DIN EN e GÖRE ÇELĠK GRUPLARI
|
|
|
- Ata Neftçi
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ÖZEL ÇELİKLER
2 DIN EN e GÖRE ÇELĠK GRUPLARI Ayrım Kriteri AlaĢımsız ç elikler AlaĢımlı Çelikler Kimyasal Analiz Temel Çelikler Kaliteli Çelikler Asil Çelikler Kaliteli Çelikler Asil Çelikler Kullanım yeri ve Özellikler (Ör. Mekanik Özellikler)

3 Temel Çelikler Genel çelik türü Özellikler için üretim yönteminde sınırlama yok Bu tür çelikler ısıl işleme uygun değil Mn ve Si elementleri dışında diğer elementlerde herhangi bir kısıtlama yok

4 Alaşımsız Kaliteli Çelikler NMI açısından sınırlama yok Temel çeliklerden farkı daha üstün örneğin mekanik özelliklerin veya daha ince tane boyutu isteniyor Kaliteli çelikler ile temel çeliklerin üretim prosesleri birbirlerinden farklılık gösterir.

5 Alaşımsız Asil Çelikler NMI açısından sınırlama var Mikroyapıda yüksek temizlik Islah veya yüzey sertleştirilmesi için uygun Mukavemet, kaynak gibi özellikler çok dar sınırlarda Çok düşük P ve S oranları var -50 C'de 27 J darbe enerjisi

6 Alaşımlı Kaliteli Çelikler Alaşımsız çeliklere benzer kullanım alanları yüksek özellikler için alaşımlı Islah veya yüzey sertleştirme için üretilmez. Bu çelik grubunda Si- ve Al- sınırlamalar ince taneli kaynaklanabilir yapı çelikleri Ferro manyetik özelliklere sahip çelikler Ray çelikleri Kompleks soğuk şekillendirme için saclar Dual fazlı çelikler

7 Alaşımlı Asil Çelikler Bileşim hassas ayarlanıyor Yeni kullanım alanları var Bu çelik grubuna paslanmaz çelikler, yüksek sıcaklığa dayanıklı çelikler yüksek sıcaklıkta yüksek mukavemet rulman çelikleri özel fiziksel iletkenlik v.b

8 Kullanılan 1928 çelik türü 21'i alaşımsız temel çelikler. 335'i alaşımsız kaliteli çelikler. 98'i alaşımlı kaliteli çelikler. 159'u alaşımsız asil çelikler. 1315'i alaşımlı asil çeliklerdir.

9 Cast iron and cast steel (Çelik döküm) Nickel base alloy and high nickel containing steels (Ni-Bazlı) Cementation steels (sementasyon) Free-cutting steels (otomat) Cold extrusion steels (soğuk şekillendirilebilir) Nitriding steels (nitrürlü) Chain steels (zincir) Steels for surface hardening (indüksiyon veya alevle yüzey sertleştirilebilir) Structural steels (yapı) AFP-Steels (precipitation hardening ferritic-pearlitic steel) Heat-treatable steels (ıslah) Anti-friction bearing steels (rulman) Carbon tool steels (alaşımsız takım) Tool steels for cold working (soğuk iş takım) Tool steels for hot working (sıcak iş takım) High-speed steels (yüksek hız takım) Spring steels (yay) Stainless steels (ferritic) Stainless steels (martensitic) Stainless steels (ferritic-austenitic) Physical steels (özel fiziksel özelliklere sahip, ölçüm) Amagnetic steels (non-magnetizable steel) Heat resisting steels and valve steels (sıcağa dayanıklı, ventil) Welding filler metals (kaynak elektrotları)
 Tool steels for hot working (sıcak iş takım) High-speed steels (yüksek hız takım) Spring steels (yay) Stainless steels (ferritic) Stainless steels (martensitic) Stainless steels")
10 Al (Alum inyum) B (Bor) Bi (Bizmut) Co (Kobalt) Cr (Krom) Cu (Bakır) La (Lantanit) Mn (Mangan) Mo (Molibden) Nb (Niobyum) Ni (Nikel) Pb (KurĢun) Se (Selen) Si (Silisyum) Te (Tellür) Ti (Titanyum) V (Vanadyum) W (Wolfram) Zr (Zirkonyum) Diğer (C, P, S, N harici) ve herbiri

11

12 Kullanılan kavramlar AlaĢımsız çelik Önceki tablodan daha az alaģım elementi içerir AlaĢımlı çelik Toplam alaģım elementi < % 5 Yüksek alaģımlı çelik Toplam alaģım elementi > % 5

13 Genel yapı çelikleri Levha, sac, profil Ģeklinde çelik kontrüksiyon, bina, köprü, makina, gemi yapımı St-33 ile St-70-2 arasındaki tüm çelikler bu sınıftadır.

14 Simge DIN GENEL YAPI ÇELİKLERİ Karbon miktarı % Kopma Dayanımı kg/mm² Kalınlık Akma Dayanımı kg/mm² Kalınlık Sim ge Malz. Nr. yaklaşık < 3 m m m m.. 16 m m DIN Özellikleri St St Semente edilebilir, kaynak edilebilir St37-2 Ust St St Genel olarak kaynak edilebilir St Genel olarak kaynak edilebilir St Islah edilebilir St Kaynak edilebilir St Kaynak edilebilir Genel amaçlı boru imalaltına uygun, semente ve kaynak edilebilir St Serleştirilebilir, Islah edilebilir St Serleştirilebilir, Islah edilebilir

15 İmalat Çelikleri Sade karbonlu çelikler, alaģımsız makina yapım çeliği olarak da ifade edilirler SAE 1040 (C 35), Makina - aparat yapımında mukavemet gerektiren parçaların imalinde, hidrolik silindirlerin piston millerinde, güç aktaran millerde (preslerin eksantrik mili gibi), DiĢli ve civata imalinde yaygın olarak kullanılır. Sertliği 55 HRC ye kadar çıkabilir, indüksiyonla da sertlik alır. Kaynak yapmaya pek uygun değildir.

16 SAE 1040 (C 35) Makina - aparat yapımında hidrolik silindirlerin piston millerinde, güç aktaran millerde (preslerin eksantrik mili gibi), DiĢli ve civata imalinde yaygın olarak kullanılır. SAE 1050 (C 45) toprak ve kömür sektöründe kırıcı ve kazıcı SAE 1060 (C 60) toprak iģleme makinalarının ( pulluk, çapa vb ) yapımında
 toprak ve kömür sektöründe kırıcı ve kazıcı SAE 1060 (C 60)")
17 Islah çeliği SertleĢtirilmiĢ ve temperlenmiģ çelik C içerir, sertlik yanında tokluk istenir Genel makina çeliği Takım çeliği değil

18 Takım çeliği Kullanım yerine göre farklı özellikler Sıcak Yüksek sıcaklıkta mukavemet Soğuk Hız Normal (max150 C) ve oda sıcaklıklarında yüksek sertlik Yüksek kesme hızlarında yüksek sertlik

19 Mukavemet = dayanım (kesitte taģınabilir yük) SertleĢme = yüksek sertliği düģük soğutma hızlarında kazanabilme Kritik soğuma hızı = en yüksek sertlik için en düģük soğutma hızı SertleĢme derinliği = en büyük parça geometrisinde en yüksek merkez sertlik

20 Desoksidasyon= oksijen giderme Durgun çelik = düģük Okisijen içeren çelik Kaynar = yüksek oksijen içeren çelik

21 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları Çelik Standartlarında Kullanılan Semboller: (Çelik Kullanım Yeri ve Özelliklerine Göre) S = Genel Yapı Çeliği P = Basınçlı Boruların Ġmalinde Kullanılan Çelikler L= Makina Motor Yapı Çelikleri Bu Sembolleri bir sayı takip eder ve çeliğin en küçük kalınlık veya çapta ölçülen min. Akma Mukavemetini MPa olarak verir. Örnek S355, Genel yapı çeliği Re>= 355 MPa. E295, Makina Yapı Çeliği Re>= 295 MPa
22 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları B = Beton çeliği, bu iģareti karakteristik akma mukavemeti takip eder. Y = Gerdirme Ġçin Kullanılan Çelikler bu iģareti min. çekme mukavemeti takip eder. R = Ray Çelikleri bu iģareti min. çekme mukavemeti takip eder. H = Derin Ģekillendirme için kullanılan soğuk hadde ürünü saclar, bu iģareti min. akma mukavemeti takip eder. D = Soğuk Ģekillendirme için kulanılan yumuģak sac veya levhalar, bu iģareti ayrıca Ģu semboller takip eder: (1) C = soğuk hadde mamulleri için (2) D = soğuk haddelenecek sıcak mamuller için (3) X = sıcak veya soğuk hadedlendiği belirtilmeyen mamüller için. T = Çok ince taneli ve kalay veya krom kaplanmıģ saclar için M = Trafo Sacı, bu iģareti maks. manyetik kayıp miktarı takip eder.

23
24
25
26 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları Kimyasal Kompozisyona Göre) 1. AlaĢımsız Çelikler a) C sembolünü b) Bir sayı takip eder ve çelikteki karbon miktarının 100 katını ifade eder. Örnek : C35, C : Karbonu, 35 : % 0.35 karbon içerdiğini gösrerir. 2. AlaĢımsız ve düģük alaģımlı Çelikler: Maksimal alaģım elementi miktarı % 5. a) Bir sayı, karbon miktarının 100 katını ifade eder, b) AlaĢımlanmıĢ elementlerin kimyasal sembolleri, eğer aynı oranda birden fazla element varsa bu elementler alfabetik sıraya göre dizilir, ğer farklı oranlar varsa yüksek orandan düģüğe doğru sıralama yapılır. c) AlaĢım elementlerinin miktarı, kimyasal sembol sırasına göre, bu miktarlar aģağıdaki tablodaki faktörlere bölünerek hesaplanır:
27
28

29
30
31 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları Elem ent Cr, Co, Mn, Ni, Si, W Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr Ce, N, P, S B Faktör Örnek : 13CrMo4-4 C-Miktarı % 0.13 Cr-Miktarı % 1 Mo-Miktarı % 0.4
32
33
34 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları AlaĢımlı Çelikler (Yüksek Hız Çelikleri hariç) alaģım elementi miktarı % 5'den fazla ise a) önce bir X iģareti b) sonra bir sayı, bu sayı karbon oranının 100 katını ifade eder. c) sonra alaģım elementlerinin kimyasal sembolleri, miktarlarına göre sıralıdır d) sonra birbirlerinden '-' ile ayrılmıģ sayılar yukarısdaki kimtasal elementlerin alaģımdaki miktarlarını verir.
35 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları Örnek X5CrNi AlaĢım elemti miktarı bir element için % 5'den büyük Cr = % 18 Karbon Oranı = % 0.05 Ni = % 10
36 Çeliklerin Sistematik Sınıflandırılması ve Çelik Normları Yüksek Hız Çelikleri: Bu çelikler bir dizi sembol ile adlandırılır: a) önce HS sembolü (High Speed = yüksek hız) b) Sayılar dizisi sırası ile aģağıdaki elementlerin miktarını verir: - Wolfram (W) - Molibden (Mo) - Vanadin (V) - Kobalt (Co)

37
38 Çelik Malzemelerde Mikroyapı Çeşitleri
39 Ferrit Ön ötektoid, tanesel, iğnesel, delta, kalıntı Östenit Paslanmaz, kalıntı Sementit Tane sınırı, küresel tavlı Perlit ÇeĢitleri Beynit Alt ve üst beynit Martenzit Kubik, masif, tabaka, iğnesel
40 Alaşım Elementleri ve Etkileri
41 KARBON
42 Mukavemeti arttırır SertleĢmeyi kolaylaģtırır Kritik soğutma hızını düģürür SertleĢme derinliğini arttırır
43 SİLİSYUM
44 Mn- ve Al- ile desoksidasyon elementi Min Si oranı % 0.2 olmalı
45 Si çözünürlüğü yak. % 14 dür. % 6.5 Si ve üzerinde üst konumda kırılgan bir alaģım oluģur. % 3 Si üzerinde soğuk Ģekillendirme ve % 7 üzerinde de sıcak Ģekillendirme mümkün değildir.
46 Si katkısı ile feritte karbon çözünürlüğü artar ve dolayısıyla karbür oluģumu engellenir. Si katılaģmanın denge koģullarına uygun gerçekleģmesini sağlar. Bu nedenle tavlama sırasında sementit demir ve grafit e ayrıģır (Burada Sielementinin grafiti stabilize etkisi vardır)
47 Si akma ve çekme dayanımlarını arttırırken uzamayı çok fazla etkilemez. Bunun dıģında kritik soğuma hızını düģürerek sertleģme derinliğini arttırır. Si alaģımlı çeliklerde yüksek akma dayanımı elde edilmesi nedeni ile yay çeliklerinde kullanılır.
48 Si demirin elektrik direncini arttırdığı ve manyetik kayıpları da azalttığı için %4 Si alaģımı ile trafo çeliklerinde kullanılır. Tavlama sırasında bilinçli olarak oluģturulan SiO 2 asitli ortamlarda korozyona karģı direnç sağlar.
49 Si ile Alaşımlı Örnek Malzemeler
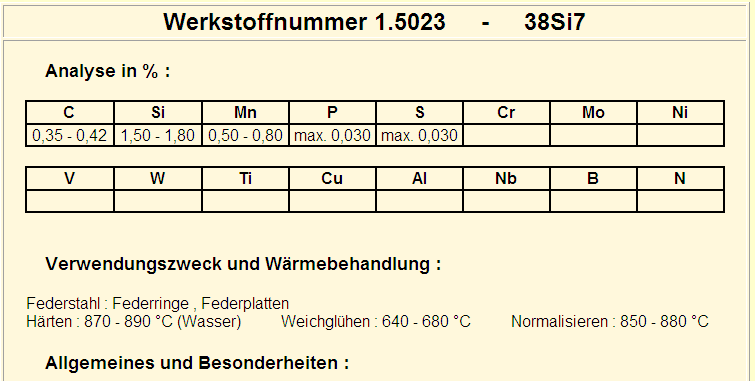
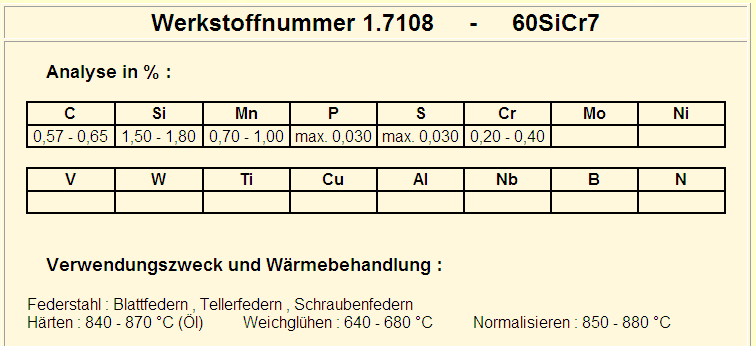
50 Yay Çelikleri Si-Etkisi : SertleĢme derinliğinin, akma ve çekme mukavemetlerinin ıslah durumunda artması Si Miktarı : % Örnek : 38Si7, 60SiCr7
51
52
53
54
55
56
57
58
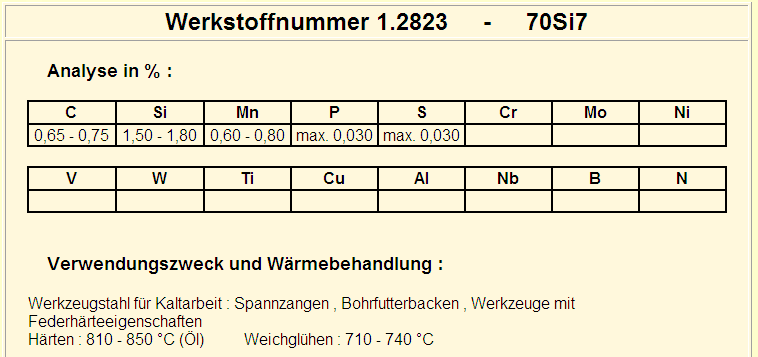
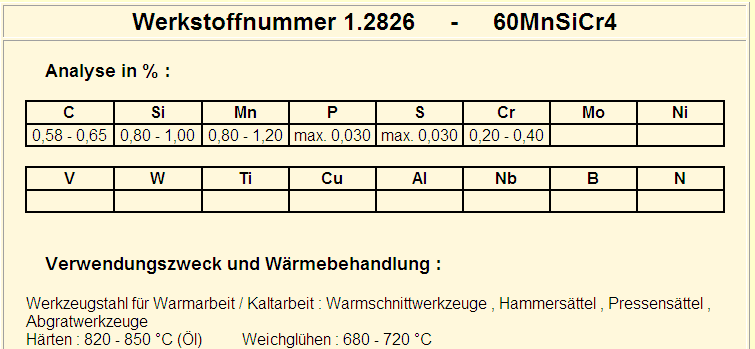
59 Takım Çelikleri Si-Etkisi : AĢınmaya karģı direnç ve temper dayanımı. Si Miktarı : % Örnek : 70Si7, 60MnSiCr4
60
61
62
63
64
65
66 Transformatör Çelikleri Si-Etkisi : Direnç artıģı ve manyetik kayıpların azalması. Si Miktarı : % 4.3 ekadar Örnek : 5Si 17
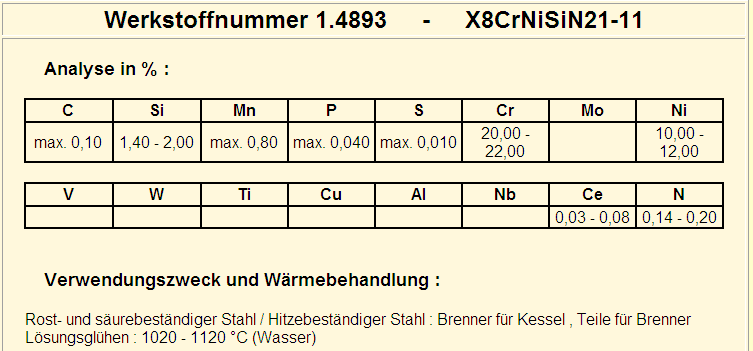
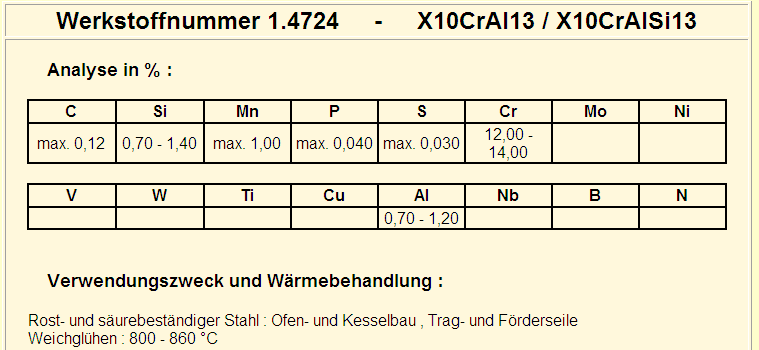
67 Paslanmaz ve Sıcaklığa Dayanıklı Çelikler Si-Etkisi : SiO 2 içerikli katman oluģumu ile korozyona karģı direnç. Si Miktarı : % Örnek :X8CrNiSiN21-11, X10CrAlSi13
68
69
70
71
72
73 MANGAN
74 etkili bir desoksidasyon elementi %10 miktarında Mn oda sıcaklığında ferrit içersinde çözünür. Mn kalıntı oluģumlarında etkilidir MnO.MnS 2MnO.SiO 2 gibi kalıntıları oluģturur.
75 Bu kalıntılar deformasyonun etkisi ile uzar ve yapıda anizotropi oluģturur. Yüksek Mn/S oranlarında (Mn/S > 1.7) çelikte sıcak yırtılma ortadan kalkar. SertleĢtirme ve kritik soğuma hızını düģürmek için Mn en ucuz alaģım elementlerinden biridir. Mn alaģımlı çelkiklerde bir yandan Mukavemet artıģı sağlanırken diğer yandan toklukta da artıģ gözlenir.
76 % 2-10 arasında Mn içeren martenzitik Mn çelikleri çok kırılgandır. Mangan sert çeliği olarak anılan %12-14 Mn ve % C içeren çeliklerde yapı oda sıcaklığında ostenitik olarak kalır (Mn:C = 10:1). Bu çeliklerin aģınmaya karģı dirençleri yüksektir, sertlikleri ve mukavemetleri düģüktür. AĢınmaya karģı direnç darbe etkisi ile yapının ostenitten martenzite lokal dönüģümü ile sağlanır.
77 Mn ile Alaşımlı Örnek Malzemeler
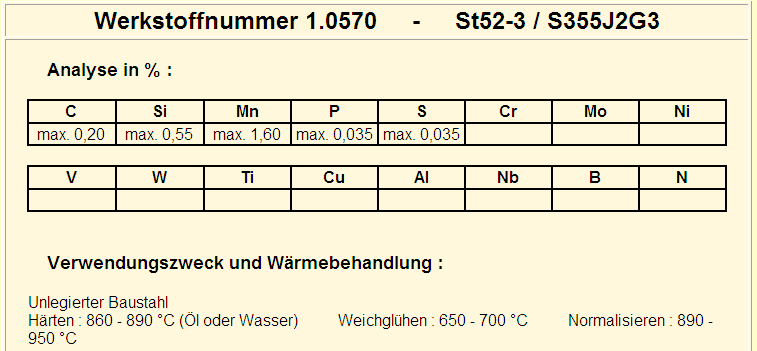
78 Yapı Çelikleri Mn-Etkisi : S ile MnS oluģumu. Akma ve çekme dayanımlarının artıģı. Mn Miktarı : % 1.7 e kadar Örnek : S355J2G3 (St 52-3N)
79
80
81
82 Islah Çelikleri Mn-Etkisi : Kritik soğuma hızının düģürülmesi ile sertleģme derinliğinin artıģı. Mn Miktarı : % 1.7 e kadar Örnek : 28Mn6
83 Sementasyon Çelikleri Mn-Etkisi : Karbür oluģumu olmadan sertleģme derinliğinin artıģı. Mn Miktarı : % Örnek : 16MnCr5
84
85
86
87
88 FOSFOR
89 Demir içerisinde çok düģük difuzyon hızlarına sahiptir fosfor genelde istenmez ve segregasyon gösterir. Segregasyon bölgelerinde fosfor birikimi normal analizde bulunan fosforun çok üzerindedir. Bu nedenle fosfor S gibi sıcak çatlak oluģumuna neden olur ve çelik üretiminde mutlaka giderilmesi gerekir.
90 Mn ve Cr-Mn çeliklerinde % 0.01 in üzerinde fosfor oranı temper gevrekliğine neden olur. Cu ile fosforun beraber kullanımı korozyona karģı direnç sağlar.
91 P ile Alaşımlı Örnek Malzemeler
92 Mevsim DeğiĢikliğine Dayanıklı Çelikler: P-Etkisi : Atmosferik korozyona karģı direnç. P-Miktarı : % Örnek : S355J2WP (9CrNiCuP 3-2-4)
93 KÜKÜRT
94 S, çelikte yüksek segregasyon gösteren elementlerden biridir C da ostenitte % C da delta ferrit içersinde % C da ferrit içersinde % 0.02 oranında çözünür Bu nedenle alaģımda çok az miktarda bulunan S ile FeS oluģur
95 ÇözünmüĢ O ile reaksiyona girer ve C arasında FeO-FeS ötektiğini oluģturur. Bunun yanında Fe-FeS ötektiği de 988 C da oluģur. DüĢük sıcaklıklarda C (sıcak haddeleme sıcaklıkları) sıcak yırtılmalara neden olur.
96 Ergime sıcaklığı 1610 C olan MnS kalıntılarının Mn ilavesi ile oluģturulması sıcak yırtılmayı önler. AlaĢımda bulunan diğer metallerle de reaksiyona giren MnS, Me Mn S tipinde kompleks kalıntıların oluģumunu sağlar.
97 otomat çeliklerinde S alaģım elementi olarak kullanılır. Otomat çeliklerinde arttırılmıģ Mn ve Pb oranları vardır bunun yanında % arasında S de bulunur. S içerikli kalıntıların talaģ kaldırma sırasında kısa boylu talaģ oluģturması ile takım ömrü artar.
98 S ile Alaşımlı Örnek Malzemeler
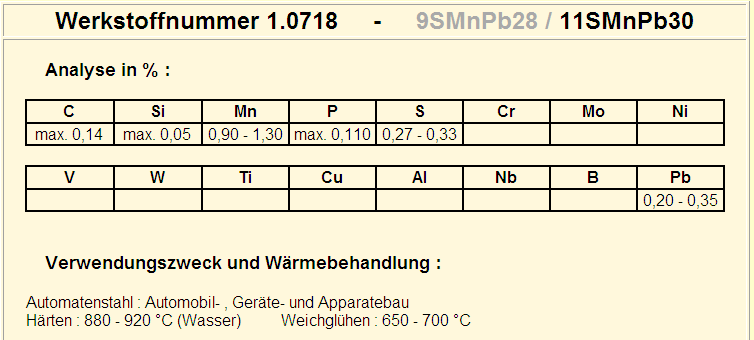
99 Otomat çelikleri S-Etkisi : Kısa boylu talaģ oluģumu S-Miktarı : % Örnek : 9SMnPb28
100
101
102
103 Asil Yapı Çelikleri S-Etkisi : Kısa boylu talaģ oluģumu S-Miktarı : % Örnek : 16MnCr 5 S
104 KROM
105 Cr akma dayananımını arttırırken uzamayı çok fazla düģürmez. Kritik soğuma hızını düģürür ve sertleģme derinliğini önemli ölçüde arttırır.
106 Sertlik artıģı sertleģme derinliğinin yanısıra Cr nun karbür oluģturucu etkisine de bağlıdır. Yüksek Cr miktarları sıcak dayanç ve temper stabilitesini getirir. >%12.2 Cr ile alaģımlanmıģ çeliklerde yüzeyde korozyona dayanıklı pasif bir tabaka oluģur bu nedenle paslanmaz çeliklerin en önemli alaģım elementidir.
107 Cr ile Alaşımlı Örnek Malzemeler
108 Islah Çelikleri Cr-Etkisi : SertleĢme derinliğinin artıģı Cr-Miktarı : % 2 e kadar Örnek : 41Cr4

109
110
111
112 Sıcakta Dayançlı Çelikler: Cr-Etkisi : Katı çözelti ve karbür oluģumları ile sıcak dayancın artıģı Cr-Miktarı : % 2.5 a kadar Örnek : 21CrMoV 5 7
113
114
115
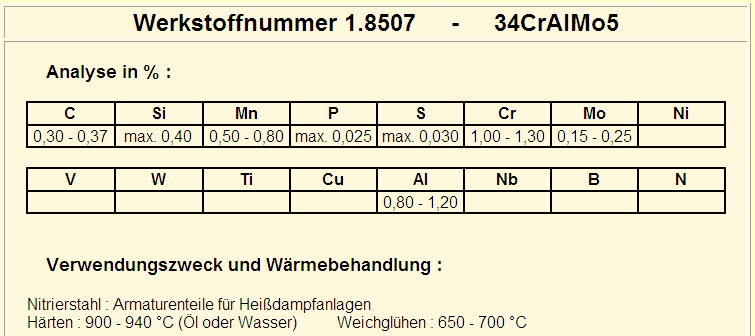
116 Nitrürlü Çelikler Cr-Etkisi : Nitrür oluģumü ile yüzeyde sert tabaka oluģumu Örnek : 34CrAlMo5
117
118
119
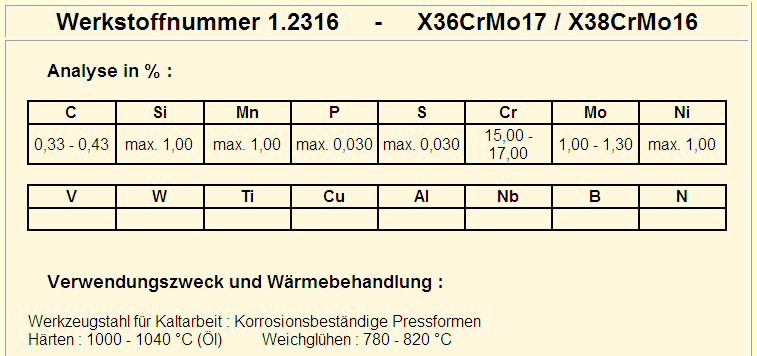
120 Takım Çelikleri Soğuk ĠĢ Takım Çelikleri Cr-Etkisi : Temper dayanımını arttırıcı ve sertleģtirme derinliği arttırıcı Cr-Miktarı : alt ve üst ötektoid çeliklerde %1.5; ledebüritik çeliklerde % 12; Paslanmaz takım çeliklerinde % Örnek : X210Cr12, X36CrMo17, 105WCr6
121
122
123
124
125 Sıcak ĠĢ Takım Çelikleri Cr-Etkisi : SertleĢtirme derinliğinin arttırılması Cr-Miktarı : % , çok yüksek zorlamalar için % 13 Örnek : X38CrMoV 5-1; 60WCrV7 ;X50NiCrWV13-13

126
127
128
129
130
131
132
133 Yüksek Hız Takım Çelikleri Cr-Etkisi : Sertliğin çözeltiģye kolay alınabilir ince karbürler ile arttırılması Cr-Miktarı : % 4 Örnek : S6-5-2, S

134
135
136
137 Paslanmaz Çelikler Cr-Etkisi : Pasif tabakanın oluģumu Cr-Miktarı : % 28 e kadar Örnek : X20Cr13; X5CrNi18-10; X1CrNiMo28-4-2

138
139
140

141
142
143
144
145
146 Sıcağa Dayanıklı Çelikler Cr-Etkisi : Stabil Cr 2 O 3 tabakasının oluģumu Cr-Miktarı : % 30 a kadar Örnek : X10CrAl18; X20CrNiSi25-4
147
148
149
150 NİKEL
151 Nikel Fe-C denge diyagramında katılaģmayı stabilize eder Kritik soğuma hızını düģürür SertleĢme derinliğini arttırır.
152 düģük sıcaklık tokluğunu arttırır. Tane inceltici etkisi vardır ostenitleme sırasında yüksek sıcaklıklarda tane kabalaģmasını engeller.
153 paslanmaz çeliklerde kullanılır Isıl genleģme %36 Ni içeren bir çelikte minimum a iner ve Invar adı verilen malzemelerde kullanılır. Elektriksel direnci arttıran Ni ısıtıcı rezistans larında kullanılır.
154 Ni ile Alaşımlı Örnek Malzemeler
155 Suda SertleĢen Kaynaklanabilir Yapı Çelikleri Ni-Etkisi : Kritik soğuma hızının düģmesi ve sertleģme derinliğinin artıģı Ni-Miktarı : % 1.0 Örnek : S 460N (StE 460)
156 Sementasyon Çelikleri Ni-Etkisi : Tane incelmesi ile tokluk artıģı Ni-Miktarı : % Örnek : 15 CrNi 6, 17 CrNiMo 6
157 Islah Çelikleri Ni-Etkisi : Kritik soğuma hızının düģmesi ve sertleģme derinliğinin artıģı, özellikle dövme ile üretilen boyutları büyük malzemeler. Ni-Miktarı : % Örnek : 36 NiCrMo 16, 36 CrNiMo 4
158 Sıcağa Dayançlı Çelikler Ni-Miktarı : % 1.3 e kadar Örnek : 20 MnMoNi 4-5, 28 NiCrMo 4
159 Soğuk ĠĢ Takım Çelikleri Ni-Miktarı : % 4 e kadar Örnek : X 45 NiCrMo 4
160 Soğuk ġekillendirilebilir Çelikler Ni-Etkisi : DüĢük sıcaklıklarda yüksek tokluk özellikleri Ni-Miktarı : % 4 Örnek : 10 Ni 14, X 8 Ni 9
161 Ostenitik Cr-Ni Çelikleri Ni-Etkisi : Katı çözelti ile mukavemet artıģı Ni-Miktarı : % 8 den fazla Örnek : X 5 CrNi 18-10
162 Martenzitik Çökelti SertleĢen Çelikler (Maraging Çelikleri) Ni-Etkisi : Ġntermetalik faz oluģumu (Ni3Mo) Ni-Miktarı : % 18 Örnek : X2 NiCoMo
163 Invar Çeliği Ni-Etkisi : Çok düģük ısıl genleģme katsayısı Ni-Miktarı : % 36 Örnek : Ni36
164 MOLĠBDEN Mo sertleģme derinliğini ve sıcak mukavemeti arttırır Cr ve Mn içeren ıslah çeliklerinde temper gevrekliğini azaltır. Islah çeliklerinde bu nedenle % arasında kullanılır. % 1 Mo nin sertleģme derinliğine etkisi % 2 Cr ile eģdeğerdir.
165 Mo karbür oluģturur ve aģınmaya dayanımı ve temper dayanımını arttırır bu nedenle Mo düģük alaģımlı sıcak iģ takım çeliklerinde kullanılır. Yüksek alaģımlı sıcak iģ ve yüksek hız takım çeliklerinde Mo yerine daha stabil karbürleri ve yüksek sertliği nedeniyle W kullanılır.
166 Sementasyon çeliklerinde Mo karbon difüzyonunu engeller ve bu nedenle yüksek kabuk karbon oranları için kullanılır. Ostenitik çeliklerde korozyona karģı direnç ve yüksek sıcak dayanç için kullanılır.
167 Mo ile AlaĢımlı Örnek Malzemeler
168 - Islah Çelikleri Mo-Etkisi : Kritik soğuma hızının düģmesi ve sertleģme derinliğinin artıģı, temper gevrekliğinin azaltılması Mo-Miktarı : % 0.5 e kadar Örnek : 42 CrMo 4
169 - Sıcağa Dayanıklı Çelikler Mo-Etkisi : Katı çözelti ve karbür oluģumu ile sürünme direncini arttırması. Mo-Miktarı : % 1.0 e kadar. Örnek : 15 Mo 3, 21 CrMoV 5-11
170 - Nitrürlü Çelikler Mo-Etkisi : Mo-Nitrür oluģumu ile nitrür tabakasının sertiğini arttırması. Mo-Miktarı : % Örnek : 34 CrAlMo 5, 31 CrMo 12
171 Paslanmaz Çelikler Mo-Etkisi : Cl-iyonu içeren ortamlarda pin hole oluģumunu engellemesi Mo-Miktarı : % 2 e kadar. Örnek : X12 CrNiMo
172 BAKIR Fosfor ile birlikte % Cu atmosfer korozyonuna dayanımı arttırır Bu çeliklerde % arasında Cu alaģımlanması oksit oluģumuna karģı direnci arttırır.
173 Cu serleģme derinliğini, akma ve çekme dayanımlarını arttırır. Takım çeliklerinde kullanılan alaģım elementlerinin sertleģmeye etkisi Cu dan çok daha fazla olduğundan Cu için bu çelik grubunda kullanım alanı yoktur
174 Dövme ile Ģekillendirilen çeliklerde Cu yüzey hatalarına neden olur. Ostenitik paslanmaz çeliklerde % 3 e kadar alaģımlanan Cu Mo varlığı ile birlikte korozyona karģı direnci arttırır.
175 Cu ile AlaĢımlı Örnek Malzemeler
176 Yağmur a Dayanıklı Yapı Çelikleri Cu-Etkisi : P, Sülfat kompleksleri ve Cr ile birlikte koruyucu pasif tabaka oluģumu ve korozyona karģı direnç Cu-Miktarı : % Örnek : S355J2WP (9 CrNiCuP 3-2-4)
177 Ostenitik Paslanmaz Çelikler Cu-Etkisi : Sülfürik asit ve hidroklorik asit ortamlarında korozyona karģı direnç Cu-Miktarı : % 1-2 Örnek : X 2 NiCrMoCu
178 KOBALT Co Ostenit fazını stabilleģtirir en yüksek Curie sıcaklığına (1121 C) sahiptir. Yüksek hız ve Maraging çeliklerinde kullanılır.
179 Co ile AlaĢımlı Örnek Malzemeler
180 Maraging Çelikleri Co-Etkisi : Matrikste çözünür ve Nimartenzitte yüksek dislokasyon yoğunluğu sağlar. Karbür oluģturucu elementlerin çözünürlüğünü azaltır. Co-Miktarı : % 8-12 Örnek : X2 NiCoMo
181 Yüksek Hız Takım Çelikleri (Yüksek AlaĢımlı Sıcak ĠĢ Takım Çelikleri) Co-Etkisi : Katı çözelti ile sıcak sertlik ve temper dayanımının arttırılması, karbon difüzyonun engellenmesi. Ġkincil sertlik artıģının yüksek sıcaklıklara kaydırılması. Co-Miktarı : % 5-10 Örnek : S , X 20 CrCoWMo 10-10
182 Manyetik Malzemeler Co-Etkisi : Manyetik özelliklerin arttırılması. Co-Miktarı : % 50 e kadar Örnek : AlNiCo 30/10
183 Yüksek Sıcaklığa Dayançlı Çelikler Co-Miktarı : % 20 Örnek : X12 CrCoNi 21 20, NiCr 20 CoMo
184 Co-Miktarı : % 10 Sıcak ĠĢ Takım Çelikleri Örnek : X 20 CoCrWMo 10-9
185 TUNGSTEN (WOLFRAM) W karbür ve ferrit oluģturucu bir alaģım elementidir Östenit alanını daraltır.
186 Yüksek sıcaklık dayancını temper dayanımını aģınmaya karģı direnci arttırır.
187 W ile AlaĢımlı Örnek Malzemeler
188 Soğuk ĠĢ Takım Çelikleri W-Etkisi : Karbür çökeltileri ile aģınmaya karģı direncin arttırılması W-Miktarı : % 2 e kadar Örnek : 105 WCr 6, X 210 CrW 6
189 Sıcak ĠĢ Takım Çelikleri W-Etkisi : Ġkincil karbür çökeltileri ile temper dayanımını ve aģınmaya karģı direncin arttırılması W-Miktarı : % 8 e kadar Örnek : X 30 WCrV 5-3
190 Yüksek Hız Takım Çelikleri W-Etkisi : Ġkincil karbür çökeltileri ile temper dayanımını ve aģınmaya karģı direncin arttırılması W-Miktarı : % 2-18 Örnek : S 2-9-1, S 6-5-2, S
191 NĠOBYUM Nb, Ti ve V termomekanik iģlemlerde mikroalaģım elementleridir. C ve N a afiniteleri çok yüksek olup çok ince karbür ve nitrür çökeltileri oluģturarak dayanımı arttırır.
192 Nb ile AlaĢımlı Örnek Malzemeler
193 Ġnce Taneli Yapı Çeliği (T-ĠĢlemli) Nb-Etkisi : Ġnce taneli yapı, rekristalizasyonu önlemesi, çökelti sertleģtirmesi, yüksek akma ve çekme dayanımı Nb-Miktarı : % 0.1 den az Örnek : FeE 420 KGTM (StE420TM)
194 Stabilize Ostenitik Paslanmaz Çelikler Nb-Etkisi : Sürünme direncinin arttırılması, C nun NbC Ģeklinde bağlanması ile Crkarbürlerin oluģumunun engelenmesi Nb-Miktarı : % C nun 10 katı ancak maks. %1 Örnek : X 6 CrNiNb 18-10
195 Stabilize Ferritik Paslanmaz Çelikler Nb-Miktarı : % C nun 10 katı ancak maks. %1 Örnek : X 1 CrNiMoNb
196 Yüksek Dayançlı Nikel AlaĢımları Nb-Etkisi : Nb un Ni 3 Al intermetalinden Al nun yerine geçmesi Nb-Miktarı : % 5 Örnek : Inconel 718
197 TĠTANYUM Ġnce Taneli Yapı Çelikleri Ti-Etkisi : Rekristalizasyonu engellemesi ve ostenit tane büyümesini engellemesi ile tane inceltici etki, TiC oluģumu ile mukavemet artıģı ve yüksek tokluk. Ti-Miktarı : % 0.2 den az
198 Stabilize Ostenitik Paslanmaz Çelikler Ti-Etkisi : Sürünme dayanımının artması, TiC olarak bağlanan karbon ile Cr-karbür oluģumunun engellenmesi Ti-Miktarı : % C nun 5 katı, maks % 0.8 Örnek : X 6 CrNiTi 18-10
199 Stabilize Ferritik Paslanmaz Çelikler Ti-Etkisi : Sürünme dayanımının artması, TiC olarak bağlanan karbon ile Cr-karbür oluģumunun engellenmesi Ti-Miktarı : % C nun 7 katı. Örnek : X 6 CrTi 17
200 VANADYUM Ġnce Taneli Yapı Çeliği (T-ĠĢlemli) V-Etkisi : Çökelti sertleģmesi. ÇözünmüĢ V ferrit dönüģümünü geciktirir. Tane inceltici etkisi Nb ve Ti elementlerine göre daha azdır. V-Miktarı : % 0.22 den daha az.
201 Yüksek Hız Takım Çelikleri V-Miktarı : % Örnek : S 6-5-2
202 Sıcak ĠĢ Takım Çelikleri V-Etkisi : Sertlik artıģı, aģınmaya karģı direnç ve temper dayanımı. V-Miktarı : % 1 den daha az. Örnek : X 40 CrMoV 5-1 X 20 CrMoV 12-1
203 ALUMĠNYUM Silisyum yanında önemli desoksidasyon elementlerinden biri olan Al durgun çeliklerde % 0.01 oranında bulunur.
204 Ġnce Taneli Yapı Çelikleri Al -Etkisi : Al ve N- miktarlarının ayarlanması ile ferrit/ostenit dönüģümü için çekirdek oluģumu sağlanır ve tane büyümesi engellenir. Al-Miktarı : > % 0.02, ancak eğer N Ti, Nb veya N tarafından bağlı değilse. Örnek : FeE 460 KGTM (StE 460 TM)
205 DüĢük AlaĢımlı Yapı Çelikleri
206 Malzeme Grupları Makine Yapı Çelikleri Konstrüksiyon Çelikleri Köprü Bina v.b.
207 BirleĢtirme Yöntemi Kaynak Lehim Perçin Vida
208 Kullanım Özellikleri Kullanım Özellikleri Mukavemet Tokluk Konstrüksiyonlar için akma mukavemeti
209 Yüksek mukavemet ile daha hafif konstrüksiyonlar (statik yüklenme) Mukavemet yanında yorulma dayanımı (dinamik yüklenme, köprüler, titreģim ile çalıģan kons.)
210 Gerilme Çekme numunesi B8x8 Ölçü boyu=100 mm Deney sıcaklığı : Oda Sıc. ġekil DeğiĢtirme
211 Yüksek Mukavemetli çelikler daha düģük yorulma mukavemetine sahiptir.
212 Yorulma Mukavemeti Akma sınırı Çevrim Sayısı (N)
213 Tokluk Özellikleri Yapı çeliklerinde tokluk geçiģ sıcaklığına göre değiģir. Diğer yandan düģük sıcaklıkta yüksek Ģekil değiģtirme özelliği olmalı Soğuk Ģekillendirme için Bölgesel gerilim artıģlarını düģük bir plastik Ģekil değiģtirme ile gidermek için
214 ġekil değiģtirme ölçütleri Kopma Ģekil değiģtirmesi Kopma kesit daralması
215 Ġmalat (ġekillendirme) Özellikleri Ġmalat (ġekillendirme) ġekil değiģtirme ile BirleĢtirme ile Yüzey kaplama ile
216 ġekil değiģtirme Sınırlı boyut toleranslarının eldesi için genelikle soğuk Ģekillendirme gerekli Soğuk Ģekillendirme sırasında sertleģme meydana gelir ve tokluk düģer. Bu durum kısmen gerilim giderme tavlaması ile (600 ºC) giderilebilir
217 ġekil DeğiĢtirme Eski özelliklerin geri kazanımı sadece normalizasyon ile olabilir Bu ancak tavlama sonrası boyut değiģimi olacağından hiç uygulanmaz. Eğer Ģekil değiģtirme sıcak uygulanmıģ ise iģleme sonrası istenilen özellikler ek ısıl iģlemler ile sağlanabilir.
218 BirleĢtirme Çelik için en önemli yöntem kaynak Kaynaklanabilirlik en önemli özellik Bir malzemenin kaynak yatkınlığı kaynaklı bölge özelliklerinin ana malzeme özelliklerine çok yakın olması ile belirlenir. Ayrıca kaynak sonrası malzeme özelliklerini etkiler Ģekilde hata oluģmaması gerekli
219 BirleĢtirme Kaynak hataları Ani sertlik çıkıģları ve gevreklik DikiĢ altı çatlak oluģumları Çatlak oluģmaması için <%0.22 C Eğer karbon yüksekse kaynak sonrası hızlı soğuma kaynak öncesi veya sonrası ek ısıtma ile önlenmeli
220 Sertlik Max. Sertlik Kaynak hızı DikiĢaltı Çatlaklar DikiĢaltı sertlik profili Kaynak hızı Sertlik Ölçüm ITAB Verilen ısı enerjisi
221 Karbon dıģında diğer alaģım elementleri de dönüģüm davranıģlarını etkiliyor C-EĢdeğeri
222 Çatlak sıklığı Malzeme Mukavemeti
223 Büyük segregasyon bölgeleri de kaynak bağlantılarında segregasyon oluģturabilir
224
225 Kimyasal bileģim büyük çapta özellikleri etkiliyor Bu nedenle yapı çelikleri mukavemeti ve kullanım yerine göre sınıflanır Bu sınıflamada alaģımsız yapı çelikleri min. 355 Mpa akma mukavemeti gösterir Diğer bir grup kaynaklanabilir ince taneli yapı çelikleridir ve yüksek tokluk özelliklerine sahiptir. Diğer gruplar Gemi çelikleri ve beton çelikleridir.
226 Yapı Çeliklerinin Özellikleri Kimyasal bileģim ile Isıl iģlem koģulları ile Isıl iģlem ve deformasyon kombinasyonu ile DeğiĢtirilebilir ve geliģtirilebilir
227 Kimyasal BileĢim Ġle Özelliklerin DeğiĢimi
228 Karbon Artan karbon oranı ile mukavemet artar Bu artıģ perlit veya martenzit oranının artıģı ile gerçekleģir.
229
230 Her iki mikroyapı bileģeni de ancak tokluk özelliklerini düģürür % 0.3 Karbon oranının üzerinde kaynak dikiģlerinde çatlak oluģum riski büyük oranda artar Ön ısıtma olmaksızın % 0.22 Karbon oranına kadar kaynak uygulanabilir. Bu nedenle kimyasal bileģim ile özelliklerin değiģimi için baģka alaģım elementleri kullanılır
231
232 Mangan ilavesi ile azalan karbon oranlarında sabit mukavemet sağlanabilir Ayrıca mangan ilavesi ile tane boyutu azalır, tokluk artar
233
234 Molibden ilavesi ile de mukavemet arttırılabilir
235
236 Krom mukavemeti arttırır Mn ve Mo gibi yüksek tokluk artıģı sağlamaz % 1 üzerindeki Cr değerlerinden kaçınılmalıdır (toklukta aģırı düģüģ)
237
238 V, Ti ve Nb mikroalaģım elementleri Mukavemet, tokluk ve kaynak yeteneğini büyük ölçüde etkiler >% 0.2 oranının altında bile kuvvetli etkileri bulunur. Bu elemetler ile az perlitli veya perlitsiz ince taneli yapı çelikleri geliģtirilmiģtir.
239 Cr, Mn ve Mo karıģım kristali içerisinde sertlik sağlarlar Nb, V ve Ti elemetleri çökeltiler ve ince tane oluģumu ile yüksek sertlik ve tokluk sağlarlar
240 MikroalaĢım elementleri Nb, V ve Ti Östenit tane büyümesini engellerler Sıcak deformasyon sırasında oluģabilecek rekristalizasyonu engellerler DönüĢüm özelliklerini etkilerler Çökelti oluģtururlar
241 Termomekanik ĠĢlemler ile Malzeme Özelliklerinin GeliĢtirilmesi Optimum mukavemet-tokluk kombinasyonu Yüksek dananımlı kaynaklanabilir yapı çelikleri geliģtirildi
242 TM parametreleri Deformasyon sıcaklığı Östenitleme sıcaklığı Son deformasyon sıcaklığı Toplam deformasyon oranı Deformasyonun pasolara dağılımı Deformasyon hızı Son deformasyon hızı Paso arası bekleme zamanları Soğutma hızı
243 V, Nb ve Ti elementleri Karbür ve nitrür oluģtururlar V (CN) 1150 C çözünür Nb(CN) >1250 C çözünür Ti(CN), Ti(CS) sıvılaģtıktan sonta çözünür Ti(C,N) C çözünür Çözünürlük artar Östenitleme Sıcaklığı DüĢük C ve N oranları
244
245
246 BaĢarılı bir TM için Östenitleme Kaba tane oluģumu engellenmeli Östenitleme sıcaklığı optimum olmalı Östenitleme süresi optimum olmalı Yeterli miktarda mikroalaģım elementi çözeltiye alınmalı
247 Östenit taneleri kabalaģabilir engeller kalkınca östenit tane sınırlarında ince çökeltiler kabalaģınca Çökeltiler kabalaģır uzun östenitleme sürelerinde yüksek östenitleme sıcaklıklarında
248
249
250 Östenit tane boyutunu Nb ve Ti kontrol eder V kontrol edemez zira 1150 C da çözünür Ferrit tane boyutunu Östenit tane boyutu Östenitin rekristalizasyonu Östenit dönüģümü belirler
251 Statik veya dinamik rekristalizasyon Sıcak deformasyon sırasında > kritik def. Oranı V, Nb ve Ti Çözeltiye girmeli Kritik def. Oranı Kuluçka zamanları Rekristalizasyonu önlüyor Çökelti oluģumu hızlanır ve kolaylaģır Yüksek kafes distorsiyonu Östenitin yüksek dislokasyon yoğunluğu
252
253 Ġnce taneli ferrit Ġnce çökeltiler östenitte dislokasyon hareketlerini engeller Böylece östenitin toparlanması engellenir. Ġnce taneli östenit Uzun tane sınırlarına Yüksek dislokasyon yoğunluğu Ġnce çökeltiler Ferrit için yüksek miktarda çekirdek sayısı Ancak östenit rekristalize olmadığı için tekstür kalır
254
255 Ferrit dönüģümü hızlanır östenitleme sıcaklığı C oranı çökelti miktarı çekirdek sayısı
256 Ferrit dönüģümü zorlaģır, martensit veya beynit oluģur Östenitleme sıcaklığı yüksek Matrix C çözünürlüğü Çökelti miktarı Çekirdek sayısı
257
258
259 Yüksek mukavemet ve tokluk sıcaklık-deformasyon kombinasyonu çökeltiler boyut ve dağılımları En ince ve yüksek miktarda çökelti çekirdek yoğunluğu artıyor Ferrit tane boyutu düģüyor
260
261 Mukavemet artıģı çökeltilerin hacim miktarından bağımsızdır Önce Ds düģüyor Sonra C arası max. Çökelti miktarı (ama inkoherent uyumsuz-) 800 C altında çökelti miktarı azalıyor buna karģın Ds artıyor Ds 600 C da max. (zira koherent veya yarı koherent)
262
263 Termomekanik iģlem parametreleri (sac sıcak hadde örneği) Yassı kütük Sıcaklığı Hareketli fırında (östenitleme sıcaklığı) Amaç: çökeltileri çözmek, deformasyon sıcaklığını sağlamak Tg iri tane, Tg hadde kuvvetleri
264 Son hadde sıcaklığı (Tj) Tj dislokasyon yoğunluğu Tj östenit rekristalize oluyor Tj çekirdek sayısı düģük Tj ferrit tane boyutu yüksek
265 Son deformasyon oranı j dislokasyon yoğunluğu ve tane yüzey alanı Çekirdek sayısı Ġnce taneli ferrit
266 Soğutma hızı. T aģırı soğuma Ġnce taneli ferrit
267 Sarılma sıcaklığı Ġnce çökeltilerin oluģumu için 600 C civarında olmalı
268
269 Yapı çeliklerinde ısıl iģlem Sıcak hadde sonucu özellikler yeterliyse ısıl iģlemsiz -20 C da 27J gibi belli bir tokluk değeri isteniyorsa normalizasyon veya normalize hadde (son hadde sıcaklığı C) Daha yüksek mukavemet isteniyorsa suda soğutma ve ıslah (akma mukavemeti >900 MPa) TM iģlem
270 Daha yüksek mukavemet isteniyorsa yüksek soğuk deformasyon uygulanır Ön gerilmeli beton çelikler (Akma/Çekme oranı 1 değerine çok yakın) Akma mukavemetleri 1700 Mpa değerine kadar çıkıyor
271
272 Yapı Çelikleri ÇeĢitleri
273 Genel Yapı Çelikleri C<0.22 Sıcak hadde veya normalize tavlanmıģ
274
275 Kaynaklanabilir ince taneli yapı çelikleri Temel çelik serisi -50 C sıcaklıklara kadar tok çelik serisi
276
277 Gemi Çelikleri Normal mukavemetli Yüksek mukavemetli
278
279
280 Su ile ıslah edilmiģ ince taneli yapı çelikleri (Akma mukavemeti>500 Mpa)
281
282 ĠnĢaat çelikleri Beton çelikleri Ön gerdirmeli çelikler
283
284
285 Yeni normlar Ek notasyonlar
286
287 Otomotiv Sektöründe Kullanılan Çelik Malzemeler
288 Üretilen çelik malzemelerin % 70 i otomotiv sanayinde kullanılıyor (%75 i sac) ġase ve jantlar Sıcak haddelenmiģ yüksek mukavemetli çelik sac Karoser Soğuk haddelenmiģ ince taneli sac Galvanizli veya kompleks kaplı Yakıt deposu ve eksoz Ġnce taneli yüzey kaplanmıģ çelik sac Güç aktarımı Yüksek dayanımlı çelikler ve dövme malzemeler Lastikler Yüksek dayanımlı patentlenmiģ ince çelik tel
289
290 Otomotiv için malzeme kriterleri Ekonomik Bulunabilirlik DönüĢüme (Recycling) uygunluk
291
292 Malzeme Özellik Profili Ġmalat Özellikleri ġekil değiģtirme Kesme ve iģleme Kaynak Isıl iģlem Yüzey kaplama Kullanım Özellikleri Mukavemet Tokluk Kaza sırasında deformasyon YaĢlanma direnci Korozyon dayanımı
293 Kullanım Özellikleri Dayanım Yüksek olmalı Uzun yıllar aynı kalmalı Artan dayanım ile daha hafif araçlar Dayanç arttırıcı mekanizmalar KarıĢım kristali, dislokasyonlar, tane sınırı dayanımı, çökeltiler, dual faz, pekleģme
294
295
296
297 Tokluk (gevrek kırılma direnci) DıĢ etkenler ve malzeme et kalınlığı TaĢıyıcı komponentler (Ģase, aks v.b.) YaĢlanma direnci Ġnce taneli yapı Kuvvetli çökelti oluģumundan kaçınmak
298 Korozyon Direnci Daha yüksek korozyon direnci Daha yüksek ömür Soğuk haddelenmiģ ince taneli sac yerine Yüzeyi kaplanmıģ (ör. Zn) ince taneli sac Günümüzde kaplamalı sac kullanımı %40-100
299 Ġmalat Özellikleri ġekil Alma Yeteneği Band ve saclar son Ģekillerini soğuk Ģekillendirme ile kazanıyor Derin Ģekillendirme Germe Katlama, bükme ġekil alma için genel kriterler Kopma Ģekil değiģmesi Kopma kesit daralması
300
301 Yüksek soğuk Ģekil değiģtirme için Yüksek saflık Ferrit matriks ile birlikte mümkün olduğunca düģük kalıntı YönlenmiĢ, uzamıģ kalıntıların olģumunun engellenmesi Mümkün olduğu kadar düģük segregasyon Modern alternatif çelik üretim teknikleri Uygun tekstür (derin Ģek. Ġçin) r Yüksek dik anizotropi (r) DüĢük karbon oranları Kimyasal bileģim e ln j e e j k k ln k0 Özel soğuk hadde-tavlama prosedürleri Karbon ve azotun çökeltilmesi (yaģlanma direnci için) Ġç özellikler yanında yüksek yüzey özellikleri Lüders engellenmiģ AĢınma izleri yok Tanımlı yüzey pürüzlüğü 1 0 1
302 IF çelikleri Bu grup içerisinde çok yüksek Ģekillendirme C ve N Nb veya Ti ile bağlı Yapı saf ferrit (hiç perlit yok) Çok yüksek r değerleri Çok düģük akma mukavemeti Kuvvetli sertleģme
303 Otomotiv sanayinde kullanılan ince taneli soğuk hadde saclar <500 Mpa Akma <% 50 A80
304 TRIP çelikleri (Transformation Induced Plasticity) Tanımlı miktarda kalıntı östenit içeriyor SULC çelikleri (Super Ultra Low Carbon Steel) Çok düģük C ve N MikroalaĢım elementleri le kombinasyon Yüksek mukavemet veya Ģekil alma
305 Kaynaklanabilirlik ITAB de düģük sertlik DüĢük karbon eģdeğeri MikroalaĢım elementleri TM haddeleme
306 Kullanılan kaynak yöntemleri Punto kaynağı Uygun C+P değerleri Laser kaynağı Kompleks kaynak dikiģleri mümkün Farklı malzemeler Farklı malzeme kalınlıkları Yüzey kaplı malzemeler
307
308 Yüzey kaplamaya yatkınlık Zn, Zn-alaĢımları veya Al ve alaģımları ile kaplama Kaplama metali ile sıkı bağ oluģumları Temiz Reaksiyon yeteneği yüksek
309 Min 4 farklı kaplama katmanı
310 Sac ürünlerin üretim prosesi Çelikhane Sıcak Hadde Soğuk Hadde Yüzey Kaplama
311 Üretim Süreci ve Etki Parametreleri
312 Sıcak Haddeleme Proses adımları Yassı kütük tavlama (östenitleme) Ġstif veya hareketli Genellikle 1200 C civarı Enerji tasarrufu, düģük sıcaklıkların seçimi MikroalaĢımlılar için optimal sıc. Karbür çözmek TM haddeleme için uygun
313 Ön ve son hadde Ön hadde sıcaklıkları tavlama sıcaklığına çok yakın Son hadde sıcaklığı genelde 850 C civarı GeliĢme daha düģük sıcaklıklara doğru Örneğin ferrit bölgesinde Günümüzde en düģük 600 C civarında
314 Soğutma Hava ve su karıģımı ile Püskürtme ile daha geniģ yüzeyde Banda yakın ve geniģ yüzeylerde Su debisi ile soğutma gücünün kontrolü GeliĢme otomasyon yönünde
315
316 Soğuk Haddeleme 4 Proses Adımı var Sıcak sacın oksit tabakasının giderimi Demiroksit birkaç mm kalınlığında Sıcak H 2 SO 4 veya HCl ile Soğuk hadde 4 veya 6 lı tandem haddeler Çok yüksek band hızları ile farklı hadde adımları Hadde emülsiyon (su ve yağ karıģımı)
317 Tavlama Rekristalizasyon Ġstenilen tane boyutu Ġstenilen tane Ģekli Karbür ve nitrürlerin Boyut Dağılımları Dislokasyon yoğunluğu Tekstür
318 Teknolojik olarak Süreksiz (fırında) DüĢük ısıtma ve soğutma hızları Tekstür ağırlıklı rekristalizasyon ve AlN çökeltileri Kontrolsüz atmosferde yüzeyde C kaybı» Ġstifte yüksek konveksiyon iletimi» H 2 atmosferi ile daha yüksek verim
319 Sürekli Yüksek soğutma hızı nedeniyle YaĢlanma problemi var Bu nedenle tüm çökeltiler oluģacak Ģekilde tavlama IF-çeliklerinde bu problem mikroalaģım nedeniyle yok Avantajı yüksek dayanımlı ince taneli sac» Tane boyutu» Yüksek dislokasyon yoğ.» Beynit veya martenzit ile geniģ bir akma mukavemeti paleti
320
321
322
323 Son hadde (% 1 Ģekil değiģtirme oranı) Lüders Ģekil değiģtirmesini ortadan kaldırmak Ġstenilen yüzey topografisini elde etmek Derin Ģekillendirme Boyama Laser veya tel erozyon ile hadde motifleri
324 Dik Anizotropi r değeri Kristallografik tekstür AlN çökeltileri Rekristalizasyon Tane büyümesi Kimyasal bileģim Sıcak hadde Soğuk Hadde
325
326 Yüzey Kaplama Kaplama metalleri Zn, Zn-Fe, Zn-Al, Zn-Ni (elektrolitik) Al, Al-Si, Al-Zn-Si Pb-Sn (Elektrolitik) Kaplama kalınlığı (10-25 mm)
327
328
329 Kaplama Özellikleri Elektrolitik Son tavlama isleminden sonra, iç değiģim yok Sıcak daldırma Kimyasal olarak yüzey temizleme Termik yüzey temizleme (fırının ilk bölgesinde) Rekristalizasyon tavlaması Sıcak metal banyosuna daldırma ve kaplama Soğutma Son Hadde (dres hadde)
330
331 Kaplama kalitesi Kaplama metalinin bağ özelliklerine bağlı Ġyi bir bağ için Sac yüzeyinde oksit v.b. Difüzyon önleyici maddelerden arınmıģ olması Kalın ve kırılgan intermetalik bileģikler Kaplama kalınlığı hassas ayarlanabilmeli Kaplama kalınlığı homojen olmalı Büyük çinko taneleri olmamalı Kaplama banyo kimyasal bileģimi ile (min Pb oranları) Band yüzeyine çekirdeklenme için katı partikül püskürtme
332 Kaplama kalitesi (devam) Galvanneal kaplamalar (Zn-% 10 Fe) Boya ve kaynak iģlemlerine yatkın Yüksek sertlik ve kırılgan kaplama tabakası (Ģekillendirme hızı düģük olmalı) Al kaplamalar Sıvı Al banyosu Yüksek korozyon direnci Boru, egzoz susturucu parçalarında %10 Si ilavesi ile Fe 2 Al 5 intermetaliğinin bastırılması
333 Yüzey SertleĢtirilebilir Çelikler
334 Yüzey AĢınma Baskı TitreĢim ile yüklenmeler Sert Merkez Kırılma direnci yüksek (tok) TitreĢim söndürebilmeli) Yumuşak
335 Yüzey sertleģtirme Metalik, anorganik veya organik ilave kaplamalar Malzemenin yüzeyinin modifikasyonu
336
337 Termik Yöntemler Kimyasal bileģim değiģmiyor Buna karģın mikroyapı değiģiyor
338 Ġndüksiyon SertleĢtirme Alev ile sertleģtirme Kısa süreli sertleģtirme
339 Ġndüksiyon sertleģtirme Östenitleme endüktif ısıtma ile Bir sargıdan akım geçiyor Sargı içerisinde akım ile manyetik alan oluģuyor Bu sargının içerisinden de metal geçiriliyor Böylece metal içerisinde bir elektrik gerilimi endükleniyor Bu gerilim akım oluģturuyor Bu Ģekilde oluģan ısı direnç kaybı ferromanyetik malzemelerde histeri kayıplarına bağlı
340 Endüksiyon ile ısıtmada Akım yoğ. Yüzey ısıtma mümkün Bu Ģekilde kısmi ısıtma DC ısıtma Kesitte akım yoğunluğu sabit AC ısıtma Yüzeyden merkeze doğru azalan akım yoğunluğu i X mesafede x i 0 e Akım yoğ. yüzeyde x Yüzeyden mesafe (mm) Akım yoğ e düştüğü dalma derinliği
341 toplam akımın % 63 ü içerisinde Toplam ısının % 86 sı içerisinde K f m Öz direnç Sabit Frekans Relatif Permeabilite
342 Dalma derinliği ( ) frekansa bağlı (Çelik malzemeler için) Orta frekans (3-10 khz, =5-8 mm) Yüksek frekans ( khz, =1-0.4 mm) Yüksek frekans ( 27 MHz, =0.1 mm)
343 Endüksiyon ısıtma teknikleri Sabit malzeme ile Tüm malzeme sargı içerisine sokuluyor Sonra alınıp soğutuluyor Hareketli malzeme veya sargı ile Sargı sabit bir hız ile malzemeyi ısıtarak hareket ediyor, çıkıģta su veriliyor Malzeme sabit bir hız ile sargının içinden geçerek hareket ediyor, çıkıģta su veriliyor
344 Alevde SertleĢtirme Isı alev ile malzemeye veriliyor Daire, geniģ ve elek Ģeklinde nozullar Yüzeyde enerji girdisi>malzemede iletilen
345 Isıtıcının Ģekli malzemeye uygun olmalı
346 Isıtma için gaz karıģımları O2+gaz Doğal gaz Asetilen Propan Patlama riski olan gaz karıģımları
347 Alev ile sertleģtirme ile 2-10 mm kalınlıkta sert katman oluģturulabilir Alev ile ısıtma uygulanabilen yüzeylere uygun Soğutmada yağ kullanılıyorsa yanma tehlikesi Hareketli serleģtirme için özel karıģımlar
348 Kısa zamanlı sertleģtirme Çok kısa östenitleme zamanı Normal Tg sıcaklığından daha yüksek Soğutma ortanıma gerek yok malzeme kendi ısı iletimi ile soğuyor Isıtma sürekli yerine Ġmpuls (zaman aralıklı) Endüksiyon Sürtünme Deformasyon e - veya laser ıģınımı ile
349 Termokimyasal Yüzey SertleĢtirme Sementasyon Yöntemleri Yüzeyde karbon emdirerek karbon oranını arttırmak Yüzeye yakın bölgede sertleģtirme için ısıl iģlem uygulamak
350 Sertlik=f(%C) %C>0.7, Mf Max. Sertlik yüzeyde değil g+fe 3 C bölgesinden
351 C Difüzyon katsayısı a bölgesinde daha yüksek Buna rağmen g bölgesinde semente ediliyor Nedeni g daha yüksek çözünürlüğe sahip a ise sadece %0.02
352 Sementasyon gaz ile (CO+CO 2 karıģımı) Bu nedenle Boudouard Dengesi meydana geliyor Örnek, %C=0.1 Denge 900 C, %75 CO CO %90, yeni denge %0.4 C T 800 C ve %75 CO ile yeni denge %0.4C 800 C, CO %90, yeni denge %0.8 C T 1000 C ve %75 CO ile yeni denge %0.05C, C azalır T 1050 C ve %90 CO ile yeni denge %0.1C, C aynı kalır CO %65 oksitlenme olur CO 2 + C = 2CO
353 C yüzeyden malzemeye taģınımı difüzyon ile Bunun itici gücü C veren ile C alan ortamların aktivite farkı Sementasyon için gaz ortamında C aktivitesinin malzemedeki C aktivitesinden daha fazla olması gerekir. Sementasyon her iki aktivite aynı olduğunda sona erer.
354 Sementasyon etki parametreleri Malzeme bileģimi, malzeme geometrisi ve boyutları Sementasyon sıcaklığı (18CrNi8 örneği) Sıcaklık tüm malzeme için sabit Sıcaklık, x Sıcaklık, C-pot. Sıcaklık, t Sıcaklık > 950 C kullanılmıyor
355
356 C-Potansiyeli Sabit T, t ve malzeme için ortam C-pot. belirleyici C-potansiyeli kadar semente etmek mümkün Daha yüksek C-pot mümkün değil
357 Sementasyon süresi Sementasyon difüzyon kontrollü x k t k içeriğinde T, C-Pot., C nun Diff. Katsayısı var
358 Soğutma hızı En uygun soğutma ile Optimum yüzey sertliği Optimum sert tabaka kalınlığı Çekme ve dönüģüm hacim değiģimleri ile çatlak oluģum riski Soğutma ortamları Su Mineral yağları Tuz banyoları Katkılar ile modifike banyolar (ör. Tuzlu su v.b.)
359 Sementasyon Yöntemleri Katı, sıvı veya gaz sementasyon ortamları Sıcaklık C arasında Ortama göre değiģen süreler Katı : 8-12 h Sıvı : 2-6 h
360 Katı (Toz veya granül) sementasyon Kömür Kok, Odun veya taģkömürü Aktivatör Toprak alkali veya alkali karbonatlar (BaCO 3, NaCO 3 ) Bağlayıcı Sıcaklığa dayanıklı kutu içerisinde ve kapalı C arasında Sadece sertlik artıģı istenilen yüzeyler
361 Sıvı (Tuz banyosu) Sıvı tuz banyosu (NaCN veya KCN) Zehirli (su, buhar veya duman ile) ancak alternatifi yok Basit, hızlı, homojen sementasyon Aktivasyon Toprakalkali klorürler (SrCl 2 ), ve vizkosite için BaCl 2 (CN) 2 parçalanıyor, Fe katalizör Hem C hem de N yayınıyor (A1 sıc. ) Sementasyon süresi C 2-6h
362 Gaz sementasyonu CO ve CH 4 (ör. doğalgazdan) Tanımlı C-pot. veya taģıyıcı gaz için H 2, N 2 Temel reaksiyonlar 2CO = [C] + CO 2 CO + H 2 = [C] + H2O CH 4 = [C] + 2H 2
363 Sementasyon Sonrası SertleĢtirme SertleĢtirme ıslah iģleminin aynısı Östenitleme + Soğutma + Temperleme Modifikasyonlar malzeme ve geometriye bağlı
364 Doğrudan sertleģtirme Sementasyon sıcaklığından soğutma En düģük çekme ve çatlak riski Sadece belli malzemeler için kullanılabilir Cr ve Mo içeriği Ġri çözünmemiģ karbürler Ġri taneli malzemeler Ġri taneli g SertleĢtirme sonrası iģleme yapılmıyor sadece zımparalama
365 Tek kademeli sertleģtirme Sementasyon sonrası merkez A3 üzerinde Araya gerilim giderme tavlaması konulabilir Avantajları Sementasyon sonrası ek östenitleme ile Kaba yapı ortadan kalkabilir Tokluk Çekme ile boyut değiģimi Oda sıcaklığına kadar soğutma ile malzeme iģlenebilir (fazla karbon içeren yerler, oksidasyon v.b.)
366 Çift kademeli sertleģtirme Önce merkez Sonra yüzey sertleģtiriliyor Merkez de sert olabiliyor Dezavantajlar Çekme Uzun süreler Fazla enerji
367
368 Temperleme C Tetragonal martenzit kubik martenzit Yüzeyde basma gerilimleri ve sertlik kalmalı
369 Sementasyon uygun Yüzey sertliği TitreĢimli yorulma dayanımı ÇalıĢma sıcaklığı max. 200 C Bunun dıģında Nitrürleme veya borürleme kullanılabilir
370 Nitrasyon (Nitrürleme) Nitrürleme ile termokimyasal olarak yüzeyde N artıģı sağlanır. Nitrürleme ile Nitrür tabakası oluģur Yüksek sertlik Yüksek aģınma direnci Özellikle yüksek basınç altında çalıģan yüzeyler için Yüksek sıcaklıkta yüksek sertlik DönüĢüm yok çalıģma sıcaklığı nitrürleme sıcaklığına kadar çıkabilir Adhezif (sürtünme) aģınmaya karģı dirençli
371 N g bölgesini açar Braunit (N-perlit) 592 C ve %2.4 N a-ferrit içerisinde max çöz. %0.1
372 Nitrür katman yapısı Ferrit bölgesinde, braunit altında Çok kullanılan sıcaklıklar C Bu sıcaklıklarda mm kalınlık Sıcaklık artıģı ile daha kalın katman elde edilemez
373 Yayınan N Kafeste arayer olarak yerleģir, yani ferrit içerisinde çözünür Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluģturur Karbürlere yayınır ve karbonitrür oluģturur
374 Difuzyon katmanı Bileşik katmanı
375 BileĢik katmanı 5-30 mm kalınlığında Fe 2-3 N (e-nitrür, hegzagonal) Fe 4 N (g -nitrür, kym) Karbonitrür (Fe x C y N z ) AlaĢımlı çeliklerde alaģım elementleri de bileģiklere giriyor Katmanda N %5-6 Süngersi poröz e fazı metastabil N atomları cottrel atmosferinden N 2 molekül hale geçiyor AlaĢımsız çelikler, dökme demir, kaba iģlenmiģ yüzeylerde Ġyi bir aģınma direnci için porozite veya hiç yok
376 Difüzyon katmanı N % arasında yüzeyden baģlıyor Ġçe doğru azalarak devam ediyor Burada N a içerisinde çözünmüģ Ġnce nitrür çökeltileri halinde AlaĢım elementleri Sertlik Katman kalınlığı
377 Nitrürleme yöntemleri Gaz nitrasyon 500 C sıcaklıkta amonyak ile Kalınlığa ve malzeme boyutlarına göre h Yeni yöntemlerde nico-nitrürleme ile 2-4 h Amonyak yüzeye yakın parçalanıyor
378 Tuz banyosunda nitrasyon Banyo sıvı KCN, NaCN gibi siyanür tuzları Açık ısıtmalı demir veya titanyum potada sıvı Havalandırma ile tuz oksitleniyor OluĢan siyanat bileģikleri 570 C sıcaklıkta parçalanıyor veya karbonat bileģiklerine dönüģüyor Bu reaksiyonlar ile C ve N serbest ve malzemeye yayınıyor 3-4 h sonra mm kalınlığında poröz bileģik katmanı oluģuyor Max sertlik gaz nitrasyondan HV daha düģük
379 Borürleme B yayınıyor ve Fe ile intermetalik oluģturuyor Borid (Fe 2 B -%8.8 B- ve FeB -%16.2 B- % 3.8 B ile ötektik (1149 C)
380 Borürleme yöntemleri Pratikte sıvı (borax bazlı ergiyikler) veya gaz (Hidrobor bileģikleri) kullanılmıyor Gaz ortamı zehirli Sıvı banyoda bor katmanı heterojen
381 Pratikte kullanılan katı toz halindeki B ortamları Kompleks parçalar için Kısmi borürleme için macun Ģeklinde Toz bileģimi Borkarbür+dolgu tozu+aktivatör Kaplanacak malzeme iģlenmiģ olmalı Bor ile yüzeyde yeni bir tabaka oluģacağı için düģük toleranslarda iģlenmiģ olmalı
382 Yüzeyi kaplanacak malzeme ĠĢlenmiĢ olmalı Kaplama geleği için düģük boyutta olmalı Çekme varsa Kaplama öncesi gerilim giderme tavlaması Yüzeyler Pürüzsüz, oksitsiz, parlatılmıģ
383 Kaplama kutusu (sıcağa dayanıklı çelik) Malzeme yerleģtirilir Üzerine 10 mm kalınlığında bor kaplama tozu Kapak hareketli Ön ısıtılmıģ fırına Kaplama sonrası yavaģ soğutma Vakum veya korumalı atmosfer yok Sıcaklık C (ötektik altında) Kaplama süresi 1-8 h
384
385 Kaplama kalınlığı Kalın ( mm) Erozif aģınma (seramik için kalıplar) Ġnce ( mm) Adhezif aģınma (talaģsız Ģekillendirme)
386 Avantajlar Kaplama sonrası merkez ıslah edilebiliyor Nedeni bor tabakasının termik genleģme katsayısının çelik alaģımlarına çok benzemesi Yüksek alaģımlı çelikler Kaplama sonrası yağ veya hava ile sertleģtirilebilir Ya da inert atmosfer (nötr tuz banyosu)
387 Kaplama yapısı Çatlak
388 Yüksek bor potansiyelinde Ġki fazlı kaplama DıĢ FeB, daha sert ve kırılgan (Çekme gerilmeleri) Ġç Fe 2 B (Basma gerilmeleri) Bu Ģekilde çatlak oluģumları (resimde) Bu nedenle tek fazlı kaplama (Fe 2 B) (E tipi)
389
390 YönlenmiĢ büyüme ile Kaplama kırılmıyor
391 YönlenmiĢ büyüme nedeni Bor difüzyonu yöne bağlı AlaĢım elementlerine bağlı DüĢük alaģımlı ıslah çeliklerinde kuvvetli yönlenme Yüksek alaģım ile düz yüzeyler
392 Artan alaģım elementi ile düģük kaplama kalınlığı
393 Bor katmanları Yüksek aģınma dayanımı Yüksek sertlik ( HV0.2) Yüksek sıcaklık sertliği YapıĢmaya karģı direnç Alkali ve asitlere dayanım Ġyi kaynak yeteneği
394
395
396 Islah Çelikleri En geniģ kullanılan (alaģımsız dıģında) çelik grubu Kullanım oranı yaklaģık % 40 Tanım Makine yapı çeliği SertleĢtirmeye uygun Yüksek mukavemet Ve Yüksek tokluk
397
398 Islah çelikleri Makine yapı çelikleri olarak Vida, diģli ve mil, yay malzeme olarak kullanılmaktadır. Islah çeliklerinin özellikleri Kimyasal bileģim Yapı Tokluk
399 Özellikler Kimyasal bileģim SertleĢtirme sonrası mikroyapı (Özellikle tokluk) Islah çelikleri ayrımı Boyut Max. Sertlik Mikroyapı
400 SertleĢtirilebilirlik Malzeme merkezinde oluģan % martenzit Ġstenen sertlik % martenzit AlaĢımsız ıslah çeliğinde % 50 olmalı Yay çeliğinde % 80 Otomotivde kullanılan parçalarda % 90 ve üzeri f(c, Cr, Mn, Ni ve Mo)
401 Tipik bileģim C:% Mn: % Cr: % 2 max Mo: % 0.5 max Ni: %4.1 max
402 Çelik Normu C Mn Cr Mo Ni V 2 C max 0.1 max 0.4 max - 3 C max 0.1 max 0.4 max - 28 Mn max 0.1 max 0.4 max - 41 Cr CrV
403 YÜKSEK SICAKLIĞA DAYANIKLI ÇELĠKLER
404 Bu çelik grubu enerji üretim santrallerinde kullanılan malzemeleri oluģturur. ÇalıĢma Ģartlarında Yüksek sıcaklık Yüksek basınç bulunur Konstrüksiyon malzemesi olarak Sıcak ve yüksek sıcaklığa dayanıklı çelikler
405 Kullanım örnekleri Buhar kazanları Boru bağlantıları Buhar veya gaz türbin Ģaftları Türbin kasaları Ventil Armatur Vida ve somunlar
406
407 ÇalıĢma sıcaklıkları min 500 max C ÇalıĢma süreleri saat (olağan) (22 yıl) saat max. (39 yıl)
408 Malzeme davranıģları yüksek sıcaklıkta çok farklı Oda sıc. Çelik akma sınırının üzerinde zorlanırsa Deforme olur ama yük malzeme üzerinde kalsa dahi deformasyon devam etmez, durur Def. Devamı için yükü arttırmak gerekir.
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir.
 ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler
 MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım
 Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER. 1.0035 St33-1.0501 C35 1035 1.4002 X 7 CrAI 13 405
 1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER 1.1. ÇEKME DAYANIMINA GÖRE ĐFADE EDĐLEN G.Y.Ç Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI 1.0402 C22 1020
1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER 1.1. ÇEKME DAYANIMINA GÖRE ĐFADE EDĐLEN G.Y.Ç Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI 1.0402 C22 1020
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
TÜRKİYE NİN İLK VE TEK PASLANMAZ ÇELİK UZUN MAMÜL ÜRETİCİSİ
 TÜRKİYE NİN İLK VE TEK PASLANMAZ ÇELİK UZUN MAMÜL ÜRETİCİSİ 2 I ACinox www.acinox.com.tr I 3 COŞKUN TRAG Coşkun Trading, 1983 yılında demir çelik ticaretine adım atmıştır. Müşteri ihtiyaçları doğrultusunda
TÜRKİYE NİN İLK VE TEK PASLANMAZ ÇELİK UZUN MAMÜL ÜRETİCİSİ 2 I ACinox www.acinox.com.tr I 3 COŞKUN TRAG Coşkun Trading, 1983 yılında demir çelik ticaretine adım atmıştır. Müşteri ihtiyaçları doğrultusunda
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
TÜRK STANDARDI TURKISH STANDARD
 ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması
 ve Kaba Tane Tavlaması") MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik