KARBON EŞDEĞERİ, CE. CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde. ötektiküstü.
|
|
|
- Erol Alpay
- 6 yıl önce
- İzleme sayısı:
Transkript








1 GRİ DÖKME DEMİRLER
2 KARBON EŞDEĞERİ, CE CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde altında ise ötektiküstü ötektikaltı Katılaşma gerçekleşmektedir
3 Gri-Beyaz Ötektik Farklılığı Gri Ötektik Çekirdekleşme ve elementlerin fonksiyonu Beyaz Ötektik Elementlerin Fonksiyonu
4 Gri dökme demir malzemelerde ilk katı parçacıklar sıvı fazın içinde ostenit dendiritleri şeklinde oluşurlar. Soğuma devam ettikçe, ostenit miktarı artar ve sıvı faz azalır, ötektik noktasına karşılık gelen sıcaklıktan itibaren ötektik katılaşma başlamaktadır Gri dökme demirlerde ana alaşım elementlerinden olan Si ve P 'un ötektik noktasındaki karbon miktarının azalmasında önemli etkisi vardır. Bundan dolayı karbon eşdeğeri, CE, adı verilen yeni bir değişken tanımlanmıştır.
5 Karbon Eşdeğeri(CE) = T.C.% + Si% + P% 3 Karbon Eşdeğeri(CE) = T.C.% + Si % + P % 4 2 CE'nin 4.3 %'ye eşit olduğu değer 100 % Ötektik yapıya karşılık gelmektedir. Bu değerin üzerinde ötektiküstü altında ise ötektikaltı katılaşma gerçekleşmektedir. Amerikan ve İngiliz kaynaklarındaki CE karşılığı Alman teknolojisinde Doymuşluk derecesi, Sc, adı verilen değişken ile tanımlanmıştır. Doymuşluk derecesinin 1 olduğu değer, CE nin 4.3 olduğu değere karşılık gelmektedir

6
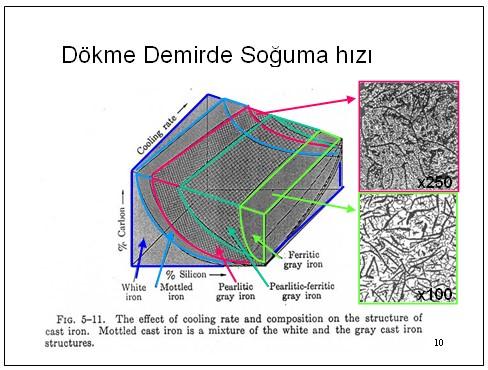
7 Grafit boyut, sayı ve dağılımındaki farklılıklar, çekirdeklenme ve büyüme prensiplerine bağlı olarak gelişir. SOĞUMA Çekirdeklenme hızı düşük olduğunda gelişigüzel yönlenmiş iri lameller meydana gelir. Bu durumda yayınma için bol vakit olduğundan grafitleşme kolayca oluşur. Yayınma ve grafitleşme için yeterli süre olacak şekilde bir aşırı soğuma nedeniyle oluşan hızlı çekirdeklenme küçük lamellere sebep olur.

8 Daha fazla bir aşırı soğuma ise çekirdeklenme ve grafitleşmeyi önleyebilir. Bu durumda beyaz dökme demir oluşur. Dolayısıyla bütün mikroyapılar ve grafit tipleri herhangi bir gri dökme demirde oluşabilir; Bu dökme demirin katılaşma esnasındaki soğuma hızına ve/veya sonradan gördüğü işlemlere bağlıdır.
9
10
11 Aşırı Isınma Gri dökme demir için aşırı ısınma, sıvı metalin C'in üstündeki sıcaklıklara ısıtılması demektir. Aşırı ısınmanın oluşu katılaşma süresinde aşırı soğumanın oluşma şansını da artırır. Grafit lamel boyutları küçülür. Aşırı ısıtma sonunda D ve E tipi grafitler oluşur. Uygun şekilde aşılanmadıkları taktirde ince kesitlerde beyaz ve benekli dökme demir yapısı görülebilir.
12 Aşılama (inokülasyon) Aşılama belirli etkilerden faydalanmak için sıvı metale, bileşimde önemli değişim meydana getirmeyecek şekilde yapılan ilavedir ve grafit parçacıklarının çekirdeklenen kısımlarının sayısının artırılması yoluyla dökme demirin yapı ve özelliklerinin iyileştirilmesidir. Sıvı dökme demirin aşılanmasıyla grafit tipinde önemli değişim sağlanabilir, örneğin ferrosilisyum veya bir başka grafitleştirici %0,05 ila 0,25 gibi küçük yüzdelerde ilave edilirse (A) tipi grafitlerin oluşumuna yol açar. Aşırı soğuma da aşılama ile önlenmektedir. Bu özellikle aşırı ısınmış dökme demire aşılayıcı ilave edildiğinde belli olur. Ergitme ve aşılama işlemi uygun yapıldığında arzu edilen A tipi grafitlerin elde edilmesi mümkündür.
 dökümler çok miktarda sert, kırılgan demir karbürler")

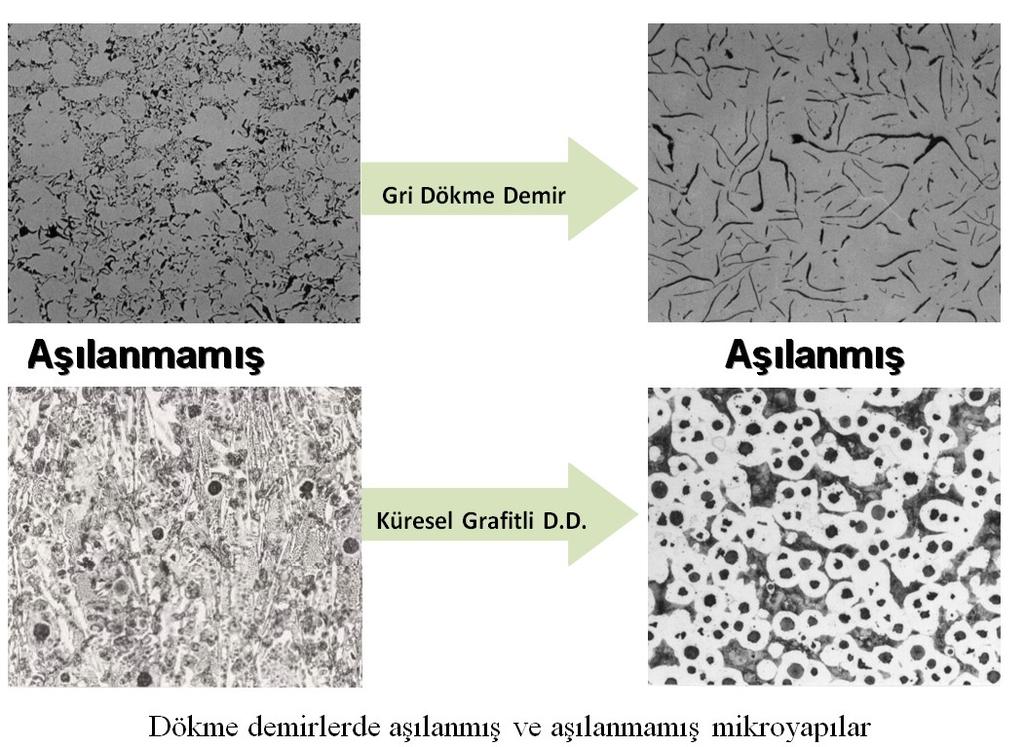
13 Aşağıda aşılayıcı kullanılan veya kullanılmayan durumlarda yapı ve özelliklerin nasıl değişebileceği görülmektedir. Mikroyapılardan da görüleceği üzere aşılama yapılmayan (solda) dökümler çok miktarda sert, kırılgan demir karbürler (sementit, Fe 3 C) ve çok kötü grafit yapısı içerir. Aşılama yapılan durumlarda ise küçük ve rastgele yönelmiş lamellerden oluşan üniform bir yapıya oluşur Aşılanmamış gri dökme demirin grafit yapısı (100X). Aşılanmış gri dökme demirin grafit katılaşması (100X).
14

15



16 AŞILAMANIN AMACI Aynı kimyasal kompozisyona sahip iki dökme demiri ele alalım. Birincisi bu kompozisyona ocakta eritilerek getirilmiş olsun. Diğeri ise potaya kontrollü ilavelerle bu kompozisyona ulaşmış olsun. Her iki tip malzemeden dökülen parçalar aynı kompozisyonda olmasına rağmen özellikleri farklıdır. Bu farkın nedeni ikinci malzemenin aşılanmış olmasıdır. Aşılayıcılar dökümcüler tarafından yaygın olarak kullanılmaktadır. Amaç; gri dökme demirlerde metalurjik yapıyı ve dolayısıyla mekanik özellikleri geliştirmektir.
17 Aşılayıcı, sıvı demire dökümden hemen önce ilave edilen, grafit çekirdeklenmesi için uygun bölgeler sağlayan bir malzemedir. En etkili aşılayıcılar düşük miktarlarda Ca, Ba, Sr, Zr ve/veya Ce elementlerinden bir ya da daha fazlasını içeren ferrosilis alaşımlarıdır. Gerek mekanik özelliklerinin iyileştirilebilmesi gerekse de ince kesitlerde oluşan çilin azaltılabilmesi için, gri dökme demirlerin birçoğunda ve küresel grafitli dökme demirlerde aşılama vazgeçilmez bir işlemdir. Dökme demirin soğuması sırasında oluşan alt soğumanın miktarı (undercooling), içinde oluşan çekirdek sayısına, malzemenin soğuma hızına bağlıdır.
18 Dökme demir, gri (grafitli yapı) ve karbürlü yapı (beyaz) demir olmak üzere iki tipte katılaşabilir. Katılaşmanın gri yada beyaz mı olacağını tayin eden faktör aşırı soğuma miktarıdır. Termal analiz diyagramlarına baktığımızda likidüs sıcaklığı ile solüdüs sıcaklığı arasında eğrinin bir çukur çizdiği görülür. Bu çukurlaşma özellikle hızlı soğuyan veya aşılanmamış sıvı metalde çok daha belirgindir. İşte bu çukurun en alt noktası, aşın soğumanın miktarını gösterir. Bu alt nokta beyaz demir ötektik sıcaklığının altında olur ise beyaz katılaşma oluşur.




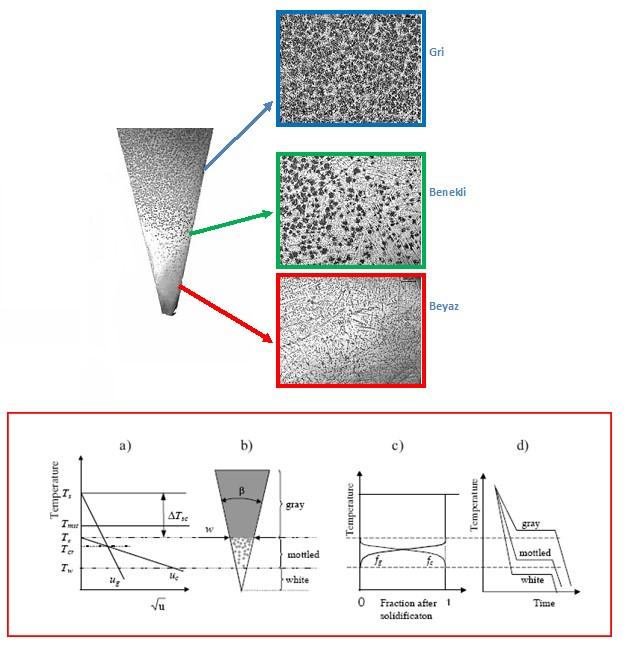
19 Ötektik katılaşma sırasında iki önemli faktör aşırı soğumaya etki eder. Bunlar: çekirdekleşme için gereken serbest enerji ve katılaşma sırasındaki soğuma hızıdır. Soğuma hızı ve çekirdekleşmenin dökme demirin katılaşma sırasındaki etkileri Şekil de gösterilmiştir.
20 Gri dökme demirlerin, grafit tiplerinin oluşumunda önemli ipuçları veren bu soğuma eğrilerinin incelenmesinde ilk göze çarpan aşırı soğuma miktarının grafit tipini tayin ettiğidir. Kararlı ve kararsız ötektik denge sıcaklığı arasında, öncelikle düşen sıcaklık, ötektik reaksiyonun oluşumu ve sisteme ısı vermesiyle bir miktar yükselmekte ve bir süre sonra soğumanın etkisi ile (kalıba kaybedilen ısı) tekrar azalmakta ve katılaşma artmaktadır. Düşük miktarlardaki aşırı soğuma şartlarında grafit tipi A ya doğru gitmektedir. Şekilde eğri (A). Alt soğuma miktarının artmasıyla birlikte, grafit tipi A dan B veya D ye doğru kaymaktadır. Soğuma sıcaklığının kararsız ötektik denge sıcaklığının altına düştüğü durumlarda dökümde çil meydana gelmektedir. Şekilde eğri (D). Beyaz dökme demir oluşumunda soğuma eğrisi Şekilde,(E) deki durumu göstermektedir.
21 Düşük miktarlardaki aşırı soğumada A tipi grafit elde edilirken, Alt soğuma miktarının artmasıyla birlikte, grafit tipi A dan B veya D ye doğru kaymaktadır. Soğuma sıcaklığının kararsız ötektik denge sıcaklığının altına düştüğü durumlarda dökümde çil meydana gelir (D). Beyaz dökme demir oluşumu ise şekil E deki şartlarda meydana gelmektedir
22 Düşük çekirdekleşme seviyesi ve hızlı soğuma özellikle ince kesitlerde çil oluşumunu meydana getirir. Silis miktarının artması stabil ve metastabil katılaşma eğrileri arasındaki sıcaklık farklılığını arttırır. Bu yüzden karbür oluşma ihtimali azalır. Krom'un tam ters etkisi vardır. Sıcaklık farklılığını azaltır ve karbür oluşumunu teşvik eder. Aşılamanın görevi çekirdekleşme için gerekli serbest enerji miktarını azaltmak ve çekirdekleşmeyi kolaylaştırmaktır. Böylece sıvı metalin karbür ötektik (metastabil) katılaşma sıcaklığının altına düşme riski azalır.
23
 azaltmak. 3. Aynı dökümde ince ve kalın kesitler arasındaki farkı azaltmak. 4. Mukavemeti arttırmak. 5.")
24 Aşılama malzemesinden beklenen ana fonksiyonları şu şekilde sıralayabiliriz: 1. Demir karbür ya da çil oluşumunu engellemek ve grafit oluşumunu teşvik etmek. 2. İnce grafit oluşumunu (D tipi) azaltmak. 3. Aynı dökümde ince ve kalın kesitler arasındaki farkı azaltmak. 4. Mukavemeti arttırmak. 5. Ötektik çekirdek sayısını arttırmak ve böylece aşırı soğuma (Undercooling) miktarını minimuma indirmek. 6. Sementit (Fe 3 C) oluşumunu önlemek. 7. Gri dökme demirde A tipi grafit oluşumunu sağlamak. 8. Sfero dökümde nodül sayısını arttırmak. 9. Bunları sağlamak sureti ile besleyici miktarını azaltmak. 10. Aynı potada bütün döküm boyunca etkili olmak
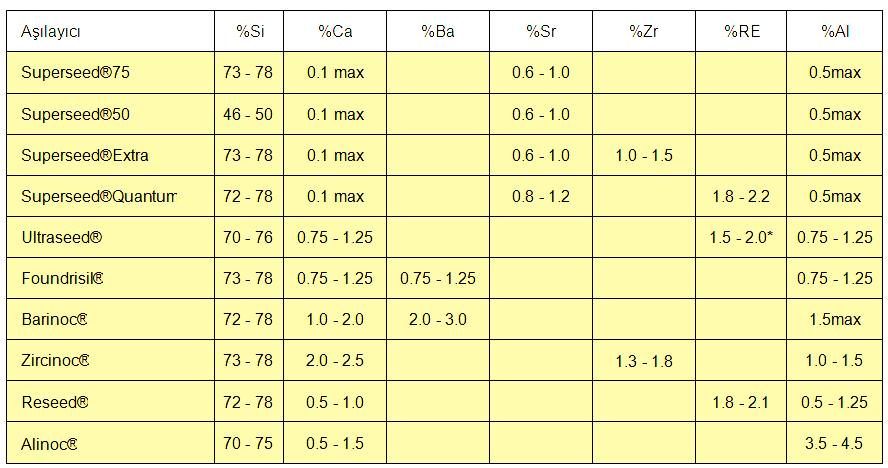
25 Tüm ticari aşılayıcılar ya grafit ve ferrosilisden oluşan herhangi bir ferrosilis alaşımından ya da ferroalaşımların bir karışımından oluşur. Döküm sektöründeki nihai kullanıcılardan gelen yoğun taleplerin artması birçok dökümhaneyi karışım kullanımını terk ederek kontrol edilebilen ferrosilis alaşımına yöneltmiştir. Bu sebeple çeşitli ticari aşılayıcılar bulunmaktadır
26 Aşılayıcı Bileşim %85 Ferrosilisyum 85 Si 0.6 Ca 1.3 Al %75 Ferrosilisyum 75 Si 0.65 Ca 1.20 Al Kalsiyum - Silisyum 63 Si 30 Ca 0.6 Al Grafit Ferrokrom 98C 63 Cr 11 Si Tablo: Bazı ticari aşılayıcıların bileşimleri
27
28 AŞILAMA YÖNTEMLERİ Aşılama yöntemlerini iki ana gruba ayırabiliriz. 1. Pota aşılaması: Metal pota içindeyken yada potaya girerken aşılama malzemesi ilave edilmesidir. 2. Geç aşılama : Geç aşılama ise, metal kalıba dökülürken yada kalıp içindeyken aşılama malzemelerinin ilavesidir.
29 Pota Aşılaması Aşılayıcı ilavesinin maksimum etkisi, aşılayıcının malzeme içinde tamamen erimesine, karışmasına bağlıdır. Bu bakımdan metal sıcaklığının aşılayıcının hızla ve düzenli olarak karışması için yeteri kadar yüksek olması gerekmektedir. Aşılayıcı metale üç şekilde ilave edilir; 1) Aşılayıcı ilavesi fırından akan metale yapılır. Bu KGDD ye uygulanamaz. Çünkü magnezyum ilavesi aşılamadan önce yapılmaktadır. 2) Eğer imkan varsa potadan potaya ilave sırasında aşılayıcı kullanılır. 3) Küçük potalarda aşılayıcı kullanılırsa metal iyice karıştırılır.
30 Bekleme potalarında süre uzamaları meydana gelir. Dolayısı ile etki kayıplarını dengelemek için oldukça fazla miktarda aşı ilavesi yapmak gereklidir. ilave oranı gri dökümde çoğunlukla %2 den başlarken sfero dökümde kritik parçalarda %0.75 den başlar. Aşı malzemesi pota boyutuna göre seçilmeli ve oksidasyona ve termal hava akımlarına bağlı kayıplardan kaçınacak şekilde tozsuz olmalıdır. Genellikle 300 kg a kadar olan potalarda tane boyutunun mm, daha büyük potalarda ise 1-6 mm olarak seçilmesi tavsiye edilir. Aşılayıcıdan maksimum verimi alabilmek için aşağıdaki basit ilave kuralları takip edilmelidir: Aşı metal potaya girerken akışa verilmelidir, önceden pota tabanına atılmamalıdır. İdeal aşı ilavesi potanın %25 - %75 sıvı metalle dolum aralığında elde edilir. Böylece iyi karışım ve çözünme sağlanmış olur. Ocaktan sıvı metal almadan önce yüzeydeki cüruf çok iyi temizlenmelidir. Aksi takdirde aşı malzemesi cürufa karışacak ve boşa gidecektir. Potalar arasında birden fazla transfer yapılıyorsa etki kaybını minimuma indirebilmek için aşıyı dökümden önce son transfer esnasında ekleyin.
31 Gri dökme demir için en çok kullanılan yöntem metal fırından akarken yapılanıdır. Akan metale aşılayıcıları serpmek, potanın dibine atmaktan daha çok tercih edilir. Çünkü pota dibine koyma, oksitlenme ve cüruf içinde kalmadan dolayı daha çok kayba neden olur. Bütün bu yöntemlerde aşılanacak metalin yüzeyinin temiz ve curuftan arınmış olması gerekmektedir. Aşılayıcının etkisini yitirmesi, metal dökümden önce eğer beş dakikadan fazla tutulursa artar. Eğer döküm normal periyottan fazla sürede dökülürse aşılayıcının etkisinde değişiklikler olur. Bu sorunu yenmek için metal büyük potalardan küçük potalara dökülür ve küçük potalar dolarken aşlayıcı ilave edilir. Bu durumun imkansız olduğu durumlarda örneğin büyük parçaların dökümünde geç aşılama daha iyi sonuç verir.
32 Akışa Aşılama Nihai kullanıcıların artan kaliteli döküm parçaları talepleri ve gün geçtikçe artan önemli ölçüde mekanize edilmiş kalıplama ve döküm hatlarına sahip dökümhane sayısı neticesinde etkili aşılama taleplerini karşılamak gittikçe zorlaşmaktadır. Geleneksel pota tretmanlarında üniform olmayan aşılama şekilleri şu nedenlerden dolayı ortaya çıkabilir: metal sıcaklığında meydana gelen değişimler, personel hataları, bilindiği gibi zamana bağlı olarak aşı etkisinin kaybolması. Ayrıca, istenen ölçüde aşılamanın mümkün olmadığı bazı döküm ünitelerinde başka türlü problemler de ortaya çıkabilir.

33 Geleneksel potada aşılamada aşı malzemesinin etkisi bir anda azalmaya başlayabilir ve kristalleşme çekirdek sayısı azalabilir.
34 Bu şekilden anlaşılacağı üzere aşı ilavesinden sonra yapıda m 3 başına 5x10 5 çekirdek mevcuttur ancak bunun 1x10 5 civarı yaklaşık 10 dakika sonra küçülmeye başlar. Aşı malzemesi akışa verildiğinde ise neredeyse hiç küçülme görülmez ve yeterli aşılama sağlamak için kullanılacak ilave oranı da önemli ölçüde azalır Tipik ilave oranları: Dökme demir Potada aşılama Akışa verme Gri D.D % %, genelde 0.1% KGDD % %, genelde 0.2% Aşılayıcılar, ötektik katılaşma sırasında grafit büyümesine uygun bir çok çekirdeklenme bölgesi oluştururlar. Bu durum gri dökümde ötektik hücre sayısında, sfero dökümde ise grafit nodül sayısında artışa sebep olur. Sonuçta aşırı soğuma engelleneceğinden özellikle ince, hemen soğuyan kesitlerde karbür ve çil oluşma riski azalır. Aşılayıcı eklenir eklenmez etki gösterir ancak zamanla etkisini yitirmeye başlar. Aşı etkisinin azalma hızı aşağıdaki etkenlere bağlıdır: Aşı bileşimi; Aşı malzemesinin eklendiği sıvı metalin kimyasal kompozisyonu; Sıcaklık; Yüzey enerjileri; Difüzyon hızları.

35 Akışa vermenin önemli avantajları şu şekilde sıralanabilir: Potada aşılamaya kıyasla daha düşük ilave oranları ile ekonomik anlamda avantajlar sağlar. Daha düşük ilave oranı ile malzemeye verilen kalsiyum ve aluminyum miktarları da azalacağından cüruf ve pinhole oluşma oranı da düşer. Çekinti porozitesine sebep olabilecek yüksek ötektik hücre sayısında artış yine düşük ilave oranına bağlı olarak ortadan kalkar. Operatör hataları elimine edilir. Sadece kalıba giren metal aşılanır, böylece pota tabanında artıklarla gerçekleşen tretmandan kaçınılmış olur.

36 Geç Aşılama Yöntemi Geç aşılama terimi, kalıp boşluğu içinde yada metal dökülürken yapılan aşılayıcı ilavesini içerir. Bu yöntemle pota aşılayıcısından daha etkin aşılayıcılar, daha az aşılayıcı miktarları ile sağlanır. Yüksek üretimli kalıplama hattında otomatik dökümlü fırın kullanımının ve dökümler için kalite gerekliliğinin artması, ayrıca pota ilavesi ile oluşan sorunların başlıcalarının bu yöntemle azalması ya da yok olması, bu yöntemin kullanılmasını ön plana çıkarmıştır. Bu yöntemde, ana sorun etkili aşılayıcı malzemesi seçmek değil, döküm boyunca düzenli dağılım elde edebilmektir.
37 Döküm akışında aşılama Geç akışa verme prosesinde, metal kalıba girerken aşı akışa ilave edildiğinden aşı etkisinin kaybı hemen hemen minimum seviyededir. Bu sayede, ilave oranları ticari pota prosesiyle kıyaslandığında oldukça düşük seviyededir; gri dökümde % ve sfero dökümde % Aşının sıvı metal içinde hızlı çözünmesini sağlamak ve aşılama sisteminde iyi derecede akışkanlık elde edebilmek için aşı tane boyutu mm olmalıdır. Özel aşılama sistemleri de ticari olarak mevcuttur, ancak birçok dökümhane döküm sırasında istikrarlı ilave oranları elde edebilmek için helezonlu besleme mekanizmaları dizayn etmiş ve kurmuştur. Geç akışa verme prosesi sabit döküm istasyonlarına veya pota taşıyıcılarına kolaylıkla uygulanabilir, ancak hareket eden bir potada tatmin edici sonuçlar elde edilememiştir.
38 Kalıpta aşılama Preslenmiş veya dökülmüş aşı malzemesinden üretilen tabletlerin kullanımı en garantili yöntem olarak kabul edilir. Sıvı metalin bu tür bir tretmanla muamelesi nadiren tek başına aşılama olarak uygulanır. Değişik boyut ve bileşimlerde tabletler ticari olarak mevcuttur ve tablet kullanımı besleme süresinin uzun olduğu durumlarda ikincil bir aşı olarak görev yaptığından ya da geç akışa vermenin mümkün olmadığı hallerde gittikçe önem kazanmaktadır. Tablet kalıba yerleştirilirken personel hatalarından kaynaklanabilecek olası sorunları önlemek için özellikle tabletlerin tek aşı olarak kullanıldığı durumlarda denetim mutlaka gereklidir.
39 Eğer sıvı metal akışına geç aşılama yapmak mümkün değil ise, maksimum aşılama etkisini elde etmek için aşılayıcıdan üretilmiş bir tablet kalıba / döküm sistemine ikinci bir aşılayıcı olarak ilave edilmelidir. Tabletler belirlenmiş boyut ve şekilde dökülmüş aşılayıcı parçaları olup kalıp yolluk sistemine ya da döküm yolluğu havuzuna yerleştirilir. Optimum performans ağırlık olarak % 0.05 ile 0.15 ilave oranlarında elde edilir.
40 Yolluk sistemine yerleştirilen tabletler Orta büyüklükteki döküm parçaları için tabletler yolluk sistemine yerleştirilir. Tabletler yolluğun altında bir reaksiyon odacığına yerleştirilir. Reaksiyon odacığının boyutları tablet boyunun 1.5 katı ve diğer ölçülerinin 2 gibi bir faktörle çarpılmasıyla belirlenir.
41 Saf silisyum ihtiva eden aşılayıcılar pota aşılamasında uygun değildir. Az miktarda Al, Ca, Ba, Sr, Zn, Ce ihtiva eden silisli aşılayıcılar daha sağlıklı aşılama özelliği göstermektedirler. Aşılayıcı olarak kullanılan Ferrosilis malzemelerde bulunan 1-2 % Al ve % Ca ferrosilisin aşılayıcı özelliğini arttırmaktadır.
42 Aşılama yöntemi seçimini etkileyen faktörler : 1. Potanın doldurulmasından son dökümün alınması arasında geçen süre, bozulma süresi olarak bilinir (kalın kesitli parçalarda metalin katılaşmasına kadar). 2. Metal sıcaklığı. 3. Prosesin herhangi bir aşamasında aşının belli bir noktaya eklenebilmesi, 4. Döküm sisteminin geç akışa verme prosesine uygunluğu.
43 Gri döküm için aşılayıcı seçilirken aşağıdaki faktörler dikkate alınmalıdır; Sıvı metalin kükürt miktarı, Aşılamadan son kalıbın dökümüne kadar geçen zaman süresi Karbon eşdeğeri (CE). Ayrıca aşılama metodu da dikkatle seçilmelidir. Döküm işlemi esnasında aşılayıcılar demire genellikle aşağıdaki üç aşamadan bir ya da birkaçında eklenir: Doldurma esnasında döküm potasına. Metal kalıba girerken metal akışına. Kalıp yolluk sistemine dikkatlice yerleştirilen bir tablet kullanarak.
44 Çil Kontrolü : Gri dökme demirde grafitleşme kontrolü özellikle ergitme safhasında önde gelen bir problemdir. Çil testi, dökme demirde grafitleşme eğilimini bir dereceye kadar belirleyen bir yöntemdir. Test örneği ocaktan veya potadan alınan sıvı metalin maça kumundan bir kalıba dökülmesiyle elde edilir, örneğin şeklinden dolayı bazı kısımlar daha çabuk soğur.

45
46
47
48 Örneklerde beyaz dökme demir olarak katılaşmış kısmın derinliği ölçülür. Çil derinliği bileşimle çok etkilenir, düşük C veya yüzdeleri daha derin bir çil oluşumuna yol açar. Çil derinliği ile karbon eşdeğeri arasındaki ilişki Aşağıdaki şekilde gösterilmektedir. Çil derinliğinin pota ilaveleri ve aşılayıcılar ile azaltılması ile mümkündür


49 Çil derinliği ile karbon eşdeğeri arasındaki ilişki
50 GG-10 GG-15 GG-20 GG-25 GG-30 GG-35 C Si Mn S 0.12 max 0.12 max 0.12 max 0.12 max 0.10 max 0.10 max P 0.50 max 0.50 max 0.40 max 0.25 max 0.20 max 0.20 max Mikroyapı ferrritik Ferritik + Perlitik Ferritik + Perlitik Çoğunlukla perlitik Tamamen perlitik İnce perlitik Sertlik,HB Muhtelif pik ağırlıklar Izgaralar Süs eşyaları Soba parçaları Yeraltı boruları Burçlar Kazan ızgaraları Pis su boruları Izgaralar Baca kapama elemanları İngot kalıpları Hafif fren kampanaları Makine parçaları Tekerlekler Pompalar Karterler Marangoz makine parçaları Tezgah gövdeleri Şanzuman kutuları Volantlar Debriyaj plakaları Motor blokları Gömlekler Makine parçaları Pompalar Kompresör parçaları Ağır fren kampnaları Segmanlar Karterler Petrol boruları Dişliler Miller Gömlekler Motor blokları Makine parçaları Silindir başları Manifoldlar Toprak valsler Soğuk ve sıcak kalıplar Ağır yük dişlileri Valfler Basınçlı parçalar Pompalar Şahmerdanlar Yataklar Fren kampanaları Dayanıklı çerçeveler
51 Tablo :Gri Dökme Demirlerin Sertlik ve Çekme Mukavemeti SAE J431 SAE Grade Sertlik BHN* Minimum Çekme MUkavemeti Other Requirements G max 18,000 psi 124 MPa G ,000 psi 173 MPa G2500** ,000 psi 173 MPa 3.4% min C and microstructure specified G ,000 psi 207 MPa G ,000 psi 241 MPa G3500b** ,000 psi 241 MPa G3500c** ,000 psi 241 MPa 3.4% min C and microstructure specified 3.5% min C and microstructure specified G ,000 psi 276 MPa
52
53 Gri Dökme Demirlerde Sertlik Gri Dökme Demir Fleyk Grafitin Etrafındaki Matriks Mikroyapı Brinell Sertliği Yumuşatma Tavı Yapılmış Tamamen Ferritik Döküm Hali Perlit ve Ferrit Yüksek Mukavemetli İnce Perlit Alaşımlı-Asiküler Beynit Ostenitik (Ni-Resist) Ostenit Su Verilmiş Martensit Su Verilmiş ve Temperlenmiş Temperlenmiş Martensit Hızlı Soğutulmuş (Beyaz Dökme Demir) Perlit ve Karbürler

54
55 Sönüm Kapasitesi
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT
 Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT Dökme Demirlere aşılayıcı ilavesi tavsiye edilen, hatta istenilen kalitede döküm parça üretimi için gerekli bir uygulamadır. Lamel ve küresel grafitli
Dökme Demirlerin Aşılanması W. MASCHKE, M. JONULEIT Dökme Demirlere aşılayıcı ilavesi tavsiye edilen, hatta istenilen kalitede döküm parça üretimi için gerekli bir uygulamadır. Lamel ve küresel grafitli
DÖKME DEMİRDE AŞILAMA
 MET 09-HAZİRAN 92 11 SIRA NO: 17 DÖKME DEMİRDE AŞILAMA AŞILAHA NEDİR? Dökme demir 1erde katılaşma esnasında ötek tik karbür ya da beyaz yap lyı ön lemek ve grafit oluşumunu güçle ndirmek amacıyla dökümden
MET 09-HAZİRAN 92 11 SIRA NO: 17 DÖKME DEMİRDE AŞILAMA AŞILAHA NEDİR? Dökme demir 1erde katılaşma esnasında ötek tik karbür ya da beyaz yap lyı ön lemek ve grafit oluşumunu güçle ndirmek amacıyla dökümden
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
3.GRİ DÖKME DEMİR Ötektik Altı Gri Dökme Demirlerin Yavaş Soğutulması
 3.GRİ DÖKME DEMİR Gri dökme demirler pek çok faydalı özelliklere sahip olduğu için büyük ve küçük boyutlardaki basit ve karmaşık dökümler için tasarım mühendisliğinin halen gözde malzemeleridir. Bugün
3.GRİ DÖKME DEMİR Gri dökme demirler pek çok faydalı özelliklere sahip olduğu için büyük ve küçük boyutlardaki basit ve karmaşık dökümler için tasarım mühendisliğinin halen gözde malzemeleridir. Bugün
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis»
 «Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
Beyaz dökme demir mikroyapısı. Metalografik yapı beyaz renkli sementitle birlikte dendritik karakterde katılaşmış ince bir perlitik şebekeyi
 DÖKME DEMİRLER BEYAZ DÖKME DEMİR Beyaz dökme demir mikroyapısı. Metalografik yapı beyaz renkli sementitle birlikte dendritik karakterde katılaşmış ince bir perlitik şebekeyi göstermektedir. BEYAZ DÖKME
DÖKME DEMİRLER BEYAZ DÖKME DEMİR Beyaz dökme demir mikroyapısı. Metalografik yapı beyaz renkli sementitle birlikte dendritik karakterde katılaşmış ince bir perlitik şebekeyi göstermektedir. BEYAZ DÖKME
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
KİMYASAL BİLEŞİMİ. Element % Karbon Silisyum Manganez Fosfor Kükürt
 GRİ DÖKME DEMİRLER GRİ DÖKME DEMİR Katılaştıktan sonra bileşimindeki karbonun büyük bir kısmı serbest grafit yaprakları (lamel) halinde bulunan bir dökme demir çeşididir. Kırıldığı zaman, yüzeyi gri görünüşlüdür.
GRİ DÖKME DEMİRLER GRİ DÖKME DEMİR Katılaştıktan sonra bileşimindeki karbonun büyük bir kısmı serbest grafit yaprakları (lamel) halinde bulunan bir dökme demir çeşididir. Kırıldığı zaman, yüzeyi gri görünüşlüdür.
DÖKME DEMİRLER: Mikroyapı ve Alaşım Elementleri
 DÖKME DEMİRLER: Mikroyapı ve Alaşım Elementleri Mikroyapı Dökme demirler mikroyapıya duyarlı alaşımlara örnek teşkil ederler, bir başka deyimle metal özellikleri büyük ölçüde metalografik yapıya bağlı
DÖKME DEMİRLER: Mikroyapı ve Alaşım Elementleri Mikroyapı Dökme demirler mikroyapıya duyarlı alaşımlara örnek teşkil ederler, bir başka deyimle metal özellikleri büyük ölçüde metalografik yapıya bağlı
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
2.Oturum / 2nd Session Oturum Başkanı / Session Chairman: Bülent Şirin (Döktaş Dökümcülük) Yaşar Uğur Akı, Emre Erol, Cüneyt İnal (Demisaş Döküm)
 Yaşar Uğur Akı, Emre Erol, Cüneyt İnal (Demisaş Döküm)") «Dökme Demirlerde Termal Analiz ile Metalurjik Proses Kontrolü ve Uygulamaları» «Metallurgical Process Control Using Thermal Analysis System In Cast Irons and Case Studies» Yaşar Uğur Akı, Emre Erol, Cüneyt
«Dökme Demirlerde Termal Analiz ile Metalurjik Proses Kontrolü ve Uygulamaları» «Metallurgical Process Control Using Thermal Analysis System In Cast Irons and Case Studies» Yaşar Uğur Akı, Emre Erol, Cüneyt
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul KÜRESEL
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul KÜRESEL
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI
 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI İkili alaşım sistemlerinin en önemlilerinden birisi demir-karbon
Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI İkili alaşım sistemlerinin en önemlilerinden birisi demir-karbon
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri
 İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI
 MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI") Hakan ÖKER ÖZET ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI Ay Döküm Makine Sanayi Ferritik yapılı küresel
Hakan ÖKER ÖZET ISIL İŞLEM UYGULAMASI YAPILMADAN UYGUN MEKANİK ÖZELLİKLERDE EN-GJS 400-18LT (GGG 40.3 DIN1693) MALZEMENİN DÖKÜM PROSES ŞARTLARININ SAĞLANMASI Ay Döküm Makine Sanayi Ferritik yapılı küresel
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU. Kalıcı mekanik ve fiziksel özellikler. Kabul edilebilir düzeyde metal temizliği. Emisyonların azaltılması
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU Kalıcı mekanik ve fiziksel özellikler Kabul
BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU Kalıcı mekanik ve fiziksel özellikler Kabul
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
1. GİRİŞ. 1.1.Küreleştirme İşlemi
 1010 1011 1. GİRİŞ Grafitli dökme demirlerde karbon miktarının büyük kısmı katılaşma sırasında ayrışır ve dökme demirin mikro yapısında ayrı bir yapı elemanı olarak görülür. Karbonun oluşturduğu şekil
1010 1011 1. GİRİŞ Grafitli dökme demirlerde karbon miktarının büyük kısmı katılaşma sırasında ayrışır ve dökme demirin mikro yapısında ayrı bir yapı elemanı olarak görülür. Karbonun oluşturduğu şekil
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Fe-C Faz Diyagramı. Dökümhane Eğitim Projesi Dokumhane.net 2016
 S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı
 CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
CALLİSTER FAZ DİYAGRAMLARI ve Demir-Karbon Diyagramı Bileşen deyimi, çoğunlukla alaşımı oluşturan saf metaller ve/veya bileşikler için kullanılır. Örneğin bir bakır-çinko alaşımı olan pirinçte Cu ve Zn,
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
TSE TS-526 KÜRESEL GRAFİTLİ DÖKME DEMİRLER / GENEL MAÇLAR İÇİN Çentik Dayanımı Sertlik min. kgf/cm2 (20 C) Kgf/mm2 % HB min. min.
 Kgf/mm2 % HB min. min.") SFERO DÖKÜM TS-526 KÜRESEL GRAFİTLİ DÖKME DEMİRLER TS-526 Çekme Dayanımı Kgf/mm2 min. TSE TS-526 KÜRESEL GRAFİTLİ DÖKME DEMİRLER / GENEL MAÇLAR İÇİN Çentik Dayanımı Akma Sınırı Kopma Uzama Sertlik min.
SFERO DÖKÜM TS-526 KÜRESEL GRAFİTLİ DÖKME DEMİRLER TS-526 Çekme Dayanımı Kgf/mm2 min. TSE TS-526 KÜRESEL GRAFİTLİ DÖKME DEMİRLER / GENEL MAÇLAR İÇİN Çentik Dayanımı Akma Sınırı Kopma Uzama Sertlik min.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ
 EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
İKİLİ ÖTEKTİK FAZ DİYAGRAMLARI
 İKİLİ ÖTEKTİK FAZ DİYAGRAMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA İKİLİ ÖTEKTİK FAZ DİYAGRAMLARI
İKİLİ ÖTEKTİK FAZ DİYAGRAMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA İKİLİ ÖTEKTİK FAZ DİYAGRAMLARI
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Ötektik bileşim Birbirlerini sınırlı
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Bölüm 9. Demir Karbon Alaşım Sistemi
 Bölüm 9 Demir Karbon Alaşım Sistemi 1 DEMİR-KARBON ALAŞIM SİSTEMİ Demir, mühendislik uygulamalarında kullanılan alaşımların temelini oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf
Bölüm 9 Demir Karbon Alaşım Sistemi 1 DEMİR-KARBON ALAŞIM SİSTEMİ Demir, mühendislik uygulamalarında kullanılan alaşımların temelini oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
4. TEMPER DÖKME DEMİR
 4. TEMPER DÖKME DEMİR Temper dökme demir, tamamen grafitsiz sert ve kırılgan beyaz dökme demirin temperleme tabir edilen ısıl işlem ile karbürlerinin parçalanması sonucu oluşan, yüksek mukavemetli, sünek
4. TEMPER DÖKME DEMİR Temper dökme demir, tamamen grafitsiz sert ve kırılgan beyaz dökme demirin temperleme tabir edilen ısıl işlem ile karbürlerinin parçalanması sonucu oluşan, yüksek mukavemetli, sünek
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
BAZI ÖRNEKLER Soru 1 - Soru 2 -
 BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid