TALAŞLI İMALAT. Talaş Kaldırma Yöntemlerinin Sınıflandırılması. 1-) Geleneksek Talaşlı İmalat. 1a-) Tornalama ve İlişkili Operasyonlar
|
|
|
- Ayla Zorlu
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ÖNSÖZ Bu çalışma Talaşlı İmalat Teorisiyle ilgili genel bilgiler içermekte olup, Mikell P. GROOVER 'ın "Fundamentals of Modern Manufacturing" isimli kitabının "Theory of Metal Machining" isimli 21. bölümünün çevirisidir. Çeviride bazı hatalar bulunabilir. 1

2 TALAŞLI İMALAT Talaş kaldırma yöntemleri, nihai parça geometrisini elde etmek için bir başlangıç iş parçası üzerinden fazla malzemenin kaldırılması operasyonlarını içeren şekillendirme grubudur. Bu grubun en önemli dalı, istenen geometriyi elde etmek için malzemenin mekanik olarak kesilmesinde kesici takımların kullanıldığı geleneksel talaşlı imalattır. Üç temel geleneksel talaşlı imalat yöntemi vardır. Bunlar; tornalama, matkap ile delik delme ve frezelemedir. Diğer talaşlı imalat operasyonları testere ile kesme, planyalama, broşlamadır. Aşındırıcı yöntemlerde, sert ve aşındırıcı parçacıkların mekanik olarak iş parçasına etki etmesiyle malzeme kaldırılır. Aşındırıcı talaş kaldırma yöntemleri; taşlama, honlama, lebleme ve parlatma yöntemlerinden oluşur. Geleneksel olmayan yöntemlerde ise malzeme kaldırmak için, kesici takım ve aşındırıcı parçacıklar yerine enerjinin çeşitli formları kullanılır. Bu formlar; mekanik, elektrokimyasal, termal ve kimyasal olabilir. Talaş Kaldırma Yöntemlerinin Sınıflandırılması 1-) Geleneksek Talaşlı İmalat 1a-) Tornalama ve İlişkili Operasyonlar 1b-) Matkap ile Delme ve İlişkili Operasyonlar 1c-) Frezeleme 1d-) Diğer Talaşlı İmalat Operasyonları 2-) Aşındırıcı Yöntemler 2a-) Taşlama Operasyonları 2b-) Diğer Aşındırıcı Operasyonlar 3-) Geleneksel Olmayan Yöntemler 3a-) Mekanik Enerji Yöntemleri 3b-) Elektrokimyasal Yöntemler 3c-) Termal Enerji Yöntemleri 3d-) Kimyasal Yöntemler 2

3 Talaşlı imalat, istenilen parça şeklini elde etmek için iş parçası üzerinden kesici takım vasıtasıyla istenilmeyen malzeme kısmının uzaklaştırıldığı bir imalat yöntemidir. Talaşlı imalatta etkin olan kesme işlemi, talaş oluşturmak için iş parçasında kayma deformasyonunu gerektirir. Böylece talaş kaldırılırken yeni yüzey ortaya çıkar. Talaşlı imalat metal şekillendirmede sıklıkla kullanılır. Yöntem aşağıdaki şekilde tasvir edilmektedir. a-) Talaş oluşumunun kesit görünüşü, pozitif talaş açılı kesici takım, b-) Negatif talaş açılı kesici takım Talaşlı imalatı önemli kılan birkaç neden aşağıdaki gibi sıralanabilir. * İş parçası malzemesinin çeşitliliği. Talaşlı imalat yönteminde birçok farklı iş parçası malzemesi kullanılabilir. Genel olarak tüm katı metaller işlenebilir. Bunun yanında plastikler ve plastik esaslı kompozitler işlenebilir. Seramikler, yüksek sertliklerinden ve gevrekliklerinden dolayı problem oluşturabilirler. Ancak aşındırıcı talaş kaldırma yöntemleri ile başarılı bir şekilde işlenebilirler. * Parça şeklinin çeşitliliği. Talaşlı imalat ile düzlemler, dairesel delikler ve silindirik kesitler gibi düzgün şekilli parçalar rahatlıkla elde edilebilir. Bunun yanında kesici takım şeklindeki ve takım yolundaki çeşitliliklerle, vida dişi ve T-kanal gibi düzgün şekilli olmayan parça geometrileri oluşturulabilir. Ayrıca birden fazla işleme operasyonunun arda arda uygulanmasıyla birçok çeşit ve zorluktaki şekiller elde edilebilir. * Boyutsal hassasiyet. Talaşlı imalat ile çok dar toleranslı ölçüler elde edilebilir. Bazı talaşlı imalat yöntemleri ile, diğer imalat yöntemlerinden daha hassas olan ± 0,025 toleransındaki ölçüler elde edilebilir. * İyi yüzey kalitesi. Talaşlı imalat ile çok iyi yüzey kalitesi elde edilebilir. Talaşlı imalat yöntemleri ile yüzey pürüzlülüğünü 0,4 mikronun altına indirmek mümkündür. Bazı aşındırıcı talaş kaldırma yöntemleri ile daha iyi değerler elde etmek mümkündür. 3
 Talaş oluşumunun kesit görünüşü, pozitif talaş açılı kesici takım, b-) Negatif talaş açılı kesici takım Talaşlı imalatı önemli kılan birkaç neden aşağıdaki gibi sıralanabilir.")
4 Diğer yandan, talaşlı imalatı ve diğer talaş kaldırma yöntemlerinin olumsuz yönleri de vardır. * İş parçası malzemesinin israf edilmesi. Talaşlı imalat ile doğal olarak iş parçası malzemesi, oluşturulan talaşlar nedeniyle israf edilir. Bu talaşlar geri döüştürülebilir olmasına rağmen her bir operasyon için israfa neden olurlar. * İşleme süresi. Talaşlı imalat operasyonları genellikle verilen parça şekli için, dövme ve döküm gibi alternatif yöntemlere göre daha fazla üretim süresi gerektirirler. Talaşlı İmalat Teknolojisi Talaşlı imalat birçok farklı operasyonlardan meydana gelir. Temel özelliği, kesici takım kullanarak iş parçası üzerinden talaş kaldırılmasıdır. Bu operasyonu gerçekleştirmek için takım ile iş parçası arasında izafi bir hareket oluşturmak gerekir. Bu izafi hareket birçok talaşlı imalat yönteminde kesme hızı olarak adlandırılan birincil hareket ve ilerleme olarak adlandırılan ikincil hareketle sağlanır. Bu iki hareketle ve kesici takımın şekliyle istenilen parça geometrisi oluşturulur. Tornalama, delik delme ve frezeleme üç genel talaşlı imalat yöntemidir. Tornalama yönteminde, silindirik şekil oluşturmak için tek kesme kenarlı kesici takımla dönmekte olan iş parçası üzerinden talaş kaldırılır. Tornalamada birincil hareket dönmekte olan iş parçası tarafından, ikincil hareket ise iş parçasının dönme eksenine paralel doğrultuda yavaşça hareket eden kesici takım tarafından sağlanır. Matkap ile delik delme yöntemi yuvarlak kesitli bir delik oluşturmak için kullanılır. Bu operasyon genellikle iki kesme kenarlı dönmekte olan kesici takım ile sağlanır. Kesici takım, dönme ekseni doğrultusunda, iş parçasına doğru hareket ettirilerek dairesel kesitli bir delik oluşturulur. Frezleme yönteminde, birden çok kesici kenarı bulunan dönmekte olan takım, iş parçası üzerinde hareket ettirilerek, düzlem oluşturur. İlerleme hareketinin doğrultusu kesici takımın dönme eksenine diktir. Birincil hareket olan kesme hızı dönmekte olan tarama kafası ile sağlanır. Frezlemenin iki temel çeşiti vardır. Bunlar; yüzey frezeleme ve yanal frezelemedir. 4

5 Şekil: Üç temel talaşlı imalat yöntemi: (a) tornalama, (b) matkap ile delik delme ve iki farklı frezeleme yöntemi: (c) yanal frezeleme ve (d) yüzey frezeleme Kesici Takım Kesici takım, iş parçası malzemesinden daha sert olan bir malzemeden yapılır ve bir veya daha fazla kesici kenara sahip olabilir. Kesme kenarı, iş parçası üzerinden talaşın ayrılmasını sağlayan kısımdır. Kesme kenarı ile bağlantılı olan iki yüzey bulunur. Bunlar; talaş yüzeyi ve serbest yüzeydir. Kesme sonucu oluşan talaşın akışını sağlayan talaş yüzeyi, talaş açısı (α) adı verilen belirli bir açıyla konumlandırılır. Talaş açısı iş parçası yüzeyine dik olan düzlem referans alınarak ölçülür. Talaş açısı negatif veya pozitif olabilir. Takımın serbest yüzeyi yeni oluşturulan iş parçası yüzeyi ile takım arasında bir boşluk sağlar. Böylece, yeni parça yüzeyi, yüzey kalitesini bozan abrazif aşınmaya karşı korunmuş olur. Serbest yüzey, serbest yüzey açısı adı verilen bir açıyla konumlandırılır. 5
 adı verilen belirli bir açıyla konumlandırılır. Talaş açısı iş parçası yüzeyine dik olan düzlem referans alınarak ölçülür.")
6 Şekil: (a) Tek kesici kenarlı takım, (b) çoklu kesici kenarlı takım. Pratikte birçok kesici takım daha karmaşık geometrilere sahiptir. Temelde iki çeşit kesici tipi vardır. Bunlar; tek kesici kenarlı takımlar ve çoklu kesici kenarlı takımlardır. Tek kesici kenarlı takım, bir kesme kenarına sahiptir ve tornalama gibi operasyonlarda kullanılır. Takım ucu genellikle, takım uç yarıçapı adı verilen bir yarıçapla yuvarlatılır. Çoklu kesici kenarlı takımlar delik delme ve frezeleme operasyonlarında kullanılır. Kesme Koşulları Talaşlı imalat operasyonu gerçekleştirebilmek için, takım ile iş parçası arasında izafi bir hareket gereklidir. Birincil hareket belirli bir kesme hızı (v) ile gerçekleştirilir. Bunun yanında takım iş parçası üzerinde hareket ettirilmelidir. Daha yavaş olan bu ikincil hareket ilerleme(f) olarak adlandırılır. İş parçasının ilk yüzeyi ile kesme işlemi sonrası elde edilen yüzey arasında kalan mesafe paso (d) olarak adlandırılır. Kesme hızı, ilerleme ve paso kesme koşulları olarak adlandırılır. Bu değerler kullanılarak, birçok operasyon için (örneğin tornalama) talaş kaldırma oranı (Q) hesaplanabilir. Q = vfd Talaş kaldırma oranının birimi mm 3 /s, kesme hızının birimi m/s, ilerleme'nin birimi mm ve paso'nun birimi mm 'dir. Tornalamada ilerleme mm/dev olarak ifade edilir. 6
 ile gerçekleştirilir.")
7 Şekil: Tornalama operasyonu için kesme hızı, ilerleme ve paso. Talaşlı imalat operasyonları genellikle iki katagoriye ayrılır. Bunlar; kaba işleme ve ince işlemedir. Kaba pasolar ile, elde edilmek istenen forma yakın şekli elde etmek için iş parçası üzerinden mümkün olduğunca fazla malzeme kaldırılır. Ancak bir miktar malzeme ince işleme için bırakılır. İstenilen ölçü toleranslarını ve yüzey kalitesini elde etmek için ince pasolar kullanılır. Kaba işleme operasyonları yüksek paso ve ilerlemelerle gerçekleştirilir. İnce işleme operasyonları ise düşük paso ve ilerlemeler kullanılarak gerçekleştirilir. Kesme hızları ise kaba işlemede ince işlemeye göre daha düşüktür. Talaşlı imalat operasyonlarında, kesici takımı soğutmak ve yağlama sağlamak için kesme akışkanı kullanılır. Kesme akışkanının kullanılıp kullanılmayacağı, eğer kullanılacaksa uygun kesme sıvısının seçilmesi kesme koşullarının durumuna bağlıdır. Takım Tezgahları Bir takım tezgahının sağlaması gereken temel özellikler şunlardır; iş parçasının sabitlenebilmesi, takımın parça üzerinde konumlandırılabilmesi ve talaş kaldırma işleminin gerçekleştirilebilmesi için ayarlanan kesme hızı, ilerleme ve paso değerlerinde gerekli gücü sağlamasıdır. Temel işleme yöntemi olan tornalama için torna tezgahı, delik delme için matkap tezgahı ve freleme için freze tezgahı kullanılır. Klasik takım tezgahları; takımları değiştiren, iş parçasını aparata bağlayan ve kesme koşullarını ayarlayan operatörler tarafından kumanda edilir. Birçok modern takım tezgahı ise çeşitli operasyonları ard arda otomatik olarak gerçekleştiren bilgisayarlı sayısal kontrol (CNC) üniteli olarak tasarlanmıştır. 7

8 TALAŞLI İMALATTA TALAŞ OLUŞUMU TEORİSİ Birçok talaşlı imalat operasyonunda sekiller karmaşıktır. Ancak talaşlı imalatın basitleştirilmiş bir modeli, talaş oluşumunun mekaniğini tanımlamak için mevcuttur. Bu model ortogonal kesme modeli olarak adlandırılır. Gerçek bir talaşlı imalat operasyonu üç boyutlu olmasına rağmen, ortogonal kesme modeli sadece iki boyutludur. Bu model analizde oldukça önemli bir rol oynar. Ortogonal Kesme Modeli Ortogonal kesmede, kesici takımın kesme kenarı kesme hızının doğrultusuna diktir. Takım malzemeye doğru hareket ettirildikçe, kayma düzlemi adı verilen düzlem üzerinde oluşan kayma deformasyonuyla talaş oluşur. Kayma düzlemi ile iş parçası yüzeyi arasında kalan açı kayma düzlemi açısı (Φ) olarak adlandırılır. Talaşlı imalatta mekanik enerjinin büyük bir kısmı plastik deformasyonun meydana geldiği kayma düzlemi üzerinde harcanır. Ortogonal kesmede takım iki açıyla tanımlanır. Bunlar; talaş açısı ve serbest yüzey açısıdır. Şekil: Ortogonal kesme: (a) üç boyutlu durum ve (b) iki boyutlu duruma indirgeme. Kesme derinliği (t o ) ile talaş kalınlığı (t c ) oranına talaş oranı (r) denir. r = t 0 /t c Talaş kalınlığı kesme derinliğinden daima büyük olduğu için kesme oranı daima 1 'den büyüktür. Ortogonal kesmede w ile gösterilen genişlik analize çok fazla etki etmez. 8

9 Ortogonal kesme geometrisi ile talaş oranı, talaş açısı ve kayma düzlemi açısı arasında önemli bir ilişki kurulabilir. Burada l s kayma düzlemi uzunluğu olsun. Bu durumda; t 0 = l s sinφ ve t c = l s cos(φ-α) r = (l s sinφ)/(l s cos(φ-α)) = (sinφ)/cos(φ-α) tanφ = (rcosα)/(1-rsinα) Kayma düzlemi üzerindeki kayma birim şekil değişimi aşağıdaki şekil incelenerek bulunabilir. Yukarıdaki şekilde talaş oluşumu, birbiri ardına kayan plakalarla modellenmiştir. Buradaki her plakada kayma birim şekil değişimi oluşmaktadır. Bu eşitlik aşağıdaki forma dönüştürülebilir. Gerçek Talaş Oluşumu γ = AC/BD = (AD+DC)/BD γ = tan(φ-α) + cotφ Gerçek bir talaşlı imalat işlemi ile ortogonal kesme modeli arasında farklılıklar vardır. Bunlardan ilki, kayma deformasyonunun bir düzlem boyunca değil bir bölge içerisinde gerçekleşmesidir. Kayma bir düzlem üzerinde gerçekleşseydi, kayma olayı düzlem üzerinde sonlu bir zaman dilimi 9
/BD γ = tan(φ-α) + cotφ Gerçek bir talaşlı imalat işlemi ile ortogonal kesme modeli arasında farklılıklar vardır.")
10 içinde değil hemen gerçekleşirdi. Gerçek bir malzeme için kayma deformasyonu ince bir kayma bölgesi içerisinde meydana gelir. Talaşlı imalatta meydana gelen kayma deformasyonunun daha gerçekçi bir modeli aşağıdaki şekilde gösterilmektedir. Talaşlı imalat deneyleri, kayma bölgesinin kalınlığının sadece bir inç'in binde biri seviyesinde veya biraz daha fazla olduğunu göstermektedir. Kayma bölgesininin kalınlığının çok küçük olması nedeniyle bu bölgeyi bir düzlem olarak kabul etmek çok fazla hataya neden olmamaktadır. Şekil: Talaş oluşumunun gerçekçi kesiti İkinci farklılık, kayma bölgesinde kayma deformasyonunun olması yanında ikinci bir kayma olayı, oluşan talaş ile kesici takım arasında oluşmaktadır. Bu kayma olayı takımın talaş yüzeyi üzerinden kaymakta olan talaş nedeniyle olur. Takım ile talaş arasındaki sürtünme arttıkça bu olayın etkisi de artmaktadır. Üçüncü farklılık ise, talaş tipinin işlenmekte olan malzemeye ve operasyonun kesme koşullarına bağlı olarak değişmesidir. Dört temel talaş tipi tanımlanmıştır. a- Kesintili Talaş: Dökme demir gibi diğer malzemelere göre gevrekliği yüksek malzemeler düşük kesme hızlarında işlendiğinde talaşın bölüm bölüm oluştuğu tiptir. Bu durum işlenmiş malzeme yüzeyinde düzensiz doku oluşmasına neden olur. Takım ile talaş arasında oluşan yüksek sürtünme, ilerleme ve pasonun fazla oluşu talaşın bu şekilde oluşmasına katkı sağlar. b- Sürekli Talaş: Sünek malzemeler yüksek kesme hızlarında ve düşük ilerleme ve pasolarda işlendiğinde uzun sürekli talaş formu oluşur. Bu talaş tipiyle iyi bir yüzey kalitesi elde edilir. Kesme kenarının keskin olması ve talaş ile talaş yüzeyi arasındaki sürtünmenin az olması bu tip 10


11 talaş oluşmasını destekler. Uzun talaş oluşumu, tornalama operasyonunda olduğu gibi talaşın tahliye edilmesi ve talaşın takıma sarılması gibi problemlere neden olur. Bu problemi ortadan kaldırmak için tornalama takımları genellikle talaş kırıcılı olarak donatılırlar. c- Yığma Kenarlı Sürekli Talaş: Sünek malzemeler orta veya düşük kesme hızlarında işlendiğinde takım ile talaş arasındaki sürtünme iş parçası malzemesinin bir kısmının kesme kenarı yakınındaki talaş yüzeyi üzerine bağlanmasına neden olur. Bu oluşuma yığma kenar denir. Yığma kenar oluşumu periyodik olarak devam eder (büyür ve kopar). Birçok durumda yığma kenar oluşumu talaş ile uzaklaştırılır. Bazen, takımın talaş yüzeyinin bir kısmının da aşınmasına neden olur. Bu durum takım ömrünün kısalmasına yol açar. Talaş ile uzaklaştırılamayan yığma kenar parçacıkları yeni oluşturulan yüzey üzerine tutunarak yüzey kalitesini düşürür. d- Testere Dişi Şekilli Talaş: Bu tip talaşlar testere dişi görünümlü olan yarı sürekli talaşlardır. Bu talaş tipi yüksek kayma birim şekil değişiminin ardından düşük kayma birim şekil değişiminin periyodik olarak etkimesiyle oluşur. Bu talaş tipi, talaşlı imalatı zor olan titanyum alaşımları, nikel esaslı süper alaşımlar ve östenitik paslanmaz çelikler gibi metallerin yüksek kesme hızlarında işlenmesinde ortaya çıkar. TALAŞ KALDIRMADA KUVVET İLİŞKİLERİ VE MERCHANT DENKLEMİ Ortogonal kesme modeli esas alınarak birkaç farklı kuvvet tanımlanabilir. Bu kuvvetlerin elde edilmesiyle kayma gerilmesi, sürtünme katsayısı ve diğer bazı ilişkiler tanımlanabilir. Talaş Kaldırmada Kuvvetler Ortogonal kesme modelinde, takım tarafından talaşa uygulanan kuvvetler biribirine dik olan iki bileşene ayrılabilir. Bunlar sürtünme kuvveti ve sürtünme kuvvetine dik olan kuvvetdir (N). Sürtünme kuvveti (F) takımın talaş yüzeyi boyunca akmakta olan talaşın oluşturduğu sürtünme kuvvetidir. Bu iki kuvvet kullanılarak sürtünme katsayısı bulunabilir. 11
. Birçok durumda yığma kenar oluşumu talaş ile uzaklaştırılır.")
12 μ = F/N Sürtünme kuvveti ve bu kuvvete dik olan kuvvet kullanılarak bileşke kuvvet (R) bulunabilir. Bileşke kuvvetin pozisyonu sürtünme açısı adı verilen bir açıyla tanımlanabilir. Sürtünme açısıyla sürütünme katsayısı arasında aşağıdaki ilişki bulunur. μ = tanβ Takım kuvvetlerinin yanı sıra, iş parçası tarafından talaş üzerine etkiyen iki kuvvet vardır. Bunlar kayma kuvveti ve kayma kuvvetine dik olan kuvvettir (F n ). Kayma kuvveti (F s ) kayma düzlemi üzerinde kayma deformasyonu oluşturan kuvvettir. Kayma kuvveti kullanılarak, talaş ile iş parçası arasındaki kayma düzlemi üzerinde etki eden kayma gerilmesi tanımlanabilir. τ = F s /A s Buradaki kayma gerilmesi değeri talaşlı imalat operasyonunun gerçekleşebilmesi için gerekli olan gerilme değeridir. Burada A s kayma düzlemi alanıdır. Kayma düzlemi alanı aşağıdaki denklemle elde edilebilir. A s = (t 0 w)/(sinφ) Kayma kuvveti ve kayma kuvvetine dik olan kuvvetin bileşkesi R' dır. Talaşa etki eden kuvvetlerin dengede olabilmeleri için aynı büyüklükte, karşı yönlerde ve aynı doğrultu üzerinde olmaları gerekir. R = R' Şekil: Talaşlı imalatta oluşan kuvetler ve (b) ölçülebilen kuvvetler Bir talaşlı imalat operasyonunda F, N, F s, F n kuvvetlerinden hiçbiri doğrudan ölçülemez. Çünkü uygulandıkları doğrultular takım geometrisine ve kesme koşullarına göre farklılıklar gösterir. Ancak, bir dinamometre kullanılarak takıma etkiyen iki kuvvet doğrudan ölçülebilir. Bunlar 12


13 kesme kuvveti (F c ) ve kesme kuvvetine dik olarak etkiyen kuvvettir (F t ). Kesme kuvveti kesme hızıyla aynı yöndedir. Ölçülen kuvvet değerleriyle, kuvvet diyagramı kullanılarak diğer kuvvet bileşenleri hesaplanabilir. Şekil: Kuvvet diagramı Kuvvet değerlerinin elde edilmesiyle, kayma gerilmesi ve sürtünme katsayısı hesaplanabilir. Talaş açısının 0 olduğu durum ortogonal kesmde özel bir durumdur. Bu durumda F = F t ve N = F c olur. Böylece bu özel durumda sürütnme kuvveti ve sürütünme kuvvetine dik olan kuvvet dinamometre ile doğrudan ölçülebilir. Merchant Denklemi Metal kesmede önemli bir ilişki Eugene Merchant tarafından elde edilmiştir. Bu ilişki ortogonal kesme modeli esas alınarak elde edilmiştir. Ancak üç boyutlu talaşlı imalat operasyonlarında da 13

14 geçerliliği vardır. Merchant kayma gerilmesini aşağıdaki formda yazarak başlamıştır. Merchant, takımın kesme kenarından başlayan mümkün olan tüm açıların dışında kayma deformasyonunun oluşabilceği bir tek kayma düzlemi açısı vardır. Bu açı, kayma gerilmesinin iş parçası malzemesinin kayma dayanımına eşit olduğundaki açıdır. Diğer mümkün olan tüm kayma açıları için kayma gerilmesi kayma dayanımından daha düşüktür. Bu nedenle diğer açılarda talaş oluşumu meydana gelmez. Böylece iş parçası malzemesi, enerjiyi en düşük seviyeye indiren kayma düzlemi açısını seçmiş olur. Bu açı kayma gerilmesinin kayma düzlem açısına göre türevinin alınıp 0 'a eşitlenmesiyle bulunur. Merchant denklemindeki varsayımlar şunlardır; iş parçası malzemesinin kayma dayanımı sabittir, birim şekil değişimi hızı, sıcaklık ve diğer faktörlerin etkisi yoktur. Gerçek bir talaşlı imalat operasyonunda bu varsayımlar ihlal edildiğinden, bu denklem yaklaşık sonuçlar elde etmede kullanılan bir bağıntı olarak düşünülmelidir. Merchat Denkleminden Elde Edilebilecek Çıkarımlar Bu denklem talaş açısı, takım talaş sürtünmesi ve kayma düzlemi açısı arasında genel bir ilişkiyi tanımlar. Kayma düzlemi açısı, talaş açısının arttırılmasıyla ve takım ile talaş arasındaki sürtünme açısının azaltılmasıyla arttırılabilir. Talaş açısı uygun takım tasarımıyla arttırılabilir. Sürütünme açısı ise yağlayıcı olarak kesme akışkanlarının kullanılmasıyla azaltılabilir. Kayma düzlemi açısının arttırılmasının önemi aşağıdaki şekilde görülebilir. Diğer etkilerin aynı kalması şartıyla kayma düzlemi açısının büyük olması kayma düzlemi alanının azalmasına neden olur. Kayma düzlemi alanının azaltılmasıyla talaş oluşturmak için gerekli olan kayma kuvveti de azaltılmış olur. Kayma düzlemi açısının daha büyük olması ile daha az kesme enerjisi, daha az güç gereksinimi ve kesme sıcaklığının azaltılması sağlanır. Bu iyi nedenler, talaşlı imalatta kayma düzlemi açısının mümkün olduğunca arttırılmaya çalışılmasını gerektirir. 14

15 Şekil: Kayma düzlemi açısının etkisi. (a) Daha büyük kayma düzlemi açısı ile daha küçük kayma düzlemi alanı. (b) Daha küçük kayma düzlemi açısı ile daha büyük kayma düzlemi alanı. Tornalama Operasyonunun Ortogonal Kesme Modeli İle Benzeşimi Ortogonal kesme modeli, ilerlemenin pasoya göre küçük olduğu sürece tornalama ve diğer tek kesme kenarlı talaşlı imalat operasyonlarında benzeşim için kullanılabilir. Böylece kesmenin büyük bir kısmı ilerleme yönünde gerçekleşmiş olur. Diğer yüzeyde kalan kesme ise ihmal edilebilir. 15



16 Şekil: (a) Tornalama ve (b) Tornalamaya karşılık gelen ortogonal model. Yukarıdaki tabloda gösterildiği gibi kesme koşulları farklı durumlarda değişmektedir. Ortogonal kesmede kesme öncesi talaş kalınlığı tornalamada ilerlemeye karşılık gelmektedir. Ortogonal kesmede talaş genişliği tornalamada pasoya karşılık gelmektedir. Ayrıca ortogonal kesmede itme kuvveti tornalamada ilerleme kuvvetine denk gelmektedir. Talaşlı İmalatta Güç ve Enerji İlişkileri Talaşlı imalat operasyonlarında kesme kuvveti 1000 N 'u geçebilmektedir. Ortalama kesme hızları ise bir kaç yüz metre/dakika seviyesindedir. Kesme hızı ve kesme kuvvetinin çarpılmasıyla talaşlı imalat operasyonunu gerçekleştirmek için gerekli olan güç elde edilir. 16

17 P c = F c v Kesme kuvvetinin birimi Nm/s veya W, kesme kuvvetinin birimi N ve kesme hızının birimi m/s 'dir. Talaşlı imalat operasyonunu gerçekleştirmek için gereken güç, motor ve aktarma organlarının mekanik kayıplarından dolayı daha fazladır. Burada P g toplam güç, E ise takım tezgahının mekanik verimidir. Bazen gerekli olan gücü, birim talaş kaldırma oranı için gerekli olan güce çevirmek daha kullanışlıdır. Burada R MR talaş kaldırma oranıdır. Birimi ise mm 3 /s 'dir. Talaş kaldırma oranı; v, t 0 ve w değerlerinin çarpılmasıyla elde edilir. Birim gücün birimi Nm/mm 3 'tür. Birim güç, talaşlı imalatta birim hacim metal kaldırmak için gerekli olan gücü elde etmek için kullanışlı bir veri oluşturur. Bu veri kullanılarak çeşitli iş parçası malzemeleri için gerekli olan güç değerleri karşılaştırılabilir. 17


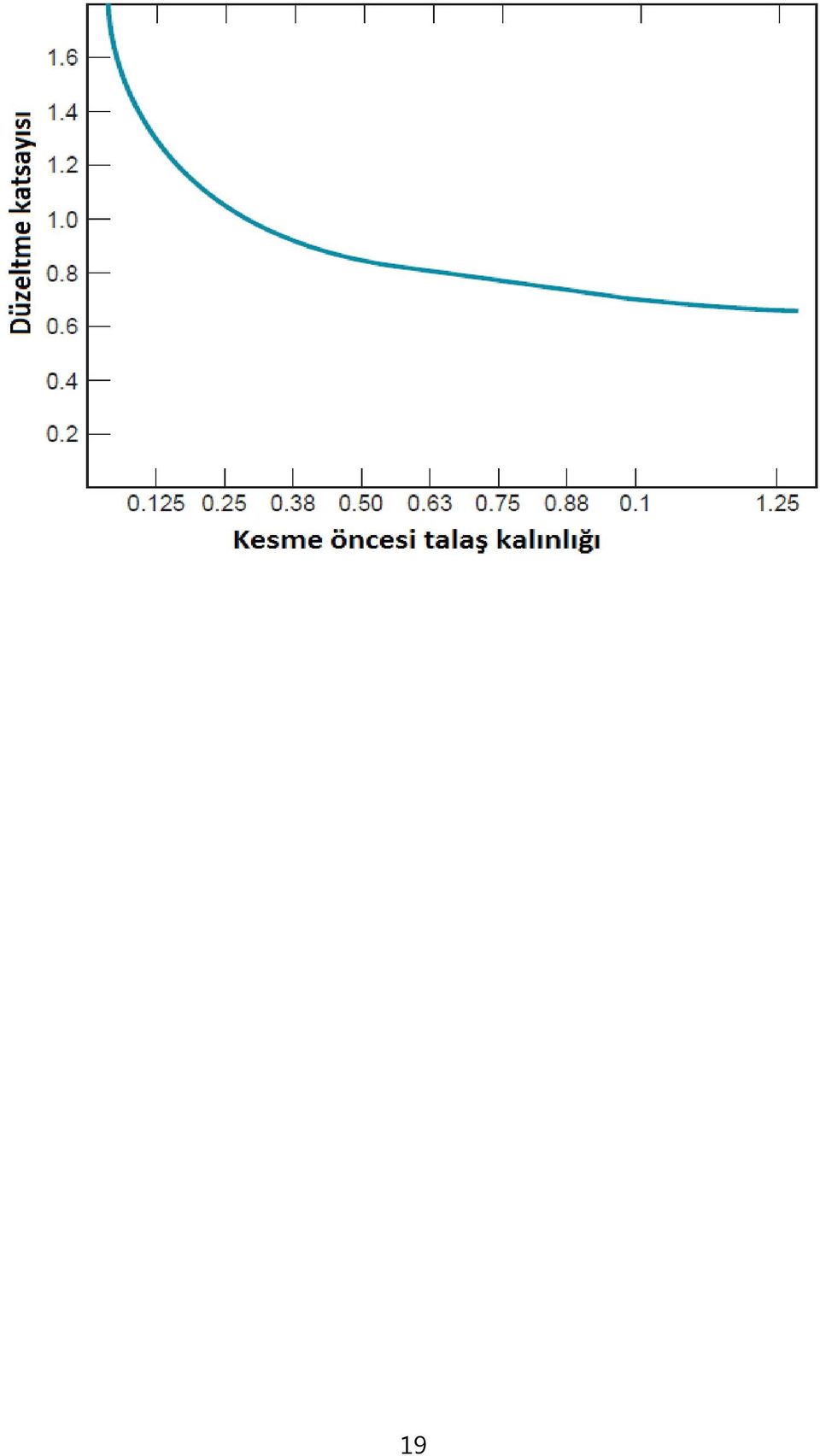
18 Bu tablodaki değerlerde iki varsayım yapılmıştır. Bunlardan biri kesici takımın kesme kenarının keskin olduğudur. Diğeri ise kesme öncesi talaş kalınlığı ise 0,25 mm 'dir. Eğer bu iki varsayım karşılanamıyorsa bazı düzenlemeler yapılması gerekir. Keskin olmayan takımlar için gerekli olan güç daha fazladır. Bu nedenle birim güç değeri daha büyüktür. Yaklaşık bir çözüm için tablodaki değerler, takımın durumuna göre 1.00 ile 1.25 arasında değişen değerlerle çarpılabilir. Kesme öncesi talaş kalınlığı birim güç değerini etkiler. Kesme öncesi talaş kalınlığı azaldıkça birim güç gereksinimi artar. Bu ilişkiye boyut etkisi denir. Örneğin taşlama gibi talaşların boyutlarının çok küçük olduğu talaşlı imalat operasyonlarında oldukça fazla birim güç değerlerine ihtiyaç duyulur. Aşağıdaki tabloda kesme öncesi talaş kalınlığının 0.25 olmadığı durumlarda kullanılması gereken katsayılar verilmiştir. 18

19 19
20 Çeviren: ADS 06/06/

14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
ELASTİSİTE TEORİSİ I. Yrd. Doç Dr. Eray Arslan
 ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
ELASTİSİTE TEORİSİ I Yrd. Doç Dr. Eray Arslan Mühendislik Tasarımı Genel Senaryo Analitik çözüm Fiziksel Problem Matematiksel model Diferansiyel Denklem Problem ile ilgili sorular:... Deformasyon ne kadar
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Ekonomik ve teknolojik önemi;
 TALAŞLI İMALAT Talaşlı imalat veya talaş kaldırma olarak bilinen yöntem en önemli ve metallere uygulanan en yaygın imalat şekli olup malzemenin yüzeyinden geleneksel olarak kesici takımlarla talaş şeklinde
TALAŞLI İMALAT Talaşlı imalat veya talaş kaldırma olarak bilinen yöntem en önemli ve metallere uygulanan en yaygın imalat şekli olup malzemenin yüzeyinden geleneksel olarak kesici takımlarla talaş şeklinde
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 4 Laminatların Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 4 Laminatların
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
KAYMALI YATAKLAR I: Eksenel Yataklar
 KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
HİDROLİK. Yrd. Doç. Dr. Fatih TOSUNOĞLU
 HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
BÖLÜM 4: MADDESEL NOKTANIN KİNETİĞİ: İMPULS ve MOMENTUM
 BÖLÜM 4: MADDESEL NOKTANIN KİNETİĞİ: İMPULS ve MOMENTUM 4.1. Giriş Bir önceki bölümde, hareket denklemi F = ma nın, maddesel noktanın yer değiştirmesine göre integrasyonu ile elde edilen iş ve enerji denklemlerini
BÖLÜM 4: MADDESEL NOKTANIN KİNETİĞİ: İMPULS ve MOMENTUM 4.1. Giriş Bir önceki bölümde, hareket denklemi F = ma nın, maddesel noktanın yer değiştirmesine göre integrasyonu ile elde edilen iş ve enerji denklemlerini
Her türlü malzemeye (metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,
işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,") Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Kompozit Malzemeler ve Mekaniği. Yrd.Doç.Dr. Akın Ataş
 Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
Kompozit Malzemeler ve Mekaniği Yrd.Doç.Dr. Akın Ataş Bölüm 2 Laminanın Makromekanik Analizi Kaynak: Kompozit Malzeme Mekaniği, Autar K. Kaw, Çevirenler: B. Okutan Baba, R. Karakuzu. 2 Laminanın Makromekanik
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
ÜRETİM YÖNTEMLERİ TALAŞLI İMALAT YÖNTEMLERİ. Talaş Kaldırma işleminin Temel Prensipleri TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME
 Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
STATIK MUKAVEMET. Doç. Dr. NURHAYAT DEĞİRMENCİ
 STATIK MUKAVEMET Doç. Dr. NURHAYAT DEĞİRMENCİ STATİK DENGE KOŞULLARI Yapı elemanlarının tasarımında bu elemanlarda oluşan iç kuvvetlerin dağılımının bilinmesi gerekir. Dış ve iç kuvvetlerin belirlenmesinde
STATIK MUKAVEMET Doç. Dr. NURHAYAT DEĞİRMENCİ STATİK DENGE KOŞULLARI Yapı elemanlarının tasarımında bu elemanlarda oluşan iç kuvvetlerin dağılımının bilinmesi gerekir. Dış ve iç kuvvetlerin belirlenmesinde
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik
 SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik (normal) olarak ifade etmiştik. Bu yaklaşım idealize
SÜRTÜNME Buraya kadar olan çalışmalarımızda, birbirleriyle temas halindeki yüzeylerde oluşan kuvvetleri etki ve buna bağlı tepki kuvvetini yüzeye dik (normal) olarak ifade etmiştik. Bu yaklaşım idealize
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
Örnekler ve 3 Boyutlu Kesme
 Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Örnekler ve 3 Boyutlu Kesme Kayma Düzlemi ve Malzeme Daha önce kesme açısının optimum değeri için = ( ) denklemi verilmişti. Ancak pratikte, kayma açısı işlenen parça malzeme özelliklerine (kompozisyon,ısıl
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
ÖZET. Basit Makineler. Basit Makine Çeşitleri BASİT MAKİNELER
 Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI. Talaş Kaldırılmış Parçaların Sınıflandırılması. Talaş Kaldırma
 TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
Gerilme Dönüşümleri (Stress Transformation)
") Gerilme Dönüşümleri (Stress Transformation) Bu bölümde, bir noktaya etkiyen ve bir koordinat ekseni ile ilişkili gerilme bileşenlerini, başka bir koordinat sistemi ile ilişkili gerilme bileşenlerine dönüştürmek
Gerilme Dönüşümleri (Stress Transformation) Bu bölümde, bir noktaya etkiyen ve bir koordinat ekseni ile ilişkili gerilme bileşenlerini, başka bir koordinat sistemi ile ilişkili gerilme bileşenlerine dönüştürmek
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: SORULAR-CEVAPLAR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: 1- (24 Puan) Şekildeki 5.08 cm çaplı 38.1 m uzunluğunda, 15.24 cm çaplı 22.86 m uzunluğunda ve 7.62 cm çaplı
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: 1- (24 Puan) Şekildeki 5.08 cm çaplı 38.1 m uzunluğunda, 15.24 cm çaplı 22.86 m uzunluğunda ve 7.62 cm çaplı
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal