ÇÖZÜLEMEYEN BAĞLANTI ELEMANLARI
|
|
|
- Irmak Bucak
- 7 yıl önce
- İzleme sayısı:
Transkript
1 ÇÖZÜLEMEYEN BAĞLANTI ELEMANLARI Buradaki bilgiler değişik kaynaklardan derlemedir
2 LEHĠM BAĞLANTILARI Ġki metal parçanın, kendilerinden daha düģük sıcaklıkta ergiyen ilave bir malzeme yardımıyla birbirlerine ısı etkisi ile bağlanması iģlemidir. Lehim bağlantılarında, ergimiģ lehim malzemesi adezyon ve difüzyon yoluyla parçalarla bir alaģım oluģturur
3 Üstünlükleri: Ergime olmadığı için kristal yapıda değiģme olmaz ve ince parçalar yanmaz. ĠĢlem için gerekli ısı enerjisi azdır. Çentik etkisi yoktur. Isıl, elektriksel iletkenlik iyidir ve iyi sızdırmazlık sağlanır. Kolay ve ucuz bir birleģtirme yöntemidir. Temiz bir yüzey elde edilir. BirleĢtirilen yüzeylerin arası lehimle dolacağı için geçme yüzeyinde toleransa gerek yoktur.
4 Sakıncaları: Yüksek sıcaklıktaki iģletme koģullarına uygun olmamasıdır. Lehim malzemesinin mukavemeti iyi bir kaynak bağlantısının mukavemetinden azdır. Lehim malzemesi pahalıdır
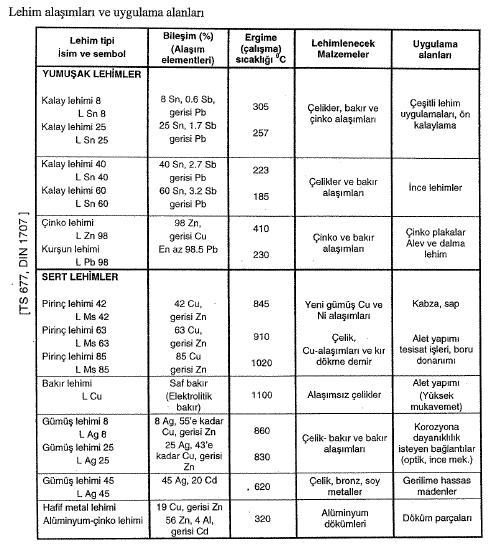
5 Malzeme ve Teknoloji Lehimler, lehim alaģımının ergime sıcaklığına göre yumuģak ve sert lehim olmak üzere iki gruba ayrılır. Ergime sıcaklığı; 450 C nin altında olanlar YumuĢak Lehim 450 C nin üstünde olanlar ise Sert Lehim olarak isimlendirilirler.
6 YumuĢak lehim; fazla yük taģımayan, sızdırmazlık gerektiren, mukavemet açısından fazla zorlanmayacak, nispeten düģük iģletme sıcaklığına sahip yerlerde çalıģacak parçaların birleģtirilmesinde kullanılır. Elektronik devrelerde, küçük teneke kutularda, su borularında geniģ uygulama alanı bulmaktadır. YumuĢak lehim için kalay, kurģun, çinko kullanılır.
7 Sert lehimlerin ergime sıcaklığı C arasındadır. Hem sızdırmazlık sağlaması hem de kuvvet iletmesi istenen bağlantılarda kullanılırlar. mil-göbek bağlantılarında, boru-flanģ bağlantılarında, motosiklet ve bisikletlerin boru konstrüksiyonlarında, yağ, yakıt ve hava taģıyan boru bağlantılarında, taģıt radyatörlerinde, kimya sanayinde vb yerlerde basit ve ucuz olarak uygulanabilmektedirler. Sert lehim için pirinç, bakır ve gümüģ alaģımları kullanılır.
8
9 Konstrüksiyon Önerileri Bağlantı mukavemeti genel olarak * lehimlenen yüzeylerin büyüklüğüne * lehim aralığına bağlıdır. Lehim yüzeyini büyütmek için önlem alınmalıdır. Lehim alaģımı cinsine ve lehim yapma metoduna göre önerilen en uygun lehim aralığı (birleģtirilecek parçalar arası boģluk): yumuģak lehim için 0,05 0,2 mm, sert lehim için ise 0,1 0,3 mm arasındadır.

10 Levhalarda lehim yüzeyini büyütme Borularda lehim yüzeyini büyütme
11 Akslarda lehim yüzeyini büyütme Çentik etkisini (gerilme yığılmasını) önleme Çentik etkisi gerilme yığılmalarına neden olacağından mil göbek bağlantılarında parçalar arasında keskin köģelerden kaçınılmalı, yumuģak geçiģ sağlanmalıdır.


12 Kaplarda lehim yüzeyi büyütme ve lehime gelen yükü sacın ön Ģekillendirilmesi ile azaltma Boru uçlarının Ģekillendirilmesi Kapiler etkinin arttırılması
13 Temas yüzeylerinde kapiler etkiyi arttıracak, lehim akıģı yönünde kanallar, yivler bırakılmalıdır. Lehimleme sırasında kullanılan temizleyici maddelerin, gazların çıkabilmesi için lehim bölgesinde ilave delik veya aralıklar bırakılmalıdır. Eksenel yivli lehim yüzeyi Gaz çıkıģ deliği (kanalı)
14 Büyük parçaların lehimlenmesinde levha veya bilezik Ģeklinde lehim kullanılır. Levha veya bilezik Ģeklinde lehim kullanılması
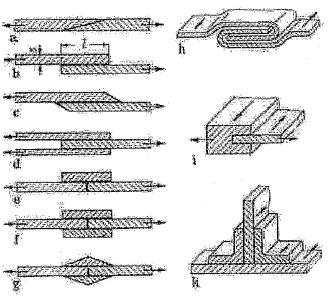
15 Sert Lehimde En Çok Kullanılan BirleĢtirme ġekilleri
16 Hesap Yöntemi Lehim bağlantılarında uygulamada oluģacak kuvvetlerin emniyetle iletilmesini sağlayabilmek için lehimlenen yüzeylerin arttırılması gerekmektedir. Lehim bağlantılarının olabildiğince kayma gerilmelerinin etkisi altında kalmasına dikkat edilir.
17
18

19 YAPIġTIRMA BAĞLANTILARI YapıĢtırma bağlantısı, aynı veya farklı iki malzemenin metalik olmayan bir ara malzeme (yapıģtırıcı zamk ) ile çözülemeyecek Ģekilde birleģtirilmesi ile elde edilir. YapıĢtırma bağının mukavemeti, yapıģtırıcı ile yüzeyler arasındaki yüzeye yapıģma kuvveti (adezyon) ve yapıģtırıcının kendi molekülleri arasındaki bağa (kohezyon) bağlıdır.
20 YapıĢtırma iģlemi yapıģtırılacak elemanların yüzeylerinin temizlenmesinden sonra yüzeylerine çok ince (0,1 0,3mm) bir yapıģtırıcı tabakası sürülerek, oda sıcaklığında veya daha yüksek sıcaklıklarda ve belirli bir süre basınç altında veya basınçsız tutularak yapılır.
21 YapıĢtırıcılar mil göbek bağlantıları, cıvataların çözülmeye karģı emniyete alınması, hafif metal konstrüksiyonları vb. yerlerde yoğun olarak kullanılmaktadırlar. YapıĢtırıcılar genelde katı, sıvı, pasta ve toz halinde olurlar.
22 Üstünlükleri: Uygulanması kolay, ucuz ve çabuktur. Ana malzemede herhangi bir delik, çentik vb. açılmadığından kesit zayıflamaz. Mukavemet kaybı yoktur. Kristal yapıda değiģmeler, ısıl gerilmeler ve gevrekleģmeler oluģmaz. Gerilme dağılımı yaklaģık her noktada eģit olduğundan sürekli mukavemette yorularak kopma tehlikesi azdır.
23 BoĢluklar kolayca doldurulabildiğinden korozyona karģı koruma görevi yapar. Çatlak korozyonu tehlikesi yoktur. Farklı malzemelerin birleģtirilmeleri mümkündür. Sönümleme ve izolasyon özelliklerine sahip olup, istenirse iletken ve yalıtkan olarak faydalanılabilir.
24 Sakıncaları: Ön hazırlık (yüzeylerin temizlenmesi) hassasiyet gerektirir ve zaman alır. Bağlantının özellikleri zamanla değiģebilir (yaģlanma). ÇalıĢma sıcaklığı artarsa (80 C C) mukavemetleri daha da düģer. Yeni özel bazı yapıģtırıcılar ile bu sınırın 450 C gibi yüksek değerlere çıkartılmıģ olması bu sakıncayı gidermektedir. BirleĢtirme için basınç ve/veya ısı gerektirirler.
25 YapıĢtırıcıların mukavemetlerinin düģük olması büyük yapıģtırma yüzeyi gerektirir. Çeki, eğilme ve soyma zorlanmasında mukavemetleri düģüktür. Bu nedenle Ģekillendirme, yapıģtırıcı kaymaya zorlanacak biçimde yapılmalıdır. Bağlantıda kalite kontrolü yapmak zordur.
26 Malzeme ve Teknoloji YapıĢtırma malzemeleri polimer (yapay reçine) esaslı malzemeler olup bunların en çok kullanılanları epoksit, fenol, polyester ve akril dir. Piyasada çeģitli isimler (Araldid, Redux, Akemi, Epilox, Agomed) ve semboller (404) altında satılmaktadırlar.

27 YapıĢtırıcı malzemeler ve özellikleri
28 YapıĢtırıcılar bileģen sayılarına ve sertleģme sıcaklıklarına göre sınıflandırılırlar. SertleĢme sıcaklığına göre Soğuk yapıģtırıcılar oda sıcaklığında sertleģirler Sıcak yapıģtırıcılar 80 C ile 200 C arasında sertleģirler.
29 YapıĢtırıcı malzemesinin bileģimine göre ise Tek bileģenli yapıģtırma ve katılaģma için gerekli tüm maddeleri içerirler (Uhu, Patex,..). YapıĢtırma iģleminden önce baģka bir madde ile karıģtırılmalarına gerek yoktur. K Ġki bileģenli asıl yapıģmayı sağlayan reçine ile katılaģmayı sağlayan ikinci bileģen yapıģtırma iģleminden önce uygun oranda ve Ģekilde karıģtırılır. Bu yapıģtırıcılar yapıģtırma iģleminde genellikle basınç veya kuvvet gerektirmez. SertleĢme süresi genelde uzundur. Soğuk yapıģtırıcılar genelde iki bileģenlidir (Araldid, Uhu, Plus,..).
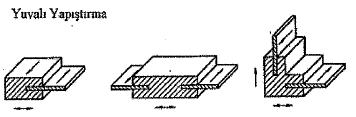
30 Konstrüksiyon önerileri: YapıĢtırma mukavemetinin artması, yapıģtırma alanının büyütülmesi (eğimli kesilmiģ yüzey, bindirme bağlantısı, kapak levhaları kullanımı ile arttırılmıģ yüzey vb.) ile sağlanır. Bindirme uzunluğu l (15 20).s olmalıdır.
31

32 Bağlantı olabildiğince kayma gerilmeleri etkisinde kalacak biçimde Ģekillendirilmelidir. Bağlantı doğrudan çekme, soyma, ayırma etkisinde kalmamalıdır. Parçalarda uygun kıvırma, katlama, takviye eleman kullanma gibi tedbirler alınmalıdır.
33
34
35
36 KAYNAK BAĞLANTILARI Kaynak, aynı veya benzer malzemeden iki parçanın ısı yardımı ile birleģtirilmesidir. Kaynaklı bağlantılar, ucuz olmaları, hafif olmaları, perçin ve cıvata bağlantılarında olduğu gibi deliklerle zayıflatılmıģ olmamaları sebebiyle günümüzde çok fazla kullanılan bağlama yöntemlerinden biridir.
37 Az sayıdaki üretimler için; model gerektirmemesi ve dökümle üretimi mümkün olmayan veya zor olan konstrüksiyonların kolaylıkla üretilmelerine olanak sağlar. Kaynak; kırılan parçaların birleģtirilmesinde, çatlakların giderilmesinde, aģınan kısımların doldurulmasında tamir yöntemi olarak kullanılmaktadır.
38 KAYNAK Basınç Kaynağı Ergime Kaynağı Oksiasetilen Elektrik ark

39 ERGİME Kaynağı Alın Kaynağı Köşe Kaynağı Esas Köşe Kaynağı
40
41
42



43 Kaynak DikiĢlerinin Hesabında Dikkat Edilecek Özellikler Kaynak dikiģ kalınlığı a Kaynak DikiĢ Uzunluğu L k Alın kaynağında KöĢe kaynağında Açık dikiģ Kapalı dikiģ a s a = 0,7.smin lk=l-2a lk=l
44 Gerilmeler çk ek K F A k Me W F M A b W k k pk Çeki-Bası Eğilme Kesme Burulma
45 KAYNAK HESABI Basit Gerilme Hali kem kem BileĢik Gerilme Hali B kem Sadece Normal veya sadece Kayma gerilmeleri var ise B B e k ç Normal ve Kayma gerilmeleri bir arada ise ALIN Kaynağı KÖġE Kaynağı B B 2 2
46 Emniyetli Gerilme Değerinin Hesabı Statik Zorlanma kem kem K K AK 0, 5 k k AK AK AK / s / s DeğiĢken Zorlanma kem kem Kk D Kç Kk D / s K ç / s D, 5 0 K D 0, 57 D

47 K k :Kalite faktörü I.Kalite K k =1 II.Kalite K k =0,8 III.Kalite K k =0,5 Kç : Çentik faktörü
48 BASINÇ Kaynağı Genellikle ince saçların bağlantısında kullanılır. Çok kısa akım geçiģ zamanında kaynak noktası kaynak sıcaklığına kadar ısınır ve elektrotların baskı kuvveti ile kaynak olur. GeniĢ yüzeyli parçaların birbirine kaynak edilmesinde taģıt, gövde, karoseri konstrüksiyonlarında uygulanan ekonomik bir yöntemdir. Sabit elektrotlarla nokta Ģeklinde kaynak, dönen rulolarla dikiģ Ģeklinde kaynak oluģur. Kaynak
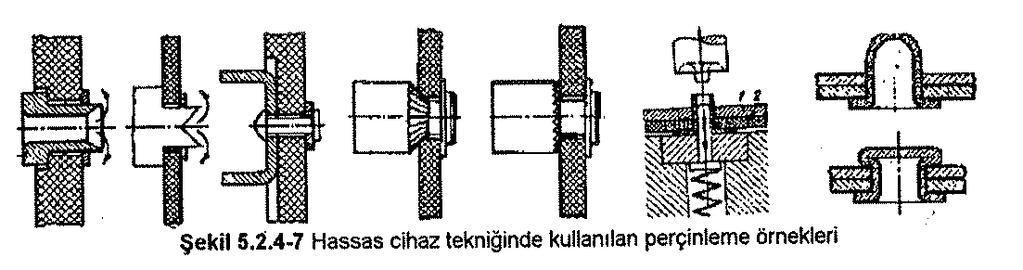
49 PERÇĠN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı geliģme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıģtır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında ve hassas cihaz tekniğinde kullanılmaktadır.
50 Perçin bağlantıları köprü; tren, kule gibi çelik yapılarda ve uçaklarda kuvvet taģımak için yüksek basınçlı kazanlarda kuvvet taģımak ve sızdırmazlık sağlamak için düģük basınçlı kaplarda yalnızca sızdırmazlığı sağlamak için yapılmaktadır
51 Perçin bağlantısının sakıncalı yönleri BirleĢtirilecek parçaların delinmesi sebebiyle malzeme mukavemetinin azalması, bindirme parçalan, kapak parçalan ve perçin baģları nedeniyle malzeme israfı ve ağırlık artıģı iģçilik yönünden fazla zaman alması
52 Perçin bağlantısının faydalı yönleri Kaynak bağlantılarında olduğu gibi birleģme yerinde ergime sebebiyle kristal yapıda değiģmeler (mukavemet azalması) olmaması, ısıl etkilerden dolayı kontrol edilemeyen iç gerilmeler ve çarpılmalar olmaması, kalite kontrol yöntemlerinin çok basit olması
53 PERÇĠN ÇEġĠTLERĠ DövülmemiĢ perçin silindirik bir gövde ve bir baģ kısmından ibarettir. Perçinler perçin baģlarının ve gövdelerinin özelliklerine göre sınıflandırılırlar. (TS 94) Yarı yuvarlak baģlı HavĢa baģlı Çelik Konstrüksiyon için Yarı yuvarlak Sac Konstrüksiyon için HavĢa baģlı Mercimek baģlı
54 Perçin Bağlantısının YapılıĢı ve Perçin DikiĢ ġekilleri; Perçinlenecek parçalar üzerine delikler zımba ile veya matkap ile açılır. Zımba ile delik açmada delik kenarlarında çatlaklar meydana geldiğinden önemli iģlerde matkapla delik açma iģlemi tercih edilir. Delikler rayba ile de düzeltilirler. Perçin elle veya makina ile soğuk veya sıcak dövülerek "kapama baģı" teģkil edilir. El ile perçinlerde çekiçle veya hava tabancası ile baģ yavaģ yavaģ ĢiĢirilerek Ģekillendirilir.
55
56 PERÇĠN MALZEMELERĠ Perçinin kapama baģ teģkili için dövülmesi esnasında büyük Ģekil değiģtirme özelliğine sahip olması istenir. Bu sebepte perçin malzemesi olarak St 34 ve St 44 kullanılır. Perçinleme iģleminde perçin malzemesinin perçinlenen malzemelerle aynı olmasına dikkat etmek gereklidir. Cu, Al ve çeģitli alaģımlardan yapılan perçinler ayrıca yalıtkanlık istenen yerlerde poliyamid, teflon gibi plastik malzemelerden yapılan perçinlerde kullanılmaktadır.

57 PERÇĠN BAĞLANTI ġekġllerġ Perçin bağlantıları; Bindirme, Alın veya Kapaklı olabilir. Her iki bağlantı; tek sıralı, iki sıralı, üç sıralı olabilir. Ġki sıralı ; paralel ve atlamalı Üç sıralı sadece atlamalı olabilir.
58 Perçinlerin sıcak veya soğuk olarak dövülmesi perçin çapına ve malzemesine bağlıdır. Genellikle 10 mm den küçük çaptaki perçinler soğuk dövülür. Delik çapı (d 1 ), perçin çapı (d) den daha büyük yapılır. Dövülme sırasında perçin deliği tamamen doldurur (a). Sıcak perçinlemede soğumadan dolayı perçin gövdesindeki büzülmeden dolayı, delik ile perçin gövdesi arasında bir boģluk kalabilir (b). Bununla beraber perçinin deliği tam doldurduğu kabul edilerek hesaplarda perçin çapı olarak d 1 kullanılır.
59 Perçin bağlantıları Simetrik veya Eksantrik yüklü olabilir. Simetrik yüklü perçin bağlantısında kuvvetin doğrultusu perçin sisteminin ağırlık merkezinden geçer. Eksantrik yüklü perçin bağlantısında kuvvet in doğrultusu perçin sisteminin ağırlık merkezinden geçmez.
60 Simetrik yüklü perçin bağlantıları: Bu bağlantılarda dıģ kuvvetlerin perçinlere eģit olarak dağıldığı kabul edilir. Perçin YÜZEY BASINCI ve KESĠLME ye maruzdur. BirleĢtirilen saclar YÜZEY BASINCI, KOPMA ve YIRTILMA ya maruzdur.

61 Perçinin YÜZEY BASINCI nedeni ile EZĠLMESĠ p F z.d 1.s p em Perçinin KESĠLMESĠ F z.n. 4 2 d 1 em

 em Sacın YIRTILMASI z.2.")
62 Sacın YÜZEY BASINCI nedeni ile EZĠLMESĠ p F z.d 1.s p em Sacın KOPMASI ç s(b F zd 1 ) em Sacın YIRTILMASI z.2.(e F d ) s em
63 Özel Perçinleme Yöntemleri a Hafif metallere uygulanır, b metal olmayan parçalara uygulanan boru perçini c tek taraflı d patlatmalı perçinlemedir.
64
65 KAYNAKLAR Makine Bilimi ve Elemanları, Fatih Babalık, Kadir Çavdar Makine Bilgisi, Mustafa Akkurt Makine Elemanları II, Melih Belevi Makine Elemanları, Erdem Koç
ÇÖZÜLEMEYEN BAĞLAMA (BAĞLANTI) ELEMANLARI. DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy
 ELEMANLARI. DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy") ÇÖZÜLEMEYEN BAĞLAMA (BAĞLANTI) ELEMANLARI DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy Lehim İki metal parçanın, kendilerinden daha düşük sıcaklıkta ergiyen ilave bir malzeme yardımıyla
ÇÖZÜLEMEYEN BAĞLAMA (BAĞLANTI) ELEMANLARI DEÜ Makina Elemanlarına Giriş M. Belevi, Ç. Özes, M. Demirsoy Lehim İki metal parçanın, kendilerinden daha düşük sıcaklıkta ergiyen ilave bir malzeme yardımıyla
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
Lehim. İki metal parçanın, kendilerinden daha düşük sıcaklıkta ergiyen ilave bir malzeme yardımıyla birbirlerine ısı etkisi ile bağlanması işlemidir.
 Lehim İki metal parçanın, kendilerinden daha düşük sıcaklıkta ergiyen ilave bir malzeme yardımıyla birbirlerine ısı etkisi ile bağlanması işlemidir. Çelik, dökme demir, bakır, çinko, pirinç, bronz gibi
Lehim İki metal parçanın, kendilerinden daha düşük sıcaklıkta ergiyen ilave bir malzeme yardımıyla birbirlerine ısı etkisi ile bağlanması işlemidir. Çelik, dökme demir, bakır, çinko, pirinç, bronz gibi
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 2.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren veya biriktiren sistemdir. Kuvvet makinesi ve iş makinesi
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 2.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren veya biriktiren sistemdir. Kuvvet makinesi ve iş makinesi
ÇELİK YAPILARDA BİRLEŞİMLER
 ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
ÇELİK YAPILARDA BİRLEŞİMLER Çelik yapılarda birleşimlerin kullanılma sebepleri; 1. Farklı tasıyıcı elemanların (kolon-kolon, kolon-kiris,diyagonalkolon, kiris-kiris, alt baslık-üst baslık, dikme-alt baslık
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Perçin malzemesinin mekanik özellikleri daha zayıf olduğundan hesaplamalarda St34 malzemesinin değerleri esas alınacaktır.
 Kalınlığı s 12 mm, genişliği b 400 mm, malzemesi st37 olan levhalar, iki kapaklı perçin bağlantısı ile bağlanmıştır. Perçin malzemesi st34 olarak verilmektedir. Perçin bağlantısı 420*10 3 N luk bir kuvvet
Kalınlığı s 12 mm, genişliği b 400 mm, malzemesi st37 olan levhalar, iki kapaklı perçin bağlantısı ile bağlanmıştır. Perçin malzemesi st34 olarak verilmektedir. Perçin bağlantısı 420*10 3 N luk bir kuvvet
Yapıştırma Metin Soruları
 Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Yapıştırma Metin Soruları 1. Yapıştırma bağlantılarının fiziksel esasını açıklayınız ve yapıştırma malzemeleri hakkında bilgi veriniz. 2. Yapıştırma bağlantılarının teknolojisini anlatınız. 3. Yapıştırma
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
ÜNİTE 3. MAKİNA ve TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Akgün ALSARAN HEDEFLER BAĞLAMA ELEMANLARI
 BAĞLAMA ELEMANLARI İÇİNDEKİLER Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları MAKİNA ve TEÇHİZAT Prof. Dr. Akgün ALSARAN HEDEFLER Bu üniteyi çalıştıktan sonra; Bağlama
BAĞLAMA ELEMANLARI İÇİNDEKİLER Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları MAKİNA ve TEÇHİZAT Prof. Dr. Akgün ALSARAN HEDEFLER Bu üniteyi çalıştıktan sonra; Bağlama
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
"ÖRNEKTİR" 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma
 16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
16.07.2007 Tarihinden 20.07.2007 Tarihine kadar bir haftalık çalıģma Pazartesi ġirket Tanıtımı ve Fabrika Oryantasyonu 1 5 9 Salı Fabrika Bilgileri / YerleĢim Planı 5 7 9 ÇarĢamba Fabrika Bilgileri / Organizasyon
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Uygulama Sorusu-1 Şekildeki 40 mm çaplı şaft 0 kn eksenel çekme kuvveti ve 450 Nm burulma momentine maruzdur. Ayrıca milin her iki ucunda 360 Nm lik eğilme momenti etki etmektedir. Mil malzemesi için σ
Uygulama Sorusu-1 Şekildeki 40 mm çaplı şaft 0 kn eksenel çekme kuvveti ve 450 Nm burulma momentine maruzdur. Ayrıca milin her iki ucunda 360 Nm lik eğilme momenti etki etmektedir. Mil malzemesi için σ
RULMANLI YATAKLAR. Dönme şeklindeki izafi hareketi destekleyen ve yüzeyleri arasında yuvarlanma hareketi olan yataklara rulman adı verilir.
 RULMANLI YATAKLAR Yataklar iki eleman arasındaki bir veya birkaç yönde izafi harekete minimum sürtünme ile izin veren fakat kuvvet doğrultusundaki harekete engel olan destekleme elemanlarıdır. Dönme şeklindeki
RULMANLI YATAKLAR Yataklar iki eleman arasındaki bir veya birkaç yönde izafi harekete minimum sürtünme ile izin veren fakat kuvvet doğrultusundaki harekete engel olan destekleme elemanlarıdır. Dönme şeklindeki
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Perçinli ve Bulonlu Birleşimler ve Hesapları Amaçlar
 Amaçlar Perçinli/bulonlu birleşimlerin ne olduğunu inceleyeceğiz, Perçinli/bulonlu birleşimleri oluştururken yapılan kontrolleri öğreneceğiz. Kayma Gerilmesinin Önemli Olduğu Yükleme Durumları En kesitte
Amaçlar Perçinli/bulonlu birleşimlerin ne olduğunu inceleyeceğiz, Perçinli/bulonlu birleşimleri oluştururken yapılan kontrolleri öğreneceğiz. Kayma Gerilmesinin Önemli Olduğu Yükleme Durumları En kesitte
EN 9100. S e r t i f i k a l ı. Özel somun perçinler. güvenilir bağlantı elemanınız!
 Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Mukavemet 1. Fatih ALİBEYOĞLU. -Çalışma Soruları-
 1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
Perçinli ve Bulonlu Birleşimler ve Perçin Hesapları Amaçlar
 Perçinli ve Bulonlu Birleşimler ve Perçin Hesapları Amaçlar Perçinli/bulonlu birleşimlerin ne olduğunu inceleyeceğiz, Perçinli/bulonlu birleşimleri oluştururken yapılan kontrolleri öğreneceğiz. Perçinli
Perçinli ve Bulonlu Birleşimler ve Perçin Hesapları Amaçlar Perçinli/bulonlu birleşimlerin ne olduğunu inceleyeceğiz, Perçinli/bulonlu birleşimleri oluştururken yapılan kontrolleri öğreneceğiz. Perçinli
SD 1200 Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 1200 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 1200 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
SD 1200 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 1200 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
CIVATA BAĞLANTILARI. DEÜ Makina Mühendisliği Böl. Çiçek ÖZES
 CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
CIVATA BAĞLANTILARI Cıvata bağlantıları teknikte en çok kullanılan çözülebilen bağlantılardır. Cıvatalar makinaların montajında, yatakların ve makinaların temele tespitinde, boru flanşların, silindir kapaklarının
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MİL GÖBEK BAĞLANTILARI
 MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
SD 2400 Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 2400 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
SD 2400 Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 2400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Duyarga Çubuklarının
Çözüm: Borunun et kalınlığı (s) çubuğun eksenel kuvvetle çekmeye zorlanması şartından;
 çubuğun eksenel kuvvetle çekmeye zorlanması şartından;") Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
Soru 1) Şekilde gösterilen ve dış çapı D 10 mm olan iki borudan oluşan çelik konstrüksiyon II. Kaliteli alın kaynağı ile birleştirilmektedir. Malzemesi St olan boru F 180*10 3 N luk değişken bir çekme
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak
 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak") KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
KAYNAKLI BĠRLEġTĠRME VE ġekġllendġrme 1. DüĢeyde yan kaynak iģleminde kullandığınız telin çapı kaç mm dir? A) 1 B) 3 C) 2 D) 4 2. DüĢeyde yan kaynak dikiģi çekilirken üfleç için ön görülen açı aģağıdakilerden
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ. www.muhendisiz.net
 www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =
www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =
Sıkma sırasında oluşan gerilmeden öngerilme kuvvetini hesaplarız. Boru içindeki basınç işletme basıncıdır. Buradan işletme kuvvetini buluruz.
 Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
Ø50 Şekilde gösterilen boru bağlantısında flanşlar birbirine 6 adet M0 luk öngerilme cıvatası ile bağlanmıştır. Cıvatalar 0.9 kalitesinde olup, gövde çapı 7,mm dir. Cıvatalar gövdelerindeki akma mukavemetinin
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ PERÇĠNLEME 521MMI044
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ PERÇĠNLEME 521MMI044 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ PERÇĠNLEME 521MMI044 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Soru No Puan Program Çıktısı 1,4 1,4 1,10 1,3,10 1,3,10
 Öğrenci Numarası İmza Program Adı ve Soyadı NÖ İÖ SORU 1. Aşağıdaki soruları cevaplayınız. 1.1. Makinayı tanımlayınız, özelliklerini yazınız. 1.2. Üçgen vida profillerini şekil çizerek açıklayınız, kullanım
Öğrenci Numarası İmza Program Adı ve Soyadı NÖ İÖ SORU 1. Aşağıdaki soruları cevaplayınız. 1.1. Makinayı tanımlayınız, özelliklerini yazınız. 1.2. Üçgen vida profillerini şekil çizerek açıklayınız, kullanım
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
ÜNİVERSAL BORU SİSTEMİ RAUTITAN
 SIHHİ TESİSAT VE ISITMA TESİSATI İÇİN www.rehau.com Yapı Otomotiv Endüstri TALEP Armatür bağlantısı Modern sıhhi tesisatlar ve ısıtma tesisatları maksimum seviyede güvenilirlik, emniyet, esneklik ve çeşitlilik
SIHHİ TESİSAT VE ISITMA TESİSATI İÇİN www.rehau.com Yapı Otomotiv Endüstri TALEP Armatür bağlantısı Modern sıhhi tesisatlar ve ısıtma tesisatları maksimum seviyede güvenilirlik, emniyet, esneklik ve çeşitlilik
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
YOĞUNLUK : minimum kg/m3. ISI İLETKENLİK : 0,028W/Mk SU EMME : % 0,1 SU BUHARI DİFÜZYON DİRENCİ : YANGIN SINIFI : B1 (TS 11989)
") ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
Pnömatik Silindir Tasarımı Ve Analizi
 Pnömatik Silindir Tasarımı Ve Analizi Burak Gökberk ÖZÇİÇEK İzmir Katip Çelebi Üniversitesi y170228007@ogr.ikc.edu.tr Özet Bu çalışmada, bir pnömatik silindirin analitik yöntemler ile tasarımı yapılmıştır.
Pnömatik Silindir Tasarımı Ve Analizi Burak Gökberk ÖZÇİÇEK İzmir Katip Çelebi Üniversitesi y170228007@ogr.ikc.edu.tr Özet Bu çalışmada, bir pnömatik silindirin analitik yöntemler ile tasarımı yapılmıştır.
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 2. BÖLÜM BAĞLAMA ELEMANLARI... 7
 İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 1.1. Kuvvet Makinaları... 1 1.2. İş Makinaları... 2 1.3. Tarifler... 2 1.4. Birimler ve Uluslararası Birim Sistemleri (SI)... 3 1.5. Makinalarda Tanımlar...
İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 1.1. Kuvvet Makinaları... 1 1.2. İş Makinaları... 2 1.3. Tarifler... 2 1.4. Birimler ve Uluslararası Birim Sistemleri (SI)... 3 1.5. Makinalarda Tanımlar...
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER
 MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
SD 3400 Kapasitans Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ ÖRNEKLER. 05-5a. M. Güven KUTAY. 05-5a-ornekler.doc
 2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
BAYCOCRET-AN4060 (Eski adı: INDUCRET-VK4060) Epoksi-Akrilat Esaslı, Stiren İçeren Ankraj Malzemesi
 Epoksi-Akrilat Esaslı, Stiren İçeren Ankraj Malzemesi") AB-SCHOMBURG YAPI KĠMYASALLARI A.ġ. 19 Mayıs Mah. Turapoğlu Sok. Hamdiye Yazgan ĠĢ Merk. No.4/8 34736 KOZYATAĞI - ĠSTANBUL Tel : +90-216-302 71 31/-32 Fax : +90-216-302 70 01 e-mail : info@ab-schomburg.com.tr
AB-SCHOMBURG YAPI KĠMYASALLARI A.ġ. 19 Mayıs Mah. Turapoğlu Sok. Hamdiye Yazgan ĠĢ Merk. No.4/8 34736 KOZYATAĞI - ĠSTANBUL Tel : +90-216-302 71 31/-32 Fax : +90-216-302 70 01 e-mail : info@ab-schomburg.com.tr
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
Makine Elemanları I. Bağlama Elemanları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
AD: HEDEF AYMAK NUMARA: G KONU: İNŞAAT ÇELİKLERİ
 AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
AD: HEDEF AYMAK NUMARA: G1850.100030 KONU: İNŞAAT ÇELİKLERİ İNŞAAT ÇELİKLERİ Beton, sıkıştırmada yeterince güçlü, ancak gerilimde zayıf bir yapı malzemesidir. Bu nedenle beton, çelik ile takviye edilir,
Universal Tip Susturucu Yuvarlak Şekil
 Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Universal Tip Susturucu Yuvarlak Şekil ÖZET ÜRÜN BİLGİSİ EGSAN ürünü Üniversal Tip Susturucu: olumsuz iç ve dış etkenlere ve korozif koşullara dayanıklı, tamamen alüminyum kaplı sac gövde ve borudan oluşur.
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10
 Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
Makine Elemanları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 10 Makine elemanları; makine ve tesisatları oluşturan, bu sistemlerin içerisinde belirli fonksiyonları yerine getiren ve kendilerine özgü hesaplama ve
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
RULMANLI YATAKLAR 28.04.2016. Rulmanlı Yataklar
 RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN
 . TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
. TEKNĠK SEÇĠMLĠ DERS I TOZ METALURJĠSĠ Prof.Dr.Muzaffer ZEREN TOZLARIN YOĞUNLAġTIRILMASI VE ġekġllendġrġlmesġ KOU-TOZ METALURJĠSĠ LAB. HĠDROMODE 150 t. ÇĠFT EKSENLĠ SOĞUK PRES TOZLARIN YOĞUNLAġTIRILMASI
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
Basınç düşürme damperleri
 X X testregistrierung asınç düşürme damperleri Tipi Kapalı kanat Mahallerde aşırı basıncın önlenmesi için Gazlı yangın söndürme sistemleri ve trafo merkezleri için basınç düşürme damperleri Karşı basınçla
X X testregistrierung asınç düşürme damperleri Tipi Kapalı kanat Mahallerde aşırı basıncın önlenmesi için Gazlı yangın söndürme sistemleri ve trafo merkezleri için basınç düşürme damperleri Karşı basınçla
Ara Sınav. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı. Maksimum Puan
 Kitap ve Notlar Kapalı. Maksimum Puan") MAK 303 MAKİNA ELEMANLARI I Ara ınav 9 Kasım 2008 Ad, oyad Dr. M. Ali Güler Öğrenci No. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı Her soruyu dikkatle okuyunuz. Yaptığınız işlemleri gösteriniz.
MAK 303 MAKİNA ELEMANLARI I Ara ınav 9 Kasım 2008 Ad, oyad Dr. M. Ali Güler Öğrenci No. Verilen Zaman: 2 saat (15:00-17:00) Kitap ve Notlar Kapalı Her soruyu dikkatle okuyunuz. Yaptığınız işlemleri gösteriniz.
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL
 PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
St 37 Karbonlu Çelik Malzeme Ara Bağlantı Aparatı Delme ve Bükmenin Teorik ve Deneysel İncelenmesi
 St 37 Karbonlu Çelik Malzeme Ara Bağlantı Aparatı Delme ve Bükmenin Teorik ve Deneysel İncelenmesi Çağrı BARUT Karabük Üniversitesi Teknik Eğitim Fakültesi Makine Tasarım Öğretmenliği Cagribarut@hotmail.com
St 37 Karbonlu Çelik Malzeme Ara Bağlantı Aparatı Delme ve Bükmenin Teorik ve Deneysel İncelenmesi Çağrı BARUT Karabük Üniversitesi Teknik Eğitim Fakültesi Makine Tasarım Öğretmenliği Cagribarut@hotmail.com
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÇELİK YAPILAR 3. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
Vekotec. Kompakt radyatör vanaları Entegre vanalı radyatörler için ikili bağlantı fittingi (H-vana)
") Vekotec Kompakt radyatör vanaları Entegre vanalı radyatörler için ikili bağlantı fittingi (Hvana) IMI HEIMEIER / Termostatik kafalar ve Radyatör vanaları / Vekotec Vekotec Vekotec Hvana, Rp1/ iç ve G/4
Vekotec Kompakt radyatör vanaları Entegre vanalı radyatörler için ikili bağlantı fittingi (Hvana) IMI HEIMEIER / Termostatik kafalar ve Radyatör vanaları / Vekotec Vekotec Vekotec Hvana, Rp1/ iç ve G/4
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME
 TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI
 VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak