Döküm yöntemiyle üretilmiş az91 magnezyum alaşımının işlenebilirliğinin yüzey pürüzlülüğü açısından değerlendirilmesi
|
|
|
- Melek Akdağ
- 7 yıl önce
- İzleme sayısı:
Transkript

1 323 Döküm yöntemiyle üretilmiş az91 magnezyum alaşımının işlenebilirliğinin yüzey pürüzlülüğü açısından değerlendirilmesi Mahir AKGÜN 1 Gökhan ÖZGER 2 ve Hasan Basri ULAŞ 3 1 Aksaray Üniversitesi, Teknik Bilimler Meslek Yüksek Okulu 2 EÜAŞ A Termik Santrali İşletme Müdürlüğü 3 Gazi Üniversitesi Teknik Eğitim Fakültesi Anahtar Kelimeler: AZ91 Magnezyum Alaşımı, Yüzey Pürüzlülüğü, İşlenebilirlik ÖZET Bu çalışmada, geleneksel döküm tekniği ile üretilen AZ91 magnezyum alaşımının üretimi ve işlenebilirlik özelliklerinin incelenmesi gerçekleştirilmiştir. Bu amaçla, AZ91 Mg (Al %9, Zn %1) olarak adlandırılan Mg esaslı alaşım, rezistanslı ergitme ocağında eritilmiş ve ardından metalik kalıplara dökülerek üretilmiştir. Üretilen malzemelerin işlenebilirlik deneyleri, tornalama metoduyla dört farklı kesme hızı ( 250, 350, 450 ve 550 m/dak), beş farklı ilerleme hızında (0,025 0,05 0,1 0,15 ve 0,2 mm/dev) ve dört farklı (0,5 1 1,5 ve 2 mm ) kesme derinliğinde kuru şartlarda yapılmıştır. İlerleme hızı azaldıkça işlenmiş yüzey pürüzlülüğü değerlerinde azalma gözlenmiştir. Artan kesme hızı ile yüzey pürüzlülük değerleri belirli bir kesme hızı değerine kadar artmış ancak bu değerden sonra her iki ilerleme (0,1 ve 0,2 mm/dev) değerinde artan kesme hızı ile azalma eğilimi göstermiştir. Evaluation of machinability of cast az91 magnesium alloys in terms of surface roughness ABSTRACT Key Words: AZ91 Magnesium Alloy, Surface Roughness, Machinability In this study, machinability characteristics and production of AZ91 magnesium alloy was carried out. The alloy was produced through traditional casting method. For this purpose, AZ91 Mg (9% Al, 1% Zn) based alloy was melted in an electric resistance furnace and then poured into metal molds. The machining tests were carried out through single point turning operations at four different cutting speeds (250, 350, 450 and 550 m/min), five different feed rates (0.025, 0.05, 0.1, 0.15 and 0.2 mm/rev) and four different depth of cuts (0.5, 1, 1.5, and 2 mm) without coolant. Decreases in surface roughness values were observed with decreasing feed rate. With increasing cutting speed, the surface roughness values decreased until a minimum value is reached beyond which they increased but both two feed rate (0.1 and 0.2) with value increased cutting speed show that decrease. *Sorumlu Yazar (Corresponding author) e-posta: bulas@gazi.edu.tr

2 1.Giriş 324 Birçok endüstriyel uygulamada, hafif mühendislik malzemelerine olan talep sürekli artmaktadır. Hafif metal alaşımlarından olan magnezyum alaşımlarının endüstriyel uygulamalardaki kullanımlarının, gelecekte oldukça yaygınlaşacağı beklenmektedir. Buna bağlı olarak magnezyum esaslı kompozit malzemelerin kullanımı artacaktır. Magnezyumun yoğunluğu 1,74 gr/ cm 3 olup, yapısal uygulamalarda kullanılan en hafif metaldir. Ağırlığı alüminyumun üçte ikisi, demirin dörtte biri, bakır ve nikelin ise beşte biri düzeyindedir. Alaşımlandırıldığında mekanik özelliklerinde iyileşmeler görülür. Magnezyum alaşımları düşük yoğunluk, yüksek dayanım, iyi dökülebilirlik özelliği, titreşim sönümleme kapasitesine ve iyi işlenebilirlik özelliklerine sahiptirler. Düşük ergime sıcaklığı (650 C) ve iyi kaynak kabiliyetine sahip olan magnezyum, doğada yaygın olarak bulunabilmektedir. Bu nedenle elektronik, otomotiv endüstrisinde, uçak ve havacılık sanayinde geniş kullanım alanına sahiptir [1-4]. Literatürdeki yapılan çalışmalara bakıldığında, AZ91 alaşımının mekanik özelliklerinin geliştirilmesi ve AZ91 alaşımının işlenebilirliğinin belirlenmesi amacıyla çalışmalar yapılmıştır. Ünal ve arkadaşları AZ91 serisi ileri teknoloji magnezyum alaşımlarına %0,2 2 oranlarında Si ilavesinin etkisini araştırmışlardır. % 2 Si ilavesinde akıcılıkta %25 düşüş gözlemlemişlerdir. AZ91 alaşımına Si elementinin ilavesi ile alaşımın akma dayanımı yükselmiştir. %0,3 Si ilavesinden sonra % uzamada ve sertlikte orantılı artış gözlemlemişlerdir [5]. Koç ve arkadaşları AZ91 magnezyum alaşımına %0,2 2 oranlarında Sn ilavesinin etkisini araştırmışlardır. Sonuç olarak AZ91 alaşımına %0,5 e kadar Sn elementi ilavesi ile alaşımın çekme-akma dayanımını artırırken, % uzamasını bir miktar düşürmüş, sertlikte ise kayda değer bir değişme gözlemlemişlerdir [6]. Saklakoğlu ve Erçayhan yapmış oldukları çalışmada AZ91D magnezyum alaşımının mikroyapısına % 0,2-%0,8 oranlarında ilave edilen Cd elementinin etkisi incelenmiştir. AZ91D alaşımına Cd ilavesi ile tane sınırlarında bulunan (Mg17Al12) intermetalik fazı daha kopuk ve dağınık hale gelmiştir. Aynı zamanda Cd un ötektik yapıya etkisini tespit etmişlerdir [7]. Kesme hızının artışına bağlı olarak BUE miktarının azaldığı, bütün kesici uçlarda kayda değer bir aşınmanın oluşmadığı, karbür uçlarda çok az miktarda yan yüzey aşınmasının meydana geldiği sonucuna varılmış olup, genel olarak en kararlı sonuçlar kaplamalı karbür uçlarla elde edilmiştir [10]. Narita ve arkadaşları, AZ91 magnezyum alaşımında kesme dayanımını, yüzey pürüzlülüğünü ve talaş uzunluğunu ve kalınlığını ölçerek AZ91 magnezyum alaşımının işlenebilirliğini test etmişlerdir. Kesme dayanımı hem ilerleme miktarının hem de talaş derinliğinin artması ile artmış ve yan talaş açısının artmasıyla azalmıştır. Kesme hızının azalmasıyla ve ilerleme miktarının artmasıyla talaşın boyu azalmıştır. AZ91 magnezyum alaşımının yüksek hızlarda işlenmesinde yüzey işlenebilirliği mükemmeldir [11]. Bu araştırmanın amacı, AZ91 serisi magnezyum alaşımı üretmek ve tornalama metoduyla işlenebilirlik deneyleri yaparak kesme parametrelerinin işlenebilirlik kriterlerinden olan yüzey pürüzlülüğü üzerindeki etkilerini incelemektir. 2. Deneysel çalışmalar 2.1. AZ91 magnezyum alaşımının üretimi AZ91 magnezyum alaşımların üretimi Karabük Üniversitesi Teknik Eğitim Fakültesi döküm öğretmenliği bölümü laboratuvarında bulunan atmosfer kontrollü 1150 ºC kapasiteli elektrik rezistanslı fırında yapılmıştır. Pota içinde fırın içine şarj edilen malzeme eridikten sonra pota altından kalıba dökülmektedir. Magnezyum ve alaşımlarının (Al, Zn, Mn, Mg) ergitilmesi, atmosfer kontrollü ocak ve içine yerleştirilen 2 kg magnezyum ergitme kapasiteli metalik (kokil) kalıpta yapılmıştır. Kullanılan metalik (kokil) kalıbın şematik görünümü Şekil 1 de verilmiştir. Ergitme işlemi esnasında, dökümün yapılacağı ortamın atmosferle temasını kesmek için ergitme zamanı içerisinde ocağa koruyucu gaz verilmiştir. Ayrıca döküm yüzey alanını kapatmak ve oksitlenmeyi önlemek için Stronsiyum (Sr) toprak alkali metali kullanılmıştır. AZ91 alaşımının işlenebilirliğinin belirlenmesi amacıyla yapılan çalışmalarda, Akyüz AZ serisi Mg alaşımının içerindeki alüminyumun işlenebilirliğe etkisini araştırmıştır. Sonuç olarak üzerinde çalışılan bütün alaşımlarda, kesme hızının artması ile kesme kuvvetlerinin arttığı görülmüştür. Bu da kesici takım ucunda oluşan yığıntı talaşa atfedilmiştir [8]. Kim ve Lee, hava basınçlı soğutucu vasıtasıyla AZ31B Mg alaşımının kuru kesme şartlarında yüzey pürüzlülüğü açısından değerlendirilmesi üzerine bir çalışma yapmışlardır. Freze çakısı üzerindeki uç sayısının ve diş başına ilerlemenin artmasıyla yüzey pürüzlülük değeri artmıştır. Ancak yüzey pürüzlülük değeri kesme hızı belirli bir aralığın altındayken neredeyse değişmemiş ve hava soğutma akışıyla azalmıştır [9]. Uzun ve arkadaşları yapmış oldukları çalışmada, karıştırmalı döküm yöntemi kullanılarak Al matrisli ve MgO takviyeli kompozit malzemeleri % 5, % 10 ve % 15 takviyehacim (T-H) oranlarında üreterek, karbür ve kaplamalı karbür kesici uçlar ile işleme deneyleri yapmışlardır. Sonuç olarak, kesici uçların uç kısmında yığıntı talaş (BUE) oluştuğu, kompozit yapı içerisindeki MgO takviye oranlarındaki artışla birlikte BUE miktarının da artış gösterdiğini tespit etmişlerdir. Şekil 1. Dökümün Yapıldığı Metalik Kalıbın Görünümü AZ91 magnezyum alaşımının işlenebilirliğinin test edilmesi için 50 mm çapında ve 120 mm boyunda 2 adet deney malzemesi üretilmiştir AZ91 magnezyum alaşımının kimyasal analizi Döküm yöntemiyle üretilmiş AZ91 magnezyum numunesinin kimyasal analizi, Tübitak MAM da yaptırılmıştır. Spektrolab M8 optik emisyon spektrometre cihazı ile yapılan element analizi sonucu Tablo 1 de verilmiştir.
3 325 Tablo 1. Kimyasal Analiz AZ91 Magnezyum Alaşımının Kimyasal Analizi Element İçerik (%) Element İçerik (%) Element İçerik (%) Al 11,34 Fe 0,0214 Pb 0,0022 Ag 0,0004 La <0,0010 Pr <0,0005 Ca 0,0009 Mn 0,0043 Si 0,848 Ce <0,0015 Nd <0,0020 Sn 0,0046 Cu <0,0002 Ni <0,0001 Ti 0,0017 Mg 87,24 Y <0,0050 Zn 1,301 Zr 0,0046 Yapılan element analizi sonucunda numunede elde edilen sonuçlar, döküm esnasında kullanmış olduğumuz miktarlarla aynı oranlarda çıkmıştır gr alaşım ergitme kapasiteli potada 182,6 gr Al, 15,6 Zn, 3,6 Mn ve 1800 gr Mg değerlerde kullanılarak AZ91 magnezyum üretilmiştir Takım tezgahı, kesici takım ve kesme parametreleri Silindirik iş parçası malzemeleri üzerindeki işlenebilirlik deneyleri, Taksan TMC 500V CNC torna tezgahı kullanılarak yapılmıştır. Kullanılan CNC torna tezgahının gücü 10 KW olup iş mili, değişken kademesiz hıza sahip olup 4000 dev/dak ya kadar çıkabilmektedir. İş parçası malzemeleri 50 mm çapında ve 120 mm boyundadır. Deneyler esnasında soğutma sıvısı kullanılmamıştır. Deneylerde kullanılan kesici takımlar kennametal firması tarafından TCGT 16T G HB10 ve TCGT 16T308ER-BC LC 225K formunda ve LC610M kalitesinde imal edilmiştir. Kesici takım yanaşma açısı 90 olup STGCL 2020K16 kodlu takım tutucuya mekanik sıkmalı olarak tespit edilmiştir. Kullanılan kesme hızları 250, 350, 450 ve 550 m/dak olarak seçilmiştir. İlerleme hızı 0,025 0,05 0,1 0,15 ve 0,2 mm/dev, kesme derinliği 0,5 1 1,5 ve 2 mm olarak seçilmiştir. Deney parametreleri, ISO 3685 standardına uygun olarak belirlenmiştir [12]. MAHR-Perthometer M1 yüzey pürüzlülük cihazı ile işlenmiş yüzeyler üzerinde yüzey pürüzlülüğü ölçümleri gerçekleştirilmiştir. 3. Deney sonuçları ve tartışma Malzemelerin işlenebilirlik özelliklerinin değerlendirilmesinde kullanılan en önemli kriterlerden birisi de işlenen yüzeylerin yüzey kalitesidir [14]. Şekil 2 de, AZ91 magnezyum alaşımının işlenmesinde 0,1 mm/dev ve 0,2 mm/dev ilerleme hızlarında kesme hızının ortalama yüzey pürüzlülük değerine (Ra) etkisini göstermektedir. Bu değerler, her bir iş parçası ve her bir kesme hızı için yapılan üç ölçümün ortalamasıdır. Yüzey pürüzlülük değerlerinin kesme hızından ve ilerleme hızından önemli derecede etkilendiği görülmüştür. Şekil 2. AZ91 alaşımının tornalanmasında kesme hızının yüzey pürüzlülüğüne etkisi Genel olarak, sünek malzemelerin işlenmesinde süneklik büyük ve kararsız yığıntı talaş (BUE) oluşma eğilimini artırır. Literatüre göre, kesme hızının artmasıyla BUE nin azalması beklenir. Elde edilen grafiklere bakıldığında, kararsız yığıntı talaştan (BUE) dolayı yüzey pürüzlülük değeri 350 m/dak kesme hızına kadar artma ve daha sonra da artan kesme hızı ile azalma eğilimi göstermektedir. Bu durumu, kesme hızının artmasıyla beraber kesme bölgesinde artan sıcaklığa bağlı olarak plastik deformasyonun ve ısıl yumuşama ile takım-talaş ara yüzeyinde sürtünmenin azalmasıyla talaş akışının kolaylaşması olarak açıklamak mümkündür [13]. Tablo 2 de, AZ91 magnezyum alaşımının işleme anı, talaşın ve işleme sonrası kesici takım görüntüleri verilmiştir. Literatüre göre magnezyum ve alaşımları tüm yapısal malzemelerden daha yüksek işlenebilirliğe sahiptir. Kuru olarak işlenebilir ancak düşük yüzey pürüzlülük değerlerini elde etmek için yüksek kesme hızları gerektiğinden yüzeyde yanma meydana gelebilir [15]. Kuru kesme şartlarında yapılan deneylerde, yanma sadece 450 m/dak kesme hızında ve 0,2 mm/dev ilerleme hızında yapılan deneyde tornalama işleminin bitim noktasında kıvılcım şeklinde görülmüştür. Bu durum talaş kesitinin artması ve artan sıcaklık ile açıklanabilir. Oluşan yanma kesici takım performansını olumsuz yönde etkilemiştir. Diğer kesme şartlarında yapılan deneylerde iyi işlenebildiği görülmüştür bu da litaratürle paralellik arz etmektedir [15].



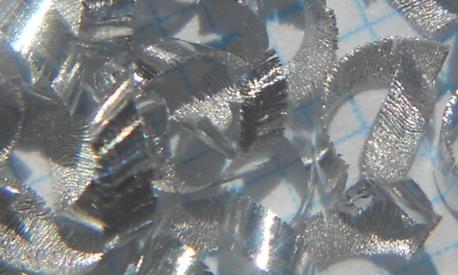



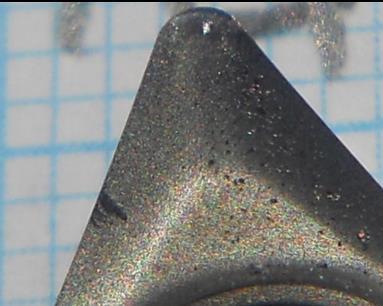

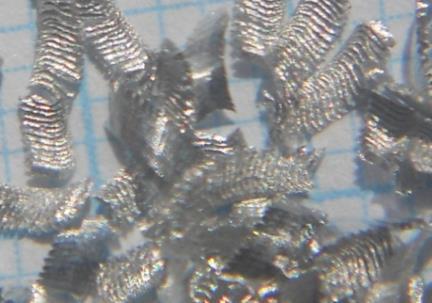
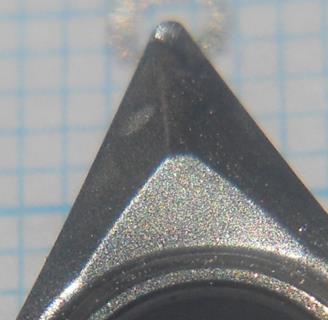


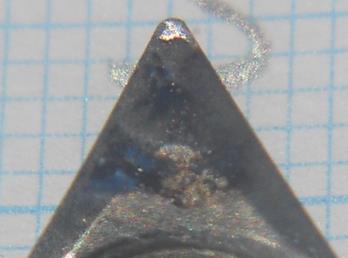


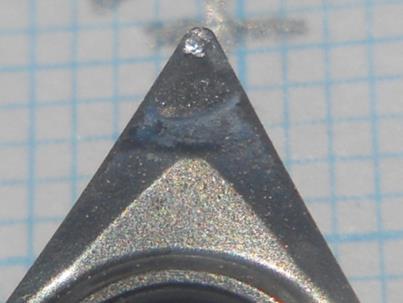
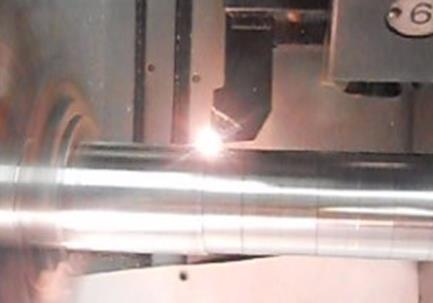
4 326 Tablo 2. Talaşın, kesici takımın ve işleme anının görüntüleri 250 m/dak 0,1 mm/dev 250 m/dak 0,2 mm/dev 350 m/dak 0,1 mm/dev 350 m/dak 0,2 mm/dev 450 m/dak 0,1 mm/dev 450 m/dak 0,2 mm/dev
 kararsız bir eğilim göstermektedir.")

 artmıştır.")


 oluşumu artmaktadır ve bu da yüzey pürüzlülük değerini")


5 m/dak 0,1 mm/dev 550 m/dak 0,2 mm/dev Yığıntı talaşa (BUE) bağlı olarak, ilerleme hızının artmasıyla yüzey pürüzlülük değeri (Ra) kararsız bir eğilim göstermektedir. Şekil 3 de 250 m/dak ve 550 m/dak kesme hızlarında ilerleme hızının ortalama yüzey pürüzlülük değerine (Ra) etkisi araştırılmıştır. 250 m/dak kesme hızında 0,1 mm/dev ilerleme hızına kadar ortalama yüzey pürüzlülük değerinin azaldığı görünmektedir. Ancak ilerleme hızının artmasıyla ortalama yüzey pürüzlülük değeri (Ra) artmıştır. Grafiğe göre, 550 m/dak kesme hızında yapılan deneylerde ilerleme hızının artmasıyla ortalama yüzey pürüzlülük değeri (Ra) artmıştır. 550 m/dak kesme hızında ve 0,15 ilerleme hızından yapılan deneyde en yüksek yüzey pürüzlülük değeri (Ra) 2,228 µm olarak belirlenmiştir. Bu sonuç yüksek kesme hızına bağlı olarak torna tezgahında meydana gelen titreşimle açıklanabilir. 550 m/dak kesme hızında ve 0,025 mm/dev ilerleme hızında yapılan deneyde, en düşük yüzey pürüzlük değeri (Ra) 0,418 µm olarak elde edilmiştir. Her iki kesme hızında talaş derinliğinin artmasıyla ortalama yüzey pürüzlülük değeri artmıştır. Her iki kesme hızında talaş derinliğinin artmasıyla ortalama yüzey pürüzlülük değeri artmıştır. Talaş kesitinin büyümesiyle kesici takımda oluşan kararsız yığıntı talaş (BUE) oluşumu artmaktadır ve bu da yüzey pürüzlülük değerini olumsuz olarak etkilemektedir. Şekil 4. AZ91 alaşımının tornalanmasında talaş derinliğinin yüzey pürüzlülüğüne etkisi 4. Sonuçlar Geleneksel döküm tekniği ile üretilen, AZ91 magnezyum alaşımının işlenebilirlik deneylerinden elde edilen sonuçlar aşağıda özetlenmiştir. Şekil 3. AZ91 alaşımının tornalanmasında ilerleme hızının yüzey pürüzlülüğüne etkisi Şekil 4 de, 250 m/dak ve 550 m/dak kesme hızlarında farklı talaş derinliklerinde (0,5 1 1,5 ve 2 mm) talaş derinliğinin ortalama yüzey pürüzlülük değerine (Ra) etkisini göstermektedir. Artan kesme hızı ile yüzey pürüzlülük değerleri belirli bir kesme hızı değerine kadar artmış ancak bu değerden sonra her iki ilerleme (0,1 ve 0,2 mm/dev) değerinde artan kesme hızı ile azalma eğilimi göstermiştir. İlerleme hızı azaldıkça işlenmiş yüzey pürüzlülüğü değerlerinde azalma gözlenmiştir.
6 328 Bitirme işlemine yakın yapılan 550 m/dak kesme hızında ve 0,025 mm/dev ilerleme hızında yapılan deneyde en düşük yüzey pürüzlük değeri (Ra) 0,418 µm olarak elde edilmiştir. Kuru kesme şartlarında yapılan deneylerde yanma, her iki uç yarıçapında da 450 m/dak kesme hızında ve 0,2 mm/dev ilerleme hızında yapılan deneylerde tornalama işleminin bittiği anda kıvılcım şeklinde görülmüştür. Bu durum talaş kesitinin artması ve artan sıcaklık ile açıklanabilir. 5. Teşekkür 10. Uzun, G., Pul, M., Çalın, R., Şeker, U., Al Matrisli MGO Takviyeli Kompozitlerin Farklı Kesici Uçlarla Tornalanmasında Kesme Hızının Aşınma Davranışına Etkilerinin İncelenmesi 3. Ulusal Talaşlı İmalat Sempozyumu, Ekim 2012, Ankara, Türkiye 11. Narıta, H., Katoh, K., Tokısue, H., Facing Machinability of AZ91 Magnesium Alloy Castings Journal of Japan Institute of Light Metals Vol. 51 No. 11 P (2001). 12. TS 10329, Tool-life testing with single-point turning tools, (1992). Bu çalışma, Tübitak 2209 programı tarafından desteklenmiştir. Desteklerinden dolayı Tübitak a ve deney malzemelerinin üretilmesinde emeği geçen Doç. Dr. Hayrettin AHLATÇI ya teşekkür ederiz. Kaynaklar 1. Kandemir, K., Can, A. Ç., Otomotiv Endüstrisi İçin Magnezyum Alaşımlarının Kullanım Potansiyeli Pamukkale Üniversitesi Mühendislik Fakültesi Mühendislik Bilimleri Dergisi, (2003). 13. Trent, E.M., Metal cutting, Butterworths Press, London, 1989, Sandvik Coromant, Modern metal cutting A practical handbook, English Edition, Sandvik Coromant, Sweden, I-III (1994). 15. Polmear, I., J., Light Alloys - Metalurgy of The Light Metals, Metallurgical and Materials Science, MonashUniversity, London, (1981). 2. Zeytin, H. K., Magnezyum Alaşımları: Otomotiv Endüstrisinde Uygulaması ve Geleceği Marmara Araştırma Merkezi, Gebze, Kocaeli (1999). 3. Ünal, M., Magnezyum Alaşımlarının Döküm Özelliklerinin İncelenmesi Doktora Tezi, Gazi Üniversitesi, Fen Bilimleri Enstitüsü, Ankara, (2008). 4. Gaines, L., Cuenca, R., Stodolsky, F., WU, S, Potential Automotive Uses of Wrought Magnesium Alloys Automotive Technology Development, 1-7, Detroit, Michigan, (1996). 5. Ünal, M., Koç, E., Türen, Y., Gül, F., Candan, E., AZ91 Magnezyum Alaşımının Döküm ve Mekanik Özelliklerine Si İlavesinin Etkisi, V. International Advanced Technologies Symposium, May, 2009, Karabük, Turkey. 6. Koç, E., Ünal, M., Türen, Y., Candan, E., AZ91 Magnezyum Alaşımının Döküm ve Mekanik Özelliklerine Sn İlavesinin Etkisi, V. International Advanced Technologies Symposium, May, 2009, Karabük, Turkey. 7. Saklakoğlu, N., Erçayhan, Y., AZ91 Magnezyum Alaşımının Metalurjik Özelliklerine Kadmiyum Elementinin Etkisi II. Ulusal Tasarım- İmalat ve Analiz Kongresi (TİMAK) Kasım, 2010 Balıkesir 8. Akyüz, B., Influence of Al content on machinability of AZ series Mg alloys Transactions of Nonferrous Metals Society Of China, 23: (2013). 9. Kim, J., Lee, K., Surface Roughness Evaluation in Dry-Cutting of Magnesium Alloy by Air Pressure Coolant Engineering, 2: (2010).
AA 6063 Alaşımının Tornalanmasında Ti Alaşımının Yüzey Pürüzlülüğü Üzerine Etkisinin Araştırılması
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey AA 6063 Alaşımının Tornalanmasında Ti Alaşımının Yüzey Pürüzlülüğü Üzerine Etkisinin Araştırılması G. Sur 1,
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey AA 6063 Alaşımının Tornalanmasında Ti Alaşımının Yüzey Pürüzlülüğü Üzerine Etkisinin Araştırılması G. Sur 1,
GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi
 GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi * 1 Harun Koçak, 2 Mahmut Gülesin, 2 Gültekin Uzun 1 Cihanbeyli Meslek Yüksekokulu,
GGG 90 Küresel Grafitli Dökme Demirin İşlenebilirliğinin Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Açısından Değerlendirilmesi * 1 Harun Koçak, 2 Mahmut Gülesin, 2 Gültekin Uzun 1 Cihanbeyli Meslek Yüksekokulu,
AA5052 ALAŞIMININ İŞLENMESİNDE İŞLEME PARAMETRELERİNİN KESME KUVVETİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN DENEYSEL OLARAK İNCELENMESİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 3 : 295-301
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 3 : 295-301
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin İncelenmesi
 Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
Dr.Öğr.Üyesi Elif MALYER 06 Aralık 2018 AISI 1040 Çeliğinin Tornalanmasında Kesme Şartlarının Yüzey Pürüzlülük Değerlerine Etkilerinin ÖZET Çalışmanın amacı AISI 1040 çeliğinin işlenebilirliği ile ilgili
AISI 304 OSTENİTİK PASLANMAZ ÇELİĞİN KAPLANMIŞ SEMENTİT KARBÜR KESİCİ TAKIMLA İŞLENMESİ ESNASINDA OLUŞAN TAKIM AŞINMASI
 TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 489-495 TEKNOLOJİ ÖZET AISI 304 OSTENİTİK PASLANMAZ ÇELİĞİN KAPLANMIŞ SEMENTİT KARBÜR KESİCİ TAKIMLA İŞLENMESİ ESNASINDA OLUŞAN TAKIM AŞINMASI İbrahim ÇİFTÇİ Zonguldak
TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 489-495 TEKNOLOJİ ÖZET AISI 304 OSTENİTİK PASLANMAZ ÇELİĞİN KAPLANMIŞ SEMENTİT KARBÜR KESİCİ TAKIMLA İŞLENMESİ ESNASINDA OLUŞAN TAKIM AŞINMASI İbrahim ÇİFTÇİ Zonguldak
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
ÖZGEÇMİŞ VE ESERLER LİSTESİ
 ÖZGEÇMİŞ VE ESERLER LİSTESİ Adı Soyadı: Halil DEMİR Doğum Tarihi: 01 Ocak 1969 Adres : Karabük, Teknoloji Fakültesi, İmalat Müh. Böl., 78050 Telefon : 0 505 673 30 38 E mail : hdemir@karabuk.edu.tr Öğrenim
ÖZGEÇMİŞ VE ESERLER LİSTESİ Adı Soyadı: Halil DEMİR Doğum Tarihi: 01 Ocak 1969 Adres : Karabük, Teknoloji Fakültesi, İmalat Müh. Böl., 78050 Telefon : 0 505 673 30 38 E mail : hdemir@karabuk.edu.tr Öğrenim
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
Yunus KAYIR a*, Ahmet AYTÜRK a. Geliş Tarihi/Received : 08.12.2011, Kabul Tarihi/Accepted : 20.02.2012
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi
 Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
Sığ ve derin kriyojenik işlem uygulanmış karbür takımların kesme kuvvetlerine etkisi Sıtkı AKINCIOĞLU 1 *, Hasan GÖKKAYA 2, İlyas UYGUR 3 1* Duzce University, Gümüşova Vocational School of Higher Education,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 28, 179-187, 2010 Research Article / Araştırma Makalesi AN INVESTIGATION OF WEAR BEHAVIORS OF DIFFERENT CUTTING TOOLS
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 28, 179-187, 2010 Research Article / Araştırma Makalesi AN INVESTIGATION OF WEAR BEHAVIORS OF DIFFERENT CUTTING TOOLS
AZ91 MAGNEZYUM ALAŞIMININ METALURJİK ÖZELLİKLERİNE KADMİYUM ELEMENTİNİN ETKİSİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir AZ91 MAGNEZYUM ALAŞIMININ METALURJİK ÖZELLİKLERİNE KADMİYUM ELEMENTİNİN ETKİSİ Nurşen SAKLAKOĞLU*, Yiğit ERÇAYHAN** *nakbas@bayar.edu.tr
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir AZ91 MAGNEZYUM ALAŞIMININ METALURJİK ÖZELLİKLERİNE KADMİYUM ELEMENTİNİN ETKİSİ Nurşen SAKLAKOĞLU*, Yiğit ERÇAYHAN** *nakbas@bayar.edu.tr
Kriyojenik İşlem Uygulanmış Tungsten Karbür Takımların Kesme Kuvvetleri ve Yüzey Pürüzlülüğü Üzerine Etkisi
 Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 3, 2013 (1-6) Electronic Journal of Machine Technologies Vol: 10, No: 3, 2013 (1-6) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 3, 2013 (1-6) Electronic Journal of Machine Technologies Vol: 10, No: 3, 2013 (1-6) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ DEĞİŞİM
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 1-15 Mayıs 009, Karabük, Türkiye KAPLAMA ÇEŞİDİ VE İŞLEME PARAMETRELERİNE BAĞLI OLARAK TAKIM-TALAŞ ARAYÜZEY SICAKLIĞI VE YÜZEY PÜRÜZLÜLÜĞÜNDEKİ
0,35 0,3 0,25 0, m/min 130 m/min 169 m/min 220 m/min 286 m/min 0,15 0,1 0,05
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 26 - BALIKESİR METAL MATRİKSLİ KOMPOZİTLERİN İŞLENMESİNDE KESİCİ TAKIM KAPLAMASININ AŞINMAYA ETKİSİNİN DENEYSEL İNCELENMESİ Adem ACIR 1,*, M. Serdar KARAKAŞ
AISI H13 SICAK İŞ TAKIM ÇELİĞİNİN İŞLENMESİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN DENEYSEL İNCELENMESİ. Metin ZEYVELİ 1,*, Halil DEMİR 1
 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 251-261 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 AISI H13 SICAK İŞ TAKIM ÇELİĞİNİN İŞLENMESİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN DENEYSEL İNCELENMESİ
Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 251-261 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 AISI H13 SICAK İŞ TAKIM ÇELİĞİNİN İŞLENMESİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN DENEYSEL İNCELENMESİ
AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye AISI 303 ÖSTENİTİK PASLANMAZ ÇELİĞİN İŞLENMESİNDE KESİCİ KENAR FORMUNUN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN ARAŞTIRILMASI
TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE ETKİSİ
 TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
Alüminyum Alaşımlarının İşlenmesinde Kesme Hızı ve Talaş Açısının Yüzey Pürüzlülüğü, Yığıntı Talaş ve Yığıntı Katmanı Oluşumu Üzerine Etkisi
 Politeknik Dergisi, 2015; 18 (3) : 141-148 Journal of Polytechnic, 2015; 18 (3) : 141-148 Alüminyum Alaşımlarının İşlenmesinde Kesme Hızı ve Talaş Açısının Yüzey Pürüzlülüğü, Yığıntı Talaş ve Yığıntı Katmanı
Politeknik Dergisi, 2015; 18 (3) : 141-148 Journal of Polytechnic, 2015; 18 (3) : 141-148 Alüminyum Alaşımlarının İşlenmesinde Kesme Hızı ve Talaş Açısının Yüzey Pürüzlülüğü, Yığıntı Talaş ve Yığıntı Katmanı
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ *
 KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
AISI 1040 Çeliğinin Kuru Tornalanmasında Yüzey Pürüzlülüğünün İncelenmesi
 Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 2 (2), 24-29, 2012 Karaelmas Science and Engineering Journal Journal home page: http://fbd.karaelmas.edu.tr Araştırma Makalesi
Karaelmas Fen ve Mühendislik Dergisi / Karaelmas Science and Engineering Journal 2 (2), 24-29, 2012 Karaelmas Science and Engineering Journal Journal home page: http://fbd.karaelmas.edu.tr Araştırma Makalesi
SERTLEŞTİRİLMİŞ 30MnVS6 MİKROALAŞIMLI ÇELİĞİN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜ AÇISINDAN İŞLENEBİLİRLİĞİNİN ARAŞTIRILMASI
 Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 262-271 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 SERTLEŞTİRİLMİŞ 30MnVS6 MİKROALAŞIMLI ÇELİĞİN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜ
Erciyes Üniversitesi Fen Bilimleri Enstitüsü Dergisi 25 (1-2) 262-271 (2009) http://fbe.erciyes.edu.tr/ ISSN 1012-2354 SERTLEŞTİRİLMİŞ 30MnVS6 MİKROALAŞIMLI ÇELİĞİN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜ
DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması
 170 DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması Hasan Basri ULAŞ a, Fürğan MİHMAT b, Halil DEMİR c a Gazi Üniversitesi, Teknik Eğitim Fakültesi, Beşevler,
170 DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması Hasan Basri ULAŞ a, Fürğan MİHMAT b, Halil DEMİR c a Gazi Üniversitesi, Teknik Eğitim Fakültesi, Beşevler,
Ç 5140 Çeliğinin Mekanik Özelliklerinin Takım Aşınması ve Kesme Kuvvetlerine Etkisinin İncelenmesi
 Politeknik Dergisi Cilt:15 Sayı: 1 s. 29-34, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 29-34, 2012 Ç 5140 Çeliğinin Mekanik Özelliklerinin Takım Aşınması ve Kuvvetlerine Etkisinin İncelenmesi Gültekin
Politeknik Dergisi Cilt:15 Sayı: 1 s. 29-34, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 29-34, 2012 Ç 5140 Çeliğinin Mekanik Özelliklerinin Takım Aşınması ve Kuvvetlerine Etkisinin İncelenmesi Gültekin
AISI 01 SOĞUK İŞ TAKIM ÇELİĞİNİN İŞLENEBİLİRLİĞİNİN KESME KUVVETLERİ VE YÜZEY PÜRÜZLÜLÜĞÜ AÇISINDAN ARAŞTIRILMASI ÖZET
 ISSN:1306-3111 e-journal of New World Sciences Academy 2009, Volume: 4, Number: 3, Article Number: 1A0031 ENGINEERING SCIENCES Received: November 2008 Accepted: June 2009 Series : 1A ISSN : 1308-7231 2009
ISSN:1306-3111 e-journal of New World Sciences Academy 2009, Volume: 4, Number: 3, Article Number: 1A0031 ENGINEERING SCIENCES Received: November 2008 Accepted: June 2009 Series : 1A ISSN : 1308-7231 2009
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
ÖZGEÇMİŞ VE ESERLER LİSTESİ
 ÖZGEÇMİŞ VE ESERLER LİSTESİ ÖZGEÇMİŞ Adı Soyadı: Mehmet ÜNAL Doğum Tarihi: 02. 01. 1962 Öğrenim Durumu: Doktora Derece Bölüm/Program Üniversite Yıl Lisans Metal Eğitimi/Döküm Öğretmenliği Gazi Üniversitesi
ÖZGEÇMİŞ VE ESERLER LİSTESİ ÖZGEÇMİŞ Adı Soyadı: Mehmet ÜNAL Doğum Tarihi: 02. 01. 1962 Öğrenim Durumu: Doktora Derece Bölüm/Program Üniversite Yıl Lisans Metal Eğitimi/Döküm Öğretmenliği Gazi Üniversitesi
KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH OPERATIONS OF DUCTILE IRON
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 9, Karabük, Türkiye KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 9, Karabük, Türkiye KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN SON BİTİRME OPERASYONLARININ ANALİZİ ÜZERİNE BİR ÇALIŞMA A STUDY ON ANALYSIS OF FINISH
KESİCİ TAKIM AŞINMASI VE İŞ MALZEMESİ MEKANİK ÖZELLİKLERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERİNE ETKİSİ
 KESİCİ TAKIM AŞINMASI VE İŞ MALZEMESİ MEKANİK ÖZELLİKLERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERİNE ETKİSİ Yusuf ÖZÇATALBAŞ G.Ü. Teknik Eğitim Fakültesi, Metal Eğt. Böl., 06500, Beşevler-ANKARA/TÜRKİYE
KESİCİ TAKIM AŞINMASI VE İŞ MALZEMESİ MEKANİK ÖZELLİKLERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE KESME KUVVETLERİNE ETKİSİ Yusuf ÖZÇATALBAŞ G.Ü. Teknik Eğitim Fakültesi, Metal Eğt. Böl., 06500, Beşevler-ANKARA/TÜRKİYE
The Influence of Cutting Parameters on Surface Roughness and Tool Wear In Milling of AISI D2 Cold Work Tool Steels of Different Hardness
 Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Politeknik Dergisi Cilt:15 Sayı: 1 s. 9-14, 2012 Journal of Polytechnic Vol: 15 No: 1 pp. 9-14, 2012 Farklı Sertlikteki AISI D2 Soğuk İş Takım Çeliğinin Frezeleme İşleminde Kesme Parametrelerinin Yüzey
Al-Cu Alaşımlarında Porozite ve Mikroyapının Yaşlandırma Üzerine Etkisi
 Al-Cu Alaşımlarında Porozite ve Mikroyapının Yaşlandırma Üzerine Etkisi 1 Muhammet ULUDAĞ, 1 Muhammed Raşit ERYILMAZ, 1 Serdar ÇELEBİ ve * 2 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
Al-Cu Alaşımlarında Porozite ve Mikroyapının Yaşlandırma Üzerine Etkisi 1 Muhammet ULUDAĞ, 1 Muhammed Raşit ERYILMAZ, 1 Serdar ÇELEBİ ve * 2 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
Politeknik Dergisi, 2017; 20 (1) : Journal of Polytechnic, 2017; 20 (1) : 43-49
 : Journal of Polytechnic, 2017; 20 (1) : 43-49") Politeknik Dergisi, 2017; 20 (1) : 43-49 Journal of Polytechnic, 2017; 20 (1) : 43-49 AISI 304 ve AISI 316 Östenitik Paslanmaz Çeliklerin İşlenebilirliğinin Değerlendirilmesi Nursel ALTAN ÖZBEK 1, Adem
Politeknik Dergisi, 2017; 20 (1) : 43-49 Journal of Polytechnic, 2017; 20 (1) : 43-49 AISI 304 ve AISI 316 Östenitik Paslanmaz Çeliklerin İşlenebilirliğinin Değerlendirilmesi Nursel ALTAN ÖZBEK 1, Adem
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
AISI 304 östenitik paslanmaz çeliklerde kesme parametrelerine bağlı olarak yüzey pürüzlülüklerinin araştırılması
 BAÜ FBE Dergisi Cilt:10, Sayı:2, 3-12 Aralık 2008 AISI 304 östenitik paslanmaz çeliklerde kesme parametrelerine bağlı olarak yüzey pürüzlülüklerinin araştırılması Özgür TEKASLAN 1*, Nedim GERGER 2, Ulvi
BAÜ FBE Dergisi Cilt:10, Sayı:2, 3-12 Aralık 2008 AISI 304 östenitik paslanmaz çeliklerde kesme parametrelerine bağlı olarak yüzey pürüzlülüklerinin araştırılması Özgür TEKASLAN 1*, Nedim GERGER 2, Ulvi
KAPLAMASIZ SEMENTİT KARBÜR KESİCİ TAKIM VE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN DENEYSEL OLARAK İNCELENMESİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 1 : 59-64
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 1 : 59-64
ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA İŞLEMİNDE TAKIM PERFORMANSININ İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 4, 739-744, 27 Vol 22, No 4, 739-744, 27 ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 4, 739-744, 27 Vol 22, No 4, 739-744, 27 ÖSTEMPERLENMİŞ KÜRESEL GRAFİTLİ DÖKME DEMİRİN SİNTERLENMİŞ KARBÜR KESİCİ TAKIM İLE TORNALAMA
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi
 7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi Tugay DİŞBUDAK*, Sadri ŞENSOY Bülent Ecevit Üniversitesi, Mühendislik Fakültesi, Makine Mühendisliği
7075 Alüminyum Alaşımının Tornalamasında Kesme Parametrelerinin Yüzey Pürüzlülüğüne Etkilerinin Analizi Tugay DİŞBUDAK*, Sadri ŞENSOY Bülent Ecevit Üniversitesi, Mühendislik Fakültesi, Makine Mühendisliği
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İNFİLTRASYON YÖNTEMİYLE ÜRETİLMİŞ AL MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN İŞLENEBİLİRLİĞİNİN ASIL KESME KUVVETLERİ AÇISINDAN DEĞERLENDİRİLMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11 12 Kasım 2010 - Balıkesir İNFİLTRASYON YÖNTEMİYLE ÜRETİLMİŞ AL MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN İŞLENEBİLİRLİĞİNİN ASIL KESME KUVVETLERİ AÇISINDAN DEĞERLENDİRİLMESİ
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11 12 Kasım 2010 - Balıkesir İNFİLTRASYON YÖNTEMİYLE ÜRETİLMİŞ AL MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN İŞLENEBİLİRLİĞİNİN ASIL KESME KUVVETLERİ AÇISINDAN DEĞERLENDİRİLMESİ
Ç1040 VE 11SMnPb37 ÇELİKLERİNİN İŞLENMESİNDE YÜZEY PÜRÜZLÜLÜĞÜ VE ÜRETİM MALİYETİNİN DENEYSEL OLARAK İNCELENMESİ
 ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 2, Article Number: 2A0050 Nurullah Kıratlı 1 TECHNOLOGICAL APPLIED SCIENCES Abdulbaki Ulusoy 2 Received: September 2009 Hakan
ISSN:1306-3111 e-journal of New World Sciences Academy 2010, Volume: 5, Number: 2, Article Number: 2A0050 Nurullah Kıratlı 1 TECHNOLOGICAL APPLIED SCIENCES Abdulbaki Ulusoy 2 Received: September 2009 Hakan
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI AN INVESTIGATION
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI AN INVESTIGATION
Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE CAST IRON
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 29, 358-366, 2011 Research Article / AraĢtırma Makalesi EFFECT OF WIPER CUTTING TOOL GEOMETRY ON MACHINING OF DUCTILE
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
INVESTIGATING THE EFFECTS OF PROCESSING PARAMETERS OVER THE BUILT-UP LAYER AND BUILT-UP EDGE FORMATION WITH SEM DURING THE PROCESSION OF AA2014 ALLOY
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AA2014 ALAŞIMININ İŞLENMESİ SIRASINDA İŞLEME PARAMETRELERİNİN YIĞINTI KATMAN VE YIĞINTI TALAŞ OLUŞUMU ÜZERİNDEKİ
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AA2014 ALAŞIMININ İŞLENMESİ SIRASINDA İŞLEME PARAMETRELERİNİN YIĞINTI KATMAN VE YIĞINTI TALAŞ OLUŞUMU ÜZERİNDEKİ
VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI AN EXPERIMENTAL INVESTIGATION
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye VERMİKÜLER GRAFİTLİ DÖKME DEMİRİN İŞLENEBİLİRLİĞİNİN DENEYSEL OLARAK ARAŞTIRILMASI AN EXPERIMENTAL INVESTIGATION
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
CNC TORNA TEZGAHINDA AISI 304 ÇELİKLERİN İŞLENEMESİNDE OPTİMUM YÜZEY PÜRÜZLÜLÜĞÜNÜ SAĞLAYACAK KESME PARAMETRELERİNİN TESPİTİ
 CNC TORNA TEZGAHINDA AISI 304 ÇELİKLERİN İŞLENEMESİNDE OPTİMUM YÜZEY PÜRÜZLÜLÜĞÜNÜ SAĞLAYACAK KESME PARAMETRELERİNİN TESPİTİ Özgür TEKASLAN * & Nedim GERGER ** & Ulvi ŞEKER *** * Kara Harp Okulu, Teknik
CNC TORNA TEZGAHINDA AISI 304 ÇELİKLERİN İŞLENEMESİNDE OPTİMUM YÜZEY PÜRÜZLÜLÜĞÜNÜ SAĞLAYACAK KESME PARAMETRELERİNİN TESPİTİ Özgür TEKASLAN * & Nedim GERGER ** & Ulvi ŞEKER *** * Kara Harp Okulu, Teknik
İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:
 İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:2147-3455 ORTA KARBONLU AISI1040 İMALAT ÇELİĞİNE UYGULANAN SICAK DÖVME İŞLEMİNİN MALZEMENİN MEKANİK ÖZELLİKLERİNE ETKİSİ Gültekin
İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:2147-3455 ORTA KARBONLU AISI1040 İMALAT ÇELİĞİNE UYGULANAN SICAK DÖVME İŞLEMİNİN MALZEMENİN MEKANİK ÖZELLİKLERİNE ETKİSİ Gültekin
Al-SiCp MMK LERDE PARTİKÜL TAKVİYE ORANININ MEKANİK ÖZELLİKLERE VE İŞLENEBİLİRLİĞİNE ETKİSİNİN ARAŞTIRILMASI
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 26 : 2 : 3 : 33-32
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 26 : 2 : 3 : 33-32
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
İki Farklı Metodla Üretilen Çelik Boru Profillerin Mikroyapı Ve Mekanik Özelliklerinin İncelenmesi
 2017 Published in 5th International Symposium on Innovative Technologies in Engineering and Science 29-30 September 2017 (ISITES2017 Baku - Azerbaijan) İki Farklı Metodla Üretilen Çelik Boru Profillerin
2017 Published in 5th International Symposium on Innovative Technologies in Engineering and Science 29-30 September 2017 (ISITES2017 Baku - Azerbaijan) İki Farklı Metodla Üretilen Çelik Boru Profillerin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 2, 293-298, 2010 Vol 25, No 2, 293-298, 2010 INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 2, 293-298, 2010 Vol 25, No 2, 293-298, 2010 INCONEL 718 İN DELİNMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜ VE TALAŞ OLUŞUMU
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ ÖZET ABSTRACT
 AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ
 TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ") 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye YÜKSEK ALAŞIMLI BEYAZ DÖKME DEMİRLERİN (Nİ-HARD) TORNALANMASINDA KESME KUVVETİNİN MODELLENMESİ Emre Yücel a, Mustafa Günay b a * Düzce
Al-7Si-0,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi
 Al-7Si-,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi 1 Muhammet ULUDAĞ, 1 Remzi ÇETİN, * 2 Lokman GEMİ, 1 Osman AYDOĞUŞ, 1 Kerim ÇAM, ** 3 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
Al-7Si-,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi 1 Muhammet ULUDAĞ, 1 Remzi ÇETİN, * 2 Lokman GEMİ, 1 Osman AYDOĞUŞ, 1 Kerim ÇAM, ** 3 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
DİŞLİ ÇARK ÜRETİMİNDE KESİCİ TAKIM PERFORMANSININ DEĞERLENDİRİLMESİ EVALUATION OF CUTTING TOOL PERFORMANCE IN GEAR MANUFACTURING
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 29, Karabük, Türkiye DİŞLİ ÇARK ÜRETİMİNDE KESİCİ TAKIM PERFORMANSININ DEĞERLENDİRİLMESİ EVALUATION OF CUTTING TOOL PERFORMANCE IN GEAR
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 3-5 Mayıs 29, Karabük, Türkiye DİŞLİ ÇARK ÜRETİMİNDE KESİCİ TAKIM PERFORMANSININ DEĞERLENDİRİLMESİ EVALUATION OF CUTTING TOOL PERFORMANCE IN GEAR
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
INCONEL 718 SÜPER ALAŞIMININ İŞLENMESİNDE KESME PARAMETERELERİNİN KESME KUVVETİ ÜZERİNDEKİ ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 1, 1-5, 2007 Vol 22, No 1, 1-5, 2007 INCONEL 718 SÜPER ALAŞIMININ İŞLENMESİNDE KESME PARAMETERELERİNİN KESME KUVVETİ ÜZERİNDEKİ
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 1, 1-5, 2007 Vol 22, No 1, 1-5, 2007 INCONEL 718 SÜPER ALAŞIMININ İŞLENMESİNDE KESME PARAMETERELERİNİN KESME KUVVETİ ÜZERİNDEKİ
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences Al-Si ALAŞIMLARINDA Si MORFOLOJİSİNİN İŞLENEBİLİRLİĞE ETKİSİ THE EFFECT OF Si MORPHOLOGY ON MACHINABILITY
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences Al-Si ALAŞIMLARINDA Si MORFOLOJİSİNİN İŞLENEBİLİRLİĞE ETKİSİ THE EFFECT OF Si MORPHOLOGY ON MACHINABILITY
AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi
 Cilt: 6, 1, 51-59 3-9 Haziran 2015 AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi Ahmet YARDIMEDEN *, Abdullah TURAN Dicle Üniversitesi, Makine Mühendisliği Bölümü, 21280,
Cilt: 6, 1, 51-59 3-9 Haziran 2015 AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi Ahmet YARDIMEDEN *, Abdullah TURAN Dicle Üniversitesi, Makine Mühendisliği Bölümü, 21280,
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ. Koray TURBALIOĞLU
 İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI
 ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI THE EFFECT OF CUTTING PARAMETERS ON CHIP SHAPE IN TEMPERED
ISLAH ÇELİĞİNİN FARKLI KESİCİ TAKIMLARLA İŞLENMESİNDE KESME PARAMETRELERİNİN TALAŞ ŞEKİLLERİ ÜZERİNE ETKİSİ VE TALAŞ ŞEKİLLERİNİN SINIFLANDIRILMASI THE EFFECT OF CUTTING PARAMETERS ON CHIP SHAPE IN TEMPERED
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU
 15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
15-5 PH PASLANMAZ ÇELİĞİN TORNALANMASINDA KESME KUVVETİNİN TAGUCHİ METODU İLE OPTİMİZASYONU Turgay KIVAK a ve Şerif ÇETİN b a Düzce Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü, Düzce/TÜRKİYE,
ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI
 ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI Seracettin Akdı Aydınlar Yedek Parça San. ve Tic. A.Ş. Ar-Ge Merkezi Gamze Küçükyağlıoğlu Aydınlar Yedek
ALÜMİNYUM T6 ISIL İŞLEMİ İÇİN GELİŞTİRİLEN SEPET TASARIMI İLE ZAMAN VE ENERJİ TASARRUFU SAĞLANMASI Seracettin Akdı Aydınlar Yedek Parça San. ve Tic. A.Ş. Ar-Ge Merkezi Gamze Küçükyağlıoğlu Aydınlar Yedek
DÖKÜM KALĐTESĐNĐN SIKIŞTIRMA DÖKÜM YÖNTEMĐ ĐLE YÜKSELTĐLMESĐ
 DÖKÜM KALĐTESĐNĐN SIKIŞTIRMA DÖKÜM YÖNTEMĐ ĐLE YÜKSELTĐLMESĐ Hakan ERTURAN * Mahmut A. SAVAŞ * Sabri ALTINTAŞ* Boğaziçi Üniversitesi, Mak. Müh. Böl. ÖZET Bu makalede monotektik alaşımların mekanik özelliklerine
DÖKÜM KALĐTESĐNĐN SIKIŞTIRMA DÖKÜM YÖNTEMĐ ĐLE YÜKSELTĐLMESĐ Hakan ERTURAN * Mahmut A. SAVAŞ * Sabri ALTINTAŞ* Boğaziçi Üniversitesi, Mak. Müh. Böl. ÖZET Bu makalede monotektik alaşımların mekanik özelliklerine
TORNALAMA İŞLEMİNDE KESİCİ UÇ TUTTURMA YÖNTEMİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİLERİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMA İŞLEMİNDE KESİCİ UÇ TUTTURMA YÖNTEMİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİLERİNİN İNCELENMESİ Nergizhan KAVAK a, *, Ulvi ŞEKER b, Erhan
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMA İŞLEMİNDE KESİCİ UÇ TUTTURMA YÖNTEMİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİLERİNİN İNCELENMESİ Nergizhan KAVAK a, *, Ulvi ŞEKER b, Erhan
Öğrenim Durumu. Verdiği Dersler. İdari Görevler
 Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA KESİCİ UÇ ETKİSİNİN TAGUCHI YÖNTEMİ İLE ANALİZİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 2, 363-372, 2013 Vol 28, No 2, 363-372, 2013 AISI 316Ti PASLANMAZ ÇELİĞİN TORNALANMASINDA
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ ÖZET ABSTRACT
 AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ Nihat PARLAK 1, Latif ÖZLER 2, Mehmet Erbil ÖZCAN 3 1 n.parlak@alparslan.edu.tr Muş Alparslan Üniversitesi, Meslek Yüksek Okulu, Muş
AISI D6 İŞ PARÇASININ TORNALANMASINDA YÜZEY PÜRÜZLÜLÜĞÜNÜN İNCELENMESİ Nihat PARLAK 1, Latif ÖZLER 2, Mehmet Erbil ÖZCAN 3 1 n.parlak@alparslan.edu.tr Muş Alparslan Üniversitesi, Meslek Yüksek Okulu, Muş
ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI
 ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI Can DEMİR*, Elvan B. MENTEŞE*, M.Alper TOGAY* *COMPONENTA DÖKTAŞ., Manisa ÖZET Alüminyum dökümde; artan oranda emniyet parçaların
ALÜMİNYUM DÖKÜMDE MEKANİK ÖZELLİKLERİ ETKİLEYEN PARAMETRELER İÇİN DENEY TASARIMI Can DEMİR*, Elvan B. MENTEŞE*, M.Alper TOGAY* *COMPONENTA DÖKTAŞ., Manisa ÖZET Alüminyum dökümde; artan oranda emniyet parçaların
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN VE MÜHENDİSLİK DERGİSİ Cilt: 15 Sayı: 3 sh Ocak 2013
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN VE MÜHENDİSLİK DERGİSİ Cilt: 15 Sayı: 3 sh. 45-52 Ocak 2013 TiC KAPLAMALI TAKIMLA İŞLENEN AISI 303 VE AISI 410 PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİK ÖZELLİKLERİNİN DEĞERLENDİRİLMESİ
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN VE MÜHENDİSLİK DERGİSİ Cilt: 15 Sayı: 3 sh. 45-52 Ocak 2013 TiC KAPLAMALI TAKIMLA İŞLENEN AISI 303 VE AISI 410 PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİK ÖZELLİKLERİNİN DEĞERLENDİRİLMESİ
Al-5005 in DELİNMESİNDE DELME PARAMETRELERİNİN ÇAPAK OLUŞUMUNA ETKİSİNİN ARAŞTIRILMASI
 . Ulusal Tasarım İmalat ve Analiz Kongresi - Kasım - Balıkesir Al-55 in DELİNMESİNDE DELME PARAMETRELERİNİN ÇAPAK OLUŞUMUNA ETKİSİNİN ARAŞTIRILMASI Erkan Bahçe*, Erol Kılıçkap**, Cihan ÖZEL*** *ebahce@inonu.edu.trinönü
. Ulusal Tasarım İmalat ve Analiz Kongresi - Kasım - Balıkesir Al-55 in DELİNMESİNDE DELME PARAMETRELERİNİN ÇAPAK OLUŞUMUNA ETKİSİNİN ARAŞTIRILMASI Erkan Bahçe*, Erol Kılıçkap**, Cihan ÖZEL*** *ebahce@inonu.edu.trinönü