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar Hk) Sayı :17474625-010.06.01 Konu :Muhtelif Eşyanın Sınıflandırılmasında Dikkate Alınacak Hususlar T.C. GÜMRÜK VE TİCARET
İSTANBUL TİCARET ODASI
 İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ MOLDOVA ÜLKE RAPORU Güncelleme Tarihi: 23 HAZİRAN 2005 Ülke No: 74, M.D. I- GENEL BİLGİLER DIŞ TİCARET ARAŞTIRMA SERVİSİ Resmi Adı : Moldova Cumhuriyeti
İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ MOLDOVA ÜLKE RAPORU Güncelleme Tarihi: 23 HAZİRAN 2005 Ülke No: 74, M.D. I- GENEL BİLGİLER DIŞ TİCARET ARAŞTIRMA SERVİSİ Resmi Adı : Moldova Cumhuriyeti
EL SANATLARI TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Aralık. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu. Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği
 Aralık 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI ARALIK AYI İHRACAT PERFORMANSI
Aralık 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Aralık Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI ARALIK AYI İHRACAT PERFORMANSI
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ)
") T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA
 TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİNGÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ SATEN ÖRGÜLÜ KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
Ekim. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu. Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği
 Ekim 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EKİM AYI İHRACAT PERFORMANSI
Ekim 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ekim Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EKİM AYI İHRACAT PERFORMANSI
No: 248 Mahreç işareti HATAY İPEĞİ HATAY BÜYÜKŞEHİR BELEDİYESİ
 No: 248 Mahreç işareti HATAY İPEĞİ Tescil Ettiren HATAY BÜYÜKŞEHİR BELEDİYESİ Bu coğrafi işaret, 6769 sayılı Sınai Mülkiyet Kanunu kapsamında 18.05.2017 tarihinden itibaren korunmak üzere 30.11.2017 tarihinde
No: 248 Mahreç işareti HATAY İPEĞİ Tescil Ettiren HATAY BÜYÜKŞEHİR BELEDİYESİ Bu coğrafi işaret, 6769 sayılı Sınai Mülkiyet Kanunu kapsamında 18.05.2017 tarihinden itibaren korunmak üzere 30.11.2017 tarihinde
30/12/15 SERİGRAFİ BASKI TEKNİĞİ
 SERİGRAFİ BASKI TEKNİĞİ İpek Baskı - Şablon Baskı - Elek Baskı diye de anılan serigrafi, teks?l sanayinde, grafik sanatlarda ve baskı resim çalışmalarında yaygın olarak kullanılan bir baskı tekniğidir.
SERİGRAFİ BASKI TEKNİĞİ İpek Baskı - Şablon Baskı - Elek Baskı diye de anılan serigrafi, teks?l sanayinde, grafik sanatlarda ve baskı resim çalışmalarında yaygın olarak kullanılan bir baskı tekniğidir.
HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI
 HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI Mustafa ÇÖREKÇİOĞLU Fatma Filiz ÇALIŞKAN Tevfik YILDIRIM Özet Bu çalışma kapsamında, havlı kumaşların üretimi için gerekli olan
HAVLU ÜRETİMİNDE İHTİYAÇ DUYULAN İPLİK MİKTARININ DAHA ETKİN PLANLANMASI Mustafa ÇÖREKÇİOĞLU Fatma Filiz ÇALIŞKAN Tevfik YILDIRIM Özet Bu çalışma kapsamında, havlı kumaşların üretimi için gerekli olan
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK
 Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK İÇİNDEKİLER GÜMRÜK KANUNU TEMEL KAVRAMLAR...17 EŞYANIN GÜMRÜK KIYMETİ...29 SERBEST DOLAŞIMA GİRİŞ REJİMİ...48 TRANSİT
Şerafettin ÖZIŞIK GÜMRÜK MÜŞAVİRLİĞİ VE GÜMRÜK MÜŞAVİR YARDIMCILIĞI SINAVLARINA HAZIRLIK İÇİNDEKİLER GÜMRÜK KANUNU TEMEL KAVRAMLAR...17 EŞYANIN GÜMRÜK KIYMETİ...29 SERBEST DOLAŞIMA GİRİŞ REJİMİ...48 TRANSİT
TEKSTİLDE UYGULAMA STAJ DOSYASI
 KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİLDE UYGULAMA STAJ DOSYASI DERSİN ADI : TM336 TEKSTİLDE UYGULAMA II UYGULAMA ALANI : DOKUMA UYGULAMA YERİ : TEKAS A.Ş. ÖĞRENCİNİN ADI : BEHZAT YILDIRIM ÖĞRENCİ
KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ TEKSTİLDE UYGULAMA STAJ DOSYASI DERSİN ADI : TM336 TEKSTİLDE UYGULAMA II UYGULAMA ALANI : DOKUMA UYGULAMA YERİ : TEKAS A.Ş. ÖĞRENCİNİN ADI : BEHZAT YILDIRIM ÖĞRENCİ
Güvenlik: Öğrenciler uygulama sırasında kesici, delici, kimyasal zarar verici aletleri kullanırken dikkat etmeleri konusunda uyarılır.
 DERS PLANI C DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme Kumaşlar SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin ortak
DERS PLANI C DERSİN ÖĞRETMENİ : BURÇE KURTULMUŞ DERS ADI: Tekstil Teknolojisi KONU: Temel Örme Kumaşlar SINIF: 10. sınıf ÖĞRENCİ TANIMLAMASI : Sınıf 13 kişilik 7 erkek 6 kız öğrenci var. Öğrencilerin ortak
HOLLANDA BİLGİ RAPORU
 HOLLANDA BİLGİ RAPORU Dış Ticaret Servisi AĞUSTOS 2018 KONYA İLE TİCARETİ Konya Hollanda 2017 Yılı İhracat Kalemleri S.N. ÜRÜN DOLAR 1 Motorlu kara taşıtları, traktörler, bisikletler, motosikletler ve
HOLLANDA BİLGİ RAPORU Dış Ticaret Servisi AĞUSTOS 2018 KONYA İLE TİCARETİ Konya Hollanda 2017 Yılı İhracat Kalemleri S.N. ÜRÜN DOLAR 1 Motorlu kara taşıtları, traktörler, bisikletler, motosikletler ve
TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun
 . Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
. Döşemeler TAŞIYICI SİSTEM TASARIMI 1 Prof. Dr. Görün Arun 07.3 ÇELİK YAPILAR Döşeme, Stabilite Kiriş ve kolonların düktilitesi tümüyle yada kısmi basınç etkisi altındaki elemanlarının genişlik/kalınlık
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Hazırlayan : Şükran Yasa Tekstil Müh.
 Hazırlayan : Şükran Yasa Tekstil Müh. Kumaş üretim tiplerimiz: Modaya ve görüntüye yönelik kumaşlarımız. Fonksiyonellik ve performans odaklı kumaşlarımız. Hangi Tip Kumaşlar Üretebiliriz? Fabrikamızın
Hazırlayan : Şükran Yasa Tekstil Müh. Kumaş üretim tiplerimiz: Modaya ve görüntüye yönelik kumaşlarımız. Fonksiyonellik ve performans odaklı kumaşlarımız. Hangi Tip Kumaşlar Üretebiliriz? Fabrikamızın
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI
 T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI ANA ÖRGÜLER DERS TEKSTİL TEKNOLOJİSİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr. RASİM BAŞAK BURSA,
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BÖLÜMÜ ÜNİTE PLANI ANA ÖRGÜLER DERS TEKSTİL TEKNOLOJİSİ HAZIRLAYAN BURÇE KURTULMUŞ 616082401 DERS ÖĞRETİM ELEMANI Yrd.Doç.Dr. RASİM BAŞAK BURSA,
BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ
 TEKSTİL MÜHENDİSLİĞİNE GİRİŞ BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ Prof. Dr. Mehmet KANIK Uludağ Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü PROF. DR. MEHMET KANIK 1 SUNUMUN
TEKSTİL MÜHENDİSLİĞİNE GİRİŞ BASKILI KUMAŞ ÜRETİMİ VE SEKTÖRÜN GENEL GÖRÜNÜMÜ Prof. Dr. Mehmet KANIK Uludağ Üniversitesi Mühendislik Fakültesi Tekstil Mühendisliği Bölümü PROF. DR. MEHMET KANIK 1 SUNUMUN
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
Selefon. kazanır. Kısaca ürünlerin üzerine uygulanan çok ince plastik. Termal selefon ve tutkallı selefon olmak üzere iki tiptir.
 Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
2. BASKI. 2.a. Ofset Baskı 2.b. Tipo Baskı 2.c. Flekso Baskı 2.d. Tifdruk Baskı 2.e. Serigrafi Baskı
 MATBAACILIK Basılması istenen bir materyale ilişkin yazılı ve görsel materyallerin belirli sanatsal özellikler gözetilerek bir araya getirilip düzenlenmesi, baskıya hazırlanması ve çoğaltılması işlemlerinin
MATBAACILIK Basılması istenen bir materyale ilişkin yazılı ve görsel materyallerin belirli sanatsal özellikler gözetilerek bir araya getirilip düzenlenmesi, baskıya hazırlanması ve çoğaltılması işlemlerinin
GÜNEY DOĞU ASYA. TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ ENDONEZYA
 GÜNEY DOĞU ASYA TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ Bu yazıda başlıca Güney Doğu Asya ülkelerinin Tekstil ve Hazır giyim sektörlerinin dünyada ve Türkiye deki durumuna ve bu ülkelerin dış
GÜNEY DOĞU ASYA TEKSTİL ve HAZIR GİYİM TİCARETİ VE ÜRETİM TRENDİ Bu yazıda başlıca Güney Doğu Asya ülkelerinin Tekstil ve Hazır giyim sektörlerinin dünyada ve Türkiye deki durumuna ve bu ülkelerin dış
STADLER. Mühendisliğin zirvesinde. Balistik ayırıcılar
 Mühendisliğin zirvesinde Balistik ayırıcılar Becerileri: Bir malzeme akışının etkili şekilde çeşitli bölümlere ayrılması Yuvarlanan ve ağır maddeler; örn. kaplar, plastik şişeler, taşlar, ahşap, teneke
Mühendisliğin zirvesinde Balistik ayırıcılar Becerileri: Bir malzeme akışının etkili şekilde çeşitli bölümlere ayrılması Yuvarlanan ve ağır maddeler; örn. kaplar, plastik şişeler, taşlar, ahşap, teneke
İLAVE GÜMRÜK VERGİSİ ORANI (%) İGV Ora nı (%) Min İGV (USD/ KG) İGV. Ora nı (%) İGV (USD/ KG) 11 % 4,25 1,25 4,25 1,25 18 % 4,25 1,25
 İGV Ora nı (%) Min İGV (USD/ KG) İGV. Ora nı (%) İGV (USD/ KG) 11 % 4,25 1,25 4,25 1,25 18 % 4,25 1,25") 15/7606 İTHALAT REJİMİ KARARINA EK KARARDA DEĞİŞİKLİK YAPILMASINA İLİŞKİN KARAR (.05.15 T. 29371 R.G.) Karar Sayısı : 15/7606 /23 sayılı Bakanlar Kurulu Kararıyla yürürlüğe konulan İthalat Rejimi Kararına
15/7606 İTHALAT REJİMİ KARARINA EK KARARDA DEĞİŞİKLİK YAPILMASINA İLİŞKİN KARAR (.05.15 T. 29371 R.G.) Karar Sayısı : 15/7606 /23 sayılı Bakanlar Kurulu Kararıyla yürürlüğe konulan İthalat Rejimi Kararına
Kar Mücadelesi. Prof.Dr.Mustafa KARAŞAHİN
 Kar Mücadelesi Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama gerekli
Kar Mücadelesi Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama gerekli
HİDROLİK GÜÇ ÜNİTESİ Hidrolik hortum
 - 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya
- 1 -- 10. 10.1 Genel lar uçlarında rekorlar bulunan basınca dayanıklı elastik özel hortumlardır. Elastik kısım üç parçadan oluşur: α. İç hortum. Sızdırmazlığı sağlayan kısımdır ve içinden geçen sıvıya
Kasım. Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu. TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği
 Kasım 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI KASIM AYI İHRACAT PERFORMANSI
Kasım 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Kasım Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI KASIM AYI İHRACAT PERFORMANSI
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu
 Temmuz 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği 08/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI TEMMUZ AYI İHRACAT
Temmuz 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Temmuz Ayı İhracat Bilgi Notu TDH Ar&Ge ve Mevzuat Şb. İTKİB Genel Sekreterliği 08/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI TEMMUZ AYI İHRACAT
GİRİŞ. Faylar ve Kıvrımlar. Volkanlar
 JEOLOJİK YAPILAR GİRİŞ Dünyamızın üzerinde yaşadığımız kesiminden çekirdeğine kadar olan kısmında çeşitli olaylar cereyan etmektedir. İnsan ömrüne oranla son derece yavaş olan bu hareketlerin çoğu gözle
JEOLOJİK YAPILAR GİRİŞ Dünyamızın üzerinde yaşadığımız kesiminden çekirdeğine kadar olan kısmında çeşitli olaylar cereyan etmektedir. İnsan ömrüne oranla son derece yavaş olan bu hareketlerin çoğu gözle
Teknik Resim Araç ve Gereçleri Ahmet SAN
 Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ
 KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON PROGRAMI ÖĞRETİM TEKNOLOJİLERİ VE MATERYAL TASARIMI DERSİ 1.ADIM BÜTÜNLEŞİK DERS PLANI HAZIRLAMA 2.PROJE GRUBU FİGEN KOÇAK ATEŞ
KAHRAMANMARAŞ SÜTÇÜİMAM ÜNİVERSİTESİ EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON PROGRAMI ÖĞRETİM TEKNOLOJİLERİ VE MATERYAL TASARIMI DERSİ 1.ADIM BÜTÜNLEŞİK DERS PLANI HAZIRLAMA 2.PROJE GRUBU FİGEN KOÇAK ATEŞ
Peyzaj Yapıları I ÇATI ELEMANLARI. Çatı elemanlarının tasarımında görsel karakteri etkileyen özellikler Sığınma ve Korunma
 ÇATI ELEMANLARI Dersi Dış mekan içinde yapılan ve daha çok dinlenme ihtiyacını karşılayan yapay çatı elemanları Pergola Kameriye Çardaklar Sığınma ve Korunma Işık ve Gölge Yoğunluğu Yağış durumu Çatı elemanlarının
ÇATI ELEMANLARI Dersi Dış mekan içinde yapılan ve daha çok dinlenme ihtiyacını karşılayan yapay çatı elemanları Pergola Kameriye Çardaklar Sığınma ve Korunma Işık ve Gölge Yoğunluğu Yağış durumu Çatı elemanlarının
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU. İTKİB Genel Sekreterliği Hazırgiyim ve Konfeksiyon Ar-Ge Şubesi
 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU Ağustos 2016 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2016 TEMMUZ İHRACAT PERFORMANSI ÜZERİNE KISA DEĞERLENDİRME Yılın İlk 7 Ayında
HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜ 2016 TEMMUZ AYLIK İHRACAT BİLGİ NOTU Ağustos 2016 2 HAZIRGİYİM VE KONFEKSİYON SEKTÖRÜNÜN 2016 TEMMUZ İHRACAT PERFORMANSI ÜZERİNE KISA DEĞERLENDİRME Yılın İlk 7 Ayında
FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR
 FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR Genel Açıklamalar İki veya daha fazla dokumaya elverişli
FASIL 63 DOKUMAYA ELVERİŞLİ MADDELERDEN DİĞER HAZIR EŞYA; KULLANILMIŞ GİYİM EŞYASI VE DOKUMAYA ELVERİŞLİ MADDELERDEN KULLANILMIŞ EŞYA; PAÇAVRALAR Genel Açıklamalar İki veya daha fazla dokumaya elverişli
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Metal kalıplar Tabanı plastik enjeksiyonla üretilen, sayası ısı ile form alması istenilen (Rok ) ayakkabıların imalatında kullanılmaktadır.
 ayakkabıların imalatında kullanılmaktadır.") KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu
 Eylül 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 10/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EYLÜL AYI İHRACAT
Eylül 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Eylül Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 10/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI EYLÜL AYI İHRACAT
DIŞ TİCARET ARAŞTIRMA SERVİSİ
 İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ HONG KONG ÜLKE RAPORU Güncellenme Tarihi: 11.05.2005 ÜLKE NO: 740 I-GENEL BİLGİLER Resmi Adı : Çin Halk Cumhuriyeti Hong Kong Özel İdare Bölgesi Yönetim
İSTANBUL TİCARET ODASI DIŞ TİCARET ARAŞTIRMA SERVİSİ HONG KONG ÜLKE RAPORU Güncellenme Tarihi: 11.05.2005 ÜLKE NO: 740 I-GENEL BİLGİLER Resmi Adı : Çin Halk Cumhuriyeti Hong Kong Özel İdare Bölgesi Yönetim
MERZİFON DOKUMASI. Dokuma Tezgahları Merzifon Bez Dokuma Ürünleri Bağlama Çeşitleri.
 MERZİFON DOKUMASI www.merzifonhem.meb.k12.tr Adresi Taştan Sönmez Cad. No:13 MERZİFON Telefon: 0 (358) 513 14 03 Faks: 0 (358) 513 44 99 E-posta: merzifonhalkegitim@hotmail.com Dokuma Tezgahları Merzifon
MERZİFON DOKUMASI www.merzifonhem.meb.k12.tr Adresi Taştan Sönmez Cad. No:13 MERZİFON Telefon: 0 (358) 513 14 03 Faks: 0 (358) 513 44 99 E-posta: merzifonhalkegitim@hotmail.com Dokuma Tezgahları Merzifon
İNGİLTERE PAZARININ STRATEJİK ANALİZİ. Pazara Giriş Fırsatları. Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep
 İNGİLTERE PAZARININ STRATEJİK ANALİZİ Pazara Giriş Fırsatları Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep İNGİLTERE & GAZİANTEP GAZİANTEP Dış Ticaret Verileri 7.000.000 6.000.000 5.000.000 4.000.000 3.000.000
İNGİLTERE PAZARININ STRATEJİK ANALİZİ Pazara Giriş Fırsatları Dr. H. Bader ARSLAN 3 Mayıs 2016, Gaziantep İNGİLTERE & GAZİANTEP GAZİANTEP Dış Ticaret Verileri 7.000.000 6.000.000 5.000.000 4.000.000 3.000.000
KESİTLERİN ÇIKARILMASI
 KESİTLERİN ÇIKARILMASI Karayolu, demiryolu, kanal, yüksek gerilim hattı gibi inşaat işlerinde projelerin hazırlanması, toprak hacminin bulunması amacı ile boyuna ve enine kesitlere ihtiyaç vardır. Boyuna
KESİTLERİN ÇIKARILMASI Karayolu, demiryolu, kanal, yüksek gerilim hattı gibi inşaat işlerinde projelerin hazırlanması, toprak hacminin bulunması amacı ile boyuna ve enine kesitlere ihtiyaç vardır. Boyuna
İçerik. Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar
 İçerik Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar Otomotiv/Taşıt Tekstillerine Genel Bakış Spacer Kumaşların Yapısı ve Teknik Özellikleri Spacer Kumaşların Üretim Özellikleri, Uygulama Alanları
İçerik Otomotiv/Taşıt Tekstilleri ve Spacer Örme Kumaşlar Otomotiv/Taşıt Tekstillerine Genel Bakış Spacer Kumaşların Yapısı ve Teknik Özellikleri Spacer Kumaşların Üretim Özellikleri, Uygulama Alanları
Karabük Üniversitesi, Mühendislik Fakültesi...www.IbrahimCayiroglu.com. STATİK (4. Hafta)
") KAFES SİSTEMLER STATİK (4. Hafta) Düz eksenden oluşan çubukların birbiriyle birleştirilmesiyle elde edilen sistemlere kafes sistemler denir. Çubukların birleştiği noktalara düğüm noktaları adı verilir.
KAFES SİSTEMLER STATİK (4. Hafta) Düz eksenden oluşan çubukların birbiriyle birleştirilmesiyle elde edilen sistemlere kafes sistemler denir. Çubukların birleştiği noktalara düğüm noktaları adı verilir.
Profesyonel Çözümler Professional Solutions
 Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879
 T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ANA ÖRGÜLERDEN TÜRETİLMİŞ ÖRGÜLER 2 542TGD879 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
İZDÜŞÜM PRENSİPLERİ 8X M A 0.14 M A C M 0.06 A X 45. M42 X 1.5-6g 0.1 M B M
 0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. İzdüşümler
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/40 İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm Temel İzdüşüm Düzlemleri Noktanın
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/40 İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm Temel İzdüşüm Düzlemleri Noktanın
a Şekil 1. Kare gözlü elek tipi
 Deney No: 3 Deney Adı: Agregalarda Elek Analizi Deneyin yapıldığı yer: Yapı Malzemeleri Laboratuarı Deneyin Amacı: Agrega yığınındaki taneler çeşitli boyutlardadır. Granülometri, diğer bir deyişle elek
Deney No: 3 Deney Adı: Agregalarda Elek Analizi Deneyin yapıldığı yer: Yapı Malzemeleri Laboratuarı Deneyin Amacı: Agrega yığınındaki taneler çeşitli boyutlardadır. Granülometri, diğer bir deyişle elek
Varak, çok geniş kullanım alanı olan bir baskı malzemesidir.
 Varak Varak, çok geniş kullanım alanı olan bir baskı malzemesidir. Tekstilde, deri, suni deri, ahşap malzemelerde, matbaacılıkta ve çeşitli ürün ambalajlarının yüzeylerinde kullanılabilmektedir. Tekstil,
Varak Varak, çok geniş kullanım alanı olan bir baskı malzemesidir. Tekstilde, deri, suni deri, ahşap malzemelerde, matbaacılıkta ve çeşitli ürün ambalajlarının yüzeylerinde kullanılabilmektedir. Tekstil,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Kar Mücadelesi-Siperler. Prof.Dr.Mustafa KARAŞAHİN
 Kar Mücadelesi-Siperler Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama
Kar Mücadelesi-Siperler Prof.Dr.Mustafa KARAŞAHİN Yüzey Kaplaması Yüzey Dokusu Kaplamanın yüzeysel dokusu ve pürüzlülüğü hem sürüş konforunu hem de sürüş emniyetini belirler. Kaplama yeterince düzgün ama
ALÇI DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA
 TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA") T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TEKSTİL TEKNOLOJİSİ BEZAYAĞI KUMAŞ DOKUMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Kırık, Çıkık ve Burkulmalar
 Kemik bütünlüğünün bozulmasına kırık denir. Kırıklar darbe sonucu veya kendiliğinden oluşur. Kapalı ve açık kırık çeşitleri vardır. Kapalı Kırık: Kemik bütünlüğü bozuktur, ancak deri sağlamdır. Açık Kırık:
Kemik bütünlüğünün bozulmasına kırık denir. Kırıklar darbe sonucu veya kendiliğinden oluşur. Kapalı ve açık kırık çeşitleri vardır. Kapalı Kırık: Kemik bütünlüğü bozuktur, ancak deri sağlamdır. Açık Kırık:
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ
 ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. İzdüşümler
 TEKNİK RESİM 5 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi İzdüşümler 2/40 İzdüşümler İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm
TEKNİK RESİM 5 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi İzdüşümler 2/40 İzdüşümler İzdüşüm Nedir? İzdüşüm Çeşitleri Merkezi (Konik) İzdüşüm Paralel İzdüşüm Eğik İzdüşüm Dik İzdüşüm
Mühendislik çiziminin tanımı
 Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Mühendislik Çizimi Mühendislik çiziminin tanımı Günümüzde resim; duygu, düşünce, şekil ve tasarımları serbest elle veya özel araç ve gereçlerle çizip anlatma sanatıdır. Mühendislik çizimi (teknik resim)
Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu
 Ağustos 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 09/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI AĞUSTOS AYI
Ağustos 2015 Tekstil ve Hammaddeleri Sektörü 2015 Yılı Ağustos Ayı İhracat Bilgi Notu Tekstil, Deri ve Halı Şubesi İTKİB Genel Sekreterliği 09/2015 TEKSTİL VE HAMMADDELERİ SEKTÖRÜ 2015 YILI AĞUSTOS AYI
FORE KAZIĞIN AVANTAJLARI
 FORE KAZIK En basit tanımlamayla, fore kazık imalatı için önce zeminde bir delik açılır. Bu deliğe demir donatı yerleştirilir. Delik betonlanarak kazık oluşturulur. FORE KAZIĞIN AVANTAJLARI 1) Temel kazısı
FORE KAZIK En basit tanımlamayla, fore kazık imalatı için önce zeminde bir delik açılır. Bu deliğe demir donatı yerleştirilir. Delik betonlanarak kazık oluşturulur. FORE KAZIĞIN AVANTAJLARI 1) Temel kazısı
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
TEKSTİL VE TEKNİK TEKSTİL MÜKEMMELİYET MERKEZİNDE UYGULANAN TESTLER VE STANDARTLARI (Test Listesi)
") LİF TEST/ANALİZLERİ STANDARTLAR Numune Miktarı 1 TEK LİF UZUNLUĞU TS 715 ISO 6989 10 g 2 TEK LİF MUKAVEMETİ TS EN ISO 5079 10 g 3 ELYAF İNCELİĞİ(GRAVİMETRİK) TS 2874 EN ISO 1973 10 g 4 PAMUK LİFİNDE OLGUNLUK
LİF TEST/ANALİZLERİ STANDARTLAR Numune Miktarı 1 TEK LİF UZUNLUĞU TS 715 ISO 6989 10 g 2 TEK LİF MUKAVEMETİ TS EN ISO 5079 10 g 3 ELYAF İNCELİĞİ(GRAVİMETRİK) TS 2874 EN ISO 1973 10 g 4 PAMUK LİFİNDE OLGUNLUK
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında