İMALAT İŞLEMLERİ I DERS NOTLARI
|
|
|
- Mehmed Okyay
- 8 yıl önce
- İzleme sayısı:
Transkript
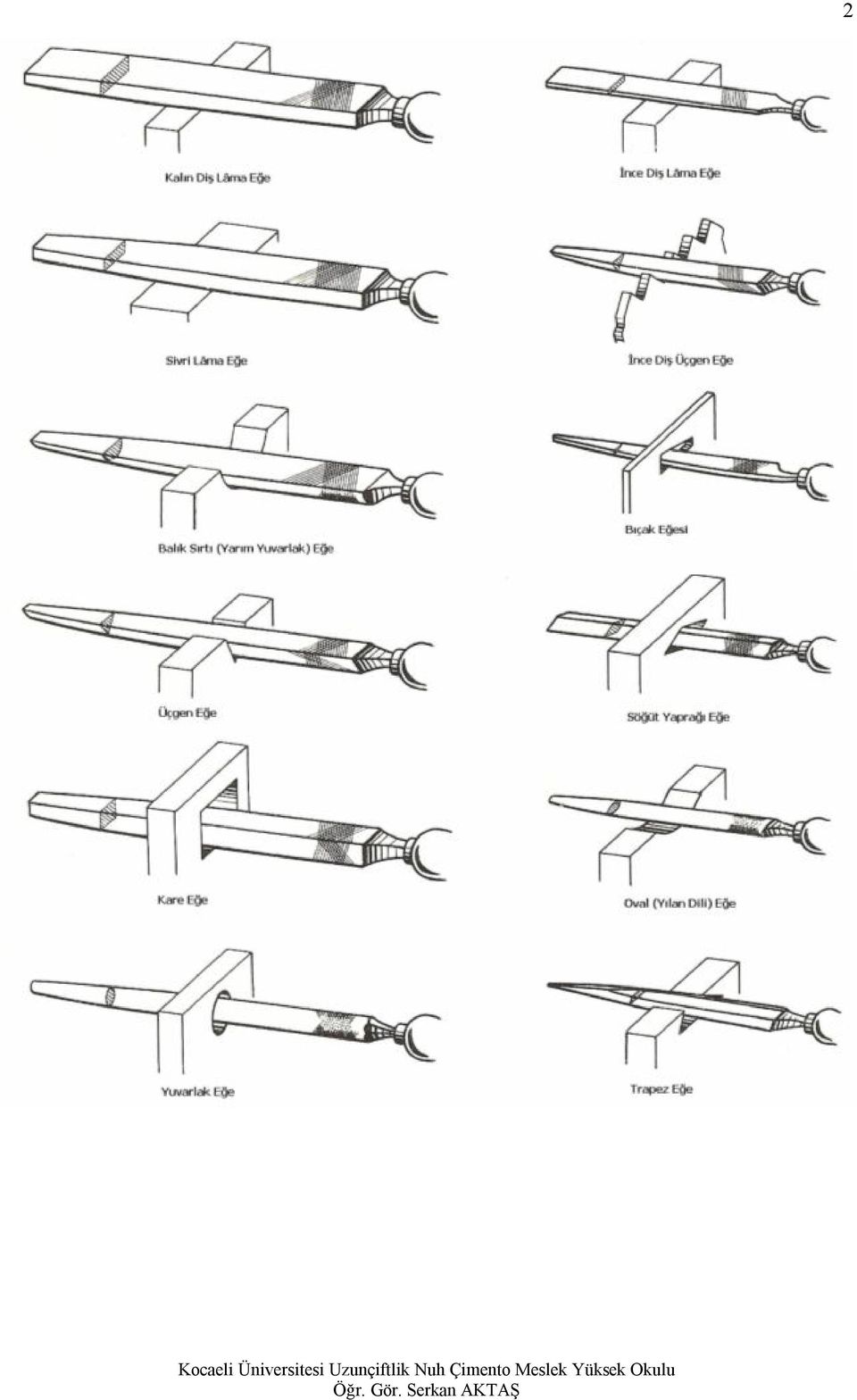
1 1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen teknik resme göre işleyen ve işlenen makine parçalarının teknik resme uygunluğunu ölçü kontrol aletleri (kumpas, mikrometre v.b.) ile kontrol eden kişidir. Bu mesleğe de tesviyecilik denir. Tesviyecilik tanımdan da anlaşılacağı üzere eğeleme, markalama, delme, klavuz ve pafta çekme, tornalama, frezeleme, ölçme v.b. işlemleri kapsamaktadır Eğeleme Tesviyeci tezgahı Tesviyeci tezgahında, tezgah mengenesi, eğe çeşitleri, ölçü kontrol aletleri, teknik resim v.b. alet edevatlar bulunur. Örnek bir tesviyeci tezgahı aşağıda gösterilmiştir Eğe çeşitleri Tesviyeci Tezgahı Temel tesviye işlemlerinde kullanılan eğeler biçimlerine, dişlerinin kabalık ve incelik durumlarına göre sınıflandırılırlar. 1cm deki diş sayısına göre eğeler, kaba, orta ve ince olmak üzere genel olarak üç çeşittir. Eğeler biçimlerine göre çok çeşitlidir. Eğelenecek olan profilin durumuna göre eğelerin biçimleri belirlenir. Biçimlerine göre eğeler aşağıda verilmiştir.

2 2
3 Mengene başında duruş ve eğeleme pozisyonu alma Tesviyeci tezgahında seviye tespiti Eğelerin tutulma biçimleri Tesviyeci tezgahının başında eğeleme pozisyonları * Eğelerin tutulması sırasında sağ veya sol elin durumları, bazı şartlara bağlı olarak değişir. Eğe sapının ucu, sağ el avuç içine yerleştirecek şekilde tutulur. * Büyük eğelerle çalışırken sol elin avucu ile eğenin yüzeyine bastırılır. Geri çekerken parmakların yaralanmaması için parmaklar hafifçe uzatılır. * Küçük veya orta büyüklükteki eğelerle çalışılırken sol elin birkaç parmağı eğe ucunun altından tutarken başparmakla üstten bastırılır.bu esnada talaş kaldırmak istediğimiz taraf dikkate alınarak sol başparmak eğenin ortasına, sağına veya soluna basar. Başparmağın dışındaki diğer birkaç parmakla eğenin ekseninden bastırarak talaş kaldırmak da mümkündür. * Eğer eğenin ucu işin içinde ise ve ucundan bastırmamız mümkün olmazsa bu hallerde sol elimiz de sağ elimizin önünde bastırmaya yardım eder

4 İşin mengeneye bağlanması Tesviyeci mengenesi ve kısımları

5 İşin eğelenmesi İşin eğelemeye başlarken uygun pozisyon alma

6 Eğeleme yapmaya başlamadan önce resimdeki pozisyonu alınız. İş parçasını boyutlarına göre uygun şekilde mengeneye bağladıktan sonra resimdeki gibi eğeyi ileri geri hareket ettiriniz. Sol ayağınızı sağ ayağınıza 90 açı yapacak şekilde birleştiriniz. Sol ayağınızı omuz genişliği kadar bir adım ileri alınız. Eğeyi şekildeki gibi tutunuz, sol dizinizin üzerinde vücudunuzu esnetiniz. Parça üzerinden ileri giderken baskı uygulayarak talaş kaldırılmasını sağlayınız. Geri dönüşte baskı uygulamayınız. Bu hareketi parçanın bütün yüzeyine eşit uygulayınız. Eğenin dişleri talaşla dolduğunda fırça ile temizleyiniz. Kesinlikle eğeyi iş parçasının üzerine ve mengene ağızlarına vurmayınız Markalama Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak, o işin yapılacağı malzemenin üzerine işlenecek profilin veya kısımların çizilmesine markalama denir. Markalama iş parçasının tam ölçüsünde yapılmasına, iyi işlenmesine ve kontrolüne yardım eder. Markalamadan sonraki işlemlerin tamlığı çizim hassasiyetine bağlıdır. Markalama işlemi çeşitli aletler ile yapılır. Bu aletler aşağıda başlıklar halinde açıklanmıştır V yatakları 6 Genellikle silindirik, zaman zamanda prizmatik parçaların markalanmasında, bağlanmasında ve delinmesinde kullanılır. Çelik veya döküm malzemelerden yapılıp; yüzeyleri taşlanmıştır Markalama pleytleri Markalama pleytleri döküm ya da granit malzemelerden yapılır ve yüzeyler taşlanır. Bu pleytler üzerinde yalnız markalama işlemleri yapılır. Değişik ölçülerde yapılan pleytlerin üst yüzeyleri, yatay düzleme paralel olmalıdır.

7 Cetveller ve tablalı cetveller Çelik cetveller ölçme ve çok hassas olmayan kontrol işlemlerinde kullanılır. Cetvel bölüntüleri 1mm ya da 0.5 mm olarak yapılır. Paslanmaz çelikten yapılan bu cetveller mm boylarında yapılırlar. Tablalı cetveller ise döküm veya çelik gövdeli olup gövdeleri bükülmez niteliktedir. Markalamada ölçü almaya yardımcı olur Çizecekler Uç açıları 15 civarında olan ve çizgi çizmek amacıyla kullanılan markalama aletidir Mihengirler Markalama işlemlerinde istenilen ölçü aralığında paralel çizgi çizmek amacıyla mihengirler kullanılır. En önemli markalama araçlarından biridir. Basit verniyerli veya dijital göstergeli türleri mevcuttur Pergel Pergel, daire veya yay çizmek amacıyla kullanılan markalama aletidir.çelik malzemelerden yapılıp uçları sertleştirilir.iyi bir markalama için pergel uçlarının sivri olması gerekir.

8 Nokta 8 Nokta, en çok kullanılan markalama takımlarından biridir. Krom yada vanadyumlu çelikten yapılırlar. Markalama (uç açısı ) noktası ve merkezleme (uç açısı 90 ) noktası olmak üzere iki çeşittir Çekiçler Çekiçler, noktalama, keskileme, perçinleme, çakma, bağlama, doğrultma vb. amaçlarla kullanılan el aletleridir. Kullanma yeri ve amacına göre farklı tip ve ağırlıkta yapılır Merkezleme gönyesi Bu gönyeler, silindirik parçaların merkezlerinin bulunmasında kullanılır Merkezleme çanı Markalama işlemi yapmadan, silindirik parçaların merkezinin bulunması amacıyla merkezleme çanı kullanılır. Merkezleme çanı ile merkezin bulunması kolay olduğundan seri üretimde sıklıkla kullanılmaktadır Markalama boyaları Markalama boyaları, markalama yapılacak olan parça üzerine çizgi izlerinin daha net çıkabilmesi amacıyla kullanılan tebeşir tozu, kireç kaymağı, göz taşı (bakır sülfat) vb. boyama maddeleridir.

9 1.3. Markalama yöntemleri Referans yüzeyine göre mihengirle paralel çizgiler çizmek İş parçasının en geniş yüzeyleri referans alınıp yatay çizgiler çizilerek markalama işlemi gerçekleştirilir Referans yüzeyine dik çizgiler çizmek İş parçasının en geniş yüzeyleri referans alınıp gönye yardımı ile dikey çizgiler çizilerek markalama işlemi gerçekleştirilir Merkezi belli olmayan bir milin merkezini bulma Merkezi belli olmayan bir milin merkezini bulmak için eğelenmiş olan alına markalama boyası sürülür. Mil pleyt üzerindeki V yatağına yerleştirilerek mihengirin ucu en üst noktaya teğet olacak şekilde ayarlanır. Milin çapının yarısı kadar mihengir aşağıya indirildikten sonra mil döndürülerek alnına çeşitli yatay çizgiler çizilerek milin merkezi bulunur Merkezi belli olan daireler çizmek

10 Pergel, bir cetvel kullanılarak istenilen ölçüde açılır. Merkez noktası işaretlenir. Noktalama yapılan merkezden pergel ile istenilen daire çizilir Delik merkezini ve düz çizgileri noktalamak 10 Delik merkezinin belirlenmesinde önce, delik merkezlerinden geçen eksen çizgileri çizilir. İki çizginin kesiştiği yer delik merkezi olarak noktalanır. Markalama aletleri ile çizilmiş olan çizgilerin işlenecek olan yüzeyine uygun aralıklarla noktalama yapılır Kavisleri noktalamak Merkezlenerek pergel ile çizilen çizgilerin işlenecek tarafına, markalama noktası ile düz çizgilerden daha sık aralıklarla noktalama yapılır Çatal nokta ile noktalamak Çatal noktanın uçları arasındaki mesafe eşittir. Uçlardan birisi bir önceki nokta izine dayanır, diğer uçla da noktalama yapılır. Bunu yapmak için, uçlardan biri hafifçe kaldırılır.

11 1.4. Kesme İşlemleri Testere lamasını testere koluna doğru olarak bağlama Tam olarak kesme işleminin gerçekleşebilmesi için testere lamasının uygun takılması gerekir. Lamanın kesici dişleri, kesme yönüne (karşıya) bakacak şekilde takılmalıdır. Lamanın uygun biçimde takılmasından sonra, gergi somunu ile lamanın gerdirilmesi gerekir Testere ile kesme El testeresi ile kesme yaparken testere açısının yüksek olması; dişlerin kolayca körelmesine yada kırılmasına yol açar. İnce parçaları keserken sık dişli (küçük adımlı) testereler kullanılmalıdır. İnce parçaların kesilmesinde malzeme uzun kenarlarından bağlanarak kesilmeli yada iki adet sert tahta arasına alınarak kesilme işlemi yapılmalıdır. Boyu uzun parçaların kesilmesinde lama, testere koluna 90 açılı bağlanmalıdır Testere kolları Testere lamasının gergiler yardımı ile dik ve yatay olmak üzere farklı pozisyonlarda sıkılmasına yarayan aparattır Testere lamaları Testere lamaları iki tarafına veya bir tarafına diş açılmış ve diş bölgeleri sertleştirilmiş kesici aparatlardır. Testere laması kesilecek malzemenin cinsine göre seçilmelidir.
 testereler kullanılmalıdır.")
12 Testere dişleri 12 Testere dişlerinin kabalığı ve inceliği bir parmaktaki (1 ) diş sayısı ile, kısacası testerenin adımı ile ifade edilir. Testere dişlerini kama açısı 50 ve boşluk açısı 40 dir. Dişlere ayrıca bir talaş açısı verilmesi gerekmez. Testere lamasının serbestçe kesmesi için dişler çapraz yapılır. Yani bir sağa, bir sola bükülür yada dalgalı yapılırlar Testere ile kesme kuralları Testerenin takılması Testerenin ağızlanması Testere ile kesme Ses ve titreşimi önlemek için parça, mümkün olduğu kadar kısa bağlanmalıdır. Testere laması takılırken, kesme işlemini gerçekleşmesi için kesici dişler ileri bakmalıdır. Lama, testere koluna aşırı gergin bağlanmamalıdır. Baş parmağın ucu ile testereye kılavuzluk yapacak kanal açılmalıdır. Testere 5 10 açıyla tutulmalıdır. Eğri kesmeyi engellemek için testere, markalama çizgilerine paralel sürülmelidir. Tüm dişlerin kesme yapması için testere, boydan boya sürülmelidir. Makine ile kesme işleminde soğutma sıvısı kullanılmalıdır. Kesme işlemi biterken hız ve kesme kuvveti azaltılmalıdır. Kalınlığı az parçalar, geniş yüzeylerden kesilmelidir. Uygun kesme hızında kesme yapılmalıdır (dakikada doğrusal hareket) El makasları ile kesme işlemi İnce saç, teneke ve tellerin kesilmesinde kullanılırlar. Düz ve eğri ağızlı olmak üzere iki çeşittirler. Eğri ağızlı makaslar saçların yuvarlak olarak kesilmesinde kullanılırlar. Malzemenin yüzü parlak

13 olursa, çizecek ile kesilecek yer belirtilir. Eğer saç siyah ise, tebeşir sürüldükten sonra çizilir. Makas sağ elle tutulur ve makas kolu aşağıya doğru bastırılarak sıkılır. Kalın saçların kesilmesinde fazla kuvvet gerekeceği için kolları uzun makaslar tercih edilmelidir Kol makasları ile kesme işlemi 13 Yer tipi kollu makas Masa tipi kollu makas Giyotin makas El makasları ile kesilemeyen ve en çok 12 mm kalınlığa kadar saçlar giyotin makasla kesilir. Profil malzemeler de bu makaslarla kolaylıkla kesilebilir. Bu makaslar üç çeşittir: Yer tipi kollu makaslar, saç ve levhalardan başka, çeşitli çubuk ve profil demirlerinin kesilmesinde kullanılır. Masa tipi kollu makas, yer tipi kollu makasa nazaran daha düzgün kesme işlemi yapar. Burada, masa üzerine yatırılmış olan saç levha, bir cetvel boyunca kesen üst kesici sayesinde düzgün olarak kesilmiş olur. Giyotin makas, bu makaslar bir çeşit paralel ağızlı makaslardır. Bunlarda üst kesici ağız iki kızak arasında aşağı yukarı hareket ettirilir. Makas ağzının bu hareketi, pedalın kumanda ettiği yine kollu bir tertibat ile sağlanır. Makaslarda iki ağız vardır. Üst ağız mafsallı iticiye bağlıdır. Alttaki ağız sabit olarak gövdeye tespit edilmiştir. Üst ağız ile alt ağız arasında 12 lik bir açı vardır. Bu sayede az bir kuvvet harcanmasıyla kesme işlemi yapılabilir. 2. ÖLÇME VE KONTROL 2.1. Tanım Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Bir işin istenilen ölçü sınırlarında ve usulüne uygun olarak yapılıp yapılmadıklarının araştırılmasına kontrol denir Ölçme ve kontrolü etkileyen faktörler Ölçme aletinin yapılış hassasiyeti. Ölçme işleminin yapıldığı yerin ısısı. Ölçme işlemini yapan kişi. Ölçü aletinin ısısı. İşin hassasiyeti. Ölçme ve kontrolde yapılan hatalar. Ölçülecek iş parçasının fiziksel özelliği. Ölçme yapılan yerin ışık durumu.

14 2.3. Ölçme hataları 14 Ölçü aletinden meydana gelen hatalar Ölçme konumundan meydana gelen hatalar Çevre etkisinden meydana gelen hatalar Amaca uygun olmayan ölçü aletinin özelliklerinden dolayı meydana gelen hatalar Ölçme anında ki baskı kuvvetinden dolayı meydana gelen hatalar Yanlış okuma konumundan meydana gelen hatalar 2.4. Ölçü aletleri çeşitleri Şerit metreler Uzun parçaların kabaca ölçülmesinde kullanılan çizgi bölüntülü ölçü aletleridir. Genellikle 2, 3, 5, 10, 20, 30 ve 50 metre uzunluğunda 12 ile 13 mm genişliğinde paslanmaz yay çeliklerinden yapılırlar. Milimetrik bölüntüler ile yapılmakla birlikte santimetre olarak okunur Çelik cetveller Makine atölyelerinde en çok kullanılan ölçü aletlerindendir. Daha çok ölçme ve markalama işlemlerinde kullanılırlar. Yay çeliğinden yapılan çelik cetvellerin genişlikleri 20 mm boyları ise mm ve kalınlıkları da 0.5 mm ölçülerindedir. Çelik cetveller 0.5 mm aralıklı olarak ince çizgi bölüntülü yapıldığı gibi 1 mm aralıklı olarak yapılanları da vardır Açı ölçerler Bu gönyeler ile makinecilikte çok hassas açıların ölçülmesi ve kontrol işlemleri yapılır. Bu gönyeler yardımıyla derecenin altındaki hassaslıkta (dakika) ölçme yapılabilir Yay baskılı iç çap ölçü aletleri Yanda ki resimde görüldüğü gibi dijitalli olanları da vardır. Ancak sanayide yay baskılı olanları çokça kullanılır. Bu ölçü aletinde vida ile ölçülecek iç çap içinde hassas ayar yapılır. Daha sonra kumpas yada mikrometre ile kontrol edilerek ölçü okunur.

15 Mihengirler Mihengirlerle ölçme işlemi hassas pleytler kullanılarak yapılır.mihengir hassas pleytin yüzeyinde sıfırlanır. Referans yüzeyine göre ölçülecek olan paralel olan yüzeylere yavaşça değdirilir. Mihengirle ölçüm genel olarak belli bir referans yüzeyine göre ölçülecek olan paralel yüzeylerin ölçülmesinde kullanılır Kumpaslar Ayarlanabilen bölüntülü ölçü aletleridir. Kumpaslar uzunluk ölçülerini, iç çap, dış çap, derinlik ve kanal ölçülerini ölçmede kullanılır. Kumpaslar cetvel ve sürgü olmak üzere iki esas parçadan meydana gelmiştir. Sabit çene cetvelle, hareketli çene ise sürgü ile tek parça halinde yapılmıştır. Sürgü üzerinde verniyer bölüntüsü vardır. Cetvelin bir tarafı (mm), diğer tarafı ise (") parmak bölüntülü olarak yapılır. Kumpaslar paslanmaz çelikten yapılırlar. Cetvellere göre ölçme hassasiyetleri daha yüksektir. Ölçüyü dijit al ve saatli olarak otomatik gösteren kumpaslarda vardır. Aşağıda verniyer bölüntülü kumpasın kısımları gösterilmektedir. Saat kadranlı sürmeli kumpas

16 16 Dijital göstergeli kumpas Kumpaslar ölçü sistemlerine ve kullanım alanlarına göre aşağıdaki gibi sınıflandırılırlar. Ölçü sistemlerine göre; * Metrik ölçü sistemine göre yapılan kumpaslar 1/10 mm verniyer taksimatlı kumpaslar 1/20 mm verniyer taksimatlı kumpaslar 1/50 mm verniyer taksimatlı kumpaslar * Parmak ölçü sistemine göre yapılan kumpaslar 1/32 " verniyer taksimatlı kumpaslar 1/64 " verniyer taksimatlı kumpaslar 1/128 verniyer taksimatlı kumpaslar 1/192 verniyer taksimatlı kumpaslar 1/1000" verniyer taksimatlı kumpaslar Kullanım alanlarına göre; İç ve dış çap kumpasları Derinlik kumpasları Özel kumpaslar Modül kumpasları Metrik ölçü sistemine göre yapılan kumpaslar aşağıda açıklanmıştır /10 mm verniyer taksimatlı kumpaslar Bu kumpaslarda cetvel üzerindeki 9 mm lik kısım verniyer üzerinde 10 eşit parçaya bölünmüştür. Cetvelin üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 9 / 10 = 0,9 mm dir. Buna göre bu kumpasın hassasiyet i 1 0,9 = 0,1 mm dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,1 olarak okunur. 1/10 mm verniyer taksimatlı kumpasların okunması ile ilgili örnekler aşağıda verilmiştir.

17 17 Örnek1: Verniyerin 0 (sıfır) çizgisi cetveldeki 7. çizgi ile çakışmıştır. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için buna göre ölçülen değer: 7 mm dir. Örnek2: Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 62 mm yi geçmiştir. Verniyerin 4. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. Buna göre ölçülen değer; ,4 = 62,4 mm dir /20 mm verniyer taksimatlı kumpaslar Bu kumpaslarda cetvel üzerindeki 19 mm lik kısım sürgü üzerinde 20 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 19 / 20 = 0,95 mm dir. Buna göre bu kumpasın hassasiyeti 1 0,95 = 0,05 mm dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,05 olarak okunur. 1/20 mm verniyer taksimatlı kumpasların okunması ile ilgili örnekler aşağıda verilmiştir.

18 18 Örnek1: Verniyerin 0 (sıfır) çizgisi cetveldeki 7. çizgiyi geçmiştir. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için ölçülen değer: 7 + ( 0,05 x 10 ) = 7,50 mm dir. Örnek 2: Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 51 mm yi geçmiştir. Verniyerin 7. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. Buna göre okunan değer: 51 + ( 0,05 x 7) = 51,35 mm dir /50 mm verniyer taksimatlı kumpaslar Bu kumpaslarda cetvel üzerindeki 49 mm lik kısım sürgü üzerinde 50 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 49 / 50 = 0,98 mm dir. Buna göre bu kumpasın hassasiyeti 1 0,98 = 0,02 mm dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,02 olarak okunur. 1/50 mm verniyer taksimatlı kumpasların okunması ile ilgili örnekler aşağıda verilmiştir.
 = 51,35")
19 19 Örnek1: Verniyerin 0 (sıfır) çizgisi cetveldeki 40. çizgiyi geçmiştir. Buna göre okunan ölçü 40 mm ve 41mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 40. çizgisi çakıştığı için; ölçülen değer: 40 + (0,02 x 40) = 40,80 mm dir. Örnek2: Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 61 mm yi geçmiştir. Verniyerin 17. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. Buna göre okunan değer: 61 + (0,02 x 17) = 61,34 mm dir. Kullanım alnalarına göre yapılan kumpaslar aşağıda açıklanmıştır Derinlik kumpasları Bu kumpaslarla kademeli kanal, delik derinlikleri ölçülür. Ölçülecek gerecin özelliğine göre değişik çeşitleri vardır.
 = 61,34")
20 Özel kumpaslar Değişik biçimli ve konumlu parçaların boyutlarını ölçmek veya kontrol etmek amacı ile kullanılır Modül kumpaslar Dişli çarkların diş genişliğinin ve diş üstü yüksekliğinin ölçülmesinde kullanılır Kumpasların kullanılması, bakımı ve korunması Ölçü hassasiyetine uygun kumpas seçilmelidir Kumpas sürgüsünün cetvel üzerinde boşluksuz çalışıp çalışmadığına bakılmalıdır Çeneler kapalı durumda iken sıfır çizgileri çakışır durumda ve çeneler birbirine yapışık olmalıdır Ölçüm sırasında sürgüye fazla basma kuvveti uygulanmamalıdır İş parçasına önce sabit çene temas ettirilmeli, daha sonra hareketli çene sürülerek temas etmelidir Sıcak parça ve çapaklı parça kesinlikle ölçülmemelidir Kumpaslar kesici ve darbe aletlerinden uzak tutulmalıdır Kumpasların çeneleri pergel gibi veya cetvel kısmı çelik cetvel gibi kullanılmamalıdır Ölçme işlemi bittikten sonra kumpas çeneleri kapatılıp özel kutularına konulmalıdır Uzun süre kullanılmayacak kumpaslar asitsiz yağlar (vazelin) ile yağlanıp kutularında saklanmalıdır Mikrometreler Sürmeli kumpaslarda gereçleri 0,02 mm ölçme hassasiyeti ile ölçebilmekteydik. Bu hassasiyet değeri makine parçalarının yapımında yeterli değildir. Daha hassas ölçümlerde mikrometrelerden yararlanılır. Mikrometreler 0,01, 0,001 ve 0,0001 mm hassasiyette ölçüm yapabilir. Mikrometrelerde gövdenin bir ucunda sabit ölçme çenesi diğer uçta ise somun içinde çalışan vidalı bir mil ve bu mile bağlı hareketli çene vardır. Milin somun içerisinde döndürülmesiyle hareketli çene ileri-geri hareket ederek ölçme işlemi gerçekleştirilir. Mikrometrelerde ölçme alanı ile ölçme aralığı farklı şeylerdir. Ölçme alanları 0 25mm, 25-50mm, 50 75mm dir. Ölçme aralığı ise metrik mikrometrelerde 25 mm ve parmak ( ) sistemli mikrometrelerde ise 1 dır. Ölçü çeneleri arasındaki boşluk ölçme alanı, ölçüm milinin hareket mesafesi ise ölçme aralığıdır. Mikrometrelerde ölçme baskısı 250 gr olacak şekilde ayarlanmıştır. Bunu anlamak için mikrometre çeneleri iş parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür.(cırcır vidası ses çıkarmaya başladığı an ölçme baskısı 250gr a ulaşmış olur)

21 21 Mikrometreler ölçü sistemlerine ve kullanım alanlarına göre aşağıdaki gibi sınıflandırılırlar. Ölçü sistemlerine göre; Metrik mikrometreler Parmak mikrometreler Kullanım alanlarına göre; Dış çap mikrometreleri İç çap mikrometreleri Derinlik mikrometreleri Modül mikrometreler Vida mikrometreleri Özel mikrometreler mm hassasiyetli metrik mikrometreler Vidalı mil ile hareket eden tambur tam tur yaptığında hareketli çene mil adımına bağlı olarak 0,5mm ileri veya geri hareket eder. Kovan yatay çizgisi üzerinde birer milimetrelik bölüntüler, çizginin alt kısmında ise 0,5 mm lik bölüntüler vardır. Tambur ise 50 eşit parçaya bölünmüştür. Tamburun tam devri sonunda hareketli çene 0,5 mm hareket ettiğine göre tambur çevresindeki 50 eşit aralıkta bir devir yapmış olur. Buna göre mikrometre hassasiyeti 0,5 / 50 = 0,01 mm olur. Aşağıdaki şekillerde 0-25 mm aralığında ve 0,01mm hassasiyetinde ölçme yapan mikrometrelerden ölçü okuma örnekleri verilmiştir. Scala kovanında üstteki her çizgi 1mm yi alttaki her çizgi ise üstteki her çizgiden sonra o ölçüye artı olarak 0,50mm yi ifade eder. Okunan Değer; 6+0,50+0,33 = 6,83mm dir. Okunan Değer; 9+0,50+0,43 = 9,93mm dir Komparatör Silindir ve yatak iç çaplarının ölçülerinin alınmasında kullanılır. Komparatör aynı zamanda alınan ölçülerin birbirleriyle karşılaştırılması içinde kullanılmaktadır. Komparatör bir gövde ve bu gövdeye bağlanan komparatör saatinden meydana gelir. Komparatör saatinin hassasiyeti her bir çizgi aralığı 0,01 mm olacak şekilde ayarlanmıştır. Komparatör iki amaç için kullanılabilmektedir. * Ölçü almak.(mikrometre yardımıyla) * İki ölçüyü karşılaştırmak. Aşağıda bir komparatörün kısımları gösterilmektedir.
22 22 Komparatör saatinin içerisinde iki tane ibre vardır bunlardan büyük olan ibre sıfırlamada ve ölçülerin alınmasında kullanılan ibredir. Diğeri ise büyük ibrenin turlarını sayan ibredir. Ölçüler alınırken büyük ibrenin kaç tur attığı da önemli olduğu için dikkate alınmalıdır. Komparatör saatini gövdeye takarken bu tur sayıcı ibrenin en az bir tur gösterecek şekilde saat yerine takılmalıdır. Ayrıca saat ile komparatör ayağı yukarıdaki şekilde gösterildiği gibi aynı düzlemde olacak şekilde bağlanmalıdır. Ayrıca komparatör ayağına, ölçülecek silindirin çapına uygun adaptör uç takılmalıdır. Adaptör uçları komparatör kutusunda set olarak bulunmaktadır. Kompratörle ölçme aşağıdaki gibi yapılır: Ölçülecek çapı ölçebilecek bir mikrometre alınır. Bir bez ile sap kısmından mengeneye veya özel mikrometre tutucusuna takılır. (Mengene kullanılacaksa mikrometre sapını fazla sıkmamaya dikkat
23 ediniz.) Mikrometre silindirin çapına ayarlanır ve kilitlenir. Komparatörün ayakları mikrometrenin ölçme uçları arasına sokulur. Sonra mikrometre hafifçe oynatılarak komparatör saati büyük ibrenin dönüş yaptığı en son noktaya sıfırlanır. Komparatör saatinin sıfırlanması için saatin camının dış kenarındaki halka çevrilmelidir. 23 Komparatörün ayarlanması Komparatör ile ölçme Komparatör ölçülecek deliğin içerisine sokulur. Komparatörün silindire rahatça girmesi için önce yaylı ölçme ucunun olduğu taraf silindire sokulmalı sonra komparatör gövdesi yan tarafa doğru itilerek adaptör uç tarafı silindire sokulmalıdır. Komparatör silindir içerisinde sağa ve sola hareket ettirilirken ibrenin dönüş yaptığı çizgi dikkate alınır. Komparatörün sağa sola hareket ettirilmesinin sebebi silindirin içindeki birbirine en yakın mesafeyi bulmak içindir.( yukarıdaki şekle bakınız) Komparatör ibresinin dönüş yönü saat yönündedir. Yani silindirin çapı küçüldükçe ibre sağa doğru hareket ederken ölçü büyüdükçe ibre sola doğru kayacaktır. İbre (0) a göre sağda : Delik ölçüsü küçülmüş İbre (0) a göre solda : Delik ölçüsü büyümüş Ölçü, standart (mikrometrenin sıfırlandığı) değer ile komparatör ibresinin gösterdiği sapmanın toplanması veya çıkarılmasıyla bulunur. Örnek: Mikrometrenin sıfırlandığı deliğin çapı: 76,00 mm. Ölçme sırasında ibrenin dönme noktasının (0) in 7 çizgi sol tarafında kaldığı görülmüştür. Bu durumda deliğin ölçüsü; = mm dir.
24 24 Komparatör ile ovallik ölçülmesi yani ölçü karşılaştırması aşağıdaki şekilde yapılır: Önce komparatör ilk ölçümü alacak şekilde sıfırlanır sonra sıfırlaması bozulmadan ikinci ölçümün alınacağı yere getirilir iki konum arasındaki ölçü farkı ibrenin sapma miktarı kadardır. Delikte ovallik olup olmadığını kontrol ederken önce A ile gösterilen yerden ölçü alınır ve komparatör sıfırlanır. Sonra komparatör 90 döndürülerek bir ölçme daha yapılır her iki ölçmede de komparatör saatinin ibresi aynı yerden dönme yapıyorsa A ve B ölçüleri aynıdır yani ovallik yoktur. Eğer ibre B ölçümünde sıfırlanan noktaya göre mesela 3 çizgi sapma yapıyorsa 3x0,01=0,03 mm ovallik vardır. Komparatör ile genel ölçme kuralları aşağıdaki gibidir: Hatasız ölçme işlemi iki basamakta gerçekleşir. Birinci basamak doğru ölçü almak, ikinci basamak alınan ölçüyü doğru okumaktır. Bunun için aşağıdaki hususlara dikkat edilmelidir. * İstenilen ölçü hassasiyetine uygun ölçü aleti seçilmelidir. * Ölçü aleti ve ölçülecek parça temiz olmalıdır. * Ölçü aleti sağlam ve alınacak ölçüye uygun olmalıdır. * Hassas ölçümlerde; hava sıcaklığı, parçanın sıcaklığı, ölçü aletinin sıcaklığı 19 ile 21 santigrat arasında olmalıdır * Ölçme esnasında ölçü aletine normal temas baskısı verilir. * Ölçüm okunurken, yeterli aydınlıkta olmalı ve ölçü aletine dik olarak bakmak gerekir.. * Hiç bir zaman hareket eden parçaların üzerinden ölçü alınmamalıdır. * Ölçme işleminden önce ölçü aletinin ayar tamlığı kontrol edilir. Gerekiyorsa ayarı yapılır Kontrol aletleri çeşitleri Gönyeler Yüzey düzgünlüklerinin ve açılarının kontrolünün yapılmasında kullanılan kontrol takımlarına gönye denir. Gönyeler aşağıdaki şekilde gruplandırılırlar Kıl gönyesi Yüzeylerin düzgünlüklerinin ve dikliklerinin kontrolünde kullanılırlar. Gönyelerin uç kısımları konik (keskin ) olduğundan hassas bir şekilde kontrol yapılabilir. Bu gönyeler ile yüzey kontrolü ve diklik kontrolü yapılırken kontrol edilen parça ışığın geldiği yöne doğru tutulmalıdır. Parça ile gönye arasından ışık sızıyor ise iş parçasının yüzey düzgünlüğü ve dikliği hatalıdır. Işık sızan kısımlar düşüktür (çukurdur). Kıl gönyesi kontrol aşağıdaki resimlerde gösterilmiştir.
25 25 Kıl gönyesi Kıl gönyesi ile yüzey kontrolü Kıl gönyesi ile yüzey kontrolü Kıl gönyesi ile diklik kontrolü Sabit açılı gönyeler (90º, 45º, 120º, 135º) Bu gönyeler yüzey düzgünlüklerinin ve yüzeylerin aralarındaki açıların kontrolünde kullanılırlar. Düz, konik (keskin) ve değişik açıları kontrol için 90º, 45º, 135º, 120º açılı olarak üretilirler. Aşağıdaki resimlerde 90 sabit açılı ve 120 sabit açılı gönye görülmektedir. 90 sabit açılı gönye 120 sabit açılı gönye
26 Şapkalı gönyeler Markalamada kullanılan gönye çeşitleridir. Bölüntülü veya bölüntüsüz olarak yapılabilir Mastarlar Profil mastarları Makine parçalarının yapımı sırasında iç profilde yapılabilmeleri için kullanılacak kesicilerin bilenmesi veya parçalar üzerindeki profillerin kontrolünde kullanılan mastarlara iç pofil mastarları denir. Makine parçalarının yapımı sırasında dış profilde yapılabilmeleri için kullanılacak kesicilerin bilenmesi veya parçalar üzerindeki profillerin kontrolünde kullanılan mastarlara da dış profil mastarları denir. Profil mastarlarının kullanılması
27 Vida tarağı Vida tarağı ile açılan vidaların adımı ve profillerinin uygunluğu kontrol edilir. Vida tarağı, metrik vidalarda adıma, inç vidalarda parmaktaki diş sayısına göre bulunur. Aşağıda vida tarağı ve vida tarağı ile adım kontrolünü gösteren resimler verilmiştir. Vida tarağı Vida tarağı ile adım kontrolü Johnson mastarları Temel ölçü birimlerinin endüstride kullanılır hale getirilmesinden sonra üretimde, ölçme ve kontrol işlemlerinde kullanılmak üzere ölçü ve konum toleranslarında mastarlar üretilmiştir. Bu mastarlara blok mastarlar da denir. Johnson mastarları kullanım yerlerine göre dört kalite olarak imal edilmiştir. AA Kalitesi; genellikle deney ve araştırmalarda kullanılmak üzere laboratuarlarda bulundurulan kontrol mastarlarıdır. Toleransı mm arasındadır. A Kalitesi; genellikle hassas ölçü aletlerinin ikinci derecede önemli olan blok mastarlarının kontrolünde kullanılır. Toleransı mm arasındadır. B Kalitesi; genellikle hassas ölçü aletlerinin sıfırlanmasında kullanılır. Toleransı mm arasındadır. C Kalitesi; genellikle atölyedeki iş tezgahlarının ayarında, ölçü alma, ölçü aktarma, markalama ve benzeri uygulamalarda kullanılır. Toleransı mm arasındadır. Johnson mastarlarının yüzeyleri çok temiz olduğundan birbirine yapıştırarak daha büyük ölçüler elde edilebilir.
28 Sertlik ölçme cihazı Bir malzemenin kendisinden daha sert başka bir malzemenin batmasına, çizmesine, kalıcı şekil değiştirmesine v.b. karşı gösterdiği dirence sertlik denir. Malzemenin sertlik değerinin tespitine de sertlik ölçme denir. Sertlik ölçme statik olarak üç farklı metot ile ölçülür. Bunlar Rockwell, Brinell ve Vickers dir. Her metodun birimi kendi adı ile anılır. Endüstride en çok kullanılan birim Rockwell dir. Birimler kendi arasında dönüştürülebilir. Rockwell sertliği; koni yada küre biçiminde elmas bir ucun belli bir yük altında bir malzeme üzerinde oluşturduğu izin derinliğinden yararlanarak ölçülen sertlik değeridir. Bu sertlik birimini ölçen masa tipi makine aşağıda gösterilmiştir Yüzey pürüzlülük ölçme cihazı Makine parçaları, teknik resimlerinde belirtilen yüzey pürüzlülük değerleri dahilinde imal edilirler. Bu değerler teknik resimlerde şeklinde gösterilir. 3.2 olarak gösterilen değer Yüzeyin Ra cinsinden yüzey pürüzlülük değerini gösterir. Yüzey pürüzlülük değerleri Yüzey pürüzlülük ölçme cihazı ile ölçülür. Aşağıda bu cihaz gösterilmiştir.
29 3. BASİT DELİK İŞLEMLERİ Matkaplar Parçalara deliklerinin delinmesinde ve havşa açmada kullanılan kesici takımlara verilen addır. Talaşları malzemeden uzaklaştırmak için helisel kanallara sahiptir. Deliğin merkez kaçığını önlemek için önce punta matkabı ile ön delik delinir. Daha sonra matkapla delik delinir. Delik delindikten sonra havşa isteniyorsa silindirik veya konik havşa matkapları ile havşa açılır. Çok uzun delikleri delmek için namlu matkapları kullanılır. Helisel oluklu matkap Punta matkabı Havşa matkabı Matkapların bağlanması Mandrenle bağlama Mandren merkezi olarak sıkan üç çeneli bir bağlama aracıdır. Silindirik saplı matkapları mile bağlamak üzere özel olarak yapılmıştır. Mandrenin matkap tezgahının koniğe uygun bir sapı vardır. Mandrenlere konik saplı matkaplar bağlanmamalıdır.
30 Mors kovanları ile bağlama Büyük çaplı matkaplar, genellikle konik saplı yapıldığından tezgâhın mors kovanına takılarak kuvvetli ve salgısız bağlama temin edilir. Konik saplı matkaplar ise tezgâhın mors kovanına takılarak bağlanır Matkaplarda devir sayısı hesaplama Matkap üzerindeki bir noktanın dakikada metre cinsinden almış olduğu yola denir. V= π D N / m/dak. V= İş parçası üzerindeki noktanın dakikadaki hızı (m/dak.) N= Matkabın dakikadaki devir sayısı (dev/dak.) D= Matkap çapı (mm) Kesme hızı matkabın ve işlenen malzemenin cinsine göre seçilir. Yaygın olarak kullanılan kesme hızları aşağıda verilmiştir. Kesme Hızı (m/dk.) İş Parçası Seri çelik (HSS) Sert metal Döküm Çelik (orta sert) Bronz Pirinç Bakır Alüminyum
31 Devir sayısı (N): Matkabın bir dakikada yaptığı dönme miktarına denir. Devir sayısı, matkap çapına ve kesme hızına göre değişir. Çap küçüldükçe devir büyütülmeli; çap büyüdükçe devir küçültülmelidir. V= π.d.n/1000 ise N= V.1000/ π.d (dev/dak.) Örnek: Çapı 12 mm olan yüksek hız çeliğinden (HSS) yapılmış bir matkapla çelik malzeme delinecektir. Kesme hızı 25 m /dak. olduğuna göre devir sayısını hesaplayınız. Verilenler: İstenenler Çözüm D = 12 mm N =? N = V 1000 / π D V = 25 m/dak. = / 3,14 12 =660 dev/dak (Tezgahtaki en yakın değer alınır.) Matkaplarda soğutma sıvısının kullanımı Kesici alet talaş kaldırırken sürtünme nedeniyle ısı meydana gelir. Bu ısınma, soğutma sıvısı aracılığı ile giderilebilir. Soğutma sıvıları çeşitli yağlar, yağ karışımları ile hayvansal, bitkisel ve madensel yağlardan elde edilir. Soğutma sıvıları aşağıdaki nedenlerden dolayı kullanılır. Kesmenin daha etkili olmasını sağlamak Kesici ucunda meydana gelen ısınmayı gidermek Yüzey kalitesini artırmak Talaşın gereçten ayrılmasını kolaylaştırmak. Not: Döküm malzemeler işlenirken soğutma sıvısı kullanılmaz Matkapların bilenmesi Matkaplar çalışırken zamanla sürtünmeden dolayı körlenirler. Kör bir matkapla çalışmak iş parçasının bozulmasına, matkabın kırılmasına ve hatta matkap tezgahının zarar görmesine neden olabilir. Bu sebepten dolayı matkaplar körlendikten sonra kurallara uygun bir şekilde bilenmesi gerekir. Matkaplar genellikle zımpara taşlarında bilenir Basit ayaklı zımpara taşı Ayaklı zımpara taşları, elde tutulan aletlerin bilenmesinde kullanılan tek devirli makinelerdir. Ayaklı zımpara taşında genellikle iki ayrı zımpara taşı bulunur. Zımpara taşlarından biri sert, diğeri yumuşak cinste, motorun miline dengeli olarak takılır. Bileme sırasında işin desteklendiği dayamalar ile zımpara taşı arasındaki boşluk, 3mm yi geçmeyecek şekilde ayarlı olmalıdır. Aksi halde işi parçası taş ile dayama arasına sıkışarak taşın patlamasına neden olabilir. Bu çok tehlikeli sonuçlar doğurabilir. Sert malzemeleri yumuşak taşla, yumuşak malzemeleri sert taşla bilemeliyiz. 31
32 Zımpara taşı ile çalışırken kullanılması gereken koruyucu aletler Koruyucu gözlük; çeşitli şekillerde ve değişik malzemelerden yapılmışlardır. Genel amaç, zımpara taşında çalışırken sıçrayan talaş ve kıvılcımlardan gözümüzü korumaktır. Koruyucu maskede amaç; sadece gözlerimizi değil bütün başımızı korumaktır. Yoğun bir şekilde elde taşlama yapacaksak maske kullanmamızda fayda vardır. Koruyucu gözlük Koruyucu maske Matkap bilerken dikkat edilecek hususlar Ölçüsünde bir iş elde etmek için kesici aletin kurallara uygun bilenmiş olması gerekir. Matkabı elde bilerken şu hususlara dikkat edilmelidir: Koruma gözlükleri takarak zımpara taşını çalıştırınız. Matkap körse veya zırhın uca yakın kısımları aşınmış yada yanmış ise normal zırh çıkıncaya kadar ucu taşa tutunuz. Matkabı bilerken özel mastarı ile kontrol ediniz. Matkap elde doğru tutularak taşlanmalıdır. Başparmak matkabın, diğer parmaklar zımpara taşının alet dayamasının üstüne gelecek şekilde tutulmalıdır. Çelik, döküm gibi malzemeleri delmek için matkap uç açısını 118 bileyiniz. Matkabı taş eksenine göre yaklaşık olarak 59 eğik tutup ucunu bileyiniz. Matkabı lüzumundan fazla taşa bastırmayınız. Bu matkap ucunun yanmasına sebep olur. Matkaplar bilenirken sık sık suya batırılarak soğutulmalıdır. Zımpara taşı dayamasını taş çalışırken ayarlamayınız. Zımpara taşına, bileme aletlerinden başka parça tutmayınız. Basit ayaklı zımpara taşında matkap bileme usulü
33 33 Taş zorlanmamalıdır Zımpara taşına el aleti v.b. tutulmamalıdır Matkap bilerken aşağıdaki hususların meydana gelmemesine dikkat edilmelidir: Talaş açısı boşluğunu gereğinden az bırakmayınız.uç sürtünür ve çabuk ısınarak matkap kırabilir. Talaş açısı boşluğunu gereğinden fazla yapmayınız. Kesici ucun çabuk körelmesine veya kırılmasına sebep olur. Kesici ağızların birini diğerinden uzun yapmayınız. Uç merkezinin eksenden kaçık olmasına veya matkabın çapından büyük delmesine sebep olur. Matkap uç açılarının durumu: a) Normal uç b) Uç açısı küçük c) Uç açısı büyük d) Açı simetrik değil e) Uç kenar merkezde değil Bilenen matkabın kontrolü Sabit açı gönyesi ile kontrol; matkaplar bilenirken kesici kısmındaki açıların belli değerlerde olmasını sağlamak gerekir. Bunun için daha önceden sabit açılarda yapılmış (118 ) açı gönyeleri kullanılır. Açı bölüntülü üniversal gönye ile kontrol; sabit açı gönyelerinden farkı, açı bölüntülerinin ayarlanabilir olmasıdır. Matkap kaç derecelik bir açıyla bilenecekse o açıda üniversal açı gönyesi ayarlanır. Ayarlanan bu açı değerine göre matkap kontrol edilir. Sabit açı gönyesi ile kontrol Açı bölüntülü üniversal gönye ile kontrol
34 Delik delme Matkap tezgahları Delik delme işi bireyiz v.b. küçük el aletleri ile yapılabildiği gibi asıl olarak sanayide çoğunlukla kullanılan matkap tezgahları ile yapılmaktadır. Kullanım şekline göre matkap tezgahları masa tipi ve sütunlu matkap tezgahları olarak ikiye ayrılır Masa tipi matkap tezgahları Taşınması kolay ve küçük yapılı oldukları için masa tipi olarak adlandırılır. Küçük çaplı deliklerin seri olarak delinmesinde kullanılır. Devir sayıları sütunlu ve radyal matkap tezgâhlarına göre daha fazladır. Genellikle iş bağlama tablası sabittir Sütunlu matkap tezgahlar Hareket iletim mekanizması ve iş tablası bir sütun üzerine yerleştirildiği için bu şekilde adlandırılır. Büyük ebatlı parçalara daha büyük çapta deliklerin delinmesinde kullanılır. İş parçaları mengene yada pabuçlar yardımı ile doğrudan tablaya bağlanabilir. Çeşitleri; Sütunlu matkap tezgahı, İşlem sıralı matkap tezgahı, Çok milli matkap tezgahı, Radyal matkap tezgahı dır. Sütunlu matkap tezgahı Radyal matkap tezgahı
35 Matkap tezgahlarında bağlama Tezgah mengenesine bağlayarak delme En çok kullanılan bağlama metodudur. Bu yöntemle malzeme tablaya sabitlenmiş mengenenin çenelerine güvenli bir şekilde bağlanarak delme işlemi gerçekleştirilir Tezgah tablasına bağlayarak delme Mengeneye bağlanamayacak durumdaki parçalar, tezgah tablasına bağlanarak delinir. Delinecek malzemeler geometrik şekline göre, V yatakları, bağlama pabuçları gibi elemanlar yardımı ile güvenli bir şekilde bağlanarak delinir Takoz üzerinde serbest delme Küçük, ince veya çok büyük parçaların uygun bir takoz üzerine yerleştirilerek delinmesi sağlanabilir Delme işlemlerinde doğabilecek kazalar ve bunlara karşı korunma İş elbisesinin kolları lastikli, matkaba dolanmayacak şekilde olmalıdır. Tezgah çalışırken hiçbir şekilde hareketli kısımlara dokunmayınız. Kesme sonunda ilerleme azaltılmalıdır. Aksi halde malzemeyi döndürebilir. Tezgah çalışırken devri değiştirmeye kalkışmayınız. Yumuşak malzeme delinirken sivri uçlu matkap kullanmayınız. Delme esnasında uygun soğutma sıvısı kullanınız. Körelmiş matkapla kesinlikle delme yapmayınız. Matkapta temizleme malzemesi olarak sadece fırçalar kullanılmalıdır. Üstüpü kullanılmamalıdır.
36 Rayba çekmek Rayba çeşitleri Makine raybaları Makine raybalarının konik uçlu ve düz uçlu olmak üzere iki tipi vardır. Konik uçlu rayba sürtünüp sarmaması için hafifçe konik ve kademeli yapılır. Kesme işini yalnız uçtaki ağızlar yapar. Oluklar talaşların dışarıya çıkmasını ve kesilen yere soğutma sıvısının ulaşmasını sağlar. Düz uçlu (çevreden kesen) raybaların konik uçlu raybalardan daha fazla kesici ağzı vardır. Kesici ağız sırtları daha dar olup bütün boyda boşluk açısı mevcuttur Delikli raybalar Bu tür raybalar genellikle makinelerde rayba çekme esnasında kullanılır. Delikler boydan boya gövde üzerindedir. Delikli olmasındaki amaç makinenin göndermiş olduğu soğutma sıvısını direkt malzeme ve kesme yüzeyine iletmektir. Böylelikle hem kesme kalitesini artırır hem de ısınmayı önlemiş olur El raybaları El raybaları özellikle ince işleme ve bitirme raybası olarak kullanıldığından ağızları boydan boya düz taşlanır. Rayba sapının ucu buji kolunun takılması için dört köşe yapılır.el raybası için 0.125mm den fazla raybalama payı bırakılmamalıdır Ayarlı raybalar Raybaların en verimlisi ayarlı raybalardır. Ölçülerinin üstünde ve altında yeterli bir aralıkta istenilen çapa göre ayarlanabilir. Ayarlı raybalarda kesici ağızlar gövde üzerine açılmış konik yarıklar içinde bulunur. Kolay bilenmeleri, istenilen çapa ayarlanabilmeleri ve uzun ömürlü olmaları sebebiyle çok kullanışlıdır.
37 Konik raybalar Konik deliklerin raybalanmasında kullanılır. Kesici ağızlar düz veya helis şeklinde olabilir. Konik raybalar; konik pim deliklerinin, mors kovanlarının ve konik bileziklerin yapılması gibi alanlarda çok kullanılır Sert metal uçlu raybalar Büyük kuvvetlere dayanması gereken raybalar, sert maden uçlu olarak yapılmıştır. Sert maden uçlar yüksek sıcaklıkta sertliklerini korur ve aşınmaya karşı dayanıklıdır. Bu nedenle ölçülerini uzun zaman bozulmadan koruyabilir, seri imalatta tercih edilir Raybalamada işlem sırası Elle rayba çekme Raybanın delik içerisinde yataklanabilmesi için delik derinliği en az rayba çapı kadar olmalıdır. Mutlaka kesme yağı kullanılmalıdır. Rayba dik konumda olarak tam eksende ağızlatılmalıdır. Rayba daima kesme yönünde döndürülmelidir. Kesinlikle geri çevrilmemelidir. Kama kanallı deliklere helis oluklu raybalar salınmalıdır. Rayba az ve düzenli baskı ile ilerletilmelidir Makinede rayba çekme İş parçası ve rayba dikkatli bir şekilde makineye bağlanmalıdır. Raybanın devir sayısı deliği delmiş olan matkabın devir sayısına göre 1/3 oranında olmalıdır. Sert çeliklerde kesme hızı 5m/dk yı geçmemelidir. Raybalama esnasında mutlaka kesme sıvısı kullanılmalıdır Rayba çekme ile ilgili önemli notlar Kesme sıvıları kesmeyi kolaylaştırır. Kesme esnasında çıkan talaşı malzemeden uzaklaştırır. Isınmayı önler. Bu nedenle kesme yağı kullanılmalıdır. Rayba çekildikten sonra, gözle otlamanın olup olmadığı kontrol edilir. Daha sonra delik ölçme aletlerinden iç çap ölçen (iç çap kumpası, mikrometresi, komparatörü) aletlerle ölçülür. Raybalama esnasında tırtıllı ve pürüzlü yüzey oluşmasına otlama denir. Rayba kuvvetlice bastırılınca deliğin içerisine sıkışır ve ağızlar malzemeye dalar. Bu nedenle deliğin yüzeyinde rayba ağız sayısı kadar ağız yeri meydana gelir. Bu elverişsiz durumu gidermek için rayba gevşetilerek döndürülürse ağızlar eski yerine takılmayacağı için raybalama kolayca yapılır. Aynı zamanda otlama önlenmiş olur.
38 El ile klavuz çekmek Vidanın tanımı Düzgün biçim ve ölçüdeki silindirik yüzeyler üzerine açılmış helisel oluktan ibarettir. Vida bir delik içine veya silindirik bir parçanın dışına açılabilir. Vidanın elemanları; Diş üstü çapı, Diş dibi çapı, Böğür (bölüm dairesi) çapı,diş üstü genişliği, Diş dibi genişliği, Adım ve Diş yüksekliği Vida çeşitleri Profillerine göre vidalar Üçgen Kare Trapez Testere Yuvarlak Ölçü sistemlerine göre vidalar Metrik vidalar; Üçgen profillidir. Uç açısı 60 dir. Çap ve adım milimetrik sistemdir. Whitworth vidalar; Ölçüler parmak (inç) cinsindendir. Uç açısı 55 dir. Adım, parmaktaki diş sayısı olarak verilir Klavuzlar Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere kılavuz denir. Metrik ve whitworth olarak yapılmışlardır.
39 Klavuz çeşitleri; normal diş klavuzlar, ince diş klavuzlar, boru klavuzları ve makine klavuzları olarak gruplandırılır. El klavuzları üçlü takım olarak üretilir. I. kılavuz: Bu kılavuzların dişli kısmı, uç çapı, diş dibi çapına eşit olan bir kesik konidir. Deliği iyi ağızlar ve az talaş kaldırır. Sap kısmında bir çizgi vardır. II. kılavuz: Diş üstü çapı birinciden biraz daha büyüktür. Birinciden daha derin talaş kaldırır. Sapında iki çizgi vardır. III. kılavuz: Bu son kılavuz ikinci kılavuzun açtığı kanalları izleyerek vidayı oluşturur. Sapında üç çizgi vardır. Bazı kılavuz takımlarının saplarında çizgi bulunmaz. Bu tip kılavuzlar da kesici uç kısmının ağız uç konikliğinin fazla oluşuna bakılarak (en fazla olan 1, daha sonra 2, en az olansa 3) sıralanır. Bu durum aşağıda gösterilmiştir Klavuz çekmede dikkat edilecek hususlar Delik çapı, vidanın diş üstü çapından adımı kadar küçük delinmelidir. Deliğin girişine 90 havşa açılmalıdır. Delik ekseni dik olacak şekilde iş parçası mengeneye bağlanmalıdır. Uygun kılavuz koluna takılan I. kılavuz delik eksenine dik olacak şekilde ağızlatılmalıdır. Kılavuz çekerken malzemeye uygun bir yağlama yapılmalıdır. Özellikle çelik malzemelerde, her iki üç dönüşte bir talaşı kırmak için geri hareket yaptırılmalıdır. Geri hareket, kılavuz kanallarının talaşla tıkanmasını ve kılavuzun kırılmasını önler. Eğer kör deliğe kılavuz çekiyorsak kılavuz birkaç defa çıkarılmalı, delik ve kılavuz talaşlardan temizlenmelidir.
40 Klavuz çekmede işlem sırası Kılavuza uygun kılavuz kolu seçilerek kılavuz (buji) koluna takılmalıdır. Uygun kılavuz seçilmelidir. I numaralı kılavuzumuz delik eksenine dik olacak şekilde ağızlatılmalıdır. Kesme sıvısı kullanılmalıdır. Saat ibresi yönünde az bir baskı ile döndürülmelidir. Her ¼ turda saat ibresi tersine geri döndürülerek talaşın kırılması sağlanmalıdır. Kılavuz sıkışırsa çok fazla zorlanmamalıdır. Klavuz çekme işlemi bitinceye kadar aynı işlemlere devam edilmelidir. Aynı şekilde II. ve III. kılavuzlarda deliğe salınarak vida tamamlanmalıdır Klavuz çekerken uygun kesme sıvısını kullanma Kesmenin etkili olabilmesini sağlamak, ısınmayı gidermek ve talaşın malzemeden ayrılmasını kolaylaştırmak için kesme sıvıları kullanılır. Malzemeler Az dirençli çelik Yüksek dirençli çelik Dökme demir Dövme demir Bakır ve alüminyum Bronz ve prinç Kesme sıvıları Madensel yağlar ve suda çözülen yağlar Kuru Sodalı su ve suda çözülen yağlar Gaz yağı Kuru veya suda çözülen yağlar (Bol miktarda kullanılabilir.) Klavuz kolları Klavuz kolları sabit ve ayarlı olarak imal edilirler El ile pafta çekmek Tanımı Silindirik parçaların dış çapına vida açan alettir.yüksek hız çeliğinden (HSS) yapılmışlardır. Paftalarla vida açmak sıkça yapılan işlemdir. Bu işlem bir defada yapılır. Pafta lokması, pafta
41 kolunun alın yüzeyine iyice yataklanmalıdır. Dış vida açmak için pafta doğrudan doğruya vida açılacak parçanın üzerine oturtularak sabit bir baskı altında döndürülmelidir Pafta çeşitleri Dişlerine göre paftalar Metrik normal diş paftalar, Metrik ince diş paftalar, Whitworth normal diş paftalar ve Whitworth ince diş paftalar Biçimlerine göre paftalar Boru paftaları Sıvı, gaz ve su taşıyan boruların birleştirilmeleri, uçlarına açılan boru vida dişleri ile gerçekleştirilir. Parmak ölçüsüne göre yapılır ve üzerinde R 3/4 gibi yazılar vardır. Bazılarında ise parmaktaki diş sayıları yazılıdır Çok parçalı paftalar Pafta kolu vazifesini gören bir çerçeve içine, çelikten iki parçalı bir vida ile aralarındaki mesafenin ayarlanabildiği iki lokma kızaklandırılmıştır Tek parçalı paftalar Çabuk ve kolay olarak bir defada vida açabilir. Genellikle bir silindirin ortasına delik delindikten sonra vida açılarak kesici ağızlar meydana getirilmiştir. Ağızların her biri sıra ile parçadan aynı miktarda talaş kaldıracak şekilde yapılmıştır Pafta çekmede işlem sırası Paftanın rahat ağızlaması için malzeme ucuna pah kırılmalıdır. Vida açılacak malzemenin çapının diş üstü çapı kadar olması lazımsa da pafta çekerken şişme yüzünden bilhassa çeliklerde bir miktar küçük yapılmalıdır. Pirinç, bronz, döküm gibi yumuşak malzemeler için ise çap aynı seçilebilir. Bu çap farkları 0,1 0,2 mm arasında değişebilir. Paftalar yazılı kısım pafta kolunun üst kısmına gelecek şekilde takılmalıdır.
42 42 Parça mengene çenelerine dik konumda bağlanmalıdır. İlk diş oluşturulurken bir miktar baskı uygulanmalıdır. Paftanın parça ekseninde olup olmadığı kontrol edilmelidir. Kesme yağı kullanılmalıdır. Talaşın sıkışmaması için ¼ oranında saat ibresi tersi yönünde döndürülmelidir. Vida işlemi bitinceye kadar bu işlemlere devam edilmelidir Pafta kolları En çok kullanılanları silindirik biçimli olanlarıdır. Paftanın takıldığı kısım standart pafta lokmalarının çapından küçük yapılır.
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
Düz havşa matkabı olarak da adlandırılır. Yüzeylerinde çıkıntı istenmeyen silindirik başlı gömme vidaların yuvalarını açmak için kullanılmaktadır.
 7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI
 5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ DELME VE VİDA İŞLEMLERİ
 MAKİNE TEKNOLOJİSİ DELME VE VİDA İŞLEMLERİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ DELME VE VİDA İŞLEMLERİ ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ DELME VE VİDA İŞLEMLERİ ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MARKALMA. Markalama Aletleri; Pleyt, Mihengir, Şapkalı gönye, Çizecek, Kalemler, V yatağı, Çelik cetvel, Markalama boyası, Pergel, Nokta, Çekiç
 MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
Makine teknolojisi temel imalat işlemleri frezeleme temrinleri FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ. makinaegitimi.com
 FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ ... MES.VE TEKN. AND. LİSESİ MAKİNE TEKLOJİSİ ALANI SAYFA 58 FREZE TEZGAHINDA EMNİYETLİ ÇALIŞMA KURALLARI BİLG İ SAYFASI 1 -Tezgâhı kullanmadan önce kumanda
FREZEDE BÖLME İŞLEMLERİ MODÜLÜ TEMRİN İŞLEMLERİ ... MES.VE TEKN. AND. LİSESİ MAKİNE TEKLOJİSİ ALANI SAYFA 58 FREZE TEZGAHINDA EMNİYETLİ ÇALIŞMA KURALLARI BİLG İ SAYFASI 1 -Tezgâhı kullanmadan önce kumanda
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
... MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI 10.SINIF TEMEL İMALAT İŞLEMLERİ DERSİ İŞ VE İŞLEM YAPRAKLARI
 ... MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI 10.SINIF TEMEL İMALAT İŞLEMLERİ DERSİ İŞ VE İŞLEM YAPRAKLARI 2015-2016 DERLEYEN-DÜZENLEYEN Erkan AGAN Makina Teknolojisi Öğretmeni EL İŞLEMLERİ
... MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI 10.SINIF TEMEL İMALAT İŞLEMLERİ DERSİ İŞ VE İŞLEM YAPRAKLARI 2015-2016 DERLEYEN-DÜZENLEYEN Erkan AGAN Makina Teknolojisi Öğretmeni EL İŞLEMLERİ
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
As Katları Ölçüleri m dm cm mm µ nm 1 Metre (m)
") ÖLÇME VE KONTROL Ölçme nedir: Her hangi bir nesnenin ne kadar büyük, küçük veya az ya da çok olduğunu belirtme sorunudur. Ölçmenin tanımı: Birim adı verilen bilinen bir değerle aynı cinsten bilinmeyen
ÖLÇME VE KONTROL Ölçme nedir: Her hangi bir nesnenin ne kadar büyük, küçük veya az ya da çok olduğunu belirtme sorunudur. Ölçmenin tanımı: Birim adı verilen bilinen bir değerle aynı cinsten bilinmeyen
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
02.04.2012. Düşey mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları