CNC DERS NOTLARI. fanuc code kullanımı. HAZIRLAYAN: Yılmaz YARAR
|
|
|
- Nergis Akbaş
- 8 yıl önce
- İzleme sayısı:
Transkript
1 CNC DERS NOTLARI fanuc code kullanımı HAZIRLAYAN: Yılmaz YARAR

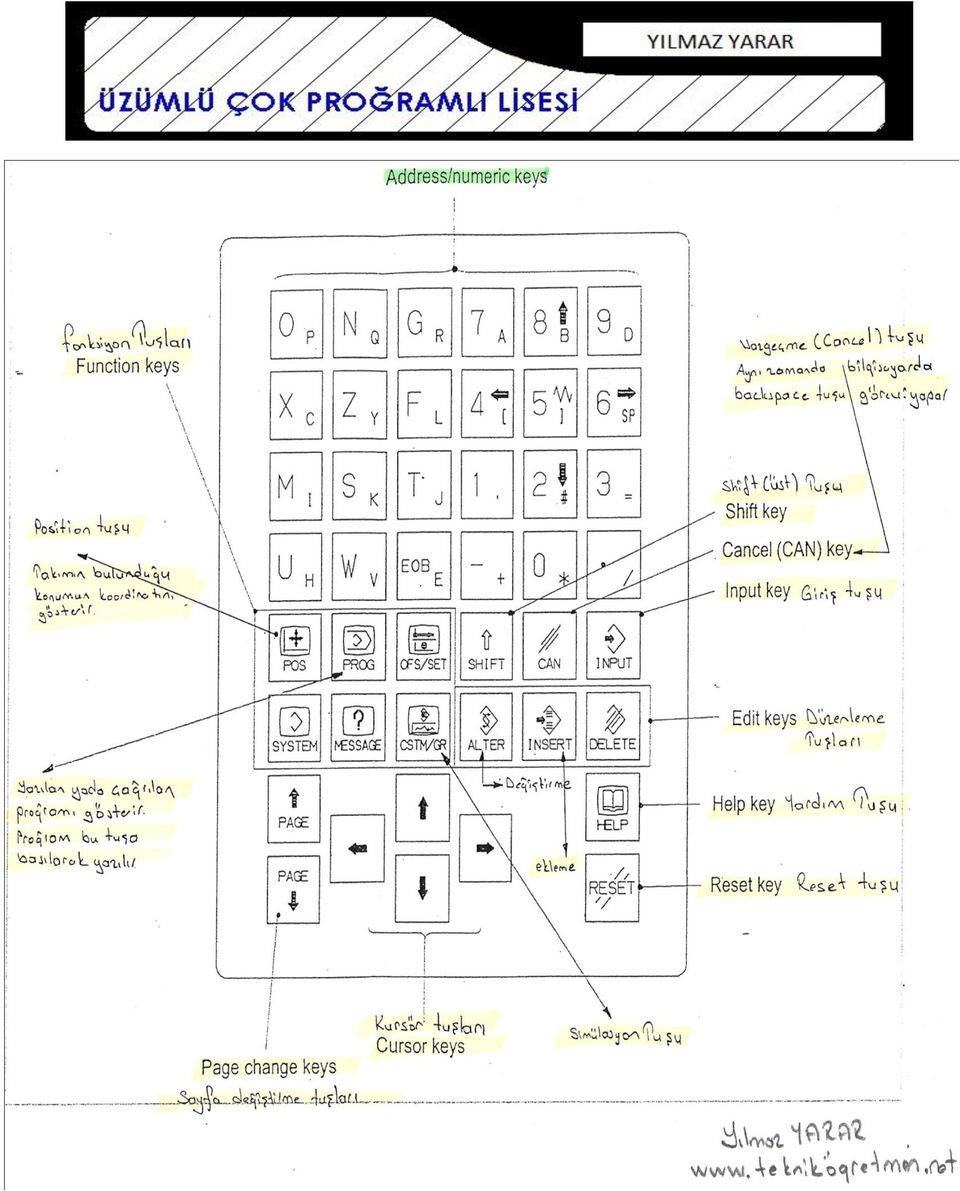
2 CNC TORNA TEZGAHLARI CNC: tezgahaların bilgisayar yardımı ile kontrol edilmesine cnc denir C N C Computer Numerical Control Bilgisayar ----sayısal -----kontrol ( bilgisayarlı sayısal kontrol ) lü tezgah Cnc tezgahlarının avantajları 1- Seridir 2- Hassasdırlar. Her iş parçasında aynı kalitedir 3- Karmaşık parçaları yüksek doğrulukla işleyebilmesi 4- Yardımcı ve hazırlık zamanların çok düşük olması 5- Kalifiye (usta) insana ihyiaç yoktur. 6- V.b Cnc tezgahlarının dez avantajları 1- Tezgahın elektronik devreleri çevre şartlarından etkilenmesi (nem toz) 2- servis ve bakımları maliyetli olması 3- v.b cnc tezgahı kısımları 1- kayıt ve kızakları 2- fener mili ve punta 3- kontrol paneli 4- hareket iletim elemanları (vidalı miller- servo motorlar) 5- tezgah gövdesi Kontrol paneli Kontrol paneli tezgahın proğram ve manuel (elle) kullanılmasını bir başka ifade ile kumanda edilmesini sağlayan kısımdır. Tezgah kontrol elemanlarını içeren kumanda paneli üç ana bölümden oluşur. 1) LCD operatör paneli a) Ekran b) Ekran tuşları Yatay soft key tuşları Dikey soft key tuşları c) Alfabetik tuş takımı 2) Makine kontrol paneli 3) Kontrol plakası Cnc kontrol panelli çeşitleri : 1-Fanuc kontrol paneli 2-siemens 3- heidenhain 4-mazatrol 5-diğerleri
 2- servis ve bakımları maliyetli olması 3- v.")
3
4

5 Yaygın olarak fanuc kontrol paneli kullanılır. Örneğin sanayide yaklaşık yüzde 70 fanuc yüzde 20 siemens yüzde 10 diğer kontrol paneli kullanılır. KOORDİNAT SİSTEMİ CNC tezgahlarda takım yolları bir koordinat sistemi refarans alınarak matematiksel bağlantılarla ifade ediler. Proğramlamada gerekse tezgahların çalışmasında koordinat sistemi önemli yer tutar. CNC TORNA TEZGAHLARINDA EKSENLER Cnc torna tezaghalrında iki temel eksen vardır. Bunlar ayna punta arası Z ekseni buna dik olarak X ekseni vadır. Z ekseni parçanın boyuna X ekseni çap eksenidir. X ve Z ekseni dışında C eksenli tornalar X,Z ve C ekseni olamak üzere üç eksenli tornalarda vardır. Bunlar hem torna işlemi hemde frezeleme işlemi aynı tezgah üzerinde yapılabilir. C ekseni tornada aynanın dönme (açı) eksenidir. Yani C60 yazıldığında ayna 60 derece döner durur menegene görevi yapar.

6 CNC TORNA TEZGAHLARINDA SIFIR NOKTALARI 1- TEZGAH SIFIR NOKTASI (REFARANS NOKTASI- MAKİNE SIFIRI) 2- İŞ PARÇASI SIFIR NOKTASI)
 2- İŞ PARÇASI")
7 CNC DE ÖLÇÜLENDİRME SİSTEMLERİ: 1-MUTLAK ÖLÇÜLENDİRME (G90) 2-ARTIMSAL ÖLÇÜLENDİRME (G91) MUTLAK ÖLÇÜLENDİRME ARTIMSAL ÖLÇÜLENDİRME NOKTA X Z NOKTA X Z P1 0 0 P1 0 0 P P P P3 6-3 P P P P P P P P P P8 8-4 P P P P P P

8 CNC EKRANINDA MEMORY CARD ĠġLEMLERĠ 1. CARD HAFIZASI ĠÇĠNĠ GÖRMEK ĠÇĠN 1:Edite alırız 2:Programa basarız 3:Alt menüden sağ yan tuģuna basarız 4:CARD a basarız 5:CARD içindeki programlar görülür 2: TEZGAHTAN MEMORY CARD A PROGRAM GÖNDERME PUNCH CARD yerine takılır. 1. Edite alırız 2. Programa basarız 3. Alt menüden oprt basarız - sağ yan tuģuna bas 4. Gönderilecek olan programın numarası yazılır O PUNCH basarız. 6. EXEC e basarız 3 :MEMORY CARD TAN TEZGAHA PROGRAM GÖNDERME 1:Edite alırız 2:Programa basarız 3:Alt menüden OPRT ve SAĞ YANA basarız 4:Tezgaha gönderilecek olan programın numarası yazılır O0002 5:READ basarız. 6:EXEC e basarız

9 CNC TORNADA PROĞRAMLAMA Bir cnc proğramı : Proğram adını temsil eden proğram numarası Proğramı oluşturan satır şeklindeki bloklardan Blokları oluşturan kelimelerden oluşur. Aşağıda bir satırın (bloğun açılımı verilmiştir) 1- Proğram numarası (Adı): Fanuc tezgahlarda O harfi ile proğram başlar. O harfinden sonra en fazla 4 basamaklı bir proğram numarası verilir. Siemens tezgahlarda proğram % işaratei ile başlar. O 1; 01453; O9999; O25; Proğram numarası verildikden sonra parentez içinde o proğram hakkında açıklama yazılırsa tezgah içerinde o proğramı bulmak kolay olur. Parentez içerisinden ne yazılırsa yazılsın sadece bilgi amaçlıdır. Ekranda görüntülenir. O79 (DISTAN SOK-TIRTILLI) ; O1071 (KOL BORUSU);

10 Adresler (G ve M Kodları) Takımın hareketlerini sağlayan harflerdir. CNC program yazılımında tüm komutlar, bir harf ve bu harfi takip eden sayısal değerlerden oluşur. O proğram numarası G hazırlık fonksiyonları X,Y,Z eksen koordinatları A,B,C döner eksenler, yardımcı eksenler F ilerleme S devir, keseme hızı T takım M yardımcı fonksiyonar N satır numarası.. ABRAHAM LĠNCOLN UN OĞLUNUN ÖĞRETMENĠNE YAZDIĞI MEKTUP Öğrenmesi gerekli biliyorum; tüm insanların dürüst ve adil olmadığını.fakat şunu da öğret ona: Her alçağa karşı bir kahraman, her bencil politikacıya karşılık kendini adamış bir lider vardır.her düşmana karşı bir dost olduğunu da öğret ona.zaman alacak biliyorum, fakat eğer öğretebilirsen, kazanılan bir doların bulunan beş dolardan daha değerli olduğunu öğret.kaybetmeyi öğrenmesini öğret ona ve kazanmaktan neşe duymayı.kıskançlıktan uzaklara yönelt onu.eğer yapabilirsen sessiz kahkahaların gizemini öğret ona.bırak erken öğrensin, zorbaların görünüşte galip olduklarını. Eğer yapabilirsen, ona kitapların mucizelerini öğret.fakat ona; gökyüzündeki kuşların, güneşin yüzü önündeki arıların ve yemyeşil yamaçtaki çiçeklerin ebedi gizemini düşünebileceği sessiz zamanlar da tanı.okulda hata yapmanın, hilekarlıktan daha onurlu olduğunu öğret ona.ona kendi fikirlerine inanmasını öğret, herkes ona yanlış olduğunu söylediğinde dahi. Nazik insanlara karşı nazik, sert insanlara karşı sert olmasını öğret ona.herkes birbirine takılmış bir yönde giderken, kitleleri izlemeyecek gücü vermeye çalış oğluma.tüm insanları dinlemesini öğret ona fakat tüm dinlediklerini gerçeğin eleğinden geçirmesini ve sadece iyi olanları almasını öğret ona.gözyaşlarında hiçbir utanç olmadığını öğret.herkesin sadece kendi iyiliği için çalıştığına inananlara dudak bükmesini öğret ona ve aşırı ilgiye dikkat etmesini. Ona kuvvetini ve beynini en yüksek fiyatı verene satmasını fakat hiçbir zaman kalbine ve ruhuna fiyat etiketi koymamasını öğret.uluyan bir insan kalabalığına kulaklarını tıkamasını öğret ona ve eğer kendisinin haklı olduğuna inanıyorsa dimdik dikilip savaşmasını öğret.ona nazik davran ama kucaklama.çünkü ancak ateş çeliği saflaştırır.bırak sabırsız olacak kadar cesarete sahip olsun, bırak cesur olacak kadar sabrı olsun.ona her zaman kendisine karşı derin bir inanç taşımasını öğret.böylece insanlığa karşı da derin bir inanç taşıyacaktır. Bu, büyük bir taleptir.ne kadarını yapabilirsin bir bakalım..o ne kadar iyi, küçük bir insan, Oğlum.. ABRAHAM LĠNCOLN (amerika devlet başkanı)

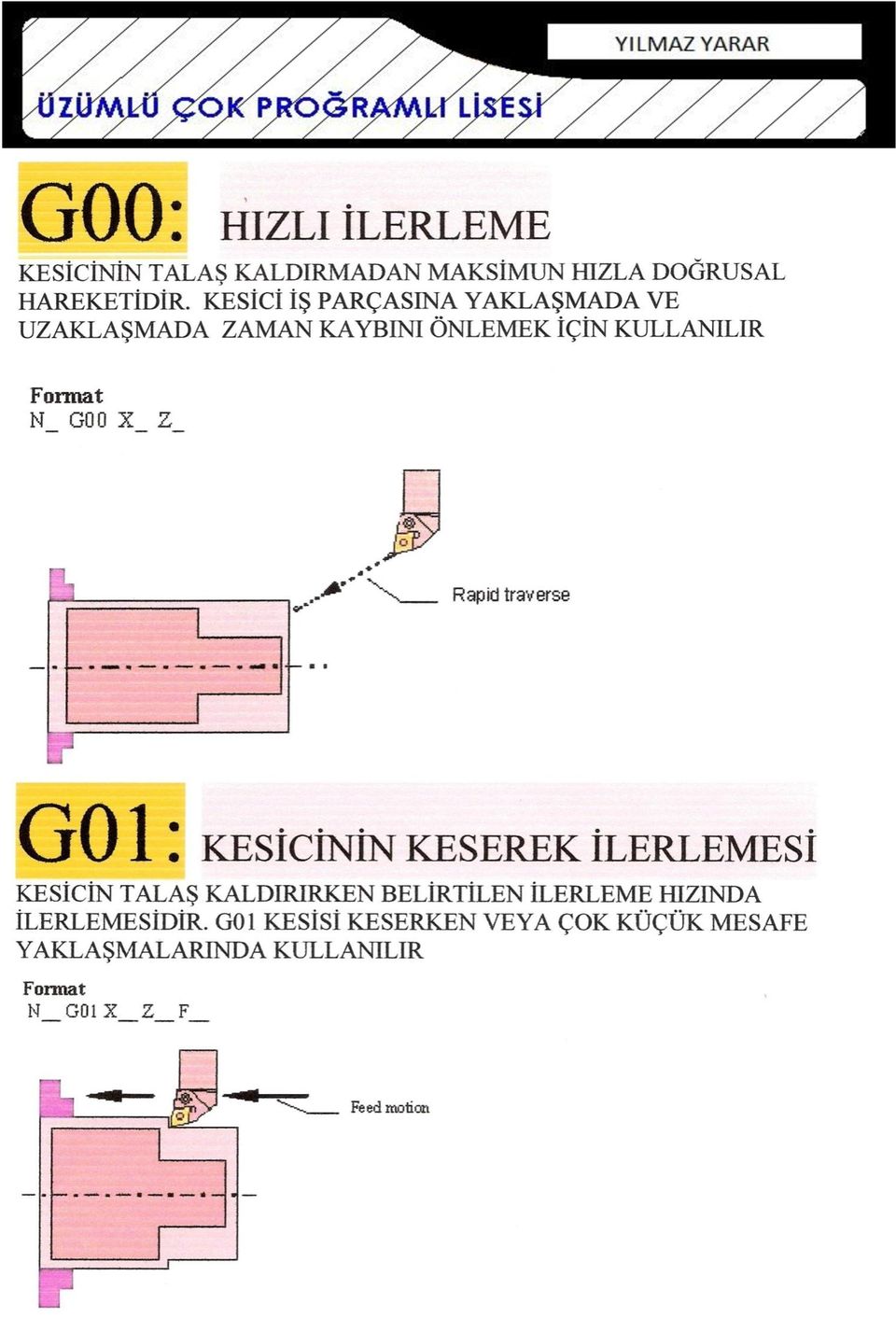
11 SIK KULLANILAN G VE M KODLARI G KOD FONKSIYONU G00 Hızlı İlerleme talaş kaldırmadan max hızda doğrusal olarak G01 Talaş kaldırarak doğrusal ilerleme F değerine göre ilerleme G02 Saat ibresi Yönünde Dairesel hareket (İnterpolasyon) G03 Saat ibresiyönünün Tersi Dairesel hareket (İnterpolasyon ) G04 Bekleme G20 Parmak ölçü sistemi (inc) G21 Metrik ölçü sistemi G28 Refarans noktasına dönme G50 Sabit kesme hızı için maksimun ayna devir sayısı girişi G54 İş parçası sıfır noktası G54-G55-G56-G57-G58-G59 kadar G70 Finiş tornalama çevrimi G71 Çaptan çoklu talaş boşaltma çevrimi G72 Alın yüzeyde çoklu talaş kaldırma çevrimi G76 Çok pasolu diş çekme çevrimi G90 Mutlak ölçülendirme (absolute) G90 Dış çap/ iç çap tornalama çevrimi G92 Vida çekme çevrimi /manuel paso vererek G94 Alın yüzeyi tornalama çevrimi / manuel paso vererek G91 Artımsal ölçülendirme (İncrimental) G96 Sabit Yüzey Hızı G97 Sabit Yüzey Hızı İptali / sabit devir sayısı G98 İlerleme Hızı mm/ Dakika G99 İlerleme Hızı mm/ Devir M KOD FONKSIYONU M00 Programın Durdurulması M01 Opsiyonel Durdurma (*1) M03 Milin Dönmesi saat ibresi yönünde M04 Milin saat ibresi tersi yönde dönmesi M05 Milin Durdurulması M30 Program Sonu M98 Alt Program Çağırılması M99 Alt Program Sonu
 G90 Dış çap/ iç çap tornalama çevrimi G92 Vida çekme çevrimi /manuel paso vererek G94 Alın yüzeyi")
12 Teknolojik bilgiler: 1- İlerleme: kesicinin keserken kullandığı hız. İlerleme F ile ifade edilir. İlerleme iki türlü kullanılır a) İlerleme dakikaya göre dakikaya göre ilerme G98 F300 : dakikada 300 mm hareket edecektir b) İlerleme devire göre ilerleme G99 F0.2 : ayna bir tur döndüğünde kesici 0.2 mm hareket edecektir. 2-devir sayısı ve kesme hızı : aynanın devir sayısı S adresi ile ifade edilir. Kesme hızı da S ile ifade edilir. Aynanın devir sayısı verilirken iki yoldan bir kullanılır. a) Kesme hızına göre ayna devir sayısı (değişken devir) G96 M03 S100: kesme hızı 100 metre / dakika olacak şekilde aynayı çevir. Bunu kullanırken yumuşak malzemelerde S arası orta sertlikte çelik S arası çok sert malzemede S100-0 arası (bu yakaşık değerlerdir) b) Sabit devirle ayna devir sayısını ayarlama: G97 M03 S1200 parça çapı kaç mm olursa olsun ayna sabit devirle dakikada 1200 devirle dönecekir. 3 ölçü sistemi : milimetre kullanacaksan G21 kodu, parmak ölçü birimi kullanacaksak G20 kodu kullanılır. Cnc Proğramın Başlangıç Bölümü Başlangıç bölümünde proğram numarası, ayar satırı, takım seçme aynayı döndürme bunlar bulunur. O1275 (0.SARJOR BORUSU); proğram numarası-adı G54 G90 G97 G99 G21; ayar satırı T0606; takım değiştirme M03 S1200; aynaya devir verme Proğram numarası verildikten sonraki satır genellikle ayar satırıdır. Ayar satırında G54 işparçası sıfırı, G90 mutlak ölçülendirme sistemi, G97 sabit devirle aynanın çalışması,g99 kalem keserken ilerlemesi devire göre mm/devir, G21 milimetre ölçü birimi. ** proğram numarasından sonra ayar satırı yazılmasada çalışır. Nedeni tezgah açılır açılmaz bu ayarlar aktif olur. Alışkanlık olarak yazmakta fayda vardır. KESİCİ HAREKETLERİ Kesici takımlar tüm cnc tezgahlarında 4 değişik şekilde hareket eder. 1- G00: kesicinin talaş kaldırmadan belirtilen noktaya doğru olarak hareket etmesi 2- G01: kesicinin talaş kaldırrarak belirtilen noktaya doğru olarak hareket etmesi 3- G02 : kesicinin talaş kaldırarak belirtilen saat ibresi yönünde dairesel hareket etmesi 4- G03: kesicinin talaş kaldırarak belirtilen saat ibresi tersi yönünde dairesel hareket etmesi
 Kesme hızına göre ayna devir sayısı (değişken devir) G96 M03 S100: kesme hızı 100 metre / dakika olacak şekilde aynayı çevir.")
13
14 G02-G03: DAİRESEL HAREKET KESİCİNİN DAİRESEL HAREKET ETMESİDİR. SAAT İBRESİ YÖNÜNDEKİ HAREKET G02 SAAT İBRESİ TERSİ YÖNÜNDEKİ HAREKET G03 İLE TANIMLANIR. G02 G03 P1 noktasından P2 noktasına hareket G03 X18 Z-4 R4 F0.1; P3 noktasından P4 noktasına hareket G02 X30 Z-13 R6 F0.1;

15 FANUC TORNA ÇEVRİMLERİ (BU KISIM YAPIM AŞAMASINDA) Bu kısımla ilgili dökümanları linkinde bulabilirsiniz

16 FANUC TORNA ÇEVRİMLERİ (BU KISIM YAPIM AŞAMASINDA)

17 TAKIM SIFIRLAMA YÖNTEMLERİ (1.YÖNTEM) YÖNTEM-1 ( sadece elle sıfırlama da kullanılabilir) [OffsetSettings ] sayfasındaki W.SHIFT WORK GEOM ve WEAR dataları hepsi sıfırlanır. 1.İşlem: W.SHİFT SAYFASI W.SHİFT sayfası açılır Mode anahtarı MDI konumuna alınır Sıfırlamada kullanacağımız kalem genellikle sol yan kaba talaş kalemi kullanılır. Herhangi bir takımda kullanılabilir. MDI da T0101 yazılır, vecycle-start tuşuna basılarak takım alınır. Kalem Şekil -1 deki gibi iş parçası alnına değdirilir. W.SHİFT sayfasında MESSUR VALUE deki Zyerine 0 (sıfır) yazılarak INPUT edilerek OFFSET VALUE ye değer atılır. Kalem Şekil-2 deki gibi iş parçası üzerinde silindirik tornalama yapılır. Kalem X ekseninde oynamadan Z ekseninde geri çekilir. Ayna durdurulur. Kumpasla tornalanan çap ölçülür. MESSUR VALUE deki X konumuna yön tuşları ile gelinerek Kumpasta okunan değer INPUT edilerek OFFSET VALUE de X değeri atılır.
 yazılarak INPUT edilerek OFFSET VALUE ye değer atılır. Kalem Şekil-2 deki gibi iş parçası üzerinde silindirik tornalama yapılır.")
 ve edilerek Z yerine 0 (sıfır) yazarak INPUT et.")
18 VEYA(tavsiye edilir) Şekil 3 deki gibi matkabı x ekseninde merkezde ve parçanın alnına yaklaştır. W.SHİFT sayfasında MESSUR VALUE deki X yerine 0 (sıfır) ve edilerek Z yerine 0 (sıfır) yazarak INPUT et. Bu yöntemde amaç delme kullanılan Matkap- punta matkabı U drill klavuz ve rayba takımlarının GEOM sayfasındaki ofsetlerinin X değerinin sıfır olmasını sağlar. GEOM sayfasında X0 olan ofsetlermatkap- punta matkabı U drill klavuzve rayba takımlar olduğu anlaşılır 2.İşlem: WORK SAYFASI Bu sayfada işlem yapmıyoruz G54 (EXT) G54- G55 G59 datalarındaki X ve Z değerleri 0 olmalı.

19 3.İşlem: GEOM SAYFASI MDI modunda T0101 takımı alınır Takım iş parçası alnına Şekil -1 deki gibi değdirilir. GEOM sayfasındaki G001 satırı Z konumuna yön tuşları ile getirilir. Z0 yazılır sonra MEASURE yaptırılarak ölçtürülür. Takım iş parçası alnına Şekil -2 deki gibi kalemle bir çap tornalanır X ekseninde oynadan geri çıkılır.tornalanan çap kumpasla okunur. Okunan değer GEOM sayfasındaki G001 satırı X konumuna yön tuşları ile getirilerek X(okunan değer) yazılır sonra MEASURE yaptırılarak ölçtürülür. Taret deki diğer takımlar MDI modunda Takım çağrılarak Aynı işlem tüm takımlara uygulanır. Her takımın offseti kendi offset satır numarasına kaydedilir Takım sıfırlama işlemi tamamlanmıştır. Bundan sonra Yapılacak olanyeni iş parçası bağlanarak Yeni iş parçasının sıfırı tanımlamaktır

20 TAKIM SIFIRLAMA YÖNTEMLERİ (2.YÖNTEM) YÖNTEM 2 (PROBLA SIFIRLAMA) Bu yöntemde hem problahemde elle sıfırlama yapılabilir. Probla sıfırlama yapılan takımlar ellede sıfırlama yapılacaksa WORK vework SHIFT sayfasındaki X değerleri mutlaka sıfır olmalıdır. Çünkü Probla sıfırlama yapıldığında takımların GEOM sayfasındaki X ofsetleri Makine sıfırına göre atar. Eğer WORKveWORK SHIFT sayfalarında X değerleri sıfırdan farklı ise elle sıfırlanan takımlar Ofsetiini bu sayfalardan alacağı için probla sıfırlanan takımla elle sıfırlanan takımlar aynı sıfır noktaları farklı çıkar. 1.İşlem: WORK SHIFT vework SAYFALARI WORK SHIFTsayfasında(OFSETT VALUE) ve MESSUR VALUE) deki X ve Z değerlerini sıfırla. Yön tuşları ile X in olduğu yere gel 0 yaz INPUT et. Yön tuşları ile Z in olduğu yere gel 0 yaz INPUT et. WORK sayfasındakig54 deki X ve Z değerlerini sıfırla. Yön tuşları ile X in olduğu yere gel 0 yaz INPUT et. Yön tuşları ile Z in olduğu yere gel 0 yaz INPUT et. 2.İşlem: GEOM SAYFASI Modeselection anahtarını El çarkı moduna al. Prob kolunu aç. Prob seyyar ise Probu yuvasına tak. Probu takar takmaz kontrol panelinde prob ışığı yanar. Yanmıyorsa tuşa baş aktif et. Takımı el çarkı ile proba yaklaştır. Modeselection anahtarını FEEDRATE (kesme ilermesi) moduna al.

21 Hangi eksende takım sıfırlanacksa o eksende + ve tuşlar yardımıyla Proba dokun. Dokununca Takımın ofsetini GEOM sayfasına atacaktır. Sıfırlanan ( ofseti alınan) takımı uygun uzaklığa getir. Sıfırlanacak diğer takımı elle değiştirerek al. Bütün takımları sırası ile aynı işlemi uygula Matkap klavuz rayba takımlarını Z Eksenininde alınlarını proba değdirerek Z ofsetlerini al. X ofsetlerini ise (Matkap klavuz rayba) makine sıfırına göre bu takımların merkeze getir. X0 yaz MEASURE ettir. HEPSİ BU KADAR.. TAKIM SIFIRLAMA İŞLEMİ BİTMİŞTİR. BUNDAN SONRA İŞ PARÇASI SIFIRINI ALARAK PROĞRAMI ÇALIŞTIRIP ÇIKAN İŞ PARÇASINDAN KÜÇÜK ÖLÇME HATALARI WEAR SAYFASINDAN HATAVEYA UÇ AŞINMA TELAFİSİ YAPMAKTIR.

22 A. iş PARÇASI SIFIRI ALMA Mode anahtarı MDI konumuna alınır Sıfırlamada kullanacağımız kalem genellikle sol yan kaba talaş kalemi kullanılır. Herhangi bir takımda kullanılabilir. MDI da T0101 yazılır, vecycle-start tuşuna basılarak takım alınır. Kalem Şekil -1 deki gibi iş parçası alnına değdirilir. OFFSET-SETTİNGS den WORK sayfasına geçilir. G54 satırında Z konumuna Z0 yazılarak MEASURE edilir. Alında temizleme payı bırakılacaksa örneğin 3mm o zaman Z3 yazılarak MEASURE edilir. Kesinlikle X dağeri oynanmamalıdır. İşlem yapılmamalıdır. B:TAKIM AŞINMA PAYITELAFİSİ VE HATALI PAYI GİYDİRME ( WEAR) AMAÇ WEAR sayfası takım uçlarının aşınmasından dolayı iş parçası ölçülerinde meydana gelen hata değerlerini telafi etmek. Veya takımların ofsetini alırken özellikle X (çap) da kumpasla okunan değerlerin hatalı olması, Z ekseninde kalemin alnına değdirilirken her kalemin aynı yerde değdirilmemesinden dolayı oluşacak küçük hataları gidermek için Veya iş parçası ölçülerinin CNC Proğramında değişiklik yapmadan küçük ve veya büyük olması olmasını istediğimiz zaman kullanılır
23 UYGULAMA YAPMA: Örneğin çap 32 ölçüsünü T0101 kalemi işliyor. Parça işlendikten sonra çıkıyor hata payı var. Kalem hangi yönde + ve ya - olduğunu tesbit ederiz. Kalem 0.18 aşağı inerse hata giderilmiş olur. O zaman WEAR sayfasından W001 ün X konumuna gelip yazıp +INPUT yapıyoruz. Örneğin T0707 matkap deliği 0.60 mm fazla deliyor. T0707 matkap Z eksenine 0.60 mm geride (Z ekseninde + yönde 0.60) durması gerekiyor. WEAR sayfasından W007 ün Z konumuna gelip (artı) 0.60 yazıp +INPUT yapıyoruz. örneğin Çap 20 ölçüsünü T0303 kalemi işliyor. Biz bu ölçünün olmasını istiyoruz. O zaman WEAR sayfasından W003 ün X konumuna gelip (artı) 0.25 yazıp +INPUT yapıyoruz. NOT: WEAR sayfasında hata payları + veya ( 0 ile 10 arası) gibi küçük değerler girilebilir. Daha büyük hata değerleri varsa o zaman O takımın ofseti yeniden alınmalıdır. YENİ TAKIM EKLEME VEYA TAKIMI SÖKÜP TAKMA Sıfrılama işlemi bittikten sonra tarete yeni bir takı eklemek - taretdeki yerini değiştirmek - kırılan takımın yenisini takarken aşağıdaki işlem sırasını uygulayınız İşlem Sırası : 1- MDI modunda sıfırı bozulmamış takımı al. 2- Yapılan iş parçası veya herhangi bir parçayı aynaya tak 3- Aynayı elle çevir takımı alnına değdir. Takım alına değidiğinde POS tuşundan Z değerini bir yere not et (kağıda örneğin Z olsun) 4- Sonra yeni takılan veya ofseti bozulan takımı MDI modunda Al. Takımı aynı parça üzerinde alna değdir. Takım bu konumda iken GEOM sayfasındaki ofset numarasına gel burada Z yerine yön tuşları ile üzerine gel. Kağıda not ettiğin Z değerini Z yaz ve MEASSURE ettir. 5- kalemle bir çap tornalanır X ekseninde oynadan geri çıkılır.tornalanan çap kumpasla okunur. Okunan değeri GEOM sayfasındaki O takımın ofsetinin X konumuna yön tuşları ile getirilerek X (okunan değer) yazılır sonra MEASURE yaptırılarak ölçtürülür.
24 TAKIM SIFIRLAMA İLE İLGİLİ AÇIKLAMALAR Takım Sıfırlamada Sıra: 1- W.SHİFT 2- WORK 3-GEOM 1- W.SHİFT: iş parçası ham haldeki alın noktası 2- WORK: iş parçası sıfırı (G54-G55. G59 a kadar) 3- GEOM: tüm takımların aynı noktayı sıfır kabul etmesini ifade eder. W.SHİFT : noktası tanımlandığında makine sıfırına göre X ve Z de değer atar. Bu değerler + dır. Makine sıfırını W:SHİFT noktasına taşımış olur. WORK: sayfası W.SHİFT de göre X ve Z değerleri atar. GEOM : sayfası WORK e göre takımların mesafe değerlerini atar. W.SHİFT ve WORK sayfalarındaki X ve Z değerleri sıfır ise GEOM sayfasında takımlar Ofsetini Makine sıfırından alır. W.SHİFT de X ve Z de herhangi bir değer var, WORK sayfasında X ve Z değerleri sıfır ise W:SHİFT ve WORK aynı nokta üzerinde olduğu anlamı taşır. Takım sıfırlamada hem prob hemde elle sıfırlama ikisi birarada kullanılacaksa WORK ve W:SHİFT sayfalarındaki X değerleri sıfır olmalıdır. Çünkü Prob kullanılınca GEOM sayfasında X değerlerini Makine sıfırına göre atar. Elle kullanılınca WORK e göre değer atar. Buda elle sıfırlanan ile Probla sıfırlanan takımların sıfır noktaları farklı çıkar

25 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01 Z-24 X45 G28 U0 W0 M30 ÖRNEK 2: şeklideki parçanın taralı bölgeleri işlenecektir. Alın tornalama 2 eşit pasoda boyuna tornalama ise 3 eşit pasoda işlenecektir. Buna göre CNC proğramını yazınız. O222 T0101 M03 S1200 G00 X38 Z2 G01 X0 F0.1 G00 Z3 X38 Z0 G01 X0 G00 Z1 X30 G01 Z-15 X31 G00Z1 X24 G01 Z-15 X25 G00 Z1 X18 G01 Z-15 X36 G00 X100 Z100 M05 M30


26 Örnek 3 : aşağıda şekli verilen parçanın taralı bölgesi G90 boyuna tornalama çevrimi ile işlenecektir. Buna göre Cnc proğramını yazınınız T0101 M03 S1200 G00 X43 Z2 G90 X40 Z-52 F0.1 X36 X32 X28 X25 X24 G00 X150 Z150 M30 ÖRNEK4: Aşağıda verilen parçanın sadece kanlını açmak için G75 kodunu kullanarak kanalı açacak programı yazınız. Not= Kanal kalemi T0202 Kanal kalemi genişliği =2,5mm Program T0202 M03 S1200 G00 X32 Z-30 G75 R5 G75 X10 Z-22,5 P300 Q2400 R0 F0,1 MO5 M30

27 ÖRNEK5: Aşağıdaki şekli verilen parçanı sadece taralı bölgesi G70 ve G71 kodlarını kullanarak CNC programını yapınız.. NOT=T0101 kaba talaş kalemi T0202 Finiş kalem *Finişe bırakılacak talaş çapta ve boyda 0,8 mm *Maksimum talaş derinliği 5 mm *Programda kullanılacak diğer değerleri kendineuygun değerle alabilirsiniz. O1234 T0101 M03 S1500 G00 X58 Z2 G71 Z15 R0,8 G71 P16 q17 U08 W08 F0,1 G00 X22 Z2 G01 Z0 G03 X32 Z-5 R5 G01 Z-40 X42 Z-45 X56 G00 X100 Z100 T0202 G00 X58 Z2 G70 P16 q17 F0,02 G00 X100 Z100 M05 M30 ÖRNEK6 Şekilde verilen parçanın alnı, taralı bölgeyi G94 kodu kullanarak 8mm lik kısmı talaş derinliği 2mm olacak şekilde dört seferde (pasoda) tornalayınız. O4046 T0101 M03 S1200 G00 X62 Z10 G94 X0 Z6 F0,1 Z4 Z2 Z0 G00 X100 Z100 M30
 T0101:Sol yan kaba talaş kalemi T0202:Finiş kalemi O1995 T0101 M03 S2000 G00 X62 Z8 G71 U4 R0,8 G71 P14 Q15 U1 W1 F0,2 N14 G00 X0 G01 Z0 X20 X30")

28 Örnek 7 :Aşağıdaki şekildeki parçanın taralı bölgesini G71 ve G70 kodları kullanarak işlenecektir Bu işlem için CNC programını yazınız.. (Finiş paso için 1mm bırakılacaktır) T0101:Sol yan kaba talaş kalemi T0202:Finiş kalemi O1995 T0101 M03 S2000 G00 X62 Z8 G71 U4 R0,8 G71 P14 Q15 U1 W1 F0,2 N14 G00 X0 G01 Z0 X20 X30 Z-5 Z-20 X50 N15 G03 X60 Z-25 R5 G00 X100 Z100 T0202 G00 X62 Z8 G70 P14 N15 G00 X100 Z100 M05 M30 Soru1:Aşağıda ölçüleri verilen parçaya sadece M16 vidayı G92 kodu kullanarak açınız. Not: Pahı kırılmış vida çekmeye hazır Vida kalemi T0303 M16 Vida diş dibi çapı Adım: 2mm Vida çekme işlemi en az 6 pasoda tamamlanacaktır. O4046 M03 S600 T0303 G00 X18 Z2 G92 X15 Z-70 F2 X14,5 X14,2 X14,1 X13,70 X13,54 G00 X100 Z100 M05 M30
 2:Delik Tornalama (Kaßa ßoşaltma) T0202(Delik Kalemi) 3:Delik finish tornalama T0303 (finiş delik kalemi) O4046 T0101; M03 S12000; G0 X0 Z3")
29 ÖRNEK 88 : Aşağıda şekli verilen parça çap22 delik çap 20 matkapla delindikten sonra delik içi G71 ve G70 kodları ile işlenecektir. Buna göre CNC programını yazınız. İşlem Sırası: 1:Delik delme T0101(Çap20 Matkap U-drill) 2:Delik Tornalama (Kaßa ßoşaltma) T0202(Delik Kalemi) 3:Delik finish tornalama T0303 (finiş delik kalemi) O4046 T0101; M03 S12000; G0 X0 Z3 F0,2; G1 Z-75; G0 Z3; X150 Z150; T0202; G0 X20 Z3; G71 U1 R0,5; G71 P18 Q19 U0,5 W0,5 F0,2; N18 G0 X40; G1 Z-20; X30 Z-25; Z-43; G3 X22 Z-47 R4; G1 Z-68; N19 X20; G0 X100 Z100; T0303; G0 X20 Z3; G70 P18 Q19 F0,1; G0 X100 Z100; M30;
30 Örnek 51 : Aşağıda şekli verilen parçanın taralı bölgeleri işlenecektir. Belirtilen işlem sırası ve bilgilere göre CNC proğramını yazınız. 1-Boyuna boşaltma çevrimi T0101 (SOL YAN KALEM) ile G71 çevrimi ile 2- Kanal açma T0202 (KANAL KALEMİ) G75 çevrimi 3-M20 vida açma T0303 (VİDA KALEMİ) G92 veya G76 ile M20 diş dibi çapı=16.93 vida adımı=2.5mm 4-parça kesme T0202 (KANAL KALEMİ) ile Kalemin genişliği=2,5 mm kalem sıfır noktası: sağ alt köşesi O0092 T0101 M03 S2100 G00 X30 Z5 G71 U2 R1 G71 P14 Q15 U0 W0 F0.1 N14 G00 X0 G01 Z0 X16 X20 Z-2 Z-26 X24 N15 Z-35 G00 X100 Z100 T0202 G00 X22 Z-12 G75 R1 G75 X8 Z-18.5 P2000 Q2300 R0 F0.1 G00 X100 Z100 T0303 G00 X22 Z5 G92 X19 Z-15 F2.5 X18 X17 X16.93 G00 X100 Z100 T0202 G00 X30 Z-33 G01 X0 G00 X100 Z100 M05 M30
31 ÖRNEK 15: Şeklideki parçanın çap 16 olan delik önce punta matkabı sonra 16 lık matkapla delinecektir. Buna göre cnc proğramını yazınız. O1453 G90 G54 G21 G99 G97 T0505 (PUNTA MATKABI) M03 S1200 G00 X0 Z2 G01 Z-8 F0.1 M08 G00 Z2 X200 Z200 T0707 (16 LIK MATKAP) M03 S1000 G00 X0 Z2 G01 Z- 32 F0.1 M08 G00 Z2 X200 Z200 M05 M30
32 ÖRNEK 27 Şekildeki parçanın çap 26 dan çap 12 ye düşürülerek M12 vida açılacaktır. Çap 26 dan 12 ye düşürmek için G90 boyuna tornalama çevrimi M12 vida çekmek için G92 vida çekme çevrimi kullanınız. (M12 vida adımı 1.75 diş dibi çapı 9.80mm dir) O1071 G90 G21 G99 G97 G54 T0202 M03 S1600 G00 Z3 X28 G90 X22 Z-90 F0.1 M08 X18 X14 X12 G00 X100 Z100 T0303 M03 S400 G00 Z5 X13 G92 X11 Z-50 F1.75 M08 X10.5 X10 X9.90 X9.80 X9.80 G28 U0 G28 W0 M05 M30

33 ÖRNEK 177: Aşağıdaki taralı bölge G71 çaptan çoklu talaş kaldırma çevrimi ile işlenecektir. Buna göre cnc proğramını yazınız 0222 (MİL ÖN YÜZ) G90 G54 G21 G99 G97 T0101 M03 S1100 G00 X42 Z3 G71 U2 R0.5 G71 P5 Q12 U0 W0 F0.2 N5 G00 X20 G01 Z0 X30 Z-5 Z-37 N12 G02 X40 Z-42 R5 G00 X200 Z200 M05 M30 ÖRNEK 186 çap 30 dan çap 16 ya düşürmek için G71 ile tornalama İşlemi yapınız (MİL M16) T0101 M03 S1000 G00 X32 Z3 G71 U1.5 R1 G71 P10 Q20 U0.5 W0.2 F0.2 N10 G00 X16 GO1 Z-88 N20 X30 G00 X200 Z200 TO2O2 (FİNİŞ KALEMİ) M03 S1600 GOO X32 Z3 G70 P10 Q20 F0.1 G00 X200 Z200 M05 M30
34 Örnek 124: aşağıda verilen parçanın taralı bölgesinde çapta 6 mm boyda 4 mm fazla talaşı G73 profil tornalama çevrimi ile işleyiniz 0252 (G73 ÖRNEK) T0101 M03 S1200 G00 X125 Z5 G73 U6 W4 R3 G73 P5 Q6 U0 W0 F0.3 N5 G00 X40 G01 Z0 X50 Z-4 Z-25 X96 G03 X120 Z-37 R12 G01 Z-50 N6 X127 G28 U0 W0 M05 M30 G73 PROFİL TORNALAMA ÇEVRİMİ FORMATI G73 U_ w_ R_ (U: çapta bırakılan fazla talaş W: boyda bırakılan fazla talaş F: kaç seferde talaşın alınacağı) G73 P_Q_ U_ W_ F_ (P: yolun başlangıcı Q: yolun sonu U: x finişe bırakılan talaş w: z de finişe bırakılan talaş F: ilerleme) N_.. N_
35 ÖRNEK 27 Şekildeki parçanın M12 vida açılacaktır. Vidayı G76 komutu ile vida açmak için cnc proğramını yazınız (M12 vida adımı 1.75 diş dibi çapı 9.80mm dir) O1071 G90 G21 G99 G97 G54 T0202 (VİDA KALEMİ) M03 S1600 G00 X 13 Z4 G76 P Q200 R500 G76 X9,80 Z-50 R0 Q300 P1100 F1,75 GOO X200 Z00 MO5 M30 G76 ÇEVRİMİ FORMATI G76 P (aabbcc) Q R G76 X Z P Q F P:(aabbcc) aa:finiģ pasosunun tekrar sayısı bb:vida sonundaki pahın boyu, adımın katı olarak cc:vida profil açısı(80,60,55,30,29,0 ) Q:Minimum talaģ derinliği mikron cinsinden R:FiniĢ paso payı X:Vida diģ dibi çapı [diģ üstü çapı - (0.65xadımx2)] Z:Vidanın son bulacağı Z koordinatı P:DiĢ yüksekliği mikron olarak (0.65xadım) Q:Ġlk paso miktarı mikron ve yarıçap olarak F:Vidanın adımı
36 ÜZÜMLÜ ÇOK PROĞRAMLI LİSESİ CNC DERSİ PERFORMANS ÖDEVİ Aşağıda verilen parçayı belirtilen işlem sırasına göre cnc proğramını yapınız. Parçanın stok ölçüsü (çap 44 mm dir.) İŞLEM SIRASI: 1 ALIN TORNALAMA 2- G71 İLE PARÇA DIŞ YÜZEYLERİ TORNALAMA 3- FİNİŞ TORNALA 4- PUNTA DELİĞİ AÇMA 5-ÇAP 16 LIK MATKAPLA DELME 6- DELİK KALEMİ İLE DELİK İŞLEME 7-PARÇA KESME (KESKİ KALEMİ GENİŞLİĞİ 3MM) (DEVAMI) T0606 M03 S1200 G00 X14 Z4 G90 X18 Z-28 F0.1 X20 G00 X200 Z200 T0707 M03 S1500 G00 X46 X-31 G01 X-1 F0.1 G00 X200 Z00 M05 M (B GRUBU) T0101 M03 S1400 G00 X46 Z0 G01 X-1 F0.1 GOO X200 Z200 T0202 (SOL YAN KABA TALAS) M03 S1200 G00 X46 Z2 G71 U2 R1 G71 P10 Q20 U0.5 W0.1 F0.2 N10 G00 X28 G01 Z-12 X42 Z-18 Z-28 N20 X44 G00 X200 Z200 T0303 M03 S2000 G00 X 46 Z2 G70 P10 Q20 FO.1 G00 X200 Z200 T0404 (PUNTA MATKABI) M03 S1800 G00 X0 Z3 G01 Z-6 F0.1 G00 Z3 G00 X200 Z200 T0505 (16 MATKAP) M03 S1200 G00 X0 Z5 G01 Z-30 G00 Z5 X200 Z200
37 Cnc freze Örnek proğramlar 2014-Üzümlü Ç.P.L mygon
38 1- Aşağıda şekli verilen parçanın belirtilen işlem sırasına göre cnc proğramını yazınız. 1- Yüzey frezeleme çap 50 lik tarama 2- Kare 40 derinlik 12 kontur frezeleme çap 50 lik tarama 3- Delik delme çap 12 matkap (B GRUBU) G91 G28 Z0 M6 T1 (50 TARAMA) M03 S1000 G90 G54 G40 G80 G00 X-60 Y-20 G00 Z0 G43 H1 G01 X60 F600 Y20 X-60 G00 X-50 Y50: G00 Z-12 G41 D1 G01 X-20 Y20 F600 X20 Y-20 X-20 Y20 G28 Z0 G40 M6 T2 (ÇAP 12 TARAMA) M03 S700 G00 X0 Y0 G43 H2 Z2 G01 Z-12 F600 G00 Z5 G28 Z0 G28 X0 YO M05 M30
 \" Afrika'da her sabah bir ceylan uyanır, en hızlı aslandan daha hızlı koşması gerektiğini, yoksa öleceğini bilir.")
39 Bir yıllık varlık istersen buğday, on yıllık varlık istersen ağaç, yüz yıllık varlık istersen insan yetiştir. (Çin atasözü) " Afrika'da her sabah bir ceylan uyanır, en hızlı aslandan daha hızlı koşması gerektiğini, yoksa öleceğini bilir. Afrika' da her sabah bir aslan uyanır, en yavaş ceylandan daha hızlı koşması gerektiğini yoksa aç kalacağını bilir. Aslan ya da ceylan bir önemi yoktur. Yeter ki güneş doğduğunda koşmak zorunda olduğunuzu bilin. (Afrika atasözü) Yaptığınız işte ilk üçe girmiyorsanız kaçıncı olduğunuzu önemi yoktur. (Yılmaz YARAR)
ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız.
 1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
CNC torna programlama örnekleri
 CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
CNC TEZGÂH PROGRAMLAMA & UYGULAMALAR
 CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
OSMANLI TARİHİ II.ÜNİTE 8.KONU: REFORM
 OSMANLI TARİHİ II.ÜNİTE 8.KONU: REFORM 17.02.2017 Sen Piyer Meydanı DÜNYANIN EN ZOR ŞEYLERİNDEN BİRİ, HERKESİN DÜŞÜNMEDEN SÖYLEDİĞİNİ DÜŞÜNEREK SÖYLEMEKTİR. Emil Chartier Sen Piyer Meydanı Reform,kelime
OSMANLI TARİHİ II.ÜNİTE 8.KONU: REFORM 17.02.2017 Sen Piyer Meydanı DÜNYANIN EN ZOR ŞEYLERİNDEN BİRİ, HERKESİN DÜŞÜNMEDEN SÖYLEDİĞİNİ DÜŞÜNEREK SÖYLEMEKTİR. Emil Chartier Sen Piyer Meydanı Reform,kelime
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Alın Tornalamada izlenecek işlem sırası şu şekildedir
 Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
FANUC CNC PROGRAMLAMA
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA. Ergün KESKİN
 SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
Edited by Foxit PDF Editor Copyright (c) by Foxit Software Company, 2004 For Evaluation Only.
 by Foxit Software Company, 2004 For Evaluation Only.") CAK serisi CNC tornalari tornalama islemlerinde hem saglamis oldugu pratik operasyon kabiliyetleri acisindan, hemde gerçeklestirdigi kaliteli islemler bakimindan, diger CNC modelleri ile mukayese edildiginde
CAK serisi CNC tornalari tornalama islemlerinde hem saglamis oldugu pratik operasyon kabiliyetleri acisindan, hemde gerçeklestirdigi kaliteli islemler bakimindan, diger CNC modelleri ile mukayese edildiginde
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
TAKIM TEZGAHLARI LABORATUARI
 TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Endüstriyel Balans. High Technology
 Endüstriyel Balans M500-2A Endüstriyel Yatay Balans 860 mm 1000 mm En Küçük Parça Çapı 70 mm (1000 D/d) En Küçük Parça Çapı 70 mm (1000 D/d) 500 kg 500 kg En Küçük Parça Ağırlığı 0,25 kg (1000 D/d ve üzeri)
Endüstriyel Balans M500-2A Endüstriyel Yatay Balans 860 mm 1000 mm En Küçük Parça Çapı 70 mm (1000 D/d) En Küçük Parça Çapı 70 mm (1000 D/d) 500 kg 500 kg En Küçük Parça Ağırlığı 0,25 kg (1000 D/d ve üzeri)
Herkes Birisi Herhangi Biri Hiç Kimse
 Gösterdim Gördü anlamına gelmez Söyledim Duydu anlamına gelmez Duydu Doğru anladı anlamına gelmez Anladı Hak verdi anlamına gelmez Hak verdi İnandı anlamına gelmez İnandı Uyguladı anlamına gelmez Uyguladı
Gösterdim Gördü anlamına gelmez Söyledim Duydu anlamına gelmez Duydu Doğru anladı anlamına gelmez Anladı Hak verdi anlamına gelmez Hak verdi İnandı anlamına gelmez İnandı Uyguladı anlamına gelmez Uyguladı
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;