BÖLÜM 1 1. KUM DÖKÜM YOLLUK SİSTEMLERİ 1. Döküm zamanının hesaplanması 2. Metal hızı ve metal debisinin hesaplanması
|
|
|
- Özgür Orbay
- 6 yıl önce
- İzleme sayısı:
Transkript
1 İÇİNDEKİLER BÖLÜM 1 1. KUM DÖKÜM YOLLUK SİSTEMLERİ 1. Döküm zamanının hesaplanması 2. Metal hızı ve metal debisinin hesaplanması 1
2 BÖLÜM 2 2. YATAY KALIPLARDA YOLLUK SİSTEMİNİN ÇEŞİTLERİ 2.1. YATAY KALIPLARDA BASINÇLI YOLLUK SİSTEMİ 1. Basınçlı yolluk sisteminin avantajları 2. Basınçlı yolluk sisteminin dezavantajları 3. Basınçlı yolluk sistemini seçme kriterleri 4. Basınçlı yolluk sistemi için önerilen yolluk oranları 5. Basınçlı yolluk sisteminin metal akış davranışı 2
3 2.2. BASINÇLI YOLLUK SİSTEMİ, KISIMLARI VE TASARIMI 1. Basınçlı yolluk isteminde havşa ve görevi 2. Basınçlı yolluk isteminde havşanın tasarımı 3. Basınçlı yolluk isteminde konik havşa uygulamasının avantaj ve dezavantajları 4. Basınçlı yolluk isteminde konik havşa tasarımı ve seri üretime uygulanması 5. Basınçlı yolluk isteminde kolon, görevi, çeşitleri ve tasarımı 3
4 6. Basınçlı yolluk isteminde topuk, görevi, çeşitleri ve tasarımı 7. Basınçlı yolluk isteminde filtre, filtrenin görevi, çeşitleri ve yolluktaki yeri 8. Basınçlı yolluk isteminde curufluk, görevi, çeşitleri ve tasarımı.. 9. Basınçlı yolluk isteminde meme, memenin görevi ve tasarımı. 10. Basınçlı yolluk sisteminde memedeki metal hızının hesaplanması 11. Basınçlı yolluk sisteminde curufluk meme iş bağlantısı kuralları 4
5 2.3. BASINÇLI YOLLUK SİSTEMİNDE YOLLUK HESABI 1. Basınçlı yolluk isteminde toplam meme kesiti hesabı 2. Basınçlı yolluk isteminde curufluk kesiti hesabı 3. Basınçlı yolluk isteminde curufluk kenar ölçülerinin hesabı 4. Basınçlı yolluk isteminde kolon çeşidi ve kolon kesitinin hesabı 5. Basınçlı yolluk isteminde etkili yolluk yüksekliğinin çeşitleri, seçimi ve hesabı 5
6 BÖLÜM 3 3. YATAY KALIPLARDA BASINÇSIZ YOLLUK SİSTEMİ 1.Basınçsız yolluk sisteminin avantajları 2. Basınçsız yolluk sisteminin dezavantajları 3. Basınçsız yolluk sistemini seçme kriterleri 4. Basınçsız yolluk sistemi için önerilen yolluk oranları 5. Basınçsız yolluk sisteminde metalin akış davranışı 6
7 3.1. BASINÇSIZ YOLLUK SİSTEMİNİN KISIMLARI VE TASARIMI 1. Basınçsız yolluk sisteminde curufluk, curufluğun görevi, çeşitleri ve tasarımı 2. Basınçsız yolluk isteminde meme, memenin görevi ve tasarımı 3. Basınçsız yolluk isteminde curufluk meme- iş bağlantısı kuralları 7
8 3.2. BASINÇSIZ YOLLUK SİSTEMİNDE YOLLUK HESABI 1. Basınçsız yolluk sisteminde kolon kesitinin hesaplanması 2. Basınçsız yolluk sisteminde curufluk çeşitleri ve kenar ölçülerinin hesaplanması 3. Basınçsız yolluk sisteminde toplam meme kesitinin hesaplanması 8
9 BÖLÜM 4 4. EXOTERMİK GÖMLEKLİ (KALPUR lu) YOLLUK SİSTEMİ BÖLÜM DİKEY KALIPLARDA METALİN KALIPLARA DÖKÜLMESİ 1. Dikey kalıplarda yolluk sistemi ve tasarımı 2. Dikey kalıpların döküm kuralı 3. Döküm hızı ve debinin hesaplanması 9
10 4. Dikey kalıplarda Hm yüksekliğinin bulunması 5. Dikey kalıplarda metal hızı 6. Dikey kalıplarda sürtünme BÖLÜM 6 6. DİKEY KALIPLARDA BASINÇLI ve BASINÇSIZ YOLLUK HESABI 1.Metal debisinin önemi ve hesaplanması 2. Basınçlı ve Basınçsız yolluk sisteminde meme ve curufluk kesitinin hesaplanması 10
11 BÖLÜM 1 1. KUM DÖKÜM YOLLUK SİSTEMLERİ Giriş; Dökümcülük, basit anlatımla kumdan yapılmış kalıplara, ergitilmiş metali dökerek şekli verme yöntemidir. Kum kalıplar yatay ve dikey olmak üzere iki şekilde yapılır. Yolluk sistemi; potadan akmaya başlayan sıvı metali, sakin/laminer bir akışla kalıp boşluğuna ulaştıran kanallara, dökümcülükte Yolluk veya Yolluk sistemi adı verilir (Şekil 1-1). 11

12 Şekil 1-1 Yatay kalıplarla dikey kalıpların hem yapılması, hem de döküm yöntemleri farklı olduğu için yolluk sistemleri de farklıdır. Dolayısıyla kum kalıpların yatay veya dikey yapılması kadar, metalin dökülmesi için gerekli olan yolluk sistemlerinin tasarımı ve hesaplanması da ayrıdır (Şekil 1-2). 12
13 Kalıp boşluğunu dolduran sıvı metalin katılaşması, kalıbın doldurulması işlemiyle çok yakından ilgilidir. Bu nedenle yolluk sisteminin seçimi, parçanın alt üst derecede kalacak kısımları, yolluk besleyici ve metalin kalıba giriş şekli, iyi tespit edilmelidir. Bir döküm parçasının üretimindeki başarı; o parçanın doğru tasarımı kadar, doğru dökülmesiyle de doğru orantılıdır. 13
14 Genel olarak dökümhanelerin yaklaşık % 50 sinde geliştirilmiş teorilere göre yolluk sistemi uygulanır. Kalan % 50 sinde de kendi kültürlerine, çalışanların bilgi ve deneyimlerine göre alıştıkları yolluklar uygulanır. Yüksek verimli döküm parçaların üretimi için, model tasarımı kadar, yolluk sistemi tasarımı ve ölçülendirilmesi önemlidir. Uygulamada karşılaşılan pek çok döküm hatalarının, büyük oranda yolluk sistemi kaynaklı olduğu bilinmelidir. 14
15 Yolluk sistemi tasarlanırken; dökülecek malzemenin cinsi, metalin kalıba giriş şekli, parçanın et kalınlıkları, hızlı veya yavaş dökümü, besleyici kullanılıp kullanılmayacağı ve metal sıcaklığı gibi detaylar dikkate alınır. Döküm sıcaklığı, parçanın et kalınlığı, parçanın şekli ve kalıplama yöntemine göre ayarlanır. Özellikle kalıba giriş şekline göre metal farklı davranış gösterir. Metalin farklı davranışı nedeniyle, yolluk sistemi hesaplaması da farklı olacaktır. 15
, 2- Metal kalıba yan yüzeyden girebilir (Şekil 1 3 b), 3-")
16 Hem yatay, hem de dikey kalıplarda sıvı metal kalıba daim üç farklı şekilde girer. A. Yatay kalıplarda metalin kalıba girişi; 1- Metal kalıba üst yüzeyden girebilir (Şekil 1-3a), 2- Metal kalıba yan yüzeyden girebilir (Şekil 1 3 b), 3- Metal kalıba alt yüzeyden girebilir (Şekil 1 3 c). Şekil
, 3- Metal kalıba alt yüzeyden girebilir (Şekil 1 4 c).")
17 B. Dikey kalıplarda metalin kalıba girişi; 1- Metal kalıba üst yüzeyden girebilir (Şekil 1-4 a), 2- Metal kalıba yan yüzeyden girebilir (Şekil 1 4 b), 3- Metal kalıba alt yüzeyden girebilir (Şekil 1 4 c). Şekil

18 Metalin türbülanslı akışı; 18

19 Metalin türbülanslı akışı; 19
20 Pratikte gri, sfero, vermiküler, Çelik Alüminyum vb. metallerin farklı döküm prosesleri ve farklı akışkanlık özellikleri vardır. Prensip olarak parça et kalınlıklarına göre Gri malzemeler yavaş ve soğuk (1300 C C ), sfero malzemeler daha hızlı ve daha yüksek (1370 C C ) sıcaklıkta dökülürler. Düşük sıcaklıkta Gri malzemelerin akışkanlığı iyi olduğu için, çok uzun süre dökülebilir. Sfero ve Vermiküler malzemelerin akışkanlığı azdır. Bu nedenle daha hızlı dökülmeleri gerekir. 20
21 Basınçlı yolluk sistemiyle sağlam dökülebilen gri parçalar, aynı yolluk sistemiyle sfero malzeme ile döküldüğünde sakat çıkarlar. Bu nedenle her malzeme için ayrı yolluk tasarımı ve hesabı yapılması gerekir. Yolluk hesabı için; 1. Döküm zamanının (t, sn olarak), 2. Metal akış hızının (V, m/sn olarak), 3. Metal debisinin (Q, kg/sn olarak), 4. Yolluk sisteminin (Basınçlı- basınçsız olarak), 5. Yolluk oranı seçimi ve hesaplamasının doğru yapılması gereklidir. 21
22 1. Döküm zamanının hesaplanması: Döküm zamanı denilince hem yatay, hem de dikey kalıpların kaç saniyede doldurulacağı anlaşılır. Bir döküm parçanın yolluk sistemi kararlaştırılırken; 1. Parçanın tasarımı, basit veya karmaşıklığı, 2. Metalin cinsi, sıcaklığı ve debisi, 4. Parçanın soğuma, katılaşma durumu, 5. Kalıbın yatay veya dik oluşu, dikkate alınır. Aynı ağırlıkta biri kalın, diğeri ince kesitli iki parçanın döküm zamanı; Kalın parçanın döküm zamanı uzun, İnce parçanın döküm zamanı kısa olacaktır. 22
23 Döküm zamanını tespit etmek için, birçok uzman araştırma yapmış ve farklı yöntemler belirlemiştir. Bu yöntemlerden çok kullanılanlar; 1.Yöntem: t hesaplanırken, parçanın et kalınlığı dikkate alınır.(h.w.dietert, (1930) Bu yöntemde, eşitliği kullanılır ve özellikle dökme demir parçalar için tercih edilir. k değeri; Parça et kalınlığı: 3 5 mm için, k katsayısı: 1,5 Parça et kalınlığı: 5 10 mm için, k katsayısı: 2,0 Parça et kalınlığı: mm için, k katsayısı: 2,5 Parça et kalınlığı: >20 mm için, k katsayısı: 3,0 alınır. 23
24 Bu yöntem ağırlığı 450 kg kadar parçalarda iyi sonuçlar verir. Örnek 1: G = 100 kg olan bir gri parçanın döküm zamanı: k = 2,0 için;,, t= 20 sn. bulunur. 2. Yöntem: AFS (American Foundryman Soucety), Çelik dökümü için önerir. Sfero ve Vermiküler için de iyi sonuçlar vermektedir. Örnek 2: G = 100 kg olan bir sfero parçanın döküm zamanı: K = 1,2 için;, t = 12 sn. bulunur. KUM DÖKÜM YOLLUK SİSTEMLERİ TÜDOKSAD Niha t Demircioğlu 24
25 3. Yöntem: Metalin kalıba üstten, yandan veya alttan girişine bağlı olarak karşılaştığı farklı sürtünme değerlerine göre, her tür malzeme için en uygun döküm zamanı formülü; t = m x, t, t = Dolun zamanı, m = Sürtünme G = Brüt döküm ağırlığını (kg) ifade eder. Örnek 3: G = 100 kg, ortadan dökülen kalıplar için: m = 0,5-0,6 kabul edilirse;,t = 7 8,5 sn bulunur. 25
26 4. Yöntem: Parça modülü ve katılaşma hızına göre t döküm zamanının tespiti için, eşitliği kullanılır. t = Döküm zamanı, M = Parça modülü, KH = Katılaşma Hızı (sabit sayı = 0,035), OEK = Ortalama Et Kalınlığı (cm). Örnek 4; O.E.K = 8 mm olan bir parça için t zamanı? Modülün bulunması;, M = 0,4 cm bulunur., t = 11,4 sn bulunur. 26
27 2. Metal hızı ve metal debisinin hesaplanması: Metalin akış hızı, metal ayrım yüzeyine gelene kadar sabittir. Kalıbın üst yarısı dolarken hız gittikçe azalır. a. Metal hızının hesaplanması; genel olarak potanın yüksekliği, h1 100 mm olur ve metalin hızı daima, Toricelli Teoremi ne göre hesaplanır. Toricelli, eşitliğini geliştirmiştir. Bu eşitlikle belli bir kesitten geçerek belli bir yükseklikten düşen metalin, 1 sn de metre olarak kat ettiği mesafe, metalin sürtünmesiz olarak hızı kabul edilir ve V ile gösterilir (Çizelge 1.1). 27
28 Çizelge 1-1 Çizelge, üst derece yüksekliğine veya havşa üst seviyesine göre kalıba akan metalin sürtünmesiz hızlarını göstermektedir. Dökme demirler için 0,6 0,9m/sn hız normal sayılır. Yüksek verimli parça üretmek, daima kalıba akan metali denetlemekle mümkündür. En uygun hız, V = 0,6-1,0 m/sn.dir. 28
29 V = 1,0 m/sn.den daha büyük hızla akan metallerin yaratacağı riskler, V metal hızıyla doğru orantılı olarak artar. Eşitliğinde sürtünme yoktur. Sürtünme dikkate alınırsa; eşitliği elde edilir. Şekil
30 Örnek: Pota ağzındaki metal hızı V = 0 kg/sn.dir. Havşa tabanı ve kolon birleşme noktasındaki F1 kesitinin in hızı; formülü ile hesaplandığında; h = 80 mm = 0,08m ( havşa yüksekliği) ve, V1 = 1,25 m/sn bulunur. Potanın (h1) yüksekliği, dökücüler tarafından genellikle dikkate alınmaz (Şekil 1 5). (h1) deki değişkenlik nedeniyle, yolluk sistemi doğru olsa bile, sakatların % 30 kadarı dökücü hatası kaynaklı olabilir. 30
31 Metal debisinin ve döküm zamanının hesaplanması; Devamlılık kuramı gereği; yolluk sisteminin her kesiti F ile, o kesitlerden geçen metal miktarı (Debi= Q) ile tanımlanır. Bu kurama göre; Q1 = Q2 eşitli yazılır. Havşanın tabanındaki debi (Q1) ile kolonun tabanındaki debi (Q2) eşit olur. Bu kurala göre; Metalin debisi, Q = V x F eşitliği ile hesaplanır. Q 1 = F 1 x V 1 (havşa tabanındaki debi), Q 2 = F 2 x V 2 (kolon tabanındaki debi). F1 x V1 = F2 x V2 eşitliği kurulabilir. 31
32 Örnek: G = 100 kg, V =? Q =? t =? F =? m = 0,4, H = 350 mm, F meme = 8 cm 2 ise, Hız; V = 2,62 m/sn. bulunur. Debi; Q = m x V x F eşitliğinden, Q = 0,40 x 8 cm 2 x 2,62 m/sn = 8,4 kg/sn. bulunur. Kalıbın dolum zamanı t ise;, t = 12 sn bulunur. Kesit; Q = m x V x F,, F = 8 cm2 32
33 c. Reynold Re sayısının hesaplanması; Re sayısı, curufluk veya meme kesitlerinden geçen metalin, laminer veya türbülanslı olup olmadığını anlamak veya mukayese yapmak için kullanılır. Re değeri den ne kadar büyük bulunursa, metal akışının o kadar fazla türbülanslı akacağını ve çalkantının metal yüzeyindeki oksit tabakasını kırarak metalle birlikte kalıba sürükleneceğini ifade eder. Çok yaygın kullanılan (a x 2a x 2a) kesitli curuflukların, Re değeri den çok büyüktür. En ideal curufluk kesiti ise; (a x 2a x 4a) kesitli olandır. 33
34 34
35 BÖLÜM YATAY KALIPLARDA YOLLUK SİSTEMİNİN ÇEŞİTLERİ Kum kalıp dökümcülüğünde hem yatay kalıplar hem de dikey kalıplar, dört farklı yolluk sistemiyle doldurulur. Bu yolluk sistemleri; 1. Basınçlı yolluk sistemi, 2. Basınçsız yolluk sistemi, 3. Besleyicili yolluk sistemi, 4. Karma/hibrit (Basınçlı + Basınçsız birlikte). Bu yolluk sistemleri; yatay, dikey (Disa) ve el kalıplarında kullanıcıların tercihine göre uygulanır. 35
36 2.1.YATAY KALIPLARDA BASINÇLI YOLLUK SİSTEMİ Basınçlı yolluk sistemi el kalıpçılığı, otomatik makine kalıpçılığı ve dikey kalıplama yöntemlerinde en çok tercih edilen yolluk sistemidir (Şekil 2-1). Basınçlı yolluk sistemin en temel özelliği, kalıba akan sıvı metalin daima memelerle kontrol edilmesidir. Şekil
37 Meme kesitlerinin büyük veya küçük yapılması ile kalıba akan metalin miktarına göre dolum süresi ayarlanabilir. Ancak bu yöntemle dökülen her kalıpta veya her üretimde (V) metal akış hızı ve (Q) metal debisi sabit olmayıp, değişkenlik gösterir. Bu değişkenliğin nedeni potaya kumanda eden dökücünün, pota seviyesini farklı yüksekliklerde tutmasıdır. 37
38 Pota ağzının derece üst yüzeyine olan (h1) mesafendeki değişkenlik; metalin (V) hızını da, (Q) debisini de kalıptan kalıba değiştirir. Yolluk havşasına dökülen metalin (V) hızı pota yüksekliğine bağlı olarak değişince; memelerden kalıba akan metalin de (V3) hızı değişir. 38
39 1. Basınçlı yolluk sisteminin avantajları: 1. Basınçlı sistemde havşa ve yolluk sisteminin tamamı dolu akar. 2. Havşa sürekli dolu tutulabilirse, metal içine hava emişi/aspirasyon olmaz veya az olur. 2. Eşit kesitlerden, daima eşit miktarda metal akabilir. 3. Basınçlı yollukla dökülen bir işin brüt ağırlığı, aynı debide basınçsız bir yollukla dökülen işin brüt ağırlığından daha hafiftir. Basınçlı yollukla dökülen işlerin kalıp verimi, % 98 e kadar artabilir. 4. Meme kesitleri küçük olduğu için, yolluklar parçadan daha kolay kırılır, daha az taşlama işçiliği gerektirir. 39
40 5. Model plakasına farklı parçalara ait modeller bağlanabilir. Her parça farklı dolum süreleri ile dolar. Aynı kalıpta farklı parçalar problemsiz üretilebilir. 6. Kolonun en dar kesitindeki sürtünmesiz hız, V = 2,0 m/sn. - 4,0 m/sn. kadar olan bir kalıbın dökümünde memeden hızlı akan metal, gri parçalar için fazla zarar vermeyebilir. 7. Gri dökümlerde çok tercih edilen yolluk oranları, (Çizelge 2-1) de verilmiştir. En ideal yolluk oranları; (2:1:3:2) ve (3:1:3:2) alınması tavsiye edilir. 2= Kolon, 1=Kısma, 3=Curufluk, 2=Meme. 40
41 2. Basınçlı yolluk sisteminin dezavantajları: 1.Yolluk sistemi içinde ve memede metal akış hızı yüksektir. V 1 m/sn. ile akan metalin hızını her zaman kontrol etmek mümkün değildir. 2.Akış esnasında daima yüksek türbülâns oluşur. Metal yüzeyinde oluşan grafitik yapılı film tabakası kırılarak, oluşan curuflar kalıba girer ve sakat oluşumunu tetikler. 41
42 3.Basınçlı yolluk sistemini seçme kriterler 1. Basit geometrik şekilli ve et payı homojen parçaların dökümünde, 3. Ağır ve tek yatay yolluklu parçaların dökümünde, 4. Et kalınlığı fazla ve kütleli işlerin dökümünde, 5. Maçası fazla olan (yoğun maçalı) veya büyük maçalı işlerin dökümünde, 6.Aynı kalıpta farklı parçaların dökülmesi istendiği hâlinde, basınçlı yolluk sistemi tercih edilebilir. 42
43 5.Basınçlı yolluk sisteminde metalin akış davranışı: 1. Metalin kalıba dökülme prensibi; Döküm başladığında potadan akan sıvı metal, tüm yolluk sistemini (havşadan memeye kadar) 1-3 sn. de doldurur. Prensip olarak yolluk sistemi elemanlarının tamamı dolduktan sonra, memelerden metal akışını başlaması istenir. Bunun gerçekleşebilmesi, memelerin kesinlikle üst derecede yer alması ile mümkün olur. Basınçlı sistemde curufluk üst derecede, memeler de alt derecede yer alırsa (Şekil 2-2 a); curufluk tamamen dolmadan memelerden metal akışı başlar. 43
44 Böyle bir curufluk - meme iş bağlantı sisteminde curufluğun meme seviyesinin üstünde kalan üst kısmı, ilerleyen zaman içinde dolar. Bu tasarım kesinlikle hatalıdır. Yetkililer bu uygulamaya izin vermemelidir. Doğru curufluk - meme iş bağlantısı tasarımı, şekil 2-2 c gibi olmalıdır. 44
45 Metalin türbülânslı akması ile kalıp boşluğu içinde oluşan radyasyon, konveksiyon ve kondüksiyon etkileri yoğun olarak görülür. Yani türbülânslı akan metal, kalıptaki termal ve mekanik hareketleri tetikler. Kalıp kumu özelliklerindeki zayıflıklar veya değişkenlikler bu etkileri daha da arttırır. Metalin aşırı türbülânslı akması sonucu; 1- Parçaların üst yüzeylerinde katmer ve gaz boşlukları, 2- Kalıbın üst bölgesinde kalıp çatlamaları, nem yoğunlaşmasına bağlı kalıp patlamaları, 45
46 3- Parçanın kalın kesitli olan üst bölgelerinde çöküntü ve sıcak yırtılma, 4- Kalıbın alt yüzeyinde kalıp dartı, maçaların ve kalıbın metal akış bölgesinde kum erozyonu, kum emmesi ve kum sinterleşmesi, 5- Kalıp esnemesi ve kalıp genleşmesine bağlı derece kaçıklığı, 6- Sfero parçalarda iç çekinti eğiliminin artması, 7- Parçalarda görülen kaba yüzey nedeniyle fazla temizleme işçiliği, gibi problemler yaşanır. 46
47 2. Türbülansın önlenmesi; Curufluk ve memeden geçen metalin türbülansını azaltmak, ilk alınacak tedbirdir. Curufluk içinde akan metalin Re değeri rakamına, meme içinde akan metalin Re değeri rakamına ne kadar yaklaşırsa, metalin türbülansı o kadar azalmış olur. Akan metalin ne kadar türbülanslı olduğu; Re x t x Ç = G x 10 5 eşitliği ile kontrol edilir. Re = (curufluk için), Re = (meme için), t = Döküm zamanı, Ç = Curufluk veya memenin çevre uzunluğu, G Brüt döküm ağırlığı, 10 5 = sabit sayı. 47
48 Basınçlı yolluk sisteminde en çok; 1,44 : 1,2 : 1.0 yolluk oranı kullanılır. Bu oran gereği olarak; Kolon kesiti Curufluk kesiti Meme kesiti 1,44 1,2 1,0 alınır. Metalin yolluk sistemi içindeki akış davranışı daima, Toricelli, Bernoulli ve Süreklilik teoremlerine uygunluk gösterir. İlgili teoremlere göre daralan kesitlerden geçen sıvıların hızları, kesit daraldıkça artar. Metalin en hızlı aktığı kesit memelerdir. Bu teoremler; metalin hızlı değil yavaş, türbülânslı değil, sakin akmasını şart koşmakta ve bunun tedbirlerini de önermektedir. 48
49 2.2. BASINÇLI YOLLUK SİSTEMİNİN KISIMLARI VE TASARIMI El ve otomatik makine kalıpçılığıyla yapılan yatay kalıpların dökümünde kullanılan standart bir basınçlı yolluk sistemine ait tasarım ve kısımları şekil 2-3 de görülmektedir. Basınçlı yolluk sisteminin kısımları; 1.Havşa, 2.Kolon, 3.Topuk, 4.Filtre, 5.Curufluk, 6.Memeler. Şekil Şekil 2-3
50 Basınçlı sistemindeki havşa, kolon, topuk ve filtrenin yerleşim şekli ve hesaplanması ile, basınçsız sistemde kullanılan havşa, kolon, topuk ve filtrenin yerleşimi aynıdır. Bu kısımlar her iki yolluk sisteminde benzer şekilde uygulanır. İki sistem arasındaki temel fark; curufluk ve memelerin yerleşimi ve ölçülerinin farklı hesaplanmasıdır. 50
51 1.Yolluk sisteminde havşa ve görevi: Havşa, potadan akan sıvı metalin yolluğa girdiği ilk kısmıdır. Tüm yolluk içinde sakin/laminer akması amaçlanan metal, konik havşa içinde ekseni etrafında dönerek aşağı yönde, kendi doğal akışına uygun olarak akar ve kolona geçer.(şekil 2 4). Şekil
52 2. Yolluk sisteminde havşanın tasarımı: Metalin konik havşa içinde aşağı yönde akışı esnasında yer çekimi, merkezkaç kuvvetlerin etkisi ve düşme yüksekliğine bağlı olarak hızı da artar. Bu esnada havşa içine yaklaşık % 50 oranında hava emer. Havşadan sonraki yolluk bölümlerinde önlem alınmazsa, emilen hava metalle birlikte kalıba kadar gider. Parçaların üst yüzeyinde çoğu kez serbest hâlde, bazı hâlde yüzey işlendikten sonra görülen gaz boşluklarının çoğu; tahminlerin aksine maça veya metal kaynaklı değil, metalle birlikte kalıba emilen hava kaynaklıdır. 52
53 Metalin aşağı yönde dönerek akması esnasında bünyesine atmosferden hava emmesi olayı, dökümcülükte aspirasyon olarak adlandırılır. Havşada türbülans oluşmasının önlenmesi; Teknik olarak dairesel kesitli havşa içinde akan metal, kesitin aşağı yönde daralması nedeniyle çok kolay dönme hareketi yapar. Havşa kesiti dairesel ve kare olması halinde, akış esnasında dönme hareketi olur. 53
54 Dönme hareketini önlemek için; havşanın dairesel veya kare kesitli olmaması gerekir. Dönmenin önlenmesi için, oval kesitli, dikdörtgen kesitli veya dairesel Şekil 2-5 kesitin bir veya karşılıklı iki yüzeyinin düz yapılması gerekir. Havşa dışına oluşturulan düzlükler, metalin dönme hareketi azaltır veya tamamen önler (Şekil 2-5 ). 54
55 Bu prensibe göre, bir havşanın dönüş hareketine izin verip, vermeyeceğini anlamak için; a. Kullanılması öngörülen dairesel, kare, oval, dikdörtgen kesitli bir havşa şeklinin içine, sığabildiği kadar büyük bir çember yerleştirilir. Eğer çember, silindirik veya kare kesitteki gibi seçilen havşa tipinin tüm kenarlarına değerse, o havşa türbülânsa izin verir (Şekil 2 6 a). b. Dikdörtgen kesitli veya oval olan bir havşanın içine yerleştirilen çember, iki kenara teğet geçer, diğer iki kenara değmezse o havşa içine dökülen metal dönme hareketi yapamaz (Şekil 2 6 b - c). 55

56 c. Metalin havşa içindeki dönüş hareketi önlenince; metal içinde curuf vb. metalik olmayan yabancı maddeler, daima durağan haldeki metalin üzerinde yüzer ve kesikli döküm yapılmazsa kalıba Şekil 2-6 girmez. Havşa tasarımında, açıklanan bu kurala uyulması tüm dökümcülere önerilir. 56
57 3. Yolluk sisteminde, konik havşa uygulamasının avantaj ve dezavantajları: 1. Konik havşalar el kalıpçılığı, yatay hatlı yarı otomatik veya tam otomatik kalıplamalı sistemlerde çok kullanılır. 2. Potadan akan metal, havşanın aşağı doğru konik yüzeylerine çarpınca etrafa sıçrama yapar. Potadan ilk akan metalle birlikte gelen curuflar ve metalik olmayan maddeler yolluk içine kolaylıkla gider. Curufun girişini önlemek için, metalin havşada dönmesini önlemek gerekir. 57
58 3. Metal sıçraması, yan duvarların daha dar açılı yapılması ile kısmen önlenebilir. Ancak akan metalin kendi ekseninde dönmesine bağlı hava emmesi tamamen önlenemez. Ayrıca konik havşanın gereksiz büyük yapılması, kalıp verimini düşürür. 4. h havşa yüksekliği gereğinden küçük yapılırsa, havşa ağırlığı azalır diye düşünülür. Havşanın küçülmesi kalıp verimi için olumlu gibi düşünülse de aslında dökümcünün aleyhinedir. Çünkü üst derece yüksekliği (H), havşa yüksekliğine (h) bölünüp karekökü alındığında bulunan değer; 1,5 den küçük olmalıdır. 58
59 Bulunan değer hiçbir zaman 1,5 ten büyük olmamalıdır. 5. Havşa yüksekliği (h) küçüldükçe, bu eşitlikle bulunan değer büyür. Şekil Yolluk sistemi ne kadar iyi olursa olsun, metalin yolluk sistemini dengeli doldurması da çok önemlidir. Konik havşaların kenarlarının kesilmesi ve düz hâle getirilmesi, AFS tarafından önerilmektedir. 59
60 4. Basınçlı yolluk sisteminde konik havşa tasarımı ve seri üretime uygulanması: A. Havşa yüksekliği, havşa çapından küçük olursa; h D ise; (Şekil 2-8 a). h = 90, D = 170 olan bir havşada, metal sıçraması ve taşması çok olur. Taşan metal derece üzerine akar, metal zayiatı fazla olur. h havşa yüksekliği, H derece yüksekliğinin yarısı kadar alınması kullanıcılara önerilir. 60
61 Ayrıca kalıbın üzerine taşan metal, şiş deliklerinden kalıbın içine dolar, saçma sakatı yaparak genel sakatı da artırır. Şekil 2-8 Örnek : H=350mm, h=90mm ise; = = 1,97 bulunur. 1,97 1,5 olduğu için türbülans çok fazladır. 61
62 B. Havşa yüksekliği, havşa çapına eşit olursa; h = D ise; h=125, D=125 olan bir havşada metal sıçraması ve taşması az olur (Şekil 2 8 c). H=350mm, h=125mm ise; = = 1,67 bulunur. 1,67 1,5 olduğu için az türbülanslı olur. 62
63 C. Havşa yüksekliği, havşa çapından büyük olursa; h D ise; h=160, D=125 olan bir havşada metal sıçraması olmaz. Ancak havşa ölçüleri büyüdüğü için fazla metal gerektirir, kalıp verimi düşer (Şekil 2-8 b-d). H=350mm, h=160mm ise, süreklilik kuramı gereği; = Türbülans normaldir. 63
64 5. Basınçlı yolluk sisteminde kolon, görevi, çeşitleri ve tasarımı: Kolon, potadan dökülen metalin havşadan sonra mala yüzeyine kadar inmesini sağlayan ve çok önemli görev yapan yolluk elemanıdır. Genellikle havşadan sonra aşağıya doğru daralarak konikleşmelidir. Kolon kesitinin dairesel veya kare kesit yerine dikdörtgen olması, metalin dönmeden akması için faydalıdır. Ancak bu kesitlerdeki kolon imali zor olduğu için, uygulamada fazla itibar edilmemektedir. 64

65 1.Dairesel kesitli ve yukarı yönde ters konik kolon tasarımlarının sakıncaları; Şekilde çok kullanılan üç farklı (a, b, c) kolon görülmektedir. Şekil a ve b uygulamaları hem el, hem de makine kalıpçılığında çok kullanılır. Bu tasarımlar çok kullanılmasına rağmen, en çok hava emilmesine neden olurlar. 65

66 Metalin kolon içinde hava emişi; 66
67 2. b tipi kolon içinden geçen metal çok, c ve d tipi kolon içinden geçen metal az, a ve e tipi kolon içinden geçen metal ise, daha az hava emer. Çünkü (b) tipi aşırı ters konik, (c ve d) tipi az ters koniktir. Doğal akışı ile aşağı indikçe kesiti daralan metalin mala yüzeyindeki kesiti ise, havşaya aktığı kesitten çok küçüktür. Kolonun çapı ile içinden geçen metalin çapı arasında kalan boşluk hava ile doludur. Buradaki havanın miktarı, konikliğe bağlı olarak artar veya azalır. 67
68 (a ve e) tipi kolonda ise hiç koniklik yoktur. Taban çapı ile üst çapı aynı olup, hava emilmesini azaltır, fakat asla yok etmez. 3. Bazı hâllerde kolon içindeki hava miktarı, akan metalin % 50 si kadar olabilir ve metal bu havayı emerek beraberinde kalıba sürükler. Kolon içindeki havaya ilave olarak, kalıp kumu içindeki hava ve açığa çıkan gazların emilişi de olacaktır. Kalıba gereksiz emilen/sürüklenen hava ve gazlar, parçanın sakat çıkmasına sebep olacağı için teknik olarak hiç istenmez 68
69 Şekil Şekil 2-10 deki kolon şekillerinin en iyisi, (c) tasarımdır. Bu kolon, Toricelli nin kuramına göre metalin doğal akışına çok uygundur. Kesitin yukarıdan aşağı doğru daralması, en ideal kolon şekli olarak kabul edilir. En iyi döküm parçalar, metali doğal akışına uygun koniklikte yapılan (c) tipi kolonlarla üretilir. Kolonun üst çapı, taban çapının % kadar büyük olması, metalin doğal akışına çok uygundur. 69
70 Ancak teorik olarak doğru olan ve önerilen bu tasarım, dereceli tam otomatik sistemlerde kalıptan çıkmaz ve kalıplanamaz. ( c) tipi kolonların en iyi uygulandığı kalıplar, el kalıpları ve SİNTO/FBO tipi otomatik makinelerde üretilen kalıplardır(şekil2-11). 5. Kolonun (d2) en dar kesitinin sürtünmesiz (V = 2 4 m/sn hızı, gri dökümlerde fazla zararlı değildir. Ancak sfero dökümlerinde bu kadar yüksek hız çok Şekil 2-11 zararlıdır. 70
71 6. Basınçlı yolluk sisteminde topuk, görevi, çeşitleri ve tasarımı: Topuğun görevi; Topuk, havşa ve kolon içinde düşey yönde akan metalin, yatay istikamete doğru 90 o yön değiştirdiği bölümdür. Bu bölüm,hızı artan metalin çarptığı, çarpma etkisiyle ters yönde sıçrama yaptığı alandır. Topuğun hacmi küçük olursa, metalin türbülânsı ve çalkalanması biraz daha artar. Araştırmacılar topuk kesitinin, kolon tabanının iki katı büyük kesitte ve iki kat büyük derinlikte yapılmasını önermektedir Şekil 2 10 c). 71
72 Topuk çeşitleri; Topuklar uygulamada; a) Yarım küre, b) Silindirik c) Kare kesitli olarak yapılır. Şekil
73 a) Yarım küre şekilli topuk tasarımı: (Şekil 2 12 a ). Küresel topuklar el ve makine kalıpçılığında çok yaygın kullanılır. Topuğun küresel yüzeyi, havşa ve kolondan aşağı inen metalin sıçramasını, aşırı çalkalanma ve türbülans yapmasını kolaylaştırır. Bu nedenle küresel topuk, en tehlikeli topuk şeklidir. Küresel yüzeye çarparak sıçrayan metal doğrudan curufluğa ve memelerden de kalıp boşluğuna geçerek saçma sakatına sebep olabilir. 73

74 Metalin küresel topuk içindeki türbülansı; 74
75 b) Silindirik kesitli topuk tasarımı: (Şekil 2-12 b) Pratikte daha az bilinen ve az uygulanan bir topuk şeklidir. Silindirik topuklar, yarım küresel topuklardan biraz daha iyi olsa da, çok tavsiye edilmeyen bir topuk tasarımıdır. Silindirik topuk içindeki metal sıçraması, küresel topuklardan daha azdır. Ancak kolondan hızla aşağı akan sıvı metal, silindirik topuk içinde 90 o yön değiştirirken metalin dönme hareketini kolaylaştırır. 75
76 Dönüş nedeniyle, havşa ve kolondan türbülânslı gelen metali durgunlaştıramaz ve doğrudan curufluğa yönlendirir. Böylece metalin curufluk içinde de aşırı hava emişine ve oksitlenmesine yardımcı olur. Bu sakıncadan dolayı seri dökümler ve otomatik kalıplamalı hatlar için, hem küresel hem de silindirik topuklar tavsiye edilmez. 76
77 c) Kare kesitli küp topuk tasarımı: (Şekil 2-12 c) Yapılan araştırmalar en ideal topuk şeklinin kare kesitli küp topuk olduğunu göstermiştir. Topuğu oluşturan küpün kenar uzunlukları, kolonun taban çapının iki katı kadar olmalıdır. Dik yan yüzeyler, kalıptan çıkacak kadar az konik ve köşelerinin R5 gibi yuvarlatılması önerilir. Metal dönüşü ile oluşan türbülans, küp şekilli köşeli topukta görülmez. Kolondan gelen metal, sıçramadan sakin bir dönüşle yön değiştirerek filtre ve curufluğa doğru ilerler. Laminer bir akışa yardım eder. 77
78 7. Basınçlı yolluk sisteminde filtre, görevi, çeşitleri ve yolluktaki yeri: Sıvı metal içindeki curuf ve oksit gibi metalik olmayan yabancı maddelerin curufluğa geçmesi, filtre kullanılarak önlenebilir. Standart yolluk sisteminde kullanılan filtreler, seramik ve köpük filtrelerdir. Seramik ve köpük filtreler kare, yuvarlak, dikdörtgen kesitli olarak imal edilir ve kalınlıkları da mm arasında değişir (Şekil 2-14). 78
.")
79 Düz delikli seramik filtrelerle gri döküm malzemelerdeki curuf ve oksitleri yakalamak mümkündür. Şekil 2-14 Ancak, kaliteli ve seri talaşlı imalatı yapılacak parçalar için mutlaka seramik veya köpük fitrelerin kullanılması önerilir (Şekil 2 14). Sfero, Vermiküler, Alüminyum, çelik gibi metallerin içindeki curuf ve oksitleri, filtresiz bir yollukta yakalamak zor veya mümkün olmaz. 79
80 Bu metallerin kaliteli dökülebilmeleri için mutlaka basınçsız yolluk sistemiyle birlikte, 20 ppi, 30ppi, 40ppi gözenekli köpük filtre kullanılması önerilir. Gri dökme demirler, Sfero malzemeden daha iyi akışkanlık özelliğine sahiptir. Bu nedenle gri dökme demirler 20 ppi, 30ppi, 40ppi gözenekli köpük filtrelerle çok rahat dökülebilir (ppi = Pixels Per İnch = 1 inç kare alan içindeki gözenek miktarı). Seramik filtrelerin delikleri 1-5 mm çaplı düz deliklerden oluşur. Düz delikli filtrelerle ancak büyük boyutlu/kaba curuflar tutabilir. 80
81 Düz delikli seramik filtrelerle metalik olmayan, oksit ve magnezyum bileşikleri gibi yabancı maddelerin tutulması mümkün olmaz. Aşılama yapılan gri dökme demirlerin de, sfero gibi içindeki metalik olmayan parçacıkların artacağı dikkate alınmalı ve filtrenin 20 ppi değil, 10 ppi seçilmesi önerilir. Filtrelerin seçimi; Gri dökümler için kolon kesitinin en az iki katı, Sfero ve vermiküler dökümler için kolon kesitinin en az 3 5 katı büyük filtre seçilmesi önerilir. 81

82 Gri ve sfero dökümler için kullanılacak filtre özellikleri, brüt kalıp ağırlığına göre çizelgeden seçilebilir. 82
83 Köpük filtrelerin üstünlüğü; Bu filtreler özel yapısı gereği süngerimsi ve farklı boyutlarda düzensiz kafes şeklinde gözeneklidir. Küçük boyutlu ve erimiş haldeki curuf ve benzeri maddeler, köpük filtrenin gözenekleri tarafından tutularak kalıba geçişleri önlenir. Filtre önünde toplanan büyük boyutlu curuf kekleri, belli bir süre sonra metal geçişini engelleyerek kalıbın eksik kalmasına neden olabilir. Eksik döküm sakatını önlemek için; basınçlı yollukta memenin 2 katı, basınçsız yollukta kolonun 3 5 katı kadar büyük seçilmelidir. 83
84 Seçilen seramik ve köpük filtreler, yatay olarak kolon altına veya topuktan sonra dikey olarak yerleştirilebilir. Her iki yöntemle başarılı dökümler yapılsa da; topuk altına yatay Şekil 2-16 yerleştirilen filtreler, potadan akan metalin yüksek hızı ve basıncı nedeniyle yalnız büyük boyutlu curufları tutabilir. Ayrıca yatay yerleşen filtreler yüksek basınç nedeniyle kırıldıkları için tercih edilmemelidir (Şekil 2-16 a). 84
85 Köpük filtrelerde görülen tıkanma ve kırılma problemleri; Metalle birlikte kalıba giren veya akış esnasında oluşan, küçük orta boyutlu curuf vb. maddeler, seramik filtrenin deliklerinden geçebilir. Aynı boyuttaki yabancı maddeler, köpük filtrenin gözeneklerinden geçemez ve filtre önünde toplanır. Filtrenin görev yapmasını engelleyen bu maddelere dökümcülükte Filtre keki veya curuf keki adı verilir. 85
86 Filtrenin tıkanmaması için alınacak tedbirler; a. Kolonun altına en az 20 mm yüksekliğinde bir curuf tutucu oluşturulmalı (Şekil 2-17), b. Uygulamada kalıp dolmadan filtre tıkanması görülürse, bu kalıpların filtre kesitleri hiç tereddüt edilmeden büyütülmelidir. Şekil
87 8. Basınçlı yolluk sisteminde curufluk, görevi, çeşitleri ve tasarımı: a) Curufluk tasarımı ve yerleşimi Curufluk, filtreden geçen sıvı metali ayırım yüzeyinde ve yatay istikamette kalıba taşıyan kanallardır. Tüm yolluk sistemlerinin en önemli ve tasarımının titizlikle yapılması gereken kısmı, curufluktur. Curufluk kesitinin tasarımı seçimi - ölçüleri, kalıptaki yeri ve yerleşimi, döküm parçanın kalitesini ve verimliliğini doğrudan etkiler. 87
88 Curufluk dik kalıplama ve yatay kalıplama sisteminde, daima iki kalıbın birleşme yüzeyinde yer alır. Curufluk basınçlı yolluk sisteminde daima mala Şekil 2-18 yüzeyinin üst kalıp tarafında/üst derecede yer alır. Son memeyi geçen uç kısmı konikleştirilir (Şekil 2-18 a-c-d-e). 88
89 Şekil 2-18 b tipi curufluk, dökümhanelerde çok yaygın olarak kullanılan bir tasarımdır. Yaygın olarak kullanılması, bu tasarımın doğru olduğu anlamına gelmez. Bu şekle uygun bir curufluk, en tehlikeli tasarım olup, bilerek böyle bir curufluk yapılmamalıdır. Curufluğun son kısmı düz olursa; yüksek hızla gelen metal alttan yukarı yönde geri döner ve curufluk tam dolmadan içinde taşıdığı curuflarla birlikte, son memeden kalıba girmesi kolay olur (Şekil 2-18 b). 89
90 Curufluğun memeden sonra devam eden uzantısı, kullanılan son memenin genişlik ölçüsünde veya daha küçükse; böyle hallerde son memenin görevi, kalıba bol cüruflu metal taşımak olacaktır (Şekil 2-19). Meme genişlikleri eşit olursa, son memeden önceki memenin bulunduğu bölgede, (curufluğun içindeki yüksek hızdan dolayı) alçak basınç oluşur. 90
91 Oluşan alçak basınç nedeniyle, son memeden kalıba giren yoğun metalin bir kısmı ikinci memeden geri çıkmaya çalışır (Şekil 2-19). Bu esnada kalıp içinde istenmeyen yoğun türbülansa ve kimyasal etkileşimlere bağlı oksitlenmeler ve fayalitler meydana gelebilecektir. Sonuç olarak metal kalitesi iyi olsa bile, yolluk sistemindeki tasarım yanlışlıkları nedeniyle sakat parçalar dökülecektir. Şekil 2-20 de görüldüğü gibi, curufluk tasarımında yapılacak küçük değişiklikler, açıklanmaya çalışılan problemlerin tamamını önleyecektir. 91
92 Yapılacak değişiklik; Curufluğun son kısmını iki meme genişliği ölçüsü kadar uzatmak ve üst köşeyi meme hizasına kadar, şekildeki gibi açılı yapmak (Şekil 2-20 a-b), Curufluğun sonundaki açıyı, iki meme kalınlığı kadar yukarıdan başlatmak, Son meme genişliğini, diğer memelerden % 20 kadar dar yapmak ve % 20 lik farkı diğer memelere ilave etmek, Curufluk kesitini (a x 2a x 2a) ölçülerinde değil, (a x 2a x 4a) ölçülerinde yapmak (Şekil 2-20 c), 92
.")
93 Şekil 2-20 Curufluk, meme ve parça bağlantısını curufluğun altından değil, kesinlikle curufluğun yan yüzeyinden yapmak (Şekil 2-21 a-b). Şekil
.")
94 b) Curufluk kesiti, çeşitleri ve ölçülendirilmesi: Basınçlı sistemde; curufluk ve meme daima mala yüzeyinin üst kalıp/üst derece tarafında yer alır. Son memeye kadar düz ve son memeden sonra açılı olmalıdır. (Şekil 2-22). Şekil
95 Curufluklar çok farklı kesitlerde yapılabilir ve çoğu kez hesapsız/ölçüsüz kullanılır. Ancak metal akışının min. Re değerinde ve min. türbülansla akmasını sağlamak için, kenar ölçülerinin hesapla bulunması gerekir. Metalin aktığı curufluk kanalına ait Reynold değerinin, Re = ~ Aralığında olması hedeflenir. Bu değerleri yakalayabilmek için, curufluk kesitlerinin (Şekil 2-23 b c d) gibi yapılması tavsiye edilir. Dökme demirler için en ideal curufluk oranları; (2:1:3:2) veya (3:1:3:2) oranıdır. 1 kısma kesidir. 95
96 Curufluk kesitleri aşağıdaki gibi ölçülendirilir; 1.(a) tipi curufluklar, (a x a), seri üretimde hiç kullanılmaz. Şekil (b) tipi curufluklar, (a x 2a x 2a) ölçülerinde yapılır ve uygun olmamasına rağmen yaygın kullanılır. 3.(c) tipi curufluklar, (a x 2a x 4a) ölçülerinde yapılır ve az kullanılır. Metalin hızını düşürmek için curufluk kesitini büyütmek gerekir. 96
97 4.(d) tipi curufluklar, (a/2 x a x 3a) ölçülerinde yapılır. Türbülanssız akış için en ideal curufluk kesiti olmasına rağmen hiç kullanılmaz. c.curufluk kesitinin hesaplanması: Curufluk kesiti (F), tercih edilecek (a-b-c-d) curufluk tipine göre farklı ölçülendirilir. 1.a tipi curufluk seçilirse, a kenar ölçüsünü bulmak için; eşitliği kullanılır. Metal bu curufluktan aşırı türbülanslı akar. 97
98 2. b tipi curufluk seçilirse, a tepe ölçüsünü bulmak için; eşitliği kullanılır. Metal bu curufluktan türbülanslı akar. 3. c tipi curufluk seçilirse, a tepe ölçüsünü bulmak için; eşitliği kullanılır. Metal bu curufluktan çok az türbülanslı akar. 4. d tipi curufluk seçilirse, a tepe ölçüsünü bulmak için; eşitliği kullanılır. Metal bu curufluktan minimum türbülansla akar. c ve d tipi tercih edilirse diğer curuflukların Re sayısından % 30 kadar türbülans azalması olmaktadır. 98
99 c ve d tipi curuflukların üstünlüğü; a. Üst kısımları dar olduğu için metal içindeki curufları daha iyi tutabilir, b. Tabanı dar olduğu için model plakasında az yer işgal eder. c. Plaka kalıp verimi yüksek olur. d. Gri parçalar için uygulanan yolluk kesiti oranı küçük, sfero parçalar için daha büyük seçilmelidir. e. Bu nedenle bazı gri parçalar, % 98 kadar yüksek verimle dökülebilir. Sfero parçaların yolluk oranları büyük olduğu için, % kalıp verimi iyi kabul edilir. 99
100 G = Brüt kalıp ağırlığını= 100 kg, t= Kalıp dolum zamanını = 20 sn, Ç = Curufluk çevresini = cm 100
101 Ç =(a+2a+2a+2a) eşitliğinden, Ç=(0,58+1,16+1,16 + 1,16 ), Ç = 4,06 cm bulunur. Bu ölçülerde yapılan curufluğun Re değeri, (Re ) den büyük olduğu için, bu kanalın içinden geçen metal çok türbülanslı kabul edilir. 101
102 9.Basınçlı yolluk sisteminde meme, memenin görevi ve tasarımı: Memeler temiz metali min. türbülansla kalıp boşluğuna taşımalı, memenin modülü parça modülünden daima küçük olmalıdır. Meme modülü küçük olursa, parça ile birleşim yerinde görülen çekintileri önler. Bir memenin kalınlığı, parça kalınlığına göre ayarlanır. Memeler curufluğa dolan öncü kirli metalin, V = 1m/sn hızdan daha düşük bir hızla kalıba dolmasını sağlamalıdır. Memeden akan metalin hızı, ancak basınçsız yolluk sistemiyle sağlanır. 102
103 Metal kalıbı üst veya yan bölgesinden değil, tercihen alt bölgesinden doldurmalıdır. Geniş yüzeyli kalıplara az sayıda memeden akan metal, doğrusal olarak çok hızlı akar. Metalin geçtiği ve ısıttığı yüzeylerde ani sıcaklık değişimi nedeniyle kalıp genleşmesi meydana gelir. Kalıptaki genleşme sonucu dart problemleri olurken, metalin oksitlenmesi nedeniyle, düzgün olmayan yüzey ve yapıda bir döküm parça elde edilir. Böyle kalıplar, az sayıda meme yerine fazla sayıda meme ile doldurulmalı ve metal hızı yavaşlatılmalıdır. 103
104 Metal kalıba üstten girerse, meme oranı: 1 : 0,9 : 0,8 Metal kalıba alttan girerse, meme oranı: 1 : 1,1 : 1,2 seçilmelidir. Meme oranı; Hızlı döküm için, 1:2:4 Orta döküm için, 1:0,9 : 0,8 Yavaş döküm için,1:0,7:0,5 seçilmelidir. Basınçsız yolluk sistemi için önerilen oran; Kolon Curufluk Meme Şekil
105 Gri parçalar için tercih edilen meme kalınlığı; Dökülecek parçanın ortalama et kalınlığının yarısı veya parçanın en ince et kalınlığı kadar alınmalıdır. En ideal meme kesiti, (a x 4a) veya (a x 6a) oranıdır (Şekil 2-25). Meme kalınlığı 5 mm den ince yapılırsa, üst yüzeyde çok gaz çıkar. Çok temiz metalle dökülmesi istenen (motor volanı, fren diski, silindir gömleği, motor bloğu vb.) parçaların dökümü için seçilecek meme genişliği, kalınlığın 10 katı kadar olabilir. 105
106 Kalın meme uygulaması, parça üst yüzeylerinde görülen gaz problemlerinin çözümü için faydalıdır. Memenin kalın olması, havşa ve yolluk basıncının daha uzun süre devam etmesini ve gazın kalıp dışına çıkmasını sağlar. Kalıpta şiş uygulamasının istenmemesi halinde kalın meme uygulanması önerilir. Doğrudan besleyiciye giren memelerin kalınlığı ise, besleyici etkinliğinin yüksek olması için 4 6 mm den kalın olmaması önerilir (Şekil 2-24). 106
107 Meme kesitleri ince olursa; Metal hızı yüksek olur, akış türbülanslı olur, kalıp ve maça erozyonu artar, kalıp dolum zamanı uzar. İnce meme gri parçalarda gaz sebebi iken, sfero parçalarda, gaz ve meme ağızlarında çekintiye sebep olur. Ama metal debisi düşük olduğu için kalıp açması, metal kaçırması, kalıp patlaması olmaz. Yolluk ağırlığı az, kalıp verimi yüksek çıkar. 107
108 Meme kesitleri kalın olursa; Metal hızı yavaş, metal türbülanssız, kalıp ve maça erozyonu azalır, kalıp dolum zamanı kısalır. Metal akışı sakindir. Yüksek metal debisi nedeniyle kalıp açması, metal kaçırması, kalıp patlaması çok olur. Yolluk ağırlığı artar, kalıp verimi azalır. 108
109 10. Basınçlı yolluk sisteminde memedeki metal hızının hesaplanması: Basınçlı yolluk sistemi uygulandığında, sıvı mealin kalıba akışını ve kalıp dolum zamanını meme kesitleri ayarlar. Meme hızını bulmak için süreklilik kuramı gereği; V kolon x F kolon = V meme x F meme eşitliği kullanılır. V = 1,98 m/sn, Fk = 12,56 cm2, Fm = 12,56 x 4 kat cm, V m =? 1,98 x 12,56 = V meme x (12,56 x 4) = 24,86 = V meme x 50,24 V meme = 24,86 : 50,24, V meme = 0,49 m/sn bulunur 109
110 Örnek; H = 200 mm,, V kolon (1) = 1,98 m/sn (1) Kolon = 1, Curufluk = 1, Meme = 0,75 seçilirse; Vc(1) = 1,98 : 1 = 1,98 m/sn (2) Vm(0,75) = 1,98 : 0,75 = 2,64 m/sn hıza erişir. (3) m (üst) = 0,60 0,80 m (orta)= 0,40 0,50 m (Alt) = 0,25 0,35 Vm = m x Vm =0,45x2,64 Vm = 1,19 m/sn (4) Şekil
111 11. Basınçlı yolluk sisteminde curufluk meme iş bağlantısı kuralları: Basınçlı yolluk sisteminde hem curufluk, hem de memeler üst derecede yer alır (Şekil 2-27). Curufluk ve meme uygun bağlanmalıdır. Şekil
112 2.3. BASINÇLI YOLLUK SİSTEMİNDE YOLLUK HESABI 1.Basınçlı yolluk sisteminde, toplam meme kesitinin hesaplanması: Basınçlı yolluk sisteminin tasarımı Şekil 2-28 gibi uygulanır. Yoluk hesabını yapabilmek için; Dökülecek parçanın malzemesi, Parçanın ağırlığı, Kalıbın yatay veya dikey olması, Kalıp içindeki figür adedi, Yavaş veya hızlı dökülmesi gibi ön bilgilere göre yolluk oranı kararlaştırılır. 112

113 Ö Şekil
114 Yolluk sistemi hesabında genel olarak aşağıdaki eşitlikler kullanılır: 1.Eşitlik: eşitliği kullanılır. Bu eşitlik kullanılacağı zaman ilk önce, parçanın kalıp içindeki yerleşimine göre Hm etkili yolluk yüksekliği bulunur. Bulunan yükseklik ve diğer verilenler, ilgili eşitlikte yerlerine konularak toplam meme kesiti hesaplanır. 2.Eşitlik: Bu eşitlik kullanılacağı zaman ilk önce, V metal hızı bulunur. Bulunan değer ve diğer verilenler, ilgili eşitlikte yerlerine konularak toplam meme kesiti hesaplanır. 114

115 Örnek: 1. Eşitliğine göre m eşitliğine göre meme hesabı: 115
116 Hm = 4 cm, 2) m = 0,45 ise, F = 6,2 cm2 bulunur. 4) Meme kesiti=a x (4 10)a seçilebilir. = ax4a seçelim. 620 = a x 4a = a = 12,44mm, 620 : 12,44 = 49,8 mm meme genişliği, 12,44 x 49,8 = 1 meme için, 6,22 x 49,8 = 2 meme için alınır. 116
117 Örnek: 2 1) Eşitliğine göre meme hesabı; Verilenler; H = 20 cm, g = 9,81, δ = 0,0072 gr/cm3 2) V = 0,89 m/sn bulunur. 3) Fm = 5,57 cm2 bulunur. 117
118 2. Basınçlı yolluk sisteminde, curufluk kesitinin hesaplanması: 1)Önceki hesaplamada buluna F = 620 mm2, 1:1:0,75 meme kesiti, yolluk oranındaki 0,75 karşılığıdır. 2)Curufluk kesitinin bulunması için, aşağıdaki orantı kurulur; 0,75 oranının karşılığı 620 mm ise, 1.0 oranının karşılığı X mm olacaktır? = Bu orantıdan, 3) Fc = (6,20 x 1): 0,75 eşitliği ile, Fc = 826mm2 bulunur. 118

119 3. Yolluk sisteminde, curufluk kenar ölçülerinin hesaplanması: Verilen ; Fc = 826 mm2 a = 16,5 mm, 2a = 2x16,5 = 33 mm bulunur. Bu curufluğun Re değeri? 119
120 4. Basınçlı yolluk sisteminde kolon çeşidi ve kolon kesitinin hesaplanması: 1) Kolon oranı = 1,0 idi. Karşılığı, 620 : 0,75 = 826 mm dir. Kolon kesiti, Fk = 826 mm 2 bulunur. 2) Fk = = 826 eşitliğinden, Kolon yarıçapı d = 16,2 mm, 3) D = d x 2 = 16,2 x 2 = 32,4 mm, D = 32,4 mm2 bulunur. 120
 Metal kalıba yan yüzeyden girerse (Şekil 2-31) prensibine uyulur.")
121 5.Basınçlı yolluk sisteminde etkili yolluk yüksekliğinin çeşitleri, seçimi ve hesabı: Hm = Etkili yolluk yüksekliği, metalin girişine göre cm olarak ilgili eşitlikler kullanılarak bulunur. 1) Metal kalıba yan yüzeyden girerse (Şekil 2-31) prensibine uyulur. Şekil
 prensibine uyulur.")
122 2) Metal kalıba üst yüzeyden girerse (Şekil 2-32) prensibine uyulur. Şekil
 prensibine uyulur.")
123 3) Metal kalıba alt yüzeyden girerse (Şekil2-33) prensibine uyulur. Şekil
124 BÖLÜM YATAY KALIPLARDA BASINÇSIZ YOLLUK SİSTEMİ Genel tanımlar; Kalıba akan sıvı metalin; a.kolonun en dar kesitiyle, b.filtreyle curufluk arasında oluşturulan kısma/choke bölgesiyle veya, c.hem kolonun dar kesiti, hem de (filtreyle curufluk arasındaki) kısma kesitiyle birlikte/ortaklaşa kontrol edildiği yolluk sistemidir. 124
125 Basınçsız yolluk sisteminin en temel özelliği; Basınçlı sistemde kontrol edilemeyen (V) metal hızı ile (Q) metal debisi, her an kontrol edilebilir. Potadan fazla metal dökülse bile, açıklanan dar kesitler fazla metal geçişine izin vermez. Fazla metal kalıba geçemediği için, metalin fazlası havşadan dışarı taşar. Dolayısıyla metal, dar kesitin izin verdiği kadar akar ve o kesitler tarafından daima kontrol altında tutulur. 125
126 Kolon kontrollü ve laminer akan metalde aşırı türbülans olmaz. Curufluk kesiti kolon kesitinden daima seçilen oran kadar büyük, meme kesiti de seçilen oran kadar curufluk kesitinden büyük olur. Kolon ve havşa çok kısa zamanda, yolluk kanallarının tamamı ise yaklaşık olarak 1-3 sn. içinde dolar. Memeler üst derecede olduğu için, bu kanallar tamamen dolmadan memelerden kalıba metal akışı başlamaz. 126
127 Basınçsız sistemde metal kolondaki dar kesitten, daha büyük kesitteki curufluğa geçince, hızı azalır ve kalıbı oldukça sakin/laminer doldurur. Kesikli döküm olmazsa, bu sistemde havşa sürekli dolu tutulur ve dökümün sonuna kadar metalin türbülânsı minimum seviyede kalır. Potacı dikkat etmez ve havşayı sürekli dolu tutamazsa; kesikli döküm sonucu curufluğa çok miktarda curuf geçer ve bu curuflar kalıba kadar gider. Bu nedenle, (basınçlı sistemde görülmeyen) partisel yüksek sakatlarla karşılaşılabilir. 127
128 Sıvı metalin türbülânssız ve laminer akması sayesinde kalıp boşluğu içinde; Radyasyon (sıvı metalin kalıp boşluğu içinde oluşturduğu ısı yayılımı), Konveksiyon (kalıbın metalden ve sıcak gazlardan emdiği ısı) ve, Kondüksiyon (Kum taneleri arsındaki ısı iletimi) etkileşimi az görülür. Sakin akan metal, kalıp içinde aşırı karşı basınç da oluşturmaz. Kalıpta yeteri kadar gaz şişi olmasa bile; kalıp kumunun gaz geçirgenliği, gaz ve kalıp havasının atılmasına yeterli olabilir. 128
129 1.Basınçsız yolluk sisteminin avantajları: Sfero, Vermiküler, Çelik ve Alüminyum gibi türbülansa çok duyarlı olan malzemelerin dökümünde iyi sonuçlar verir. Basınçlı yolluktaki gibi kalıp - metal yüzeyindeki film tabakası kırılmaz, yüzeylerde demir silikatlar oluşmaz ve yüzeyler temiz çıkar. Havşa ve kolon dolu tutulduğu müddetçe, hava emişi olmaz ve metal kalıp içinde oksitlenmez. Yüzeylerde demir oksit, demir silikat vb. oluşmayacağı için, talaşlı imalatta kesici uçlar aşınmaz, kırılmaz ve seramik uçlarla yüzeylerde istenen hassasiyetler sağlanabilir. 129
130 Köpük filtre kullanılması hâlinde, filtre kırılması olmaz. Kalıba akan metal yolluk sistemi içinde kontrol edilebilir. Exotermik besleyici kullanılması hâlinde, çekintiyi önlemek için ince meme girişi yeterlidir Dik kalıplama (Disa) sisteminde, daha iyi sonuçlar alınır. Dökülen parça yüzeyleri çok temiz çıkar. Bu sayede parçalar, kumlama makinesinden daha hızlı çıkarılır. 130
131 2.Basınçsız yolluk sisteminin dezavantajları: Yolluk ölçüleri büyük olduğu için, kalıp verimi düşük olur. Ortalama % 60 verim iyi sayılır. Doğrudan işe giren memeler genellikle kalın olduğu, için kolay kırılmaz, kesme ve taşlama işçiliği fazla olur. Dökücüler denetimsiz, kontrolsüz veya dikkatsiz döküm yapıyor ve havşayı sürekli dolu tutamıyorsa; parçalarda curuf sakatı çok çıkar. 131
132 Hatalı döküm önlenemezse veya sık sık partisel sakat veriliyorsa, o dökümhanede basınçsız yolluk sisteminin kullanılması önerilmez. Bir kalıp içinde, farklı parçalar dökülemez. Aynı parçadan birden fazla varsa, problemsiz dökülebilir. 132
133 3.Basınçsız yolluk sistemini seçme kriterleri: Gri dökme demirler, hem basınçlı hem de basınçsız yolluk sistemiyle dökülebilirler. Özellikle; Sfero, Vermiküler dökme demirler, Alüminyum ve dökme Çelikler de bu yöntemle dökülürler. Hangi malzemeden dökülürse dökülsün, talaşlı imalatta kesici takımların uzun ömürlü olması istendiğinde, özellikle seramik uçla imalat yapılıyorsa; mutlaka basınçsız yolluk tercih edilmelidir. 133
134 İşleme sonrası çıkan yüzey altı gaz, karınca vb. sakatların az olması istendiğinde, meme kesiti kalın olmalı, gerektiğinde memeler kırılarak değil, parçadan kesilerek ayrılmalıdır. Dikey kalıplama yönteminde, plakada yatay yolluk dolaşıyorsa, Plakada çoklu model, birden fazla veya dolaşan yatay yolluk ve çok sayıda meme varsa, Kalın kesitli ve sedex/köpük filtre kullanılan işlerin dökümünde, 134
135 4.Basınçsız yolluk sistemi için önerilen yolluk oranları: Gri, Sfero ve Vermiküler dökme demir malzemeler için önerilen yolluk oranları çizelgedeki gibidir. AFS tarafından, Çelik ve Alûminyum için; 1 : 4 : 4 oranları önerilmektedir. 135
136 5.Basınçsız yolluk sisteminde metalin akış davranışı: Basınçsız yolluk sisteminde kesitler, havşadan memelere doğru gittikçe büyür. Hesapla bulunacak en küçük kesit, kolonun en dar yeri (veya kısma bölgesinin kesiti), en büyük kesit ise meme kesitidir. Basınçlı yolluk sistemi içinde akan metalin (V) hızı, havşadan memeye doğru artarken; basınçsız yolluk sistemi içinde akan metalin (V) hızı memeye doğru azalır. En yavaş metal, en büyük kesite sahip olan memelerden kalıba akar. 136
137 Metalin kalıba akışı; 1. S a f h a: Potadan akmaya başlayan metalin, havşa dolana kadar geçen zamandır. Havşanın dolum zamanı, basınçlı yolluk sisteminin dolum zamanından daha kısadır ve havşa, içinde curuf barındırmaz. Basınçsız sistemde dar kesit havşaya çok yakın olduğu için, havşa hem kısa zamanda dolar, hem de bu bölgede curuf tutunamaz, havşa yüzeyine yüzerek çıkar (Şekil 3-1). 137
138 2. S a f h a: Havşa dolduktan sonra kolon tabanındaki dar kesit, artık metal akışını kontrol etmeye başlar ve fazla metalin geçişine izin vermez. Şekil 3-1 Aynı debi ile akan metal, genişleyen kesitler içinde ilerledikçe hızını azaltır. Hızı azaldıkça metalin akışı yavaşlar, durgunlaşır. 138
139 3. S a f h a: Havşadan itibaren tüm yolluk kanalını geçerek memelerden kalıp boşluğuna akış safhasıdır. Memeler (a x a) olabildiği gibi, (a x 2a 10a) kadar da alınabilir. Basınçsız yolluk sistemini, basınçlı yolluk sistemden ayıran diğer bir önemli özellik; memelerin üst derecede, curufluğun alt derecede yer almasıdır. Memelerin curufluğa üstten binme miktarı, meme kalınlığının en fazla 1,5 katı kadar alınmalıdır. Memenin curufluğa fazla binmesi çok risklidir ve curuf geçişini kolaylaştırır (Şekil 3-2 a, b). 139
140 (Şekil 3-2 a b) deki curufluk - iş ve curufluk besleyici bağlantısı doğru değildir. Şekil 3-2 Açıklanan kurallara uymadığı için, bu meme bağlantısı ile dökülen parçadaki curuf problemi önlenemez. 140


141 Bu yolluk sisteminde, kolon curufluk ve Meme - curufluk bağlantısı hatalıdır. Şekil 3-3/1 Bu yolluk sisteminde, Kolon curufluk- iş ve curufluk - Meme besleyici bağlantısı hatalıdır. Şekil 3-3/2 141
142 3.1. BASINÇSIZ YOLLUK SİSTEMİNİN KISIMLARI ve T TASARIMI: El ve makine kalıpçılığında kullanılan standart basınçsız yolluk sistemleri ve kısımları Şekil 3-4 de görülmektedir. Şekil
143 Standart bir basınçsız yolluk sisteminin kısımları; 1.Havşa, 2.Kolon, 3.Topuk ve curuf tutucu, 4.Filtre, 5.Curufluk, 6.Memeler. Basınçsız yolluk sisteminde kullanılan havşa, kolon, topuk ve filtre sisteminin tasarımı ve yerleşimi, basınçlı sisteme benzerdir. En önemli fark; a. Curufluk yerleşimi alt derece tarafında olması, b. Curufluk şeklinin sona doğru konik veya basamaklı olması, c. Memenin curufluğa yandan değil, üstten ve kendi kalınlığı kadar binmesidir. 143
144 1.Basınçsız yolluk isteminde curufluk, görevi, çeşitleri ve tasarımı: Basınçsız yolluk sisteminde curufluklar kesinlikle alt derecede yer alır ve baştan sona kadar kesinlikle düz yapılmaz. Düz yapılırsa, son memeden daha fazla metal akmaya başlar. İlk memenin karşısında alçak basınç oluşur ve son memeden kalıba giren metal, ilk memeden curufluğa geri dönüş yapar (Şekil 3-5/1-2). Curuflukta sakin akması gereken metal, bu sebeple türbülanslı hale gelir. 144
145 Curufluk basamaklı veya sona doğru açılı yapılırsa, türbülans problemi önlenir (Şekil 3-4). Basamaklı/kademeli curufluk yapılırken, her basamak bir meme kesiti kadar küçültülerek ayarlanır. Bu tasarımla kalıba her memeden eşit miktarda metal akışı sağlanır. Gri dökümlerde curufluğun bitimiyle meme arasındaki mesafe kısa/az olabilir. Sfero ve Vermiküler dökümlerde bu mesafe, meme genişliğinin iki katından daha kısa yapılmamalıdır (Şekil 3-4). 145
146 Curufluk düz yapılırsa, memelerden eşit miktarda metal akışı olmaz. Şekil 3-5/1 146

147 Şekil 3-5/2 147
148 Basınçsız sistemde kısma bölgesinden sonra başlayan curufluğun kesiti, kısma kesitinin en az 4 katı kadar büyük yapılır. Curufluğun bitimi açılı ve açının başladığı noktanın yüksekliği, meme yüksekliğinin iki katı kadar olabilir. 2. Basınçsız yolluk isteminde meme, memenin görevi ve tasarımı: Basınçsız yolluk sisteminde uygulanan memelerin kalınlıkları, basınçlı sistemin memelerinden genellikle daha kalın yapılır. Memelerin curufluğa binme/temas ölçüsü, meme kalınlığının 1,5 2 katı kadar olmalıdır (Şekil 3-7 a-b). 148
149 3. Basınçsız yolluk sisteminde curufluk meme iş bağlantısı kuralları: Basınçsız yolluk sisteminde curufluk daima alt derecede, memeler ise üst derecede yer alır. Meme alt derecede olursa; curufluk kanalı tam dolmadan kalıba metal girişi başlar (Şekil 3-6 a-b-c). Şekil
150 Memeler üst derecede olmasına rağmen, curufluğa bağlantısı kurala uygun olmazsa, gene beklenen sonucu vermez. Şekil 3-7 Curuf, oksit vb. metalik olmayan yabancı maddelerin kalıba girmemesi için, curufluğun alttan yukarı doğru tamamen dolması, daha sonra üstteki memelerden metal akışının başlaması gerekir. 150
151 3.2. BASINÇSIZ YOLLUK SİSTEMİNDE YOLLUK HESABI: 1. Basınçsız yolluk sisteminde, kolon kesitinin hesaplanması: Verilenler: Üst derece yüksekliği, H = 350 mm, Metal alttan giriyor, C = 130mm, G = 100 kg t = 20 sn., d = 7,2 g/cm 3 m = 0,40 151
152 Yolluk oranı: 1:2:4 152
153 2. Basınçsız yolluk sisteminde curufluk çeşitleri ve kenar ölçülerinin hesaplanması: Kolon oranı 1 in karşılığı = 736 mm 2 ise, Curufluk oranı 2 nin karşılığı = 2 x 736 = 1472 mm 2 Curufluk kesiti = 1472 mm 2 a) Curufluk kenar ölçülerinin hesabı 3. Basınçsız yolluk sisteminde toplam meme kesitinin hesaplanması: Meme oranı 4 ün karşılığı = 4 x 736 = 2944 mm 2 Meme kesiti = 2944 mm 2 KUM DÖKÜM YOLLUK SİSTEMLERİ Demircioğlu Nihat 153
154 BÖLÜM EXOTERMİK GÖMLEKLİ (Kalpur lu) YOLLUK SİSTEMİ Özellikle yatay hatlarda kalıpların üstten doldurulması istendiğinde bu yöntem uygulanır. Havşa, düşey yolluk ve besleyicinin birleşik olması, kalıp verimini ve beslenme etkinliğini çok yükseltir. Besleyici olarak Filtreli exotermik gömlek (Kalpur) uygulaması, gri ve sfero parçaların üstten dökülmesi için ideal bir yöntemdir. 154
. Besleyici gömlek doğrudan kolonun altında olduğu için, genellikle parçadan sonra katılaşır ve en etkili besleme yöntemidir.")
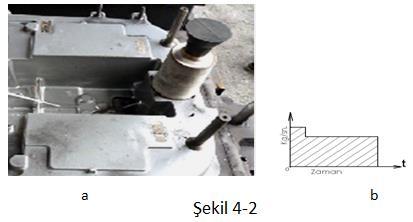
155 Her parçanın üstten dökülmesi mümkün olmaz. Üstten dökülmeye müsait, beslenme ihtiyacı olan, et kalınlığı fazla ağır parçaları, yüksek kalıp verimiyle doğrudan beslemek için bu yöntem tercih edilir.(şekil 4-1). Besleyici gömlek doğrudan kolonun altında olduğu için, genellikle parçadan sonra katılaşır ve en etkili besleme yöntemidir. Derece yüksekliği izin verirse, havşa ile besleyici arasına kısa bir kolon ilavesi, metal Şekil 4-1 kontrolünü kolaylaştırır. 155
156 Bu yöntemde metal akış hızı, kolonun veya havşanın tabanında kontrol edilir. Akan metalin türbülanslı akma eğilimi fazladır. Ancak metalin sürtünmesi (m = 0,8 0,95) yok sayılabilecek kadar azdır. Kalıp yüksekliği az olan işlerde, metalin düşme yüksekliği de az olacağı için, çok daha iyi sonuçlar alınır. Kalıp yüksekliği fazla olan işlerde, bu yöntemin çok riskli olacağı konusunda tüm dökümcüler ortak görüşe sahip olsalar da; bu risk kullanılacak havşaya bağlı olarak artar veya azalır. 156
157 Erozyonu azaltmak için 3.tip havşa tasarımı uygulanırsa, bu havşadan akacak metalin Re değeri kadar olacaktır. Basınçlı yolluklardaki Re değeri den daha yüksek çıktığı düşünülürse; bu havşanın çok tehlikeli olmadığı anlaşılır. 3. Tip havşa uygulaması ile her zaman çok başarılı ve çok yüksek (% 95-98) verimli parçalar üretilebilir. (Şekil 4-2 a ve 4-3 c -d). 157
158 158

159 Şekil
160 Üstten dökümde yolluk hesabı için kurallar: Yolluk hesabı yapılırken, türbülansın az olması için uygulanacak havşanın 3. veya 4. Tip olmasına dikkat edilmelidir. Havşa altına kolon eklenecekse, kolon açılı yapılmalıdır. Kalıbın üstten doldurulması uygulamasında, m sürtünme değeri 1 e çok yakın olup, metal kalıba çok rahat dolar. Dökümün başladığı andan, bittiği ana kadar metal yürümesinde hiç yavaşlama olmaz (Şekil 4- b). Çünkü metalin sürtünmesi yok sayılabilecek kadar azdır. Bu nedenle en düşük metal sıcaklığında rahatlıkla döküm yapılabilir. 160
161 Üstten döküm uygulamasında, exotermik gömlek içinde kesinlikle köpük filtre kullanılması gerekir. Filtre kullanılmaz ise; havşadan gelen curufların kalıba girmesi önlenemez. Filtre, tercihe göre gömleğin üstünde veya tabanında olabilir. t döküm zamanı mümkün olan en uzun zaman olarak seçilmeli, Sürtünme katsayısı, m = 0,8 alınmalı, Döküm sıcaklığı en düşük ( seçilmeli, F filtre kesiti ( 3 5 ) x F kolon olarak seçilmeli. Bu kurala uyulursa, tahmin edilenin ötesinde iyi sonuçlar alınır. 161
162 BÖLÜM 5 5. DİKEY KALIPLARDA METALİN DÖKÜLMESİ Kalıp ayırım yüzeyi, yatay düzleme dik (90 o ) ise; bu tip kalıplara dikey kalıp adı verilir. 1. Dikey kalıplarda yolluk sistemi ve tasarımı: Kalıp verimi yüksek parçaların üretilebilmesi, yolluk sisteminin doğru hesaplanması ve sıvı metalin kalıp boşluğunu sakin ve homojen doldurmasıyla mümkün olur. 162

163 Dikey kalıplarda düşey yollukların metalin doğal akışına uygun olarak, yukarıdan aşağı yönde konik yapılması çok kolaydır. Şekil
164 Konik düşey yolluk kısa zamanda dolar ve yatay sistemdeki gibi hava emişi yapmaz. Hava emişi olmadığı için de metal türbülans yapmadan kalıba akar. Dik kalıplarda düşey yolluk ile memelerin aynı kalıpta yer alması sakıncalıdır. Sağlam parça dökebilmek için düşey yolluk bir kalıp yüzeyinde, curufluk ve memelerin karşı kalıp yüzeyinde olması gerekir. 164
.")
165 Düşey yolluğun en alttaki kısmının kesit alanı, toplam meme kesit alanının 1,2 katını geçmemelidir. Bu oran sağlanırsa, önce düşey ve yatay yolluklar dolar, daha sonrada kalıp olmaya başlar (Şekil 5-2). Şekil
166 2. Dikey kalıpların döküm kuralı: Dikey bir kalıp içinde birden fazla kalıp boşluğu varsa; alt, orta ve üst sıradaki kalıp boşluklarının hepsi aynı zaman diliminde dolmalıdır. Şayet kalıp boşlukları aynı anda dolmazsa, kalıbın üst bölgesindeki kalıp boşluklarından çıkan parçaların sakat/fire oranı çok olur. Şekil 5-3 a; curufluk aşağı yönde daraldığı için metalin doğal akışına uygun ideal bir yolluk tasarımıdır. 166

167 Aşağı yönde düz veya koniksiz bir düşey yolluk içinde, metalin doğal akışına uygun olmayan bir akış olur (Şekil 5-3 b). Şekil 5-3 Düşey yolluğun alt bölümünde, metalin kesiti ile yolluğun kesiti arasında kalan boşluktaki hava ve kalıp gazları, metal tarafından emilerek alt kalıba sürüklenir. 167
168 Ayrıca düz düşey yolluk ve en üstteki havşa tamamen dolmadığı için, önce en alt kalıp daha sonra üstteki kalıplar dolar. Şekil 5-3 c; curufluk aşağı yönde daraldığı ve farklı H 1, H 2, H 3 yüksekliklerine göre farklı meme kesiti olduğu için; önce yolluk sistemi sonra, memelerin hepsinden aynı anda kalıplara metal akışı başlar ve kalıpların hepsi aynı anda dolar. 168
 küçülür ve hız artar.")
169 3. Döküm hızı ve debinin hesaplanması; Havşanın yüksekliği arttıkça, birim zamanda kalıba akacak metal miktarını belirleyen meme kesiti (F) küçülür ve hız artar. (H) Ferrostatik yüksekliğe göre, (V) metal akış hızlarındaki artışlar: 169
170 4. Dikey kalıplarda Hm yüksekliklerinin bulunması: H yükseklikleri, memelerin orta ekseni ile döküm havşasının üst yüzeyi arasındaki yüksekliktir. H1,H2,H3...Hn olarak tanımlanır. Şekil 5-4 Hm değeri, kalıbın doluş şekline göre ilgili eşitlikle bulunur. 170
171 5.Dikey kalıplarda metal hızı: V metal hızı toriçelli eşitliği ile bulunur. G = 9,81 cm/sn 2, H = Metalin düşme yüksekliği, m = Sürtünme kayıp katsayısı, 6. Dikey kalıplarda sürtünme: Metalin akış hızı (V) metalin ideal şartlardaki sürtünmesiz, herhangi bir engelle karşılaşmadan aktığı hızıdır. Pratikte ise metal hem yolluk sisteminden geçerken, hem de kalıbın içini doldururken farklı engellerle karşılaşır ve akış hızında yavaşlamalar olur. 171
172 Metalin ideal akış hızı, eşitliğine uyar. Şayet akış esnasında metal enerji kaybederek akışkanlığı azalıyorsa akış hızı, eşitliğine uyar. Şekil
173 Sürtünmeyi etkileyen sebepler; Curufluk kesiti, Memelerin ince olması, Yolluk sisteminin uzun olması, Kalıbın üst kısmında gaz firar şiş deliklerinin olmaması, Şiş varsa küçük veya yetersiz olması, Metalin kalıba alttan girmesi, sürtünmeyi arttıran etkenlerdir (Şekil 5-5). 173
174 BÖLÜM DİKEY KALIPLARDA BASINÇLI ve BASINÇSIZ YOLLUK HESABI Basınçlı yolluk sistemi, metal akışının doğrudan kalıba girişi esnasında kontrol edildiği sistemdir. Yolluk hesabı ve tasarımı için kurallar: Kum paketi içinde birden fazla kalıp varsa ve bu kalıpların dolma zamanı farklı olursa, metal akışına bağlı gaz hatalarının oluşması önlenemez (Şekil 6-1). Kalıbın alt ve üst yarısındaki parçaların döküm hızı aynı olmalıdır. Yüksek döküm hızı, daima kalıbın alt bölgesinde oluşan döküm hatalarının ana nedenidir. 174

175 Şekil
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Şekil Yolluk sistemi hesaplamasında 1. örnekte kullanılan konsol parça
 3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
SEDEX* SEDEX* SERAMİK KÖPÜK DÖKÜMHANE FİLTRESİ. Maksimum filtrasyon verimi. Düzgün dolum. Hurda oranında azalma. İşlenebilirlikte artış.
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLER OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR SEDEX* SEDEX* SERAMİK KÖPÜK DÖKÜMHANE FİLTRESİ Maksimum filtrasyon verimi Düzgün dolum
BOYA FİLTRASYON BESLEYİCİ SİSTEMLER OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR SEDEX* SEDEX* SERAMİK KÖPÜK DÖKÜMHANE FİLTRESİ Maksimum filtrasyon verimi Düzgün dolum
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
HAVALANDIRMA DAĞITICI VE TOPLAYICI KANALLARIN HESAPLANMASI
 1.1.1. Temel Bilgiler a) Statik Basınç: Statik basınç, sıkıştırılmış havanın 1 m³ ünün serbest kalması halinde meydana çıkacak potansiyel enerjiyi gösterir. Ayrıca vantilatörlerde güç tecrübeleri kaidelerine
1.1.1. Temel Bilgiler a) Statik Basınç: Statik basınç, sıkıştırılmış havanın 1 m³ ünün serbest kalması halinde meydana çıkacak potansiyel enerjiyi gösterir. Ayrıca vantilatörlerde güç tecrübeleri kaidelerine
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
MAÇALAR ve MAÇA BAŞLARI (Kısım I)
") ^ MAÇALAR ve MAÇA BAŞLARI (Kısım I) DOKUM TEKNIKLERI SERİSİ: 07 KAOS HAZİRAN 98 SIRA NO: 61 GİRİŞ Dökülmek suretiyle elde edilen parçaların iç boşlukları doğrudan doğruya (çoğu kez) kalıplama ile meydana
^ MAÇALAR ve MAÇA BAŞLARI (Kısım I) DOKUM TEKNIKLERI SERİSİ: 07 KAOS HAZİRAN 98 SIRA NO: 61 GİRİŞ Dökülmek suretiyle elde edilen parçaların iç boşlukları doğrudan doğruya (çoğu kez) kalıplama ile meydana
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET
 ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
ÖĞRENME ALANI : FİZİKSEL OLAYLAR ÜNİTE 2 : KUVVET VE HAREKET A BASINÇ VE BASINÇ BİRİMLERİ (5 SAAT) Madde ve Özellikleri 2 Kütle 3 Eylemsizlik 4 Tanecikli Yapı 5 Hacim 6 Öz Kütle (Yoğunluk) 7 Ağırlık 8
AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ
 AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Yoğunluğu 850 kg/m 3 ve kinematik viskozitesi 0.00062 m 2 /s olan yağ, çapı 5 mm ve uzunluğu 40
AKM 205 BÖLÜM 8 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Yoğunluğu 850 kg/m 3 ve kinematik viskozitesi 0.00062 m 2 /s olan yağ, çapı 5 mm ve uzunluğu 40
YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1. Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Yolluk Nedir? Gerekli hızda sıcaklık kaybı olmadan, Kalıp ve maça erozyonu
YOLLUK TASARIMI DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 1 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Yolluk Nedir? Gerekli hızda sıcaklık kaybı olmadan, Kalıp ve maça erozyonu
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
KAYMALI YATAKLAR I: Eksenel Yataklar
 KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
KAYMALI YATAKLAR I: Eksenel Yataklar Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Eksenel yataklama türleri Yatak malzemeleri Hidrodinamik
7. BÖLÜMLE İLGİLİ ÖRNEK SORULAR
 7. BÖLÜMLE İLGİLİ ÖRNEK SORULAR 1) Denver, Colorao da (rakım 1610 m) yerel atmosfer basıncı 8.4 kpa dır. Bu basınçta ve 0 o C sıcaklıktaki hava, 120 o C sıcaklıkta ve 2.5m 8m boyutlarında düz bir plaka
7. BÖLÜMLE İLGİLİ ÖRNEK SORULAR 1) Denver, Colorao da (rakım 1610 m) yerel atmosfer basıncı 8.4 kpa dır. Bu basınçta ve 0 o C sıcaklıktaki hava, 120 o C sıcaklıkta ve 2.5m 8m boyutlarında düz bir plaka
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: SORULAR-CEVAPLAR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: 1- (24 Puan) Şekildeki 5.08 cm çaplı 38.1 m uzunluğunda, 15.24 cm çaplı 22.86 m uzunluğunda ve 7.62 cm çaplı
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ II FİNAL SINAVI 22.05.2015 Numara: Adı Soyadı: 1- (24 Puan) Şekildeki 5.08 cm çaplı 38.1 m uzunluğunda, 15.24 cm çaplı 22.86 m uzunluğunda ve 7.62 cm çaplı
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
ITP13103 Yapı Malzemeleri
 ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ
 1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç. Kaldırma Kuvveti
 ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç Kaldırma Kuvveti - Dünya, üzerinde bulunan bütün cisimlere kendi merkezine doğru çekim kuvveti uygular. Bu kuvvete yer çekimi kuvveti
ÖĞRENME ALANI: Kuvvet ve Hareket 2.ÜNİTE: Kaldırma Kuvveti ve Basınç Kaldırma Kuvveti - Dünya, üzerinde bulunan bütün cisimlere kendi merkezine doğru çekim kuvveti uygular. Bu kuvvete yer çekimi kuvveti
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
Orifis, Nozul ve Venturi Tip Akışölçerler
 Orifis, Nozul ve Venturi Tip Akışölçerler Bu tür akışölçerlerde, akışta kısıtlama yapılarak yaratılan basınç farkı (fark basınç), Bernoulli denkleminde işlenerek akış miktarı hesaplanır. Bernoulli denkleminin
Orifis, Nozul ve Venturi Tip Akışölçerler Bu tür akışölçerlerde, akışta kısıtlama yapılarak yaratılan basınç farkı (fark basınç), Bernoulli denkleminde işlenerek akış miktarı hesaplanır. Bernoulli denkleminin
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI
 HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
HİDROLİK. Yrd. Doç. Dr. Fatih TOSUNOĞLU
 HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
HİDROLİK Yrd. Doç. Dr. Fatih TOSUNOĞLU Ders Hakkında Genel Bilgiler Görüşme Saatleri:---------- Tavsiye edilen kitaplar: 1-Hidrolik (Prof. Dr. B. Mutlu SÜMER, Prof. Dr. İstemi ÜNSAL. ) 2-Akışkanlar Mekaniği
ÖN ÇÖKTÜRME HAVUZU DİZAYN KRİTERLERİ
 ÖN ÇÖKTÜRME HAVUZU DİZAYN KRİTERLERİ Ön çöktürme havuzlarında normal şartlarda BOİ 5 in % 30 40 ı, askıda katıların ise % 50 70 i giderilmektedir. Ön çöktürme havuzunun dizaynındaki amaç, stabil (havuzda
ÖN ÇÖKTÜRME HAVUZU DİZAYN KRİTERLERİ Ön çöktürme havuzlarında normal şartlarda BOİ 5 in % 30 40 ı, askıda katıların ise % 50 70 i giderilmektedir. Ön çöktürme havuzunun dizaynındaki amaç, stabil (havuzda
Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, Dağsöz, A. K.
 Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, 1999. 3. Dağsöz, A. K., Isı Değiştiricileri, 1985. 4. Kakaç, S.,andLiu, H., Selection,RatingandThermal
Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, 1999. 3. Dağsöz, A. K., Isı Değiştiricileri, 1985. 4. Kakaç, S.,andLiu, H., Selection,RatingandThermal
10 - BETONARME TEMELLER ( TS 500)
") TS 500 / Şubat 2000 Temel derinliği konusundan hiç bahsedilmemektedir. EKİM 2012 10 - BETONARME TEMELLER ( TS 500) 10.0 - KULLANILAN SİMGELER Öğr.Verildi b d l V cr V d Duvar altı temeli genişliği Temellerde,
TS 500 / Şubat 2000 Temel derinliği konusundan hiç bahsedilmemektedir. EKİM 2012 10 - BETONARME TEMELLER ( TS 500) 10.0 - KULLANILAN SİMGELER Öğr.Verildi b d l V cr V d Duvar altı temeli genişliği Temellerde,
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
DOĞAL MATERYALLER TAŞ
 DOĞAL MATERYALLER TAŞ TS 1910/2513 Dış mekan bordür ve döşemelerinde ; homojen, sert, damarsız, çatlaksız, yoğun yapılı, hava etkilerine karşı ve dona dayanıklı. Ocak nemini kaybetmiş darbe etkisi ile
DOĞAL MATERYALLER TAŞ TS 1910/2513 Dış mekan bordür ve döşemelerinde ; homojen, sert, damarsız, çatlaksız, yoğun yapılı, hava etkilerine karşı ve dona dayanıklı. Ocak nemini kaybetmiş darbe etkisi ile
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLAR MEKANİĞİ LABORATUARI DENEY FÖYÜ DENEY ADI SINIR TABAKA DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEYİ YAPTIRAN ÖĞRETİM ELEMAN
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR
 3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
3. ÜNİTE BASINÇ ÇIKMIŞ SORULAR 1-) 2002 OKS 3-) 4-) 2004 OKS 2-) 2003 OKS 5-) 2005 OKS 6-) 2006 OKS 10-) 2010 SBS 7-) 2008 OKS 11-) 2011 SBS 8-) 2009 SBS 2012 SBS 14-) 12-) 15-) 2015 TEOG 2014 TEOG 13-)
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
OPTİK. Işık Nedir? Işık Kaynakları
 OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
SU BASINÇ DÜŞÜRÜCÜ (DK-SBD)
") SU BASINÇ DÜŞÜRÜCÜ (DK-SBD) DİYAFRAMLI, DEĞİŞTİRİLEBİLİR KARTUŞ VE FİLTRELİ Ağustos 2018 Ürün Kodu 1915 2015 2115 2215 1920 2020 2120 2220 1925 2025 2125 2225 ÜRÜNLER Bağlantı Ölçüsü Ürün Çeşitleri Maks.
SU BASINÇ DÜŞÜRÜCÜ (DK-SBD) DİYAFRAMLI, DEĞİŞTİRİLEBİLİR KARTUŞ VE FİLTRELİ Ağustos 2018 Ürün Kodu 1915 2015 2115 2215 1920 2020 2120 2220 1925 2025 2125 2225 ÜRÜNLER Bağlantı Ölçüsü Ürün Çeşitleri Maks.
AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ
 8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
OREN3005 HİDROLİK VE PNÖMATİK SİSTEMLER
 ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
ÖRNEK PROBLEMLER Boru çapı hesabı: Q: Debi litre/dak. A: Boru kesit alanı cm2 V: Ortalama akış hızı m/sn d: Boru iç çapı Örnek Problem: Pompa debisi 3 lt/sn olan bir hidrolik sistemde akışkan hızı ortalama
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK
 BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI
 Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
AKM 205 BÖLÜM 3 - UYGULAMA SORU VE ÇÖZÜMLERİ. Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut
 AKM 205 BÖLÜM 3 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. 70 kg gelen bir bayanın 400 cm 2 toplam ayak tabanına sahip olduğunu göz önüne alınız. Bu bayan
AKM 205 BÖLÜM 3 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. 70 kg gelen bir bayanın 400 cm 2 toplam ayak tabanına sahip olduğunu göz önüne alınız. Bu bayan
OPTİK Işık Nedir? Işık Kaynakları Işık Nasıl Yayılır? Tam Gölge - Yarı Gölge güneş tutulması
 OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
OPTİK Işık Nedir? Işığı yaptığı davranışlarla tanırız. Işık saydam ortamlarda yayılır. Işık foton denilen taneciklerden oluşur. Fotonların belirli bir dalga boyu vardır. Bazı fiziksel olaylarda tanecik,
ÇATI MAKASINA GELEN YÜKLER
 ÇATI MAKASINA GELEN YÜKLER Bir yapıyı dış etkilere karşı koruyan taşıyıcı sisteme çatı denir. Belirli aralıklarla yerleştirilen çatı makaslarının, yatay taşıyıcı eleman olan aşıklarla birleştirilmesi ile
ÇATI MAKASINA GELEN YÜKLER Bir yapıyı dış etkilere karşı koruyan taşıyıcı sisteme çatı denir. Belirli aralıklarla yerleştirilen çatı makaslarının, yatay taşıyıcı eleman olan aşıklarla birleştirilmesi ile
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi
 Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
Bernoulli Denklemi, Basınç ve Hız Yükleri Borularda Piezometre ve Enerji Yükleri Venturi Deney Sistemi Akışkanlar dinamiğinde, sürtünmesiz akışkanlar için Bernoulli prensibi akımın hız arttıkça aynı anda
METEOROLOJİ. IV. HAFTA: Hava basıncı
 METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
STATİK. Ders_9. Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü. Ders notları için: GÜZ
 STATİK Ders_9 Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü Ders notları için: http://kisi.deu.edu.tr/serkan.misir/ 2017-2018 GÜZ ALANLAR İÇİN ATALET MOMENTİNİN TANIMI, ALAN ATALET YARIÇAPI
STATİK Ders_9 Doç.Dr. İbrahim Serkan MISIR DEÜ İnşaat Mühendisliği Bölümü Ders notları için: http://kisi.deu.edu.tr/serkan.misir/ 2017-2018 GÜZ ALANLAR İÇİN ATALET MOMENTİNİN TANIMI, ALAN ATALET YARIÇAPI
Boru Çaplarının Hesaplanması SIHHİ TESİSAT
 Boru Çaplarının Hesaplanması SIHHİ TESİSAT Bir yapıda muslukların aynı anda açılması beklenemez. Bu nedenle toplam debi bulunurken YB ne karşılık gelen debi değerlerinin toplamı alınmaz. Bunun yerine
Boru Çaplarının Hesaplanması SIHHİ TESİSAT Bir yapıda muslukların aynı anda açılması beklenemez. Bu nedenle toplam debi bulunurken YB ne karşılık gelen debi değerlerinin toplamı alınmaz. Bunun yerine
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
AKARSULARDA DEBİ ÖLÇÜM YÖNTEMLERİ
 AKARSULARDA DEBİ ÖLÇÜM YÖNTEMLERİ Akım Ölçümleri GİRİŞ Bir akarsu kesitinde belirli bir zaman dilimi içerisinde geçen su parçacıklarının hareket doğrultusunda birçok kesitten geçerek, yol alarak ilerlemesi
AKARSULARDA DEBİ ÖLÇÜM YÖNTEMLERİ Akım Ölçümleri GİRİŞ Bir akarsu kesitinde belirli bir zaman dilimi içerisinde geçen su parçacıklarının hareket doğrultusunda birçok kesitten geçerek, yol alarak ilerlemesi
DRENAJ YAPILARI. Yrd. Doç. Dr. Sercan SERİN
 DRENAJ YAPILARI Yrd. Doç. Dr. Sercan SERİN DRENAJ Yapımı tamamlanıp trafiğe açılan bir yolun gerek yüzey suyu ve gerekse yer altı suyuna karşı sürekli olarak korunması, suyun yola olan zararlarının önlenmesi
DRENAJ YAPILARI Yrd. Doç. Dr. Sercan SERİN DRENAJ Yapımı tamamlanıp trafiğe açılan bir yolun gerek yüzey suyu ve gerekse yer altı suyuna karşı sürekli olarak korunması, suyun yola olan zararlarının önlenmesi
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
Lamella Tekniği Kullanım Nedenleri
 Lamella Teknolojisi Lamella teknolojisi, su ve atık su arıtma sistemlerinde çöktürme ve yüzdürme işlemlerinde kullanılan, 100 yıl önce mühendislik ürünü olarak bilinmesine rağmen, uygulamada ürün geliştirilememesi
Lamella Teknolojisi Lamella teknolojisi, su ve atık su arıtma sistemlerinde çöktürme ve yüzdürme işlemlerinde kullanılan, 100 yıl önce mühendislik ürünü olarak bilinmesine rağmen, uygulamada ürün geliştirilememesi
Görünüş çıkarmak için, cisimlerin özelliğine göre belirli kurallar uygulanır.
 Görünüş Çıkarma Görünüş çıkarma? Parçanın bitmiş halini gösteren eşlenik dik iz düşüm kurallarına göre belirli yerlerde, konumlarda ve yeterli sayıda çizilmiş iz düşümlere GÖRÜNÜŞ denir. Görünüş çıkarmak
Görünüş Çıkarma Görünüş çıkarma? Parçanın bitmiş halini gösteren eşlenik dik iz düşüm kurallarına göre belirli yerlerde, konumlarda ve yeterli sayıda çizilmiş iz düşümlere GÖRÜNÜŞ denir. Görünüş çıkarmak
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
ÇEV207 AKIŞKANLAR MEKANİĞİ KİNEMATİK-1. Y. Doç. Dr. Güray Doğan
 ÇEV207 AKIŞKANLAR MEKANİĞİ KİNEMATİK-1 Y. Doç. Dr. Güray Doğan 1 Kinematik Kinematik: akışkanların hareketlerini tanımlar Kinematik harekete sebep olan kuvvetler ile ilgilenmez. Akışkanlar mekaniğinde
ÇEV207 AKIŞKANLAR MEKANİĞİ KİNEMATİK-1 Y. Doç. Dr. Güray Doğan 1 Kinematik Kinematik: akışkanların hareketlerini tanımlar Kinematik harekete sebep olan kuvvetler ile ilgilenmez. Akışkanlar mekaniğinde
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
1. Aşağıda verilen fiziksel büyüklüklerin dönüşümünde? işareti yerine gelecek sayıyı bulunuz.
 Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
Şube Adı- Soyadı: Fakülte No: NÖ-A NÖ-B Kimya Mühendisliği Bölümü, 2016/2017 Öğretim Yılı, 00323-Akışkanlar Mekaniği Dersi, 2. Ara Sınavı Soruları 10.12.2016 Soru (puan) 1 (20) 2 (20) 3 (20) 4 (20) 5 (20)
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 9 Ağırlık Merkezi ve Geometrik Merkez Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 9. Ağırlık
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 9 Ağırlık Merkezi ve Geometrik Merkez Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 9. Ağırlık
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA
 FİLTRESİ YAĞMUR SUYU TOPLAMA") YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA NASIL ÇALIŞIR? YAĞMUR SUYU NASIL TOPLANIR? Başta çatılar olmak üzere, açık alanlar otoparklar, yollar ve drenaj borularından toplanabilir. NERELERDE KULLANILIR?
YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA NASIL ÇALIŞIR? YAĞMUR SUYU NASIL TOPLANIR? Başta çatılar olmak üzere, açık alanlar otoparklar, yollar ve drenaj borularından toplanabilir. NERELERDE KULLANILIR?
Isı Kütle Transferi. Zorlanmış Dış Taşınım
 Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
HIZLI BAŞLANGIÇ KILAVUZU ISI POMPALI ISI GERİ KAZANIM CİHAZLARI VHR DX SERİLERİ
 HIZLI BAŞLANGIÇ KILAVUZU ISI POMPALI ISI GERİ KAZANIM CİHAZLARI SERİLERİ ÇALIŞTIRMADAN ÖNCE MONTAJ İŞLETME ve BAKIM KILAVUZUNU www.venco.com.tr ADRESİNDEN İNDİREREK OKUYUN ve SERVİS ELEMANININ KOLAYLIKLA
HIZLI BAŞLANGIÇ KILAVUZU ISI POMPALI ISI GERİ KAZANIM CİHAZLARI SERİLERİ ÇALIŞTIRMADAN ÖNCE MONTAJ İŞLETME ve BAKIM KILAVUZUNU www.venco.com.tr ADRESİNDEN İNDİREREK OKUYUN ve SERVİS ELEMANININ KOLAYLIKLA
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
KAYMALI YATAKLAR-II RADYAL YATAKLAR
 Makine Elemanları 2 KAYMALI YATAKLAR-II RADYAL YATAKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Radyal yataklama türleri Sommerfield Sayısı Sonsuz Genişlikte Radyal Yatak Hesabı
Makine Elemanları 2 KAYMALI YATAKLAR-II RADYAL YATAKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Radyal yataklama türleri Sommerfield Sayısı Sonsuz Genişlikte Radyal Yatak Hesabı
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
AÇIK KANAL AKIMI. Hopa Yukarı Sundura Deresi-ARTVİN
 AÇIK KANAL AKIMI Hopa Yukarı Sundura Deresi-ARTVİN AÇIK KANAL AKIMI (AKA) Açık kanal akımı serbest yüzeyli akımın olduğu bir akımdır. serbest yüzey hava ve su arasındaki ara yüzey @ serbest yüzeyli akımda
AÇIK KANAL AKIMI Hopa Yukarı Sundura Deresi-ARTVİN AÇIK KANAL AKIMI (AKA) Açık kanal akımı serbest yüzeyli akımın olduğu bir akımdır. serbest yüzey hava ve su arasındaki ara yüzey @ serbest yüzeyli akımda
Taşınım Olayları II MEMM2009 Akışkanlar Mekaniği ve Isı Transferi bahar yy. borularda sürtünmeli akış. Prof. Dr.
 Taşınım Olayları II MEMM009 Akışkanlar Mekaniği ve Isı Transferi 07-08 bahar yy. borularda sürtünmeli akış Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Laminer
Taşınım Olayları II MEMM009 Akışkanlar Mekaniği ve Isı Transferi 07-08 bahar yy. borularda sürtünmeli akış Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Laminer
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
BETONARME-II ONUR ONAT HAFTA-4
 BETONARME-II ONUR ONAT HAFTA-4 DİŞLİ DÖŞEMELER Serbest açıklığı 700 mm yi geçmeyecek biçimde düzenlenmiş dişlerden ve ince bir tabakadan oluşmuş döşemelere dişli döşemeler denir. Geçilecek açıklık eğer
BETONARME-II ONUR ONAT HAFTA-4 DİŞLİ DÖŞEMELER Serbest açıklığı 700 mm yi geçmeyecek biçimde düzenlenmiş dişlerden ve ince bir tabakadan oluşmuş döşemelere dişli döşemeler denir. Geçilecek açıklık eğer
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
GÜÇ AKTARIM ELEMANLARI EĞİTİMİ
 GÜÇ AKTARIM ELEMANLARI EĞİTİMİ Güç Aktarım Elemanları Eğitimi - Seminer Konuları - Güç Aktarım Elemanları Endüstriyel Zincir Zincir Dişli Kayış-Kasnak Konik Kilit (Powerlock) Diğer güç aktarım ekipmanları
GÜÇ AKTARIM ELEMANLARI EĞİTİMİ Güç Aktarım Elemanları Eğitimi - Seminer Konuları - Güç Aktarım Elemanları Endüstriyel Zincir Zincir Dişli Kayış-Kasnak Konik Kilit (Powerlock) Diğer güç aktarım ekipmanları
ATIKSU ARITIMINDA TESİS TASARIMI
 ATIKSU ARITIMINDA TESİS TASARIMI Doç. Dr. Eyüp DEBİK 02.12.2013 Son çöktürme havuzları Biyolojik arıtmadan sonra arıtılmış atıksuyu biokütleden yerçekimi etkisi ile fiziksel olarak ayıran dairesel ya da
ATIKSU ARITIMINDA TESİS TASARIMI Doç. Dr. Eyüp DEBİK 02.12.2013 Son çöktürme havuzları Biyolojik arıtmadan sonra arıtılmış atıksuyu biokütleden yerçekimi etkisi ile fiziksel olarak ayıran dairesel ya da
Akışkanlar Mekaniği Yoğunluk ve Basınç: Bir maddenin yoğunluğu, birim hacminin kütlesi olarak tanımlanır.
 Akışkanlar Mekaniği Yoğunluk ve Basınç: Bir maddenin yoğunluğu, birim hacminin kütlesi olarak tanımlanır. Basıncın derinlikle değişimi Aynı derinlikteki bütün noktalar aynı basınçta y yönünde toplam kuvvet
Akışkanlar Mekaniği Yoğunluk ve Basınç: Bir maddenin yoğunluğu, birim hacminin kütlesi olarak tanımlanır. Basıncın derinlikle değişimi Aynı derinlikteki bütün noktalar aynı basınçta y yönünde toplam kuvvet
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ZEMİN BETONU ÇATLAKLARI VE ÖZEL KONULAR
 ZEMİN BETONU ÇATLAKLARI VE ÖZEL KONULAR Doç. Dr. Hasan YILDIRIM İTÜ İnşaat Fakültesi Yapı Malzemesi Anabilim Dalı mail : yildirimhasan63@hotmail.com hasanyildirim@itu.edu.tr 0212 285 37 61-0533 356 48
ZEMİN BETONU ÇATLAKLARI VE ÖZEL KONULAR Doç. Dr. Hasan YILDIRIM İTÜ İnşaat Fakültesi Yapı Malzemesi Anabilim Dalı mail : yildirimhasan63@hotmail.com hasanyildirim@itu.edu.tr 0212 285 37 61-0533 356 48