BÖLÜM 5 KAYNAK HATALARI
|
|
|
- Yonca Akburç
- 7 yıl önce
- İzleme sayısı:
Transkript

1 BÖLÜM 5 KAYNAK HATALARI
2 Kaynaklı parçalarda kalıntı gerilme (iç gerilme)

3 Kaynaklı parçalarda kalıntı gerilme (iç gerilme) Kaynaklı parçalarda kalıntı gerilmenin etkisi: 1- Gevrek kırılma 2- Gerilmeli korozyon 3- Distorsiyon
4 Kaynaklı parçalarda meydana gelen distorsiyonlar Kaynak nedeniyle oluşan iç gerilmelerin etkisiyle oluşan ve üniform olmayan deformasyon distorsiyon olarak adlandırılır. Distorsiyon kaynaklı malzemede dört şekilde gelişir.
5 Kaynaklı parçalarda meydana gelen distorsiyonlar
6 Kaynaklı parçalarda meydana gelen distorsiyonlar Enine distorsiyon: Soğuma sırasında kaynak metalinin büzülmesi nedeniyle oluşan enine gerilmelerin neden olduğu parçada kaynak dikişine dik yönde meydana gelen çekmedir. Sıcak kaynak metali soğuk plakalardan daha düşük akma mukavemetine sahip olduğundan deformasyon öncelikle kaynakta gerçekleşir. Ancak soğumanın sonlarına doğru ana metalde de deformasyon gerçekleşebilir. Bu deformasyon ana metalin genişliğinin azalmasına neden olur. Boyuna distorsiyon: Sıcak kaynak metalinin soğuma esnasında boyunu kısaltmak istemesi sonucu boylamasına gerilmelerin etkisiyle parçanın kaynak dikişi yönünde kendini çekmesidir. Pratikte boyuna distorsiyon miktarı çok düşüktür. Örneğin 1 m uzunluğundaki bir kaynakta 1 mm mertebesindedir.
7 Kaynaklı parçalarda meydana gelen distorsiyonlar Kalınlamasına distorsiyon: Parçanın kendisini kalınlığı boyunca çekmesidir. Kalınlığına distorsiyon çok küçük değerdedir. Açısal distorsiyon: Enine distorsiyonun özel şekli olup parçanın ilk başlangıç durumuna göre kendisini açısı kadar çekmesidir. Örneğin V kaynak ağzında ağız üst kısmının genişliği alt kısmından daha fazladır. Kendini çekme, soğuyan metalin uzunluğuna bağlı olduğundan kaynak ağzının üst kısmında daha fazla kendini çekme meydana gelir. Eğer ana metal plakaları tesbit edilmemişse açısal distorsiyon oluşur.
8 Kaynaklı parçalarda meydana gelen distorsiyonların önlenmesi 1- Dizayn mümkün olduğunca az kaynak gerektirecek şekilde yapılmalıdır. 2- X kaynak ağzında görülen çekilme miktarı nötr eksenin altında ve üstünde aşağı yukarı aynıdır. Bu, V kaynak ağzına göre daha az distorsiyona neden olur. 3- Parçalar, kaynak sırasında meydana gelecek distorsiyonlar gözönüne alınarak hazırlanmalıdır. Örneğin T kaynağı belirli bir açı verilerek yapılmalıdır. 4- Parçalar kaynak öncesi tavlanarak açısal distorsiyon azaltılabilir veya önlenebilir. 5- Kaynak sonrasında oluşacak distorsiyonu önleyecek şekilde parçaların önceden tesbit edilmesi.bu metodda distorsiyon önlenebilmesine rağmen kaynak iç gerilmeleri yüksek olur. Bu nedenle işlem sonunda gerilme giderme ısıl işlemi uygulanmalıdır.
9 Kaynaklı parçalarda meydana gelen distorsiyonların önlenmesi 6- Distorsiyonun düzeltilmesi: Distorsiyon, kaynak sonrasında distorsiyona uğramış parça deforme edilerek önlenebilir. Bu deformasyon termal veya mekanik olarak yapılır: a-) Termal olarak deformasyon özellikle gemi yapımında kullanılır. Bu yöntemde düzeltilecek kısım o C arasına ısıtılır ve hızla su spreyi ile soğutulur. Gerekirse bu işlem bir kaç defa tekrarlanır. Bu metot en kolay ve yaygın olarak kullanılan yöntemdir. Ancak yüksek mukavemetli çeliklerde olumsuz etkisi görülebilir. b-) Mekanik yöntemde parça bütünüyle preslenir veya düzeltilecek bölge dövülür.
10 Kaynak Hataları

11 Kaynak Hataları 1- Poroziteler: Katılaşma sırasında bazı gazların (özellikle oksijen, azot ve hidrojen) kaynak metaline hapsolması sonucu ortaya çıkan bir kaynak hatasıdır. Bu gazların sıvı metaldeki çözünürlükleri katı metalden çok fazladır ve katılaşma sırasında kaynak metalinden kaçma fırsatı bulamamaları halinde kaynak bölgesinde porozite oluşur. Porozite kaynakları temel olarak, malzeme yüzeyindeki nem, yağ, boya, oksit ve havadaki azot ve oksijendir. Porozite oluşturan gazlardan oksijen kaynak banyosuna, oksitlenmiş dolgu metalinden, ana metalden, flakstan, atmosferden veya elektrot örtüsünden ; azot, atmosferden veya koruyucu gazdan; hidrojen ise elektrot örtüsünde selülozun bulunmasından veya ark bölgesini çevreleyen gaz atmosferinden geçebilir.


12 Gözenek Gaz Gözeneği Kurt Deliği


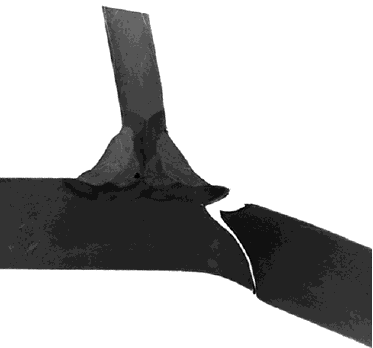
13 Gouge, Groove: Arc Burns These defects are caused by either third-party damage or non-acceptable workmanship, and may include stress concentrators such as cracking. Failure occurs by the pipe material containing the defect flexing because of internal pressure variances, which in turn causes cracking. When the crack extensions become critical, rupture occurs.
14 Kaynak Hataları Azotun havadan kaynak havuzuna doğru hareketi. Azot ve hidrojen çözünebilirliğinin sıcaklığa bağımlılığı. Çözünmüş oksijen ve karbonun karbon monoksit gazı oluşturması.
15 2- Curuf İnklüzyonları: Kaynak Hataları Curuf inklüzyonları, kaynak metalinde veya kaynak metal ara yüzeyinde hapsolan ve metalik olmayan katı partiküllerdir. Hapsolan curuf, flaks ile ergiyen kaynak metali reaksiyonunun ürünüdür. Çok pasolu kaynaklarda her pasodan sonra curuf iyice temizlenmelidir. Gazla koruma iyi yapılarak ve uygun elektrot veya flaks seçimi ile curuf inklüzyonları azaltılabilir. Ayrıca kaynak ağzı açısını arttırmak da faydalıdır.

16 Curuf Kalıntısı

17 Kaynak Hataları 3- Çatlaklar: En tehlikeli kaynak hatası olup, Kaynak sonrasında kaynak dikişi veya ITAB oluşabilir. Genellikle; Kaynak dikişinde oluşan çatlaklar sıcak çatlak, ITAB da oluşan çatlaklar soğuk çatlak olarak isimlendirilir.
18 Kaynak Hataları 4- Yanma Olukları: Yanma olukları genellikle kaynak birleşme bölgelerine yakın bölgelerde ve kaynak dikişine paralel olarak meydana gelir. Bu bölgelerin kaynak metali ile doldurulamaması yanma oluğu oluşumuna sebep olur. Kesikli yanma olukları Devamlı yanma olukları Kökteki yanma olukları

19 Kaynak Hataları 5- Ergime Yetersizliği: Kaynak metaliyle ana metalin birlikte erimemesi sonucu ortaya çıkan bir kaynak hatasıdır. Bu tip hatalar kaynak yönünde uzamış olup, yuvarlak veya keskin köşeli biçimde olabilirler. Ergime yetersizliğine, ana metal sıcaklığının ergime sıcaklığına çıkmaması veya ana metalin yüzeyinde curuf, oksit gibi yabancı maddelerin bulunması neden olur. Ergimenin tüm malzeme kalınlığı boyunca olmaması neticesinde nüfuziyet azlığı meydana gelebilir.
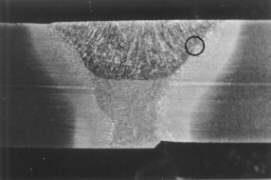



20 Ergime Hatası(LOF) X3,5 X100 X3,5 X100 X3,5 X100
21 Ergime Hatası(LOF)
22 Kaynak Hataları Özellikle aluminyumda oluşan ve bağlantının ortasındaki curuf veya oksitten kaynaklanan ergime yetersizliği. Kaynakta oluşan ergime yetersizliği. B genellikle köprülenme olarak adlandırılır. V şekilli oluklu kaynakta ergime yetersizliği.
23 Ergitme kaynağında rastlanan bazı kaynak hataları
24 Ergitme kaynağında rastlanan bazı kaynak hataları
25 Kaynaklanmış bağlantı tipleri
26 Kaynak konstrüksiyonuna ait esaslar Kaynak işleminin sorunsuz ve istenilen şekilde yapılabilmesi için kaynak konstrüksiyonuna ait temel esaslar ana hatlarıyla bilinmelidir; 1- Kaynak esnasında meydana gelen değişken sıcaklık dağılımından ötürü kaynak bağlantısında meydana gelen ısı gerilmelerin etkisi ile kaynak konstrüksiyonunda oluşan distorsiyonları önlemek için; a-) Kaynak edilecek parçalar şekil bakımından basit (levha, silindir, profil) ve nispeten büyük olmamalıdır. b-) Kalın ve kısa kaynak dikişleri yerine, ince ve uzun dikişler tercih edilmelidir. c-) Nispeten büyük parçalar kaynak işleminden sonra gerilme giderme tavına tabi tutulmalıdır.
27 Kaynak konstrüksiyonuna ait esaslar 2- Kaynak dikişleri konstrüksiyonun en çok zorlanan bölgelerine konulmamalıdır; ancak zorunluluk halinde mukavemet kurallarına göre uygun tedbirler alınmalıdır.
28 Kaynak konstrüksiyonuna ait esaslar 3- Dikiş kökü, çekme gerilmesi bulunan yere konulmamalıdır.

29 Kaynak konstrüksiyonuna ait esaslar 4- Kaynak dikişi çentik etkisinin bulunduğu bölgelere konulmamalıdır.
30 Kaynak konstrüksiyonuna ait esaslar 5- Kaynak dikişlerinde kuvvet akış çizgilerinin düzgün olmasına dikkat edilmelidir. Buna göre alın kaynağı bindirme kaynağına göre daha uygundur.
31 Kaynak konstrüksiyonuna ait esaslar Aynı şekilde oyuk köşe dikişi, düz köşe dikişine ve bu da bombeli köşe dikişine tercih edilmelidir.

32 Kaynak konstrüksiyonuna ait esaslar Bu prensibi uygulamak için kaynak yerinde parçaların kalınlıkları birbirine eşit olmalıdır.
33 Kaynak konstrüksiyonuna ait esaslar 6- Çapraz dikişlerin çakışmaları önlenmelidir. Bu prensibe uygun olarak kazan konstrüksiyonunda dikişler aşağıdaki gibi tertip edilmelidir. 7- Kuvvet taşıyan dikişler en az 4 mm kalınlığında olmalıdır.
 küçük olmalıdır.")
34 Kaynak konstrüksiyonuna ait esaslar 8- Dinamik yüklemeye maruz parçalarda kaynak takviye açısı ( ) küçük olmalıdır.

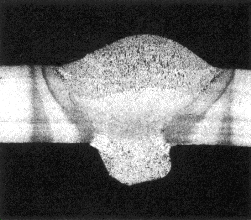
35 X3.5 Fazla Nüfusiyet

36
37 Kaynaklı Parçalarda Çatlama Olgusu
38 Kaynaklı parçalarda oluşan çatlak tipleri
39 Krater Çatlaklar: Kesintili kaynak yapıldığında kraterde çatlama eğilimi artar. Fazla derin olmayan sıcak çatlak türü olan bu çatlaklar yıldız şeklinde bulunabildiklerinden yıldız çatlaklar olarak da bilinirler. Krater çatlaklar ısıl genleşme katsayısı yüksek metallerde örneğin ostenitik paslanmaz çeliklerde görülür. Bu çatlaklar boylamasına çatlakların başlangıcı olabilir. Boylamasına çatlaklar: Bu çatlaklar genellikle kaynak metalinin ortasında oluşan çatlakların kaynak zonunda ilerlemesi ile ortaya çıkar. Enlemesine çatlaklar: Bu çatlaklar kaynak eksenine dik olan ve kaynak metalinde bulunan çatlaklardır. Enlemesine çatlaklar ana metale doğru ilerlerler. Dikiş yanı çatlakları: Bu çatlaklar genellikle soğuk çatlak tipinde olup kaynak iç gerilmelerinin yüksek olduğu bölgelerde bulunur. Dikiş altı çatlakları: Bu çatlaklar ITAB bölgesinde oluşan soğuk çatlaklar olup oluşumu katı eriyikte hidrojen bulunmasına, mikroyapının çatlmaya duyarlı olmasına ve kalıntı gerilmenin yüksek olmasına bağladır. Kaynak dikişinin altında belirli aralıklarla yer aldıklarından ve yüzeye çıkamadıklarından çoğunlukla çıplak gözle görülemezler.
40 Hidrojen Kırılganlığı Atomik hidrojenin metale girmesi neticesinde ortaya çıkar. Hidrojen girişi, iç çatlak ve/veya boşluk oluşumuna, gevrekliğe ve özellikle yüksek sıcaklıklarda dekarbürizasyon ve kimyasal reaksiyon gibi yüzey olaylarına sebep olur. YMK kristal yapılı metaller hidrojen kırılganlığına duyarlı değildir. Özellikle karbon ve az alaşımlı çeliklerde ağırlıkça %0.001 (ppm) mertebesinde hidrojen kırılganlık için yeterli olabilir. Yüksek mukavemetli martensitik çelikler hidrojen kırılganlığına çok duyarlıdır. Soğuk işlem hidrojen kırılganlığı teşvik eder. Çeliklerin mukavemeti arttıkça hidrojen duyarlılığı da artar. Hidrojen, çeliğin sünekliğinin azalmasına, çatlamasına ve akma mukavemetinden düşük gerilmelerde gevrek kırılmasına neden olur.
41 Kaynaklı Parçalarda Çatlak Oluşum Nedenleri Sıcak Çatlama Soğuk Çatlama Katılaşma Çatlakları Yeniden Ergitme Çatlakları Hidrojen Kırılganlığı Lameler Yırtılma
42 Deformasyon hızı azaldıkça çeliklerin hidrojen kırılganlığına karşı hassasiyeti artar. Darbe deneyi ile hidrojen kırılganlığı ortaya çıkmaz. Düşük hızlı çekme, eğme, ileri-geri eğme deneyleri ile hidrojen kırılganlığına karşı hassasiyeti ölçmede kullanılır. Standart çekme deneyi ile % kesit daralması ve/veya % kopma uzaması ölçülerek hidrojen gevrekliği değerlendirilebilir. Gevreklik Derecesi = ( o - h)/ o o ve h hidrojensiz ve hidrojenli numunelerin kesit daralması Deney numunesinin çevresine V-çentik açıldıktan sonra numuneye farklı gerilmeler uygulayarak, her bir gerilme için çatlama veya kırılma süresi ölçülür.

43 Hidrojenin olumsuz etkisi orta sıcaklık düzeylerinde çok belirgindir. Çok yüksek sıcaklıklarda ve çok düşük sıcaklıklarda etkili değildir. Sıvı demirde ve ostenit içinde hidrojen çözünürlüğü yüksek oda sıcaklığında düşüktür. Hidrojen içeren çelik yüksek sıcaklıklardan hızla soğutulduğunda hidrojen dışarı kaçamaz ve malzeme içinde hapsolur. Bu durumda fazla hidrojen malzeme yüzeyine veya iç kısımlarına yayınarak yüksek basınçlı hidrojen paketleri oluşturur. Bu yüksek basınç çelikte çatlama ve/veya kırılmaya neden olur.
44 Hidrojen Kırılganlığının Önlenmesi 1. Hidrojene karşı daha dayanıklı mlazeme kullanmak (örneğin yüksek mukavemetli çelik yerine daha düşük mukavemetli çelik kullanmak) 2. Hidrojeni malzemeden uzaklaştırmak ( malzemeyi C de tutmak) 3. Malzeme yüzeyinde basma yönünde gerilme oluşturmak (bilya püskürterek yüzeyi dövmek) 4. Parça dizaynını değiştirmek (keskin köşeleri elemine etmek, kesit alanı artırmak, kalıntı gerilmeleri azaltmak) 5. Hidrojen girişine engel olmak Çeliğe hidrojen girişi üretim aşamasında, kaynak sırasında, korozyon etkisi ile veya katodik koruma sırasında girebilir.

45 Kaynaklı Parçalarda Hidrojen Kırılganlığı Kaynak işlemi sırasında hidrojenli bileşiklerin (kaynak bölgesindeki kir, yağ ve nem hidrokarbon, vb) kaynak arkı etkisi ile ayrışması sonucu oluşan hidrojenin kaynak banyosuna girmesi soğuk çatlakların temel nedenidir. Kaynak bölgesinin havadan iyi korunamaması da kaynak banyosuna hidrojen girişine sebep olabilir. En önemli hidrojen kaynağı, elektrod örtüsündeki veya flakstaki nemdir. Elektrod örtüsündeki hidrojen potansiyel hidrojen olarak adlandırılır. Bu nedenle kaynak işlemi öncesi elektrodlar kurutulmalı ve bazik elektrodlar tercih edilmelidir
46 Kaynak metalinde hidrojen çözünürlüğü hidrojen kısmi basıncına ve sıcaklığa bağlıdır. Ark atmosferinde CO, CO2 ve H2O bulunması hidrojen kısmi basıncını etkiler. Hidrojen çözünürlüğü 1800 C de yaklaşık 35 ml/100g olup, sıcaklığın azalması ile azalmaktadır. Katılaşma sonrası kaynak dikişinin hidrojen konsantrasyonu hızlı soğuma etkisi ile çözünürlük sınırını aşabilir. Bu durumda latis aşırı doymuş hale gelir.

47 Katılaşan kaynak metalinde hidrojen, atom çapı çok küçük olduğu için oda sıcaklığında bile yapısal hatalara (boşluklar, dislokasyonlar, tane sınırları gibi) doğru kolayca yayınabilir ve burlarda moleküler hale gelerek yüksek basınç oluşturur. Bu proses kaynak işleminden birkaç dakika veya birkaç ay sonra gelişebilir. Proses süresi; ana metalin bileşimi, ana metalin kalınlığı, mikroyapısı, porozite miktarı ve soğuk işlem durumu gibi faktörlere bağlıdır. Çatlama riskinin yüksek olması; hidrojen konsantrasyonun yanı sıra, mikroyapının çatlağa duyarlı olmasına (martensitik), parçaya çekme gerilmelerinin (kalıntı gerilme) etki etmesi ve sıcaklığa da bağladır.
 oluşumu söz konusudur.")
48 Kaynak metalindeki hidrojen miktarının artması latisin gevrekliğini artırır. Süneklik (kopma uzaması ve kesit daralması) azalırken mukavemette (akma ve çekme) önemli bir değişim olmayabilir. Hidrojen etkisi ile kırılan malzemenin yüzeyinde balık gözü (fish eye) oluşumu söz konusudur. Hidrojen içeren kaynak metali yavaşça deforme edildiğinde balık gözü kaynaktan sonraki üç ay içinde oluşabilir.


49 Çoğu kaynak metalleri iyi kaynaklanabilirlik açısından ana metalden daha düşük karbon içeriğine sahip olduğundan, ITAB hidrojen çatlamasına karşı daha duyarlıdır.

50 Hidrojenin zararlı etkileri Süneklği (kopma uzaması ve kesit daralması) düşürür, Mevcut çatlakların ilerleme hızını artırır, Sabit yük altında gecikmeli çatlamaya neden olur, Yorulma direncini düşürür, Bazı durumlarda gerilmeli korozyon çatlamasını teşvik eder.
 ile kontrol edilir.; Ceş > 0.")
51 Çeliklerin bileşiminde bulunan C, Mn, Mo, Cr, V, Nb ve Si gibi elementler ITAB da martensitik dönüşümü teşvik ederek ve çatlak oluşma ihtimalini arttırırlar. Alaşım elementlerinin martensit oluşumunu ve çatlama ihtimalini arttırması karbon eşdeğeri (Ceş) ile kontrol edilir.; Ceş > 0.45 olan çelikler uygun tedbirler alınarak çatlama olmaksızın kaynaklanabilirler. Örneğin ön ısıtma ve kaynak sonrası tavlama ITAB da çatlama riskini azaltır.

 20 Ni 28Mo")
52 Ön ısıtma sıcaklığının belirlenmesi: Yöntem 1 C eş < 0.45 Ön ısıtmaya gerek yok 0.45 < C eş < 0.6 Ön ısıtma sıcaklığı o C C eş > 0.6 Ön ısıtma sıcaklığı o C Yöntem 2 Cc 360C 40(Mn Cr) 20 Ni 28Mo 360 Bu bağıntı karbon oranı % 0.25 e kadar olan çeliklere uygulanmaktadır.
53 Ön Isıtmanın Etkileri: Kaynak metali ve ITAB ın soğuma hızını düşürür, Distorsiyonun ve artık gerilmelerin azalmasına sebep olur, Kaynak işlemi için gerekli enerjinin (Hnet) azalmasına neden olur Kaynak sonrası ısıtıma; Gerilme giderme, Boyutsal kararlılık, Gerilme korozyon direncini artırmak, Tokluğu ve mekanik özellikleri geliştirmek amacıyla yapılır
54 Hidrojen kırılganlığı kaynak işleminden günlerce sonra bile genellikle dikiş altı çatlakları, dikiş yanı çatlakları, enine çatlaklara şeklinde ortaya çıkabilir. Geçikmiş hidrojen çatlamasının belirleme metodları şunlardır: Akustik emisyon anailizi: Hidrojen etkisi ile oluşan mikro boyuttaki çatlaklar tahribatsız muaye yöntemleri ile belirlenebilir. Implant test: Hidrojen gecrekliğine karşı duyarlılığı belirlemek amacıyla yapılır. Ana metalden imal edilen çentikli vida ITA ı gerçek birleşmeye benzeyecek koşullrada kaynaklanır. Kaynak sonrası belirli koşullarda çatlayıncaya kadar sabit çekme gerilmesine maruz bırakılır. Bu metod ana metalin kaynağa uygunluğunu değerlendirme ve farklı malzemelerin hidrojen hassasiyetini karşılaştırma açısından çok uygundur. Dezavantajı çatlak düzleminin ergime sınırına paralel olacak şekilde ITAB da lokalize olmasıdır.
55 IIW ye göre kaynak metalindeki hidrojen; 0-5ml H2/100 g ise çok düşük seyide 5-10 ml H2/100 g ise düşük seviyede ml H2/100 g ise orta seviyede > 5 ml H2/100 g ise yüksek seviyede olarak değerlendirilir. HSLA çeliklerinin kaynak metalinde 5 ml H2/100 g dan daha az hidrojen bulunması istenir. Hidrojen gevrekliğinin sebepleri özet olarak şunlardır; Elekroddaki nem miktarı yüksek olması, Ana metalin yüksek sertlik ve mukavemette olması, Ana metalin et kalığının 20 mm nin üstünde olması, Kaynak öncesi ön ısıtma yapılmaması Hidrojen gevrekliği riskini azaltmak için; Kaynak öncesi parça yağ ve nemden arındırılmalıdır, Parça ön ısıtmaya tabi tutulmalıdır, Kaynak işlemi için bazik elektrotlar tercih edilmelidir Elektrodlar kaynak öncesi kurutulmalıdır.


56 Lameler Yırtılma: Yüksek lokalize gerilmeler etkisi ile ve levhanın kalınlık kesitinde sünekliğin düşük olması nedeniyle ana metalde oluşan çatlamadır. Haddelenme sırasında levhanın kalınlık yönündeki sünekliğini olumsuz yönde etkileyecek şekilde anizotropi gelişir. Sıcak haddelenmiş levhada anizotropinin gelişmesine yapıda MnS ve oksit tipi kalıntılar sebep olur. Yırtılma inklüzyon ile matris arasında boşluk oluşumu ve birleşmesi ile gelişir. Kalınlık yönünde çekme testi yapılarak (Z testi) levhanın lameler yırtılma eğilimi belirlenebilir.


57 Z testi sonuçlarına göre levhalar DIN EN normunda Z15, Z25 ve Z35 olmak üzere 3 kaliteye ayrılmıştır. Buradaki rakkam ortalama kesit daralmasıdır. Çekme mukavemeti 460 N/mm² olan ince taneli bir çeliğin ortalama kesit daralması % 35 ise (Z35 sınıfında ise) S460N-Z35 şeklinde gösterilir.

58 Kaynaklı parçalarda lameler yırtılma çekme gerilmesi etkisi ile ana metalin kalınlık kesitinde, sünekliğin düşük olması nedeniyle ortaya çıkar. Kalınlık yönündeki kesit daralması %15 den düşük olan çelik levhaların lameler yırtılma eğilimi yüksektir. Çelik yapısında bulunan uzamış inküzyonların mevcudiyeti lameler yırtılmayı teşvik eder. Kalınlığı 25 mm den fazla olan yüksek mukavemetli çelik levhaların lameler yırtılma eğilimi yüksektir. Lameler yırtılma çoğunlukla ergime sınırının levha yüzeyine paralel olduğu kaynaklarda (köşe, T kaynak) görülür. Genellikle kaynak uzunluğu 20 mmden fazla olduğunda oluşur. Lameler yırtılmnın gelişiminde kükürt ve silikat inklüzyonları önemli rol oynar. Düşük karbonlu çeliklerde hidrojen lameler yırtılmayı teşvik eder.


59 Kaynak bölgesine, levha yüzeyine dik olacak şekilde yüksek çekme kuvveti uygulanmasıyla lameler yırtılmayı teşvik eder. Çatlama genellikle kaynak sınırına yakın veya birkaç mm mesafede olup, levha yüzeyine paraleldir. Kırılma yüzeyi lifi görünüme sahiptir Lameler yırtılma etkisi ile yüzeyde oluşan çatlaklar gözle muayene, sıvı penetran veya manyetik parçaçık yöntemi ile belirlenebilir. İç çatlaklar ultrasonik muayene yöntemi ile belirlenebilirse de bunları incluzyon bantlarından ayırt etmek güçtür. Çatlaklar oryantasyonu nedeni ile radyografik yöntemlerle belirlenemez.

60 Lameler yırtılamın gelişebileceği muhtemel bölgeler taşlama veya talaşlı işleme yöntemleri ile kaldırıldıktan sonra daha düşük mukavemetli kaynak metali ile doldurulabilir (buttering).. Buttering with low strength weld metal Lameler yırtılma etkisi ile oluşan çatlaklar keskin köşeli lineer hatalardır. BS EN ISO 5817:2003 standardının B, C ve D kalite seviyeleri bu hatalara müsaade edilmez.

 Döküm/dövme çelik kullanılarak")
61 Lameler yırtılma riski; azaltılabilir. Kalınlık yönündeki gerilmeleri azaltacak şekilde dizayn değişikliği yapılarak, Düşük inklüzyonlu çelik kullanılarak (S % 0,007) Döküm/dövme çelik kullanılarak Bazı durumlarda ön ısıtma uygulayarak
62 Katılaşma Çatlakları: Kaynak ısısı etkisi ile kaynak dikişinde ve ITAB da çatlama oluşabilir. Kaynak dikişindeki çatlama kaynak metali katılaşması sırasında meydana gelir (katılaşma çatlakları). Ana metalin yapısında ergime sıcaklığı düşük fazlar mevcutsa, kaynak ısısı etkisi ile bu fazlar ITAB da çatlamaya neden olabilir (ergime çatlakları).

63 Katılaşma sırasında dentritin iç kısmı ile dentritler arasında bileşim farkı mevcut ise dentritler arasında ergime sıcaklığı düşük fazlar oluşur. Katılaşmanın son aşamasında da katılaşmış dentritler arasında ergime sıcaklığı düşük sıvı fazlar yer alır. Kaynak, katılaşma sırasında büzülürken oluşan çekme gerilmeleri dentritler arasında çatlamaya neden olur. Kaynak metalinin sıcak çatlaması her zaman tanelerarası karaktere sahiptir.
64 Çoğunlukla sıcak çatlama çeliklerde, paslanmaz çeliklerde, nikel alaşımlarında düşük ergime sıcaklığına sahip sıvı film nedeniyle oluşur. Çeliğin manganez içeriği arttıkça sülfürlerin ergime sıcaklığı artar ve sıcak çatlama ihtimali azalır.
65 % 0,1 den daha az karbon içeren çelikte katılaşma -Fe fazında olurken, daha yüksek oranda karbon içeren çelikte. -Fe oluştuktan sonra 1500 C de perlitik reaksiyon gerçekleşir ve geri kalan kaynak metali -Fe olarak katılaşır. Kükürtün -Fe de çözünürlüğü yüksek -Fe de ise düşük olduğundan, fazla kükürt tane sınırlarına doğru itilir ve tane sınırlarının zayıflamasına neden olur. Fosfor da benzer etki yapar
66
67 Çeliğe manganez ilavesi ile katışama sırasında çatlama riski azalır. Katılaşma sırasında çatlama riskini azaltmak için kaynak metalinin: * Karbon, kükürt,fosfor niyobyum içeriği düşük olmalı, * Manganez içeriği Mn/S oranı ayarlanarak belirlenmelidir. Kaynak dikişinin profili konveks yapılarak ve kaynağa etki eden çekme gerilmeleri azaltılarak sıcak çatlama riski azaltılabilir.
68 Sıcak çatlama hassasiyet faktörü: UCS = 230 %C* %S + 75 %P + 45 %Nb %Si %Mn - 1 C % 0.08 ise C* = 0.08 alınır. T köşe kaynağında UCS 19 ise: Alın kaynağında UCS 25 ise sıcak çatlama ihtimali yüksektir.
69 Ostenitik paslanmaz çeliklerde sıcak çatlak oluşum riski; dolgu metali ve ana metalin kimyasal bileşimi ostenitik matris içinde en az % 4 ferrit bulunacak şekilde ayarlanması ile azaltılabilir. Ferrit tane sınırlarına yerşerek sıcak yırtılmayı engeller. Ferritin daha yüksek olması çeliğin korozyon direncini olumsuz yönde etkiler Kaynak metalinin S ve P mümkün olduğunca düşük olmalıdır.
 ısınma sonucunda meydana gelen çatlama, yeniden ısıtma")

70 Yeniden Isıtma Çatlakları: Kaynak işlemi sonrasında yapılan ısıl işlem (gerilme giderme tavlaması) veya servis sırasında yüksek sıcaklıklara ( C) ısınma sonucunda meydana gelen çatlama, yeniden ısıtma çatlaması olarak isimlendirilir. Yeniden ısıtma çatlakları genellikle tane sınırları karakterli olup, ITAB nin iri taneli yerinde, ergime sınırının bir iki tane ötesinde görülür. Bazen kaynak metalinde de oluşabilir.
71 Yeniden ısıtma çatlakalarının oluşumu; bileşime, mikroyapıya, kalıntı gerilmelerin mevcudiyetine ve sıcaklığa bağlıdır. Bileşimde Cr, Cu, Mo,B,V,Nb ve Ti gibi elementler bulunan alaşımlı çeliklerin çatlama eğilimi yüksektir. İki farklı kırılma morfolojisi sergileyebilir. i. Taneleri keserek kırılma: C sıcaklıklara ısıtma ile ortaya çıkar. Kırılmada gerilme konsatrasyonu, çatlaklar rol oynar. ii. Tane sınırı kırılması: 600 C den yüksek sıcaklıklara ısıtma sonrasında ortaya çıkar. İnklüzyon, karbür gibi ikinci faz partikülleri ile matris arayüzeyinde boşluk oluşumu ile gelişir.
72 Düşük sünekliğe sahip mikroyapı (ör. Beynit) yüksek sıcaklık gevrekliğine duyarlıdır. İri taneli malzemenin çatlama riski ince taneli malzeden daha yüksektir. Yeniden ısıtma çatlakalrı genellikle 50 mm den daha kalın kesitlerde ortaya çıkar. Çatlama genellikle ısıtma aşamasında olur, ısıtma hızı etkili parametre değildir.
73 Molibden, Krom-Molibden, Molibden- Vanadyum ve Molibden Bor çelikleri özellikle % 0.1 den daha fazla oranda vanadyum içerdiklerinde yeniden ısıtma çatlaması duyarlılığını artırır. Ostenitik krom nikel çelikleri ve bazı nikel esaslı alaşımlarda da yeniden ısıtma çatlaması görülebilir.. Çoğunlukla kalın kesitli HSLA çeliklerde kaynak sonrası ısıl işlem sırasında ortaya çıkar. Çentik ve hataların mevcudiyeti çatlamayı teşvik eder. Cr, Mo ve V içeren çelikler çatlamaya çok duyarlıdır. Çeliklerin yeniden ısıtma çatlamasına duyarlılığı P = Cr Mo V 2 P = Cr + Cu + 2Mo + 10V + 7Nb +5Ti -2 bağıntıları ile hesaplanan P değerinin sıfır veya sıfırdan büyük olması halinde yüksektir.
74 Yeniden ısıtma çatlamasının önüne geçebilmek için; Isıl işlem düşük sıcaklıkta yapıldıktan sonra yüksek sıcaklığa çıkılmalıdır, Kaynak işleminden sonra taşlama veya peening yapılmalıdır, ITABtaki iri taneleri inceltmek için iki pasolu kaynak yapılmalıdır, Uygun malzeme seçilmelidir. (P değeri düşük ve vanadum içeriği %0,1 den az), Kalıntı gerileme en az olacak şekilde dizayn yapılmalıdır, Yüksek ön ısıtma sıcaklığı ve mukavemeti düşük kaynak metali seçilmelidir, Kaynak sonrası yapılan ısıl işlem sonrasında tahribatsız muayene yapılmalıdır.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Sünek Kırılma : Kırılma Türleri. Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir.
 KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
KAYNAK HATALARI Sünek Kırılma : Kırılma Türleri Malzemenin akması ve buna bağlı deformasyon oluşumu kopmadan önce gözlemlenebilmektedir. Kırılma Türleri Sünek kırılmanın belirleyici özellikleri : Aşırı
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Deneyin Yapılışı: Deneyin Adı Çentik Darbe (Vurma) Deneyi
 Deneyi") 1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME
 TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
DARBE DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Metalik Malzemelerin Darbe Deneyi
 1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
8. KAZIMALI (FRETAJ) KOROZYON
 KOROZYON") 8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
8. KAZIMALI (FRETAJ) KOROZYON Erozyonlu korozyonun özel bir türüdür. Yeterli yük altında birbiri üzerinde ileri geri hareket eden (yatak gibi) ve/veya aynı zamanda titreşime maruz kalan metal yüzeylerinde
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15
 Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
Çeşitli ortamlarda değişik etkilerle ve mekanizmalarla oluşan korozyon olayları birbirinden farklıdır. Pratik olarak birbirinden ayırt edilebilen 15 ayrı korozyon çeşidi bilinmektedir. Bu korozyon çeşitlerinin
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey