ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1
|
|
|
- Savas Toraman
- 7 yıl önce
- İzleme sayısı:
Transkript
1 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Makine imalat ve üretim tekniğine uygun bağlama iş kalıp tasarımını yapabileceksiniz. ARAŞTIRMA Kalıp ile işlenecek parçanın resmini çizerek inceleyiniz. Kalıpla ile işlenen parçalar hakkında bilgi toplayınız. Çalıştığınız bölgede varsa, bağlama iş kalıpları imalatı yapan sanayi kuruluşlarını araştırınız. İnternet üzerinden de bağlama iş kalıpları üzerine üretim yapan sanayi kuruluşlarını, teknik üniversite ve teknik eğitim kurumlarını araştırınız. Elinize geçen teknik içerikli makale ve yazıları okuyup yorumlayınız. 1. KALIP TASARIMI YAPMA İmalatta makine ve makine kısımlarını tamamlayan, bunların gelişmesini ve daha yararlı olmalarını sağlayan, üretimi kolaylaştıran, özellikle bir işin yapılmasını mümkün kılan ve kaliteyi yükseltmek için hazırlanmış aparatlara iş kalıpları denir. Seri imalatta iş parçalarının imalatını hızlandırmak ve çok sayıda parçayı aynı ölçüde yapmak için işleri, iş tezgâhlarına bağlamaya yarayan kalıplara Bağlama kalıbı denir. Bağlama kalıplarının başlıca görevleri, üretim sırasını basitleştirmek ve geliştirmek, üretim masraflarını azaltmaktır. Markalama vb. işlemlere lüzum kalmadan iş parçası işlenebilmelidir İş Parçasının Özelliğine Uygun İşlem Sırasını Tespit Etme Bağlama kalıbı yapımında üzerinde durulması gereken noktalar vardır. İş parçası bağlama kalıbına hassas olarak yerleştirilmelidir. Bağlama iş kalıbına, iş parçası çabuk ve kolay olarak bağlanmalıdır. İş parçası kalıba emniyetli olarak bağlanmalıdır. İş parçasında imalat işlemi yapıldıktan sonra; iş parçası kalıptan kolaylıkla sökülüp alınabilmelidir. Kalıbın yapımı kolay, kullanılışının da son derece basit olması gerekmektedir. Bağlama iş kalıbı ekonomik olmalıdır. Maliyetinin ucuz olması gerekmektedir. 3

2 Bu özellikleri düşünürken, insan ve kalıp açısından iş emniyeti her zaman dikkate alınmalıdır. Resim 1.1: Freze bağlama kalıbı 1.2. İş Parçasının Kalıba Kolay Yerleştirilip Alınma Şeklini Belirleme Günümüz teknolojisinde, imalat oldukça önemlidir. Özellikle parçaların yedek parça ve standart açısından özdeş olarak üretilme ihtiyacı imalatta kalıbın ne kadar önemli olduğunu göstermektedir. Standart üretim yapabilmek için ham haldeki mamulün kalıp içerisine aynı konuma gelecek şekilde yerleştirilmesi önemlidir. Yerleştirilmeden kaynaklanacak hata, üretilen mamulün özdeş olmamasına sebep olacaktır. Bu durumda seri üretimde istenmeyen bir üretim şeklidir. İş parçasının kalıba bağlanmasında dikkat edilecek hususlar aşağıda belirtilmiştir. İş parçasının bağlanmasında düzgün yüzeyler öncelikle tercih edilmelidir. İş parçasının eksenli yüzeyleri merkezleme amaçlı kullanılmalıdır. Geniş yüzeylerde iş parçası, mesnet pimleri üzerine oturtularak bağlama yapılmalıdır. Tezgâhın özellikleri dikkate alınarak, kalıp kullanımı rahat bir şekilde sabitlenmelidir. Yapılan işin özellikleri dikkate alınarak (kaynak, kontrol amaçlı vb.) kalıplarda bağlama kolaylığı sağlayan fikstürler tercih edilmelidir. Bir iş parçası ayarlanıp düzeltilirken veya birbirine bağlı konumlara getirilirken basit bağlama takımlarıyla yerleştirmeye müracaat edilebilir. 4

3 1.3. Yapılacak İşleme Uygun Kalıp Gövde Biçim ve Ölçülerini (Özelliklerini) Belirleme Kullanışlı olmalıdır: kalıp gövdesi iş parçasının kolay bağlanmasını ve sökülmesini sağlayacak şekilde tasarlanmalıdır. Aksi halde bağlama kalıbının bir önemi kalmaz. Talaşların kolay atılması: İş parçasını işlenmesi sırasında çıkan talaşlar kolayca dökülmeli ve sıkışmamalıdır. Kalıba talaş boşluğu verilmelidir. Soğutma sıvısının talaş kaldırılan bölgeye kolay ulaşmasına dikkat edilmelidir. Sürekli olarak kullanılmalıdır: Bağlam iş kalıbı biçim değişikliğine uğramayacak kadar sağlam olmalıdır. Kalıbın aşınma ihtimali olan parçaları kolaylık değiştirilecek tasarımda olmalıdır. Güvenli olmalıdır: Kalıbın tasarımı kullanışlı düşünülürken, emniyetli olması her zaman dikkate alınmalıdır. Kullanılacağı tezgâha sağlam bağlanacak şekilde imal edilmelidir. Kazalara sebep olacak vida, pim vb çıkıntılar olmamasına dikkat edilmelidir. Tornalama için yapılan kalıplarda iş parçasının dengelenmesi gerekiyorsa, kalıp gövdesinde bağlantı yerleri yapılmalıdır. Resim 1.2: Tornalama bağlama kalıbı 1.4. Kalıp Gövdesi ve Bağlama Elemanları Belirleme Bağlama kalıbı basit esaslara dayandırılarak tasarlanmalıdır. Ayrıca hassas yüzey ve kesicilerin uzun ömürlü kullanılmasının sağlanması da göz önünde tutulmalıdır. Bağlama noktaları, iş parçasının güçlü olduğu kısımlardan yapılmalıdır. Bağlama iş parçasının zayıf tasarımlı (kulak, çıkıntı vb.) yerlerinden de yapılması gerekiyorsa, bu kısımlar alt desteklerle takviye edilmelidir. Bağlama ve sökme işini kolaylaştırıcı bağlama elemanları tercih edilmelidir. İş parçasının yerleştiriciler, konumlandırıcılar, merkezleyiciler ve takımlarla olan bağıntısı arzu edilen durumda muhafaza edilecek şekilde tasarlanmalıdır. İş üzerinde işlem yapmadan önce veya sonra iş parçası, kalıp ve takım isçiye hiç tehlike vermeyecek şekilde hazırlanmalıdır. İmalat esnasına bağlama kalıbının parçaları bir bütün olarak çalışacağı dikkate alınarak tasarlanmalıdır. 5



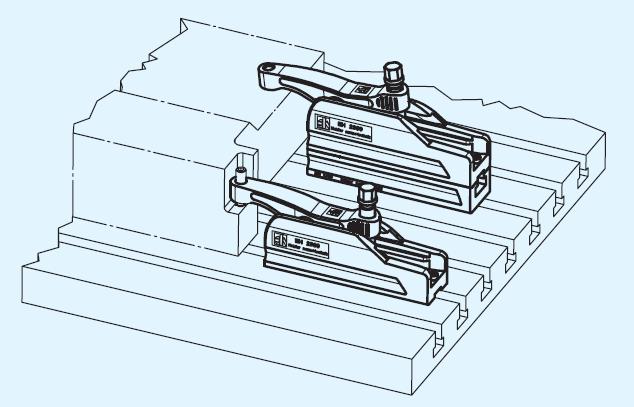
4 1.5. İş Parçasının Bağlantı Şeklini ve Tekniğini Belirleme Kullanılan bağlama ürünü, diğer bağlantı ürünleri her türlü kalıba uygunluk gösterirler. Zamandan tasarruf sağlar. Kalıp bağlama üzerlerinde hasar oluşturmaz Mekanik Sistemler ile Bağlama Mengene Tipi Bağlama Sistemleri: Kullanım esnekliği ve kolaylığı Sıkıştırma işlemi için ayrıca parçaya ihtiyacı yoktur. Resim 1.3: Mengene tipi bağlama Resim 1.4: Mengene ile işlem yapma Pabuçlu Bağlama Sistemleri Kullanım esnekliği ve kolaylığı Kuvvet uygulanınca şeklini değiştirmemesi ve dayanıklı malzeme sayesinde uzun ömürlü Sıkıştırma işlemi için ayrıca alet ihtiyacı yoktur (sıkma gücünü artırıcı boru parçası vs.). Resim 1.5-a 6


5 Resim 1.5-b Resim 1.5-c Resim 1.5: Pabuçlu bağlama sistemleri (1.5- a, b, c) Kamlı Bağlama Sistemleri Şekil 1.1: Pabuçlu bağlama sistemleri uygulamaları Seri bağlamalarda cıvata somun yerine, kam hareketli sistem yapılır. Kamlı bağlama işleminde kamın eksantriğinden faydalanılarak iş parçaları kolayca sıkılır ve çözülürler (Resim 1.6). Resim 1.6: Eksantrik kamlı bağlama düzeneği 7



6 İçten ve Dıştan Sıkmalı Bağlama Sistemleri Resim 1.7: Dıştan sıkmalı bağlama düzeneği Resim 1.7 deki dıştan sıkmalı bağlama sistemi görülmektedir. Şekil 1.2`deki içten sıkmalı bağlama sistemi görülmektedir. Şekil 1.2: İçten sıkmalı bağlama düzeneği 8


7 Seri Bağlama Sistemleri Resim 1.8: Seri bağlama sistemleri Hidrolik ve Pnömatik Sistemler ile Bağlama Hidrolik sistemlerde hidrolik sıvının bir pompa sayesinde silindire iletilmesiyle oluşturulan hidrolik basıncından yararlanılır. Pnömatik sistemlerle bağlama işleminde hava basıncından faydalanılır. Resim 1.9: Hidrolik sistemli bağlama 9
8 Şekil 1.3-a Şekil 1.3-b Şekil 1.3: Pnömatik sistemli bağlamanın iki yollu klapede uygulanması 10
9 Şekil 1.4-a Şekil 1.4-b Şekil 1.4: Konum ve merkezleme elemanlarının Pnömatik sistemde kullanılması Kontrol Fikstürleri ile Bağlama Fikstür, günümüzde kalıpçılık sektöründe oldukça yaygın kullanılmaya başlanmıştır. Özellikle sac metal kalıpçılığında form ve bükme kalıplarının ayrılmaz bir parçası olmuştur. Bu kalıpların alıştırılmasında kolaylık sağlamaktadır. Aynı zamanda büyük ve karışık geometrili sac parçaların kolaylık punta kaynağı yapılabilmesini sağlamaktadır. Bilindiği üzere sac parçalarda her zaman geri esneme vardır bu bükme kalıplarında az ama form kalıplarında fazladır. En basit tabiriyle prese bağlanan form ve bükme kalıpları numune basımı yapıldıktan sonra sökülüp alınmaz. Her zaman üzerinde ufakta olsa alıştırmalar zımpara ve kalıpçı taşlarıyla yapılmaktadır. Fikstür sac metal kalıplarının ve parçalarının üretim, ölçme ve kontrol safhalarında daha hızlı ve daha kolay şekilde yapılmasına imkân sağlamaktadır. 11



10 Kontrol Fikstürü: Şekil 1.5: Fikstür ve klemp tertibatı Üretimi yapılan parçanın basit ve hızlı şekilde kontrolünü yapmaya yarayan aparata denir. Parça kontrolünde kullanılan kontrol fikstürlerinin ürün kalitesi açısından önemi büyüktür. Sac parçanın kontrol fikstürü üzerine doğru konumlanması ölçüm için çok önemlidir. Buna göre üzerinde yazan kapatma sırası konumlama ve pimlerim doğru yerlere takılması büyük önem arz eder. Karmaşık geometrili parçaların kontrolü zordur. Özelikle kalıbı ilk prese bağlarken kalıbın ayarlanması ve ölçünün yakalanması oldukça zaman alan bir iştir. Kaynak Fikstürü: Resim 1.10: El freni kontrol fikstürü Montajı zor ve karmaşık parçaların seri bir şekilde kaynak ve punta yapılmasına olanak sağlayan aparata denir. Kaynak fikstürleri daha çok otomotiv sektöründe yer bulmaktadır. Çünkü bildiğimiz üzere otomotiv karmaşık geometrili sac parçaların 12

11 birleştirilmesinden meydana gelmektedir. Bir otomobilin iç iskeleti çok karmaşık ve bir sürü geometrik sac metal parçadan meydana gelmektedir. Bunları birbirine montajlamak oldukça zordur. Bunun için kaynak fikstürleri bize büyük kolaylık ve pratiklik sağlamaktadır. Resim 1.11: Tofaş D200 Sağ yan kaynak fikstürü Bağlama Sistemlerinde Kullanılan Elemanlar İş parçasını kalıbın içinde tespit etmek için kullanılan en önemli bağlama elemanlarından bazıları aşağıda belirtilmiştir Bağlama Pabuçları İş parçalarını tespit etmek için geniş çapta kullanılmaktadır. Bu pabuçların özelliği, tespit kuvveti kalktığı zaman (somun gevşetilmesi) aynı doğrultuda ileri - geri kaydırılabilmesi ve iş parçasının rahatça kalıp içersine konulmasını ve kalıptan dışarı alınmasını sağlamasıdır. M16 allenbaşlı Cıvata DIN 508 T pabuçla kullanılır. Parça yükseklik sıkma aralığı mm Sıkma kuvveti 2500 kgf. Malzeme Ck45 DIN Pabuç: Dövme çelik Kızak Gurubu HRC sertleştirilmiştir. Kullanım alanı: Enjeksiyon makineleri presler, freze tezgâhları matkap tezgâhları ve çeşitli sanayi makineleri 13




12 Resim 1.12-a: Kızaklı kombine sıkma pabuçları Resim 1.12-b: Ayarlanabilen destek cıvatalı sıkma pabuçları Resim 1.12-c: Basamaklı kombine sıkma pabuçları Resim 1.12: Seri bağlama sistemleri 14


 destekler artırılarak istenilen mesafeye ulaşılır.")




13 Şekil 1.6: Bağlama pabuç uygulamaları UYGULAMA Alt kızağı iş parçasına uygun şekle getirin ve sabitleyiniz. Kızaklı Kombine Sıkma Pabucu (K.K.S.P) destekler artırılarak istenilen mesafeye ulaşılır. Kızaklı Kombine Sıkma Pabucu (K.K.S.P) allenbaşlı cıvata ile "T" pabuca karşılık "T" kanala takın. İstenilen pozisyona getiriniz. Pabuç allenbaşlı cıvatasıyla iş parçasını sabitleyiniz Vidalı Pimler, Özel Cıvatalar Resim 1.13: Bağlama pabucu uygulaması İş parçalarını emniyetli olarak bağlamada kullanılan pim ve vidalar ucuz ve başarılı bağlama elemanlarıdır. Kollu ve altı köşe başlı cıvatalar ile iş parçaları gayet emniyetli olarak bağlanabilmektedirler. Yükselticiler DIN pabuçlarda yükseltici amaçlı kullanılır. Malzeme Ck45 DIN Siyah Kaplama Resim 1.14: Vidalı pim ve özel cıvatalar (Nr.1510 yükselticiler) 15


14 Resim 1.15: Vidalı pim ve özel cıvatalar Şekil 1.7: Özel cıvata uygulamaları Resim 1.16: Perno ve segman Şekil 1.8: Perno ve segman uygulaması 16

15 Resim 1.17: Bakalit başlı özel cıvatalar C Rondelâları, V Blokları, Özel Kaideler C rondelâsı, genellikle merkezleme elemanlarıyla birlikte iş parçasını cıvata ve somun yardımıyla kolayca tespit etmek için kullanılır. C rondelâsı bir pabuç gibi görev yapar. Silindirik parçalarda V Yatak Desteği Malzeme Ck45 DIN Sertlik 38 HRC Şekil 1.9-a Şekil 1.9: C rondela uygulaması Şekil 1.9-b 17

 olarak görev")
16 Resim 1.18: V yatağı uygulaması Silindir parçaların paralel bağlanmasında ve hassas işlenmesinde altlık olarak altlık olarak kullanılır. V yatağının X biçiminde olanları 4 ayrı yüzeyi kullanma imkânı sağlar. Malzeme GGG 60 DIN Resim 1.19: V Yatağı ve kollu pabuç uygulaması V blokları, bir bağlama elemanı (pabuç) olarak görev yaptıkları zaman, uzunlukları en az genişlikleri kadar olmalıdır. Kalınlıkları da iş parçasının ölçüsüne ve özelliğine bağlıdır. 18




17 Resim 1.20: Merdiven diş destek Malzeme GGG60 DIN Yükseltme aralığı (hatve) 3mm'dir. Siyah kaplama Kamlar ve Ayarlanabilen Pimler Kamlı bağlama elemanları bilhassa seri üretimde çabuk bağlama ve çözme bakımından çok kullanışlıdır. Kamlı bağlama elemanlarında geri itme kuvvetini sağlamak amacıyla yaylar kullanılır. Kam yüzeyleri yüzey sertleştirmesine tabi tutulur. Ayarlanabilen pimler, iş parçalarının oturma yüzeyinden yüksek kalan nazik ve kolay kırılabilecek kısımlarını desteklemek için kullanılır. Sabit ve ayarlanabilen olmak üzere iki tip pim vardır. Şekilli Parçalarda araya girerek destek sağlar. Malzeme Ck45 DIN Sertlik 38 HRC Resim 1.21: Vidalı pim ve özel cıvatalar 19

18 Şekil 1.10: Kam uygulaması Şekil 1.11: Kam uygulaması Resim 1.22: Kam ve özel pabuç uygulaması Ağır Preslerde büyük kalıplarda çalışma esnasında vibrasyondan kaynaklanan olabilecek gevşemeyi somunun kontra sıkma yapısından dolayı önler. Malzeme Ck45 DIN 20

19 Kollu Cıvata ve Somunlar Kollu bağlama elemanları özellikle sağlam ve güvenli bağlama ve çözme bakımından çok kullanışlıdır. Resim 1.23-a Resim 1.23-b Resim 1.23: Kollu cıvatalar 21


20 Hidrolik ve Pnömatik Pistonlar Hidrolik ve pnömatik pistonlar, sipariş üzerine çeşitli firmalar tarafından yapılmaktadırlar. Güçlü bağlantı gerektiren yerlerde hidrolik pistonlar, hızlı bağlantı gerektiren yerlerde ise pnömatik pistonlardan yararlanılır Kilitler, Yükseltici Destekler ve Fikstürler Kapaklı bağlama kalıplarında kapağın kapalı konumda kalmasını sağlamak amacıyla kullanılır. Kapak ve kalıp, biçimine göre kilitlerde değişebilir. Resim 1.24: Büyük boy yükseltici destek Yüksek Parçalarda kullanım amaçlı trapez diş yükseltici destek Malzeme GGG60 Bağlama Pabuçlu Döküm gövde statik boyalı, Tablo 1.1: Büyük boy yükseltici destek ölçüleri 22

21 Resim 1.25: V yatağı fikstürlü bağlama 1.6. Konum ve Merkezleme Elemanlarını Seçme İş parçası, iş kalıbına bağlanırken, özellikle karmaşık şekilli parçaların üzerinde bulunan en geniş ve düzgün yüzeyi başlangıç alınır. Bu yüzeyden faydalanılarak frezeleme, tornalama vb işlemlere uygun bağlama elemanları kullanılarak iş parçası kalıba bağlanır. Şekil 1.12: Konum eleman uygulaması 23




22 Şekil 1.13: İçten merkezleme elemanlar uygulaması Şekil 1.14: Yataklama sisteminin konum elemanıyla uygulanması Resim 1.26: Kollu pabuçlarla freze bağlama kalıp uygulanması 24




23 Resim 1.27: Bağlama uygulamaları 25
24 UYGULAMA FAALİYETİ UYGULAMA FAALİYETİ Yukarıdaki resimde görülen iş parçasından adet yapılması düşünülmektedir. Uç kısımdaki 7*7 mm`lik kısmın 30 açıyla freze tezgâhında seri olarak işleyebilmemiz için bir delme iş kalıbına ihtiyaç duyulmaktadır. Bunun için delme iş kalıp tasarımı yapınız? İşlem Basamakları İş parçasını inceleyiniz. İş parçasının özelliğine uygun bağlama şeklini belirleyiniz. İş parçasının kalıba kolay yerleştirilip alınma şeklini belirleyiniz. İş parçasının bağlantı sistemini belirleyiniz. Kalıp gövde tipini belirleyiniz. Öneriler Bağlama kalıbı yapılması gerekir mi karar veriniz. Bağlama yöntemi seçiniz. Bağlama iş kalıbı yapılacak iş parçasının daha önce hazırlanmış resmi varsa onu inceleyiniz. İş parçasının kendisi mevcut ise inceleyiniz. Kalıbı yapılacak iş parçasının kullanım amacını araştırınız. Kalıbını yapacağınız iş parçasının, kullanılacağı makine üzerinde hangi işlemleri görmek üzere çalıştığını araştırınız. İş parçasının kalıba nasıl yerleştirileceğini tasarlayınız. İş parçasını hangi tezgâhta işleyeceğinizi tespit ediniz. Parçanın işleniş yönünü tespit ediniz. Kalıbın tezgâhın neresine yerleştirileceğini tespit ediniz. İş parçasının kolay bağlanıp sökülmesine uygun bağlama elemanını tasarlayınız. İşlenecek olan iş parçasının özelliğine göre kalıbın gövdesinin nasıl olacağını belirleyiniz. Yapılacak olan kalıbın hangi Tezgâhlarda kullanılabileceğini göz önüne alarak kalıbın 26
25 gövde konstrüksiyonunu belirleyiniz. İş parçasının işlenme konumuna göre hangi Konum belirleme elemanlarını tespit elemanlar ile kalıba oturtulacağını tespit ediniz. ediniz. Seri bağlama elemanlarını belirleyiniz. Mekanik, hidrolik veya pnömatik elemanları belirleyiniz. Yapılan işlemin gözlenmesini sağlayacak tasarım biçimini belirleyiniz. Kalıp elemanlarını farklı yerlerde kullanılabilecek biçimde tespit ediniz. İş parçasından aynı anda kaç tane bağlanacağını tespit ediniz. İş parçalarından talaş kaldırma işlemi sırasında kullanılacak Tezgâha göre bağlama elemanlarını tespit ediniz. Aynı anda çok iş parçasını bağlamanın imalatı daha da hızlandıracağını unutmayınız. İş parçasını boyutuna göre hangi bağlama elemanını kullanacağınızı belirleyiniz. İş parçasının işleme güçlüğüne göre hangi kesiciyi kullanacağınızı belirleyiniz. İş parçasının işlenmesi sırasında çıkabilecek sıkıntıları gözleyebilmek için, talaş kaldırılan bölgeyi görebileceğiniz bir tasarım yapmaya özen gösteriniz. İş parçasının işleme özelliklerine göre kalıbı tasarlayınız. Parçayı hangi Tezgâhlarda işleyeceğinizi düşünerek kalıbı tasarlayınız. 27
26 KONTROL LİSTESİ Bu faaliyet kapsamında aşağıda listelenen davranışlardan kazandığınız beceriler için Evet, kazanamadığınız beceriler için Hayır kutucuğuna (X) işareti koyarak kendinizi değerlendiriniz. Değerlendirme Ölçütleri Evet Hayır 1. İş güvenliğine uygun olarak çalışmaya hazırlandınız mı? 2. Bağlama iş kalıbı tasarımı yapmak için yeterli bilgileri aldınız mı? 3. İş parçasının kalıba kolay yerleştirilmesi ve alınması için uygun bir bağlama sistemi belirlediniz mi? 4. Kalıp gövde tutucu ve bağlama elemanlarını belirlediniz mi? 5. Kalıp tasarlarken standart elemanlar seçtiniz mi? 6. Delme yüksüğü tipini belirlediniz mi? 7. İş parçasını hassas bir şekilde bağlayabilmek için merkezleme elemanı tasarladınız mı? 8. Birbiriyle hassas çalışacak yüzeyleri belirleyip gerekli yüzey işaretlerini belirlediniz mi? 9. İş parçasının kolayca tespiti için gerekli sistemi tasarladınız mı? 10. Kalıbınızı tasarlarken sökülüp takılabilirliğine dikkat ettiniz mi? 11. Yaptığınız tasarımı arkadaşlarınızla değerlendirdiniz mi? 12. Yaptığınız tasarımı öğretmeninize gösterdiniz mi? DEĞERLENDİRME Değerlendirme sonunda Hayır şeklindeki cevaplarınızı bir daha gözden geçiriniz. Kendinizi yeterli görmüyorsanız öğrenme faaliyetini tekrar ediniz. Bütün cevaplarınız Evet ise Ölçme ve Değerlendirme ye geçiniz. 28
27 ÖLÇME VE DEĞERLENDİRME ÖLÇME VE DEĞERLENDİRME Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Bağlama iş kalıplarının en önemli özelliği hangisidir? A) Ucuzdurlar B) Çok sayıda iş üretirler C) İşi çok sağlam tutarlar D) Hiçbiri 2. Aşağıdakilerden hangisi bağlama iş kalıbı özelliğidir? A) Kullanışlı olmalıdır. B) Talaşlar kolay atılmalıdır. C) Güvenli olmalıdır. D) Hepsi 3. İş parçalarının işlem biçiminin tespit edilmesinde aşağıdakilerden hangisi en çok tercih edilir? A) Delikler B) Oturma yüzeyi C) Çıkıntılar D) En üst yüzey 4. Bağlama kuvveti iş parçasının hangi kısmına dayanmalıdır? A) Dış kısımlarına B) İç kısımlarına C) Mukavemetli kısımlarına D) Deliklerine 5. Aşağıdakilerden hangisi mekanik sistemler ile bağlama biçimi değildir? A) Hidro-Pnömatik B) Kamlı C) Mengene tipi D) Hiçbiri 6. Bağlama sistemlerinde kullanılan C rondelâları genellikle hangi elemanlar ile birlikte kullanılır? A) Kamlarla B) V bloklarıyla C) Oturma yüzeyiyle D) Merkezleme elemanlarıyla 7. Kilit sistemleri aşağıdaki kalıp sistemlerinden hangisinde kullanılır? A) Ayarlı kalıplar B) Tornalama kalıpları C) Kapaklı kalıplar D) Mengeneli kalıplar 29
28 DEĞERLENDİRME Cevaplarınızı cevap anahtarıyla karşılaştırınız. Yanlış cevap verdiğiniz ya da cevap verirken tereddüt ettiğiniz sorularla ilgili konuları faaliyete geri dönerek tekrarlayınız. Cevaplarınızın tümü doğru ise bir sonraki öğrenme faaliyetine geçiniz. 30
29 ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Makine imalat ve üretim tekniğine uygun bağlama iş kalıplarının imalat ve komple resimlerini teknik resim kurallarına uygun çizebileceksiniz. ARAŞTIRMA Çalıştığınız bölgede varsa delme iş kalıpları imalatı yapan sanayi kuruluşlarını araştırınız. İnternet üzerinden de delme iş kalıpları üzerine üretim yapan sanayi kuruluşlarını, üniversite ve teknik eğitim kurumlarını araştırınız. Elinize geçen teknik içerikli makale ve yazıları okuyup değerlendiriniz. (3D) Üç boyutlu resim çiziminde kullanabileceğiniz bilgisayar programlarını araştırınız. 2. KALIP İMALAT VE MONTAJ RESMİ ÇİZME 2.1. İmalat Resmi Tanımı ve İmalat Resimlerinde Bulunması Gereken Özellikler Bir parçanın imalat resmi, o parçayı bütün özellikleri ile gösteren resimlerdir ve atölyede işi yapan işçi ile teknik bürodaki ressam arasında irtibat sağlar. Böyle bir resim, tasvir ettiği parçanın üretimi esnasında ihtiyaç duyulacak bütün bilgileri taşımalıdır. İmalat resmi, ilgili sanatkâra gerekli bilgiyi mümkün olduğu kadar en sade ve en basit bir şekilde vermelidir. Bir imalat resmi, parçanın şeklini, büyüklüğünü, malzemesini, yüzey durumlarını, üzerinde yapılacak işlemleri ve gerekli diğer bilgileri taşımalıdır. Bu bilgiler verilirken, teknik resim kurallarına uyulmalıdır. Bir imalat resminde olması gerekenleri şu şekilde sıralayabiliriz: Bir makine parçasının biçimini anlatan yeterli görünüş, Parça boyutlarını gösteren ölçülerini, Kullanılan malzeme hakkındaki özellikleri, Yüzey işleme işaretleri, Boyut, şekil ve konum toleransları, İmalat resmi antedi ve tolerans antedi, Yazı alanını, 31
30 Açıklamalar İmalat resimleri; Detay resimleri Komple resimler (toplu görünüşler) olmak üzere iki çeşittir. Bir makineyi meydana getiren birçok parçanın ayrı ayrı çizilmiş imalat resimlerine detay resmi denir. Başarılı bir detay resmi, bir işçiye sade ve doğru olarak parçanın biçimini, ölçüsünü, malzemesini, işleme usulünü, hassasiyet sınırlarını, parça sayısını anlatacaktır. Şekil 2.1: İmalat resminde olması gereken özellikler 32
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1
 ÖĞRENME FAALİYETİ 1 AMAÇ ÖĞRENME FAALİYETİ 1 Makine imalat ve üretim tekniğine uygun delme iş kalıp tasarımını yapabileceksiniz. ARAŞTIRMA Çalıştığınız bölgede varsa delme iş kalıpları imalatı yapan sanayi
ÖĞRENME FAALİYETİ 1 AMAÇ ÖĞRENME FAALİYETİ 1 Makine imalat ve üretim tekniğine uygun delme iş kalıp tasarımını yapabileceksiniz. ARAŞTIRMA Çalıştığınız bölgede varsa delme iş kalıpları imalatı yapan sanayi
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI
 SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Montaj Resminin Tanımı, Önemi ve Kullanıldığı Yerler
 Montaj Resminin Tanımı, Önemi ve Kullanıldığı Yerler Bir makineyi meydana getiren çeşitli parçaların nasıl bir araya getirileceğini gösteren toplu olarak görünüşleri ve çalışma sistemi hakkında bize bilgi
Montaj Resminin Tanımı, Önemi ve Kullanıldığı Yerler Bir makineyi meydana getiren çeşitli parçaların nasıl bir araya getirileceğini gösteren toplu olarak görünüşleri ve çalışma sistemi hakkında bize bilgi
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2
 ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2 AMAÇ Bu faaliyette verilecek bilgiler doğrultusunda, uygun atölye ortamında, standartlara ve elektrik iç tesisleri yönetmeliğine uygun olarak, kablo döşeme malzemelerini
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ-2 AMAÇ Bu faaliyette verilecek bilgiler doğrultusunda, uygun atölye ortamında, standartlara ve elektrik iç tesisleri yönetmeliğine uygun olarak, kablo döşeme malzemelerini
KALIP VE İSKELE. Yrd. Doç. Dr. Alper CUMHUR
 KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400
 T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ORTOPEDİK PROTEZ VE ORTEZ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ORTOPEDİK PROTEZ VE ORTEZ PROTEZ RESMİ ÇİZİMİ 725TTT044 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI ORTOPEDİK PROTEZ VE ORTEZ PROTEZ RESMİ ÇİZİMİ 725TTT044 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER. Kürsü tip Ergonomik Ayak pedalı. Arka Dayama Dili. Alt Dar Tabla CYBELEC TOUCH12 2D
 CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
CIVATA BAĞLANTILARI. DEÜ Makina Mühendisliği Böl. Çiçek ÖZES
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER. Arka Dayama Dili. Acil Stop Butonlu Taşınabilir Ayak Pedalı. Alt Dar Tabla CYBELEC TOUCH8 2D
 CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ÇORAPTA FORM 542TGD503
 T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ÇORAPTA FORM 542TGD503 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ ÇORAPTA FORM 542TGD503 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Genel Doküman / Public Document MAKİNE ELEMANLARI
 MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ DÜZ ÖRME KADIN PANTOLON KALIPLARI 542TGD518
 T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ DÜZ ÖRME KADIN PANTOLON KALIPLARI 542TGD518 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI TEKSTİL TEKNOLOJİSİ DÜZ ÖRME KADIN PANTOLON KALIPLARI 542TGD518 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
T.C. MİLLÎ EĞİTİM BAKANLIĞI İNŞAAT TEKNOLOJİSİ AHŞAP KEPENK VE PANJUR 582YIM076
 T.C. MİLLÎ EĞİTİM BAKANLIĞI İNŞAAT TEKNOLOJİSİ AHŞAP KEPENK VE PANJUR 582YIM076 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI İNŞAAT TEKNOLOJİSİ AHŞAP KEPENK VE PANJUR 582YIM076 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) GEMİ YAPIMI BAŞ BLOK RESMİ ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim ve
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) GEMİ YAPIMI BAŞ BLOK RESMİ ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim ve
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Makine Teknolojileri Alanı Mekanik Bakım Ve Onarım Dalı Firma Görüşme Formu
 Makine Teknolojileri Alanı Mekanik Bakım Ve Onarım Dalı Firma Görüşme Formu Amaç: Bu belge Proje(Özel Sektör Desteği İle Eğitim Modüllerinin Güncellenmesi, Öğrencilerin Önerisi İle Mesleki Eğitimin Çekici
Makine Teknolojileri Alanı Mekanik Bakım Ve Onarım Dalı Firma Görüşme Formu Amaç: Bu belge Proje(Özel Sektör Desteği İle Eğitim Modüllerinin Güncellenmesi, Öğrencilerin Önerisi İle Mesleki Eğitimin Çekici
GLOBAL DIESEL Diesel System Parts
 www.global-diesel.com GLOBAL DIESEL GLOBAL DIESEL www.global-diesel.com CP-3 POMPA Volf Oturma Yüzeyi Düzeltme Tamir Takımı Faydaları ; 1- Basınç Arttırma 2- Eleman sıkışmasını önler Pompa Üzerinden Tapa
www.global-diesel.com GLOBAL DIESEL GLOBAL DIESEL www.global-diesel.com CP-3 POMPA Volf Oturma Yüzeyi Düzeltme Tamir Takımı Faydaları ; 1- Basınç Arttırma 2- Eleman sıkışmasını önler Pompa Üzerinden Tapa
KALIPÇI/ENDÜSTRİYEL KALIPÇI
 TANIM Metal ve metal olmayan (plastik vb.) özdeş parçaların imalatını özel tezgahlarla veya takım tezgahları ile kullanılabilen komple üretim aracını hazırlayan, yapımını gerçekleştiren ve çalıştıran kişidir.
TANIM Metal ve metal olmayan (plastik vb.) özdeş parçaların imalatını özel tezgahlarla veya takım tezgahları ile kullanılabilen komple üretim aracını hazırlayan, yapımını gerçekleştiren ve çalıştıran kişidir.
Makina ve Yedek Parça İmalatı
 - Demir Çelik Sanayi - Mak ina Sanayi - İnşaat Çimento Sanayi - Enerji Sanayi İçin Makina ve Yedek Parça İmalatı w w w. y u k s e l c n c. c o m Firmamız İstanbul İ.O.S.B de 500 metre kare kapalı sahası
- Demir Çelik Sanayi - Mak ina Sanayi - İnşaat Çimento Sanayi - Enerji Sanayi İçin Makina ve Yedek Parça İmalatı w w w. y u k s e l c n c. c o m Firmamız İstanbul İ.O.S.B de 500 metre kare kapalı sahası
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
SIKMA TEKNOLOJİSİ Müşteriye özel bağlama aparatları
 SIKMA TEKNOLOJİSİ Müşteriye özel bağlama aparatları 1 1958 den beri kaliteli üretim Know how, yüksek kalite ve birinci sınıf mühendislik. Kendimizi sistem üreticisi olarak gördüğümüz için; konstruksiyon,
SIKMA TEKNOLOJİSİ Müşteriye özel bağlama aparatları 1 1958 den beri kaliteli üretim Know how, yüksek kalite ve birinci sınıf mühendislik. Kendimizi sistem üreticisi olarak gördüğümüz için; konstruksiyon,
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
12.10.2011 PENCERELER. Öğr. Grv. Mustafa KAVAL
 AHŞAP PENCERELER Öğr. Grv. Mustafa KAVAL 1 Birleştirme şekilleri Ahşap pencere kasalarında birleştirme işlemi köşe, ara ve orta kayıtlarda aşağıdaki şekillerde yapılır 2 3 Köşede zıvana ek Köşede hampaylı
AHŞAP PENCERELER Öğr. Grv. Mustafa KAVAL 1 Birleştirme şekilleri Ahşap pencere kasalarında birleştirme işlemi köşe, ara ve orta kayıtlarda aşağıdaki şekillerde yapılır 2 3 Köşede zıvana ek Köşede hampaylı
Kalıp Tasarım Çalışmaları
 Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Profesyonel Çözümler Professional Solutions
 Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
tugra Üretimde Çözüm Ortağınız tugra . Makina, Dişli Imalat Sanayi
 . Makina, Dişli Imalat Sanayi Üretimde Çözüm Ortağınız 1 ÜRETİMDE HASSASİYET Hakkımızda 30 yılı aşkın tecrübemizle tekrar üretimde çözüm ortağınızız. Makina yedek parçaları konusunda tecrübeli ekibimizle
. Makina, Dişli Imalat Sanayi Üretimde Çözüm Ortağınız 1 ÜRETİMDE HASSASİYET Hakkımızda 30 yılı aşkın tecrübemizle tekrar üretimde çözüm ortağınızız. Makina yedek parçaları konusunda tecrübeli ekibimizle
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
ÖĞRENME FAALİYETİ - 1 ÖĞRENME FAALİYETİ - 1
 ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
Belirtilen taşıma kapasitelerine, ancak döner tekerin taban tablası tamamen bitişik olması halinde ulaşılır.
 Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ BAĞLAMA İŞ KALIPLARI 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ BAĞLAMA İŞ KALIPLARI 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MATO / Mekanik Bant Ekleme Sistemleri. Grup. Mekanik Bant Ekleme Sistemleri. Konveyör Bant Uzmanlarının Tercihi
 MATO / Mekanik Bant Ekleme Sistemleri Mekanik Bant Ekleme Sistemleri Konveyör Bant Uzmanlarının Tercihi MATO / Mekanik Bant Ekleme Sistemleri Ürünlerimiz Makinalı Sistem Plakalı Ekler Pnömatik Makina Hidrolik
MATO / Mekanik Bant Ekleme Sistemleri Mekanik Bant Ekleme Sistemleri Konveyör Bant Uzmanlarının Tercihi MATO / Mekanik Bant Ekleme Sistemleri Ürünlerimiz Makinalı Sistem Plakalı Ekler Pnömatik Makina Hidrolik
PHC-A HİDROLİK TUTUCULAR HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.38 İNCE TİP HİDROLİK - PHC S
 HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
AÇIK ALAN SPOR ALETLERİ ( 10 LU)
") AÇIK ALAN SPOR ALETLERİ ( 10 LU) Tüm Spor Üniteleri ekte sunulan ölçülere, ölçülendirilmiş plan görünüş, ön görünüş, yan görünüş çizimlerine ve perspektif görünüşlerine uygun veya dengi ürünler olmalıdır.
AÇIK ALAN SPOR ALETLERİ ( 10 LU) Tüm Spor Üniteleri ekte sunulan ölçülere, ölçülendirilmiş plan görünüş, ön görünüş, yan görünüş çizimlerine ve perspektif görünüşlerine uygun veya dengi ürünler olmalıdır.
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
ipunch CNC TARET PANÇ PRESLER
 ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
İlk Yayın Tarihi Öğrenci Laboratuvarı Benç Sistemleri Teknik Şartnamesi
 1 / 7 A. Genel Özellikler: 1. Laboratuvar kurulumunda gerçekleştirilecek tüm yapım işlemleri ihale üzerinde kalan firmaya ait olmalıdır. Laboratuvara yapılacak tezgah, alt dolap, raf sistemi, çekmecelerin
1 / 7 A. Genel Özellikler: 1. Laboratuvar kurulumunda gerçekleştirilecek tüm yapım işlemleri ihale üzerinde kalan firmaya ait olmalıdır. Laboratuvara yapılacak tezgah, alt dolap, raf sistemi, çekmecelerin
OREN3005 HİDROLİK VE PNÖMATİK SİSTEMLER
 ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ SAÇLARIN KENARLARINI BÜKME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ SAÇLARIN KENARLARINI BÜKME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
DÜŞEY SİRKÜLASYON ARAÇLARI
 DÜŞEY SİRKÜLASYON ARAÇLARI Sirkülasyon, kelime anlamı olarak; insan akımı, deveran, gidip gelme hareketlerini ifade etmektedir. Düşey sirkülasyon ise insanların bir noktadan farklı bir kottaki noktaya
DÜŞEY SİRKÜLASYON ARAÇLARI Sirkülasyon, kelime anlamı olarak; insan akımı, deveran, gidip gelme hareketlerini ifade etmektedir. Düşey sirkülasyon ise insanların bir noktadan farklı bir kottaki noktaya
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TELEFERİK SİSTEMLİ OYUN GRUBU TEKNİK ŞARTNAMESİ Teleferik sistemli oyun grubu esas olarak, iki adet ana taşıyıcı gövde, zemine sabitlemek için ankraj
 TELEFERİK SİSTEMLİ OYUN GRUBU TEKNİK ŞARTNAMESİ Teleferik sistemli oyun grubu esas olarak, iki adet ana taşıyıcı gövde, zemine sabitlemek için ankraj sistemi, arabalı palanga sistemi ve tahditleri, çelik
TELEFERİK SİSTEMLİ OYUN GRUBU TEKNİK ŞARTNAMESİ Teleferik sistemli oyun grubu esas olarak, iki adet ana taşıyıcı gövde, zemine sabitlemek için ankraj sistemi, arabalı palanga sistemi ve tahditleri, çelik
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
SERVĐS BÜLTENĐ BĐLGĐ C
 SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
KUKKO Modüler Çektirme Setleri
 Modüler Çektirme Setleri A world in motion since 1919! K-2030-20+S 2 ve 3 Kollu Çektirme Seti - iki farklı kanca tipiyle 12 si 1 Arada Set: Şanzıman dişlilerinin, rulmanların, pinyon ve senkron gövdelerin
Modüler Çektirme Setleri A world in motion since 1919! K-2030-20+S 2 ve 3 Kollu Çektirme Seti - iki farklı kanca tipiyle 12 si 1 Arada Set: Şanzıman dişlilerinin, rulmanların, pinyon ve senkron gövdelerin
KRS Ürünler. {slide= Silindirik Makaralı Rulman }
 KRS Ürünler {slide= Silindirik Makaralı Rulman } İdeal radyal rulmanlar olarak en çok tercih edilen makaralı rulman tipidir: Yüksek radyal yükleri taşıyabilirler (Sadece radyal yönde etkiyen yükler altında
KRS Ürünler {slide= Silindirik Makaralı Rulman } İdeal radyal rulmanlar olarak en çok tercih edilen makaralı rulman tipidir: Yüksek radyal yükleri taşıyabilirler (Sadece radyal yönde etkiyen yükler altında
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT
 5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
ÜRÜN YENILIKLERI KALIP YAPIMI II / E 3330 ve E 3360 Kompakt maça üniteleri. Şimdi sanal marketimizden sipariş verin!
 ÜRÜN YENILIKLERI KALIP YAPIMI II / 2016 Şimdi sanal marketimizden sipariş verin! www.meusburger.com E 3330 ve E 3360 Kompakt maça üniteleri En küçük montaj alanları için son derece ince tasarımıyla yüksek
ÜRÜN YENILIKLERI KALIP YAPIMI II / 2016 Şimdi sanal marketimizden sipariş verin! www.meusburger.com E 3330 ve E 3360 Kompakt maça üniteleri En küçük montaj alanları için son derece ince tasarımıyla yüksek
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304)
") PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
PASLANMAZ BAĞLANTI ELEMANLARI FİYAT LİSTESİ ALTI KÖŞE PASLANMAZ FİBERLİ SOMUN (DIN985-A2-304) M4 M5 M6 M8 M10 M12 M14 M16 M20 36,43 TL 38,26 TL 65,53 TL 149,36 TL 330,53 TL 469,29 TL 732,37 TL 934,73 TL
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
PENSELER DIN ISO 5746 TS 60/2. ! L mm 51, , DIN ISO 5749 TS 60/11. L mm L / ,
 PENSELER PENSELER Altaş ve Carolus penseleri uygun fiyat performans oranıyla sizi etkiler ve birçok bir uygulama alanı için uygundur. Uzun ömürlülük anahtar kelimedir ve profesyonel kullanım ile Altaş
PENSELER PENSELER Altaş ve Carolus penseleri uygun fiyat performans oranıyla sizi etkiler ve birçok bir uygulama alanı için uygundur. Uzun ömürlülük anahtar kelimedir ve profesyonel kullanım ile Altaş
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları