MAL 201 MEKANİK ÖZELLİKLER. Prof.Dr. Adnan DİKİCİOĞLU MART 2017
|
|
|
- Ata Özkök
- 6 yıl önce
- İzleme sayısı:
Transkript
1 MAL 201 MEKANİK ÖZELLİKLER Prof.Dr. Adnan DİKİCİOĞLU MART 2017
2 Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik (hardness) Darbe (impact) Kırılma (fracture) Yorulma (fatigue) Sürünme (creep) 2
3 Metallerin Mekanik Özellikler Malzemelerin mekanik yükler altındaki davranışlarına Mekanik özellikler adı verilir. Mekanik özellikler esas olarak atomlararası bağ kuvvetlerinden kaynaklanır. Ancak bunun yanında malzemenin iç yapısının (Mikroyapı) da etkisi vardır. Bu sayede iç yapıyı değiştirerek aynı malzemede farklı mekanik özellikler elde etmek mümkün hale gelir. Metallerin mekanik özellikleri çeşitli yükleme şartlarında, çeşitli deney parçaları ile incelenir.
4 Malzemedeki Şekil Değişimleri Dış kuvvetler altında malzemeler şekil değiştirir. Kuvvetlerin kaldırılması halinde; Malzeme başlangıç boyut ve şekline dönerse şekil değişimi elastik (tersinir) ; Başlangıç boyut ve şekline dönmezse şekil değişimi plastik (kalıcı) olur. 4
5 Metallerin çekme yükleri altındaki davranışı: Çekme özellikleri Her metalin farklı bir gerilme şekil değiştirme ilişkisi vardır. Bu ilişkiyi veren denkleme Bünye denklemi adı verilir. Bu ilişki, bir çekme deneyi gerçekleştirilerek elde edilebilir. Çekme deneyi malzemenin mekanik davranışları ve özellikleri hakkında birçok bilgi verir.
6 Gerilme-Birim Şekil Değiştirme tanımları ÇEKME
7 KAYMA (KESME)
8 Gerilme: Bir kuvvetin (F veya P) etki ettiği kesitte birim alana (A o ) düşen kuvvete gerilme adı verilir. Kuvvet, kesite dik ise ve boy değişimlerine (uzama veya kısalma) yol açıyorsa normal gerilme σ,adı verilir. Kuvvet, kesit içinde ise ve açı değişimine neden oluyorsa, kayma gerilmesi t adı verilir. Normal gerilmeler (+) işaretli ise çekme, (-) işaretli ise basma anlamına gelir. Bir parçaya etki eden kuvvet ve momentler, parçada hem normal hem de kayma gerilmesi oluşturabilir. Gerilmelerin boyutu MN/m 2, N/mm 2 veya Mpa dır.
9 Gerilme altındaki parçalarda boy ve açı değişimleri meydana gelir. Δl boy değişimi, ilk ölçü boyu lo değerine oranlanırsa birim uzama ε olarak adlandırılan boyutsuz bir değer elde edilir. ε = Δl/lo Bu değer yüzde olarak verilirse yüzde uzama olarak ifade edilir: %ε = (Δl/lo)x100 %
10 Şekil değişiminin uzama veya kısalma olmasına göre bu değer (+) veya (-) olabilir. Tek eksenli çekme gerilmesi (s) altındaki bir parça, gerilme yönünde uzarken aynı zamanda gerilmeye dik yönde daralır. = F/A 0 n = - εdaralma/εuzama oranına Poisson oranı adı verilir. Elastik şekil değişiminde, metaller için n değeri 0,3 civarındadır.
11 Kayma gerilmeleri nedeniyle oluşan açısal şekil değişimi ise boyutsuz bir büyüklük olan g açısı (radyan) ile verilir ve birim kayma g olarak adlandırılır. Elastiklik Modülü E ve Kayma Modülü G Doğrusal elastik olarak davranan malzemelerde elastik alanda normal gerilme-birim şekil değiştirme ilişkisi (Bünye denklemi) doğrusaldır: σ = E.ε (Hooke Kanunu) Bu ilişkideki orantı sabiti E ye Elastiklik Modülü adı verilir. Elastiklik modülü malzemenin yay katsayısı olarak düşünülebilir. Boyutu gerilme boyutundadır (N/mm 2 gibi).
12 Doğrusal elastik olarak davranan malzemelerde elastik alanda kayma gerilmesibirim kayma şekil değiştirme ilişkisi (Bünye denklemi) doğrusaldır: t = G.g Bu ilişkideki orantı sabiti G ye Kayma Modülü adı verilir. Kayma modülünün boyutu da gerilme boyutundadır. Yukarda verilen üç elastik malzeme büyüklüğü ( E,G, n) arasında bir ilişki vardır.yani biri verilirse bir diğeri hesaplanabilir. E = 2G(1 + n)


13 Elastik Şekil Değişimi s s a Şekil : Elastik şekil değişiminde atomsal bağlardaki uzamalar. s- diagramında Şekil Değişiminin doğrusal olarak gerçekleştiği ilk kısımdır. 13
14 Elastik şekil değişiminde Elastik bölgede Hook kanunu (σ = E.ε) geçerlidir. Gerilme ile birim uzama lineer olarak değişir. Kuvvet kalkınca, elastik uzama ortadan kalkar. 14
15 Hook Kanunu Normal gerilme Kayma gerilmesi s = E s = Normal gerilme = Birim şekil değişimi E = Elastiklik modülü t = G g t = Kayma gerilmesi g = Kayma birim şekil değişimi G = kayma modülü 15
16 ELASTİKLİK MODÜLÜNÜN ÖZELLİKLERİ Elastiklik modülü kimyasal bileşimin değişmesi ile ve ortam sıcaklığından etkilenir. Isıl işlemden etkilenmez. (Aynı çeliğin yumuşak hali ile sertleştirilmiş hali aynı E ye sahiptir). E, Elastiklik Modülü, malzemenin karakteristik özelliğidir (malzemeden malzemeye değişir) E değeri büyük malzemeler daha rijit malzemeler demektir. Yani gerilme ile daha az şekil değişimi gösterir. Değeri küçüldükçe o malzemeler daha elastik davranıyor anlamına gelir. 16

17 Kimyasal bileşimin etkisi E, bir malzeme özelliğidir. Çelik, Alüminyuma göre daha rijittir. E, kimyasal kompozisyondan etkilenir 17

18 Sıcaklığın etkisi E, sıcaklıktan etkilenir. Sıcaklık arttıkça E, azalır. 18

19 Çekme deneyi Malzeme nin statik kuvvetler altında dayanımı ve diğer mekanik özelliklerinin test edilmesinde kullanılır. F Çekme deneyi F 19
20 Çekme Deneyi TS EN Malzemenin mukavemetini ve mekanik davranışlarını belirlemek için yapılır. Karşılaştırılabilir sonuçlar elde etmek için deney standartlara uygun Olarak yapılır. Başlangıç ölçü uzunluğu = lo Başlangıç kesit alanı = Ao Başlangıçtaki kesit alanı ve başlangıçtaki ölçü uzunluğuna göre hesaplanmış değerlere, mühendislik gerilmesi ve mühendislik birim uzaması adı verilir. Gerilme değeri = σ = F/Ao Uzama miktarı = Δl = l lo Birim uzama = ε = Δl/lo F: Uygulanan bir anda kuvvetin şiddeti l : o andaki ölçü uzunluğu Ölçü uzunluğu F Parçaya yavaşça (darbesiz) artan çekme yükü uygulanır.kuvvet parça ekseninde ve parça kesitine dik Yük hücresi olduğu için normal gerilme söz konusudur. Deney sırasında uygulanan kuvvet P Çene ve parçadaki uzama miktarı Δl ölçülür ve kaydedilir.deney, parça kopuncaya kadar sürdürülür. Deney sırasındaki kesit ve boy Deney parçası değişimleri dikkate alınarak, yani o andaki kesit ve ölçü boyu esas alınarak hesap yapılırsa gerçek gerilme ve Çene gerçek birim uzama elde edilir. Gerçek gerilme değeri=σ g = F/A Hareketli çene Uzama miktarı = Δl = l lo Gerçek birim uzama: dε g = dl/l buradan ε g = l o dl/l = ln(l/l o ) F F: Uygulanan bir anda kuvvetin şiddeti l : o andaki ölçü uzunluğu Çekme Deneyi
 verilerinden s- diagramına geçmek gerekir.")
21 Kuvvet (N) Çap Ölçü boyu Uzama (mm) gerilme = Parçaya etkiyen çekme kuvveti Kesit alanı Çekme deneyinden elde edilen F- L (kuvvet uzama) eğrisi Birim şd = uzama miktarı ilk ölçü boyu Çekme deneyinden elde edilen F- L (kuvvet uzama) verilerinden s- diagramına geçmek gerekir. s = F A o = l l o = l l l o o 21
22 Kuvvet (N) Gerilme (MPa) Mühendislik (Nominal/Test parçasının başlangıç değerlerine göre) Değerlerini Esas Alan Eğriler s = F A o Uzama (mm) = l l o = l l l o o Birim Şekil Değişimi (mm/mm) Çekme deneyinden elde edilen F- L (kuvvet uzama) eğrisi Yandaki veriler normalize edilerek elde edilen s- (Gerilme-Birim Şekil Değişimi) eğrisi 22
23 Elastik Ş.D. Plastik Ş.D. kırılma homojen heterojen x Şekil değişimi: Elastik şekil değişimi Platik şekil değişimi Homojen Heterojen (boyun verme) Kırılma uygulanan gerilme akma dayan. elastik uygulanan gerilme akma dayan. plastik elastik 23
24 Çekme diyagramında Akma 1. Belirgin akma gösteren malzemelerin s - diagramları 2. Belirgin akma göstermeyen malzemeler s - diagramları Belirgin akma noktası 24
25 s Elastik Şekil Değişimi s Ç s K s 0.2 Plastik Bölge
26 Yumuşak çeliklerde akmanın başladığı gerilme değeri açıkça görülebilir (Belirgin akma noktası). Yumuşak çeliklerde üst ve alt akma sınırları söz konusudur. Akma mukavemeti olarak alt akma sınırı esas alınır.buradaki gerilme dalgalanmasının nedeni şudur: Başlangıçta kenar dislokasyonlarının altında kümelenmiş küçük çaplı atomlar (örneğin, C ve N atomları) dislokasyonların hareketini önleyen bir dislokasyon atmosferi oluştururlar (Cottrel Atmosferi). Bu nedenle akma yüksek gerilme değerinde başlar. Dislokasyonlar bu atmosferlerden kurtulunca onları yürütmek için gerekli gerilme değeri azalır. Bu olay deney parçasının bir kesitinde yerel olarak meydana gelir. Daha sonra akma başka bir kesite sıçrar ve böyle devam eder. Alt akma noktasına ulaşıldığında bütün kesitler plastik şekil değiştirmiş olur. İki sınır arasında ise deney parçasının ölçü boyunca hem plastik şekil değiştirmiş hem de hala elastik olan bölgeler mevcuttur.
27 Üst akma noktası mekanik olarak bu kilitlerin kırılmasını ifade eder (Cotrell Atmosferinin). İlk akmanın meydana geldiği kayma bandının pekleşme ile kilitlenmesinden sonra diğer düzlemlerde akma meydana gelir. Bu olayın kesit boyunca devamı ile luders bantları oluşur. Bu olay tamamlanınca homojen şekil değişimi başlar. s Üst akma noktası Akma uzaması Alt akma noktası Lüders bantlar Akmamış bölge 27
28 Sonuçta üst ve alt akma noktası arasında deney parçası, ölçü boyunca üniform olmayan bir plastik şekil değiştirmeye maruz kalır. Alt akma noktası geçildikten sonra parça üniform (bütün kesitler aynı anda aynı miktarda) plastik şekil değiştirmeye maruz kalır. Bu noktada yük boşaltılıp vakit kaybetmeden yeniden yükleme yapılırsa, üst- alt akma noktaları (süreksiz akma) görülmez parça, orijinal haldekine nazaran daha yüksek (pekleşme) bir akma gerilmesi değerinde hemen üniform deformasyona başlar. Ancak yük boşaltıldıktan sonra parça dislokasyon atmosferlerinin yeniden eski yerlerine yayınmalarını sağlayacak kadar beklenir ve yeniden yüklenirse alt ve üst akma noktaları tekrar ortaya çıkar.
29 Gerilme İkinci yüklemedeki akma mukavemeti (Pekleşme nedeniyle) Orijinal akma mukavemeti 1 Kalıcı deformasyon Kopma uzaması, δ Birim uzam
 B.")
30 Deformasyon yaşlanması Normal malzemenin davranışı. A. Eger deney x te durdurulup, beklenmeden devam ettirilirse, eğri kaldığı yerden devam eder. İkinci yüklemedeki akma mukavemeti (Pekleşme nedeniyle) B. Eger deney y de durdurulup o C civarında ısıl aktivasyon uygulanırsa ve soğutulan malzemeye yeniden çekme uygulanırsa, belirgin akma noktası tekrar görülür. 30

31 Gerilme, σ Çekme mukavemeti Akma mukavemeti, σ a Luders bantlarının oluşumu Mühendislik gerilme birim uzama eğrisi Belirgin Akma gösteren Malzemeler Çekme dayanımı -Düşük karbonlu çelikte- Eğrinin maksimum noktası Üst akma nok. Pekleşme Sürekli akma Boyun oluşmaya başlar Büzülme Süreksiz akma Kopma Alt akma noktası E (Doğrunun eğimidir) Üniform uzama Kopma uzaması Birim uzama, ε Düşük karbonlu çelik için gerilme-birim uzama eğrisi
32 Akma gerilmesi (Belirgin Akma Göstermeyen Malzemeler için) Akma noktasının belirgin olmaması durumunda % 0.2 kalıcı pşd oluşturan gerilme olarak alınır. (Bazı özel durumlarda, mutlaka belirtilmesi şartı ile, % 0.1 veya %0.05 alınabilir.) 32
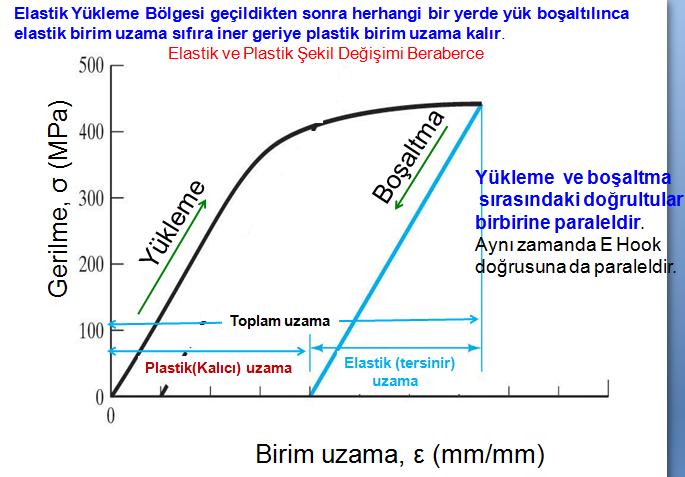
33 Çekme makinasında kaydedilen kuvvet F ve uzama miktarı Δl eğrisinden, yukarıdaki eşitlikler yardımıyla mühendislik gerilme-birim uzama eğrisi σ = f(ε), kolaylıkla elde edilir. Eğrinin doğrusal olan başlangıç kısmında şekil değişimleri doğrusal elastiktir. Akma gerilmesinin aşılmasıyla plastik şekil değişimi de başlar. Akma başladıktan sonra kuvvet kaldırılırsa, toplam şekil değişimi içindeki elastik şekil değişimi sıfır olur, geriye plastik (kalıcı) şekil değişimi kalır. Başlangıç ölçü uzunluğu = lo Başlangıç kesit alanı = Ao Gerilme değeri = σ = F/Ao Uzama miktarı = Δl = l lo Birim uzama F: Uygulama anında kuvvetin şiddeti l : o andaki ölçü uzunluğu = ε = Δl/lo
34 Eğri üzerinde herhangi bir gerilme değerindeki toplam birim uzama, ε o gerilmedeki elastik ε e ve plastik ε p birim uzamaların toplamına eşittir: ε = ε p + ε e = ε p + σ/e Buradan, plastik birim uzama ise aşağıdaki eşitlik yardımıyla hesaplanır. ε p = ε σ/e Herhangi bir gerilme değerindeki elastik birim uzama değeri ise söz konusu gerilme değeri, elastiklik modülüne bölünerek elde edilir.
35 35
36 HOMOJEN BÖLGE Deney sırasında parça uzunluğu sürekli artar. PŞD de hacim sabit kalır ve uzunluktaki artış kesit alanında daralma ile dengelenir. Akma noktasından sonra tepe noktasına kadar (maksimum gerilme değeri) malzeme pekleşir ve daha çok gerilme gerekir fakat PŞD devam ettikçe kesit küçülür böylece gerilme artar bu iki durum birbirini dengeler. 36
37 HETOROJEN BÖLGE Tepe noktasından (çekme dayanımı) sonra plastik kararsızlık başlar. Kesit bir bölgede hızla daralmaya başlar ve malzeme boyun (neck) verir. Şekil değişimi için gereken kuvvet azalır. Bu nedenle eğri aşağı doğru döner. Belli bir noktada kopma gerçekleşir. 37
 Boyun verme başlangıcı Max noktadan sonra heterojen PŞD.")
38 Akma noktasından sonra homojen PŞD. (pekleşme / kesit daralması dengesi) Boyun verme başlangıcı Max noktadan sonra heterojen PŞD.(dengenin bozulması) s Ç s 0.2 s s a Kırılma (kopma)
39 Çekme diyagramından elde edilen veriler 1. E, Elastiklik modülü, G,Kayma Modülü, Poisson Oranı ve Elastiklik Şekil Değişimi 2. s e, Elastiklik Sınırı 3. s a, Akma dayanımı 4. s ç, Çekme dayanımı 5. Kalıcı Şekil Değişimi ve Pekleşme 6. Üniform Uzama 7. % Kopma Uzaması (% d) ve % Kesit Daralması (% y) 8. Süneklik 9. Rezilyans ve Statik tokluk 10. Sünek ve Gevrek Kırılma 11. Gerçek Gerilme-Birim Uzama 39
40 E = Δσ/Δε E = 2G(1 + n) Elastiklik modülünün değerini atomlar arası bağ kuvvet eğrisinin başlangış eğimi belirler.bu eğrinin başlangıç eğimi ne kadar büyükse,o malzemenin elastiklik modülü o kadar büyüktür, bir başka deyişle malzeme o kadar rijiddir.aksi takdirde malzeme esnek olur. Çekme eğrisi yardımıyla malzemeye ait şu özellikler belirlenir: 1) Elastiklik modülü E ve Kayma modülü G Çekme birim uzama eğrisindeki elastik bölgedeki doğrunun eğimine elastiklik E modülü E (MPa) adı verilir. = f df da
41 Poisson oranı, n Tek eksenli yüklemede deney parçası yükleme doğrultusuna dik doğrultuda da şekil değiştirir. Eğer ana yükleme çekme ise parça çekme doğrultusuna dik doğrultuda daralır (εenine ). Eğer ana yükleme basma ise parça buna dik doğrultuda genişler. = F/A 0 n = -εenine/εboyuna İfadesiyle verilen n değerine Poisson oranı adı verilir.
42 Poisson oranı (n) Malzemelerin elastik özelliklerini belirleyen diğer bir parametredir. Elastik şekil değişimi sırasında malzeme hacminde değişiklik olur (Çekme sırasında hacim büyür). Çekme yönünde malzeme uzarken buna dik yönde kısalma gerçekleşir. Aradaki oran poisson oranı yardımıyla belirlenir. Metaller için 0.28 ile 0.32 arasında değişir. Genelde 0.3 tür. Plastik (Kalıcı) şekil değişimi söz konusu ise hacim sabit kalır ve poisson oranı 0.5 değeri alır. A o x l o (Başlangıç) = A x l (PŞV sonrası) 42
43 Şekil 6.11: Çekme sırasında poison oranının ifadesi. 43
44 Çeşitli alaşımların Poisson oranı ve kayma modülleri
45 2 ) Elastiklik sınırı, σe Bu değer malzemede, elastiklik bölgesinin sona erdiği ve Akmanın yani kalıcı şekil değişiminin başladığı noktadır. Bu noktayı kolayca tespit etmek zor olduğu için bunun yerine karşılaştırma değeri olarak alınabilir (örneğin % 0,05 gibi = 0,0005 mm/mm)
46 3 ) Akma Dayanımı Belirli miktar kalıcı uzamanın oluştuğu (örneğin %0,2 veya 0,002 mm/mm) gerilme değeri akma dayanımı olarak alınır. Bu değer elastiklik sınırından çok daha kolay belirlenir. Bazı durumlarda % 0,2 den farklı değerler kullanılabilir. Örneğin yüksek sıcaklıklarda ve plastik malzemelerde % 0,1 alınabilir. Akma dislokasyonların hareketi ile başlar. Akma mukavemeti malzemenin, kalıcı şekil değiştirme görülmeksizin, çıkılabileceği en üst gerilme sınırıdır.
47 4) Çekme Dayanımı σ ç Çekme deneyindeki en büyük kuvvetin (F max ) başlangıç kesitine (A o ) bölünmesiyle elde edilen maksimum gerilme değeridir. σ ç = F max /A o (MPa) Maksimum değere ulaştıktan sonra kuvvetin düşmesi, deney parçasının belirli bir kesitten büzülmeye (boyun vermeye) başlaması nedeniyledir. Kesit daraldığı için (alan azaldığı için) şekil değişiminin devamı için gerekli kuvvet giderek azalır ve sonuçta kopma olur.
48 5) Kalıcı şekil değişimi ve pekleşme Akma sınırından sonra kalıcı şekil değişimi başlar. Kalıcı şekil değişimi sürdükçe, Soğuk Şekil değişiminin sürdürülebilmesi için gerilmenin arttırılması gerektiği görülmektedir. Bunun nedeni, metallerde soğuk plastik şekil değiştirme sırasında dislokasyon yoğunluğunda artma ve dislokasyonların birbirlerinin hareketini karşılıklı olarak engellemesidir. Bu olaya Pekleşme denir.
49 Sıcak Şekil Değişiminde Pekleşme meydana gelemez Şekil değişiminin sıcakta gerçekleşmesi ile ısıl aktivasyon mekanizmaları aktif hale gelir ve Pekleşme olamaz çünkü:. Kenar dislokasyonlarında tırmanma (climb) mekanizmaları çalışır ve engellerden kurtularak kaymaya devam ederler.. Vida dislokasyonlarında çapraz kayma (cross slip) gerçekleşir.. Dislokasyonlarda yoğunluk artışı olmaz. Pozitif ve negatif kenar dislokasyonları üst üste gelip bir birini tamamlar, tam düzlem haline gelerek dislokasyon yoğunluğunu azaltırlar.. Tane sınırı kayması olur: Artan sıcaklıkla birlikte taneleri bir arada tutan kuvvet azalır. Difüzyon mekanizmasının etkinleşmesi ile taneler birbirleri üzerinde kayarlar. 49



50 (a) Dislocations tırmanması: artan atom arayer veya boşluklara yerleşebilir (b) Fazla atomların eklenmesi dislokasyon aşağı inebilir. Sıcaklığın artması ile; Elastiklik modülü azalır, Pekleşme etkisi azalır veya ortandan kalkar. 50
51 6) Üniform uzama Deney parçasında yerel büzülme başlatıncaya kadar (Maksimum kuvvet noktasına kadar) gerçekleşen uzama miktarıdır. Buraya kadar uzama üniformdur, yani parçada boy uzar kesit üniform olarak daralır ve biçim korunur. Yerel büzülmenin daha erken oluşmasını engelleyen olay pekleşmedir. Herhangi bir kesitte daralma başladığında plastik şekil değiştirme nedeniyle yerel olarak pekleşme oluşur ve o kesit diğer kesitlere nazaran daha mukavemetli hale gelir. Bu nedenle daralma başka kesitte başlar ve olaylar bu şekilde devam eder.

52 Ancak şekil vermeye devam ettikçe pekleşmenin etkisi giderek azalır ve bir noktadan sonra bu dengeleme artık sağlanamaz, yani en zayıf kesitteki şekil değişimi devam ederek, şekil değişimi ve kopma bu bölgede yoğunlaşır. Üniform uzama değeri önemli bir malzeme özelliği olup, bir malzemeye çekme yoluyla yerel büzülme olmadan üniform olarak şekil verilebilecek üst sınırı belirler.
53 7) % Kopma Uzaması (% δ) ve % Kesit Büzülmesi (% y ) Çekme dayanımına ulaşıldıktan sonra şekil değişimi üniform olmayan bir şekilde boyun bölgesinde devam eder ve kopma boyun bölgesinden oluşur. Kopma uzaması deney parçası boyunda kopuncaya kadar oluşan plastik uzama miktarının başlangıçtaki ölçü boyuna oranıyla elde edilir. % δ = 100 x (l k l o ) / l o (%) Kopma büzülmesi ise kopma sonrasında parçanın en dar kesitinde oluşan kesit azalmasının başlangıç kesitine oranıyla elde edilen değerdir: (% y ) = 100 x (A o - A k ) / A o (%)
54 = d Kopma uzaması; l k, eğriden de bulunabilir. l l k l o o 8) Süneklik l k = Kopma anında ölçü boyu l o = ilk ölçü boyu Kopma uzaması ve büzülmesi değerleri malzeme mukavemet hesaplarında kullanılmaz.ancak, bu değerler malzemenin şekil değiştirme kabiliyeti (sünekliği) hakkında bir fikir verir. Kesit daralması: Ak, Eğriden bulunamaz. y = A A o A o k A o = İlk kesit alanı A k = Kopmadan sonra ölçülen kesit alanı 54
55 9) Tokluk ve Rezilyans Tokluk: Malzemenin kırılncaya kadar harcanan şekil değiştirme işi veya enerjisi, çekme eğrisinin altında kalan alan yardımıyla hesaplanabilir (Mpa.m/m = MN.m/m 3= MJ/m 3 ). Buna Statik Tokluk denir. Rezilyans: Elastik sınıra kadar harcanan iş, bir malzeme içinde kalıcı şekil değişimi (akma) başlamadan depolanabilecek maksimum elastik şekil değiştirme enerjisini verir ve Rezilyans olarak adlandırılır. Örneğin yay malzemelerinde reziliyansın yüksek olması istenir.
56 Rezilyans Rezilyans, s - eğrisinde, elastik bölge altında kalan alandır. Elastik davranış sırasında depoladığı enerjiyi ifade eder. Yay çelik Rezilyans: U p e = s. d = 0 s. e 2 e Basit karbonlu çelik 56


57 Statik Tokluk s Tokluk malzeme kırılıncaya kadar harcadığı enerjiyi ifade eder s - eğrisinin altında kalan alandır Malzemenin kopmasına kadar harcanan enerji ise, eğrinin altında kalan alanın tümüne eşittir ve Tokluk olarak adlandırılır. Gevrek Normal süneklik Yüksek tokluk değerleri mühendislik malzemeleri için aranan en önemli özelliklerden biridir. Yüksek süneklik Tokluk = s d 57




58 10) Sünek kırılma ve gevrek kırılma Kopma kesitinin görünümü de malzemenin şekil değişimi davranışı hakkında bilgi verir. Gevrek malzemeler fazla plastik şekil değiştirmeden çekme kuvvetine dik bir kesitten koparlar.sünek malzemelerde ise gözle görülebilen bir kalıcı şekil değişiminden sonra kırılma meydana gelir. Gevrek Kırılma Kesiti Sünek malzemelerde çekme deneyi sırasında oluşmuş boyun. Parça daha sonra boyun bölgesinden

59 Sınıflandırma: Sünek ve Gevrek Kırılma Kırılma Davranışı: Çok Sünek Orta Derecede Sünek Gevrek % kesit büzülmesi veya % uzama: Büyük Orta Yok Sünek kırılma arzu edilir! NEDENİ Sünek: Kırılmadan önce uyarı var! Gevrek : Uyarı yok!

60 Süneklik / Gevreklik /Tokluk Süneklik: Bir malzemenin plastik şekil değiştirme kabiliyetini ifade eder. Bu değerin büyümesi, malzeme kopana kadar daha büyük plastik şekil değiştirme gerçekleştirebiliyor anlamına gelir. Kopma uzaması ve Kesit büzülmesi değerleri ile ifade edilebilir. Gevreklik: Plastik şekil değiştirme kabiliyetinin olmaması durumunu ifade eder. Eğri bazen elastik sınırda bazende elastik sınıra çok yakın bir noktada son bulur. Tokluk: Malzemenin kopana dek absorbe ettiği toplam enerjiyi ifade eder. Sünek malzemelerin tokluğunun daha yüksek, gevrek malzemelerin tokluğunun da düşük olduğu anlamı çıkarılabilir. 60


61 Cıvatalarda kırılma Gevrek Sünek Kırılma öncesi oluşan aşırı plastik deformasyona dikkat
62 GEVREK KIRILMA -Kırılma öncesinde çok az plastik deformasyon vardır. -Malzemenin tokluğu(kırılmadan önce plastik deformasyonla enerji absorbe etme yeteneği) düşüktür. -Kırılma, elemanın genel akma gerilmesinden küçük gerilme değerlerinde oluşur. SONUÇ:Eleman eğilmeden önce kırılır SÜNEK KIRILMA -Kırılma öncesinde büyük miktarda plastik deformasyon oluşur. -Malzemenin tokluğu büyüktür. -Kırılma, genel akma gerilmesinden büyük gerilme değerinde oluşur. SONUÇ:Eleman kırılmadan önce eğilir
63 11) Gerçek gerilme-birim uzama eğrisi Mühendislik gerilme ve birim şekil değiştirme değerleri, deney sırasında kaydedilen kuvvet F ve uzama miktarı Δl miktarlarının başlangıçtaki kesit A o ve başlangıçtaki ölçü boyu l o değerlerine bölünmesiyle elde edilmiştir. Yani yükleme sırasında aslında oluşan kesit (Azalmakta) ve boy (Artmakta) değişimleri hesaba katılmamıştı. Sadece küçük şekil değiştirmelerin olduğu bir çok uygulamada gerçek eğri ile mühendislik eğrisi birbirine çok yakın olduğundan (Çünkü küçük şekil değiştirmelerde A A o ve l l o dır.) çoğu kez mühendislik eğrisi ile çalışmak yeterlidir.
64 Ancak, büyük plastik şekil değişimlerinin mevcut olduğu uygulamalarda (örneğin, metallere plastik şekil verme), gerilme ve birim şekil değiştirmeleri o andaki kesit ve ölçme uzunluğu esas alınarak hesaplamak gerekir. Söz konusu andaki gerçek kesit ve gerçek ölçme uzunluğu esas alınarak hesaplanmış gerilme ve birim uzama değerlerine Gerçek gerilme ve Gerçek birim uzama adı verilir. Bu şekilde elde edilmiş gerçek gerilmegerçek birim uzama eğrisine gerçek eğri adı verilir. Gerçek eğri ile mühendislik eğrisi arasında akma noktasına kadar çok önemli bir fark yoktur. Ancak o noktadan sonra aradaki fark giderek artar.
65 4 x 3 x 4 2 x x x 1 x Gerçek değerlere göre çizilen gerçek gerilme-birim uzama eğrisine Akma eğrisi (Flow curve) de denir. Elastik bölgede fark yoktur. Boyun vermeden sonra homojen olmayan şekil değişiminden dolayı uzama hesaplanamaz. Şekil 6.7: Gerçek ve mühendislik s- (Gerilme-Gerinme) eğrileri. 65
66 Burada, göz önüne alınan andaki kesit A ve ölçme boyu l ise σ g = F/A dε g = dl/l dir. Başlangıç ölçü boyu l o dan bir l değerine kadar uzama sonrası oluşan toplam gerçek birim uzama miktarı: ı dε g = dl/l buradan ε g = l o dl/l = ln(l/l o )
67 Akma noktası ile boyun oluşumunun başladığı nokta arasında gerçek eğrinin denklemi, yani plastik alandaki bünye denklemi aşağıdaki eşitlikle (ampirik) verilir: σ g = K(ε gp ) n Holloman Bağıntısı Burada K ve n malzeme sabitleri olup, K ya mukavemet katsayısı n ye ise pekleşme üsteli adı verilir. ε gp ise gerçek plastik birim uzama miktarıdır. Toplam gerçek birim uzama değeri ε g olmak üzere bu değer aşağıdaki eşitlik yardımıyla elde edilir : ε gp = ε g (toplam) ε ge (elastik) = ε g σ g /E
68 Akma Eğrileri Akma eğrileri: genelde Holloman bağıntısı ile ifade edilir. s g = K g ln( s ) = g n ln K n ln K = Dayanım sabiti n = Pekleşme üsteli K ve n; malzeme sabitleri g n=0 n=0.15 n=0.4 s s g g s g g g g 68
69 Doğrunun eğimi pekleşme üstelini verir. 0 < n < 0.4 arasında değerler almaktadır. n, deformasyon sertleşmesine (pekleşme) uğrama, ve deformasyonla dayanımını arttırma kabiliyeti, n, arttıkça boyun verme zorlaşır, homojen şd. kabiliyeti artar. Sıcak deformasyonda n 0 Bir çok mühendislik malzemesinde 0.15 < n < 0.25 K, doğrudan malzemenin dayanımı hakkında bilgi verir. 69
70 Tablo 6.2: Çeşitli metal ve alaşımlar için pekleşme parametre değerleri. 70
71 Mühendislik birim uzama. = l l o = l l o l l l o o = = 1 l l o 1 Gerçek birim uzama. g g d g = l = l o dl l dl l = ln = ln( 1) l l o PŞD de Hacim sabit kalır. A o l o = A l A = A o l l o Mühendislik Gerilme. s = F A o Gerçek gerilme. s g = F A = F A o l l o = s ( 1 ) 71
72 Çeşitli alaşımların çekme deneyi verileri
73 Alaşım Çeşitli metal ve alaşımların plastik alandaki bünye denklemindeki malzeme sabitleri. Mukavemet katsayısı K ve pekleşme üsteli n
74 Benzeş sıcaklık (homologous temperature): T B = T T Ç E o ) K o ) K T E = Malzemenin erime sıcaklığı T Ç = Çalışma sıcaklığı 0 < T B < 0.25 Soğuk Şekil Değişimi 0.25 < T B < 0.5 Ilık Şekil değişimi 0.5 < T B < 1 Sıcak Şekil değişimi 74
75 Oda sıcaklığı; Fe, Cu, Al gibi bir çok metal için soğuk şekil değişim bölgesi iken Pb, Sn gibi düşük erime sıcaklığına sahip malzemeler için sıcak şekil değişim bölgesi olur. 75
76 Soğuk Şekil Değiştirmede mekanizmalar Soğuk şekil değişiminde iki tür şekil değiştirme mekanizması etkin olabilir. 1.Kayma 2.İkizleme 76
 ile gerçekleşir. 77")
77 KAYMA /İKİZLEME PŞD, Kayma ile yani dislokasyonların kayarak hareket etmeleri ile gerçekleşir. Kaymanın zor olduğu durumlarda plastik şekil değişimi ikizleme (twinning) ile gerçekleşir. 77
78 KAYMA ve PEKLEŞME KAVRAMI SOĞUK ŞEKİL VERME de En aktif deformasyon mekanizması kaymadır (Slip). Dislokasyonlar kayma düzlemlerinde kayarak hareket ederler. Fakat bu sırada yeni dislokasyonlar meydana gelir ve yoğunlukları artar. Sayılarının artması ile bibirlerinin hareketini engellemeye veya başka engellere (boşluk, yeralan, ara yer, tane sınırı, çökelti, vs.) takılmaya başlarlar. Böylece hareketleri için daha yüksek gerilme gerekir. Bu durum deformasyon sertleşmesi veya PEKLEŞME (strain hardening-work hardening) olarak anılır. 78
79 79
80 80
81 ÇEKME DENEYİ ile ilgili Problemler 81
82 Çelik bir malzemeye ait çekme deney parçasının başlangıç kesit alanı A o = 80 mm 2 ve başlangıç ölçü boyu l o = 100 mm olarak hazırlanıyor ve yapılan deney sonuçları: F Yük (N) Uzama l (mm) , , , (boyun veriyor) ,0 (kuvvet azalmaya başlıyor) Kopuyor. Kopan parçalar bir araya getiriliyor. l k = 125 mm ve kopma kesiti A k = 35 mm 2 ölçülüyor. a) Bu malzemenin Elastiklik Modülü, Çekme Mukavemeti, Kopma uzamasını ve Büzülmesini bulunuz. b) 3. noktasının Teknik Akma Sınırını gerçeklediğini gösteriniz ve 6 noktasına ait Mühendislik ve Gerçek Gerilme değerlerini hesaplayınız. Gerçek Gerilmenin Çekme Gerilmesinden yüksek olmasının sebeplerini açıklayınız. F. l F 2 E = s maks = = = N / mm s Ç. D = s max = = = 275N / mm 0 A0. l 80.0,03 A 80 lk k = l = 100 = 0,25veya%25 A0 A = = = 0,5675veya%56,75 A 80 b) 3 noktasınınteknik Akma Sınırını gerçeklediğini gösterebilmek için 3 noktasındaki plastik = 0,002 olduğunu göstermek gereklidir. t = pl + e ; pl = t - e ; t = l/l o = 0,3 / 100 = 0,003 e = s/e = F o / (A 0. E) = / ( ) = 0,001 pl = 0,003 0,001 = 0,002 veya % 0,2 Şu halde 3 noktası Teknik Akma Sınırını gerçekler. 6 noktasında: s maks = F o /A o = 17500/80 = 218,75 N/mm 2 s gerçek = F 0 /A g = 17500/ 35 = 500 N/mm 2 Zira kesit gerçek değerde gittikçe küçülmektedir.
83 Başlangıç Kesiti A o :10 mm 2 ve başlangıç ölçü boyu l o : 1000 mm olan bir çelik telin çekme deneyi sırasındaki okumalar aşağıda gösterilmiştir. Uzama (mm) Kuvvet (N) 0, , , , , , , (Boyun verme ve Büzülme Başlıyor) 150, (Kopuyor) A - Elastiklik Modülünü bulunuz; B N luk yük altındaki (kuvvet tatbiki sırasındaki) plastik ve elastik değerlerini bulunuz. C - Çekme Dayanımını bulunuz. D - Gerçek Çekme Dayanımını bulunuz. E - % Kopma Uzama miktarını bulunuz. Ao. lo = Al = A.1100 A = 9,09mm2 s F A ,09 gerçek = = = 770N / mm 2 83
84
85 PROBLEM 3: Başlangıç ölçü boyu (l o ) 500 mm ve başlangıç kesiti (A o ) 10 mm 2 olan çelik bir tel F = 2 kn luk bir yük altında 0,5 mm elastik uzama göstermektedir. A - Malzemenin Elastiklik Modülünü hesaplayınız. B Aynı tel 8 kn luk bir yükün etkisiyle 3 mm uzadığına göre, malzemenin % 0,2 lik kalıcı uzamaya karşılık olan akma sınırını bulunuz. ÇÖZÜM: l o = 500 mm; A o = 10 mm 2 ; F = 2000 N; l = 0,5 mm A E = s/e e = (F/A o ) / ( l/l) = (F x l o )/ (A o x l) = 2000 N x 500 mm / 10 mm 2 x 0,5 mm = N/mm 2 B A o = 10 mm 2 ; F = 8000 N; l = 3 mm pl = % 0,2 e = (F/A o ) / E = F / (A o x E) = 8000 / (10 x ) = 0,004 mm/mm t = l/l o = 3 / 500 = 0,0006 mm/mm pl = t e = 0,006 0,004 = 0,002 Şu halde bu nokta Teknik Akma Sınırını verir. s 0,2 = 8000/10 = 800 N/mm

86 Sertlik Sertlik: Bir malzemenin yüzeyine batırılan sert bir cisme karşı gösterdiği dirençtir. Sertlik değerleri direk olarak malzemelerin dayanımları ile alakalı olduğu için büyük önem taşır. Çok daha basit bir şekilde, tahribatsız olarak ölçülebilir. Sertlik deneyi; malzemelerin dayanımları ile ilgili bağıl değerler veren bir test yöntemidir. Sertlik ölçme yöntemleri: Batıcı ucun geometrisine ve uygulanan kuvvet büyüklüğüne göre: Brinell sertlik ölçme metotu Vickers sertlik ölçme metotu Rockwell sertlik ölçme metotu 86
87 Sertlik ölçme yöntemleri: Batıcı ucun geometrisine ve uygulanan kuvvet büyüklüğüne göre:(a) Brinell, (b)vickers, (c) Rockwell sertlik ölçüm metotları. 87
 = A.D 2 (mm 2 ) A malzemenin türüne bağlıdır. 2.5mm bilya ile çelik ölçülüyorsa, 187.")
88 Brinell Sertlik ölçülecek yüzeyin düzgün hazırlanması gerekir. Standart test: 10mm çaplı sert bilya ve 3000 kgf yük Yüzeyde bıraktığı izin çapı ölçülür. Pratikte daha küçük yük/çap kombinasyonları mevcut. Dezavantajı: malzemeye göre değişen yük/çap oranları Yük: F(kgf) = A.D 2 (mm 2 ) A malzemenin türüne bağlıdır. 2.5mm bilya ile çelik ölçülüyorsa, kgf, Al ölçülüyorsa 31.25kgf yük gerekir. 2F BSD = D[ D D Malzeme A Demir / Çelik 30 Cu / Pirinç / Bronz 10 Al / Pb vb. 5 2 d 2 ] 88
89 Brinell TSE de gösterimi 340 BSD/187.5/2,5/30 Uygulanan Kuvvet 2F BSD = D[ D D Bilya çapı 2 d 2 Uygulama süresi ] BSD = Birinell sertlik değeri D = Bilya çapı F = Uygulanan kuvvet d = izin çapı. Sertleştirilmiş çelik bilya ile 400 BSD ne kadar, sinterlenmiş karbür bilya ile 550 BSD ne kadar ölçüm yapılabilir. Bu metot daha büyük sertliklere uygun değildir. Eğer bilya ezilmeye başlarsa yanlış ölçümler yapılır. 89
90 Brinell Metallerde BSD ile s çek arasında 400 BSD ye kadar doğrusal ilişki vardır. s ç ( MPa) BSD( kgf 3 / mm 2 ) 10 90
91 Vickers Batıcı olarak uç tepe açısı 136 o olan elmas piramit kullanılır. Tüm malzemelere uygulanabilir. Kuvvet seçiminde malzeme kriteri yoktur. Kare şeklindeki izin köşegenleri mikroskopla ölçülür. BSD değeri gibi çekme dayanımının tespitinde kullanılabilir. TSE de gösterimi 255 VSD/100/30 Uygulanan Kuvvet Uygulama süresi d ort = d 1 d F VSD = 2 d ort VSD = Birinell sertlik değeri F = Uygulanan kuvvet d ort = izin köşegen ortalaması. 91
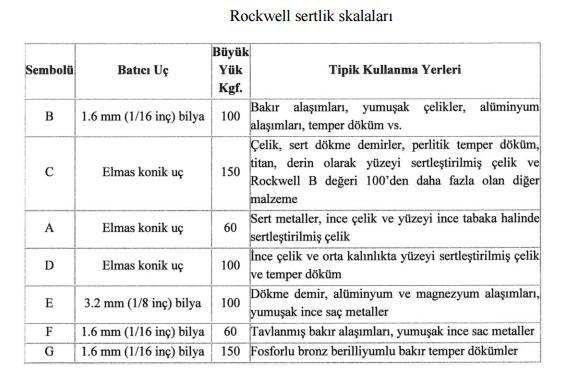
92 Rockwell metodu Batıcı ucun yüzeyden içeri doğru battığı derinlik dikkate alınır. Malzemeye göre uç/yük kombinasyonu seçilmelidir. Plastik malzemelerin ölçümüde yapılabilir: bir çok skalası mevcuttur. Ölçüm yüzeyleri temiz olmalıdır. C skalası; sert metaller için kullanılılır. 150 kgf yük (P o :10 kgf; P 1 :140 kgf) ve tepe açısı 120 o olan elmas koni uç kullanılır. B skalası; 100 kgf yük (P o :10 kgf; P 1 :90 kgf) ve 1/16 çapında sert bilye kullanılır. Deney parçası yeterli kalınlıkta olmalı, kenara yakın ölçümler yapılmamalı, birbirine yakın ölçümler yapılmamalı, en az 3 ölçüm yapılmalıdır. 92
93 93
94 94
95 s ç ( MPa) BSD( kgf 3 / mm 2 ) 10 95
96 Darbe Özelliği (Çentik/Darbe deneyi) Normal şartlarda sünek özellikler gösteren bir malzeme Üç eksenli yükleme hali Düşük sıcaklıkta zorlama Kuvvetin ani uygulanması (darbe) durumlarında plastik şekil değişimine imkan bulamaz ve gevrek davranış gösterirler. Bu şartlardan biri veya bir kaçı gerçekleşmişse malzeme gevrek davranabilir. Malzemenin davranışını ölçmek amacıyla Çentik/Darbe deneyleri yapılır ve bu deneyler Charpy (üç noktadan eğme) veya Izod (ankastre eğme) deney parçaları ile gerçekleştirilir. 96
97 97
 Izod (ankastre eğme).")

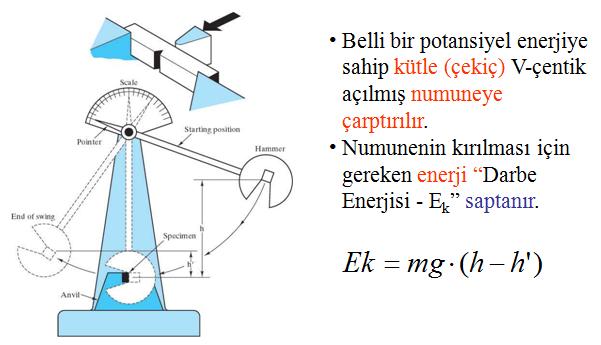
98 Sünek malzemelerin gevrek kırılmaya olan eğilimlerini ölçmek için bazı testler yapılır: Charpy (üç noktadan eğme) Izod (ankastre eğme). Belli bir potansiyel enerjiye sahip kütle, V-çentik açılmış numuneye çarptırılır. Numunenin kırılması için gereken enerji Darbe Enerjisi - Ek saptanır. Birim olarak J veya Nm kullanılır. 98
99 Darbe enerjisine etki eden faktörler: a) Dayanım: a) Dayanım b) Kristal yapı, c) Sıcaklık d) Kimyasal bileşim Darbe deneylerin dinamik tokluğu belirlemektedir. Fakat statik toklukla (s- grafiğinin altındaki alan) arasında ilişki vardır. Dayanımı yüksek malzemeler darbeye karşı direnci zayıf olurken düşük dayanımlı malzemelerin darbe dirençleri yüksek olabilir. 99
100 Kristal Yapı YMK; sünek ve tok, SDH; gevrek, HMK; bazı şartlarda gevrek bazılarında tok davranmaktadır. Belirli bir sıcaklık altında HMK tokluğunu yitirerek gevrek davranış göstermeye başlar. Bu sıcaklığa Sünek-gevrek geçiş sıcaklığı adı verilir (ductile-brittle transition temperature). 100

101 Kristal Yapı /Sıcaklık SDH HMK da ki bu düşüşün sebebinin arayer atomalarının düşük sıcaklıklarda, dislokasyon hareketlerini engellemesi olarak düşünülür. Nispeten yüksek sıcaklıklarda dislokasyonlar engellerden kurtulabildiği düşünülmekte ve bu yüzden darbe enerjisini arttığı varsayılmaktadır. 101
102 Malzeme Bileşiminin Etkisi HMK da geçiş sıcaklığı, kimyasal bileşimden çok etkilenir. Örneğin, C artarsa Tg artar. Mn (ve Ni) artarsa Tg azalır. Düşük sıcaklıklarda yüksek tokluk için ideal alaşım elementleridir. 102

103 Belirli bir sıcaklık altında HMK tokluğunu yitirerek gevrek davranış göstermeye başlar. Bu sıcaklığa Sünek- Gevrek Geçiş Sıcaklığı adı verilir (ductile-brittle transition temperature). Tg = E max HMK da ki bu düşüşün sebebinin C ve N gibi arayer atomalarının düşük sıcaklıklarda, dislokasyon hareketlerini engellemesi olarak düşünülür. Nispeten yüksek sıcaklıklarda dislokasyonlar engellerden kurtulabildiği düşünülmekte ve bu yüzden darbe enerjisini arttığı varsayılmaktadır. 2 E min 103
104 Darbe deneyleri; malzemelerin dinamik tokluğu belirlemektedir. Fakat statik toklukla (s- grafiğinin altındaki alan) arasında ilişki vardır. Dayanımı yüksek malzemeler darbe dayanımı düşük olurken düşük dayanımlı malzemelerin darbe dayanımları yüksek olduğunu söylemek yanlış olmaz. 104
105 Darbe Yüklerine göre Tasarım Sünek Gevrek Geçiş Sıcaklığı (DBTT) gösteren malzemelerde, darbe özellikleri dikkate alınarak yapılan tasarımlarda, seçilen malzemenin sünek-gevrek geçiş sıcaklığının kullanım sıcaklıklarına tekabül etmemesi, ve hatta mümkün olduğu kadar düşük olmasıdır. Böylece, soğuk havalarda, ani zorlamalar altında malzeme beklenmedik gevrek kırılma göstermeyecektir. Bu tasarım kriterlerine bir örnek; gemi gövdelerinde kullanılan sacın, -20 o C de, en az 70J lük darbe enerjisine sahip olması gerekliliğidir. Bu değer farklı uygulamalarda değişebilir. 105
106 Çentik faktörü Çentik: Bir parçada bulunan ani kesit değişimidir. Çentikten dolayı çentik dibinde gerilme yığılması oluşmakta ve hesaplanandan daha büyük gerilmelere ulaşmaktadır. K t = s max s n K t = Çentik faktörü s max = Max gerilme (Çentikten dolayı Gerilme yığılması ile oluşan gerilme) s n = Nominal gerilme (ortalama gerilme) 106
 Litaratürde tabloladan değerler bulunabilir.")
107 K t, geometriye bağlı. Çok büyümesi durumunda tehlikeli durumlara sebep olmaması için s max dikkate alınmalıdır. Kt R -1 (çentik dibi radyusu ile ters orantılı) Litaratürde tabloladan değerler bulunabilir. s max = 2s a R a s max R s max 107
108 Litaratürde tabloladan değerler bulunabilir. b/r oranı ve r/h oranı azalması ile Kt artar. Kt, ve daha büyük değerlere ulaşabilir. 108
109 Çentiğin çok keskin olması durumunda çentik dibi radyus sıfıra ve gerilme sonsuza yakınsar. Gerçekte bu şekilde olmaz. s max = 2s Çok keskin çentikler (çatlaklar) bulunma durumunda gereken tasarımın yapılması için kırılma mekaniği kullanılır. Kırılma mekaniği Malzemelerin çatlak bulunması durumunda etkiyen gerilmelere dayanabilme yeteneklerini inceleyen Kırılma tokluğu Çatlak bulunma durumunda malzemelerin hasara karşı direncidir. a R Kırılma mekaniğinde gerilme şiddet faktörü ve malzemenin kırılma tokluğu kavramları kullanılır. 109
 zorlaması K III : Burulma zorlaması olma durumları. En tehlikeli durum K 1 : çekme durumudur.")
110 Kırılma mekaniğinde Gerilme şiddet faktörü kullanılır. K I : Çekme zorlaması K II : Kesme (kayma) zorlaması K III : Burulma zorlaması olma durumları. En tehlikeli durum K 1 : çekme durumudur. Gerilme şiddet faktörü (Zorlanma Şartı) Çekme gerilmesi KI = Y s a Şekil Faktörü Çatlak boyu 110
111 Malzemenin ani zorlamalara karşı dayanımını ifade eden büyüklük kırılma tokluğu dur. Bu değer K 1C ile ifade edilir K 1C azaldıkça malzemenin gevrek kırılma eğilimi artar. Parçanın tasarımda herhangi bir zorlama altında ani ve gevrek kırılmaması için aşağıdaki şart sağlanmalıdır. K K I IC Zorlanma şartları < Malzeme dayanımı 111
112 112
113 Malzemenin kırılma tokluğu Şekil Faktörü Kritik Çatlak boyu K IC = Y s k a kr Çekme gerilmesi Ani kırılma olmaması için 1. Çatlak boyunun kritik değerden küçük olması 2. Gerilmenin kritik gerilmeden (kritik çatlak boyunda gevrek kırılmaya sebep olan gerilme) değerden daha küçük olması gerekir. 3. Y şekil faktörü: Çatlak iç kısımda ise Y=1,00 Çatlak dış yüzeyden başlıyorsa Y=1,12 alınır. 113
114 Çatlak boyu arttıkça hasara sebep olan gerilme azalmakta 114
115 (c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license. Çatlağın kenarda veya içerde olma durumuna göre faktör ve çatlak boyu kabulü
116

117 Design of a Nondestructive Test A large steel plate used in a nuclear reactor has a plane strain fracture toughness of 80,000 psi in. and is exposed to a stress of 45,000 psi during service. Design a testing or inspection procedure capable of detecting a crack at the edge of the plate before the crack is likely to grow at a catastrophic rate. Example 6.8 SOLUTION

118 Design of a Ceramic Support Design a supporting 3-in.-wide plate made of sialon, which has a fracture toughness of 9,000 psi in., that will withstand a tensile load of 40,000 lb. The part is to be nondestructively tested to assure that no flaws are present that might cause failure. Example 6.10 SOLUTION
119 YORULMA Daha önce statik ve darbeli yüklemeleri gördük Gerçekte ise zorlamalar sürekli değişkenlik göstermektedir. Yorulma hasarı: malzemelerin çekme ve akma dayanımlarından (statik koşullarda) daha düşük değerlerdeki tekrarlı gerilmelerin etkisinde, belirli bir çevrim sonrasında kırılması ile oluşan hasardır. 119
120 S-N yorulma diagramları (Wohler Diagramları) Malzemelerin hangi çevrim sayısında hasara uğrayacağını gösteren diagramlardır. Başka bir açıklama yoksa ortalama gerilme sıfır olacak şekilde deneyler yapılır. Yani max ve min gerilmeler ters işaretli olmak üzere birbirine eşittir. 120

 Gerilme 90 iken parça N= 10 5 çevrimde hasara uğrar.")
121 Basma Gerilme Çekme Nasıl Değerlendirilir s max s g s ort =0 s min s s g ort s = s = Zaman max max s 2 s 2 min min sy : Malzeme özelliği sg : Zorlama sg < sy Yorulma olmaz. sg > sy Yorulma olur. s y s g = Gerilme genliği s ort = Ortalama gerilme s y = Yorulma sınırı N y = Hasar çevrim sayısı s y (10 8 ) = 10 8 çevrim sayısı için yorulma dayanımı. Çekme dayanımı (N=0) Gerilme 90 iken parça N= 10 5 çevrimde hasara uğrar. N-Çevrim sayısı s y : Yorulma Sınırı 121
 YMK kafes yapılı Metaller için Yorulma Dayanımı Limiti yok sürekli azalır N-Çevrim sayısı")
122 HMK ve YMK için S-N grafikleri (Wohler Diyagramları) Ortalama gerilme 0 için hazırlanırlar. s y HMK kafes yapılı Metaller için Yorulma Sınırı: Endurance limit, Fatigue limit Limiti ulaşır s y (10 8 ) YMK kafes yapılı Metaller için Yorulma Dayanımı Limiti yok sürekli azalır N-Çevrim sayısı HMK yapıya sahip metal ve alaşımlarda yorulma sınırı vardır. Gerilme genliğinin bir eşik değerden daha az olması durumunda yorulma hiç bir zaman olmaz. Bu etkinin HMK metallerde özellikler çelik ve dökme demirlerde bulunan arayer atomlarından (C ve N gibi) kaynaklandığı düşünülür. YMK metallerde gerilme genliği arttıkça yorulma ömrü azalır. Belirli bir çevrim sayısına karşılık gelen gerilme genliği yorulma dayanımı kabul edilir. Bu çevrim 122 sayısı genelde 10 8 olarak alınır.

123 HMK / YMK (Yorulma sınırı / Yorulma dayanımı) Yorulma Sınırı: Endurance limit, Fatigue limit Yorulma Dayanımı 123
124 Ortalama Gerilme 0 dan farklı olma durumunda Soderberg Diyagramları Ortalama gerilmenin sıfırdan farklı olursa yorulma dayanımında azalma olur. s g s y Soderberg diagramı x Emniyetsiz x Emniyetli Bu azalma Soderberg diagramları ile gösterilebilir. Etkiyen gerilmeyi yorulma dayanımı ile karşılaştırıp emniyetli olup olmadığı bulunur. s a s ort 124
125 Emniyet Katsayısı Faktörü Tasarımlar malzemelerin yorularak hasara uğramaması esasına dayanır. Genlik değerlerinin yorulma sınırından veya dayanımından düşük olması gerekir. Bazı bilinmeyen veya tahmin edilemeyen faktörlerin olabilecek kötü etkilerine karşı Emniyet katsayısı kavramı kullanılır. Genelde 1.5 ile 2.5 arasında seçilir. σ g EK y Metallerin yorulma dayanımları büyük farklılıklar göstermesine rağmen, çekme dayanımlarının oranları şeklinde ifade edilebilir. 1 4 σ ç σ σ veya y σ y EK 1 2 σ ç σ g 125


126 Kararlı çatlak ilerleme bölgesi Yorulma çatlak başlangıcı Kararlı çatlak ilerleme bölgesi Yorulma Kırık Yüzeyleri Ani kırılmanın olduğu bölge Striasyonlar: Gözle görülemez Durak Çizgileri Ani kırılmanın olduğu bölge Yorulma ile hasara uğrayan bir milin kırık yüzeyi: Çatlak orijini: çatlağın başlangıç noktası. Durak çizgileri (beach marks): Zorlanma şartlarının değiştiğinde meydana gelirler. Striasyon çizgileri: Durak çizgileri arasında meydana gelen ve her bir çevrim sırasında çatlağın ilerlemesini gösteren çizgilerdir. Ani kırılma bölgesi: Kalan kesitin zorlanmayı taşıyamadığı anda, yorulma çatlağının çentik etkisiyle ani gevrek kırılmanın olduğu bölge. 126

127 Yorulma Çatlak oluşumu Kusur içermeyen bir malzemede kayma bantlarının yüzeye ulaşması ve bunların geri dönememesi ile girintiçıkıntılar (intrusion-extrusion) oluşması ile çekirdeklenir. Bu girinti/çıkıntılar yüzeyde oluşturduğu mikro çatlaklar çentik etkisi oluşturur. Her bir çevrimde çatlak striasyon çizgilerini oluşturacak şekilde içeri doğru kararlı bir şekilde ilerler. Çatlağın kritik boya ulaşmasıyla (Kırılma mekaniği prensipleri) parça ani olarak kırılır. Parça yüzeyi Kayma bantı Yeni bantlar oluşumu Girinti ve çıkıntılar 127
128 Yorulma dayanımına etkiyen Faktörler Malzemenin çekme dayanımı Ortalama gerilmenin varlığı ve seviyesi Ortam şartları Yüzey pürüzlülüğü Sıcaklık Artan Çekme dayanımı Yüzey sertleştirme Yüzey parlaklığı YORULMA DAYANIMINI ARTTIRIR Korozif ortam Artan sıcaklık Artan Yüzey prüzlüğü YORULMA DAYANIMINI AZALTIR 128
129 Statik Yorulma Metallerde tekrar eden gerilmeler ile çatlak ilerlemesi Seramik ve camlarda çatlak ilerlemesi Silika ağına (network) sahip seramik ve cam malzemelerde statik yüklemeler altında görülen yorulma çeşididir. Bunun sebebi mekanik mekanizmalardan ziyade daha çok kimyasaldır. 1. Su veya nem içeren ortamlarda görülür. 2. Oda sıcaklığında gerçekleşir. 3. Yüksek sıcaklıklarda görülmez Su silika ağ (network) ile reaksiyona girerek Si-O-Si bağlarını parçalar. Si- OH ve OH-Si bağları oluşturur. Her seferinde çatlağın bir atomik mesafe ilerlemesine sebep olur. 129
130 SÜRÜNME VE GEVŞEME Her ikisi de yüksek sıcaklıkta meydana gelen şekil değişimi mekanizmalarıdır. Sürünme (creep); Sabit yük altında malzemenin sürekli uzaması şeklinde olur. Gevşeme (relaxation): Boyu sabit olan bir malzemenin, üzerine ilk anda etki eden gerilmenin zamanla azalması şeklinde olur. 130
131 Sürünme özellikleri Soğuk şekil değiştirmede plastik şekil değiştirme zamana bağlı olarak bir değişim göstermez. Sıcak şekil değişiminde ise plastik şekil değişimi zamanla değişir. Bu olay sürünme şekil değişimi ile ifade edilir. Sürünme şekil değişimi: Yeterince yüksek sıcaklıkta (Tb>0.5) sabit yük altında, gerilme ve sıcaklık seviyelerine bağlı olarak, malzeme boyunun sürekli olarak uzamasıdır 131
 III t r Zaman Kararlı sürünme hızı 132")
132 Sürünme Eğrisi Sabit sıcaklık Sabit gerilme Kopma x İlk şekil Değişimi (elastik) Sürünme hızı.. ss I II: Kararlı sürünme Sürünme Hızı (Eğrinin eğimi) III t r Zaman Kararlı sürünme hızı 132 Zaman
133 Sürünme eğrisinde bölgeler İlk yüklemede parça gerilmeye bağlı olarak o kadar elastik uzama gösterir. Eğride 3 bölge vardır. I. Bölge: Sürünme hızı zamanla azalarak bir limite ulaşır. II. bölge: Kararlı sürünme bölgesidir (ss: steady state). Burada sürünme hızı sabittir. Sürünmenin gerçekleştiği en uzun ömürlü bölgedir. Sürünme hesaplamaları yapılırken bu bölge dikkate alınır. III.bölge: Sürünme hızı ani olarak artar ve bu bölge sonunda kopma-hasar meydana gelir. Genel olarak I.ci ve III.cü Bölgeler ihmal edilir. 133
134 Kararlı Sürünme (Hesaplarda göz önüne alınan II. Bölge) Sürünme hızı Kararlı bölgede Sürünme hızı ε = = tan = ss dε dt Malzemenin sürünme hızı biliniyorsa, I ve III bölgeler ihmal edilerek hasara uğrayacağı birim şekil değişimi büyük bir yaklaşıklıkla saptanabilir. t = ss t Eğer müsade edilebilir şekil değişimi biliniyorsa, kararlı sürünme hızının bilinmesi durumunda emniyetle kullanılabileceği süre bulunabilir. 134
135 Sıcaklık ve Gerilmenin etkisi Sürünme eğrileri üzerinde sıcaklık ve gerilmenin etkisi önemlidir. Artan T Artan s Sıcaklık veya gerilme arttıkça, ss artar,. t r (hasar süresi) azalır, r (hasara gidişte birim uzama) artar, o (İlk şekil değişimi elastik ) artar. t t 135
136 Eğim Q ln = lnc R tanθ = = C exp Q T Q 1 T RT Sürünme şekil değişimi yayınmadan (difüzyondan) çok etkilenir. Sürünme Arrhenius tipi bağıntıyla sıcaklığın fonksiyonudur. Q: sürünme için aktivasyon enerjisidir. Q değeri ve D (difüzyon katsayısı) değerleri yüksek malzemelerde sürünme şekil değişimi daha azdır. 136
137 Gerilme Gerilme Birim uzama Sürünme verileri s-t r diyagramları (malzeme ve sıcaklığa bağlı olarak). s- ss diyagramları (malzeme ve sıcaklığa bağlı olarak). Sürünme diyagramları (malzeme, sıcaklık ve gerilmeye bağlı olarak). T 1 T 2 T 3 T 4 Kopma zamanı, (saat) ss Zaman T1<T2<T3<T4 137
138 Sürünme Mekanizmaları Kristal yapılı malzemelerde sürünme şekil değişimi mekanizmaları: Kayma (Tek kristal + polikristal) Kayma + tırmanma (Tek kristal + polikristal) Yayınma sürünmesi (Tek kristal + polikristal) Tane sınırı kayması (Poli kristal) 138
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme / basma (tensile /compression) Sertlik
Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme / basma (tensile /compression) Sertlik
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik
Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik
MAL 201 MEKANİK ÖZELLİKLER. Prof.Dr. Adnan DİKİCİOĞLU MART 2016
 MAL 201 MEKANİK ÖZELLİKLER Prof.Dr. Adnan DİKİCİOĞLU MART 2016 Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca
MAL 201 MEKANİK ÖZELLİKLER Prof.Dr. Adnan DİKİCİOĞLU MART 2016 Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca
BÖLÜM 8 MEKANİK TESTLER
 BÖLÜM 8 MEKANİK TESTLER METALLERİN MEKANİK ÖZELLİKLERİ Metaller ve metal alaşımları mekanik tasarımda en çok tercih edilen malzeme grubundandır. Metaller özellikle kuvvet taşıyan elemanlarda yaygın
BÖLÜM 8 MEKANİK TESTLER METALLERİN MEKANİK ÖZELLİKLERİ Metaller ve metal alaşımları mekanik tasarımda en çok tercih edilen malzeme grubundandır. Metaller özellikle kuvvet taşıyan elemanlarda yaygın
BÖLÜM 7 MEKANİK TESTLER
 BÖLÜM 7 MEKANİK TESTLER METALLERİN MEKANİK ÖZELLİKLERİ Metaller ve metal alaşımları mekanik tasarımda en çok tercih edilen malzeme grubundandır. Metaller özellikle kuvvet taşıyan elemanlarda yaygın olarak
BÖLÜM 7 MEKANİK TESTLER METALLERİN MEKANİK ÖZELLİKLERİ Metaller ve metal alaşımları mekanik tasarımda en çok tercih edilen malzeme grubundandır. Metaller özellikle kuvvet taşıyan elemanlarda yaygın olarak
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MEKANİK ÖZELLİKLER, SERTLİK (a) (2011-12)
 (2011-12)") MEKANİK ÖZELLİKLER, SERTLİK (a) (2011-12) Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler:
MEKANİK ÖZELLİKLER, SERTLİK (a) (2011-12) Malzemelerin Mekanik Özellikleri Mekanik tasarım ve imalat sırasında malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler:
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ
 BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEME SEÇİMİ ve PRENSİPLERİ
 MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
MALZEME SEÇİMİ ve PRENSİPLERİ 1 MEKANİK ÖZELLİKLER Bu başlıkta limit değeri girilebilecek özellikler şunlardır: Young modülü (Young s modulus), Akma mukavemeti (Yield strength), Çekme mukavemeti (Tensile
Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik (hardness) Darbe (impact) Kırılma (fracture) Yorulma (fatigue) Sürünme (creep)
 Sertlik (hardness) Darbe (impact) Kırılma (fracture) Yorulma (fatigue) Sürünme (creep)") MEKANİK ÖZELLİKLER Tasarım ve imalat sırasında, malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik (hardness) Darbe (impact)
MEKANİK ÖZELLİKLER Tasarım ve imalat sırasında, malzemelerin mekanik davranışlarının bilinmesi çok önemlidir. Başlıca mekanik özellikler: Çekme/basma (tensile /compression) Sertlik (hardness) Darbe (impact)
Uçaklarda bolca, alüminyum alaşım ve karbonla güçlendirilmiş kompozit kullanılmaktadır.
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Malzemelerin Mekanik Özellikleri Yrd. Doç. Dr. Abdullah DEMİR Uçaklarda bolca, alüminyum alaşım ve karbonla güçlendirilmiş
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Malzemelerin Mekanik Özellikleri Yrd. Doç. Dr. Abdullah DEMİR Uçaklarda bolca, alüminyum alaşım ve karbonla güçlendirilmiş
MALZEMELERİN MEKANİK ÖZELLİKLERİ ve MALZEME MUAYENESİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ ve MALZEME MUAYENESİ MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir malzemenin uygulanan kuvvetlere karşı gösterdiği tepki mekanik davranış olarak tanımlanır. Bu davranış değişik
MALZEMELERİN MEKANİK ÖZELLİKLERİ ve MALZEME MUAYENESİ MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir malzemenin uygulanan kuvvetlere karşı gösterdiği tepki mekanik davranış olarak tanımlanır. Bu davranış değişik
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir.
 Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
Gerilme ve şekil değiştirme kavramları: Uygulanan dış yüklemelere karşı katı cisimlerin birim alanlarında sergiledikleri tepkiye «Gerilme» denir. Bir mühendislik sistemine çok farklı karakterlerde dış
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ÇEKME DENEYİ (1) MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. DENEYİN AMACI:
 MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. DENEYİN AMACI:") 1. DENEYİN AMACI: Malzemede belirli bir şekil değiştirme meydana getirmek için uygulanması gereken kuvvetin hesaplanması ya da cisme belirli bir kuvvet uygulandığında meydana gelecek şekil değişiminin
1. DENEYİN AMACI: Malzemede belirli bir şekil değiştirme meydana getirmek için uygulanması gereken kuvvetin hesaplanması ya da cisme belirli bir kuvvet uygulandığında meydana gelecek şekil değişiminin
ÇEKME DENEYİ 1. DENEYİN AMACI
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
Malzemenin Mekanik Özellikleri
 Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
Bölüm Amaçları: Gerilme ve şekil değiştirme kavramlarını gördükten sonra, şimdi bu iki büyüklüğün nasıl ilişkilendirildiğini inceleyeceğiz, Bir malzeme için gerilme-şekil değiştirme diyagramlarının deneysel
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Malzemelerin Mekanik Özellikleri
 Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
Malzemelerin Mekanik Özellikleri Bölüm Hedefleri Deneysel olarak gerilme ve birim şekil değiştirmenin belirlenmesi Malzeme davranışı ile gerilme-birim şekil değiştirme diyagramının ilişkilendirilmesi ÇEKME
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
ÇEKME DENEYİ. Şekil. a) Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler
 Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler") ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır.
 YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
YORULMA 1 Malzeme yavaşça artan yükler altında denendiği zaman, belirli bir sınır gerilmede dayanımı sona erip kopmaktadır. Bulunan bu gerilme değerine malzemenin statik dayanımı adı verilir. 2 Ancak aynı
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS)
") BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
Bölüm 6. Tahribatlı Malzeme Muayenesi
 Bölüm 6 Tahribatlı Malzeme Muayenesi Çekme Deneyi Çekme makinası Çekme numunesi (örneği) Gerilme-birim uzama eğrisi Hooke yasası σ = E ε 2 3 l o A o A k l k Kopma uzaması (%) Kopma büzülmesi (%) % KU
Bölüm 6 Tahribatlı Malzeme Muayenesi Çekme Deneyi Çekme makinası Çekme numunesi (örneği) Gerilme-birim uzama eğrisi Hooke yasası σ = E ε 2 3 l o A o A k l k Kopma uzaması (%) Kopma büzülmesi (%) % KU
MUKAVEMET SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU
 MUKAVEMET MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Mukavemet Hesabı / 80 1) Elemana etkiyen dış kuvvet ve momentlerin, bunların oluşturduğu zorlanmaların cinsinin (çekme-basma, kesme, eğilme,
MUKAVEMET MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Mukavemet Hesabı / 80 1) Elemana etkiyen dış kuvvet ve momentlerin, bunların oluşturduğu zorlanmaların cinsinin (çekme-basma, kesme, eğilme,
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
ÇEKME DENEYĠ. ġekil 1. Düşük karbonlu yumuşak bir çeliğin çekme diyagramı.
 1. DENEYĠN AMACI ÇEKME DENEYĠ Çekme deneyi, malzemelerin mekanik özeliklerinin belirlenmesi, mekanik davranışlarına göre sınıflandırılması ve malzeme seçimi amacıyla yapılır. Bu deneyde standard çekme
1. DENEYĠN AMACI ÇEKME DENEYĠ Çekme deneyi, malzemelerin mekanik özeliklerinin belirlenmesi, mekanik davranışlarına göre sınıflandırılması ve malzeme seçimi amacıyla yapılır. Bu deneyde standard çekme
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
DAYANIM İLE İLİŞKİLİ MALZEME ÖZELİKLERİ
 DAYANIM İLE İLİŞKİLİ MALZEME ÖZELİKLERİ Dayanım, malzemenin maruz kaldığı yükleri, akmadan ve kabiliyetidir. Dayanım, de yükleme değişebilmektedir. kırılmadan şekline ve taşıyabilme yönüne göre Gerilme
DAYANIM İLE İLİŞKİLİ MALZEME ÖZELİKLERİ Dayanım, malzemenin maruz kaldığı yükleri, akmadan ve kabiliyetidir. Dayanım, de yükleme değişebilmektedir. kırılmadan şekline ve taşıyabilme yönüne göre Gerilme
Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü. İmalat Müh. Deneysel Metotlar Dersi MAK 320. Çalışma 3: SERTLİK ÖLÇÜMÜ
 Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü İmalat Müh. Deneysel Metotlar Dersi MAK 320 Çalışma 3: SERTLİK ÖLÇÜMÜ Konuyla ilgili aşağıdaki soruları cevaplandırarak rapor halinde
Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü İmalat Müh. Deneysel Metotlar Dersi MAK 320 Çalışma 3: SERTLİK ÖLÇÜMÜ Konuyla ilgili aşağıdaki soruları cevaplandırarak rapor halinde
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ
 T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ 2017 ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ 2017 ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi
 MMT31 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi Yrd. Doç. Dr. Ersoy Erişir 211-212 Bahar Yarıyılı 2. Mukavemet ve deformasyon özelliklerinin belirlenmesi
MMT31 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi Yrd. Doç. Dr. Ersoy Erişir 211-212 Bahar Yarıyılı 2. Mukavemet ve deformasyon özelliklerinin belirlenmesi
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ Deney Adı: Metalik Malzemelerin Çekme ve Basma Deneyi 1- Metalik Malzemelerin
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ METALİK MALZEMELERİN ÇEKME VE BASMA DENEY FÖYÜ Deney Adı: Metalik Malzemelerin Çekme ve Basma Deneyi 1- Metalik Malzemelerin
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Makine Elemanları I. Yorulma Analizi. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MALZEME BİLGİSİ DERS 6 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
MALZEME BİLGİSİ DERS 6 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ GERÇEK GERİLME VE GERÇEK
Statik ve Dinamik Yüklemelerde Hasar Oluşumu
 Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
Statik ve Dinamik Yüklemelerde Hasar Oluşumu Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 Metalik Malzemelerde Kırılma Kopma Hasarı 2 Malzeme Çekme Testi Malzemede sünek veya gevrek kırılma-kopma
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
KRİSTALLERİN PLASTİK DEFORMASYONU
 KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
KRİSTALLERİN PLASTİK DEFORMASYONU Turgut Gülmez METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI :Kayma, ikizlenme, tane sınırı kayması ve yayınma sürünmesi METALLERDE PLASTİK ŞEKİL DEĞİŞİMİ MEKANİZMALARI
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MUKAVEMET(8. Hafta) MALZEMENİN MEKANİK ÖZELLİKLERİ ÇEKME DENEYİ
 MALZEMENİN MEKANİK ÖZELLİKLERİ ÇEKME DENEYİ") MALZEMENİN MEKANİK ÖZELLİKLERİ ÇEKME DENEYİ MUKAVEMET(8. Hafta) Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik
MALZEMENİN MEKANİK ÖZELLİKLERİ ÇEKME DENEYİ MUKAVEMET(8. Hafta) Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
FRACTURE ÜZERİNE. 1. Giriş
 FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
FRACTURE ÜZERİNE 1. Giriş Kırılma çatlak ilerlemesi nedeniyle oluşan malzeme hasarıdır. Sünek davranışın tartışmasında, bahsedilmişti ki çekmede nihai kırılma boyun oluşumundan sonra oluşan kırılma nedeniyledir.
Standart Çekme Testi
 Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett
 Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
Shigley s Mechanical Engineering Design Richard G. Budynas and J. Keith Nisbett Hazırlayan Makine Mühendisliği Bölümü Sakarya Üniversitesi 1 2 Sürekli mukavemeti azaltıcı etkenler 3 Sürekli mukavemeti
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY - 3 ÜÇ NOKTALI EĞİLME DENEYİ GİRİŞ Yapılan herhangi bir mekanik tasarımda kullanılacak malzemelerin belirlenmesi
MECHANICS OF MATERIALS
 T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
T E CHAPTER 2 Eksenel MECHANICS OF MATERIALS Ferdinand P. Beer E. Russell Johnston, Jr. John T. DeWolf Yükleme Fatih Alibeyoğlu Eksenel Yükleme Bir önceki bölümde, uygulanan yükler neticesinde ortaya çıkan
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
Tablo 1 Deney esnasında kullanacağımız numunelere ait elastisite modülleri tablosu
 BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
BASİT MESNETLİ KİRİŞTE SEHİM DENEYİ Deneyin Amacı Farklı malzeme ve kalınlığa sahip kirişlerin uygulanan yükün kirişin eğilme miktarına oranı olan rijitlik değerin değişik olduğunun gösterilmesi. Kiriş
Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir
 Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir Tahribatlı Deneyler ve Tahribatsız Deneyler olmak üzere ikiye ayrılır. Tahribatsız deneylerle malzemenin hasara uğramasına neden olabilecek
Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir Tahribatlı Deneyler ve Tahribatsız Deneyler olmak üzere ikiye ayrılır. Tahribatsız deneylerle malzemenin hasara uğramasına neden olabilecek
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Mekanik Davranışın Temel Kavramları. Cisimlerin uygulanan dış kuvvetlere karşı gösterdiği tepkiye mekanik davranış denir.
 ŞEKİL DEĞİŞTİRME 1 Mekanik Davranışın Temel Kavramları Cisimlerin uygulanan dış kuvvetlere karşı gösterdiği tepkiye mekanik davranış denir. Sürekli artan kuvvet altında önce şekil değiştirme oluşur. Düşük
ŞEKİL DEĞİŞTİRME 1 Mekanik Davranışın Temel Kavramları Cisimlerin uygulanan dış kuvvetlere karşı gösterdiği tepkiye mekanik davranış denir. Sürekli artan kuvvet altında önce şekil değiştirme oluşur. Düşük
BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor
 Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor") 3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
25.03.2010. Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) σ = sabit. = sabit
 Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) σ = sabit. = sabit") Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) 25.03.2010 Prof.Dr.Ayşegül AKDOĞAN EKER 1 Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) Sürünme: Sünme: Sürekli uzama (Creep)
Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) 25.03.2010 Prof.Dr.Ayşegül AKDOĞAN EKER 1 Sürünme (Sünme) Deneyi (DIN 50118, DIN 50119, TS 279, EN 10291) Sürünme: Sünme: Sürekli uzama (Creep)
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
BMM 205 Malzeme Biliminin Temelleri Metallerin Kırılması, Yorulması ve Sürünmesi Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve
MMU 420 FINAL PROJESİ. 2015/2016 Bahar Dönemi. Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi
 MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
MMU 420 FNAL PROJESİ 2015/2016 Bahar Dönemi Bir Yarı eliptik yüzey çatlağının Ansys Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel olarak parça
ÇEKME DENEYİ ve ÇEKME DAYANIMI. ÇELİĞİN σ-ε DAVRANIŞI Şekil Değiştirme sertleşmesi
 ÇEKME DENEYİ ve ÇEKME DAYANIMI ÇELİĞİN σ-ε DAVRANIŞI Şekil Değiştirme sertleşmesi 1 Metale akma sınırının üzerinde gerilme uygulanması durumunda dislokasyon yoğunluğu artar, dayanım değerleri artar, sünekliliği
ÇEKME DENEYİ ve ÇEKME DAYANIMI ÇELİĞİN σ-ε DAVRANIŞI Şekil Değiştirme sertleşmesi 1 Metale akma sınırının üzerinde gerilme uygulanması durumunda dislokasyon yoğunluğu artar, dayanım değerleri artar, sünekliliği
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
DARBE DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Metalik Malzemelerin Darbe Deneyi
 1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği
 MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
T.C. GÜMÜŞHANE ÜNİVERSİTESİ. MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I
 T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I SERTLİK DENEYİ FÖYÜ Deney Sorumlusu: Yrd. Doç. Dr. İlhan ÇELİK Arş.
T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I SERTLİK DENEYİ FÖYÜ Deney Sorumlusu: Yrd. Doç. Dr. İlhan ÇELİK Arş.
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
SERTLİK DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Sertlik Deneylerinin Amacı
 1. Sertlik Deneylerinin Amacı Malzemeler üzerinde yapılan en genel deney, sertliğinin ölçülmesidir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer
1. Sertlik Deneylerinin Amacı Malzemeler üzerinde yapılan en genel deney, sertliğinin ölçülmesidir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer