As Katları Ölçüleri m dm cm mm µ nm 1 Metre (m)
|
|
|
- Nilüfer Odabaşı
- 6 yıl önce
- İzleme sayısı:
Transkript
1 ÖLÇME VE KONTROL Ölçme nedir: Her hangi bir nesnenin ne kadar büyük, küçük veya az ya da çok olduğunu belirtme sorunudur. Ölçmenin tanımı: Birim adı verilen bilinen bir değerle aynı cinsten bilinmeyen bir değeri karşılaştırmaya (kıyaslamaya) ölçme denir. Kontrol: Yapılan bir işin istenilen ölçü sınırları içerisinde ve istenilen özelliklerde yapılıp yapılmadıklarını tespit etme işlemine kontrol denir. Ölçme ve Kontrolü Etkileyen Faktörler 1. Ölçü aletinin yapılış hassasiyeti, 2. Ölçme işlemini yapan kişi, 3. Ölçme işleminin yapıldığı yerin ısısı, 4. Ölçme aletinin ısısı, 5. Ölçülecek cismin ölçülmeye uygun olup olmaması (çapaklı, paslı veya tozlu olması gibi). Ölçme ve Kontrol İşlemlerinde Dikkat Edilmesi Gereken Hususlar 1. Ölçmede, istenilen ölçü tamlığında ölçü aleti kullanılmalıdır. 2. Okuma sırasında okuma yerine dik olarak bakılmalıdır. 3. İşin ve ölçü aletinin yüzeyleri ölçme yapmadan önce temizlenmelidir. 4. Hassas ölçümlerde, ortam sıcaklığına dikkat edilmelidir. 5. Ölçü aletlerinde, ölçü baskısının tam değeri uygulanmalı. Hiç bir zaman zorlamayınız. 6. Hiçbir zaman, hareket halindeki iş parçası üzerinde ölçme yapmayınız. 7. Ayarlanabilir ölçü aletleri ölçmeden önce tekrar sıfır konumuna getirilip ayarlanmalıdır. 8. Ölçü aletlerinin tamlık dereceleri çeşitli zaman aralıklarında kontrol edilmelidir. Ölçü Aletlerinin Bakımı 1. Ölçme aletlerini kesici aletlerden uzağa ve daha yumuşak bir zemin üzerine koymalıyız (örneğin tahta, kumaş veya sünger üzerine). 2. Hassas ölçü aletlerini sıcak ve soğuğun olumsuz etkilerinden korumalıyız. 3. Ölçü aletlerini düşürmemeliyiz, çarpma ve diğer zararlardan korumalıyız. 4. Ölçü aletlerini kullandıktan sonra veya çalışma sona erince, itinayla kaldırmalıyız ve gerektiğinde temizlemeliyiz. Paslanma tehlikesine karşın ölçü aletleri belirli zaman aralıklarında asitsiz yağ ile veya gres ile yağlanmalıdır. Not: Hatalı ölçü aletlerini kendiniz onarmaya veya üzerinde herhangi bir değişiklik yapmaya çalışmayınız. Metrik Ölçü Sisteminde Uzunluk (metre) (m) Uzunluk As Katları Ölçüleri m dm cm mm µ nm 1 Metre (m) Desimetre (dm) 0, Santimetre 0,01 0, (cm) 1 Milimetre (mm) 0,001 0,01 0, Mikron (µ) 0, , ,0001 0, Nanometre (nm) 0, , , , ,001 1 Inch (parmak) Ölçü Sistemi Bu ölçü sisteminin birimi YARDA dır. 1 Yarda = 3 Ayak = 36 Parmaktır. 1Parmak (1 ) = 25,4 mm dir.

2 Sürmeli Kumpaslar Tesviyecilikte en yaygın kullanılan hassas ve önemli ölçü aletlerinden biri sürmeli kumpaslardır. Sürmeli kumpaslar; dış ve iç çap, kalınlık, aralık, derinlik ve kademeleri ölçmede kullanılmaktadır. Sürmeli kumpaslar temel olarak iki önemli parçadan oluşmaktadır. Bunlardan biri üzerinde metrik ve parmak sistemine göre bölüntüler bulunan ölçü cetvelidir. İkinci parça ise ölçü cetveli üzerinde ileri geri kayarak hareket edebilecek şekilde imal edilmiş ve yine üzerinde her iki ölçü sistemine göre bölüntüler bulunduran sürgüdür (verniyerdir). Ölçüm Hassasiyetlerine Göre Sürmeli Kumpaslar 1/10 mm hasssiyette sürmeli kumpaslar 1.Tipi (Ölçü cetveli üzerindeki 9 mm lik mesafe verniyer üzerinde 10 eşit parçaya ayrılmıştır) 2.Tipi (Ölçü cetveli üzerindeki 19 mm lik mesafe verniyer üzerinde 10 eşit parçaya ayrılmıştır) 1/20 mm hasssiyette sürmeli kumpaslar 1.Tipi (Ölçü cetveli üzerindeki 19 mm lik mesafe verniyer üzerinde 20 eşit parçaya ayrılmıştır) 2.Tipi (Ölçü cetveli üzerindeki 39 mm lik mesafe verniyer üzerinde 20 eşit parçaya ayrılmıştır) 1/50 mm hasssiyette sürmeli kumpaslar (Bu kumpaslarda ölçü cetveli üzerindeki 49 mm lik mesafe verniyer üzerinde 50 eşit parçaya ayrılmıştır.) 1/10 mm Hassasiyette (0,1 mm) ölçüm yapabilen verniyerli sürmeli kumpaslar Bu kumpaslarda okunan tam ölçüden sonra (1, 2, 3 vb.) mm nin onda biri (0,1; 0,5; 0,8; 0,9 gibi) kadar değerleri göstermek veya okumak mümkündür. Kumpasın elde edilişi : Tip 1 0 Ölçü cetveli mm 0 Verniyer mm 1/10 mm hassasiyetteki verniyerli sürmeli kumpas, ölçü cetveli üzerindeki 9 mm lik mesafenin hareketli verniyer üzerinde 10 eşit taksimata bölünmesiyle 0,9 mm elde edilmiştir. 0,1 mm 10
3 Örnek Problem : 58,6 mm değerini 1/10 mm hassasiyetteki kumpasın birinci tipinde gösteriniz. Çözüm : ,6 mm Hareketli verniyerin son çizgisi : 58,6+9 = 67,6 mm Çakışma Çizgisi : 0,9x6 = 5,4 mm + 58,6 = 64 mm Sürmeli kumpasın 2. tipinde de ölçü hassasiyeti 1. tiple aynı (0,1 mm) olup, aralarındaki fark 2. tipin okuma kolaylığının daha iyi olmasıdır. Kumpasın elde edilişi: Tip ,9x10 = 19 mm mm 10 Her bir verniyer aralığı = 19/10 = 1,9 mm Kumpasın ölçü hassasiyeti = 2 1,9 = 0,1 mm 0,1 mm 1,9 mm 0 1 1/10 mm hassasiyetteki verniyerli sürmeli kumpas, ölçü cetveli üzerindeki 19 mm lik mesafenin hareketli verniyer üzerinde 10 eşit taksimata bölünmesiyle elde edilmiştir. Örnek problem: 58,6 mm değerini 1/10 mm hassasiyetteki kumpasın ikinci tipinde gösteriniz. Çözüm : ,6 mm Verniyerin son Çizgisi: 58, = 77,6 mm Ölçü cetvelinin çakışan çizgisi: 6x1,9 = 11,4 +58,6 = 70 mm 77,6 mm
4 1/20 mm hassasiyette (0,05 mm) ölçüm yapabilen verniyerli sürmeli kumpaslar Bu kumpaslarda ölçü hassasiyeti (0,05 mm) ölçü cetveli üzerindeki 19 mm uzunluğun hareketli verniyer üzerinde 20 eşit parçaya bölünmesiyle elde edilmiştir. Kumpasın elde edilişi : Tip ,95x20 = 19 mm /20 = 0,95mm verniyerdeki iki çizgi arası mesafe 1 1 0,95 = 0,05 mm kumpasın ölçü hassasiyeti 0,95 mm 0,05 mm 0 Örnek problem: 25,65 mm değerini 1/20 mm hassasiyetteki verniyerli sürmeli kumpasın 1. tipinde gösteriniz. Çözüm: Verniyerin Son Çizgisi : 25,65+19 = 44,65 Verniyerin Çakışan Çizgisi : 0,65/0,05 = 13 Ölçü Cetvelinde Çakışan Çizgi : 0,95x13 = 12,35 +25,65 = 38 Yine 1/10 mm lik kumpasların ikinci tipinde olduğu gibi 1/20 mm lik kumpaslarında okuma kolaylığı sağlamak üzere ikinci bir tipi mevcut olup birinci tip kumpasla aynı ölçü hassasiyetine (0,05 mm) sahiptir. Bu tip kumpaslarda da ölçü cetveli üzerindeki 39 mm lik uzunluk hareketli verniyer üzerinde 20 eşit taksimata ayrılmıştır.
5 Kumpasın elde edilişi Tip: Hareketli verniyerdeki her bir sıkala arası = 39/20 = 1,95 mm Ölçü hassasiyeti = 2-1,95mm = 0,05 mm 1,95 mm Kumpasın ölçü hassasiyeti 0,05 mm yani ölçebileceği en küçük değer 0 1 Örnek problem : 3,85 mm değerini 1/20 mm hassasiyetteki kumpasın 2. tipinde gösteriniz Verniyerin son çizgisi : 3,85+39 = 42,85 mm Hareketli verniyerin çakışma çizgisi : 0,85/0,05 = 17 Ölçü cetvelindeki çakışan çizgi : 17x1,95 = 33,15 +3,85 =37 1/50 mm Hassasiyetteki Verniyerli Sürmeli Kumpaslar Bu kumpasında diğer kumpaslardan önemli bir farkı olmayıp, tek fark hassasiyetinin (0,02 mm) daha yüksek olmasıdır. Ancak okunma güçlüğüne bağlı okuma hassasiyeti düşük olduğundan dolayı çok sık kullanılan bir kumpas değildir. Bu kumpasla ölçüm yapmak yerine mikrometreleri tercih etmek daha doğru olacaktır. Kumpasın elde edilişi Ölçü Cetveli Verniyer mm 0,98 mm 0,02 mm Kumpasın gösterebileceği en küçük değer.
6 Parmak Verniyerli Sürmeli Kumpaslar Verniyerdeki Parmak Taksimatı 0 1/16 1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/16 1 1/128" Verniyerli Sürmeli Kumpas Kumpasın elde edilişi Tip /16 3/16 5/16 7/16 0 2/16 7/128" 1/128" 4/16 6/16 7/16 : 8 = 7/128 verniyerdeki iki sıkala arası mesafe (8) (1) 1/16" 8/128" Bu kumpasın ölçü hassasiyeti (1/128") ölçü cetveli üzerindeki 7/16 değerinin hareketli verniyer üzerinde 8 eşit parçaya bölünmesi ile elde edilmiştir. Örnek Problem : 5/16" değerini 1/128" hassasiyetteki parmak verniyerli kumpasta gösteriniz. Çözüm 5/16+(8x7/16)=12/16=3/ /16 1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/16 1 Örnek Problem : (3/8+5/128) değerini 1/128" hassasiyetindeki parmak verniyerli kumpasta gösteriniz. Çözüm /16 1/8 3/16 1/4 5/16 3/8 7/16 1/2 9/16 5/8 11/16 3/4 13/16 7/8 15/ Çakışır





7 Verniyerli sürmeli kumpaslarla iç çap ölçümü 1- Kumpasın çeneleri ölçülecek ölçüden daha küçük olarak açılır 2- Sabit çene ölçülecek yüzeye dayatılır 3- Hareketli çene diğer ölçüm kenarına temas edene kadar açılır 4- Ölçme esnasında kumpas çenelerinin daima delik eksenine paralel olmalıdır. Şekil 1. Kumpasla iç çap ölçümlerinin gösterilmesi Verniyerli sürmeli kumpaslarla dış çap ölçümü 1- Kumpas çeneleri ölçülecek ölçüden daha büyük olarak açılır 2- Sabit çene iş parçası yüzeyine dayatılır 3- Hareketli çene kapatılarak iç parçası yüzeyine teması sağlanarak ölçüm yapılır. Şekil 2. Kumpasla dış ölçümlerin gösterilmesi Verniyerli derinlik kumpası ile derinlik ölçümü 1. Köprüyü, daima ölçü itibar yüzüne sıkı olarak dayatınız 2. Derinlik dayamalı kılıcı, hafifçe derinliğin tabanına temas edene kadar kaydırınız. 3. Tespit vidasını dikkatlice sıktıktan sonra, derinlik kumpasını kaldırınız ve ölçü değerini okuyunuz. Şekil 3. Kumpasla derinlik ölçümlerinin gösterilmesi

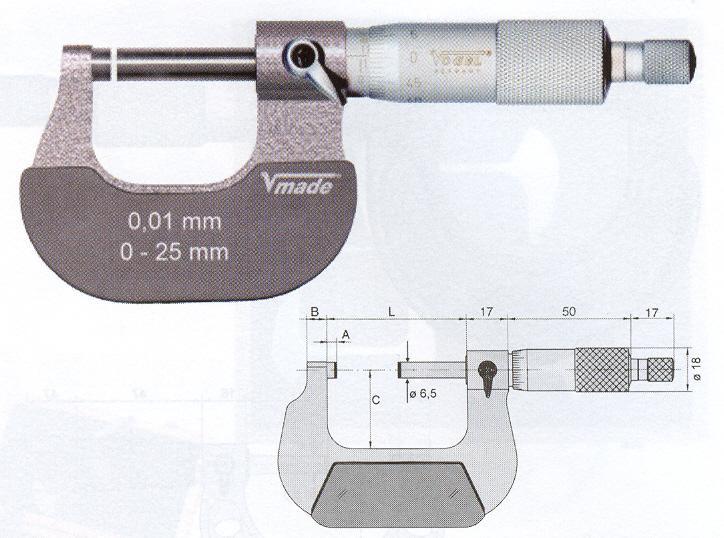
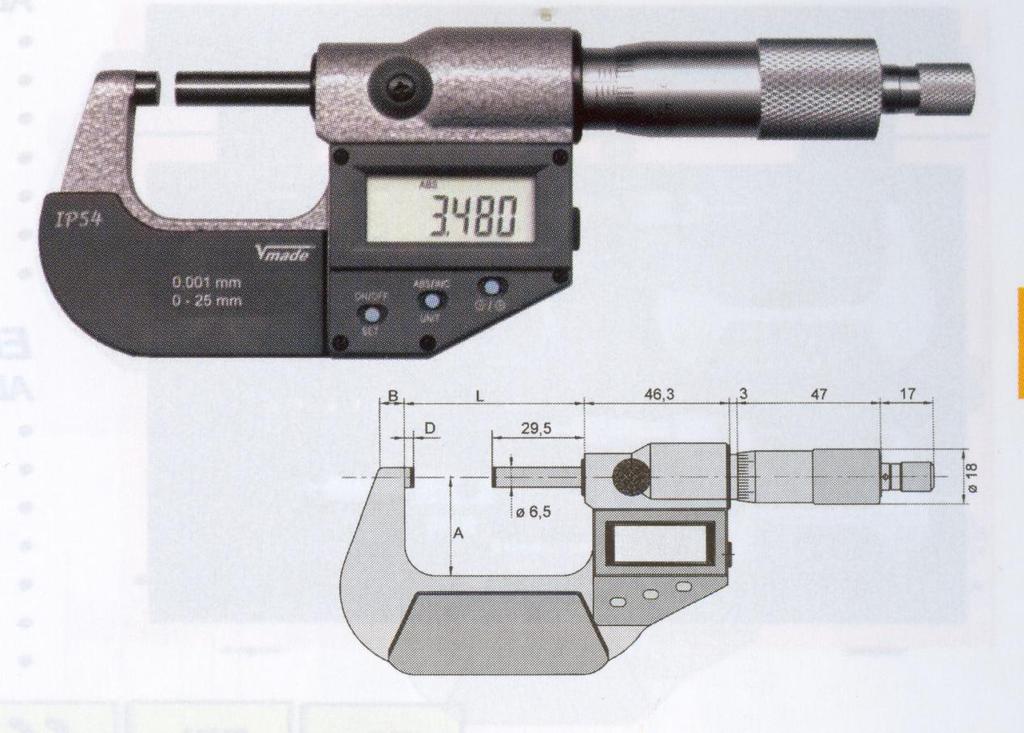
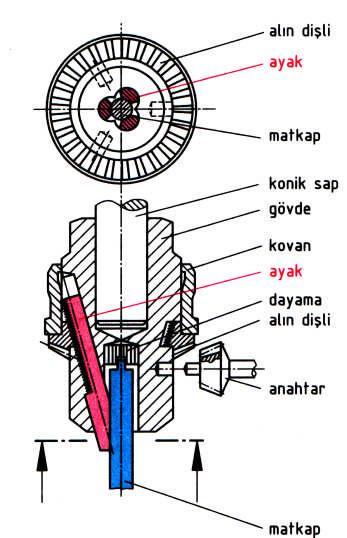
8 MİKROMETRELER Mikrometreler kumpaslara göre daha hassas (1/100 mm) ölçüm yapabilen hassas ölçü ve kontrol aletleridir. Mikrometreler kulanım yerlerine göre; 1. Dış çap mikrometreleri 2. İç çap mikrometreleri 3. Derinlik mikrometreleri 4. Sayısal mikrometreler 5. Vida mikrometreleri 6. Özel mikrometreler... olmak üzere pek çok çeşidi vardır. Her mikrometrenin belli bir ölçüm aralığı vardır. Örneğin 0-25 mm ölçü aralığı olan bir mikrometrede 30 mm olan bir değeri ölçemeyiz. Bu boyutu ancak ölçü aralığı mm olan bir mikrometrede ölçmek mümkündür. Mikrometrede ölçme mili, konik burç vasıtasıyla ölçme tamburuna sıkı olarak tespit edilmiştir. Ölçme tamburunun döndürülmesi, ölçme milinin, gövdeye sabit olarak bağlı olan mil somunu içinde, vidanın adımına uygun olarak, ilerlemesini doğurur. Ölçme mili vidasının adımı genellikle 0,5 mm dir yani ölçme tamburunun bir devrinde ölçme milinin 0,5 mm yer değiştirdiği görülür. Eğer ölçme tamburunun çevresi 50 eşit taksimata bölünürse; Tamburun üzerindeki 1 taksimat kadar sağa veya sola döndürülmesi ile tambur ölçme mili üzerinde 0,5/50 mm hareket edecektir. Bu hareket mesafesi 0,01 mm olup, aynı zamanda mikrometrenin ölçü hassasiyetidir yani gösterebileceği en küçük değerdir. I. Tip mikrometrelerde ölçü kovanı çevresi 50 eşit parçaya bölünmüş olup, bu kovan ölçü mili üzerinde bir tur çevrildiğinde ölçü mili üzerinde 0,5 mm ileri veya geri hareket eder. Buda mekanizmadaki vida adımının 0,5 mm olduğunu gösterir. O halda ölçü kovanını özerindeki iki skala arası kadar sağa veya sola çevirdiğimizde alınan yol 0,5/50 = 0,01 mm kadardır. Şekil4. Mikrometrenin kesit görünüşü ve çalışma prensibi
9 Şekil 5. Mikrometre şekilleri
10 Örnek Problemler 1. Tip mikrometrelerde vida adımı 0,5 mm olup, tamburun çevresi 50 eşit parçaya bölünmüştür ,5 1, Mikrometrenin ölçüm aralığı 0 25 mm 3,37 mm yi gösterir ,5 1,5 2, Mikrometrenin ölçüm aralığı mm 28,37 mm yi gösterir ,5 1,5 2,5 3, Mikrometrenin ölçüm aralığı 0 25 mm 3,87 mm yi gösterir ,5 1,5 2,5 3, Mikrometrenin ölçüm aralığı mm 28,87 mm yi gösterir
11 Örnek problemler 2. Tip mikrometrede ise ölçü mili üzerindeki vidanın adımı 1 mm olup, tamburun etrafı 100 eşit parçaya bölünmüştür. Böylece ölçü mili üzerindeki tambur iki sıkala arası kadar sağa veya sola çevrildiğinde ölçü mili üzerindeki tamburun hareketi ileri veya geri 1/100 mm kadar olcaktır Mikrometrenin ölçüm aralığı 0-25 mm 3,37 mm yi gösterir Mikrometrenin ölçüm aralığı mm 28,37 mm yi gösterir Mikrometrenin ölçüm aralığı 0-25 mm 3,87 mm yi gösterir Mikrometrenin ölçüm aralığı mm 28,87 mm yi gösterir


12 EĞELEME Mengene tezgahında yapılan eğeleme, kesme, bükme vb. işlemlerde maksimum verimi alabilmek için mengene yüksekliğinin çalışan kişinin boyu ile uyumlu olması gerekmektedir. Tezgah üzerinde kısa süre içerisinde kullanılacak takımlar bulundurulmalı, işi biten takımlar tezgah üzerinde bırakılmamalıdır. Takımlar tezgah üzerinde düzenli bir şekilde bulundurulmalı. Ayrıca ölçü ve kontrol aletleri diğer takımlardan ayrı tutulmalıdır.






13 İş Parçalarının Mengeneye Bağlanması I İş Parçalarının Mengeneye Bağlanması II Parçayı mengene ağzını ortalayarak bağlayınız. Tek taraflı parça bağlamada diğer tarafta takoz kullanınız Mengeneyi sadece elle sıkınız İş Parçalarının Mengeneye Bağlanması II İnce parçaları mümkün olduğunca kısa bağlayınız. Uzun parçaların önce bağlı kısımlarını, sonra diğer kısımları bağlanarak işlenmeli İş parçalarının yüzeylerini korumak için ağızlıklar kullanılmalı İş Parçalarının Mengeneye Bağlanması III U şeklindeki parçayı eğelemede sert bir takoz kullanılmalı Yuvarlak parçaları eğelemede üzerinde v yataklar bulunan takozlar kullanılmalı Borular ya iki V takozu yada boru mengenesiyle bağlanmalıdır






14 Mengene Ağızlıkları Çeşitli şekillerdeki mengene ağızlıkları. MENGENELER Mengeneler ve Kısımlarının Gösterimi EĞELER Eğe : Yüzeyindeki dişler vasıtasıyla talaş kaldırarak metal parçaları istenilen ölçü ve biçime getirme işleminde kullanılan bir el aletidir. Eğelerin Sınıflandırılması Diş Şekline Göre Basit Dişli Eğeler: Kurşun, Kalay, Tutya, Ağaç, Mantar vb. yumuşak malzemeler için kullanılır. Çapraz Dişli Eğeler: Çelik, pirinç gibi daha sert malzemeler için. Törpü Dişli Eğeler : Ağaç, bakır gibi yumuşak malzemeler için.



,")
15 Yuvarlak Eğe Üçgen Eğe Kare Eğe Lama Eğe Basit Diş : kurşun, kalay, ağaç, mantar vb. yumuşak malzemeler için Basit Diş : Çelik vb. daha sert malzemeler için Çapraz Dişli Eğe : Çelik, pirinç vb. sert malzemeler için. Törpü Dişli Eğe : Bakır, ağaç vb. yumuşak Frezelenmiş Dişler (talaş kırıcı kanallı) : Hafif metaller ve plastikler İçin. Kesitlerine Göre Eğeler Kavisli Dişler (talaş kırıcı kanallı) : Duralüminyum (Alüminyum bakır alaşımı az miktarda magnezyum ve silisyum içermekte), sıkıştırılmış kağıt vb. yumuşak malzemeler için. -Lama Eğe -Kare Eğe -Üçgen Eğe -Yuvarlak Eğe -Balıksırtı Eğe -Gibi pek çok çeşidi vardır



16 Cm 2 deki Diş Sayısına Göre Eğe Çeşitleri Diş Eğe uzunluğu (mm) Eğenin Adı cm 2 deki diş sayısı Numarası Kaba eğe Orta kaba eğe Orta ince eğe İnce eğe Çok ince eğe Parlatma eğesi Eğeler sertleştirilmiş çelikten imal edilirler. Üzerlerine açılan dişler ya keskiyle yada frezede açılır. En çok kullanılan eğeler Çapraz dişli eğelerdir bu isim eğe yüzeyinin iki defa dişlenmiş olduğunu göstermektedir. İlk çekilen dişe alt dişleme denir ve eğe lamasının ekseni ile yapmış olduğu açı yaklaşık 55. İkinci çekilen diş üst dişleme olarak isimlendirilir ve eğe ekseniyle yapmış olduğu açı değeri yaklaşık 71 kadardır. Eğelere Sap Takılması Eğe sapları kademeli olarak delinirler. Bu deliklerin derinlikleri ve kademe uzunlukları şekilde görüldüğü gibidir. Eğenin kuyruk kısmı eğe sapının tam merkezine ve bir tokmak vasıtasıyla çakılmalıdır. Bu uygulamanın dışındaki bütün sap takma usullerinde iş kazalar meydana gelebilir.


17 Hatalı Sap Takma Eğelerin Tutulması Eğelerin tutulması sırasında sağ ve sol elin durumları, bazı şartlara bağlı olarak değişebilir. Büyük eğelerle çalışırken eğe sapı sağ elin avuç içine yerleştirilirken, sol elin avuç içi ile eğenin yüzeyine uygun ölçüde bastırılır. Küçük ve orta ölçekteki eğelerle çalışırken sol elin birkaç parmağı eğe ucu altından tutarken baş parmakla üzerinden biraz bastırılır. Bu esnada talaş kaldırmak istediğimiz taraf dikkate alınarak sol baş parmak eğenin ortasına, sağına veya soluna basar. Eğer eğenin ucu işin içinde ise ve eğenin ucundan bastırmamız mümkün değilse bu durumda sol elimizde sağ elimizin hemen önünde eğeye baskı uygulayabilir.

18 Eğeleme Şekilleri Eğeleme şekilleri, kullanılan eğenin (kaba, ince, çok ince eğe v.b.) çeşidine göre değişebilmektedir. Kaba Talaş Kaldırmada Malzemeden fazla miktarda talaş kaldırmak gerektiğinde, kaba dişli eğe kullanılarak ve vücudun ağırlığından faydalanarak kuvvetli bir baskıya ve canlı bir ritmik harekete ihtiyaç vardır. O halde serbest ve faydalı hareketlerin meydana gelebilmesi için vücudun işlenen parçaya göre uygun bir konumda bulunması lazımdır. İnce İşlemede Parça üzerinde bitirme yani ince işleme gerektiğinde öncelikle dikkate alınması gereken hususlar, ölçü, şekil ve yüzey düzgünlüğüdür (kalitesidir). Dolayısıyla ince eğeleme esnasında hareketlerin daha Eğenin dikkatli, çalışma baskı şekli kuvvetinin ve temizlenmesi daha az olması gerekmektedir. Çok İnce İşlemede Parçada özel bir ölçü tamlığı, şekli ve yüzey kalitesi ön planda tutulduğundan bu esnada sadece kolların çalışması baskının hafif fakat çok yerinde kullanılması şarttır. İşin Durumuna Göre Kesme Hareketi YönüKesme yönünün zaman zaman 90 civarında değiştirilmesinde fayda vardır. İnce işlemede genellikle eğe parçanın uzun kenarına paralel olarak sürülür. Kaba işlemede ise eğe genellikle parçanın kısa kenarına paralel sürülerek yapılmaktadır.


19 Eğenin çalışma şekli ve temizlenmesi Eğe ileriye doğru sürülürken aynı zamanda eğeye baskı kuvveti tatbik edilerek eğe dişlerinin malzemeye batarak talaş kaldırması temin edilir. Eğenin geri çekilmesinde eğe lamasına herhangi bir baskı kuvveti uygulanmaz. Eğe dişleri ya keskileme yada frezede elde edilmiştir. Buna göre eğe dişleri ya keski gibi yada kazıma şeklinde talaş kaldırırlar. Elle eğeleme yaparken baskı kuvveti ve kesme hareketi arasında uyumlu bir ahenk olmalıdır. İş parçası üzerinde oluşan çiziklerden sakınmak için eğeyi kendi uzunlamasına sürmek gerekiri işin eni eğenin eninden geniş ise eğeye aynı zamanda bir yan ilerleme hareketi de verilmelidir. Bu sağa veya sola yana doğru ilerleme hareketi eğe geri çekilirken verilmelidir. Dişleri arası talaşla dolmuş bir eğeyi temizlemek şarttır. Çünki böyle bir eğe işlenen yüzeyleri çizerek yüzey kalitesini bozar. Eğelerin temizlenmesinde yaygın olarak tel fırçalar kullanılmaktadır. Fırçalarken eğe dişlerine zarar vermemek için fırça eğeye üst dişler yönünde sürülmelidir. Şekil 6. Eğenin çalışma şekli ve temizlenmesi
20 DELME MAKİNELERİ 1- El Matkap makineleri (El Breyzleri) 2- Masaüstü Matkap Makineleri 3- Sütunlu ve Gövdeli Matkap Makineleri El Matkap Makineleri 1- Elle taşınabilen küçük gövdeli ağırlıkları 2,5-8 Kg arasında değişen çeşitli tiplerde yapılmış delme makineleridir. 2- El matkap makineleri tek fazlı alternatif akımla çalışırlar. Motor makinenin gövdesi içerisine yerleştirilmiş olup, gövde elektrik akımını geçirmeyecek şekilde yalıtılmıştır. 3- El matkap makineleri hafif olup, bu makineler daha çok bakım onarım ve montaj işlerinde yoğun olarak kullanılmaktadır. 4- Bu makineler metallerde 13 mm ye beton ve taş gibi zeminlerde ise 16 mm ye kadar çaplarda delme yapabilmektedir. 5- El matkap makineleri dönme devri ayarlanabilir, sağa sola dönüşlü veya darbeli olarak çalıştırılabilirler (Şekil 33). Şekil 1. El matkap Makisi ve Kısımlarının Gösterimi Masa Üstü Matkap Makineleri 1- Bu makineler bir masa veya sehpa üzerine monte edilerek kullanılırlar. 2- Masa üstü matkap makineleri ile çelik malzemelerde maksimum 16 mm ye kadar hafif metallerde ise (alüminyum vb.) 20 mm e çapa kadar delme işlemleri yapılabilmektedir. 3- Bu makineler kayış-kasnak ve hız kutulu olmak üzere iki farklı yapılmaktadırlar. 4- Kayış kasnak sistemiyle çalışan makinelerde 5-7 kademede devir sayısı elde edilebilir. Makinenin dönme devrini değiştirmek için kayışın kasnak üzerindeki konumunu değiştirmek gerekir. 5- Hız kutulu matkap makinelerinde ise makinenin dönme devri direkt makine üzerinde bulunan kollar vasıtasıyla yapılmaktadır.
21 Şekil 7. Masa Üstü Matkap Tezgahı ve Kısımları Sütunlu ve Gövdeli Matkap Makineleri Her iki matkap makinesi de birbirlerine çok benzemekle birlikte hassasiyetleri ve kullanım kapasiteleri bakımından farklılıklar gösterirler. Sütunlu matkap tezgahlarında matkap milinin bulunduğu kısım ve iş tablası sütun ekseni etrafında döndürülerek istenen konumlara getirilebilirler. Ancak başlık iş tablasının hareketi makinenin çalışma hassasiyetinin kolay bozulmasına neden olabilir (Şekil 3). Sütunlu Matkap Makinesi Gövdeli Makinesi Matkap Şekil 8. Sütunlu ve Gövdeli Matkap Makineleri ve Kısımları
22 Helis Matkap Uçları: Silindirik bir gövde üzerinde karşılıklı olarak iki helis kanalı bulunan ve her iki kanalın ucunda birer kesici ağız bulunan kesici bir takımdır. Helis matkap uçları kaliteli takım çeliklerinden (HSS) taşlanarak, frezelenerek veya haddelenerek imal edilirler. Matkabın helis kanalları kesilen talaşların dışarıya çıkmasına aynı zamanda soğutma sıvısının kesme yapan uçlara kadar ulaşmasını sağlar. Matkap ucu keserek delme yaparken delik yüzeylerine yapacağı sürtünmeyi en aza indirebilmek için helis kanallarının sırt kısımları zırh denilen bir şerit kalacak şekilde boşaltılmıştır. Delme anında delik yüzeyine sadece matkap ucunun zırh denilen kısımları temas etmektedir. Matkap uçları bilendiğinde kesici ağızlar ortaya çıkar. Bileme esnasında kesici ağızların arkasına doğru 8-12 derecelik bir boşluk açısı verilmelidir. Bu durum matkap bilenirken matkap uç açısı dışında dikkat edilmesi gereken en önemli husustur. Helis matkap uçları silindirik ve konik saplı olmak üzere sap durumuna göre iki farklı tipte imal edilirler. 16 mm çapa kadar olan matkap uçları silindirik saplı olarak imal edilirler ve bu matkap uçları manrenlerle matkap miline sıkı ve emniyetli bir şekilde bağlanabilirler. Daha büyük çapta olan matkap uçları ise sap kısımları konik olarak yapılırlar ve verilen koniklik standart olup buna mors koniği denmektedir. Aynı koniğin karşılığı matkap mili içerisine de verilmiş olup matkap ucu doğrudan matkap mili içerisine çakılarak gerekli emniyetli ve sıkı bağlantı sağlanmaktadır. Helis matkap uçlarının üzerindeki helis açısı ve matkap uç açıları delinecek malzemenin cinsine Şekil 9. Sap Durumuna Göre Helis Matkap Uçları ve Kısımlarının Gösterimi


23 Helis matkap uçlarının üzerindeki helis açısı ve matkap uç açısı delinecek malzemenin cinsine göre değişmektedir. Yumuşak malzemeleri delmede matkap helis açıları büyürken, sert malzemelerde düşmektedir. Tezgah Mengenesine Bağlayarak Delme: En çok kullanılan bağlama metodudur. Bu yöntemle malzeme tablaya sabitlenmiş mengenenin çenelerine güvenli bir şekilde bağlanarak delme işlemi gerçekleştirilir. Tezgah mengenesine bağlama Tezgah Tablasına Bağlayarak Delme: Mengeneye bağlanamayacak durumdaki parçalar, tezgah tablasına bağlanarak delinirler. Delinecek malzemeler geometrik şekline göre, V yatakları, bağlama pabuçları gibi elemanlar yardımı ile güvenli bir şekilde bağlanarak delinir. Tablaya bağlayarak delme

24
25 Matkapla Delme Yaparken Dikkat Edilmesi Gereken Hususlar 1- Matkap ucunun tezgaha sıkı ve emniyetli olarak bağlanması 2- İş parçasının matkap iş tablasına sıkı ve düzgün şekilde bağlanması. 3- Delinecek malzemenin cinsine ve matkap çapına uygun matkap dönme devrinin seçilmesi. 4- Delinecek yere daha önceden nokta vurularak markalamanın yapılmış olması. 5- Delme anında uygulanan baskı kuvvetinin matkap çapına ve malzeme cinsine göre ayarlanması. 6- Büyük çapta delme işlemleri için gerektiğinde kademeli delme işlemi yapılmalı 7- Delme işleminin bitimine yakın delme baskı kuvveti azaltılmalı. 8- Delme anında uygun bir soğutma sıvısı kullanılmalı. 9- Ucu körelen matkap uçları uygun şekilde tekrardan bilenerek kullanılmalı. Matkapların Kesme Hızları : Matkapta delme yaparken matkap kesme hızı malzeme cinsine göre değişmektedir. Tablo 1. Matkap Uçlarında Kesme Hızları (m/dak) Malzeme Cinsi HSS Matkap Ucu Sert Metal Matkap Döküm Bakır Alüminyum ve Alaşımları Çekme dayanımı 600 N a kadar Çekme Dayanımı 600 N dan fazla Örnek Problem: Döküm malzeme üzerinden 10 mm çapta HSS helis matkap ucuyla delme yapılacaktır. Kesme hızı 20 m/dak olduğuna göre uygun matkap dönme devrini hesaplayınız. Çözüm : xdxn V = Hız (m/dak) V = (m/dak) d = Matkap Çapı (mm) 1000 n = Devir (dak) xdxn V = (m/dak) = 3,14x10xn x1000 n = = 636, 9 dev/dak. 3,14x10

26 KILAVUZ İLE DİŞ AÇMA Kılavuzun Tanımı Matkap ile delinmiş deliklerin içine diş açmaya yarayan aletlere kılavuz denir. Vida dişi, kılavuz üzerinde bulunan kesici ağızların iş parçasına öncelikli olarak dalması, daha sonrada iş parçasından talaş kaldırması şeklinde oluşur. Ortaya çıkan talaşların uzaklaşması ve kesme sıvısının kesici ağızlara ulaşması için kesici ağızların yan yüzeyleri kanal şeklinde boş bırakılmıştır. Yumuşak gereçlere diş açma işleminde 3 kanallı kılavuzlar, çelik ve alaşımlarına diş açma işlemlerinde ise 4 kanallı kılavuzlar kullanılır. Kılavuzların gövdeleri yüksek kaliteli hız çeliklerinden(hss) üretilir. Şekil 10. HSSE %5 Co alaşımlı yüksek hız çeliği, TS 82/1, ISO (6H) 60, sağ kesme yönlü, buhar menevişli. Kılavuz Kolu ve Kılavuz Kolu Çeşitleri Kılavuzları elle tutarak diş açamayız. Kılavuzları elle tutabilmemizi sağlayan aparatlara kılavuz kolu denir. Ayarlanabilir ve sabit ölçülü kılavuz kolları olarak iki türde imal edilirler. Ayarlanabilir kılavuz kolları ile değişik ölçüdeki kılavuzlar kullanılabilmektedir. Sabit ölçülü kılavuz kolları sadece ait oldukları kılavuz ölçüsünde kullanıldıklarından genellikle sürekli aynı ölçüde diş çekme işlemi yapan atölyelerde kullanılırlar. Her iki türde de kılavuz kolunun üzerinde bulunan ve kılavuzu içine alan kare şeklindeki delikler sertleştirilmiş olmalıdır. Aksi taktirde deliklerin genişlemesi sonucu kısa süre sonra kol kullanılmaz hale gelir.
27 Şekil 11. Kılavuz Kolu Çeşitleri Delik Çapını Bulma Vida diş dibi çapı, deliğin delineceği matkap ucu çapına denk geldiğinden, kılavuzlar ile diş çekmede dikkate alınacak delik çapı, çekilecek vidanın diş dibi çapıdır. Kılavuz ile diş çekilecek deliklerin çapı pratik olarak 0,85 sabitiyle, kullanılacak vidanın anma çapı ya da diş üstü çapının çarpımı sonucunda elde edilir. Örnek, Diş üstü çapı 10 mm olan ve M10 olarak adlandırılan bir vidanın takılacağı delik çapı 10 x 0,85 =8,5 mm olarak bulunur. Ancak matkap çapı her zaman bu kadar net çıkmayabilir. Örneğin M 12 vida da matkap çapı 10,2 mm. olarak bulunur ki; bu çapta matkap ucu bulabilmek zor olacağından biraz daha büyük bir matkap ucu seçerek, örnek 10,5 mm. çapındaki matkap ucu ile delmek gerekir. Yukarıdaki hesaplama yoluyla bulunan matkap çaplarının belirlenmesiyle, vidaların anma çapları bu vidalar için uygun matkap çaplarının verildiği tablolarda kullanılmaktadır. Kılavuzla Diş Açma Tekniği Ve Kılavuz Koluna Kılavuz Takarak Diş Açma Kılavuzun iş parçasına rahat dalarak kılavuz dişlerinin kavrama yapabilmesi için, iş parçası delindikten sonra deliğin üst kısmına 90 o havşa açılması gereklidir. Kılavuz, ilk başlarda gereğinden fazla kuvvet altında bırakılmadan, delik eksenine dik olacak şekilde kılavuz kolunun her iki tarafından eşit ve giderek artan bir kuvvet uygulanarak, kılavuz kolu aracılığıyla kılavuz dişlerinin deliği kavraması sağlanır Kılavuzun deliği kavraması sağlandıktan sonra, kılavuz saat yönünde çevrilerek talaş çıkarma işlemi başlatılmış olur. Kılavuz dişlerinin keserek talaş çıkarma işleminin kolaylaşması için kılavuz kanallarından kesici dişlere yağ damlatılır. Kılavuzun periyodik olarak geriye doğru çevrilmesiyle, kılavuz dişlerinde biriken talaşların kanallar arasında sıkışmalara sebep olması engellenir. İşlem bittiğinde kılavuz temizlenip ait olduğu yere kaldırılır.

 Şekil 13.")

28 Şekil 12. Kılavuz koluna kılavuz takarak diş açmak PAFTA İLE DİŞ AÇMA Paftanın Tanımı Silindirik yüzeylerin dışına vida dişi açmaya yarayan,üzerinde diş açabilmek için kesici ağızları olan ve ölçüleri diş açılacak malzemeye göre değişen, gövdesi tümüyle yüksek alaşımlı çelikten üretilen, silindirik bir alettir. (Şekil 13 ) Şekil 13. Pafta örnekleri Pafta Kolu ve Pafta Kolu Çeşitleri Elde pafta ile diş açabilmek için, paftayı kavrayan gövde ile bunun iki yanında uzanan ve elle tutulup diş açılması için gerekli olan dönme hareketini sağlayacak kollardan oluşan bir aparattır. Vida açılacak silindirik parçaların ölçülerine göre pafta kollarının ölçüleri de değişmektedir. Tüm pafta kolları alaşımlı çeliklerden üretilirler ve pafta gövdesinin tam eksenine monte edilirler (Şekil 14). Şekil 14. Pafta Kolu


29 Pafta Çeşitleri Makinede vida dişi açılmasında kullanılan aletler makine pafta ve kılavuzu olarak adlandırılır ve seri üretimde kullanılır. Eğer vida yapımı seri üretimi gerektirmiyorsa vida açan aletler kullanılır. Vida açılacak parça bir boru ise kullanılan paftalar diğerlerinden farklı özellikte olan boru paftalarıdır. Elle kullanılan paftalar; kapalı,yarık ve açık olmak üzere üç çeşitte üretilir. Kapalı paftalar sabit çaplı vida dişlerinin açılmasında, açık paftalar vida çapları ayarlanabilir olduklarından, farklı çaplardaki vida dişlerinin açılmasında kullanılır. Açık olan ağız kısmına basan sıkılarak pafta bir miktar açılır ve genişlediği oranda vida dişi açması sağlanır. Yarık tipli paftalar ise gerektiğinde yarık yerinden taş ile kesilerek ayarlı pafta şeklinde kullanılabilir. Pafta Çekme Tekniği Elle kullanılan tüm pafta çeşitlerinin çevrelerinde tespit yuvası bulunmaktadır. Bu tespit vida yuvaları, pafta kolu üzerinde bulunan tespit vidalarının hizasına getirilmesi sonucunda pafta kola takılmış olur. Paftanın bir yüzü parçaya dalacak şekilde imal edilmiştir. Paftanın ters takılmamasına dikkat edilmelidir. kesici ağızlarının iş parçasına dalmasını kolaylaştırmak için iş parçasının diş açılacak ucuna 60 o lik bir pah kırılmalıdır. Vida adımının 0,1 sabitiyle çarpılması sonucunda elde edilen değer oranında iş parçasının çapı düşürülürse, daha başarılı diş biçimleri elde edilir. Pafta koluna paftayı takarak diş açmak Pafta mümkün olduğunca iş parçasının ekseninde ve yavaşça bastırarak paftanın iş parçasını kavraması sağlandıktan sonra, pafta koluna uygulanan kuvvet arttırılarak ve saat yönünde döndürülmesiyle vida diş profilleri oluşturulur. (Şekil 15) Kesme yağı, çok az miktarlarda periyodik olarak pafta dişlerine damlatılarak, kesme işlemi daha rahat gerçekleştirilir.kopan talaşların uzaklaştırılması amacıyla pafta geriye doğru hareket ettirilmesi, pafta dişlerinin kesici ağızlarına ters yönde kuvvetler etki ederek dişlerin kırılmasına sebep olacağından, bu tür hareketlerden kaçınılmalıdır.işlem bittiğinde pafta geriye doğru çevrilerek iş parçası üzerinden çıkarılır, temizlenerek ait olduğu yere kaldırılır. Şekil 15. Pafta ile diş açma
30 Saç Metal Şekillendirme : Nispeten ince metal saçlarda yapılan kesme şekillendirme işlemlerine Saç metal kalınlığı: 0,4 mm-6 mm Levha kalınlığı > 6 mm Saç metal şekillendirme şekillendirme genel olarak soğuk halde yapılmaktadır. Saç Metai Uygulamaları Kesme İşlemleri Bükme İşlemleri Çekme İşlemleri Boru Bükme İşlemleri Saç Metal Şekillendirme İle Üretilen Ürünler Otomotiv sektörü için Uzay ve havacılık Demiryolu vagon ve lokomotifler Tarım ve inşaat ekipmanları Her tür ev aletleri Ofis donanımları Bilgisayar ve ofis ekipmanları Saç Metal Parçaların Üstünlükleri Yüksek dayanım Yüksek derece boyutsal doğruluk Üstün yüzey kalitesi Nispeten düşük maliyet Seri imalata uygunluk Temel Saç metal Uygulamalrı Kesme Büyük saçları ayırmak için kesme Saç metal parçaların çapaklarını presleme ile kesme Bükme Bir düz eksen çevresinde saçı bükme Çekme Saçı dışbükey veya içbükey şekle dönüştürme Saç Metal Şekillendirme Terminolojisi Koç ve kalıp- kesme, bükme ve çekme işlemlerini gerçekleştirmek için Kesme presi- çoğu metal saç işlemlerini gerçekleştiren makine takımı Zımbalama metal saç ürünler

31 Şekil x. İki kesici kenar arasında metal saçın kesilmesi 1- Zımbanın şaç malzemeye temas etmeden 2- Zımba plastik deformasyona neden olarak parçayı itmeye başlıyor 3- Zımba, düz bir kesme yüzeyi oluşturacak şekilde, parçayı sıkıştırıp nüfuz ediyor 4- Saçı ayıran kırılma, karşılıklı kenarlarda oluşuyor Kesme Saç metal, iki kesici kenar arasındaki düz bir hat boyunca kesme işlemi. (Genellikle geniş saçları kesmede kullanılır) Şekil x. Kesme işlemi : a) Kesme işleminin yandan görünüşü, b) Eğimli üst bıçakla donatılmış hareketli bıçakların yandan görünüşü. Saç Metal Kesmede Kesme Boşluğu : Zımba kesim kenarı ilekalıp kesim kenarı arasındaki mesafe. Tipik değeri : Malzeme kalınlığının % 4 ü ile % 8 i arasında yer alır. Eğer kesme boşluğu çok küçükse : büyük kesme kuvvetlerine ve kırılmalara Eğer kesme boşluğu çok büyükse : malzeme kesme kenarları arasında bükülür veya aşırı çapak oluşur. Ayırma ve zımbalama Ayırma-parçayı çevresindeki kütleden ayırmak için saç metali kesme Zımbalama-ayırmaya benzer ancak parça hurdaya ayrılır Şekil x. a) Ayırma, b) zımbalama Saç Metal Bükme Türleri V-Bükme : V-Şeklindeki bir kalıpla yapılır Kenar Bükme : Bir giyotin kalıbıyla yapılır Saç Metal Kesmede Boşluk Tavsiye edilen boşluk hesabı : c = axt Burada c : boşluk a: tolerans t: malzeme kalınlığı Not: Tolerans a metal türüne göre belirlenir




32 V-Bükme Az sayıda imalat için Abkant preste gerçekleştirilir V kalıpları basit ve nisbeten ucuzdur Şekil x. Kenar bükme Kenar Bükme Çok sayıda imalat için Kalıplar daha karmaşık ve pahalıdır Şekil x. V Bükme Bükme Kuvveti Maksimum bükme kuvveti aşağıda verildiği gibi hesaplanır.
33 P VİDALAR Tanımı : Düzgün biçim ve ölçüde daire kesitli silindir veya nadiren konik dış ve iç (delik) yüzeylerine açılan eşit aralıklı aynı profildeki helisel kanalların meydana getirdiği girinti ve çıkıntılara vida denir. Silindirin dışına açılan vidalara dış (erkek) vida, delik içine açılan vidalara iç (dişi ) vida denir. Vida Çizgisi (helisi) Vida Adımı (hatvesi) Helis Açısı ve Helis Eğimi D c xd Şekilde görülen D çaplı silindir üzerine tabanı xd, yüksekliği P olan bir dik üçgen saracak olursak üçgenin C hipotenüsünün silindir üzerindeki izine vida çizgisi veya vida helisi denir. Üçgenin P yüksekliğine vida adımı veya vida hatvesi denir. açısına ise helis açısı denir. tg = P/ xd helis eğimi denir. VİDA ÇEŞİTLERİ Vidalar pek çok bakımdan sınıflandırılırlar. Bunlar; A- Diş Pofillerine Göre B- Kullanım Alanlarına Göre C- Helis Yönlerine Göre D- Ağız Sayılarına Göre E- Ölçü Sistemlerine Göre olmak üzere.
34 t t t t t A- Vida Diş Profillerine Göre P Üçgen profilli vida : Genellikle bağlama vidası olarak kullanılır. P Kare profilli vida : Bu vidalar norm kapsamına girmemiş olmakla beraber geniş bir uygulama alanına sahiptir. Daha çok hareket iletiminde kullanılırlar. P Trapez profilli vida : Diş profili ikizkenar yamuk biçiminde olan vidalardır. Kuvvet ve hareket iletme gayesiyle kullanılırlar. Eksenel yöndeki kuvvetleri aynı şekilde taşıyabilirler. P Testere profilli vida : Eksenel doğrultuda tek yönde etkiyen büyük kuvvetlerin karşılanması için testere profilli vida kullanmak uygun olacaktır. P Yuvarlak profilli vida : Toza toprağa ve çamura maruz kalan uygulamalarda ve sık sık çözülüp takılması gereken bağlantılarda kullanılır. B - Kullanım Alanlarına Göre 1. Bağlantı tesbit vidaları 2. Hareket vidaları 3. Ayar vidaları
35 1. Bağlantı tesbit vidaları a- Metrik vida b- Metrik ince vida c- Whitwort vida d- Whitwort ince vida e- Boru vidası Bağlantı vidalarının görevi yapı ve konstrüksiyon elamanlarını çözülebilir şekilde birbirlerine bağlamaktır. 2. Hareket vidaları a- Kare vida b- Yuvarlak vida c- Testere vida d- Trapez vida Hareket vidalarının görevi, vidanın hareketi sırasında kuvvetleri vidadan somuna veya somundan vidaya iletmektir. 3. Ayar vidaları : Küçük adımlı, üçgen profilli vidalardır. Genellikle hareketli makine parçalarının hareketlerini sınırlandırmak, ölçü aletlerini ayarlamak gibi uygulamalarda kullanılmaktadır. Bu vidalara örnek olarak musluk vidalarını verebiliriz. C- Helis Yönlerine Göre Vidalar helis yönlerine göre; a- Sağ helisli vida b- Sol helisli vidalar olmak üzere iki çeşittir. Ancak vidalar çoğunlukla saat ibresi yönünde takılır ve aksi yönde sökülürler. Bu tür vidalara sağ helisli vidalar denir. Fakat bazı çalışma durumları ve gaz bağlantılarında ters yönde takılıp sökülen vidalar kullanılmaktadır. Örneğin Zımpara taşlarının sol tarafına veya tepsi testerelerin mili üzerine çekilen vidalar sol helisli vidalardır. Bu vidalara sol helisli vidalar denir. D- Vida Ağızlarına Göre a- Tek ağızlı vidalar b- Çok ağızlı vidalar Vida tek bir profilin helisel hareketi ile elde ediliyorsa buna tek, iki veya daha fazla profilin helisel hareketi ile elde ediliyorsa bu tür vidalara da çok ağızlı vida denir. E- Görev Yaptıkları Malzemeye Göre a- Metal vidalar
36 t H H/6 t H H/8 b- Saç vidaları c- Ağaç vidaları d- Beton vidaları (Özel başlı) F- Ölçü Sistemlerine Göre a- Metrik vida (hatvesi-mm) b- Whitwort vida ( Parmak(inç) 1 deki diş sayısı) Bir vidanın tanımlanabilmesi için üç hususun belirtilmesi gerekir. 1- Anma çapı 2- Vida dişlerinin profil şekli 3- Vida adımı veya bir parmaktaki diş sayısı belirtilmelidir. Metrik Vidalar ve Özellikleri a- Metrik vida profili eşkenar bir üçgen olup, tepe açısı 60 dir. b- Anma çapı (mm) cinsindedir. c- Diş uçları üçgen yüksekliğinin H/8 i kadar düzeltilmiştir. Diş dipleri çentik etkisini azaltmak ve imalatı kolaylaştırmak için yuvarlatılmıştır. P 60 Whitwort Vida ve Özellikleri a- Whitwort vidalarda vida tepe açısı 55 olan ikizkenar bir üçgendir. b- Anma ölçüsü parmak cinsindendir c- Dişlerin tepe ve dipleri üçgen yüksekliğinin H/6 sı kadar yuvarlatılmıştır. P 55

37 D m AA Vida ve Kısımları D : Diş üstü çapı D 1 : Diş dibi çapı P : Hatve (Adım) D 3 : Ortalama çap t : Diş yüksekliği k : Cıvata başı kalınlığı A.A : Anahtar ağzı D 2 : Matkap çapı e : maksimum dönme çapı m : somun kalınlığı Z : 1parmaktaki diş sayısı : Diş tepe açısı
38 Örnek problem 1: Altıköşe başlı metrik 10 bir cıvatanın adımı P =1,5 mm olduğuna göre cıvatanın diğer bütün elamanlarını hesaplayınız. t = 0,6495xP = 0,6495x1,5 = 0,974 mm D 1 = D-2t = 10-2x0,974 = 8,052 mm D 2 = D-P = 10-1,5 = 8,50 mm D 3 = D-t =10-0,974 = 9,026 mm K = 0,7xD = 0,7x10 = 7 mm m = 0,8xD = 0,8x10 = 8 mm e = 2xD = 2x10 = 20 mm AA = 0,866xe = 0,866x20 = 17,32 mm Örnek Problem 2: ½ parmak altı köşe başlı bir cıvatanın parmaktaki diş sayısı Z=12 adet olup, cıvatanın diğer elamanlarını hesaplayınız. D = ½ parmak = 25,4/2 = 12, 7 mm P = 1/12 parmak = 25,4/12 = 2,116 mm t = 0,6403xP = 0,6403x2,116 = 1,354 mm D 1 = D-2t = 12,7-2x1,354 = 9,992 mm D 2 = D-P = 12,7-2,116 = 10,584 mm D 3 = D-t =12, = 11,346 mm K = 0,7xD = 0,7x12,7 = 8,89 mm m = 0,8xD = 0,8x12,7 = 10,16 mm e = 2xD = 2x12,7 = 25,4 mm AA = 0,866xe = 0,866x25,4 = 21,99 = 22 mm
")
 37(85) 39(95) 42(95) 50(95) k 8 10 13 14 15 17 19 23 e 23.91 29.56 35.03 39.55 45.")
39 CIVATALAR d M12 M16 M20 M24 P b k m s d1 M12 M16 M20 M22 M24 M27 M30 M36 b1 (bij L<) b2 (bij L >) 21(40) 26(70) 31(85) 32(85) 34(85) 37(95) 40(95) 48(95) 23(40) 28(70) 33(85) 34(85) 37(85) 39(95) 42(95) 50(95) k e s



40 CIVATA VE SOMUNLAR d M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M27 M30 p k s d M12 M16 M20 M22 M24 M27 M33 M36 P m s e d M3 M4 M5 M6 M7 M8 M10 M12 M14 M16 M18 M20 M22 P m s e
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
Düz havşa matkabı olarak da adlandırılır. Yüzeylerinde çıkıntı istenmeyen silindirik başlı gömme vidaların yuvalarını açmak için kullanılmaktadır.
 7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
7. HAVŞA AÇMAK Havşa açma, önceden delinmiş deliklere konik veya silindirik yuvalar açma işlemidir. Bu işlem, geliştirilmiş havşa matkapları ile gerçekleştirilir. Havşa açmanın birçok amacı vardır. Çoğunlukla
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MARKALMA. Markalama Aletleri; Pleyt, Mihengir, Şapkalı gönye, Çizecek, Kalemler, V yatağı, Çelik cetvel, Markalama boyası, Pergel, Nokta, Çekiç
 MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ DİŞ AÇMA
 METAL TEKNOLOJİSİ DİŞ AÇMA") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ DİŞ AÇMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim ve
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ DİŞ AÇMA ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim ve
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Genel Doküman / Public Document MAKİNE ELEMANLARI
 MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
T.C. MİLLÎ EĞİTİM BAKANLIĞI METAL TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI METAL TEKNOLOJİSİ DİŞ AÇMA 521MMI043 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI METAL TEKNOLOJİSİ DİŞ AÇMA 521MMI043 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
Karadeniz Teknik Üniversitesi Orman Fakültesi Orman Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI
 5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
5. EĞELEME TEKNİĞİ 5.1 Eğelemenin Tanımı Çeşitli kesit ve ölçülerde yapılmış gövde ve sap olmak üzere iki kısımdan oluşmuş gövdesinin yüzeylerine diş açılmış kesici el aletlerine eğe denir. Malzemelerin
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
ÖĞRENME FAALİYETİ - 1 ÖĞRENME FAALİYETİ - 1
 ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ - 1 Uygun ortam sağlandığında standart makine elemanlarının çizimlerini ve standart makine elemanları ile birleştirme çizimleri yapabileceksiniz. ARAŞTIRMA
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU
 ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU KS50 Anahtar İşleme Makinesinin Ambalajlanması ve Nakliye; Nemden korumak için bir naylon torba içerine konarak kalın karton kutulara
ANAHTAR İŞLEME MAKİNESİ KS50 ANAHTAR İŞLEME MAKİNESİ KULLANMA KLAVUZU KS50 Anahtar İşleme Makinesinin Ambalajlanması ve Nakliye; Nemden korumak için bir naylon torba içerine konarak kalın karton kutulara
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler. Ekstra Geniş Bıçaklı Boru Kesici. Giyotin Tipi Boru Kesme Makasları.
 Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
M AKİNA T AKIM ENDÜSTRİSİ A.Ş
 M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur.
 3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur. Bunda temel amaç şasinin dayanımını artırmaktır. Bu değişimler;
3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur. Bunda temel amaç şasinin dayanımını artırmaktır. Bu değişimler;
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
6. DELME TEKNİĞİ Malzemeler üzerinde silindirik boşluklar oluşturma işlemine delme denir. Delmenin amacı, bağlantı elemanlarının takılması ve kavrama, mil ve aks türü makine elemanlarının yataklanması
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği
 delme delme Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği oluşturma işlemine de delme denir. Ayırt edici özellik olarak, kör delik
delme delme Bir malzemeye talaş kaldırma yoluyla dairesel delik oluşturma işlemi, mekanik ayırma işlemleri grubuna girer. Bu deliği oluşturma işlemine de delme denir. Ayırt edici özellik olarak, kör delik
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
MESLEK YÜKSEKOKULU MAKİNE VE METAL TEKNOLOJİLERİ BÖLÜMÜ MAKİNE PROGRAMI İMALAT İŞLEMLERİ-1 DERS NOTLARI. Öğr. Gör. Kadir GELİŞ
 MESLEK YÜKSEKOKULU MAKİNE VE METAL TEKNOLOJİLERİ BÖLÜMÜ MAKİNE PROGRAMI İMALAT İŞLEMLERİ-1 DERS NOTLARI Öğr. Gör. Kadir GELİŞ AĞRI- 2014 ÖNSÖZ Metal işleri bölümü, gelişen teknolojinin paralelinde sanayideki
MESLEK YÜKSEKOKULU MAKİNE VE METAL TEKNOLOJİLERİ BÖLÜMÜ MAKİNE PROGRAMI İMALAT İŞLEMLERİ-1 DERS NOTLARI Öğr. Gör. Kadir GELİŞ AĞRI- 2014 ÖNSÖZ Metal işleri bölümü, gelişen teknolojinin paralelinde sanayideki
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT
 5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet