Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
|
|
|
- Ilhami Sönmez
- 7 yıl önce
- İzleme sayısı:
Transkript
1 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
2 Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına gelir.
3 Süreksizlikler Kat / kademe şeklinde ve derin izler şeklinde (Ana malzemeye has süreksizlik türü) Laminasyon şeklinde Kaynak çentikleri (undercut) şeklinde Kaynak çatlakları şeklinde Kaynak gözenekleri - porozite şeklinde ve diğer değişik şekillerde oluşur.
4 Hata Oluşması kabul kriterlerini aşan süreksizlik anlamına gelmektedir. Her hata bir süreksizliktir. Fakat her süreksizlik bir hata değildir..
5 Süreksizliğin Önemini Belirleyen Faktörler Çizgisel olması ya da çizgisellikten uzak (non lineer) olması Kenar, köşe, uç geometrisi - keskinliği Yüzey altında ya da yüzeyde olması Yüklemenin düzenli ya da düzensiz olması Yorulma yaratacak bir düzende olması Darbe formunda anlık olması
6 Çatlak Keskin geometrili, yüzeye açık veya kapalı bir süreksizlik olup büyük derinlik / genişlik oranına sahip olması en karakteristik özelliğidir.

7 Çatlak Türleri Sıcak / soğuk Dikişaltı Boylamasına Enlemesine Boğaz / kenar / kök IEB / ana metal ve değişik türlerdedir.
8 Boylamasına çatlak
9 Enlemesine Çatlak

10 Boğaz Çatlağı
11 Köşe çatlağı
12 Aluminyumda krater çatlağı
13 Aluminyum kaynağında krater çatlağının yayılımı
14 Dikişaltı çatlakları

15 Dikişaltı çatlakları Genellikle zamanla ortaya çıkan çatlaklardır. Çoğunlukla hidrojen neden olur. Fark edilmeleri oldukça güçtür. Düşük H 2 li yöntemlerin kullanılması ile engellenebilir.
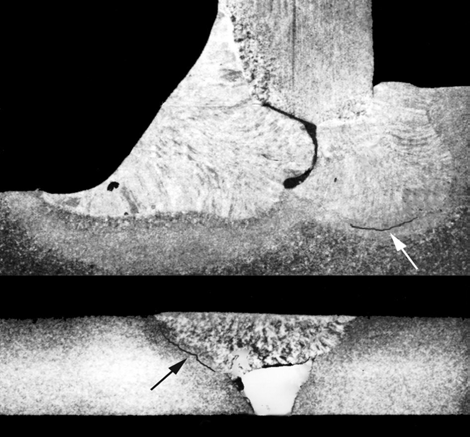
16 Yetersiz Ergime Kaynak metali ile ana malzemenin birleşme yüzeyleri ya da kaynak metali ile ara pasolara ait birleşme yüzeyleri arasında, kabul edilebilir bir kaynaşma ve karışma olamaması ile tanımlanabilecek süreksizlik türüdür.
17 Yetersiz Ergime Yüzeyleri
18 Yüzeye Açık Yetersiz Ergime
19 Ana Malzeme ile Kaynak Metali Arasında Yetersiz Ergime
20 Radyografik Muayenede Yetersiz Ergimenin Ana Malzeme Kaynak Ağzı Bölgesindeki Durumu

21 Yetersiz Nüfuziyet Kaynak metalinin, ana malzeme cidar kalınlığı boyunca tamamen nüfuz edememesi halinde görülen süreksizliktir. Bu terim, yalnızca kaynak ağzı açılmış oluk kaynağı denilen birleştirmelere özgü kullanılır.
22 Yetersiz Nüfuziyet Örnekleri
23 Çoklu Pasolara Ait Yetersiz Nüfuziyet Örnekleri
24 Radyografik Muayenede Dikiş Başlangıç ve Bitiş Noktalarında Görülen Nüfuziyet Hataları
25 Kısmi Nüfuziyet Tam nüfuziyetin tasarımcı tarafından zorunlu tutulmadığı durumdur. Süreksizliktir, fakat amacı karşılayan yeterliktedir.
26 Kalıntılar (İnklüzyonlar) Cüruf, kaynak pastası, tungsten veya oksit kalıntıları gibi kaynak banyosundan çıkamayan katı malzemelerdir.
27 Yüzeydeki Cüruf Kalıntılarının Oluşturduğu Poroziteler
28 Radiografik Muayenede Boylamasına Cüruf Kalıntılarının Belirlenmesi
29 Radiografik Muayenede Tungsten Kalıntıları
30 Porozite (Gözenek) Kaynak banyosunun katılaşması sırasında içeri hapsolan gazın meydana getirdiği çukur geometrili sürksizliktir.
31 Sıçrantı Halindeki Yüzey Porozitesi
32 Çizgisel Yüzey Poroziteleri ve Bunları Birleştiren Yüzey Çatlağı
33 Farklı Bölgelere Dağılmış Yüzey Poroziteleri
34 Kaynak Banyosundan Yüzeye Uzanmış Porozite
35 Sıçrantılı Porozitenin Radyografik Muayenedeki Görünüşü
36 Radyografik Muayenede Kümeleşmiş Porozitenin Görünüşü
37 Radiografik Muayenede Çizgisel Porozitenin Görünüşü
38 Kaynak Çentikleri (Undercut) Dikiş dibi veya dikiş yüzü tarafındaki kaynak ağzı bölgelerinde ergime oluşmasına karşın, kaynak metali ile tamamen doldurulamamaları sonucu oluşan çentik (Yanma Oluğu) durumudur.
39 Undercut Durumunun Tipik Görünümü
40 Dolgu Metaline Bitişik Olan Dikiş Yüzü Tarafındaki Undercut

41 Yüzeye Açık Undercut Durumunun Radyografik Testi Tipik olarak yüzeye açık oluşan undercut hatasında RT yanıltıcıdır. VT undercut lar için daha belirleyicidir.
42 Dolgu Azlığı (Underfill) Kaynak yüzeyinin ya da kök yüzeyinin bitişik ana malzeme yüzeyinden aşağıda olduğu eksik dolgu malzemesi ergitmeden kaynaklanan hatadır.

43 Underfill hatasının alın kaynaklarında görülmesi
44 Overlap (Soğuk Yığılma) Kaynak metalinin taşarak, kök ana malzeme ya da kaynak yüzeyinde ana malzeme- dolgu metali çizgisinden çıkıntı yapmasıdır. Overlap hatası ; ya dolgu metalinin gerekenden çok verilmesinden ya da belirli dolgu miktarına uygun gerilimden daha düşük bir gerilimle kaynak yapılmamasından kaynaklanır.

45 Köşe ve alın kaynaklarında overlap hatası
46 Overlap örnekleri Overlap Overlap

47 Köşe Kaynağında Undercut & Overlap Undercut Overlap
48 Köşe Kaynağında Dışbükeylik Yüzeyde, kaynak köşelerini birleştirdiği kabul edilen çizginin, dikiş yüzeyindeki en yüksek noktaya mesafesi dışbükeylik miktarını vermektedir.
49 Kaynak Dikişi Dışbükeyliği
50 Kaynaklı Birleştirmede Takviye Amaçlı Dışbükeyliğin Arttırılması Gereğinden fazla miktarda metal yığılarak dışbükeyliğin arttırılması her zaman takviye yapıldığı sonucunu doğurmamaktadır. Dışbükeyliğin artması çentik etkisinin de artmasına sebep olmaktadır.
51 Yüzey ve Kökte Gereğinden Fazla Metal Yığılması
52 Takviye Olarak Kabul Edilebilecek Çift Taraflı Besleme
53 Destek Açısının Artması ile Yorulma Dayanımının Azalması

54 Kabul edilebilir ve kabul edilemez takviye geometrileri
55 Ark Patlamaları Bölgesel tekrar ergiyen metal oluşumu, ısıdan etkilenmiş yeni bölgeler oluşumu ya da yüzey profilinin değişimi ile sonuçlanan arkın ani değişimleri ile meydana gelen süreksizliklerdir.
56 Ark Patlamaları ile Oluşan Martenzitik Yapının Mikro Fotoğrafı
57 Sıçrantı Kaynak sırasında kaynak banyosundan çıkan ve o andan sonra artık kaynak dolgusuna ait olamayan ergimiş metaldir.

58 Çukurcuk Meydana Getiren Sıçrantı
59 Laminasyon Genellikle ana metalin çalışma yüzeyine paralel olarak meydana gelen, zayıf katman ya da ayrık katman oluşturan süreksizliktir.

60 Laminasyona bağlı çatlak oluşumu ve katmanların birbirinden ayrılması
61 Katmanların Ayrılması (Delaminasyon) Yük altında meydana gelen ve katmanların yüzeye paralel olarak parçalanmasıdır.

62 Katmanların Yırtılması (Lameler Yırtılma) Kalınlık doğrultusunda çekme gerilmelerine maruz kalan yüzey altı basamak benzeri kademelerin ya da yüzey altı katmanlarının aralarında yırtık benzeri formlar oluşmasıdır.

63 Lameler Yırtılma
64 Kat / Kademeler ve Derin İzler Haddeden çıkan ana malzemenin yüzeyinde karşılaşılan haddeleme doğrultusunda meydana gelen hatalardır.
65 Bir Yarı Mamulün Yüzeyindeki Derin İzler

66 Yarı Mamul Halindeki Malzemedeki Kümelenmiş Derin İzler
67 Çelik Kütüğündeki Yüzey Kademeleri

68 Boyutsal Hatalar Büyüklük düzensizlikleri Şekil kusurları Çarpılmalar (distorsiyonlar)

69 EBW (Elektron Işın Kaynağı) ve LBW (Laser Işın Kaynağı) süreksizlikleri Bu süreksizlikler yüksek enerji gerektiren dar genişlikli kaynaklara mahsustur. Dikiş sapması (birleşim yerini ıskalama) Kök gözenekliliği Çekme boşukları Sıcak çatlak Delme tehlikesinden dolayı oluşan nüfuziyet eksikliği
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler
 Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Sünek Kırılma : Kırılma Türleri. Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir.
 KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI. Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN
 ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN GENEL ESASLAR 2 3 4 5 6 KAYNAKLAR (13.2) 7 8 Küt Kaynaklar (13.2.1) Etkin Alan (13.2.1.1) Küt kaynakların etkin alanı,
ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN GENEL ESASLAR 2 3 4 5 6 KAYNAKLAR (13.2) 7 8 Küt Kaynaklar (13.2.1) Etkin Alan (13.2.1.1) Küt kaynakların etkin alanı,
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett
 Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
Statik ve Dinamik Yüklemelerde Hasar Oluşumu
 Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2 petrol tankerinin imalatı
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2 petrol tankerinin imalatı
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ. K aynak. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN 1 /27
 MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Kaynaklı Birleştirmelerin Statik ve Yorulma Dayanımına Etki Eden Faktörler
 Kaynaklı Birleştirmelerin Statik ve Yorulma Dayanımına Etki Eden Faktörler Özler KARAKAŞ, Alper GÜLSÖZ Pamukkale Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü ÖZET Kaynaklı birleştirmelerin
Kaynaklı Birleştirmelerin Statik ve Yorulma Dayanımına Etki Eden Faktörler Özler KARAKAŞ, Alper GÜLSÖZ Pamukkale Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü ÖZET Kaynaklı birleştirmelerin
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT KABİLİYETİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 1, 55-65, 2013 Journal of Advanced Technology Sciences Vol 2, No 1, 55-65, 2013 PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 1, 55-65, 2013 Journal of Advanced Technology Sciences Vol 2, No 1, 55-65, 2013 PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI
 A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ
 YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
YÜK KALDIRMA APARATLARININ KONTROLLERİ VE TAHRİBATSIZ MUAYENELERİNİN ÖNEMİ Zafer TUĞCU 1, Gökhan ÖZTÜRK 1, Abidin YILDIRIM 2, Dr. Murat TOSUN 2 1 TMMOB Makina Mühendisleri Odası İstanbul Şubesi Muayene
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
u E M 1 UYGULAMALI EĞİTİM MERKEZİ TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi
 UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
UYGULAMALI EĞİTİM MERKEZİ u E M 1 TEKNIK r d AMMINIERiMiZ AWAINIFi 6i1615A r VAR CE5TcKL KONIRCQ TAHRMA.I.Sq MVA YINE VORW tim res x VF ANA ERi MALA..11 ı w:91. "' D erçi T NIMOS. MfJiIMA heohendisi.e
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ
 ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
ALÇI İȘLERİ İÇİN DEKORASYON PROFİLLERİ Köşe leri 9002 köşe bitiş profilidir. Hareketli tavan ve duvar bitişlerinde kullanılır. Tek taraflı uygulanır. 9077 Farklı kanat genişliklerinde üretilen alüminyum
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN EĞME TESTLERİ
 ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN EĞME TESTLERİ 1. Giriş. Metalik Malzemelerin Eğme ve Katlama Deneyleri Eğme ve katlama deneyleri, deneyin yapılışı açısından benzerlik gösterseler de deney amacı açısından
ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN EĞME TESTLERİ 1. Giriş. Metalik Malzemelerin Eğme ve Katlama Deneyleri Eğme ve katlama deneyleri, deneyin yapılışı açısından benzerlik gösterseler de deney amacı açısından
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler. Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi
 Hazırlanması için Yöntemler. Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi") Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi Giriş Personel EN ISO 9606, EN ISO 14731.. İşletme ISO 9001, EN ISO 3834.. Kaynak Yöntemi
Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi Giriş Personel EN ISO 9606, EN ISO 14731.. İşletme ISO 9001, EN ISO 3834.. Kaynak Yöntemi
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
KAYNAK HATALARI VE GİDERiLMESi
 KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
Deneyin Yapılışı: Deneyin Adı Çentik Darbe (Vurma) Deneyi
 Deneyi") 1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
OTOMOTİV SAC VE GÖVDE KAYNAKÇISI (SEVİYE 3) SINAV ŞARTNAMESİ. Birimlerin Gruplandırılma Alternatifleri: A1 ve seçmeli birimlerden 1 tanesini seçilir.
 SINAV ŞARTNAMESİ. Birimlerin Gruplandırılma Alternatifleri: A1 ve seçmeli birimlerden 1 tanesini seçilir.") 1.0. AMAÇ Bu şartname, 12UY0053-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI (SEVİYE-3) adayının belgelendirilmesine yönelik olarak yapılacak olan sınav için temel şartları, yeterlilik alanını, sınav koşullarını,
1.0. AMAÇ Bu şartname, 12UY0053-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI (SEVİYE-3) adayının belgelendirilmesine yönelik olarak yapılacak olan sınav için temel şartları, yeterlilik alanını, sınav koşullarını,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
ISO :2017 deki yenilikler ve ISO : A2:2012 ile karşılaştırılması. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
BÖLÜM 5 KAYNAK HATALARI
 BÖLÜM 5 KAYNAK HATALARI Kaynaklı parçalarda kalıntı gerilme (iç gerilme) Kaynaklı parçalarda kalıntı gerilme (iç gerilme) Kaynaklı parçalarda kalıntı gerilmenin etkisi: 1- Gevrek kırılma 2- Gerilmeli korozyon
BÖLÜM 5 KAYNAK HATALARI Kaynaklı parçalarda kalıntı gerilme (iç gerilme) Kaynaklı parçalarda kalıntı gerilme (iç gerilme) Kaynaklı parçalarda kalıntı gerilmenin etkisi: 1- Gevrek kırılma 2- Gerilmeli korozyon
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Yüksek Basınçlı Döküm Prosesinde Hataların Çözümünde Kök Neden Analizi
 Yüksek Basınçlı Döküm Prosesinde Hataların Çözümünde Kök Neden Analizi 9. Ulusal Döküm Kongresi 21 Ekim 2017 MAGMA BİLİŞİM İçerik 1. Giriş 2. Hata Çözümü Yaklaşımı 3. Hata Sınıflandırma Sistemi 4. Yüzey
Yüksek Basınçlı Döküm Prosesinde Hataların Çözümünde Kök Neden Analizi 9. Ulusal Döküm Kongresi 21 Ekim 2017 MAGMA BİLİŞİM İçerik 1. Giriş 2. Hata Çözümü Yaklaşımı 3. Hata Sınıflandırma Sistemi 4. Yüzey
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Farklı piston yağlayıcılarının ısıl reaksiyonu ve bunun döküm kalitesine etkisi
 TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı