Bakım Planlaması Nedir?
|
|
|
- Can İnan
- 8 yıl önce
- İzleme sayısı:
Transkript
1 BAKIM PLANLAMASI
2 Bakım Planlaması Nedir? Bir fabrikanın makina ve tesislerinin sürekli olarak çalışır durumda olmasını sağlamak amacı ile yapılacak olan faaliyetlerin planlanmasıdır.

3 Bakım faaliyetlerinin başarıya ulaşabilmesi için; Her işletme teknolojik, işletme ve çevre şartlarına göre bir bakım politikası tasarlamalıdır. Bakım için gerekli olan malzeme stokları hazır olmalıdır. Bütün bakım faaliyetlerinin kayıt işlemi yapılmalıdır. Bakım talepleri bir merkezde toplanmalı ve buradaki yöneticinin onayı ve bilgisi ile bakım işlemi yapılmalıdır. Üretimde çalışan işçiler çok acil durumlar dışında bakım işlemleri yapmamalıdır. Arıza sıklığının azaltılması ve onarım süresinin azaltılması amacı açık bir biçimde belirlenmelidir. Çeşitli bakım önlemlerinin üst yönetimden teknisyenlere kadar tüm personeli içermesi gereklidir. Bakım işletmede, verimli ve ekonomik ürün imali, işletmenin tüm bölümlerinin birlikte çalışması ile gerçekleştirilebilir.

4 Bakım planlaması, bakım mühendisliği aracılığıyla yapılır. Bakım mühendisliği faaliyetleri temel ve yardımcı fonksiyon faaliyetleri olmak üzere iki gruba ayrılır.

5 Bakım mühendisliğinin temel fonksiyonları: Mevcut fabrika, makina, araç-gereçlerin bakımı, korunması ve kontrolü, Mevcut makina, araç-gereçlerin ve binaların değiştirilmesi, Yeni makina, araç-gereçlerin yerleştirilmesi ve yeni binaların inşaatı, Enerji üretim ve nakil v.b. tesisatın kontrolü ve bakımı, Bakım hizmetlerinden yararlanma düzeyinin artırılması,

6 Bakım mühendisliğinin yardımcı fonksiyonları: Ambarların korunması ve bakımı, Fabrika binasının yangın, patlama v.b. gibi tahribata yol açan tehlikelere karşı korunması. Bunun için gerekli olan koruyucu malzeme ve tesislerin bakımı, Hurda makina ve araç-gereçlerin bakımı ve değerlendirilmesi, Çevre kirliliğinin önlenmesi amacı ile artık maddelerin ortadan kaldırılarak değerlendirilmesi, Bina, makina, araç ve gereçlerin sigorta ettirilmesi, Kapıcılık, bekçilik vb. hizmetler işletme yönetimince bakım mühendisliğine verilebilecek diğer görevlerdir.

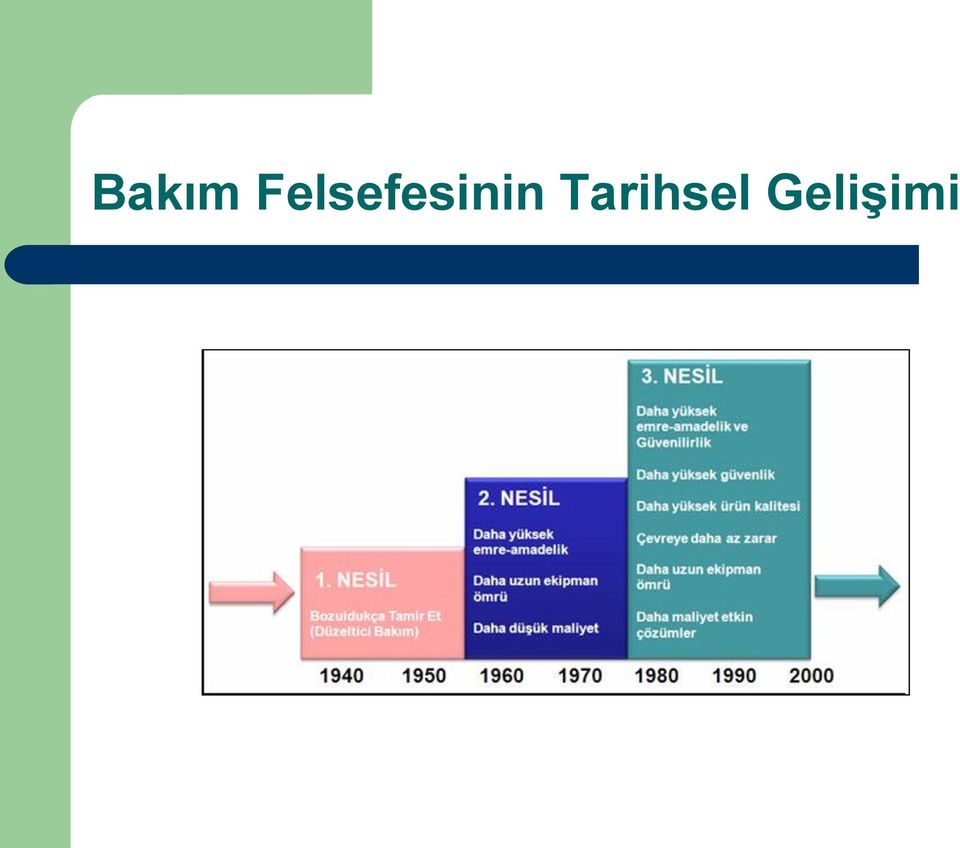
7 Bakım Felsefesinin Tarihsel Gelişimi
8 Bakım Faaliyetlerinin Amacı Üretim maliyetini düşürmek, verimi ve ürün kalitesini arttırmak, Makine duruşlarını azaltarak üretim sürekliliğini sağlamak, Önceden hazırlanacak üretim programlarının gerçekleşmesini sağlamak, Kapasite kullanım oranının artırılmasını sağlamak, Her türlü tesis, makine ve ekipmanın faydalı ömrünü uzatmak ve böylece bu yatırımlar için harcanan sermayeden daha fazla verim elde edilmesini sağlamak, Her türlü makine ekipmanı kullanan personelin güvenliğini sağlamak, Bakım onarım masraflarını azaltmak,

9 Bakım faaliyetlerinin üretim akışı, verimlilik ve maliyetler üzerindeki etkileri: Makinaların ve onları çalıştıran işçilerin boş kalması. Dolaylı işçilik ve imalat genel masraflarının artması. Müşteri taleplerinin karşılanamaması, müşteri kaybetme Arızalı makinanın zincirleme olarak bütün sistemi etkilemesi. Iskarta oranının artması, kalitenin düşmesi.

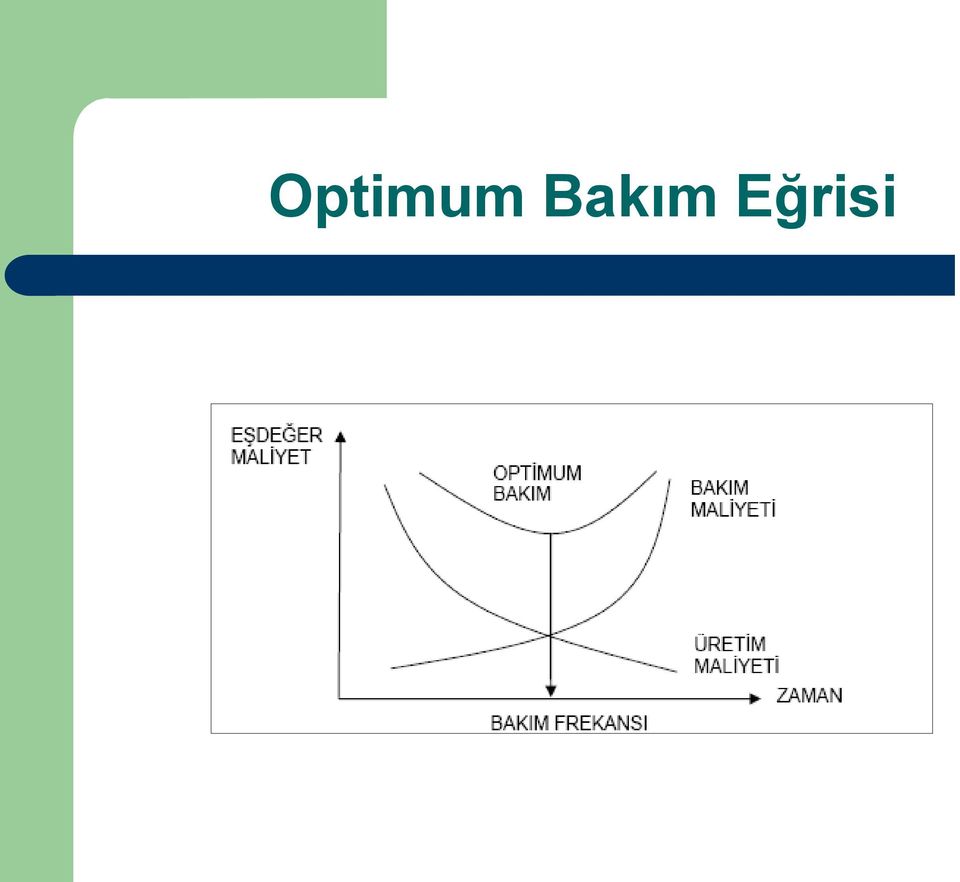
10 Optimum Bakım Eğrisi

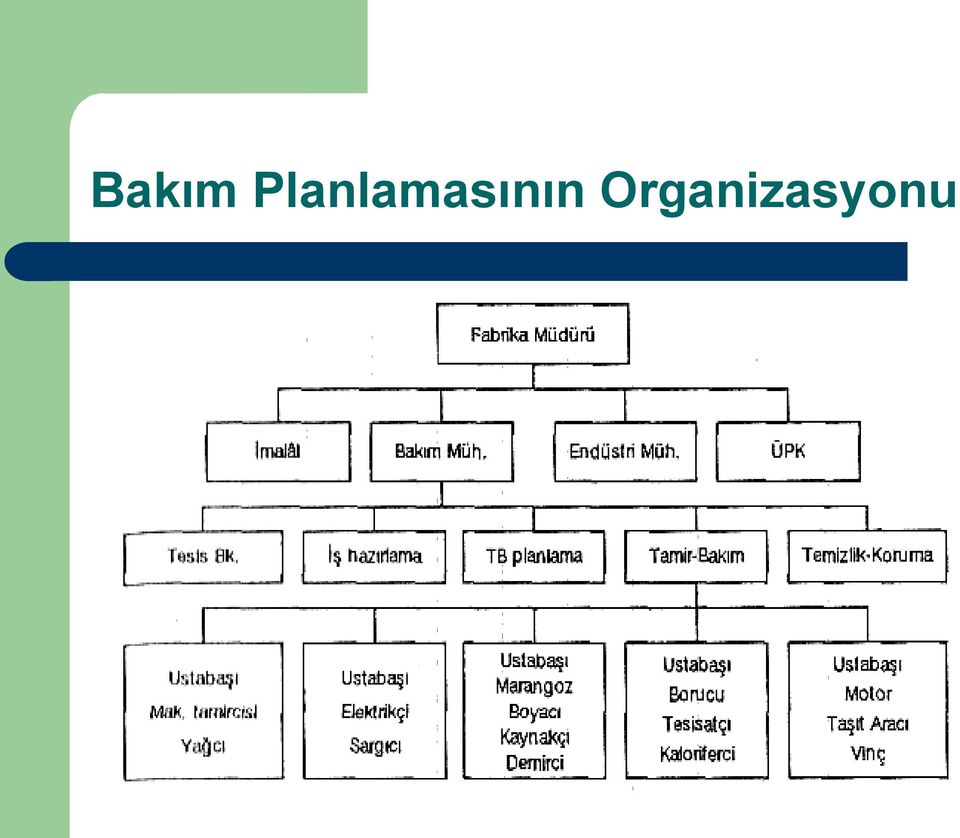
11 Bakım Planlamasının Organizasyonu
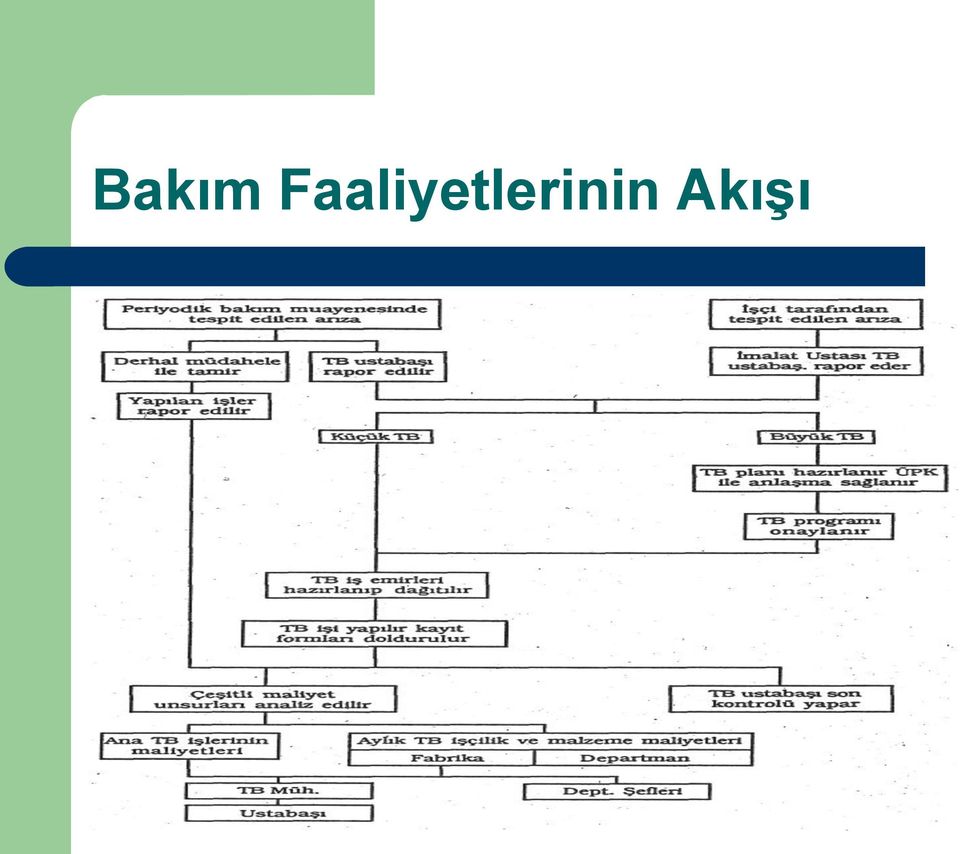
12 Bakım Faaliyetlerinin Akışı
13 Bakım Faaliyetlerinin Performans Kriterleri: Etkili bir organizasyon yapısının kurulması. İmalat, ÜPK ve diğer ilgili departmanlarla ilişkilerin belirlenmesi. Bakım onarım departmanını oluşturan ünitelerin yetki, sorumluluk ve görevlerinin tanımlanması. Bakım onarım ile ilgili her çeşit bilgiyi içeren basit fakat yeterli bir kayıt sisteminin kurulması. Kayıt formlarının dağıtımının, doldurulmasının ve toplanmasının eksiksiz yapılması. Bakım onarım bütçelerinin yeterli duyarlık ve esneklikle düzenlenmesi. Uzun ve kısa vadeli bakım onarım ihtiyaçlarının saptanarak programların hazırlanması. Kısa vadeli tamir programlarının esnek olmasına dikkat edilmesi. Bakım onarım insangücü ihtiyaçlarının saptanması. Bakım onarım işçilik, işlem süresi ve malzeme masraflarının tahmin edilen değerleri ile fiili değerleri arasındaki sapmaların yakından izlenmesi ve tedbirlerin vakit geçirilmeden alınması.

14 Bakım Modelleri Bakım Modelleri Plansız Bakım Planlı Bakım Periyodik Bakım Kestirimci Bakım Önleyici Bakım

15 Plansız Bakım Bu sistemde makina arıza yaptığında müdahale edilir. Bakım-onarım maliyetleri düşüktür ve bakım onarım için daha az elemana ihtiyaç duyulur. Bu yöntem; çok sayıda yedekleri bulunan, kolay tamir edilebilen ve fazla pahalı olmayan makinelerle üretim yapan tesislerde ve atölyelerde uygulanmaktadır. İşletmede arıza zamanı bakım yapıldığından, onarım esnasında üretim kaybı oldukça fazla olmaktadır.

16 Plansız Bakımın Olumsuz Yönleri: Arıza her an olabilir. Güvenlik riski bulunmaktadır. Makinenin parçalarından birisi arızalandığında, kontrolün kaybolmasına, makinenin işlemez duruma gelmesine ve hatta operatörün yaralanmasına yol açabilecek tehlikelere neden olabilmektedir. Bazen arızayı araştırıp, düzeltirken de yaralanmalara neden olabilmektedir. Makine plan dışı kontrolden çıkarak arızalanabilmektedir. Eğer arızanın meydana geleceği kestirilemez ise, üretim planlamasına ters düşecek şekilde elde olmayan nedenlerden dolayı ansızın makine arızası görülebilmektedir. Üretim kaybı ve üretim gecikmesi olur. Yedek makine bulunmuyor ise ya üretim geciktirilir ya da üretim tamamen durdurulur. Arızalar ihmal edildiği takdirde, daha büyük hasarlara neden olur.

17 Planlı Bakım Birçok problem ve arıza planlı bakımlar esnasında belirlenir ve planlı bakım ile bunların iyileştirilmesi çabuk ve maliyeti düşüktür. Planlı bakım çalışmalarının yapılabilmesi ve sonuçların istenen düzeyde iyi olabilmesi için mutlaka makinenin her bir parçasının kontrol altında olması gerekir. Parça ömürleri arttırıldıktan ve parça ömürleri konusunda hassasiyet yakalandıktan sonra planlı bakım faaliyetleri daha iyi sonuç vermeye başlar.

18 Planlı bakımın sağladığı avantajlar: Duruşları en aza indirir, olası arızaları azaltır, Üretim maliyeti azalır, Önceden hazırlanan üretim programlarının gerçekleşmesini sağlar, İşletme verimini yükseltir ve bakım maliyetlerini düşürür, Enerji giderlerini düşürür, Güvenli bir çalışma sağlar, Makina ömrünün uzamasına yardımcı olur, Malzeme ve yedek parça stoklarını en aza indirir, Eleman ihtiyacını düşürür, Kaliteyi arttırır.

19 Planlı Bakım Programının Hazırlanmasında İzlenecek Yollar 1. Arızaların giderilmesi ve zayıf noktaların iyileştirilmesi 2. Ekipmanın teknik özellikleri ve geçmişi hakkında bilgi toplanması. 3. Bakım sıralamasının hazırlanması 4. Yapılabilirlik araştırması 5. Bilgi yönetim sisteminin kurulması

20 Planlı Bakım Yöntemleri Planlı Bakım Periyodik Bakım Kestirimci Bakım Önleyici Bakım

21 Periyodik Bakım Periyodik bakım ekipman ömrünün uzatılması ve plansız duruşların azaltılmasını hedefleyen, fabrika ve ekipman için yapılan planlı bir bakım türüdür. Bu yöntemde, arızaların çıkması beklenmemekte, sisteme daha önceden periyodik olarak yapılan bakım neticesinde olası arızaların önüne geçilmektedir. Bakım ekibinin deneyimi ve makinelerin geçmişteki performans ve çalışma şartları göz önünde bulundurularak, makinenin hangi zaman aralıklarında durdurularak bakıma alınacağı belirlenmiştir. Aynı şekilde, denetime dayalı olarak bakıma alınan makinede hangi parçaların değiştirileceği belirlenir ve bu parçalar stokta hazır bulundurulur.
22 Periyodik Bakımın Dezavantajları Sistemde arıza yapmamış, daha uzun süre ihtiyacı karşılayacak parçaların değiştirilmesi ve üretim akışının gereksiz yere durdurulması. Çok sayıda bakım personelinin istihdam edilmesi. Periyodik bakım sırasında, gerek istatistik ve gerekse tecrübelerle değişmesi planlanan parçalar, belki de ömürlerini tamamlamadan değiştirilmek zorunda kalacaktır, birçok parçanın stokta hazır bulundurulması gerekecektir. Bu da yedek parça maliyetini arttıracağı gibi stoklama problemi de getirir. Periyodik bakımdan sonra, gerek ayar ve gerekse yeni parçalardaki sürtünme ve aşınmalar dolayısıyla makinenin ideal haline gelmesi için bir süre geçecektir. Yeni ayarlamalar ve ilk aşınmalardan sonra iyi çalışma şartlarına dönülecektir ama bu arada üretim kalitesinde ve miktarında düşme olacaktır.
23 Periyodik Bakımın Avantajları Arızalar azalacağından duruşlar daha iyi kontrol edilebilir ve makine kullanılabilirlik oranı artar. Bunun sonucu olarak üretim miktarı artar ve daha güvenilir tamir zamanları belirlenebilir. Makinelerin gerek duyacağı ayarlar zamanında yapılacağından verim ve kalite artar, kusurlu ürün oranı azalır. Üretimin birim maliyeti düşer. Azalacak arıza onarımları yerine normal kontrol, ayar ve onarımlar yapılacağından daha düzenli ve kontrol edilebilir bir çalışma ortamı sağlanır. Onarım giderleri azalır. Çünkü kontrol sonucu değiştirilen parçalar nedeniyle daha büyük çapta oluşacak arızalar önlenmiş olacağından daha az bakım masrafı yapılmış olur. Makinelerin normal ömründen daha önce yıpranmasına engel olunarak yenileme masraflarının geciktirilmesini sağlar. Yedek parça kontrolünün daha iyi yapılabilmesini sağlar. Bakım masraflarının fazla olduğu üniteler belirlenerek ek önlemler alınabilmesine olanak sağlar.
24 Kestirimci Bakım Malzemelerin veya hareketli sistemlerin fiziksel özellikleri ile işlevlerinin gerektirdiği durumlara göre, belirli ölçme ve değerlendirme tekniklerine göre yapılan, arıza oluşumunu engelleyen öngörmeli bir bakım uygulamasıdır. Kestirimci bakımda, işletmelerdeki makinalar belli noktalardan izlemeye alınır. Bunun için, bir takım ölçüm cihazları kullanılır. Belli bir zaman aralığında alınan ölçüm sonuçları değerlendirilir. Elde edilen ölçüm değerlerinin eğilimi incelenerek, sistemde oluşabilecek arızalar makine iyi durumda iken bile önceden tespit edilir. Kestirimci Bakım bir cihazın arıza yapmak üzere mi olduğunu ya da durumunun genel olarak hangi safhada olduğunu belirtmek amacıyla teknik bilgilerin analizini sağlar. Problemler daha pahalı ve büyük arızalara dönüşmeden düzeltilirler. Bu yöntem, çalışan sistemi takip ederek olası arızaları tespit ettiği için sistemin gereksiz durmasına ve gereksiz parça değişimlerine engel olmaktadır. Ölçüm değerlerinin eğilimleri analiz edilerek bir planlı bakım programı hazırlanır ve sistem bakıma alınır.
25 Kestirimci bakımın faydaları: Bazı parça değişimlerinin makinenin çalışmadığı zamanlara planlaması olası hale gelir. Bu da toplam maliyeti azaltır. Bakım için gerekli işgücü, alet ve yedek parçalar planlanan duruş zamanında kullanıma hazır olur. Ekipmanın gerçek mekanik durumunun göstergesi olan gerçek verilerle çalışılır. Bakım planları gerçek veriler ışığında gerçekleştirilmekte ve güncellenmektedir. Kestirimci bakım plan-dışı arızaları büyük ölçüde önlemesinin yanı sıra, gerçekleşecek arızaların diğer sistemleri yıpratmasını da engellemekte, ayrıca tamirden sonraki durum hakkında da gerçek veri sağlamaktadır. Makine için çok önemli arızalar minimum düzeye indirilebilir. Bakım süresi, dolayısıyla makinenin duruşu minimum düzeye indirilebilir. İyi durumda olup çalışan makineler gereksiz yere durdurulmamış olur. Bu sayede, harcanan zaman ve maliyet en az düzeyde kalır.
26 Kestirimci Bakım Yöntemleri Model Bazlı Arıza Erken Uyarı Sistemi Titreşim Analizi Yağ Analizi Sıcaklık Analizi Akustik Emisyon Parçacık Analizi Korozyon İzlenmesi Performansın İzlenmesi
27 Kestirimci Bakım Programının Aşamaları Tespit : Makinanın çalışma şartlarında meydana gelebilecek bir değişikliğin mümkün olan en kısa sürede tespit edilmesi. Analiz ve Teşhis: Meydana gelen değişikliğe neden olan hasarın teşhisi için, makinenin karakteristiğinin daha ayrıntılı bir şekilde incelenmesi. Düzeltme (bakım-onarım): Gerekli onarım ve değiştirmenin yapılması.
28 Önleyici Bakım Önleyici bakımda amaç makinaların arızalarını ortaya çıkarmak değil, başlangıçta arızanın ortaya çıkmasını önlemektir. Burada, tasarımda, yağlama sisteminde ve işletme şartlarında yapılacak değişiklikler ile arıza sebepleri ortadan kaldırılabilir. Bu yöntem, arıza olmaması için yağlama, tasarım ve mühendislik hizmetlerinde yoğun bir araştırma ve geliştirme faaliyetlerinin yapılmasını gerektirir. Bu gibi nedenlerden ötürü, bu yöntemin küçük işletmelerde kullanımı sınırlı olmakta; ancak ARGE bölümlerinin bulunduğu büyük işletmelerde daha yaygın bir şekilde kullanılmaktadır.
29 Önleyici Bakım programı; Tahribatsız deneyleri, Periyodik kontrolü, Önceden planlanmış bakım etkinliklerini, Deneylerde veya kontrollerde bulunan eksikliklerin düzeltilmesi için bakımı kapsamalıdır.
30 Bakım Politikaları Bakım onarım ekibini geniş, kullanılan araç sayısını yüksek tutmak: Bu yol seçildiği taktirde, arızayı yapan bir makinayı o anda tamir edecek ekibin arızaya derhal müdahale etme olasılığı yüksek olur. Makinaların boş bekleme süresi kısalır. Buna karşılık bakım onarım ekibinin ve araçlarının boş kalma oranı yüksektir. Koruyucu bakıma ağırlık vermek: Koruyucu bakımla beklenmedik arızaların üretimi aksatması büyük ölçüde önlenebilir. Ancak bu yol seçilmeden önce daha sık yapılan bakımların ve zamanından önce değiştirilen parçaların maliyetlerini sağlayacak yararlarla kıyaslamak gerekir. Yedek üretim kapasitesi bulundurmak: Üretim hattının kritik noktalarında, bir arıza meydana geldiğinde derhal devreye sokulabilecek yedek makinalar bulundurulur. Burada da üretim durması ile ortaya çıkan kayıplarla yedek makinaların maliyetleri kıyaslandıktan sonra karar verilir. Makinaların güvenilirlik derecesini arttırmak: Üretimde kullanılacak makinaların, fiyatları yüksek fakat ömürleri uzun olan tiplerini seçmek ve böylece arıza olasılığını azaltmak mümkündür. Değişecek yedek parçalar için de aynı yol izlenebilir. Daha pahalı ve dolayısıyla güvenilir makine kullanarak arıza kayıplarını azaltmada da bir maliyet kıyaslaması söz konusudur. İş istasyonları arasında yarı mamul stokları bulundurmak: Meydana gelen bir arıza nedeniyle iş akışının durmasını önlemek için tamir süresince diğer iş istasyonlarına önceden biriktirilmiş yarı mamul stoklarından besleme yapılır. Yarı mamul stoklarının kapladığı alan ve bunlara bağlanan para bir maliyet unsuru olarak göz önüne alınır.
31 Küvet Eğrisi
32 Önleyici bakımın faydalı yönleri; Daha az makina bozulması sonucunda üretim çalışmama süresinin azaltılması. Makine ve ekipmanın zamanından önce değiştirilmesinin önlenmesi. Bozuklukları onarmak için arıza temeli yerine bir program temelinde çalışma nedeniyle bakım işçilerinin daha ekonomik kullanımı ve azaltılmış fazla mesai maliyetleri. Zamanında yapılan rutin onarımlar büyük ölçekli onarımların sayısını azaltır. Parçalar çalışırken bozulduğunda genellikle diğer parçalara da zarar vermektedir. İkincil arızaların azaltılmasıyla onarım maliyetleri azaltılır. Daha iyi ekipman durumu nedeniyle ıskarta ürün, tekrar işleme ve hurdada azalma. Düzeltici bakım, operatör eğitimi veya kullanılmayan malzemenin değiştirilmesi ihtiyacının belirtilerek aşırı bakım maliyetli ekipmanın tanımlanması. Artan emniyet ve kalite koşulları.
33 Bakım Yönteminin Seçimi Mevcut makinalarımızın durumuna göre bakım yöntemlerinden maliyet fayda analizine göre en uygun olanı uygulanmalıdır. Makinenin üretim açısından kritikliği Makinenin çalışma prensibi Makinenin tipi Sürekli veya aralıklı çalışma durumu Arıza veya problemin oluşum sıklığı Makinenin çalışma ve çevre şartları Proje bilgileri Makinenin yükü Makinenin özellikleri
34 Koruyucu Bakım
35 Koruyucu Bakım
36 Koruyucu Bakım
37 Koruyucu Bakım

38 Koruyucu Bakım
39 Koruyucu Bakım
40 Koruyucu bakım
41 Koruyucu bakım
42 Koruyucu bakım
43 Koruyucu bakım
44
45
46 Arıza Onarım Süreci İlgili birim tarafından yaratılır Bildirim Bakım bölümü tarafından açılan İş emridir. Sipariş Teyit İş bittikten sonra ilgili şipariş için yaratılır. İlgili bakım personeli görevlendirilir. Onarım Onay Bildirimde bulunan tarafından verilir. Kullanılan malzeme ve işçilikleri içerir.
47 Planlı Bakım Süreci Ekipmanlar 3 Aylık Bakım Planı Terminleme 6 Aylık Bakım işlemi 12 Aylık Onay Kullanılan malzeme ve İşçilikler kaydedilir
48 SAP Bakım Modülü İşletmede yapılan tüm bakım onarım işlemlerinin kayıt altına alınmasını, takip edilmesini, planlanmasını ve maliyetlerinin kontrol edilmesini kapsar. Belirli periyotlarda düzenli olarak yapılan bakım-onarım faaliyetleri sistemde tanımlanabilir. İstenen tarih veya ölçüm değeri geldiğinde sistemde otomatik olarak çağrılar oluşturulabilir. Bu sayede hem hataların önüne geçilmiş olur, hem de iş gücünden tasarruf sağlanır. SAP nin esnek raporlama sistemi ile talepler dahilinde nesnelere, kataloglara, bakım onarım türlerine, maliyetlere vb. birçok konuya dair raporlar alınabilir. Hangi makine kaç kere arızalandığı, en fazla devam eden makine bakım durumları, hangi hafta hangi bakımların yapılacağı, bakımda harcanan malzemeler, malzeme stok durumları, en fazla karşılaşılan arıza nedenleri, bakımları yapanlar, malzeme beklenen müdahaleler, üretim kayıpları gibi rapor dökümleri ve grafikler izlenebilir.

49 Teknik Birimlerin Belirlenmesi
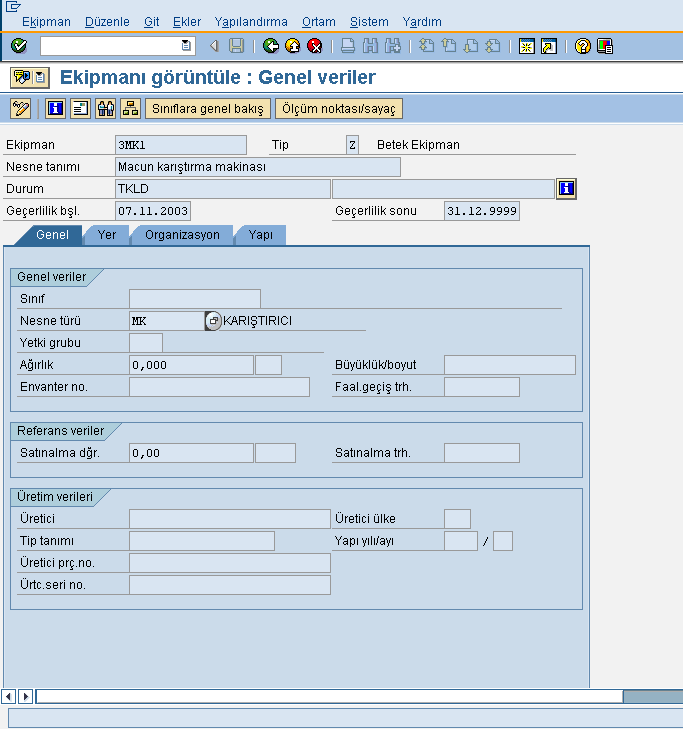
50 Ekipmanın Görüntülenmesi

51 Bakım Planının Görüntülenmesi

52 Bakım Planının Görüntülenmesi
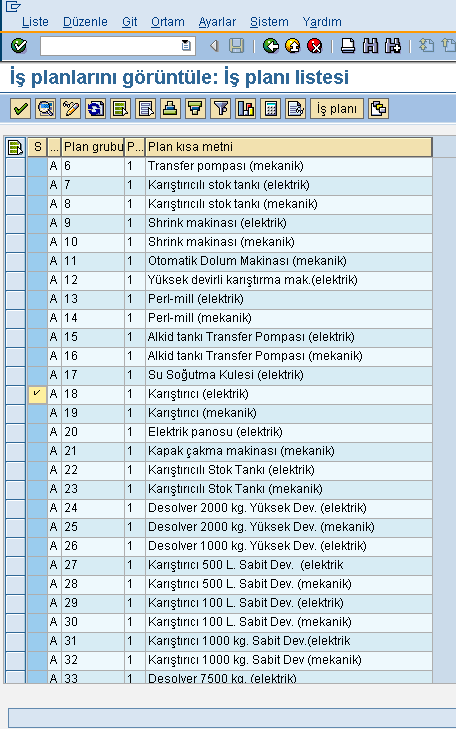
53 İş Planının Görüntülenmesi

54 Görev Listesinin Görüntülenmesi

55 Planlı Bakım Formunun Oluşturulması

56 Teyit Verme İşlemi
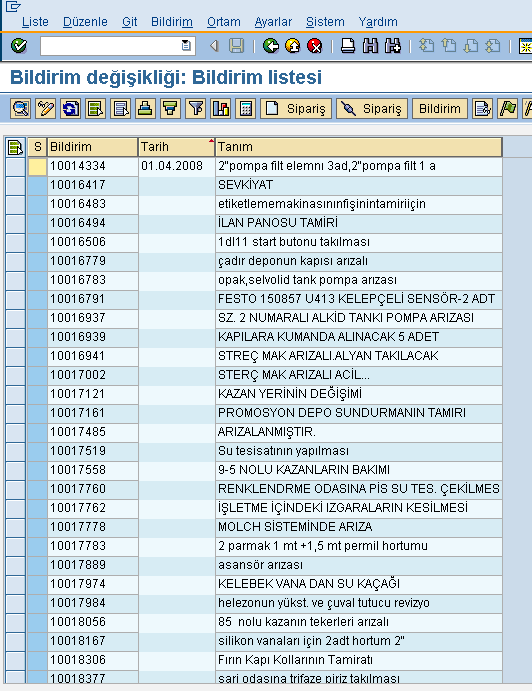
57 Arızanın Bildirilmesi
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM
 TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
TAHIL DEĞİRMENCİLİĞİNDE MAKİNE VE MEKANİK BAKIM MURAT APAKHAN MAKİNE YÜKSEK MÜHENDİSİ MAYIS 2017 1 BAKIM NEDİR Bir işletmede veya proseste yer alan makine, ekipman veya teçhizatın sürekli olarak çalışır
Benzetim. 10. Ders. Bakım Yönetimde. Benzetim
 Benzetim 10. Ders Bakım Yönetimde Benzetim Giriş 1 Üretimin programlara uygun biçimde sürdürülmesi, servis sektöründe hizmetin akamadan sürdürülebilmesi üç temel üretim ve servis unsurundan birini oluşturan
Benzetim 10. Ders Bakım Yönetimde Benzetim Giriş 1 Üretimin programlara uygun biçimde sürdürülmesi, servis sektöründe hizmetin akamadan sürdürülebilmesi üç temel üretim ve servis unsurundan birini oluşturan
6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları
 TESİS PLANLAMA 6. BAKIM PLANLAMASI 6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları 6.4. Bakım Faaliyetlerinin Sınıflandırılması 6.5. Bakım Maliyetleri
TESİS PLANLAMA 6. BAKIM PLANLAMASI 6.1. Bakım Kavramı 6.2. Bakım Planlamasını Gerektiren Nedenler 6.3. Bakım Faaliyetlerinin Amaçları 6.4. Bakım Faaliyetlerinin Sınıflandırılması 6.5. Bakım Maliyetleri
Nobel Yazılım. Periyodik Bakım Takip Yazılımı
 Periyodik Bakım Takip Yazılımı İvedik Organize Sanayi Bölgesi 731 Sokak No:19 Yenimahalle/Ankara Tel:0312 394 14 46 Fax:0312 394 14 47 bilgi@nobelyazilim.com Hakkında olarak biz,2006 yılından itibaren
Periyodik Bakım Takip Yazılımı İvedik Organize Sanayi Bölgesi 731 Sokak No:19 Yenimahalle/Ankara Tel:0312 394 14 46 Fax:0312 394 14 47 bilgi@nobelyazilim.com Hakkında olarak biz,2006 yılından itibaren
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ
 KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
KAPASİTE PLANLAMASI ve ÖLÇME KRİTERLERİ Kuruluş yeri belirlenen bir üretim biriminin üretim miktarı açısından hangi büyüklükte veya kapasitede olması gerektiği işletme literatüründe kapasite planlaması
RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI
 135 RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI Levent İSHAK ÖZET Uzun uğraşlardan sonra devreye alınan rüzgar enerji santrallerinde, maksimum verim ve karlılığa ulaşabilmek için yapılması gereken çalışmalar
135 RÜZGAR ENERJİ SANTRALİ İŞLETME VE BAKIMI Levent İSHAK ÖZET Uzun uğraşlardan sonra devreye alınan rüzgar enerji santrallerinde, maksimum verim ve karlılığa ulaşabilmek için yapılması gereken çalışmalar
Endüstriyel Çözümlerimiz
 Endüstriyel Çözümlerimiz Panel - IPC - HMI Tamiri Sürücü Tamiri Motor & Sürücü Uygulamaları Lazerli Kaplin Ayarı Online İzleme Vibrasyon Ölçüm ve Analizi www.ceamuhendislik.com.tr Kestirimci Bakım Hizmetleri
Endüstriyel Çözümlerimiz Panel - IPC - HMI Tamiri Sürücü Tamiri Motor & Sürücü Uygulamaları Lazerli Kaplin Ayarı Online İzleme Vibrasyon Ölçüm ve Analizi www.ceamuhendislik.com.tr Kestirimci Bakım Hizmetleri
www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım...
 www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım... Sektörün lider firmalarının tercihi PBT Plus Periyodik Bakım Takip Otomasyonu Kurumsal Demirbaş Bakım Yönetimi
www.orjin.net PBT Plus Periyodik Bakım Takip Otomasyonu Bakım sistemlerine yeni bir yaklaşım... Sektörün lider firmalarının tercihi PBT Plus Periyodik Bakım Takip Otomasyonu Kurumsal Demirbaş Bakım Yönetimi
ÜRETİM SİSTEMLERİ GELENEKSEL
 İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
NAZİLLİ DEVLET HASTANESİ RİSK ANALİZİ PROSEDÜRÜ
 Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
Sayfa 1 / 6 1. AMAÇ 2. KAPSAM Nazilli Devlet Hastanesinde bölüm bazında risk değerlendirmeleri yaparak çalışanların çalıştıkları alanlardan kaynaklı risklerini belirlemek ve gerekli önlemlerin alınmasını
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM
 DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM RÜZGAR TÜRBİNLERİNİN HİZMET DIŞI SÜRELERİNİN EN AZA İNDİRGENMESİ Rüzgar santrali projeleri yatırımlarında en önemli endişelerden biri, duruş ve
DEVREYE ALMA VE SERVİS İÇİ GÖZETİM HİZMETLERİ WWW.SGS.COM RÜZGAR TÜRBİNLERİNİN HİZMET DIŞI SÜRELERİNİN EN AZA İNDİRGENMESİ Rüzgar santrali projeleri yatırımlarında en önemli endişelerden biri, duruş ve
BİNA YÖNETİM SİSTEMLERİ
 BİNA YÖNETİM SİSTEMLERİ GİRİŞ : Bir binanın işletilmesinde her adımda çalışan insanlar var. Günümüzde bilgisayarlar insanların yaptıkları işlerin çoğunu üstlenmekte ve bunları kusursuz olarak gerçekleştirmektedirler.
BİNA YÖNETİM SİSTEMLERİ GİRİŞ : Bir binanın işletilmesinde her adımda çalışan insanlar var. Günümüzde bilgisayarlar insanların yaptıkları işlerin çoğunu üstlenmekte ve bunları kusursuz olarak gerçekleştirmektedirler.
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM
 GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM GRUP TEKNOLOJİSİ VE HÜCRESEL ÜRETİM Grup Teknolojisi Ve Hücresel Üretim Kavramları Grup teknolojisi oldukça geniş bir kavramdır. Üretim ve endüstri mühendisliği alanlarında
BAKIM YÖNETİMİ BAKIM YÖNTEMLERİ
 BAKIM YÖNETİMİ BAKIM YÖNTEMLERİ 1 Bakım Tiplerinin Sınıflandırılması Tesislerde makina teçhizat ve tesisat, yönetimin belirlediği standartlara göre sürekli çalışır durumda bulundurulmalı ve istenen verimde
BAKIM YÖNETİMİ BAKIM YÖNTEMLERİ 1 Bakım Tiplerinin Sınıflandırılması Tesislerde makina teçhizat ve tesisat, yönetimin belirlediği standartlara göre sürekli çalışır durumda bulundurulmalı ve istenen verimde
MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ
 MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ Kestirimci Bakım Nedir? Kestirimci bakımın anlamı çok net bir ifadeyle, bazı hasar türlerinin, tam olarak arıza pozisyonuna gelmeden önce, bir takım özel yöntemlerle,
MONTAJ, DEMONTAJ ve BAKIM ÜRÜNLERİ Kestirimci Bakım Nedir? Kestirimci bakımın anlamı çok net bir ifadeyle, bazı hasar türlerinin, tam olarak arıza pozisyonuna gelmeden önce, bir takım özel yöntemlerle,
RİSK ANALİZİ TALİMATI
 AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
AĞRI İL AMBULANS SERVİSİ BAŞHEKİMLİĞİ RİSK ANALİZİ TALİMATI DÖK. KOD NO : AĞRI-112-YÖN-TL- 22 YAY. TRH: 31.02.2014 REV.TRH: REV.NO: SA YFA NO: 5 1. AMAÇ: Ağrı İl Ambulans Servisi Başhekimliğinde hizmet
FABRİKA YERLEŞTİRME DÜZENİ
 FABRİKA YERLEŞTİRME DÜZENİ Üretim araçlarının, yardımcı tesislerin veya iş istasyonlarının ve taşıma, depolama, kalite kontrolü gibi üretimle ilgili faaliyetlerin fiziksel konumları açısından bir bütün
FABRİKA YERLEŞTİRME DÜZENİ Üretim araçlarının, yardımcı tesislerin veya iş istasyonlarının ve taşıma, depolama, kalite kontrolü gibi üretimle ilgili faaliyetlerin fiziksel konumları açısından bir bütün
PERFORMANSA DAYALI BAKIM YÖNETİMİ YAŞAM BOYU MALİYETLERİ KONTROLÜ LCC( LIFE CYCLE COST) YAKLAŞIMI FEYZULLAH GÜNDOĞDU KAYSERİ ULAŞIM A.
 YAKLAŞIMI FEYZULLAH GÜNDOĞDU KAYSERİ ULAŞIM A.") PERFORMANSA DAYALI BAKIM YÖNETİMİ YAŞAM BOYU MALİYETLERİ KONTROLÜ LCC( LIFE CYCLE COST) YAKLAŞIMI FEYZULLAH GÜNDOĞDU KAYSERİ ULAŞIM A.Ş İÇERİK BAKIM? PERFORMANS GÖSTERGELERİ LCC? LCC ANALİZİ UYGULAMA ve
PERFORMANSA DAYALI BAKIM YÖNETİMİ YAŞAM BOYU MALİYETLERİ KONTROLÜ LCC( LIFE CYCLE COST) YAKLAŞIMI FEYZULLAH GÜNDOĞDU KAYSERİ ULAŞIM A.Ş İÇERİK BAKIM? PERFORMANS GÖSTERGELERİ LCC? LCC ANALİZİ UYGULAMA ve
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü
 TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü Ekonomi Bölüm 1 Gider Mühendisliği ve Değer Mühendisliği 3 Giriş İşletmeler kar, getiri sağlamak veya bir amacı elde etmek için kurulurlar. Yaşam döngüsü içerisinde
TOS 408 EKONOMİ İnşaat Mühendisliği Bölümü Ekonomi Bölüm 1 Gider Mühendisliği ve Değer Mühendisliği 3 Giriş İşletmeler kar, getiri sağlamak veya bir amacı elde etmek için kurulurlar. Yaşam döngüsü içerisinde
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
MAKİNE BAKIMCI (SEVİYE 4) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
İŞLETME RİSK YÖNETİMİ. Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30
 İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
İŞLETME RİSK YÖNETİMİ Yrd. Doç. Dr. Tülay Korkusuz Polat 1/30 Risk Yönetim Süreçleri 2/30 Risk yönetim modeli sektöre, kuruluşun yönetim sistemine, tüm yaşam çevrim süreçlerine, ürünün yapısına bağlı olmakla
ÇEVRE BOYUTLARININ DEĞERLENDİRİLMESİ PROSEDÜRÜ
 SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
SAYFA NO 1/7 1. AMAÇ VE KAPSAM: Bu prosedürün amacı, TOTM nin faaliyetlerinin ve hizmetlerinin çevre güvenliği üzerinde gerçek veya potansiyel olarak önemli etkileri olabilecek çevresel boyutlarının (yönlerinin),
SAĞLIKTA AKTİF İZLEME
 SAĞLIKTA AKTİF İZLEME EKSİK PARÇA! Ekahau, herhangi bir özel donanıma gerek olmaksızın, standart Wi Fi kablosuz LAN ağ lara yer belirleme özelliğini ekliyor. İZLEME NEDEN? - Şu anda nerede? - Personel
SAĞLIKTA AKTİF İZLEME EKSİK PARÇA! Ekahau, herhangi bir özel donanıma gerek olmaksızın, standart Wi Fi kablosuz LAN ağ lara yer belirleme özelliğini ekliyor. İZLEME NEDEN? - Şu anda nerede? - Personel
WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY
 WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY Würth Grubu Faaliyet Alanı: Atölye, servis ve endüstri alanlarına yönelik her türlü bağlantı elemanları ve tamir-bakım ürünlerinin uluslararası ticareti. Ürün
WÜRTH ÜN MODERN STOK YÖNETİM SİSTEMİ ORSY Würth Grubu Faaliyet Alanı: Atölye, servis ve endüstri alanlarına yönelik her türlü bağlantı elemanları ve tamir-bakım ürünlerinin uluslararası ticareti. Ürün
MAKİNE BAKIMCI (SEVİYE 5) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
A2: MAKİNE KURULUMU A2: Makine Kurulumu Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
Verimli İş Ortağınız... BAKIM PLANI SKOR YAZILIM VE BİLİŞİM POLEN YAZILIM
 BAKIM PLANI İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Üretim Tezgahları, Ölçüm Aletleri gibi bakım yapılan cihazların Periyodik bakımları ile Arıza larını takip eden bir yazılımdır. Demirbaş
BAKIM PLANI İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Üretim Tezgahları, Ölçüm Aletleri gibi bakım yapılan cihazların Periyodik bakımları ile Arıza larını takip eden bir yazılımdır. Demirbaş
Atlas Copco Orjinal Servis Kullanım Avantajları
 Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
Atlas Copco Orjinal Servis Kullanım Avantajları %100 güvenilir Atlas Copco orjinal yedek parçaları; kompresörünüzle aynı kalite standartlarına göre üretildiğinden, kompresörünüz bakıma girdikten sonra
Endüstri Mühendisliğine Giriş
 Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye erkankabak@beykent.edu.tr
Endüstri Mühendisliğine Giriş 5 ve 19 Aralık 2012, Şişli-Ayazağa, İstanbul, Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak Endüstri Mühendisliği Bölümü,, Şişli-Ayazağa, İstanbul, Türkiye erkankabak@beykent.edu.tr
EKLER. EK 12UY0106-4/A1-2: Yeterlilik Biriminin Ölçme ve Değerlendirmesinde Kullanılacak Kontrol Listesi
 Yayın Tarihi: 26/12/2012 Rev. :01 EKLER EK 12UY0106-4/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının
Yayın Tarihi: 26/12/2012 Rev. :01 EKLER EK 12UY0106-4/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının
BİLGİSAYAR TÜMLEŞİK ONARIM VE BAKIM. Esasları ve Uygulanması -
 BİLGİSAYAR TÜMLEŞİK ONARIM VE PERYODİK BAKIM Esasları ve Uygulanması - Brainware Bağdat Cad. 36/23 Kızıltoprak 81030 İstanbul Tel: 348 72 05 Hazırlayan Ümit Süray İstanbul, 24 Ocak 1991 İÇİNDEKİLER I.
BİLGİSAYAR TÜMLEŞİK ONARIM VE PERYODİK BAKIM Esasları ve Uygulanması - Brainware Bağdat Cad. 36/23 Kızıltoprak 81030 İstanbul Tel: 348 72 05 Hazırlayan Ümit Süray İstanbul, 24 Ocak 1991 İÇİNDEKİLER I.
GÜÇ SİSTEM ANALİZLERİNİN ENERJİ VERİMLİLİĞE ETKİLERİ
 EVK 2015 GÜÇ SİSTEM ANALİZLERİNİN ENERJİ VERİMLİLİĞE ETKİLERİ Turhan Türker Siemens A.Ş. Answers for energy management. Nedir? Güç sistemlerinin normal işletme koşullarında veya arızalarda nasıl çalışacağını
EVK 2015 GÜÇ SİSTEM ANALİZLERİNİN ENERJİ VERİMLİLİĞE ETKİLERİ Turhan Türker Siemens A.Ş. Answers for energy management. Nedir? Güç sistemlerinin normal işletme koşullarında veya arızalarda nasıl çalışacağını
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK
 KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
İş Güvenliği Çalışmalarının Faaliyet Alanları. Tehlikeler, Riskler, Sağlıksız Koşullar, Güvensiz Koşullar,
 İş Güvenliği Nedir? İşin yürütülmesi sırasında, çeşitli nedenlerden kaynaklanan, sağlığa zararlı durumlardan korunmak ve daha iyi bir çalışma ortamı oluşturmak amacı ile yapılan sistemli ve bilimsel çalışmalardır.
İş Güvenliği Nedir? İşin yürütülmesi sırasında, çeşitli nedenlerden kaynaklanan, sağlığa zararlı durumlardan korunmak ve daha iyi bir çalışma ortamı oluşturmak amacı ile yapılan sistemli ve bilimsel çalışmalardır.
MAKİNE BAKIMCI (SEVİYE 3) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
KARĐYER YÖNETĐMĐ. Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma.
 KARĐYER YÖNETĐMĐ Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma Kadro yedekleme ile kritik pozisyonlarda oluşabilecek boş kadrolara kısa sürede atamalar
KARĐYER YÖNETĐMĐ Geleceğe yönelik çalışan ihtiyaçlarını iç kaynaklardan sağlayarak çalışan motivasyonunu artırma Kadro yedekleme ile kritik pozisyonlarda oluşabilecek boş kadrolara kısa sürede atamalar
TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ
 TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ hazırlayan; Pro-Plan Proje Müh. San. ve Tic. Ltd. Şti. Ebulula Mardin Cad. Gül Sok. Park Maya Sitesi Barclay 19/A D:4 Akatlar 34335 İSTANBUL Tel:
TİTREŞİM ÖLÇÜMÜNE DAYALI ERKEN UYARICI BAKIM SİSTEMLERİ hazırlayan; Pro-Plan Proje Müh. San. ve Tic. Ltd. Şti. Ebulula Mardin Cad. Gül Sok. Park Maya Sitesi Barclay 19/A D:4 Akatlar 34335 İSTANBUL Tel:
Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli
 1 2 Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli olarak değişmesinin yanında, rekabet ve üretim teknolojilerindeki
1 2 Her işletmenin amacı, müşterilerin satın almaya istekli olduğu mal ve hizmet üretmektir. Ancak, müşteri ihtiyaçlarının ve tercihlerinin sürekli olarak değişmesinin yanında, rekabet ve üretim teknolojilerindeki
GENEL MOTOR DURUM DEĞERLENDİRME RAPORU
 simplifies predictive maintenance 25 Şubat 2010 GENEL MOTOR DURUM DEĞERLENDİRME RAPORU ARTESİS A.Ş. GOSB Üretim Tesisleri HAZIRLAYAN: Simge ÇAKIR ONAYLAYAN: Dr. İzzet Yılmaz ÖNEL The Institution of Engineering,
simplifies predictive maintenance 25 Şubat 2010 GENEL MOTOR DURUM DEĞERLENDİRME RAPORU ARTESİS A.Ş. GOSB Üretim Tesisleri HAZIRLAYAN: Simge ÇAKIR ONAYLAYAN: Dr. İzzet Yılmaz ÖNEL The Institution of Engineering,
GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU
 GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU Risk Değerlendirme No: Tarih: İşveren: İşyeri Adresi: Yapılan İş Nedir? (Kısaca açıklayınız) İşçi sayısı: Erkek Kadın Çocuk Çırak Öğrenci RİSK DEĞERLENDİRMESİ YAPILMASININ
GENEL RİSK DEĞERLENDİRMESİ ÖRNEK FORMU Risk Değerlendirme No: Tarih: İşveren: İşyeri Adresi: Yapılan İş Nedir? (Kısaca açıklayınız) İşçi sayısı: Erkek Kadın Çocuk Çırak Öğrenci RİSK DEĞERLENDİRMESİ YAPILMASININ
İLE GÜVENCE ALTINA ALIN
 KENDİNİZİ HACH SERVİSİ İLE GÜVENCE ALTINA ALIN Cihazınızın bakım ve onarımını uzman ellere bırakarak hem daha huzurlu olun hem de güvenilirliğinizi arttırın. HACH SERVİS İLE ALDIĞINIZ RİSKLERİNİZİ AZALTIN
KENDİNİZİ HACH SERVİSİ İLE GÜVENCE ALTINA ALIN Cihazınızın bakım ve onarımını uzman ellere bırakarak hem daha huzurlu olun hem de güvenilirliğinizi arttırın. HACH SERVİS İLE ALDIĞINIZ RİSKLERİNİZİ AZALTIN
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Enerji Yönetim Sistemleri
 Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
Murat Silsüpür Elektrik Mühendisi Kapsam 1. Enerji Yönetimi 2. ISO 50001 Enerji Yönetim Sistemi Standardı 3. Enerji İzleme Sistemi 4. Uygulama Örneği 8 Haziran 2015 Sunu: 2 Enerji Yönetimi Tanım: Minimum
BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ
 BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ Murat BAYRAM Binalarda Enerji Verimliliği Şubesi Şube Müd.V. bayram.bay@gmail.com Enerji Nedir? İş yapabilme kabiliyetidir. Enerji Yönetimi Nedir? Yaşam için gerekli
BİNALARDA ENERJİ VERİMLİLİĞİ ÖN ETÜDÜ Murat BAYRAM Binalarda Enerji Verimliliği Şubesi Şube Müd.V. bayram.bay@gmail.com Enerji Nedir? İş yapabilme kabiliyetidir. Enerji Yönetimi Nedir? Yaşam için gerekli
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
www.ankaraisguvenligi.com
 İş sağlığı ve güvenliği temel prensiplerini ve güvenlik kültürünün önemini kavramak. Güvenlik kültürünün işletmeye faydalarını öğrenmek, Güvenlik kültürünün oluşturulmasını ve sürdürülmesi sağlamak. ILO
İş sağlığı ve güvenliği temel prensiplerini ve güvenlik kültürünün önemini kavramak. Güvenlik kültürünün işletmeye faydalarını öğrenmek, Güvenlik kültürünün oluşturulmasını ve sürdürülmesi sağlamak. ILO
İŞ MAKİNALARINDA BİLGİSAYAR DESTEKLİ PROAKTİF BAKIM
 İŞ MAKİNALARINDA BİLGİSAYAR DESTEKLİ PROAKTİF BAKIM Ali ÖZDERE BAKIMIN FAYDALI OLMASI İÇİN; Motorlu araç ve iş makinalarının işletme süreçlerinde; 1-Makinaların verimli olarak kullanılması, 2-İşletme maliyetlerinin
İŞ MAKİNALARINDA BİLGİSAYAR DESTEKLİ PROAKTİF BAKIM Ali ÖZDERE BAKIMIN FAYDALI OLMASI İÇİN; Motorlu araç ve iş makinalarının işletme süreçlerinde; 1-Makinaların verimli olarak kullanılması, 2-İşletme maliyetlerinin
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
ATS Pro. Araç Filo Yönetimi Yazılımı. www.orjin.net
 ATS Pro Araç Filo Yönetimi Yazılımı www.orjin.net Orjin Yazılım Hakkında Orjin Yazılım Hakkında ORJIN Yazılım 10 Yıllık Tecrübemize Ortak Olun... 1998 yılında, bilişim sektöründe tecrübeli ve dinamik bir
ATS Pro Araç Filo Yönetimi Yazılımı www.orjin.net Orjin Yazılım Hakkında Orjin Yazılım Hakkında ORJIN Yazılım 10 Yıllık Tecrübemize Ortak Olun... 1998 yılında, bilişim sektöründe tecrübeli ve dinamik bir
Tanımı Rolü Temel Fonksiyonları Afet Yönetiminde Lojistik. Afete Hazırlık Süreci Afet Müdahale Süreci Afet Müdahale Sonrası
 AFET LOJİSTİĞİ LOJİSTİK Tanımı Rolü Temel Fonksiyonları Afet Yönetiminde Lojistik Afete Hazırlık Süreci Afet Müdahale Süreci Afet Müdahale Sonrası Kızılay Lojistik Yönetim Sistemi LOJİSTİK NEDİR? İhtiyaçları
AFET LOJİSTİĞİ LOJİSTİK Tanımı Rolü Temel Fonksiyonları Afet Yönetiminde Lojistik Afete Hazırlık Süreci Afet Müdahale Süreci Afet Müdahale Sonrası Kızılay Lojistik Yönetim Sistemi LOJİSTİK NEDİR? İhtiyaçları
HAZIRLAYAN MELEK YAĞCI EĞİTİM HEMŞİRESİ
 HAZIRLAYAN MELEK YAĞCI EĞİTİM HEMŞİRESİ ÇALIŞAN GÜVENLİĞİ Tüm sağlık çalışanlarının güvenli ortamlarda ve yüksek motivasyonla çalışmalarının sağlanması için 14.05.2012 tarihinde çalışan güvenliğinin sağlanmasına
HAZIRLAYAN MELEK YAĞCI EĞİTİM HEMŞİRESİ ÇALIŞAN GÜVENLİĞİ Tüm sağlık çalışanlarının güvenli ortamlarda ve yüksek motivasyonla çalışmalarının sağlanması için 14.05.2012 tarihinde çalışan güvenliğinin sağlanmasına
Revizyonun Açıklaması - Yeni yayınlandı. -
 Yürürlük i: MEDİKAL CİHAZ YÖNETİM PROSEDÜRÜ Revizyon i: Sayfa: 1/6 Revizyonun Açıklaması Madde No - Yeni yayınlandı. - KAPSAM: Gaziantep Üniversitesi Şahinbey Araştırma ve Uygulama Hastanesi nde medikal
Yürürlük i: MEDİKAL CİHAZ YÖNETİM PROSEDÜRÜ Revizyon i: Sayfa: 1/6 Revizyonun Açıklaması Madde No - Yeni yayınlandı. - KAPSAM: Gaziantep Üniversitesi Şahinbey Araştırma ve Uygulama Hastanesi nde medikal
İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur
 İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur Emotron M20 Shaft Power Monitör Yükünüzü Korur, Emotron M20 güç şaft monitör yükünüzü mükemmel koruyarak işletme sürekliliğini artırır,
İstenmeyen Duruşlara ve Oluşabilecek Hasarlara Karşı Prosesinizi Korur Emotron M20 Shaft Power Monitör Yükünüzü Korur, Emotron M20 güç şaft monitör yükünüzü mükemmel koruyarak işletme sürekliliğini artırır,
7.Hafta: Risk ve Risk Analizi. DYA 114 Çevre Koruma. BÜRO YÖNETİMİ ve YÖNETİCİ ASİSTANLIĞI PROGRAMI Yrd.Doç.Dr. Sefa KOCABAŞ
 7.Hafta: Risk ve Risk Analizi DYA 114 Çevre Koruma BÜRO YÖNETİMİ ve YÖNETİCİ ASİSTANLIĞI PROGRAMI Yrd.Doç.Dr. Sefa KOCABAŞ RİSK ve RİSK ANALİZİ Risk Belirli bir tehlikeli olayın meydana gelme olasılığı
7.Hafta: Risk ve Risk Analizi DYA 114 Çevre Koruma BÜRO YÖNETİMİ ve YÖNETİCİ ASİSTANLIĞI PROGRAMI Yrd.Doç.Dr. Sefa KOCABAŞ RİSK ve RİSK ANALİZİ Risk Belirli bir tehlikeli olayın meydana gelme olasılığı
RİSK ANALİZ PROSEDÜRÜ
 1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
1.AMAÇ Karacabey Devlet Hastanesi faaliyetleri sırasında oluşabilecek potansiyel tehlikelerin ve bunlara ilişkin risklerin belirlenmesi, böylelikle beklenen veya olası risklerin kontrol altına alınmasına
TOPLAM KALİTE YÖNETİMİ
 TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
TOPLAM KALİTE YÖNETİMİ 3.Ders Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri Hizmet Kalitesi ve Müşterinin Kalite Algısı Kalite Yönetim Sistemi KALİTE MALİYETLERİ Kalite maliyetleri meydana gelebilecek hataları
Makine Müh./ Bakım-Onarım 2013-2014 04.05.2014. Dr.Ferhat Güngör / M.Ü. Teknoloji Fak. 1
 1 Dr. Ferhat Güngör Endüstrideki pahalı makineleşmeye yatırım arttıkça, üretim maliyetlerinin minimumda tutulabilmesi ve üretim sürecinin kesintisiz olarak sürmesine, bakım sistemlerini kurmaya, geliştirmeye
1 Dr. Ferhat Güngör Endüstrideki pahalı makineleşmeye yatırım arttıkça, üretim maliyetlerinin minimumda tutulabilmesi ve üretim sürecinin kesintisiz olarak sürmesine, bakım sistemlerini kurmaya, geliştirmeye
Fabrika Organizasyonu ve Yöne4mi. Hafta 2 Doç. Dr. Nevzat KONAR
 Fabrika Organizasyonu ve Yöne4mi Hafta 2 Doç. Dr. Nevzat KONAR 2 İşletme Yöne+minin Ana Fonksiyonları Planlama Organizasyon/Örgütlenme Sevk ve İdare Koordinasyon Dene;m 3 İşletme Yönetimi - Planlama İşletmenin
Fabrika Organizasyonu ve Yöne4mi Hafta 2 Doç. Dr. Nevzat KONAR 2 İşletme Yöne+minin Ana Fonksiyonları Planlama Organizasyon/Örgütlenme Sevk ve İdare Koordinasyon Dene;m 3 İşletme Yönetimi - Planlama İşletmenin
3SİSTEMLERİN YÖNETİMİ (1-14)
") ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
ÜRETİM YÖNETİMİ: SİSTEMSEL BİR YAKLAŞIM İÇİNDEKİLER sayfa no 3SİSTEMLERİN YÖNETİMİ (1-14) 1. Sistem Teorisine Giriş 3 1.1 Sistemin Tanımı 4 1.2 Sistemlerin Temel Yapısı 6 1.3 Sistemlerin Önemli Özellikleri
Herkes arada bir durmak zorundadır. Sizinki lastik arızası için olmasın. ContiPressureCheck. Lastik basınç takip sistemi
 Herkes arada bir durmak zorundadır. Sizinki lastik arızası için olmasın. ContiPressureCheck Lastik basınç takip sistemi ContiPressureCheck Arıza istatistiklerini azaltmak için kaybedecek zaman yok. ADAC
Herkes arada bir durmak zorundadır. Sizinki lastik arızası için olmasın. ContiPressureCheck Lastik basınç takip sistemi ContiPressureCheck Arıza istatistiklerini azaltmak için kaybedecek zaman yok. ADAC
3T Risk Değerlendirmesi
 This project is co financed by the European Union and the Republic of Turkey 3T Risk Değerlendirmesi ECBOHS PROJESİ ERDEMİR ÇALIŞTAYI 29-30.9.2011 Doç. Dr. Heikki Laitinen ME S S 1 İşyerinde 3 Seviyede
This project is co financed by the European Union and the Republic of Turkey 3T Risk Değerlendirmesi ECBOHS PROJESİ ERDEMİR ÇALIŞTAYI 29-30.9.2011 Doç. Dr. Heikki Laitinen ME S S 1 İşyerinde 3 Seviyede
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI
 ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
1 ÜRETİM VE ÜRETİM YÖNETİMİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 ÜRETİM VE ÜRETİM YÖNETİMİ 13 1.1. Üretim, Üretim Yönetimi Kavramları ve Önemi 14 1.2. Üretim Yönetiminin Tarihisel Gelişimi 18 1.3. Üretim Yönetiminin Amaçları ve Fonksiyonları
BİR AKÜ FİRMASINDA İŞGÜCÜ VERİMLİLİK ANALİZİ
 BİR AKÜ FİRMASINDA İŞGÜCÜ VERİMLİLİK ANALİZİ EMİNE UÇMUŞ - SİNEM KAÇAR BALIKESİR ÜNİVERSİTESİ Mühendislik Mimarlık Fakültesi Endüstri Mühendisliği Bölümü İÇERİK GİRİŞ MODELİN YAPISI İŞLETMEDEKİ KAYITLAR
BİR AKÜ FİRMASINDA İŞGÜCÜ VERİMLİLİK ANALİZİ EMİNE UÇMUŞ - SİNEM KAÇAR BALIKESİR ÜNİVERSİTESİ Mühendislik Mimarlık Fakültesi Endüstri Mühendisliği Bölümü İÇERİK GİRİŞ MODELİN YAPISI İŞLETMEDEKİ KAYITLAR
Üretim/İşlemler Yönetimi 2. Yrd. Doç. Dr. Mert TOPOYAN
 Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
Üretim/İşlemler Yönetimi 2 Sistem Kavramı Belirli bir ortak amacı elde etmek için birlikte çalışan bileşenlerden oluşan bütündür. Büyük sistemler kendilerini oluşturan alt sistemlerden oluşur. Açık sistem:
SÜREKLİ İYİLEŞTİRME PROSEDÜRÜ
 Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Sayfa No 1/5 1. AMAÇ: Kurulmuş olan kalite sisteminin etkinliğini arttırmak, bağımsız bakış açısı ile kalite sistemini sürekli olarak iyileştirmek ve geliştirmek amacıyla tüm bölümlerin kalite sistemine
Yrd.Doç.Dr. Ömer Faruk Usluoğulları İnşaat Mühendisliği Bölümü
 Yrd.Doç.Dr. Ömer Faruk Usluoğulları İnşaat Mühendisliği Bölümü Yapı İşlerinde İş Sağlığı ve Güvenliği AMAÇ ve KAPSAM AMAÇ:, Kazaların en sık görüldüğü iş kollarından biri olan İNŞAAT SEKTÖRÜNDE, meydana
Yrd.Doç.Dr. Ömer Faruk Usluoğulları İnşaat Mühendisliği Bölümü Yapı İşlerinde İş Sağlığı ve Güvenliği AMAÇ ve KAPSAM AMAÇ:, Kazaların en sık görüldüğü iş kollarından biri olan İNŞAAT SEKTÖRÜNDE, meydana
Çalışanların yükümlülük ve sorumlulukları MADDE 6
 XXIII İşyerlerinde Acil Durumlar Hakkında Yönetmelik b) Acil durumların olumsuz etkilerini önleyici ve sınırlandırıcı tedbirleri alır. c) Acil durumların olumsuz etkilerinden korunmak üzere gerekli ölçüm
XXIII İşyerlerinde Acil Durumlar Hakkında Yönetmelik b) Acil durumların olumsuz etkilerini önleyici ve sınırlandırıcı tedbirleri alır. c) Acil durumların olumsuz etkilerinden korunmak üzere gerekli ölçüm
RİSK DEĞERLENDİRMESİ PROCEDÜRÜ. İçindekiler. Sayfa. Doküman NO Yayın Tarihi Revizyon No Revizyon Tarihi KRY
 İçindekiler 1. GİRİŞ... 2 2. AMAÇ... 2 3. METOT... 2 4. TANIMLAR... 2 5. RİSK ANALİZİNİN YAPILMASI... 4 5.1. Bilgilendirme... 5.2. Tehlike Kaynaklarının Belirlenmesi... 4 5.2.1. İşin Düzenlenmesi ve Organizasyona
İçindekiler 1. GİRİŞ... 2 2. AMAÇ... 2 3. METOT... 2 4. TANIMLAR... 2 5. RİSK ANALİZİNİN YAPILMASI... 4 5.1. Bilgilendirme... 5.2. Tehlike Kaynaklarının Belirlenmesi... 4 5.2.1. İşin Düzenlenmesi ve Organizasyona
Önceden belirlenmiş sonuçlara ulaşabilmek için organize edilmiş faaliyetler zinciridir.
 PROJE YÖNETİMİ Proje: Önceden belirlenmiş sonuçlara ulaşabilmek için organize edilmiş faaliyetler zinciridir. Proje Yönetimi: Kısıtlı zaman, maliyet ve teknik durumları dikkate alarak, projenin en etkin
PROJE YÖNETİMİ Proje: Önceden belirlenmiş sonuçlara ulaşabilmek için organize edilmiş faaliyetler zinciridir. Proje Yönetimi: Kısıtlı zaman, maliyet ve teknik durumları dikkate alarak, projenin en etkin
RİSK DEĞERLENDİRMEDE YENİ YAKLAŞIMLAR
 RİSK DEĞERLENDİRMEDE YENİ YAKLAŞIMLAR 20.06.2012 Tarih ve 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu 29.12.2012 Tarih ve 28512 Resmi Gazete Sayılı İş Sağlığı ve Güvenliği Risk Değerlendirmesi Yönetmeliği
RİSK DEĞERLENDİRMEDE YENİ YAKLAŞIMLAR 20.06.2012 Tarih ve 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu 29.12.2012 Tarih ve 28512 Resmi Gazete Sayılı İş Sağlığı ve Güvenliği Risk Değerlendirmesi Yönetmeliği
X-Ray Cihazları ve Kapı Tipi Metal Dedektörleri Bakım ve Servis Hizmetleri
 X-Ray Cihazları ve Kapı Tipi Metal Dedektörleri Bakım ve Servis Hizmetleri Bakım Hizmetinin Kapsamı Sistemlerin belli periyotlarda teknik servis tarafından genel kontrollerinin ve temizliklerinin yapılması
X-Ray Cihazları ve Kapı Tipi Metal Dedektörleri Bakım ve Servis Hizmetleri Bakım Hizmetinin Kapsamı Sistemlerin belli periyotlarda teknik servis tarafından genel kontrollerinin ve temizliklerinin yapılması
İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ
 İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ Ohsas 18001 Endüstrinin değişik dallarında faaliyet gösteren kuruluşların, faaliyet konularını yerine getirirken, İş Sağlığı ve Güvenliği konusunda da, faaliyet
İŞ SAĞLIĞI VE GÜVENLİĞİ YÖNETİM SİSTEMİ Ohsas 18001 Endüstrinin değişik dallarında faaliyet gösteren kuruluşların, faaliyet konularını yerine getirirken, İş Sağlığı ve Güvenliği konusunda da, faaliyet
İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014
 İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014 İÇ KONTROL SİSTEMİ VE KAMU İÇ KONTROL STANDARTLARI DERLEYEN CUMALİ ÇANAKÇI Şube Müdürü SUNUM PLANI İç Kontrol
İSTANBUL ÜNİVERSİTESİ DÖNER SERMAYE İŞLETME MÜDÜRLÜĞÜ HİZMET İÇİ EĞİTİM SUNUMU 02 MAYIS 2014 İÇ KONTROL SİSTEMİ VE KAMU İÇ KONTROL STANDARTLARI DERLEYEN CUMALİ ÇANAKÇI Şube Müdürü SUNUM PLANI İç Kontrol
Maliye Bakanlığı Strateji Geliştirme Başkanlığı Stratejik Yönetim Dairesi. Operasyonel Planlama
 Maliye Bakanlığı Strateji Geliştirme Başkanlığı Stratejik Yönetim Dairesi Operasyonel Planlama Maliye Bakanlığı Stratejik Yönetim Sistemi 2 Misyon ve Vizyon Amaç Strateji Ağacı Hedef Birim Performan s
Maliye Bakanlığı Strateji Geliştirme Başkanlığı Stratejik Yönetim Dairesi Operasyonel Planlama Maliye Bakanlığı Stratejik Yönetim Sistemi 2 Misyon ve Vizyon Amaç Strateji Ağacı Hedef Birim Performan s
«İş Güvenliğine Dair Herşey»
 Akut Özel Sağlık Hiz. Tur. ve Sos. Hiz. San. Ltd. Şti. Akut Ortak Sağlık ve Güvenlik Birimi «İş Güvenliğine Dair Herşey» Vizyonumuz Profesyonel, tecrübeli ve çözüm odaklı A, B ve C sınıfı iş güvenliği
Akut Özel Sağlık Hiz. Tur. ve Sos. Hiz. San. Ltd. Şti. Akut Ortak Sağlık ve Güvenlik Birimi «İş Güvenliğine Dair Herşey» Vizyonumuz Profesyonel, tecrübeli ve çözüm odaklı A, B ve C sınıfı iş güvenliği
MALİYETİ ETKİLEYEN FAKTÖRLER. Doç. Dr Elçin TAŞ
 MALİYETİ ETKİLEYEN FAKTÖRLER Bina Maliyetinin Oluşumu MALİYET YOK ETME MALİYETİ KULLANIM MALİYETİ BİNA MAL. İLK YATIRIM MALİYETİ GERÇEKLEŞTİRME KULLANIM YOK ETME Alınan Kararların Maliyeti Etkileme Düzeyi
MALİYETİ ETKİLEYEN FAKTÖRLER Bina Maliyetinin Oluşumu MALİYET YOK ETME MALİYETİ KULLANIM MALİYETİ BİNA MAL. İLK YATIRIM MALİYETİ GERÇEKLEŞTİRME KULLANIM YOK ETME Alınan Kararların Maliyeti Etkileme Düzeyi
EKLER. EK 12UY0106-5/A1-2: Yeterlilik Biriminin Ölçme ve Değerlendirmesinde Kullanılacak Kontrol Listesi
 EKLER EK 12UY0106-5/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
EKLER EK 12UY0106-5/A1-1: nin Kazandırılması için Tavsiye Edilen Eğitime İlişkin Bilgiler Bu birimin kazandırılması için aşağıda tanımlanan içeriğe sahip bir eğitim programının tamamlanması tavsiye edilir.
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ
 DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
Üretim Yönetimi. 3.1. Ürün Tasarımı 19.02.2012. 3.1.1. Ürün Tasarımını Etkileyen Faktörler. Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu
 Üretim Yönetimi Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr 3.1. Ürün Tasarımı Ürün tasarımı, ürünün fiziksel özelliklerini ve fonksiyonlarını açıkça
Üretim Yönetimi Bölüm 3. Üretim Sistemlerinin Tasarımı ve Kuruluşu Yrd. Doç. Dr. Selçuk ÇEBİ http://scebi.ktu.edu.tr 3.1. Ürün Tasarımı Ürün tasarımı, ürünün fiziksel özelliklerini ve fonksiyonlarını açıkça
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
BAKIM / ONARIM SÖZLEŞMESİ
 BAKIM / ONARIM SÖZLEŞMESİ İş bu sözleşme ekte belirtilen 10 Bölüm ve bu bölümler içerisinde yer alan maddelerden oluşmaktadır. Tarafların aralarında karşılıklı okunup anlaşılarak her sayfasının ayrı ayrı
BAKIM / ONARIM SÖZLEŞMESİ İş bu sözleşme ekte belirtilen 10 Bölüm ve bu bölümler içerisinde yer alan maddelerden oluşmaktadır. Tarafların aralarında karşılıklı okunup anlaşılarak her sayfasının ayrı ayrı
İşverenin yükümlülükleri YÖNETMELİK. Çalışma ve Sosyal Güvenlik Bakanlığından: İŞYERLERİNDE ACİL DURUMLAR HAKKINDA YÖNETMELİK
 18 Haziran 2013 SALI Resmî Gazete Sayı : 28681 YÖNETMELİK Çalışma ve Sosyal Güvenlik Bakanlığından: İŞYERLERİNDE ACİL DURUMLAR HAKKINDA YÖNETMELİK BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE
18 Haziran 2013 SALI Resmî Gazete Sayı : 28681 YÖNETMELİK Çalışma ve Sosyal Güvenlik Bakanlığından: İŞYERLERİNDE ACİL DURUMLAR HAKKINDA YÖNETMELİK BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE
TERMAL KAMERA KULLANIM ALANLARI
 TERMAL KAMERA KULLANIM ALANLARI Termal kameralar; Elektrik panolarında, problemleri tespit etmek için (gevşeklik, korozyon, aşırı akım, kablo kesiti yetersizliği, malzemedeki bozulmalardan kaynaklanan
TERMAL KAMERA KULLANIM ALANLARI Termal kameralar; Elektrik panolarında, problemleri tespit etmek için (gevşeklik, korozyon, aşırı akım, kablo kesiti yetersizliği, malzemedeki bozulmalardan kaynaklanan
İŞ SAĞLIĞI VE GÜVENLİĞİ ANABİLİM DALI TEZSİZ YÜKSEK LİSANS PROGRAMI DERS İÇERİKLERİ. Dersin Adı Kod Yarıyıl T+U AKTS. Dersin Adı Kod Yarıyıl T+U AKTS
 İŞ SAĞLIĞI VE GÜVENLİĞİ ANABİLİM DALI TEZSİZ YÜKSEK LİSANS PROGRAMI DERS İÇERİKLERİ 1. Yıl - GÜZ DÖNEMİ ZORUNLU DERSLER İş Sağlığı Epidemiyolojisi ISG701 1 3 + 0 6 İş sağlığı ve epidemiyoloji kavramlarının
İŞ SAĞLIĞI VE GÜVENLİĞİ ANABİLİM DALI TEZSİZ YÜKSEK LİSANS PROGRAMI DERS İÇERİKLERİ 1. Yıl - GÜZ DÖNEMİ ZORUNLU DERSLER İş Sağlığı Epidemiyolojisi ISG701 1 3 + 0 6 İş sağlığı ve epidemiyoloji kavramlarının
Main-Cert Kompetenzprofil für Fach- und Führungskompetenzen in der Instandhaltung (Supervisor)
") 1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
1 Bakım ihtiyacı analizi 1.1 Temel bakım işlemleri bakım, teknik servis, inceleme, onarım 1.2 Bakım yöntemleri (stratejiler) önleyici, düzeltici, arıza temelli, döngüsel önleyici, duruma dayalı bakım 1.3
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin
 People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
DÖKÜM SEKTÖRÜNDE KALIPLAMA VE ERGİTME BÖLÜMLERİNDE 5S SİSTEMİ UYGULAMALARI. Mahmut YAŞAR-Ayşe Gül MANGAN Akdaş Döküm A.Ş., Ankara, Türkiye ÖZET
 DÖKÜM SEKTÖRÜNDE KALIPLAMA VE ERGİTME BÖLÜMLERİNDE 5S SİSTEMİ UYGULAMALARI Mahmut YAŞAR-Ayşe Gül MANGAN Akdaş Döküm A.Ş., Ankara, Türkiye ÖZET İşyerlerinde çalışma ortamının iyileştirilmesini hedef alan
DÖKÜM SEKTÖRÜNDE KALIPLAMA VE ERGİTME BÖLÜMLERİNDE 5S SİSTEMİ UYGULAMALARI Mahmut YAŞAR-Ayşe Gül MANGAN Akdaş Döküm A.Ş., Ankara, Türkiye ÖZET İşyerlerinde çalışma ortamının iyileştirilmesini hedef alan
Konveyör bant izleme. Bu çeviri doğrulanmadı. En yüksek güvenlik ve ekonomi için konveyör bantları
 Konveyör bant izleme Bu çeviri doğrulanmadı. En yüksek güvenlik ve ekonomi için konveyör bantları Maksimum güvenlik ve verimlilik Bir konveyör bandının tüm bileşenleri aşınma, dinamik yük veya sadece birçok
Konveyör bant izleme Bu çeviri doğrulanmadı. En yüksek güvenlik ve ekonomi için konveyör bantları Maksimum güvenlik ve verimlilik Bir konveyör bandının tüm bileşenleri aşınma, dinamik yük veya sadece birçok
ORMANCILIK İŞ BİLGİSİ. Hazırlayan Doç. Dr. Habip EROĞLU Karadeniz Teknik Üniversitesi, Orman Fakültesi
 ORMANCILIK İŞ BİLGİSİ Hazırlayan Doç. Dr. Habip EROĞLU Karadeniz Teknik Üniversitesi, Orman Fakültesi 1 İŞÇİ SAĞLIĞI ve İŞ GÜVENLİĞİ 2 İşçi Sağılığı Çalışan insanların fiziksel, ruhsal moral ve sosyal
ORMANCILIK İŞ BİLGİSİ Hazırlayan Doç. Dr. Habip EROĞLU Karadeniz Teknik Üniversitesi, Orman Fakültesi 1 İŞÇİ SAĞLIĞI ve İŞ GÜVENLİĞİ 2 İşçi Sağılığı Çalışan insanların fiziksel, ruhsal moral ve sosyal
VİZYONUMUZ Çalışma ve Sosyal Güvenlik Bakanlığı iş sağlığı ve güvenliği Türkiye de İş Sağlığı ve Güvenliği Kültürü
 DEĞERLERİMİZ 2 VİZYONUMUZ Müşterilerimizin beklentilerini ulusal ve uluslararası mevzuat çerçevesinde değerlendiriyoruz. Gelişmiş çağdaş ülkelerdeki uygulamaları irdeleyip mükemmel çözümler sağlayarak,
DEĞERLERİMİZ 2 VİZYONUMUZ Müşterilerimizin beklentilerini ulusal ve uluslararası mevzuat çerçevesinde değerlendiriyoruz. Gelişmiş çağdaş ülkelerdeki uygulamaları irdeleyip mükemmel çözümler sağlayarak,
RİSK DEĞERLENDİRMESİ. Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı
 RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
RİSK DEĞERLENDİRMESİ Necati İLHAN Makina Mühendisi A Sınıfı İş Güvenliği Uzmanı YASAL DAYANAK İşyerinde Çalışanların Sağlık ve Güvenliklerini İyileştirmeye Yönelik Tedbirler Alınmasına İlişkin 12.06.1989
Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi
 Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi 19.12.2017 Ar-ge Projeleri (2014 2015) Profil Katsayıları
Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi 19.12.2017 Ar-ge Projeleri (2014 2015) Profil Katsayıları
FMEA. Hata Türleri ve Etkileri Analizi
 FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
FMEA Hata Türleri ve Etkileri Analizi 2007 FMEA Tanımı FMEA (HTEA), bir ürün veya prosesin potansiyel hatalarını ve bunların sonucu olabilecek etkilerini tanımlama, değerlendirme, potansiyel hatanın ortaya
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
BÖLÜM 5 ÜRETİM PLANLAMASI, STOK KONTROLÜ VE BAKIM YÖNETİMİ. % 20 (12 saat 3 hafta)
") BÖLÜM 5 ÜRETİM PLANLAMASI, STOK KONTROLÜ VE BAKIM YÖNETİMİ % 20 (12 saat 3 hafta) 5.3. Stok Kontrol Metotları 5.3.4.5. ABC Metodu Ürün gruplarını bir kârlılık ölçüsüne göre sıralayan ve gruplayan bir metottur.
BÖLÜM 5 ÜRETİM PLANLAMASI, STOK KONTROLÜ VE BAKIM YÖNETİMİ % 20 (12 saat 3 hafta) 5.3. Stok Kontrol Metotları 5.3.4.5. ABC Metodu Ürün gruplarını bir kârlılık ölçüsüne göre sıralayan ve gruplayan bir metottur.