LAMELLİ VE KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN ISIL İŞLEMLERİ İTÜ MAKİNA FAKÜLTESİ
|
|
|
- Mehmet Kut
- 8 yıl önce
- İzleme sayısı:
Transkript
1 LAMELLİ VE KÜRESEL GRAFİTLİ DÖKME DEMİRLERİN ISIL İŞLEMLERİ Prof.Dr. Ahmet ARAN İTÜ MAKİNA FAKÜLTESİ 26 EYLÜL

2

3 THMOB Makina Mühendisleri Odası ietanbul Şubesi Döküm Teknolojisi Seminer Notu Prof.Dr.Ahmet Aran, İTO Makina Fakültesi 1. GİRİŞ LAMEL VK KÜRESEL GRAFİTLİ DÖKME DEMİRLESİN ISIL İŞLEMİ Lamel ve küresel grafitli dökme demirlerden üretilmiş parçaların kullanım özellikleri ısıl işlemler yardımıyla önemli ölçüde geliştirilebilir. Isıl işlemler sayesinde içyapıdaki bağlı karbonun miktarı ve icyapı oluşum şekli geniş sınırlar içinde değiştirilerek, dökme parçanın kullanıla amacına en uygun özelliklere sahip olması sağlanabilir. Dökme demirlere uygulanan ısıl işlemlerin başlıcaları şunlardır: a) Gerilme giderme tavı: Dökme parça içindeki ic gerilmelerin azaltılması amaçlanır; b) Yumuşatma tavı: Sertliğin azaltılması ve dolayısıyla tokluğun artırılması amaçlanır; c) Normallzasvon (perlitleme): icyapı kısmen veya tamamen perlite dönüştürülür. d) Suverme ve ıslah İşlemi: Kritik sıcaklığın üzerine ısıtılarak (yaklaşık 900^C) ostenitleme yapılır ve suverilerek sertlik, dayanım ve aşınmaya dayanıklılık artırılır. Malzemenin tokluğunu artırmak için bu işlemden sonra bir temperleme (menevişleme) uygulanabilir. e) Beynitleme (oetesperleme): Ostenitlemeden sonra, beynit kademesindeki bir sıcaklığa suverilen malzeme, bu sıcaklıkta tutularak ostenitin beynite izotermik dönüşümü sağlanır. Yukarıda sıralanan ısıl işlemlerle sağlanan icyapı oluşturmanın esasları demir-karbon diyagramı yardımıyla anlaşılabilir, Sekil 1. Her ne kadar bu ikili faz diyagramında silisyum ve benzeri alaşım elementlerinin etkisi görülmüyor ve burada verilen sıcaklık ve derişiklikler alaşımlama ile değişiyorsa da, aşağıda açıklanan ısıl işlem prensiplerinde önemli bir fark olmaz. Şekil 2'de yukarıda sıralanan ısıl işlemlerde geçerli olan sıcaklık-zaman değişimleri verilmiştir. Görüldüğü gibi ısıl işlemler çeliklerin ısıl işlemlerine oldukça benzemektedir. Dökme demir içinde bulunan bazı elementler dönüşümlerin kararlı veya yarı kararlı olmasını etkilediğinden bu malzemelerin ısıl işlemi, çeliklerin ısıl işleminden farklılıklar gösterir. Çelikteki imkanlara ek olarak dökme demirlerde bağlı karbon uygun bir sıcaklık kontrolü ile grafit olarak da ayrıştırılması mümkündür. Dökme demirde alaşım elementlerinin bulunması genellikle ısıl işlemlerin etkisini artırır. Alaşımlama işlem sıcaklıklarını biraz yükseltse de ısıl işlem uygulamalarının daha kolaylaştığı söylenebilir. Bunun yanında alaşımlama ile malzemenin sertleşme kabiliyeti de artar. En önemli alaşım elementlerinden biri olan silisyum derişikliğinin artması ile ötektoid sıcaklığı değişir, Şekil 3. Ostenitin perlit veya grafit/ferrite dönüştüğü bu sıcaklık kritik sıcaklık (Acı) olarak da adlandırılır. Görüldüğü gibi artan silisyum miktarı ile kritik sıcaklık artmakta ve dönüşün genişliği giderek artan bir sıcaklık aralığında gerçekleşmektedir. Bunun yanında % 0,8 C derişikliğindeki 128

4

5 ötektoid noktası da artan silisyum miktarı ila daha düşük derişikliklere ötelerunektedir. Bası ısıl işlemlerde kritik sıcaklığın kesin olarak bilinmesi çok önemlidir. Alaşimsiz dökme demirlerde bu değer yaklaşık olarak aşağıdaki formülle hesaplanabilir: Acı = %Si - 25.%Mn (<>C) 2. GERİLME GİDERME TAVI Döküm yöntemiyle üretilmiş bir parçanın iç gerilmesiz olarak elde edilmesi hemen hemen imkansızdır. Diğer derairkarbon döküm alaşımları ile karşılaştırıldığında dökme demirlerin iç gerilmeleri en düşüktür, çünkü katılaşma sırasındaki yoğunluğu düşük grafitin ayrışması nedeniyle kendini çekme en alt düzeydedir. iç gerilemelerin oluşum nedenleri üç grup altında toplanabilir: a) So&uma hısı farklılıkları: Soğuma hızı farklılıkları parçanın yüzeyi ile iç kısımları arasında olabildiği gibi, farklı cidar kalınlıklarına sahip bölgeler arasında da ortaya çıkabilir. Hızlı soğuyarak büzülmesini tamamlamış kısımlar, daha sonra sonra soğuyarak büzülmek isteyen bölgelere engel olacağından ve bu uyumsuzluk soğumuş parçada bir plastik şekil değişimi ile giderilemeyeceğinden parçada iç gerilmeler kalacaktır. b) Serbest büzülememe.- Parçanın kalıp içinde serbestçe büzülememesi sonucu da gerilmeler oluşabilir. Gerek kalıp, gerekse maça malzemelerinin büzülmeyi engelleyebilecek dayanıma sahip olmaları durumunda büyük iç gerilmeler ortaya çıkabilir. c) Yüzev temizleme işlemleri: Kum veya bilya püskürtme gibi yüzey temizleme işlemleri basma iç gerilmeleri yaratabilir. iç gerilmeleri önlemek için değişik tedbirler alınabilir. Bunlar arasında döküm tekniğine uygun biçimlendirme ve boyutlandırma ile döküme özgü tekniklerle farklı kalınlıklardaki cidarların soğuma hızlarını etkilemek sayılabilir. Döküm sonrasında parçayı kalıptan çıkarma sıcaklığını ve dolayısıyla soğuma hızını uygun seçmek de çok önemlidir. Döküm iç gerilmelerinin azaltılması için en emin metod ısıl işlem uygulamaktır. Bu işlem sırasında yüksek sıcaklıklarda tutulan malzemenin akma sınırı düşer ve mevcut iç gerilmeler sonucu plastik şekil değişimleri oluşarak iç gerilmeler ortadan kalkar. Parçada kalıç* şekil değişimleri olabileceğinden gerilme giderme tavının parçanın islenmesinden önce yapılması gereklidir. Ancak akma sınırı hiçbir zaman sıfıra düşürülemeceğinden gerilmelerin tamamen giderilmesi söskonusu değildir. Gerilme giderme ısıl işlemi ostenit dönüşüm sıcaklığının altında gerçekleştirilir ve parça yavaş soğuma ile oda sıcaklığına getirilir, Şekil 2. Gerilme giderme tavmdaki ana parametreler tav sıcaklığı ve süredir. Artan sıcaklık ve süre ile işlemin etkinliği artar. Ancak artan sıcaklık, içyapı dönüşümlerine (perlitin grafit ve ferrite dönüşmesi) neden olacağı için aşırı yükseltilemez, aksi halde dayanım düşüşleri oluşur. Sıcaklığın gerilme giderme üzerine etkisi Şekil 4'te görü İnektedir. Buna göre 400 C'm altındaki sıcaklıklarda iç gerilmelerin ancak % 20-30'u giderilebilmektedir. 500 C sıcaklıkta ise gerilmeleri %75'inin kaybolduğu görülmektedir. 130

6 Şekil 4 ve 5: Lamel ve küresel grafitll dökme demirlerde tav sıcaklıklığıyla gerilme giderme yüzdesinin değişimi Alaşımsız dökme demirlerde 600 C'ın üzerindeki sıcaklıklarda veya usun sürelerde içyapı değişimleri sonucu dayanım ile sertlik düşer, buna karşın işlenebilroe kabiliyeti artar. Isıl işlem sonrasında yapılacak basit bir sertlik ölçümü ile içyapı değişimlerinin olup olmadığını anlaşılabilir. Alaşımsız dökme demirlerde gerilme giderme ısıl işleminin sıcaklığı C arasında seçilir. Grafitin serbest olarak bulunduğu dökme demirler daha az iç gerilmeler içereceğinden (daha as çekme!) ve lamel grafitli dökme demir» lerin ak»a dayanımları düşük olacağından bu tür malzemelerde ısıl işlem sıcaklığı daha düşük seçilebilir. Buna karşın per-" lit içeren yüksek dayanırolı dökme demir türlerinde %70 oranında bir gerilme ^giderme sağlamak için bu sıcaklık aralığının üst sınırı C'a yükseltilmelidir. Düşük alaşımlı dökme demir için Ü C arasında bir sıcaklık aralığı önerilmektedir, çünkü krom, molibden, nikel ve vanadyum gibi elementler malzemenin yüksek sıcaklık özelliklerini iyileştirmekte ve gerilme giderme tavı sıcaklığında malzemenin akma dayanımını yükselterek plastik şekil değiştirmeyi ve dolayısıyla gerilmelerin azalmasını güçleştirmektedir. Bana ek olarak krom, molibden ve vanadyum gibi karbür stabilisasyonu sağlayan elementlerin varlığı içyapı dönüşümü tehlikesini (örneğin perlitin parçalanması) azaltmaktadır. Bu nedenle bu tür malzemelerde sıcaklığın 620 C'a kadar artırılması düşünülebilir. Yüksek alaşımlı malzemeler tercihan D C sıcaklıklarında tavlanırlar. Şekil 5'te verilen Örnekte görüldüğü gibi ostenitik dökme demirde 6D0*C'da iç gerilmelerin X40'ı, 650 C'da ise %80'i giderilebilmektedir. içyapısmda martenzit, beynit veya temperlenmiş martenzit bulunan dökme malzemelerde içyapı değişimlerine neden olmadan etkin bir gerilme giderme yapmak olanaksızdır

7 Gerilme giderme tavı için ısıtmada özellikle karmaşık biçimli ve cidar kalınlığı farklılıklarının bulunduğu parçalarda homojen bir ısıtma önerilir. Isıtma hızları 10 ile 25 "C/saat arasında kalmalıdır. Basit geometrili ve cidar kalınlıklarının dengeli olduğu durumlarda ısıtma hızı 30 ila 50 "C/saat'a çıkarılabilir. Gerilme giderme genellikle ilk 1 saat içinde gerçekleştiğinden yüksek sıcaklık ve kısa sürelerin kullanılması, düşük sıcaklık ve uzun sürelerin kullanılmasından daha ekonomiktir. Sekil 6'da tav süresinin gerilim gidermeye etkisi görülmektedir. Tav sıcaklığında tutma süresi olarak her 25 mm kalınlık için 1 saat alınabilir. Isıl işlem sonrasında yerti iç gerilmelerin oluşmasını önlemek için dökme parçalar en azından üst sıcaklık bölgelerinde yavaş soğutulma!xdır. 650 ile 300 C sıcaklıkları arasındaki soğuma hızı 40 *C/saat'ı geçmemelidir. Birçok halde "C/saat uygun olmaktadır. Genellikle ısıtma ve soğutma hızlarının eşit seçilmesi tavsiye edilir. Çoğu kez fırında soğutma önerilmektedir, ancak izolasyonların mükemmel olduğu modern fırınlarda soğuma hızları çok düşüktür, bu durumda fırın içine hava üflenerek soğuma hızı artırılabilir. önerilen soğuma hızına yaklaşık 300 C sıcaklığa kadar uyulması zorunludur, bundan sonra parça sakin havada soğutulabilir. Karmaşık parçalar ve cidar kalınlığı farklılıklarının büyük olduğu durumlarda 100 "C sıcaklığa kadar fırında soğutma gerekebilir. Şekil 6: Alaşımsız lamel grafitli bir dökme demirde tutma süresinin gerilme gidermeye etkisi -131-

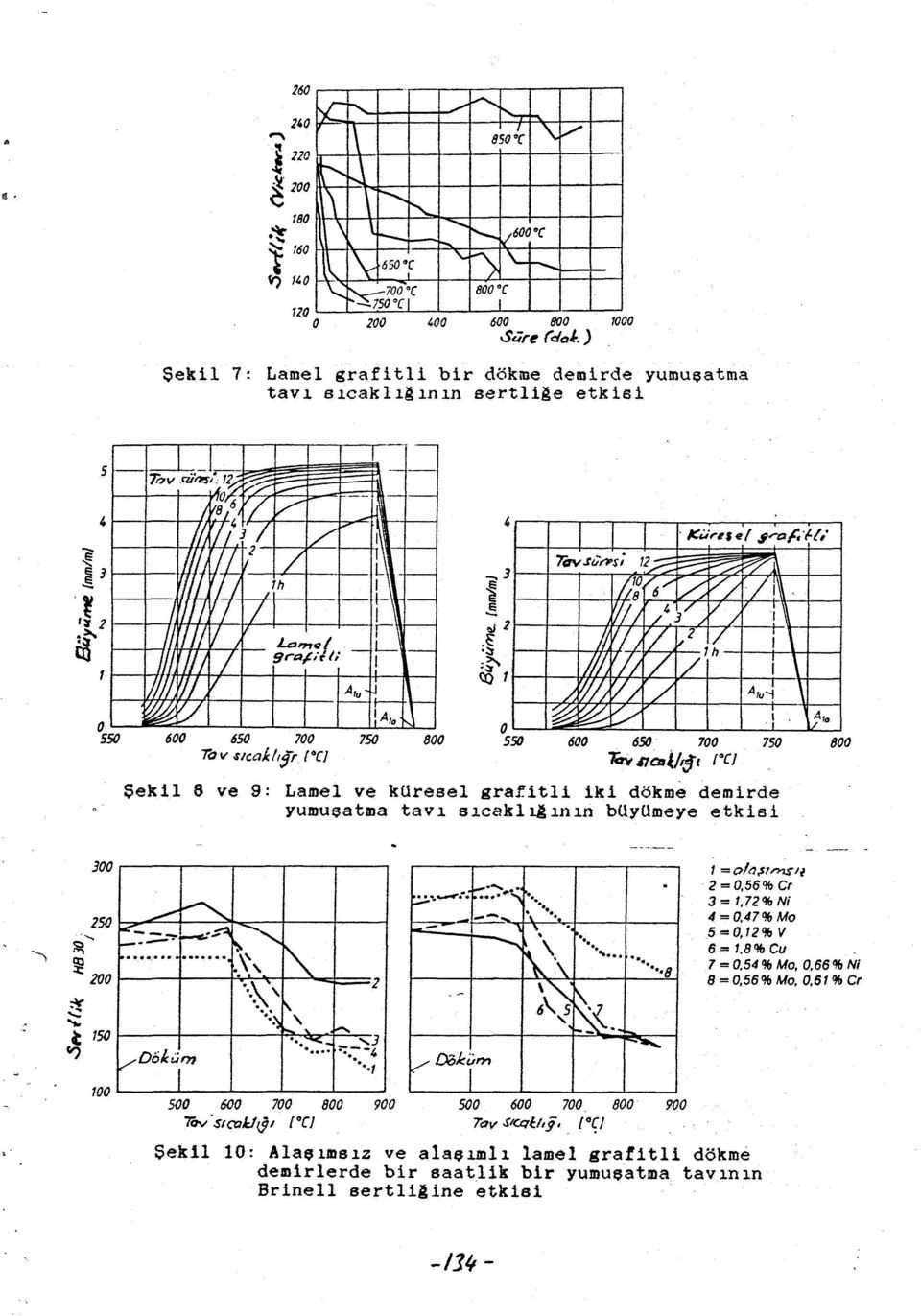
8 3. YUMUŞATMA TAVI Yumuşatma tavında dökme demirler, içyapılarında bulunan serbest ve/veya perlit içindeki sementitin ferrit ve grafit fazlarına ayrışacağı sıcaklıklarda yeterli sürelerde tutularak mümkün olduğu kadar yumuşak bir icyapı durumu elde edilir. Bu işlemin amacı malzemenin izlenebilirlik özelliğini iyileştirmektir. Yumuşatma tavı, ferrit tavı, ferritleme veya grafitleme olarak da adlandırılmaktadır. Yumuşatma tavının bir diter yararı da yavaş soğutmaya da dikkat edilmesi halinde parça içindeki iç gerilmelerin de giderilmesidir. Yumuşatma tavı Sekil 7'den de görüldüğü gibi çok değişik sıcaklıklarda yapılabilir. Çok usun tav sürelerinde alaşımsız dökme demirlerde 400 "C'tan itibaren perlit az da olsa parçalanmaya başlamaktadır. Ancak perlit parçalanmasının hızı 620 C 'dan sonra hızla artmakta ve kritik sıcaklığın hemen altında en yüksek değerine ulaşmaktadır. Bu sıcaklık alaşımsız ve az alaşımlı dökme demir türleri için 740 ile 829 e C arasında değişmektedir. Dökme demirlerde içyapınm ferritlenmesi sementit içinde bulunan karbonun grafit fazı oluşturacak şekilde yayınması ile olur. Karbonun daha düşük yoğunluklu grafit olarak ayrışmasında hacim artmaları ve malzemenin "büyümesi" sözkonusudur.bu hacim artışı malzemenin kimyasal bileşimine» tav sıcaklığına ve tav sıcaklığına bağlıdır. Çekil 8 ve 9 "da lamel ve küresel grafitli dökme demirlerin "büyümesinin" tav sıcaklığı ve tav süresi ile değişimi görülmektedir. Başlangıçta her iki malzeme de perlitik içyapıya sahiptir. Bu şekillerden sınır büyümenin lamel grafitli de daha yüksek olduğu görülmektedir. Bu şekillerden ayrıca ekonomik bir tav için sıcaklık ve sürenin uygun olarak seçiminde yararlanılabilir. Görüldüğü gibi ayrışma hızı kritik sıcaklığın hemen altında yüksek olmakta ve çok uzun tav sürelerine gitme zorunluğu ortaya çıkmadan grafit oluşumu sağlanmaktadır. Kritik sıcaklık bölgesinin seviyesi kimyasal bileşime ve alaşım elementi miktarına bağlıdır, özellikle silisyumun etki6i büyüktür; silisyum her %1 artışı ötektoid sıcaklığını 25 C artırır, bunun yanında karbon yayınmasını da teşvik eder. Ostenit bölgesini genişleten alaşım elemanları dönüşüm sıcaklığını düşürürler. Nitekim %1 kalay bu sıcaklığı 10 *C, %1 nikel ise 30"C düşürür. Krom katkıları kritik sıcaklığı yükseltir, buna karşın vanadyum katılmasıyla vanadyum karbür oluştuğundan önemli bir etki görülmez. Molibden ise ostenit dönüşümünü geciktirir ve kritik sıcaklığın düşmesine neden olur. Yumuşatma tavı sıcaklıklarında yeni grafit çekirdeklerinin oluşumu mümkün olmadığından perlit parçalanması ile açığa çıkan karbon yayınarak en yakın.grafit çökeltisi üzerinde kristalleşir. Bu olayı kolaylaştıran veya engelleyen her etki parçalanmayı da etkiler. Bakır ve kalay gibi alaşım elemanları grafit çökeltilerinin üzerine veya çevrasinde biriktiklerinden, karbon yayınmasını yavaşlatırlar ve yumuşatma tavı sırasında perlit parçalanmasını yavaşlatırlar. Nikelin ise bu olaylara önemli bir etkisi yoktur. Aİaşı» elemanlarının miktarı ayrıca eementitin kararlılığını belirler. Silisyum ve alüminyum gibi sementitte çözüneaeyen ve ferritte biriken elementler sementitin kararlılığını düşürürler. Yani silisyum ve alüminyum ferritlenmeyi teşvik ederler. Buna karşın karbür oluşturan element- -/33-

9
10 1er seroentit içinde tercihan çözünürler ve bu fazın kararlılığını artırırlar. Bunlar arasında krom, mangan, vanadyum ve yüksek derişikliklerde kükürt sayılabilir. Bu elementler sementitin parçalanmasını yavaşlatırlar ve hatta tümüyle önlerler. Bunlar arasında krom en etkin olanıdır. Sekil 10'da aynı kimyasal bileşime sahip dökme demirlerde bası alaşım elementlerinin değişik sıcaklıklarda sertlik deëeri «serindeki etkileri görülmektedir, içyapıda krom ve/veya vanadyum karbürlerin bulunması halinde kısmi veya tam bir karbür çözünmesi için çok yüksek sıcaklıklar ve/veya tav süreleri gerekmektedir. Perlitik bir yapının ferritik bir iç yapıya dönüşmesinde lamel grafitli dökme demirde çekme dayanımının % düşeceği dikkate alınmalıdır. En büyük düşüşler alaşımsız dökme demirlerde ortaya çıkar. Karbür kararlılığını sağlayan elementlerin miktarına bağlı olarak yumuşatma tavı sonrasında Brinell sertliği birim düşer. Bunun sonucu talaşlı işlenebilme kabiliyeti artar, aşınmaya karşı dayanıklılık ise önemli ölçüde azalır. Malzemenin tokluğu, titreşimleri sönümleme kabiliyeti, ısıl ve elektriksel İletkenliği Önemli ölçüde artar. Yorulma dayanımı ve kırılma tokluğu bakımından önemli bir fark saptanamamıştır. Ancak yumuşatma tavı yapılmış malzemede çatlak başlangıçlarının çok daha önce oluştuğu bilinmektedir. Bu olgu grafit/matris arayüzeyindeki bağın sayıf olması ile açıklanmaktadır, öte yandan ferritin matriste çatlak ilerleme hızı daha yavaş olmaktadır. Yumuşatma tavı sırasında dökme parça yüzeyinde oksidasyon oluşması daha sonra uzaklaştırılabilecek uygun yüzey kaplamaları veya koruyucu atmosfer kullanılarak önlenebilir. Malzemenin kimyasal bileşimi ve dolayısıyla başlangıçtaki içyapısma bağlı olarak yumuşatma tavı düşük, orta ve yüksek sıcaklıklarda yapılabilir. Bu üç farklı sıcaklık bölgesindeki uygulamalar aşağıda ayrıntılı olarak ele alınmıştır: 3.1. Düşük Sıcaklıkta Yumuşatma Tavı (Aci'in altında ferritleme) Alaşımsız dökme demirlerin kısmen veya tamamen ferritlenmesi için genellikle Acı sıcaklığının üzerine çıkmak gerekmez. Hatta yüksek sıcaklıklarda karbon kısmen ostenit içinde çözüneceği ve soğuma sırasında perlit oluşturacağı için yüksek sıcaklıiflar sakıncalıdır. Sekil 7'deki 850 C sıcaklığa tekabül eden eğride sertliğin düşmemesinin nedeni budur. Genellikle? C arasındaki bir sıcaklıkta her 25 mm kalınlık İçin 1 saat tutmak uygundur. Acı'e yakın sıcaklıklarda 25 mm kalınlık için tutma süresi 1 saatten 45 dakikaya indirilebilir. Soğutma 300 e C sıcaklığa kadar fırında ve en çok 50 C/saat hızla yapılmalıdır. Düşük sıcaklıktaki yumuşatma tavı ile bu sıcaklıklarda kararlı olan serbest sementitin (perlit dışındaki) ve diğer karbürlerin çözünmesi sağlanamaz Orta Sıcaklıklarda Yumuşatma Tavı (Aci'in biraz üzerinde, tam tavlama) Silisyum miktarının düşük olması ve karbür kararlılığını Bağlayan alasın elementlerinin yüksek miktarlarda bulunması halinde yumuşatoa tavının 790,.900"C arasında uygulanması gerekir. Dökme demir türlerinin büyük çoğunluğu bu orta sıcaklıklarda tavlanmalıdır. Her 25 mm için tutma süresi 1 135

11 saat seçilir. Soğutma sırasında özellikle kritik sıcaklık bölgesindeki 800 ile 680 "C arası düşük hızla ( o C/saat) geçilmelidir, aksi halde perlitin yeniden oluşması tehlikesi vardır. Bunu takiben 300 *C sıcaklığa kadar soğuma hızı C/saat olarak seçilebilir Yüksek Sıcaklıkta. Yumuşatma Tavı ( Acı'İn çok üzerinde, karbür çözündürme) Dökme demirin içyapısmda serbest sementit veya diğer karbürler varsa, bunların çözünmesi için en as C'a çıkmak gerekecektir. Tav süresini kısaltmak için genellikle 900 ile 955 C sıcaklıkları arasında işlem yapılır. Tutma süresi 1 ile 3 saat arasında seçilir ve buna her 25 mm kalınlık için ayrıca 1 saat eklenir. Fosfor derişikliği % 0,3'ü aşıyorsa tav sıcaklığı 955 "C'ı kesinlikle geçmemelidir, aksi halde fosfür ötektiğinin eriyerek sıvı fa3a geçmesi sözkonusudur. Daha düşük fosfor miktarlarında da yüksek sıcaklıklardan kaçınılmaya çalışarak parçaların aşırı oksidasyonu önlenmelidir. Soğuma hısı istenen nihai içyapıya göre seçilmelidir. Çekme dayanımı ve sertlik muhafaza edilerek sadece yerel sertlikler yaratan sementit ve diğer karbürlerin uzaklaştıtırılması amaçlanıyorsa, yani perlitik bir içyapı isteniyorsa, soğutma 550*C sıcaklığa kadar havada yapılmalıdır. iç gerilmelerin oluşmasını önlemek için bundan sonraki soğutma fırın içinde gerçekleştirilmelidir. Ferritik bir içyapı elde etmek istenirce 800 ile 680 C arasındaki sıcaklık bölgesi yavaş ( C/saat) geçilmelidir. Bundan sonra 300 C sıcaklığa kadar fırında o C/saat hızlarına çıkılabilir iki Kademeli Yumuşatma Tavı Küresel grafitli dökme demirden yüksek tokluk özellikleri isteniyorsa, bu sadece iki kademeli bir ısıl işlem ile sağlanabilir. Bu işlem genellikle C arasında ostenitleme (l.tav kademesi), bunu izleyen fırında veya havada soğutma ve kritik sıcaklık bölgesinde sabit

12 sıcaklıkta tutmadan (2.tav kademesi) oluşur. Suda soğutmadan sonra 350 e C sıcaklıkta bir teroperleme yapılır. Bu işlemler Şekil ll'de şematik olarak gösterilmiştir. 1.tav Birasında 900 "C sıcaklığının üzerinde tane irileşmesi olabilir, l. tav kademesinde *C sıcaklıkları arasında 5 ila 10 saat tutularak ya ostenit doğrudan grafit ve ferrite dönüşür, ya da mevcut perlit parçalanır. 4. NORMALİZASYON (Perlitleroe) Perlitleroe tavının amacı içyapıyı kısmen veya tamamen perlite dönüştürmek ve bu sayede dayanım özelliklerini geliştirmektir. Bu ısıl işlem çoğu saman normalizasyon olarak da adlandırılmaktadır. Perlitieroe tavında başlangıç içyapısının türü önemli değildir. Ancak başlangıç içyapısmda büyük oranda Gerrit bulunması halinde ostenit bölgesinde tutma süresi artırılarak karbonun ostenit İçinde yeterince çözünmesine fırsat verilmelidir.,, Perlitleroenin ilk kademesi bir ostenitleme tavı olup bu işlem yüksek sıcaklıkta yumuşatma tavına benzer. Solutma hızı ferrit degü perlit oluşumunu sağlayacak şekilde seçilmelidir, ancak bu his roartenzit oluşumuna neden olacakkadar yüksek olmamalıdır. Perlitleroe isleroindeki sıcaklıkzaman eğrisi Şekil 12'de görülmektedir. Ostenit bölgesindeki tutma sıcaklığının asın yüksek seçilerek tane irileşmesine neden olmaktan kaçınmalıdır. Soğutma ortamı ise parçanın iriliğine göre belirlenmelidir. Perlitik bir içyapı için iri parçaların hareketli hava içinde soğutulmaları gerekirken, bası durumlarda su püskürtmek dahi zorunlu olur. ilerde de ele alınacağı gibi arzulanan dönöşümlerin gerçekleşmesi için çoğu saman bakır, nikel ve/veya molibden gibi alaşım elementlerinin katılması yolu seçilebilir. ince parçalar için. genellikle havada soğutma yeterli olmaktadır. Yapının sadece kısmen perlitik olması istenirse bu durum tav sıcaklığı, süresi ve soğutma hızı İle ayarlanabilir. Ferrit oranı arttıkça malzemenin tokluğu artar ve çatlak ilerleme hızı azalır. Şekil 12: Dökme demirlerin norroalisasyon ısıl işleminin şematik gösterimi -/J9-
 Perlitleroe tavının amacı içyapıyı kısmen veya tamamen perlite dönüştürmek ve bu sayede dayanım özelliklerini geliştirmektir.")
13 Hızlı soğutma nedeniyle oluşabilecek gerilmelerin azaltılması için teorik olarak sadece 550 "C'a kadar hızlı soğutmak, gerektiğinde bu sıcakjıkta bir süre tutmak ve daha sonra fırında soğutmak uygundum. Ancak bu sıcaklığa tam olarak inmenin güç olduğu durumlarda, önce soğutma yapılarak daha sonra gerilme giderme tavı uygulanır. 5. SUVERME VE ISLAH ETMS Dökme demirlerin mekanik özellikleri ve aşınmaya karşı dayan ık lık lan suverme ve ıslah etme ile önemli Ölçüde iyilestirilebilir. Suverme sırasında ostenit bölgesinden yağ veya suda ortamında hızla soğutulan malzemede normal ostenit ferrit dönüşümü gerçekleşemez. içinde daha yüksek oranda karbon çözündüren ostenit, içinde hemen hemen hiç karbon çözündüremeyen ferrite değil, ostenitle aynı kimyasal bileşime sahip iğneli yapıya sahip sert martenzite dönüşür. Çok gevrek olan martensite kritik sıcaklığın altında temperiere (menevişlenerek) bir miktar süneklik kazandırılır. Bilindiği gibi demir esaslı malzemelerin dönüşüm davranışları ZSD-diyagramlarmda gösterilebilir, Şekil 13. Martenzitik bir içyapı elde etmek için perlit burnunu kesmeden geçecek bir hızda soğutmak gereklidir, 1 çizgisi. Martenzit oluşumu için gerekli mimimum soğuma hızı kritik soğuma hızı olarak adlandırılır.

14 Karbon miktarı çok yüksek olan dökme demirlerin hemen hepsi sertleşebilir özelliklere sahiptir. Ancak tüm karbonu grafit olarak ayrişbiş ve bağlı seroentit miktarı çok düşük olan dökme demirlerin sertleştirilroesi pratik olarak uygun değildir, çünkü karbonu ostenit idinde çözeltiye alabilmek için çok usun tav süreleri gerekir. Kimyasal bileşim ve alaşım elementi miktarları gerekli tav sıcaklığını, tutma süresini, kritik soğuma hızını, oluşan sertliği ve sertleşme kabiliyetini etkiler. Lamel grafitii dökme demirde karbon mümkünse % 3,3'ün altında kalmalı, silisyum ise % 1..2 olmalıdır, %2'den fazla silisyum bulunması karbonun ostenit içinde çözünmesini engeller ve elde edilen sertlik değerleri düşük olur. Daha yüksek karbon ve silisyum derişikliklerinde de yeterli bir sertliğe uleşılabilmesine rağmen maximum değerlerin X 3,3 C ve % 2,0 Si ile sınırlandırılması uygun olur. Lamel grafitli dökme demirde grafit mürakün olduğunca ince laroelli olmalıdır. Lamelli dökme demirlerde sertleştirme sırasında oluşan iç gerilmelerin lamel uçlarındaki çentik etkisiyle mikro çatlaklar oluşturma İhtimali unutulmamalıdır. Alaşım elementleri de sertleşme kabiliyetini etkilerler. Döküm tekniği bakımından gerekli olabilecek yüksek karbon ve silisyum oranlarında dahi alaşımlaroa yardımıyla başarılı bir sertleştirme yapılabilir. Kobalt dışında tüm alaşım elemanlarızsd diyagramlarını sağa kaydırır ve kritik soğuma hızını düşürür. Böylece hızlı soğutma sırasında oluşabilecek çatlak ve çarpılmalar ortadan kalkar. Ostenitleme Sıcak!ı&ı ve Süresi Ostenitleroe tavı sıcaklığı ferrit/ostenit dönüşüm sıcaklığına bağlı olarak seçilmelidir. Bu sıcaklık ne kadar yüksek olursa gerekli tutma süresi o kadar asalir. Karbonun grafitten çözünme hızı, grafitin içyapıda ne kadar ince dağıldığına bağlıdır. Yani yayınma mesafesi ne kadar kısa ise çözünme o kadar hızlı olur. Dönüşüm sıcaklığının 30., 60 C üzerindeki bir sıcaklık yeterli olmasına rağmen, genellikle C arasındaki sıcaklıklar tercih edilir. Tam bir ostenitlese sağlamak için gerekli tutma süresi 1 saat olup buna her 25 m kalınlık için 1 saat eklenir, ince dağılmış lamel grafitler içeren malzemelerde bu süre 15 dakikaya kadar inebilmektedir. Suverme Suverroe sonucunda ostenit tümüyle veya kısmen sert martenzit fazına dönüşür. Gerekli soğuma hızı ZSD diyagramlarından alınabilir. Bu hıza uyulamadığı zamanlar martenzit yanında perlit ve beynit de oluşabilir. Dökme demirlerde suverme ortamı olarak yağ banyoları yaygın olarak kullanılır. Bazı alaşımlı türler için havada soğutma da yeterli olur. Bilindiği gibi parçalar suverme banyosunda hareket ettirilmeli ve kalın kesitler banyoya önce daldırılmalıdır. iç gerilmeleri azaltmak için yaklaşık 150 C'a soğuyan parçalar banyodan çıkarılarak hemen temperlenir. Teıcperleroe i Meneviş lerne) Dökme parçalar suverroeden eonra genellikle menevişlenirler. Bu işlem sırasında parçalar dönüşüm Bıçaklığının altında 150 ile 650 "C arasında tutulurlar. Menevişleroe sıcaklıiı parçanın kullanım sıcaklığından yüksek seçilmelidir. 250 e C sıcaklığa "kadar tetragonal martenşit kübik bir 139

15 yapıya dönüşür ve bu sırada dislokasyonlarm bulunduğu bölgelere e-karbürler çökelir, sertlik çok fazla değişmemesine rağmen kırılganlık bir miktar giderilmiş olur. 250.,400 "C sıcaklıkları arasında e-karbürlerin ve/veya tane sınırındaki çökeltilerin sementite dönüşümü gerçekleşir. Bu durumda sertlik ve gevreklik giderek kaybolur. 400"C sıcaklığın üzerindeki temperleme sıcaklıklarında sementit taneciklerinin büyüklüğü artar, sertlik daha da azalarak süneklik yükselir. Tutma süresi olarak her 25 mm kalınlığa 1 saat yeterlidir. Menevişleme işlemiyle gerilmeler giderilir, kırılganlık azalır ve birçok mekanik özellik iyileşmiş olur. Suvarİlmî«ve Tslah Edllrol«Dökme Demirlerin özellikleri Suverme sonrasında sertlik 45 ila 60 RC (430 ila 600 BSD) değerine yükselir, bu arada süneklik ve çekme dayanımı düşüktür. Dökme demirlerin sertleşme kabiliyeti çelikler için kullanılan Jominy Deneyi ile saptanabilir. Bu deneyde saptanan sertlik derinliği malzemenin serleşme kabiliyetinin ölçütüdür. Şekil 14'te değişik alaşımlı lamel grafitli dökme demirlerin sertleşme eğrileri görülmektedir. Küresel grafitli dökme demirlerde de benzer şekilde molibden, krom, bakır, mangan gibi elementlerle alaşımlama ile sertleşme kabiliyeti iyileştirilebiiir.

16

17 Küresel grafitli dökme demirlerin 540 C "m üzerinde teaperlenmesi halinde marten3.it ikincil grafite dönüşmektedir. Martensitten ayrışan ikincil grafit matris içinde çok ince dagıldığmdan dayanım yaklaşık %1Q..15 artar, kopma uzaması ise % 20 azalır. Çentik vurma dayanımı ise en çok etkilenerek, %60'in üzerinde düşüş gösterir, Şekil 16. ikincil grafit bunun yanında gevrek/sünek geçiş sıcaklığını -20'den -100 "C'a düşürür. Silisyum miktarının düşük seçilmesi ve alaşımlama ile bu ikincil grafit ayrışması azaltılabilir, ancak tamamen önlenemez. 6. BEYNİTLEME TAVI Bu işlem genellikle küresel grafitli dökme demirde uygulanır ve malzemeye uygun bir dayanım+tokluk özellik çifti kazandırılması amaçlanır. Bu şekilde küresel grafitli dökme deairde N/mm2'ye varan dayanımlar ve % 14 ile 2 arasında değişen kopma uzamaları elde etmek mümkün olur. Beynitlemenin suverme + temperleaeden üstünlükleri şunlardır: a) Ostenit içindeki karbonun beynite dönüşmesi sırasında oluşan hacim değişimleri çok küçüktür, bu sayede çatlak oluşma tehlikesi ve çarpılma olasılığı azalır. b) Genellikle "C arasında sabit sıcaklıkta yapılan ve suverme sonrası uygulanan temperlemeden daha düşük olan sıcaklıklarda gerçekleştirilen bu işlem sırasında ikincil grafit ayrışması ve ferrit oluşumu tehlikesi yoktur. Beynitleme işlemi ostenitleme, beynitleme sıcaklığına soğutma, tutma ve oda sıcaklığına soğutma işlemlerinden oluşur. Sekil 13'te bu kademeler ZSD diyagramı üzerinde gösterilmiştir. Ostenitleme C sıcaklık aralığında yapılır ve perlit oluşumunu önlemek için hızla beynitleme sıcaklığına inilir. Kritik soğutma sıcaklığı cidar kalınlığı ve kimyasal bileşime bağlıdır. Sadece ince parçalar sıcak banyoda soğutularak bu hıza erişebilirler. Kalın cidarlı parçalarda veya havada soğuma istendiğinde molibden, ve kısmen bakır ve nikelle alaşımlama yapılmalıdır. Ayriôa tus banyosu sıcaklığının örneğin 410'dan 290 "C'a düşürülmesi de soğuma hızını artırılabilir. Beynitleme sıcaklığında tutma süresi dönüşüm sıcaklığı, kimyasal bileşim ve cidar kalınlığına bağlı olarak 15 dakika ile birkaç saat arasında değişir. Parçalar beynit dönüşümü tamamlanmadan banyodan çıkarılır ise geri kalan ostenit martezite dönüşür, yani sertlik artar, süneklik düşer. Beynitlemede silisyum miktarının da önemli bir etkisi vardır. Silisyum miktarının % 2..4 'ten yüksek olması halinde karbür oluşumu engellenecek ve içyapıda kalan kararlı artık ostenit miktarı artacaktır. Yeni araştırmalar optimum silisyum miktarının % 2,5 dolayında olduğunu göstermiştir. Mangan da beynit oluşumunu engelleyen elementlerden biridir ve mümkün olduğunca düşük tutulmalıdır, aksi halde beynit yerine tane sınırına yakın bölgelerde martenzit oluşur. istenen özelliklerin elde edilmesi için soğutma hızı ile beynitleme sıcaklığının uygun seçilmesi çok önemlidir. 300 C gibi düşük dönüşüm sıcaklıklarında en yüksek sertlik, akma ve çekse dayanımı elde edilir "C aralığında ise çentik darbe tokluğu ve kopma uzaması yüksektir. Ancak tuz banyosu sıcaklığının yüksek olması halinde soğuma hızı düşük olacağından, içyapıda perlit bulunur ve dayanım değerleri düşer. 142

18 Şekil 17: % 0,53 Ni ve % 0,12 Mo içeren küresel grafitli beynitik bir dökme demirde mekanik özellikler ve artık ostenit miktarının beynitleme sıcaklık ve süresi ile değişimi Şekil 17'de beynitieme sıcaklığı ve tutma süresinin etkileri görülmektedir. % 0,53 Ni ve % 0,17 Mo içeren bu alaşım önemli oranda artık ostenit içermektedir. Bu sünek içyapı bileşeni malzemeye tokluk kaşandırmaktadır. Ayrıca sert mangan çeliklerinde olduğu gibi kullanım, yerinde eözkonusu olabilecek şekil değişimleri ile martensite dönüşen bu faz, sertliği ve aşınma dayanımını artırır. -/4S-

19 7. YÜZEY SERTLEŞTİRME İŞLEMLERİ Dökme demirlerde uygulanan defiişik yüzey sertleştirme yöntemlerinin tümünde amaç sert ve aşınmaya dayanıklı bir yüaey ile, tok bir ana kütle elde etmektir. Yüaey sertleştirme işlemleriyle dış kısımlarda.genellikle basma iç gerilmeleri oluşturarak, parçanın yorulma dayanımı da artırılır. 7,1. Yüzeye sınırlı ısıtmanın uygulandığı yöntemler Bu yöntemlerde sertleştirileeek bölgeler yerel olarak C sıcaklığa çıkarılarak yağda veya suda suverilir. Isıtma alevle veya endüksiyonla yapılabilir. Bunlardan ısıtma süresi daha usun olan alevle ısıtmada sertleştirilen bölgenin kalınlığı daha büyük olur. Isıl İletkenliği daha düşük ve karbonun yayınma mesafeleri daha büyük olduğundan küresel grafitli dökme demir lamel grafitliye göre yüaey sertleştirmeye daha as uygundur. Ferrit miktarının yüksek olması sertleşebilirliği olumsuz etkilerler, normalise edilmiş içyapılar daha uygundur. Dolayısıyla başlangıçtaki sertlik değeri malzemenin sertleşebilirliği için uygun bir ölçüttür. Sertlik yüksek olursa içyapıda ferritin az, perlitin çok, grafit ve perlit dağılımının ince olduğu anlaşılır ve böyle bir içyapı yüaey sertleştirme için en uygun olanıdır. Ferritik veya ferritik-perlitik içyapılarda iki veya daha Cok kademeli bir işlem uygulanması daha uygun olacaktır. Burada sertleştirileeek yüaey birkaç kez 800 C'ın üzerine ısıtılarak perlit oluşumu için tekrar 600"C'a soğutulur. Sertleştirme için "C'a ısıtılarak suverilir. 200 C civarında yapılacak bir temperleme sertlikte düşüşe neden olmadan iç gerilmelerin azalmasını sağlar. Yüzey serleştirmenin en yeni uygulamalarından biri eritme ile sertleştirmedir. Burada güçlü lazer, plazma veya elektron ışınları ile yüzeydeki malzeme eritilir. Yüzeydeki bu sıvı faz içinde karbon hızla çözünür ve tekrar hızlı soğuma ile katılaşan malzemede ledeburitik bir içyapı ortaya çıkar. Bu ince taneli ledeburit tabakası birçok uygulama alanı için martensitlk içyapıdan da daha yüksek bir aşınma dayanıklılığı sağlar. 800

20 7.2. Yüzeyde kimyasal bileşimin değiştirildiği yöntemler Burada malzeme yüzeyine alaşım elementleri yaymdırılarak bunların sert ve açınmaya dayanıklı bileşikler oluşturması sağlanır. Nitrürlemede değişik yöntemler yardımıyla asot "C'da malzeme içine yaymdırılır. Bu sıcaklıklarda ana malzemede herhangibir İçyapı değişikliği sözkonusu olmayıp, azot alaşımda bulunan alüminyum gibi nitrür yapıcı elementlerle bileşikler oluşturur. Asot bileşiklerinin bulunduğu ve ısıtma uygulanan yöntemlere oranla çok daha ince olan bu yüzey tabakasında 800 Vickers'in üzerinde sertliklere ulaşılabilir, Şekil 19. Yüzeye azot yayındırılmasmda çeşitli ortamlardan yararlanılır. Tuz banyosunda nitrürieroede parça 570 C sıcaklıkta yaklaşık 20 saat siyanür banyolarında tutulur._qa_z. nitrürjesede parça amonyak içeren bir ortamda e C sıcaklıklarda uzun süreler tutulur, iyon nitrürlemede parça yüzeyine bir gaz ortamında bulunan azot iyonize edilerek yüklenir. Toz nitrürleme basit ve temiz bir yöntemdir. Parçalar azot içeren katı malzemelerin bulunduğu sızdırmaz kaplara konur. Tutma süreleri tuz banyolarından daha uzundur. Bu seminer notu, "D.B.Wolters, Waermebehandlung von Gusseisen mit Lamellen- oder Kugelgraphit f Zentrale für Gussverwendung" adlı yayın esas alınarak hazırlanmıştır. -US.

Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
ÇELİĞİN ISIL İŞLEMLERİ. 18.12.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BAZI ÖRNEKLER Soru 1 - Soru 2 -
 BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
BAZI ÖRNEKLER Soru 1 - ZSD (zaman-sıcaklık-dönüşüm) diyagramlarının nasıl elde edildiğini, gerekli şekilleri çizerek açıklayınız? Cevap: Kritik Çekirdeklenme Çekirdeklenme Hızı Dönüşüm Hızı Soru 2 - Ötektoid
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
Bölüm 9. Demir Karbon Alaşım Sistemi
 Bölüm 9 Demir Karbon Alaşım Sistemi 1 DEMİR-KARBON ALAŞIM SİSTEMİ Demir, mühendislik uygulamalarında kullanılan alaşımların temelini oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf
Bölüm 9 Demir Karbon Alaşım Sistemi 1 DEMİR-KARBON ALAŞIM SİSTEMİ Demir, mühendislik uygulamalarında kullanılan alaşımların temelini oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması
 ve Kaba Tane Tavlaması") MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
ÇÖKELME SERTLEŞMESİ (YAŞLANMA) DENEYİ
 DENEYİ") 1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
1. DENEYİN AMACI: Alüminyum alaşımlarında çökelme sertleşmesinin (yaşlanma) mekanik özelliklere etkisinin incelenmesi ve sertleşme mekanizmasının öğrenilmesi. 2. TEORİK BİLGİ Çökelme sertleşmesi terimi,
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Fe-C Faz Diyagramı. Dökümhane Eğitim Projesi Dokumhane.net 2016
 S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
S E C T E U R D Fe-C Faz Diyagramı 1147 Dökümhane Eğitim Projesi Dokumhane.net 2016 723 Fe-C Faz Diyagramı Demir karbon faz diyagramı, çelik ve dökme demir gibi demir-karbon alaşımlarının kompozisyon tasarımında
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
DARBE DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Metalik Malzemelerin Darbe Deneyi
 1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
1. Metalik Malzemelerin Darbe Deneyi Darbe deneyi gevrek kırılmaya neden olabilecek şartlar altında çalışan malzemelerin mekanik özelliklerinin saptanmasında kullanılır. Darbe deneyinin genel olarak amacı,
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
ÇELİKLERİN ISIL İŞLEMLERİ
 ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma
ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma