BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
|
|
|
- Aysu Ayşe Yalman
- 6 yıl önce
- İzleme sayısı:
Transkript

1 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 -
2 - 2 -
3 - 3 -
4 - 4 -
5 - 5 -
6 - 6 -

7 - 7 -
8 - 8 -
9 - 9 -

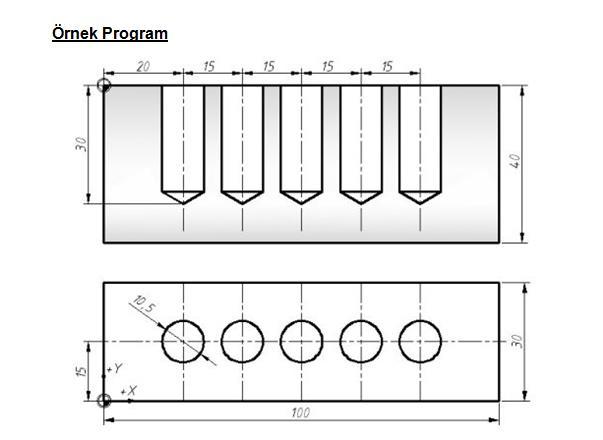
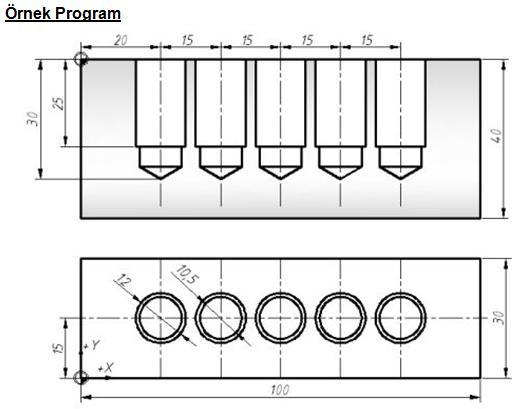
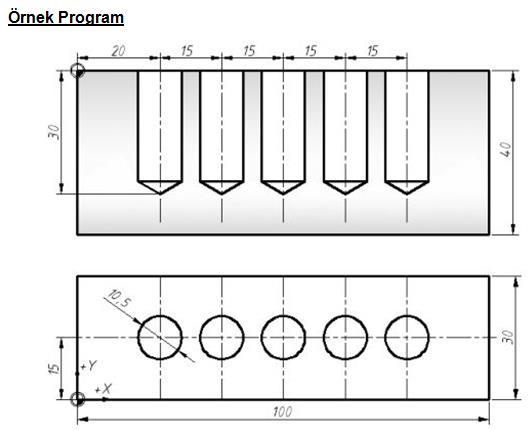
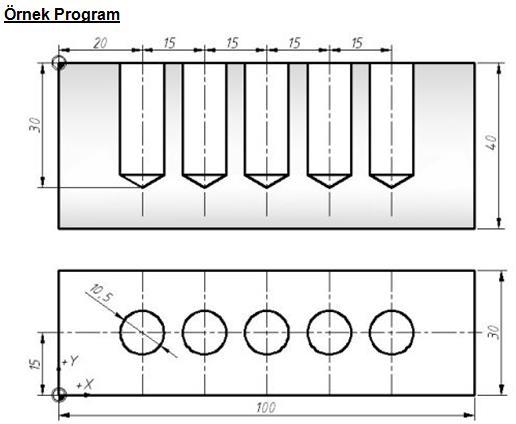
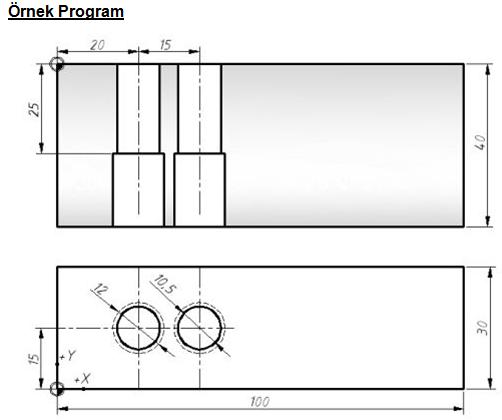
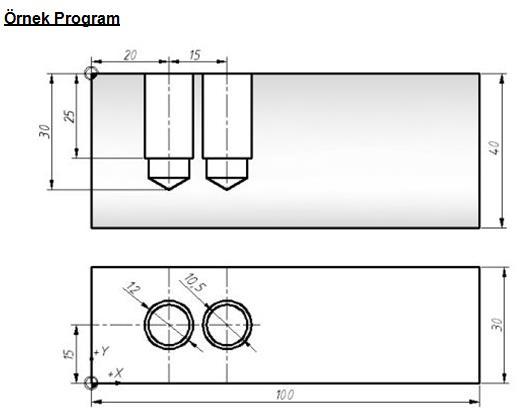
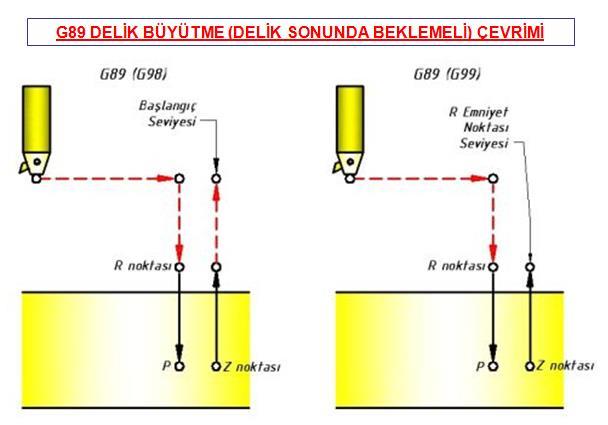
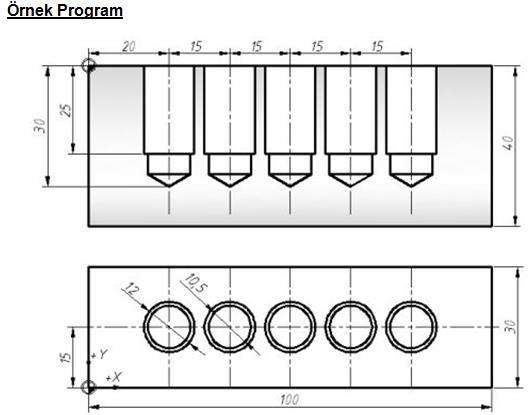
10 Örnek blok yazılımı

11 KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE) Programlama (G 90) Bu tip ölçülendirmelerde bütün ölçüler referans noktaya göre alınmaktadır. Bu koordinat sisteminde yapılan bir ölçü hatası diğer bütün ölçüleri etkileyeceğinden programlama sırasında çok dikkatli olmak gerekmektedir

12 Artışlı (INCREMENTAL) Programlama (G 91) Bu programlama sisteminde, kesicinin son bulunduğu nokta esas alınarak yapılmaktadır. Bu programlama kodu G91 kodu ile ifade edilmektedir. Özellikle karmaşık CNC parça programlamada en çok bu koordinat sistemi tercih edilmektedir
13 - 13 -
14 - 14 -
15 - 15 -
16 - 16 -
17 - 17 -
18 - 18 -
19 - 19 -
20 - 20 -
21 - 21 -
22 - 22 -

23 - 23 -
24 - 24 -
25 - 25 -
26 - 26 -
27 - 27 -
28 - 28 -
29 - 29 -
30 - 30 -
31 - 31 -
32 - 32 -
33 - 33 -
34 - 34 -
35 - 35 -
36 - 36 -
37 - 37 -
38 - 38 -
39 - 39 -
40 - 40 -
41 - 41 -
42 - 42 -

43 BAZI FONUC KONTROL PANELLERİ VDL 100 FANUC OI MC KONTROL PANELİ FANUC OI M KONTROL PANELİ

44 FANUC OI MC KONTROL PANELİ DOULENG FANUC Oİ MATE KONTROL PANELİ

 : O anki eksen hareketlerini ve bulunduğu yeri, hangi takımın")


45 RESET: Hafıza tazeleme ve işlem iptal tuşu. BİLGİSAYAR PANELİ TUŞLARI VE GÖREVLERİ CURSOR: İmleç hareket tuşları PAGE: Ekrandaki bilgilerin sayfa sayfa hareket tuşları. POS (Position) : O anki eksen hareketlerini ve bulunduğu yeri, hangi takımın çalıştığını, devir ve ilerlemeyi, çalışan program numarasını ve buna benzer bilgileri kullanıcıya gösterir. PRGRM (Program) : Program ekranı OFFSET SETTİNG: Ofset sayfası ekranı. Bu sayfada kesici takımlar tanımlanır. Gerekli olan çap ve boy telafileri, iş parçası referans noktaları (G54, G55, gibi) burada verilir Takım Ofset (Tool Offset) Penceresi Referans Noktası (Work) Penceresi
46 SYSTEM PARAM: Parametre ekranı. CNC tezgâhların çalışan tüm fonksiyonları parametreler ile ayarlanır. Bu bölüm tezgâhlarda şifre ile korunmuştur. Ancak şifreyi bilenler bu bölümde değişiklik yapabilir. ALARM/MESSAGE: Alarm ve uyarı ekranı. CNC tezgâhla birlikte verilen kitaplarında alarmın daha geniş açıklaması ve nasıl giderileceği belirtilmiştir. AUX GRAPH (Auxiliary Graphic) : Simülasyon ekranı. FANUC kontrol sistemlerinde bu fazla işe yaramaz. Çünkü takım yolu simülasyonudur. Yani programdaki hareketler çizgisel olarak ekranda gösterilir. ALTER: Program içinde altında imleç bulunan değeri, ekranın altındaki komut satırına yazılan yeni değerle değiştirir. INSRT (Insert) : Ekranın altındaki komut satırına yazılan bilgiyi onaylar ve programın içine atar. DELET (Delete) : Program içinde altında imleç bulunan değeri siler. EOB (End Of Block) : Satır sonunu ifade eden noktalı virgül işaretini yazar. CAN (Cancel) : Ekranın altındaki komut satırına yazılan değeri geriye doğru karakter karakter siler. INPUT: Manuel bilgi girişini onaylar. SHİFT: Harfsel tuşların altındaki ikinci karakterleri çalıştırmak için kullanılan tuştur



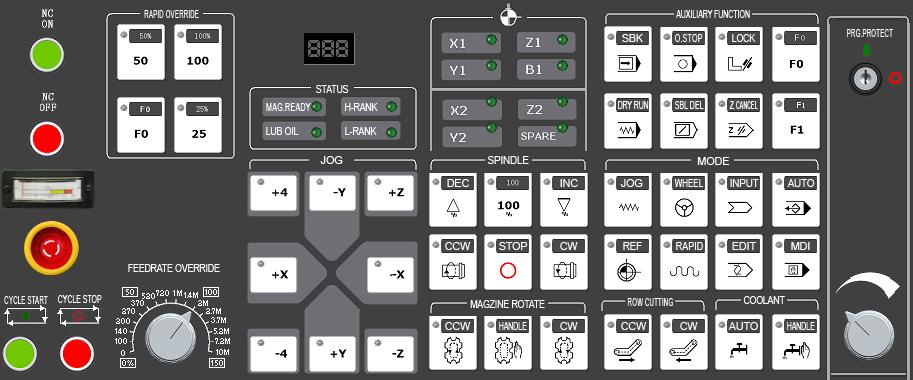
47 OPERASYON PANELİ TUŞLARI VE GÖREVLERİ
48 - 48 -
=Otomatik çalıştırma modu yazmış olduğumuz programı çalıştırmak için kullanılır.")
=bazı veri veya komutların manuel olarak girilebilmesi,kısa programlama.bu konumda yazılan değerler hafızada kalmaz.")
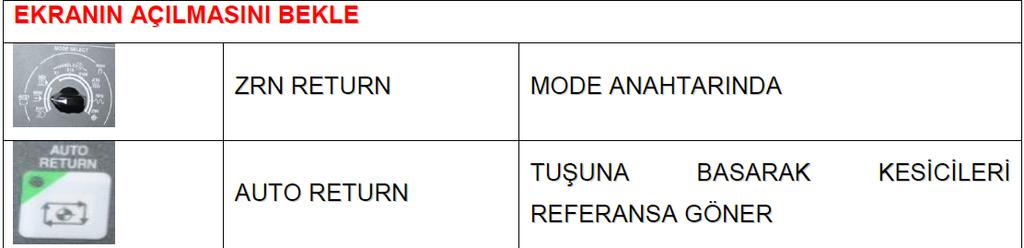
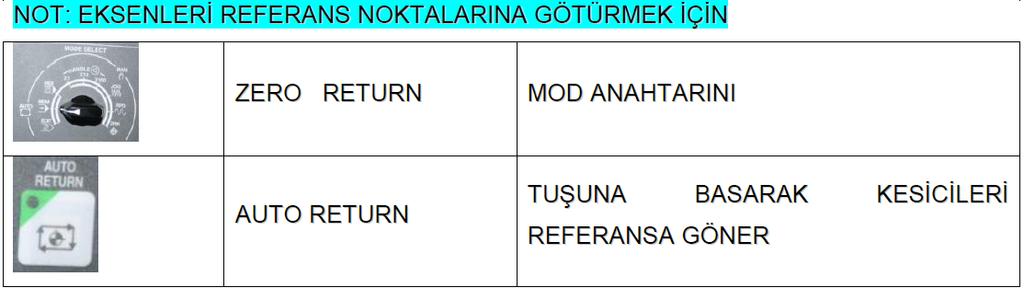
49 ANAHTAR MOD FONKSYONLARI a b c d EDİT=Yeni program yazma, kayıtlı programı çağırma, program içinde değişiklik yapma, program silme kısacası programla ilgili her şey için bu tuş kullanılır. AUTO(MEM)=Otomatik çalıştırma modu yazmış olduğumuz programı çalıştırmak için kullanılır. TAPE(RMTİDNC)= Tezgâh hafızasının yeterli olmadığı durumlarda bir kablo bağlantısı veya hafıza kartı ile bağlantı yapılıp otomatik çalıştırma modudur. MDI(MANUEL DATA İNPUT)=bazı veri veya komutların manuel olarak girilebilmesi,kısa programlama.bu konumda yazılan değerler hafızada kalmaz. HANDLE=el çarkı ile eksenleri hareket ettirme komutu manuel konum. JOG=eksenleri X,Y,Z butonlarına basarak kesme hızında hareket ettirme konumu. RAPİD=eksenleri X,Y,Z butonlarına basarak boştaki hızlı hareket ettirme konumu. REF(ZERO RETURN HOME)=eksenleri referansa gönderme tezgah her açıldığında mutlaka referansa gönderilmelidir
50 FONKSİYON TUŞLARI SINGLE BLOCK=bu tuşa basıldığında program satır satır çalıştırılır.start tuşuna her basıldığında program bir satır okuyup durur. OPTIONAL STOP=isteğe bağlı durdurma,bu tuşa basıldığı zaman program içinde M01'i gördüğü zaman tezgah durur.start tuşuna basıldığında kaldığı yerden devam eder. DRY RUN=bütün ilerlemeleri FEED RATE hızına düşürür.bu nedenle ilk parçayı işlerken kullanılırsa boştaki hızları kontrol edebileceğimiz için bindirme tehlikesi kalkmış olur. BLOK DELETE(BLOK SKİP)=blok atlatma:herhangi bir satırın önüne(/) kesme işareti konulursa ve bu tuşa basılırsa tezgah o satırı okumadan geçer kesme işaretini koyup da tuşa basılmazsa o satırı da okur. MACHINE LOCK=tezgahın tüm eksenlerini kitler.bu tuş genellikle yazdığımız programın simülasyon aracılığı ile tezgah üzerinde kontrolü için kullanılır.kullandıktan sonra mutlaka eksenleri referansa göndermek gereklidir

51 DİĞER TUŞLAR EMERGENCY STOP=acil durdurma butonu.bu butona basıldığında tezgahın bütün fonksiyonları durur. POWER ON=kontrol ünitesini açar. POWER OF=kontrol ünitesini kapatır. CYCLE START=otomatik çalışmayı başlatır. FEED HOLD=otomatik çalışma esnasında eksenleri durdurur.starta basıldığında kaldığı yerden devam eder. COOLANT ON=manuel olarak soğutma sıvısını açar. COOLANT OF=manuel olarak soğutma sıvısını kapatır. COOLANT AUTO=programda M08 komutunu görünce soğutma sıvısını açar. SPINDLE CW=iş milini saat yönüne döndürür. SPINDLE CCW=iş milini saat yönü tersine döndürür. SPINDLE JOG=salgı butonu:basılı tutulduğu sürece fener milini 50 devirde döndürür. SPINDLE STOP=fener milini durdurur. JOG FEED=eksenleri manuel hareket ettirme tuşları
döndürmeye yarar.")
 X100(100 mikron) PROGRAM PROTECT=Program yazma kilidi on konumunda tezgaha bilgi girilmez off")
52 RAPID=0,25,50,100 boşta hareketlerin hız anahtarı. SPINDLE OVERREDE=Fener mili hızını %10 ar olarak düşürüp yükseltmeye yarar. FEEDRATE OVEREDE=ilerlemeyi %10 ar olarak azaltıp çoğaltmaya yarar. MAGAZIN=takım magazinin (tareti)döndürmeye yarar. HANDLE MULTIPLY=El çarkını kullanırkan el çarkının üzerindeki her çizgi arasındaki değeri ayarlamaya yarar.x1 her her çizgi arası 1 mikron X10(10 mikron) X100(100 mikron) PROGRAM PROTECT=Program yazma kilidi on konumunda tezgaha bilgi girilmez off konumunda girilir değişiklik yapılabilir. HANDLE NODDA EL ÇARKI
53 - 53 -

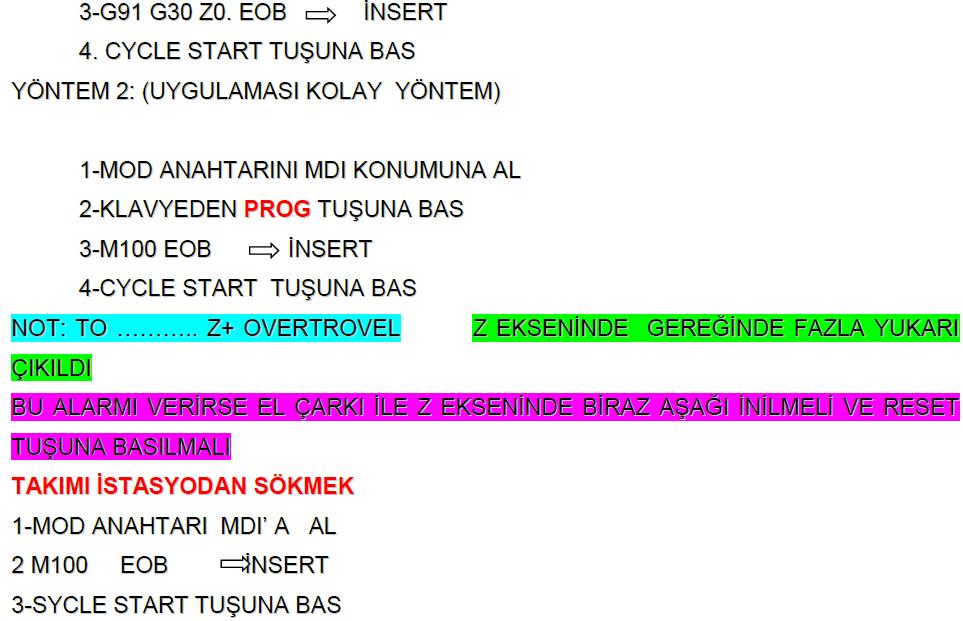
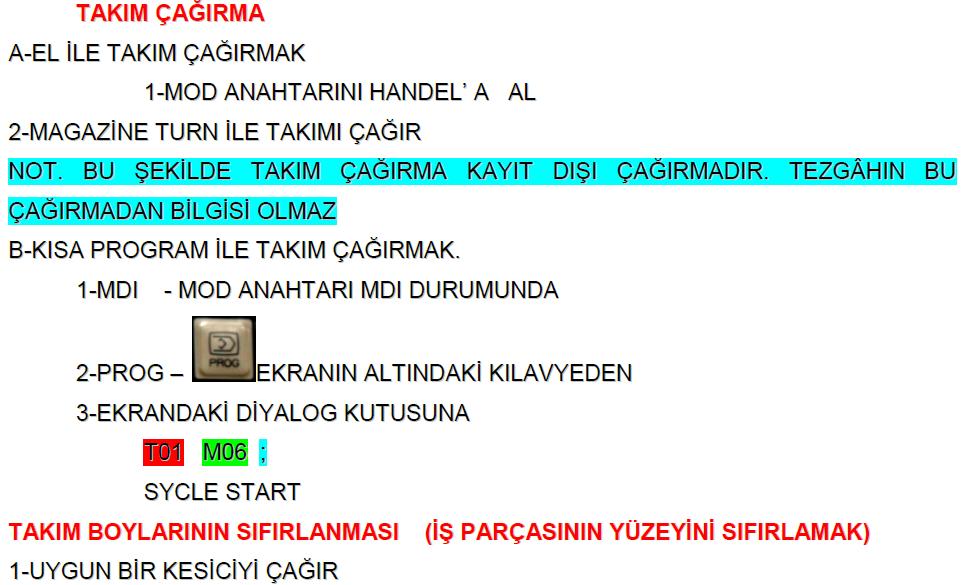
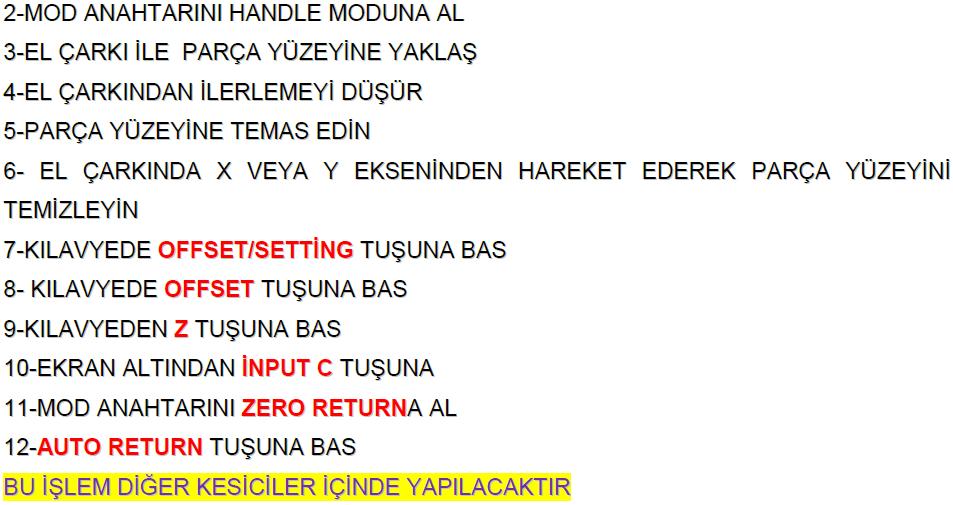
54 MDI KISA PROGRAM YAZMAK

55 - 55 -
56 - 56 -
57 - 57 -
58 - 58 -
59 HAFIZADAKİ BİR PROĞRAMI ÇAĞIRMAK MODE `EDİT` E ALINIR PROG TUŞUNA BASILIR DIR TUŞUNA BASILIR EKRANDA ÇAĞIRILACAK PROĞRAM BULUNUR `O`... PROĞRAM NUMARASI YAZILIR EKRANIN ALTIN DAKİ `O SRH ` TUŞUNA BASILIR
60 TAKIM SIFIRLAMA PROSEDÜRÜ 1. Referans takım seçilir ve bu takım iş parçası yüzeyine dokundurulur. 2. Sırasıyla POS ve REL tuşlarına basılarak RELATIVE pozisyonu ekrana getirilir. Z yazılır ve (ORIGIN) düğmesine basılarak Relative deki Z değeri sıfırlanmış olur. 3. OFFSET SETTING tuşuna sonrada ekranın altından ( WORK ) tuşuna basılarak WORK sayfası ( Parça sıfırı sayfası ) açılır. Parça sıfırı olarak belirteceğimiz G kodunun üzerine kursör getirilir. Z0 yazılarak ekranın altından ( MEASUR ) tuşuna basılır. 4. OFFSET SETTING tuşuna sonrada ekranın altından ( OFFSET ) tuşuna basılarak Takım Ofset sayfası açılır. Kursör ışığı referans takım olarak belirtiğimiz takım numarasının üzerine getirirlir ve 0 yazıp INPUT tuşuna basılarak buradaki değer sıfırlanır. 5. Daha sonra diğer takımlarda iş parçasının üzerine dokundurulur ve offset sayfasında kursör ışığı, dokunduğu takım numarasının üzerine getirilir. Z yazılarak ( İNP.C ) tuşuna basılır
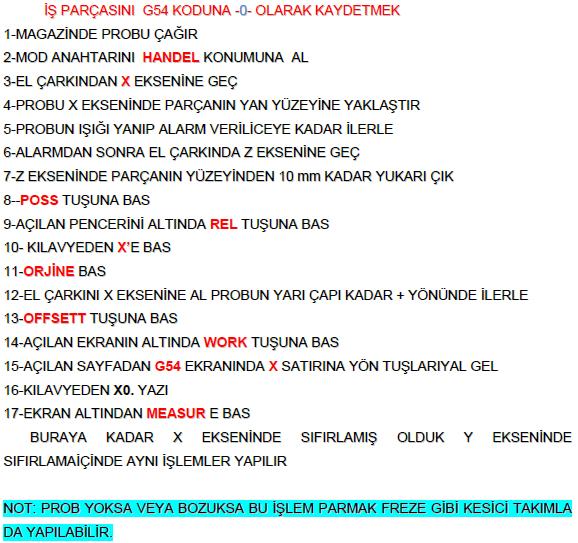
61 İŞ PARÇASI SIFIRLAMA PROSEDÜRÜ 1. Parça sıfırı alma probu tezgaha takılır. 2. Prop X ekseni yönünde iş parçasının kenarına dokundurulur. 3. RELATIVE pozisyon ekranında X yazılır ve ( ORIGIN ) tuşuna basılarak X değeri sıfırlanır. 4. Prop ( +Z ) yönünde parçadan kurtarılana kadar yukarı kaldırılır. 5. Eğer bu dokunduğumuz kenar sıfırlanacaksa probun yarıçapı kadar X ekseninden hareket edilerek takımın tam orta noktası kenara gelecek şekilde ayarlanır. 6. WORK sayfasında iş parçası sıfırının belirtildiği G kodunun (G54, G55, G56, G57, G58, G59 ) üzerine gelinir ve X0 yazılır ( MEASUR ) tuşuna basılarak hesaplatma yapılır. 7. Yukarıda anlatılan aynı işlemler Y ekseni içinde yapılarak parça sıfırı hesaplatılır
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
CNC TEZGÂH PROGRAMLAMA & UYGULAMALAR
 CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
CNC TORNA TEZGÂHININ AÇILMASI 1) Tezgâhın arkasında bulunan ana şalter (I) ON konumuna getirilir. 2) EMERGENCY STOP (ACİL STOP) butonu sağ tarafa çevrilerek açılır. 3) Ekran Açma (I) tuşuna basılır (yeşil
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
NUMERIC CONTROL (NC) COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ
 COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ") NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
Adres bilgileri ve diğer bilgilerin bazıları
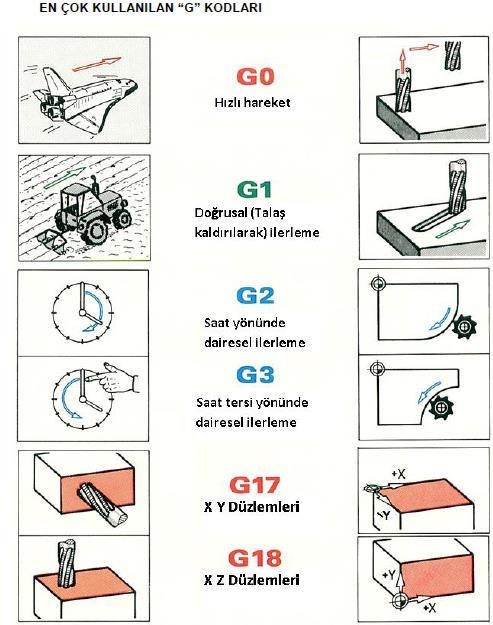
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
KAYM PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR
 EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR") KAYM 48-60 PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR BÖLÜMLER 1- EKRANDAKİ BUTONLAR VE İŞLEVLERİ 2- ÇALIŞMA MODLARI 3- YENİ PROGRAM YAZMA VE DÜZELTME 4- PROGRAM ÇAĞIRMA 1
KAYM 48-60 PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR BÖLÜMLER 1- EKRANDAKİ BUTONLAR VE İŞLEVLERİ 2- ÇALIŞMA MODLARI 3- YENİ PROGRAM YAZMA VE DÜZELTME 4- PROGRAM ÇAĞIRMA 1
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
100M,120M VE 140M OPERATÖR EL KİTABI
 4 EKİM 2009 ORMAN MAKİNE YAYINLARI 100M,120M VE 140M OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
4 EKİM 2009 ORMAN MAKİNE YAYINLARI 100M,120M VE 140M OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
REVİZYON DURUMU. Revizyon Tarihi Açıklama Revizyon No
 REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
S100T TORNA OPERATÖR EL KİTABI
 13 HAZİRAN 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE
13 HAZİRAN 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA TEZGÂHLARI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA TEZGÂHLARI Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA TEZGÂHLARI Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
MC-QUAD OPERATÖR EL KİTABI
 15 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
15 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU
 AGRİ ELEKTRİK ELEKTRONİK MAKİNE SAN.TİC.LTD.ŞTİ. KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU EKİM 2014 AKHİSAR 1 ) Kuluçka Makinesi Sürüm 14.04 ın Temel Özellikleri 1. Gelişim makineleri 115200,57600,38400,19200,9600
AGRİ ELEKTRİK ELEKTRONİK MAKİNE SAN.TİC.LTD.ŞTİ. KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU EKİM 2014 AKHİSAR 1 ) Kuluçka Makinesi Sürüm 14.04 ın Temel Özellikleri 1. Gelişim makineleri 115200,57600,38400,19200,9600
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
FANUC CNC PROGRAMLAMA
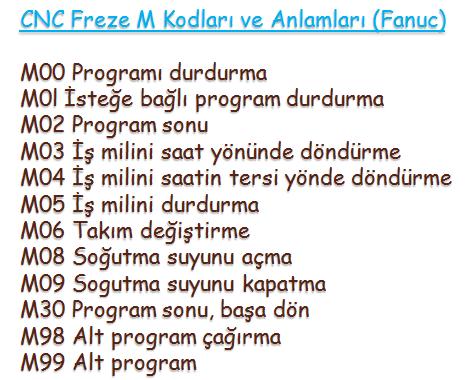
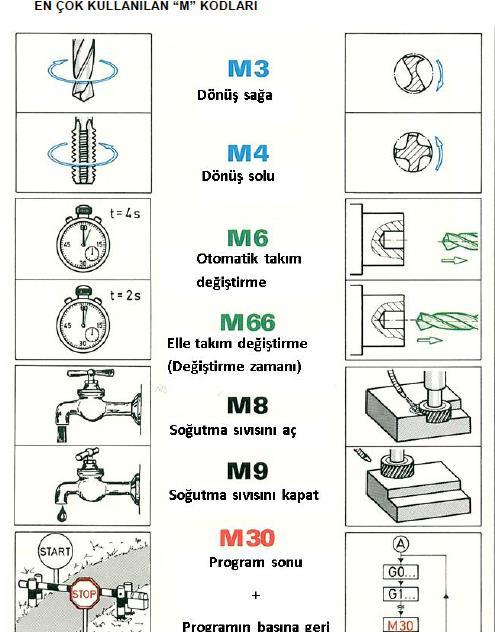
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
4-3 : Nozul Odak Noktası Ayar işlemi (Fokus Ayarı)
") 4-3 : Nozul Odak Noktası Ayar işlemi (Fokus Ayarı) Torch un değişiminden sonra veya odaklayıcı lensin değişiminden sonra fokus noktasının ayarından emin olunmalıdır, laser ışını laser oscillatorden yoğunlaştırılmış
4-3 : Nozul Odak Noktası Ayar işlemi (Fokus Ayarı) Torch un değişiminden sonra veya odaklayıcı lensin değişiminden sonra fokus noktasının ayarından emin olunmalıdır, laser ışını laser oscillatorden yoğunlaştırılmış
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Kısa Program yazma-mdi
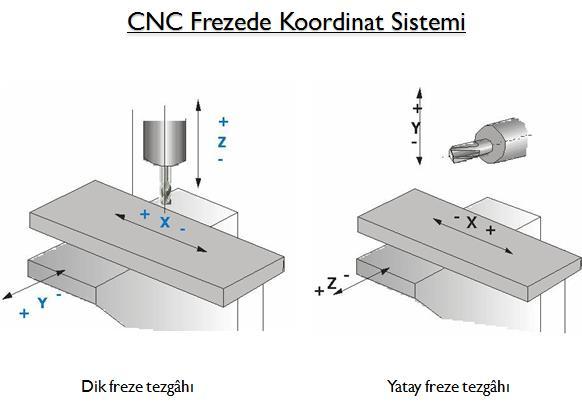
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU
 STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI
 CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU
 ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
KAÇAK AKIM RÖLESİ. www.ulusanelektrik.com.tr. Sayfa 1
 DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
VERSİYON A1.0. Cihaz Defrost konumunda
 SM-988H DİJİTAL TERMOSTAT VERSİYON A1.0 Özellik SM-988H Termostat sıcak / soğuk çalışır, soğuk depolama ve muhafa odalarında,sıcak-soğuk yemek servis ekipmanlarında,su ısıtıcılarında, Ön panel su geçirmez
SM-988H DİJİTAL TERMOSTAT VERSİYON A1.0 Özellik SM-988H Termostat sıcak / soğuk çalışır, soğuk depolama ve muhafa odalarında,sıcak-soğuk yemek servis ekipmanlarında,su ısıtıcılarında, Ön panel su geçirmez
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ROBOT PROGRAMLAMA 1 / MOTOMAN
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ROBOT PROGRAMLAMA 1 / MOTOMAN DENEY SORUMLUSU Arş.Gör. Sertaç SAVAŞ Nisan 2013 KAYSERİ 1. GİRİŞ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ROBOT PROGRAMLAMA 1 / MOTOMAN DENEY SORUMLUSU Arş.Gör. Sertaç SAVAŞ Nisan 2013 KAYSERİ 1. GİRİŞ
BQ101 GSM Access Kontrol Ünitesi Windows Programı. Kullanım Kılavuzu. Doküman Versiyon: 1.1 16.11.2015 BQTEK
 BQ101 GSM Access Kontrol Ünitesi Windows Programı Kullanım Kılavuzu Doküman Versiyon: 1.1 16.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Genel Bilgi... 3 2. Program Ayarlarının ve Cihaz Bağlantısının
BQ101 GSM Access Kontrol Ünitesi Windows Programı Kullanım Kılavuzu Doküman Versiyon: 1.1 16.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Genel Bilgi... 3 2. Program Ayarlarının ve Cihaz Bağlantısının
PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU
 PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1. TUŞLAR : ENTER - ESC - YUKARI/AŞAĞI : 1 Cihaza yeni değer girişlerinde, kullanılır. YUKARI ve AŞAĞI tuşları ile değer girişi yapılır. ENTER tuşu
PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1. TUŞLAR : ENTER - ESC - YUKARI/AŞAĞI : 1 Cihaza yeni değer girişlerinde, kullanılır. YUKARI ve AŞAĞI tuşları ile değer girişi yapılır. ENTER tuşu
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 1 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
AÇILIŞ EKRANI. Açılış ekranı temelde üç pencereye ayrılır:
 AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ŞİFRE DEĞİŞTİRME. 2012 Didem KIZILCA
 ŞİFRE DEĞİŞTİRME 2012 Didem KIZILCA 0 İÇİNDEKİLER 1 GİRİŞ... 2 2 ŞİFREMİ UNUTTUM... 2 3 ŞİFRE DEĞİŞTİRME... 6 4 SİSTEME TELEFON NUMARASI KAYIT İŞLEMİ... 10 1 1 GİRİŞ e İçişleri Projesi kapsamında kullanıcı
ŞİFRE DEĞİŞTİRME 2012 Didem KIZILCA 0 İÇİNDEKİLER 1 GİRİŞ... 2 2 ŞİFREMİ UNUTTUM... 2 3 ŞİFRE DEĞİŞTİRME... 6 4 SİSTEME TELEFON NUMARASI KAYIT İŞLEMİ... 10 1 1 GİRİŞ e İçişleri Projesi kapsamında kullanıcı
Vertex PolyCure 25 için Kullanım Talimatları. 1.0 Genel Uyarılar:
 Vertex PolyCure 25 için Kullanım Talimatları 1.0 Genel Uyarılar: 1.1 Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 PolyCure 25 kullanan kişinin işinde profesyonel olması gerekir ve
Vertex PolyCure 25 için Kullanım Talimatları 1.0 Genel Uyarılar: 1.1 Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 PolyCure 25 kullanan kişinin işinde profesyonel olması gerekir ve
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ
 CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 5 spectralight 0400 Turning Center spectralight Turning Çapraz Eksen Acil Durdurma Butonu X Ekseni Motoru Koruma Kapağı ĠĢ Mili Hız Anahtarı Güvenlik Kilidi
CIM - Computer Integrated Manufacturing Ders 5 spectralight 0400 Turning Center spectralight Turning Çapraz Eksen Acil Durdurma Butonu X Ekseni Motoru Koruma Kapağı ĠĢ Mili Hız Anahtarı Güvenlik Kilidi
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
İşletme Fakültesi Bil. Kullanımı Ders notları 2
 İşletme Fakültesi Bil. Kullanımı Ders notları 2 Öğr.Gör.Ali ATALAY EXCEL PAKET PROGRAMI Günümüzde hesap tablosu, veri analizi, kod yazımı, grafik çizimi, veri tabanı oluşturma gibi bir çok özelliği olan
İşletme Fakültesi Bil. Kullanımı Ders notları 2 Öğr.Gör.Ali ATALAY EXCEL PAKET PROGRAMI Günümüzde hesap tablosu, veri analizi, kod yazımı, grafik çizimi, veri tabanı oluşturma gibi bir çok özelliği olan
RTK Sabit İstasyon Kurulumu (V )
") RADYO RTK REFERANS (SABİT) KURULUMU FieldGenius, radyo modem donanımı bulunduran GNSS alıcılarını RTK yöntemi üzerinden kontrol edebilir. Koordinatları bilinen bir jeodezik yer kontrol noktasına sehpa
RADYO RTK REFERANS (SABİT) KURULUMU FieldGenius, radyo modem donanımı bulunduran GNSS alıcılarını RTK yöntemi üzerinden kontrol edebilir. Koordinatları bilinen bir jeodezik yer kontrol noktasına sehpa
YEDEKLEME PROGRAMI KURULUM VE KULLANIMI
 YEDEKLEME PROGRAMI KURULUM VE KULLANIMI Kurulum 1..zip dosyasını açınız. 2. Açılan dosyanın içindeki Yedekleme klasörünü açınız. 3. Yedekleme.exe dosyasını açınız. 4. Üst pencerede ki ekran gözükecektir.
YEDEKLEME PROGRAMI KURULUM VE KULLANIMI Kurulum 1..zip dosyasını açınız. 2. Açılan dosyanın içindeki Yedekleme klasörünü açınız. 3. Yedekleme.exe dosyasını açınız. 4. Üst pencerede ki ekran gözükecektir.
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
HIREMCO SD WISE KULLANIM KILAVUZU
 HIREMCO SD WISE KULLANIM KILAVUZU MERKEZ SERVİS: 0216 435 70 48 www.merihvideo.com.tr DİKKAT EDİNİZ Bu talimatları okuyun ve saklayın.. Cihazı sudan ve ısıdan uzak yerde kullanın. Cihazı sadece kuru bir
HIREMCO SD WISE KULLANIM KILAVUZU MERKEZ SERVİS: 0216 435 70 48 www.merihvideo.com.tr DİKKAT EDİNİZ Bu talimatları okuyun ve saklayın.. Cihazı sudan ve ısıdan uzak yerde kullanın. Cihazı sadece kuru bir
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TEL EROZYON TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TEL EROZYON TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TEL EROZYON TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TEL EROZYON TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
MICROSOFT OFFICE WORD 2010 ÖRNEK TEST SORULARI
 MICROSOFT OFFICE WORD 2010 ÖRNEK TEST SORULARI 1-) Word 2010 nedir? A-) Hesap Programıdır B-) Tablo - Grafik Programıdır C-) Kelime İşlem Programıdır D-) İşletim Sistemidir 2-) Microsoft Word 2007 programında
MICROSOFT OFFICE WORD 2010 ÖRNEK TEST SORULARI 1-) Word 2010 nedir? A-) Hesap Programıdır B-) Tablo - Grafik Programıdır C-) Kelime İşlem Programıdır D-) İşletim Sistemidir 2-) Microsoft Word 2007 programında
DUSTMATE MANUAL www.cevtek.com.tr 1
 D DUSTMATE MANUAL www.cevtek.com.tr 1 P age Dustmate Tuş Takımının Tanımı [ON] / [RESET] : Cihazı Açar Düzeltmeden Çıkma Batarya Durumunu Görüntölemek [EDIT] / [ENTER]: Düzeltme Tuşu İşlem Onaylama [START]/
D DUSTMATE MANUAL www.cevtek.com.tr 1 P age Dustmate Tuş Takımının Tanımı [ON] / [RESET] : Cihazı Açar Düzeltmeden Çıkma Batarya Durumunu Görüntölemek [EDIT] / [ENTER]: Düzeltme Tuşu İşlem Onaylama [START]/
FOSHARE UYGULAMASI Güvenli Dosya Alışverişi
 FOSHARE UYGULAMASI Güvenli Dosya Alışverişi Foshare Uygulama Özellikleri Her kullanıcı için 2000 mb kota tanımlanmıştır. Aynı anda tek dosya gönderilebilir. Birden fazla dosya aynı anda gönderilmek isteniyorsa
FOSHARE UYGULAMASI Güvenli Dosya Alışverişi Foshare Uygulama Özellikleri Her kullanıcı için 2000 mb kota tanımlanmıştır. Aynı anda tek dosya gönderilebilir. Birden fazla dosya aynı anda gönderilmek isteniyorsa
EVERTECH. EV-CSC200 Speed Dome Kontrol Ünitesi. Kolay Kurulum ve Kullanım Klavuzu
 EVERTECH EV-CSC200 Speed Dome Kontrol Ünitesi Kolay Kurulum ve Kullanım Klavuzu Uyarılar ve Ana Fonksiyonlar Güç Kaynağı DC12V güç kaynağı kullanılabilir.cihazı bağlamadan önce şehir elektrik şebekenizin
EVERTECH EV-CSC200 Speed Dome Kontrol Ünitesi Kolay Kurulum ve Kullanım Klavuzu Uyarılar ve Ana Fonksiyonlar Güç Kaynağı DC12V güç kaynağı kullanılabilir.cihazı bağlamadan önce şehir elektrik şebekenizin
13 Aralık 2007. Đlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL. Đlgili Modül/ler : Raporlar. Kullanıcı Tanımlı Raporlar Bölümünden Yapabildiklerimiz
 13 Aralık 2007 Đlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL Đlgili Modül/ler : Raporlar KULLANICI TANIMLI RAPORLAR Kullanıcı Tanımlı Raporlar Bölümünden Yapabildiklerimiz Kendi isteklerinize özel rapor tasarımları
13 Aralık 2007 Đlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL Đlgili Modül/ler : Raporlar KULLANICI TANIMLI RAPORLAR Kullanıcı Tanımlı Raporlar Bölümünden Yapabildiklerimiz Kendi isteklerinize özel rapor tasarımları
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE TEZGÂHLARI ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE TEZGÂHLARI ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Kantar Otomasyonu Özellikler Kullanım Satış Kamyon Hareketleri Ağırlık Bilgisi... 9
 İçindekiler Tablosu Kantar Otomasyonu... 3 1.Özellikler... 3 2.Kullanım... 3 2.1. Satış... 4 2.2. Kamyon Hareketleri... 8 2.2.1. Ağırlık Bilgisi... 9 2.3. Ayarlar... 10 2.3.1. Kullanıcı Tanımlama... 11
İçindekiler Tablosu Kantar Otomasyonu... 3 1.Özellikler... 3 2.Kullanım... 3 2.1. Satış... 4 2.2. Kamyon Hareketleri... 8 2.2.1. Ağırlık Bilgisi... 9 2.3. Ayarlar... 10 2.3.1. Kullanıcı Tanımlama... 11
Braillino Başvuru Kitapçığı Sürüm 4.0 Lütfen bu başvuru kitapçığıyla birlikte paketinizde bulunan kullanıcı kılavuzunu da gözden geçirin.
 Braillino Başvuru Kitapçığı Sürüm 4.0 Lütfen bu başvuru kitapçığıyla birlikte paketinizde bulunan kullanıcı kılavuzunu da gözden geçirin. Kabartma hücrelerin arka tarafında orta kısımda 2 adet aralık tuşu
Braillino Başvuru Kitapçığı Sürüm 4.0 Lütfen bu başvuru kitapçığıyla birlikte paketinizde bulunan kullanıcı kılavuzunu da gözden geçirin. Kabartma hücrelerin arka tarafında orta kısımda 2 adet aralık tuşu
Kullanım Uygulamaları Ön Görünüş. Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +)
 Sıcaklık Değiştirme tuşu ( +)") Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
FİŞ NUMARASI DÜZENLEMESİ
 FİŞ NUMARASI DÜZENLEMESİ Önbilgi : Yapılan düzenlemenin devreye alınması neticesinde Distribütör Sistem Sorumluları tarafından öncelikli olarak, yeni modüle uygun fiş numaraları tanımlamaları yapılmalıdır.
FİŞ NUMARASI DÜZENLEMESİ Önbilgi : Yapılan düzenlemenin devreye alınması neticesinde Distribütör Sistem Sorumluları tarafından öncelikli olarak, yeni modüle uygun fiş numaraları tanımlamaları yapılmalıdır.
E5_C Serisi Hızlı Başlangıç Kılavuzu
 E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA TEZGÂHLARI ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA TEZGÂHLARI ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
AGSoft Çocuk Gelişim Takip Programı Kullanım Kılavuzu
 Giriş Bölümü: Program ilk açıldığında karşımıza Kullanıcı Adı ve Şifre giriş bölümü gelir. Kullanıcı Adı: Programa giriş yapacak kullanıcının kodunu ve şifresini yazdıktan sonra Tamam tuşu ile programa
Giriş Bölümü: Program ilk açıldığında karşımıza Kullanıcı Adı ve Şifre giriş bölümü gelir. Kullanıcı Adı: Programa giriş yapacak kullanıcının kodunu ve şifresini yazdıktan sonra Tamam tuşu ile programa
www.elektrikogretmenleri.com
 FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
KMD99 RF 99 Kanal Kumanda. Kullanım Kılavuzu. Doküman Versiyon: BQTEK
 RF 99 Kanal Kumanda Kullanım Kılavuzu Doküman Versiyon: 1.0 30.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 4 2.1. Kumanda Paneli... 4 2.2 Kumanda Tanıtmak...
RF 99 Kanal Kumanda Kullanım Kılavuzu Doküman Versiyon: 1.0 30.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 4 2.1. Kumanda Paneli... 4 2.2 Kumanda Tanıtmak...
KDV Beyannamesinin ekinde verilen Kısmı Tevkifat Uygulaması Kapsamındaki İşlemlere Ait Bildirim, Muhasebe IV modülünden hazırlanabilir.
 22 Temmuz 2016 İlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL İlgili Modül/ler : Muhasebe IV KDV1 BEYANNAMESİ KISMI TEVKİFAT UYGULAMASI KAPSAMINDAKİ İŞLEMLERE AİT BİLDİRİM KDV Beyannamesinin ekinde verilen
22 Temmuz 2016 İlgili Versiyon/lar : ETA:SQL, ETA:V.8-SQL İlgili Modül/ler : Muhasebe IV KDV1 BEYANNAMESİ KISMI TEVKİFAT UYGULAMASI KAPSAMINDAKİ İŞLEMLERE AİT BİLDİRİM KDV Beyannamesinin ekinde verilen
İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.
 1 - GİRİŞ 1 2 - PORTAL / ANA SAYFA 1 2.1 Sisteme Giriş Yapılması 2 İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.! SİSTEM YÖNETİMİ 1 - GİRİŞ Bu doküman içerisinde, hizmete sunulan Sistem Yönetiminin
1 - GİRİŞ 1 2 - PORTAL / ANA SAYFA 1 2.1 Sisteme Giriş Yapılması 2 İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.! SİSTEM YÖNETİMİ 1 - GİRİŞ Bu doküman içerisinde, hizmete sunulan Sistem Yönetiminin
SAP ÜRETİM TEYİT EKRANI EĞİTİM NOTU
 SAP ÜRETİM TEYİT EKRANI EĞİTİM NOTU 1. Adım: Oturumu aç Butonunun üzerini tıklayın. 2. Adım: Kullanıcı adı ve parolanızı ilgili kutucuklara yazın ve Enter tuşuna basın. 3. Adım: 1 Kullanıcı adı ve şifrenizi
SAP ÜRETİM TEYİT EKRANI EĞİTİM NOTU 1. Adım: Oturumu aç Butonunun üzerini tıklayın. 2. Adım: Kullanıcı adı ve parolanızı ilgili kutucuklara yazın ve Enter tuşuna basın. 3. Adım: 1 Kullanıcı adı ve şifrenizi
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN
 6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ. 1 - Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma:
 EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
Yürürlük Tarihi: 12/09/2014 - Kodu: 97298233.ED.1.19.5.1 - Rev. No/Tarihi: 00 1 / 27
 Başvuru Fişleri ekranında talep edilen işlem için başvuru oluşturulurken, (Ekle) butonuna basılır, Başvuran T.C. Kimlik bölümüne başvuran kişinin T.C. numarası yazılır butonuna basılır MERNİS de kayıtlı
Başvuru Fişleri ekranında talep edilen işlem için başvuru oluşturulurken, (Ekle) butonuna basılır, Başvuran T.C. Kimlik bölümüne başvuran kişinin T.C. numarası yazılır butonuna basılır MERNİS de kayıtlı
NB Macro Kullanımı Hakkında Genel Bilgiler
 NB Macro Kullanımı Hakkında Genel Bilgiler Genel Bilgi Makro Nasıl Eklenir? NB Ekranlarda Genel Makro Mantığı Makro Nasıl Çağrılır? Örnek Makro Projesi Genel Bilgi Makro, gelişmiş bir HMI kontrol metodudur.
NB Macro Kullanımı Hakkında Genel Bilgiler Genel Bilgi Makro Nasıl Eklenir? NB Ekranlarda Genel Makro Mantığı Makro Nasıl Çağrılır? Örnek Makro Projesi Genel Bilgi Makro, gelişmiş bir HMI kontrol metodudur.
CAEeda TM GENEL TANITIM. EDA Tasarım Analiz Mühendislik
 CAEeda TM GENEL TANITIM EDA Tasarım Analiz Mühendislik İÇİNDEKİLER 1. FARE TUŞLARININ GÖSTERİMİ...2 2. CAEeda TM YAZILIMININ GÖRSEL ARAYÜZ YAPISI...3 3. CAEeda TM VARSAYILAN İKON PANELİ TANIMLAMALARI...4
CAEeda TM GENEL TANITIM EDA Tasarım Analiz Mühendislik İÇİNDEKİLER 1. FARE TUŞLARININ GÖSTERİMİ...2 2. CAEeda TM YAZILIMININ GÖRSEL ARAYÜZ YAPISI...3 3. CAEeda TM VARSAYILAN İKON PANELİ TANIMLAMALARI...4
VAKIFBANK SANAL POS PANELİ KULLANICI KILAVUZU
 VAKIFBANK SANAL POS PANELİ KULLANICI KILAVUZU DEĞERLİ ÜYE İŞYERİMİZ! Vakıfbank Sanal POS Ekibi olarak, sizlere daha iyi hizmet verebilmek için çalışmaya devam ediyoruz. İlerleyen dönemlerde panelimizin
VAKIFBANK SANAL POS PANELİ KULLANICI KILAVUZU DEĞERLİ ÜYE İŞYERİMİZ! Vakıfbank Sanal POS Ekibi olarak, sizlere daha iyi hizmet verebilmek için çalışmaya devam ediyoruz. İlerleyen dönemlerde panelimizin
Adresli Sistem Özellikleri ve Kablo Türleri
 Adresli Sistem Adresli Sistem Özellikleri ve Kablo Türleri Özellikleri: Sınırsız kapasite Girişi görüntüleme Giriş ile konuşma 4 daire içi ünite için bir adet video & ses distribütör kullanılır Protokol
Adresli Sistem Adresli Sistem Özellikleri ve Kablo Türleri Özellikleri: Sınırsız kapasite Girişi görüntüleme Giriş ile konuşma 4 daire içi ünite için bir adet video & ses distribütör kullanılır Protokol
SAVİOR OTOMASYON TEKNİK DESTEK BİRİMİ
 FPWINPRO7_FP7_Servo Pulser fonksiyon bloğu (Pulser Fonksiyon Bloğu: CNC lerde kullanılan el çarkı uyg.mantığının yaptırıldığı fonksiyon blogudur.) İlk olarak FPWINPRO 7 programımızı açalım. Başlamadan
FPWINPRO7_FP7_Servo Pulser fonksiyon bloğu (Pulser Fonksiyon Bloğu: CNC lerde kullanılan el çarkı uyg.mantığının yaptırıldığı fonksiyon blogudur.) İlk olarak FPWINPRO 7 programımızı açalım. Başlamadan
GM MEGATRON CNC KULLANICI EL KİTABI
 GM MEGATRON CNC KULLANICI EL KİTABI e- mail:info@gamamekatronik.com S a y f a 1 İÇİNDEKİLER 1. MAKİNE BÖLÜMLERİ Mekanik Aksam Kontrol Ünitesi Elektrik Panosu Vakum Pompası 2. MAKİNE KURULUMU 3. DEVREYE
GM MEGATRON CNC KULLANICI EL KİTABI e- mail:info@gamamekatronik.com S a y f a 1 İÇİNDEKİLER 1. MAKİNE BÖLÜMLERİ Mekanik Aksam Kontrol Ünitesi Elektrik Panosu Vakum Pompası 2. MAKİNE KURULUMU 3. DEVREYE
New Project. User guide
 New Project User guide Table of Contents New Project... 3 Katman Yöneticisi... 4 Katman Yöneticisi Araçları... 6 Katman İşlemleri... 8 Katman Görünümü... 9 Katman Ekleme... 10 Aktif Katman Yapma... 12
New Project User guide Table of Contents New Project... 3 Katman Yöneticisi... 4 Katman Yöneticisi Araçları... 6 Katman İşlemleri... 8 Katman Görünümü... 9 Katman Ekleme... 10 Aktif Katman Yapma... 12
NOT: 1 hasta gün içerisinde en çok 3 polikliniğe muayene olabilir. ÖZEL HASTA GİRİŞİ
 HASTA ARAMA 1- Hastanın adı soyadı tam veya bir kısmı yazılır. 2- Hasta adı tam yazılarak arattırılmak istenirse tam seçeneği veya kısmi seçeneği seçilerek ad ve soyadın bir kısmı yazılır aramayı başlat
HASTA ARAMA 1- Hastanın adı soyadı tam veya bir kısmı yazılır. 2- Hasta adı tam yazılarak arattırılmak istenirse tam seçeneği veya kısmi seçeneği seçilerek ad ve soyadın bir kısmı yazılır aramayı başlat
Max31 İki Eksen Giyotin Makas Kontrol Cihazı
 Max31 İki Eksen Giyotin Makas Kontrol Cihazı 10:30 X 50.0 mm Q T= 6.0 23 L=%100 N Kullanım Kılavuzu (MAX31V10UMR1TR.CDR 0904 rev 1.0 ) 99 Program X 80Adım Geri çekme fonksiyonu 128x64 nokta grafik ekran
Max31 İki Eksen Giyotin Makas Kontrol Cihazı 10:30 X 50.0 mm Q T= 6.0 23 L=%100 N Kullanım Kılavuzu (MAX31V10UMR1TR.CDR 0904 rev 1.0 ) 99 Program X 80Adım Geri çekme fonksiyonu 128x64 nokta grafik ekran
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI İSTANBUL 2007
 FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
828D/840D sl SINUMERIK. Freze Tezgahı için İşletim. ve Programlama Basım Eğitim Kılavuzu
 Freze Tezgahı için İşletim ve Programlama SINUMERIK 828D/840D sl 09.2013 Basım Eğitim Kılavuzu This document was produced for training purposes. Siemens assumes no responsibility for its contents. SINUMERIK
Freze Tezgahı için İşletim ve Programlama SINUMERIK 828D/840D sl 09.2013 Basım Eğitim Kılavuzu This document was produced for training purposes. Siemens assumes no responsibility for its contents. SINUMERIK