TORNA TEZGÂHINDA TALAŞ KALDIRMAK
|
|
|
- Bercu Tandoğan
- 6 yıl önce
- İzleme sayısı:
Transkript

1 TORNA TEZGÂHINDA TALAŞ KALDIRMAK Tornalama, belirli geometrik yapıda kesici kenarları olan takımlarla(kalem) dairesel hareket yapan iş parçaları üzerinden talaş kaldırma işlemidir. Ün iv ersal torna tezgâhı Torna tezgâhı kesici takımları


2 TORNA TEZGÂHINDA TALAŞ KALDIRMAK Tornalanarak imal edilmiş iş parçaları
3 TORNA TEZGÂHI Torna Tezgâhının Tanımı Kendi ekseni etrafında veya bir eksen etrafında dönen, iş parçaları üzerinden, kalem adı verilen kesici yardımı ile, talaş kaldırma işlemi yapantezgâha torna tezgâhı adı verilir.torna tezgâhında, talaş kaldırma esnasında kesicinin ilerleme hareketi, elle ya da otomatik olarak verilir. Torna Tezgâhı Çeşitleri Torna tezgâhları genel olarak iki gruba ayrılır: 1-Üniversal torna tezgâhı 2-Özel torna tezgâhları Özel torna tezgâhları da yaptıkları işlemler yönünden aşağıdaki gibi sınıflandırılır: a)revolver torna tezgâhı: Küçük çaplı ve hassas iş parçalarının seri üretimini sağlar. b)otomat torna tezgâhı: İşlemlerin belirli bir program dahilinde yapıldığı tezgâhtır. c)ağır iş torna tezgâhı: Çok büyük çaplı iş parçalarının işlenmesini sağlar. d)düşey torna tezgâhı: Ağır iş parçalarının düşey olarak işlendiği tezgâhtır. e)kopya torna tezgâhı: Orijinal bir profili, iş parçası üzerine kopya eder. f)cnc torna tezgâhı: Bilgisayar yardımı ile iş parçalarının seri ve çok hassas üretimi sağlanır.





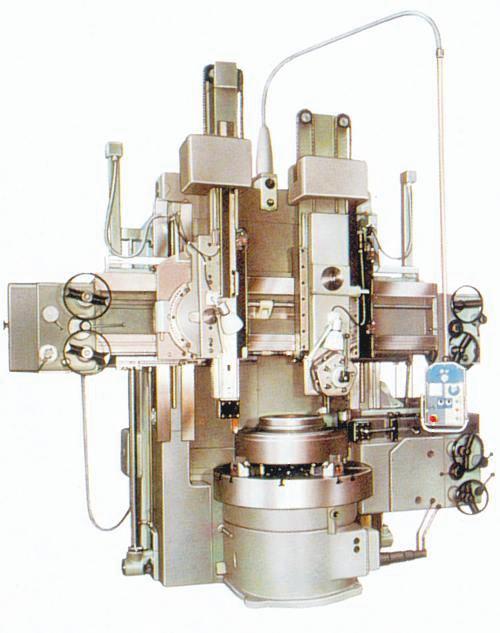

4 TORNA TEZGÂHI Üniversal torna tezgâhı Ağır iş torna tezgâhı CNC torna tezgâhı Otomat torna tezgâhı Düşey torna tezgâhı Masa tipi torna tezgâhı Revolver torna tezgâhı Torna tezgâhı çeşitleri

5 TORNA TEZGÂHI

6 TORNA TEZGÂHI Gövde ve kayıtlar: Torna tezgâhının font dökümden yapılan temel elemanıdır. Diğer elemanları taşıdığı için, sağlamdır ve esnemez. Üzerinde hassas olarak işlenmiş düz ve V kayıtları bulunur. Torna kayıtları, üzerinde hareket eden elemanların,fener miline göre paralel konumunu sağlar. Torna kayıtları



7 TORNA TEZGÂHI Fener mili hız kutusu: Torna gövdesinin sol tarafına monte edilen fener mili hız kutusu içinde, fener milini ve hareket veren dişlileri bulundurur. Tornalama işlemleri için gerekli devirler,kutudaki dişlilerle düzenlenir. Fener mili hız kutusu dışında bulunan devir ayar kolları, devir sayılarını gösteren şema üzerindeki konumlarına getirilir ve dişliler uygun şekilde yer değiştirerek, istenen de ir hızları oluşturulur. Fener mili Fener mili hız kutusu Devir kolları

 İlerleme hız kutusu ayar")
8 TORNA TEZGÂHI İlerleme hız kutusu(norton kutusu): Torna tezgâhı talaş miline ve ana miline çeşitli dönme hızları vermeye yarar. İçinde, hızın ayarını sağlayan kademeli dişliler bulunur. İlerleme hız kutusu(norton kutusu) İlerleme hız kutusu ayar kolları



9 Tabla tekeri TORNA TEZGÂHI Talaş mili: Talaş kaldırma işlemleri sırasında otomatik ilerlemeler için kullanılan, üzerine kama kanalı açılmış olan mildir. Ana mili: Üzerinde, kare veya trapez vida olan ve kalem ile vida açma işlemlerinde, arabaya otomatik hareket veren mildir. Araba (boyuna hareket sistemi): Torna gövdesi ve kayıtları üzerinde boydan boya hareket eden elemandır.ilerleme hareketi,elle ya da otomatik olarak sağlanır. Tabla Kalemlik Siper(supo rt) Ana mili Otomatik kolları Talaş mili Çevirme vo lanı(tekeri) Çalıştırma kolu Araba ve elemanları

10 TORNA TEZGÂHI Tabla (enine hareket sistemi): Araba üzerine kırlangıç kuyruğu denilen geçme ile kayıt ve kızaklı olarak yerleştirilmiştir. Kendine ait el tekeri ve mili ile veya araba dişli kutusundan otomatik olarak kalemin fener mili eksenine dik hareketini sağlar. Siper(suport): Torna arabası tablasının üzerine kızaklandırılmış olup, açı bölüntülü tablasından, yatay düzlemde istenilen açıya göre ayarlanabilir. Üzerinde kalemliği taşır. Siper(suport)






11 TORNA TEZGÂHI Kalemlik: Kalemin, doğrudan doğruya veya katerle bağlanmasına yarayan kısım olup, çeşitli şekillerde yapılır. Torna kalemliği ve parçaları


12 TORNA TEZGÂHI Gezer punta Torna kayıtları üzerinde gezdirilebilen ve ucundaki 60 konik punta ucu ile iş parçalarına fener mili ekseninde desteklik yapan elemandır. Ayrıca delik delme, konik tornalama, rayba çekme kılavuz ve pafta çekme işlemlerinde de kullanılır.


13 TORNA TEZGÂHI Üç ayaklı üniversal aynalar: Silindirik parçaların, merkezi olarak bağlanması için kullanılır. Üçgen veya altıgen parçalar da, üç ayaklı üniversal ayna ile bağlanabilir. Dört ayaklı üniversal aynalar: Kare kesitli parçaların merkezi olarak bağlanmasında kullanılır. Ayrıca, dikdörtgen prizması biçimindeki parçaları da belli konumlarda bağlamak mümkündür. Üç ayaklı üniversal ayna Dört ayaklı üniversal ayna

14 Üniversal aynaların silindirik gövdeleri üzerindeki ayaklar, gövde içindeki bir alın vidasının, döndürülmesi ile açılır ve kapanır. Gövde üzerindeki delikten, ayna anahtarı ile çevirme işlemi yapıldığında, ayakların tümü merkezi olarak,aynı anda hareket eder. TORNA TEZGÂHI

15 TORNA TEZGÂHI Mengeneli ayna: Üniversal aynalar ile bağlanamayan, prizmatik ve biçimleri düzgün olmayan, parçaları bağlamak için kullanılır. Her biri bağımsız olarak hareket eden dört ayak, mengene çenesi gibi bağlama işlemi yapar. İş parçalarının simetrik olmaması ve eksenden kaçık olarak bağlanması, dönme sırasında merkezkaç kuvvet etkisi yaratacaktır. Bunu en aza indirmek için iş parçasının karşısına dengeleme ağırlıkları takılmalıdır.


16 TORNA TEZGÂHI Mıknatıslı ayna: Üniversal ayna ve mengeneli aynalar ile bağlanamayan kalınlıkları ince(sac) iş parçalarının ve geniş yüzeyli parçaların bağlanmasında kullanılır. Ayna anahtarı delik içerisinde belirtilen yönde döndürüldüğü zaman iş parçalarının manyetik olarak sabitlenmesi gerçekleşir. Fakat dönme sırasında iş parçalarının aynadan fırlamaması için mutlaka koruyucu kullanılmalıdır. Mıknatıslı ayna Pensler: Torna tezgâhında, küçük çaplı ve hassas iş parçalarını bağlayarak işlemek için, pensli tertibatlar kullanılır.

17 TORNA TEZGÂHI İş Parçalarının İki Punta Arasında Bağlanması İş parçalarında ölçülerin, bir eksen boyunca eşit ve ortak merkezlik içinde olmaları istendiğinde, iki punta arasında tornalamak gerekir. Bu şekilde tornalamak suretiyle, sökülen iş parçası tekrar aynı konumda bağlanır ve eksen kaçıklığının olması söz konusu değildir.

18 TORNA TEZGÂHI


19 TORNA TEZGÂHI İş Parçalarının Yataklara Alınarak Bağlanması Uzun iş parçalarını tornalarken, kalem etkisi ile esnemeden dolayı punta uçlarına gelen baskı kuvveti artar. İş parçalarının desteklenmesi, tornalama ve punta uçlarına gelen baskıyı önleme yönünden, önemli ve gereklidir. Uzun iş parçalarını tornalama sırasında iş parçasını destekleyen düzeneğe yatak adı verilir. Gezer yatak: Torna tezgâhının arabasına bağlanır ve kalemi izler. Gezer yatak ve torna tezgâhında kullanılması



20 TORNA TEZGÂHI Sabit yatak: Torna tezgâhının kayıtlarına bağlanarak kullanılır ve hareketsizdir. Sabit yatak elemanları ve kullanılması

21 TORNA TEZGÂHI
ayna takılırken, kayıtlar üzerine konulan ağaç takoza yerleştirilmelidir c)aynanın cıvataları dengeli sıkılmalı ve sağlam bağlanmasına dikkat edilmelidir.")
22 TORNA TEZGÂHI Aynaların Fener Miline Salgısız ve Güvenli Bağlanması a)fener mili ile aynanın takılacağı yer iyi temizlenmelidir. b)ayna takılırken, kayıtlar üzerine konulan ağaç takoza yerleştirilmelidir c)aynanın cıvataları dengeli sıkılmalı ve sağlam bağlanmasına dikkat edilmelidir. d)ayna bağlantı tipine göre işlem yapılmalıdır(flanşlı, kamlı, vidalı).


23 TORNA TEZGÂHI Ayna Ayaklarının Takılması İş parçalarının özelliğine ve ölçülerine göre, düz veya ters ayaklar aynaya takılmalıdır. Ayna ayaklarının üzerinde numaraları vardır ve her ayak numarasına uyan sıra ile, aynı numaralı kanala takılmalıdır. Üç ayaklı aynada, 1,2,3 ve dört ayaklı aynada, 1,2,3,4 sırası ile ayaklar takılmalıdır. Ayak başlangıç yeri

24 TORNA TEZGÂHI Ayna anahtarı, aynanın üzerinde unutulmamalıdır

25 TORNA TEZGÂHI İş parçasının aynanın ayaklarına iyice oturması sağlanmalıdır


26 TORNA TEZGÂHI Uzun parçalar, punta ile desteklenmelidir

27 TORNA TEZGÂHI Büyük çaplı parçalar bağlanırken ayna ayaklarının dışarı çok çıkmaması için, ters ayaklar ile bağlamak daha doğru olur

28 TORNA TEZGÂHI İş parçalarının hassas kısmı, bir koruyucu ile bağlanmalıdır

29 TORNA TEZGÂHI Takım Çeliği Kalemler Takım çeliği kalemler, metal, plâstik ve tahta gibi temel malzemelerin işlenmesinde kullanılırlar. Kompozisyon olarak, sertleştirilebilen karbon ve alaşım elementleri içeren çeliklerdir. Alaşımı meydana getiren elementlerin oranına göre çalışma sıcaklığı ~ 400 C civarındadır. Takım çeliklerinin en önemli özelliklerinden biri de ekonomik olmalarıdır. Isıtılarak şekil verilip bükük kalem,delik kalemi olarak kullanılmaları iyi bir özelliktir..
 rumuzu ile ifade edilir.")
30 TORNA TEZGÂHI Yüksek Hız Takım Çeliği Kalemler Kesici takım özelliklerini iyileştirmek amacıyla, takım çeliğine alaşım elementleri katılarak, kendi kendine sertleşmesi sağlanmış, bu yeni ürüne de yüksek hız takım çeliği denmiştir. HSS (Hight Speed Steel) rumuzu ile ifade edilir. Alaşım elementlerinin başlıcaları; karbon, krom, tungsten, molibden, vanadyum, kobalt, silisyum, manganez, fosfor ve sülfürdür. Bu elementlerin varlığına ve miktarına göre kesici kalem 600 C a kadar özelliklerini kaybetmeden iş görmeye devam eder.
, titanyum karbür(tic), tantal karbür(tac) ve nibonyum karbür(nic) dür.")
31 TORNA TEZGÂHI Demir Olmayan Metalik Alaşımlı Kalemler a)sinterlenmiş karbürler(sert metal uçlar): Adından da anlaşılabileceği gibi sert karbür parçacıklarının bir bağlayıcı yardımıyla, sinterleme metodu uygulanarak bir araya getirilmesi sonucu elde edilir. Sert karbürler, tungsten karbür(wc), titanyum karbür(tic), tantal karbür(tac) ve nibonyum karbür(nic) dür. Bağlayıcı olarak, genellikle kobalt kullanılır.


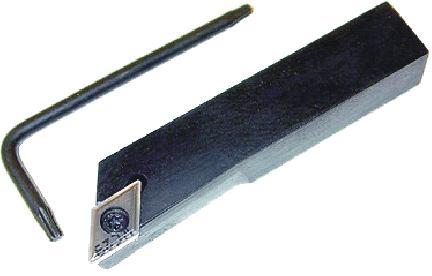
32 TORNA TEZGÂHI Sinterlenmiş karbür(sert maden uçlu) takımlar


33 TORNA TEZGÂHI b)seramikler:seramiğin esası alüminyum oksittir(al2o3). Bugün seramik takımlar, kullanılan takım malzemeleri arasında,küçük bir uygulama alanına sahip olarak genellikle sert dökme demir, sert çelik ve ısıl dirençli alaşımların işlenmesinde kullanılır. Seramik takımlar sert, iş parçası ile reaksiyona girmeyen takımlardır. Uzun takım ömrüne sahiptir ve yüksek kesme hızlarında talaş kaldırabilirler. Seramik kesici takımlar, sert metal uçlar gibi plâket halinde piyasada bulunurlar. Seramik plâket uçlar

34 TORNA TEZGÂHI c)aşırı derecede sert kesici takım malzemeleri: En sert olarak tanınan kesici takım malzemeleri, elmas, (CBN) kübik bor nitrürdür. Bunlar, işlenmesi diğer kesici takımlarla mümkün olmayan malzemelerin etkili olarak işlenmesinde kullanılmaktadır. Elmas uçlu takımlar çok yakın toleranslı ve yüksek hassasiyet gerektiren ve genellikle metal olmayan ve demirsiz malzemeleri işlemek için kullanılır. Elmas uçlu kalemler

35 TORNA TEZGÂHI Kübik bor nitrür(cbn) malzemeler ise, yüksek sıcaklık ve aşırı yüksek basınç altında sinterleme yolu ile elde edilir. Elmasa yakın özelliklere sahiptir ve aşınmaya karşı dirençlidirler. Sıcak sertlik,oksidasyon direnci ve kırılma tokluğunun iyi olmasından dolayı sert ve demir içerikli malzemelerin işlenmesinde daha uzun takım ömrüne sahiptir. CBN plâket uçlar

36 TORNA TEZGÂHI

37 TORNA TEZGÂHI
38 TORNA TEZGÂHI Kama Açısı İş parçasının içine batan kesici kamanın açısıdır. Bir malzemenin kesici kamasının açısı ne kadar küçükse, malzemeye o kadar kolay batar. Büyük kama açılı kesici ağızlar, küçük kama açılı kesici ağızlara nazaran, talaş kaldırma ısısını daha iyi iletebilir. İşlenecek malzeme ne kadar yumuşak olursa, kama açısı o kadar küçük seçilebilir.
39 TORNA TEZGÂHI Talaş Açısı Talaş yüzeyi ile işlenen yüzeye, dik olarak tasarlanan açıdır. Bu açı talaş oluşumuna etki eder. Talaş açısı, hem pozitif hem negatif olması talaş kaldırılan malzemenin işlenebilme özelliğine bağlıdır.talaş açısının büyük pozitif seçilmesi, kesici ağzın zayıflamasına neden olabilir. Talaş açısı pozitif seçildiği taktirde, kesme ve ilerleme kuvvetleri düşük olacağından, iyi bir yüzey kalitesi elde edilebilir. Talaş açısının pozitif olması, talaş akışını kolaylaştırır aynı zamanda, talaşın kırılmasının yetersizliğini de beraberinde getirir. Buna karşılık negatif talaş açıları, talaş yüzeyinde krater aşınmasını arttırarak takım ömrünün azalmasına etki eder. Yumuşak malzemeler için, talaş açısı büyük seçilmelidir.
40 TORNA TEZGÂHI Serbest Açı(Boşluk açısı) Serbest açı, kama düzleminde ölçülen serbest yüzey ile kesici kenar arasındaki açıdır. Serbest yüzey üzerinde ölçülen VB aşınma şerit genişliği, serbest açının büyüklüğünden belirlenmektedir. Eğer serbest açı büyük ise, kesici ağız iki yönden zayıflamaktadır.bu durumda kesici takımda ısı birikimi meydana gelebilir ve takımın sıcaklığa karşı direncini azaltabilir.

41 TORNA TEZGÂHI
42 TORNA TEZGÂHI

43 TORNA TEZGÂHI

44 TORNA TEZGÂHI

45 TORNA TEZGÂHI Kalem, şekilde görüldüğü gibi iş parçası ekseninden yüksek bağlanırsa, talaş açısı büyür, boşluk açısı küçülür. Bu durumda kalemin serbest yüzeyi iş parçasına sürtünür. Bunun sonucu olarak, kalem kısa zamanda ısınır ve yanar.

46 TORNA TEZGÂHI Kalem, şekilde görüldüğü gibi iş parçasının ekseninin altında ise, talaş açısı küçülür ve boşluk açısı büyür. Bu durumda iş parçası kalemi altına doğru çekeceğinden kalemin kırılma tehlikesi vardır.

47 TORNA TEZGÂHI Kalem, şekilde görüldüğü gibi iş parçasının ekseninde bağlanmıştır. Burada talaş açısı ve boşluk açısı normal değerinde olduğundan, kesme olayı da normal şartlarda gerçekleşir.

48 TORNA TEZGÂHI

49 TORNA TEZGÂHI

50 TORNA TEZGÂHI

51 TORNA TEZGÂHI Tornalamada Meydana Gelen Isı Talaş kaldırma esnasında kesici takımlar, çok yüksek termik ve mekanik yükler altında kesme işlemini sürdürmeye çalışırlar. Bu sırada talaş oluşumu için harcanan mekanik enerji, sürtünme ve kesme bölgelerinde tamamen ısıya dönüşür. Isının büyük bir kısmı talaşla dışarı atılırken, bir kısmı parça içine nüfuz eder, diğer bir kısmı ise, takıma geçerek takımın ısınmasına neden olur.

52 TORNA TEZGÂHI Alın Tornalamak Dönme eksenine dik durumda bulunan, düz bir yüzey elde edilir. Genellikle, parçaların boylarını kısaltmak ve delik delme işlemine yüzeyi hazırlamak için yapılan işlemdir. Yalnız delik delme işleminden önce alın yüzeyinin merkezinde, kalemin eksende olmamasından dolayı kademe kalmışsa,yüzeyin temizlenmesi gerekir. Yoksa delik eksende delinmez ya da matkap ucu(genellikle punta matkabı) kırılabilir.


53 TORNA TEZGÂHI Boyuna(Kademeli) Tornalamak Dönme ekseninde silindirik yüzeyler elde edilir. Genel olarak, iş parçaları istenilen çap ve boylarda tornalanır. Boyuna tornalama işlemi



54 TORNA TEZGÂHI Punta Matkabı İle Delik Delmek Uzun iş parçalarını tornalarken, emniyetli olarak bağlanması için, uç kısımlarından desteklemek gerekir. Bunun için, iş parçalarının alın kısımlarına punta matkabı ile punta yuvası açılır ve bu kısımdan gezer punta ile desteklenmesi sağlanır. Punta matkabı ve açılan yuva

55 TORNA TEZGÂHI

56 TORNA TEZGÂHI Matkap İle Delik Delmek Torna tezgâhında iş parçalarına değişik çaplarda delik delmek için gezer puntadan yararlanılır. Matkap ucu gezer puntaya, konik saplı ise doğrudan, silindirik saplı ise mandren yardımıyla bağlanır.

57 TORNA TEZGÂHI Torna Tezgâhında Konik Tornalamak Silindirik bir iş parçasının ekseni boyunca, çapının düzgün olarak değiştirilmesi için yapılan işleme, konik tornalama denir. Koniklik Oranı ve Eğim Koniklik oranı, büyük ve küçük çap farkının, konik boyuna oranıdır. Eğim ise, koniklik oranının yarısıdır. Koniklik 1:100 ise, parçanın çapı her 100mm boyda 1mm değişecek demektir.

58 TORNA TEZGÂHI

59 TORNA TEZGÂHI

60 TORNA TEZGÂHI

61 TORNA TEZGÂHI

62 TORNA TEZGÂHI

63 TORNA TEZGÂHI

64 TORNA TEZGÂHI

65 TORNA TEZGÂHI

66 TORNA TEZGÂHI

67 TORNA TEZGÂHI
68 TAKIM AŞINMASI Aşınma ve Takım Ömrü Talaş kaldırma sırasında meydana gelen sürtünme ve ısı nedeniyle her takım aşınır ve bu aşınma takımlar ömrünü tamamlayana kadar devam eder. Takım ömrü genellikle, belirli bir kritere ulaşmak için gerekli olan etkili kesme zamanıdır. Talaş kaldırma esnasında, kesici takımın uç yüzeyi, yan kenar yüzeyi, talaş ve boşluk yüzeyleri hareket eden iş parçası ile temas halindedir. Kesicinin temas yüzeylerinde meydana gelen malzeme kaybı aşınma olarak ifade edilir. Bu malzeme kayıpları ilgili yüzeylerde aşınma alanları oluşturur ve bu alanlar genişleyerek takımın orijinal halini kaybetmesine neden olur.
: Yüzeyleri birbirine temas eden iki metal malzemenin birbirine yapışmasıyla başlayan ve yeniden ayrılma sırasında")


69 TAKIM AŞINMASI Çizilerek aşınma(abrazyon): Sert, keskin bir malzemenin,kendisinden daha yumuşak bir malzemeyi çizerek aşındırmasıdır. Yapışarak aşınma (adhezyon): Yüzeyleri birbirine temas eden iki metal malzemenin birbirine yapışmasıyla başlayan ve yeniden ayrılma sırasında zayıf olan malzemenin ana parçadan kopmasıyla oluşan bir aşınmadır. Çizilerek aşınma Yapışarak aşınma Yüzey yorulmasına bağlı aşınma Aşınma şekilleri Korozif aşınma: Korozif ortamda çizilerek veya yapışarak aşınmanın çok daha hızlı bir şekilde oluşmasıdır. Yüzey yorulmasına bağlı aşınma: Yüzey yorulması bağlı çatlakların neden olduğu kırılmalar sonucu oluşur. Difüzyon aşınması: Yüksek talaş kaldırma sıcaklıklarında kesici takımın molekülleri akan talaş haline dönerse difüzyon aşınması meydana gelir. Örneğin;talaş yüzeyinin üstünde oluşan oyuk aşınmasına difüzyon sebep olur.
70 TAKIM AŞINMASI Serbest yüzey(yanak) ve çentik aşınması 1-Düşük yüzey kalitesi veya uygun olmayan toleranslara sebep olan hızlı yanak aşınması 2-Düşük yüzey kalitesine sebep olan çentik aşınması 3-Takım kesici kenarında kırılma riski taşıyan çentik aşınması Muhtemel nedenler 1-Kesme hızı çok yüksek veya takımın aşınma direnci yetersiz. 2-Oksidasyon 3-Yapışma Önleme çareleri 1-Kesme hızı azaltılır. -Aşınma direnci daha yüksek sınıfta ve kalitede kesici uç seçilir. 2,3-Al 2 O 3 kaplamalı uç seçilir.işlerken sertleşen malzemeler için daha küçük giriş açısı olan uç seçilir. -Seramik uçlar tercih edilir.

71 TAKIM AŞINMASI Krater aşınması 1-Aşırı krater aşınması kesici kenarın zayıflamasına sebep olur. 2-Yardımcı kesici kenarda kırılma düşük yüzey kalitesine sebep olur. Muhtemel nedenler Kesme yüzeyinde çok yüksek sıcaklık nedeniyle difüzyon aşınması meydana gelmiş. Önleme çareleri 1-Al 2 O 3 kaplamalı uç seçilir. 2-Pozitif kesici uç geometrisi seçilir. 3-Uygun düşük sıcaklık elde edene kadar, önce kesme hızı daha sonra ilerleme azaltılır.
72 Kesici uç kırılması -Uç kırılması sadece kesici uca değil, aynı zamanda katere ve iş parçasına da zarar verir. Muhtemel nedenler -Kalite çok kırılgan -Uç üzerinde aşırı yük -Çok zayıf uç geometrisi -Kesici uç çok küçük TAKIM AŞINMASI Önleme çareleri -İlerleme veya talaş derinliği ya da her ikisi de azaltılır. -Daha sağlam, tercihen tek kesme kenarına sahip kesici uç seçilir. -Daha kalın veya daha geniş bir uç seçilir -Daha tok bir kalite seçilir.

73 TAKIM AŞINMASI Mekanik yorulma çatlakları -Genelde kesici kenara paralel olan çatlaklar Muhtemel nedenler -Kesici kenarda aşırı yük değişimleri -Ağır darbe veya titreşimle talaş kaldırmaya başlama Önleme çareleri -Daha tok kalitede bir uç seçilmeli -İlerleme arttırılmalı -Takım yanaşma şekli değiştirilmeli

74 TAKIM AŞINMASI Plâstik deformasyon -Kesici kenarda dışarı doğru veya yanakta içe doğru plâstik deformasyon, talaş kontrolünün zorlanmasına ve düşük yüzey kalitesine sebep olur. -Kesici uç kırılmasına yol açan aşırı serbest yüzey aşınma riski oluşur. Muhtemel nedenler Yüksek basınçla beraber çok yüksek işleme sıcaklığı Önleme çareleri 1-Plâstik deformasyona daha iyi direnç gösteren daha sert kalitede bir kesici uç seçilir. 2-Kesme hızı arttırılır. 3-İlerleme azaltılır.

75 TAKIM AŞINMASI Talaş yığılması(sıvanma) -Talaş yığılması yırtıldığı zaman düşük yüzey kalitesine ve kesici kenardan tanecik kopmasına sebep olur. Muhtemel nedenler 1-Düşük kesme hızı 2-Negatif kesme geometrisi 3-Bazı paslanmaz çelikler ve saf alüminyum gibi sünek malzemeli iş parçalarında sıvanan talaşın kesici uca kaynaklanması Önleme çareleri 1-Kesme hızı arttırılır veya daha tok kaplamalı kalitede(p35) bir uç seçilmeli 2-Pozitif kesme geometrisi seçilir.
76 Termal çatlaklar -Tanecik kopması ve kötü yüzey kalitesi yaratan kesme kenarına dik küçük çatlaklar Muhtemel nedenler 1-Darbeli talaş kaldırma, 2-Değişken kesme sıvısı temini, gibi nedenlerden dolayı oluşan sıcaklık değişimleri TAKIM AŞINMASI Önleme çareleri 1-Termal darbelere direnci yüksek daha tok kalitede bir uç seçilmeli 2-Ya bol kesme sıvısı kullanılmalı ya da hiç kullanılmamalı






77 TORNA TEZGÂHI Delik delmek Mengeneli aynada tornalamak Alın yüzeyine kanal açmak Kaçık merkezli parça işlemek Alına fatura açmak Parça kesmek






78 TORNA TEZGÂHI Delik tornalamak Kare parçayı silindirik tornalamak Tornada frezelemek Eksantrik tornalamak Kalem ile vida açm ak Mıknatıslı aynada tornalamak

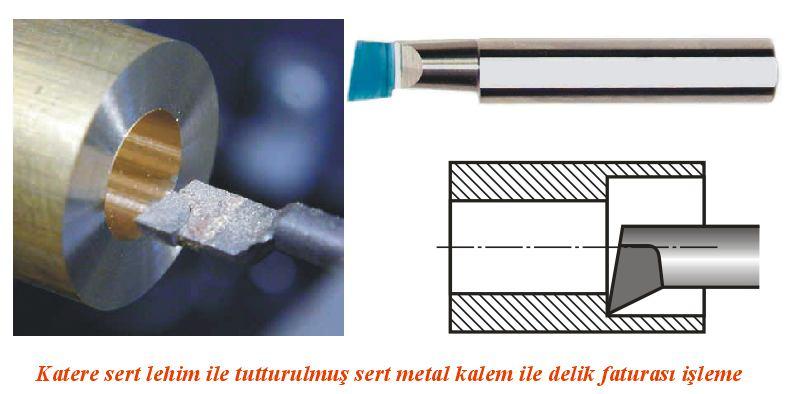
79 DELİK TORNALAMAK Bazı durumlarda elde olmayan matkap ölçülerinde ve hassas yüzeyli delik delinmesi istenebilir. İstenen ölçü ve yüzey kalitesini elde etmek için, uygun bilenmiş delik kalemleri kullanılır. Delik tornalama işleminde, kalemin delik içerisindeki durumu gözlenemeyeceği için, dış yüzey tornalama işlemlerine göre daha dikkatli olmak gerekir. Delik tornalama işlemi sırasında, kalemin delik yüzeyine sürterek ısınması, aşınması ve körlenmesini engellemek, ayrıca delik yüzeyinin hassas işlenmesi için, kaleme uygun boşluk açılarının verilmesi gerekir.

80 DELİK TORNALAMAK Boydan Boya Delik Tornalama Dökümden içi boş olarak dökülmüş iş parçaları, preslerde açılmış delikler, boru şeklindeki işlerin ve matkapla delinmiş iş parçalarının iç yüzeyleri istenen ölçü ve kalite tamlığında torna tezgâhında işlenir. Boydan boya işlenecek delikler için dikkat edilmesi gereken en önemli husus, kalem boyunun delik boyundan uzun olmasını sağlamaktır.
81 DELİK TORNALAMAK

82 DELİK TORNALAMAK Kör Deliklerin Tornalanması Kör deliklerin tornalanması için, dip kısımda düz bir alın yüzeyi elde edecek şekilde kesme yapabilecek uygun kör delik kalemi seçilmelidir.kör delik tornalama sırasında, delik çapının yanında delik boyunun da istenilen değerde olmasına dikkat etmek gerekir.

83 DELİK TORNALAMAK Delik Tornalama İşleminde Dikkat Edilecek Hususlar 1-Kalemin, iş parçasının malzemesine uygun özellikte ve tornalanan delik ölçüsüne uygun boyda olması gerekir. 2-Delik tornalama esnasında, kalemin çarpmamasına dikkat edilmelidir. 3-Deliğin uzun olması ve kalemin esnemesinden dolayı deliğin konik çıkması söz konusu olabilir. Bunu önlemek ve silindirik bir delik elde etmek için, aynı talaş ayarlanarak delik, içten dışa doğru işlenmelidir.

84 TORNA TEZGÂHINDA RAYBA ÇEKMEK
 uygun matkapla delinmesi gerekir.")


85 DELİK İÇİNE VİDA AÇMAK a)iş parçasının hazırlanması: Delik içine vida açmak için öncelikle, deliğin diş dibi çapına(matkap çapı) uygun matkapla delinmesi gerekir. Büyük deliklere vida açılacaksa, delik kalemi ile diş dibi çapına göre torna edilmelidir. İş parçası vida açma işlemi bitinceye kadar tezgâhtan sökülmemelidir. Eğer kör delik içine vida açılacaksa, deliğin dip kısmına delik kalemi ile kanal (fatura) açılmalıdır. Deliğin uygun matkap ile delinmesi Delik kalemi ile işleme

86 DELİK İÇİNE VİDA AÇMAK b)kalemin hazırlanması: Vida kalemi, açılacak vida profiline uygun olarak bilenir. Tezgâha punta yüksekliğinde sağlam olarak bağlanır. Deliğin alt yüzeyine sürtmemesi için, kalemin alt kısmı boşaltılmalıdır. Kalemin, kalem mastarı yardımıyla iş parçasına göre dik olarak bağlanmasına dikkat edilmelidir.
 vida açılacaksa 1 parmaktaki diş sayısına göre ayar kolları konumlarına getirilir.")

87 DELİK İÇİNE VİDA AÇMAK c)tezgâhın hazırlanması: Tezgâh, açılacak vidanın yönüne göre(sağ helis, sol helis) ayarlanır. Eğer metrik vida açılacaksa vidanın adımına göre, parmak(whithworth) vida açılacaksa 1 parmaktaki diş sayısına göre ayar kolları konumlarına getirilir. Vida açmaya başlamadan önce makas kolu ana mil üzerine kavratılmalıdır. Aşağıda makas kolu ve kavramasının konumu gösterilmiştir. Kavrama iki parçadan ibaret olup, kolun kapalı konuma alınması ile ana mil üzerine oturarak, ana milin dönme hareketi arabaya dolayısıyla vida kalemine doğrusal ilerleme hareketi yaptırır. Makas kolu ve kavraması

88 DELİK İÇİNE VİDA AÇMAK d)vidanın açılması: Vida açma işlemine başlamadan önce,vida kalemi delik yüzeyine yaklaştırılır ve yüzeye sıfırlanarak dışarı alınır. Bir miktar talaş verildikten sonra, makas kolu kavratılır ve delik yüzeyinde ilk izler meydana getirilir. Tabla kolundan, verilen talaş miktarı kadar geri çevrilir ve çalıştırma kolu ters çevrilerek kalem deliğin dışına alınır.
 ile izler")
89 DELİK İÇİNE VİDA AÇMAK Vida mastarı(diş tarağı) ile izler kontrol edilir.

90 DELİK İÇİNE VİDA AÇMAK Diş izleri doğru ise, belirli miktarlarda talaş verilerek vida dişleri oluşana kadar işleme devam edilir. Tablodan bakılarak bulunan diş derinliğine göre, işleme devam edilir. Eğer vida dişine uygun bir cıvata varsa en son onunla dişlerin bitip bitmediği kontrol edilmelidir.

91 İKİ AĞIZLI VİDA AÇMAK

92 TRAPEZ VİDA AÇMAK

93 TRAPEZ VİDA AÇMAK

94 KARE VİDA AÇMAK

95 KARE VİDA AÇMAK

96 KARE VİDA AÇMAK

97 YAY SARMAK

98 YAY SARMAK

99 YAY SARMAK

100 TIRTIL ÇEKMEK Silindirik parçaların yüzeyleri üzerine talaş kaldırmadan belirli biçim ve adımda izler meydana getirmeye tırtıl çekme adı verilir. Tırtıl çekme işlemi genel olarak, elle sökülüp takılan veya sıkılıp gevşetilen vidaların, somunların ve bileziklerin elle tutulan silindirik kısımlarına, bazı el takımlarının saplarına veya silindirik kısımlarına açılır.

101 TIRTIL ÇEKMEK

102 TIRTIL ÇEKMEK

103 TIRTIL ÇEKMEK

104 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

105 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

106 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Mengeneli Aynalar Mengeneli aynalar, prizmatik veya biçimleri düzgün olmayan ya da, ölçüleri büyük olduğu için üniversal aynalar ile bağlanamayan parçaları bağlamak için kullanılır. Aynanın, her biri bağımsız olarak hareket ettirilen dört ayağı, mengene çenesi gibi bağlama işlemi yapar. Ayrıca çevresinde bulunan kanallara da bağlama elemanları yardımıyla iş parçalarını bağlamak mümkündür.

107 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI
 aynalardan yararlanılır. Ayrıca mengeneli aynaların ayakları sökülerek te, bir düz ayna niteliğinde kullanılması söz konusudur.")
108 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Düz(Plâka) Aynalar Biçimlerinden dolayı mengeneli aynaya bağlanamayan veya tornalanacak yüzeyi geniş iş parçalarını bağlamak için düz(plâka) aynalardan yararlanılır. Ayrıca mengeneli aynaların ayakları sökülerek te, bir düz ayna niteliğinde kullanılması söz konusudur.



109 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI İş parçalarının düz aynada tornalanması

110 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Pens Tertibatları Torna tezgâhında küçük kesitli ve hassas yüzeyli parçaları seri olarak bağlayıp işlemek amacıyla kullanılan bağlama takımlarına pens tertibatları adı verilir.

111 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Pens tertibatları ait oldukları tezgâhlarda, daire, kare veya altıgen kesitli parçaları takım içinde bulunan pensler yardımıyla, uygun şekilde bağlanmasını sağlar.

112 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI İki Punta Arasında Tornalama Elemanları İş parçalarında ölçülerin ve kademeli yüzeylerin, bir eksen boyunca eşit ve ortak merkezlik içinde olmaları istendiğinde, iki punta arasında tornalamak gerekir. Bu şekilde tornalamak suretiyle, sökülen iş parçasını aynı eksende bağlamak mümkündür.

113 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

114 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

 döndürüldüğü zaman")
115 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Mıknatıslı Aynalar Genel olarak, üniversal aynalar ve mengeneli aynalar ile bağlanamayan veya kalınlıkları ince iş parçalarının tekli veya çoklu bağlanmasında kullanılan aynalardır. Ayna anahtarı delik içerisinde Belirtilen yönde ( 0 dan 1 e doğru ) döndürüldüğü zaman parçaların manyetik olarak aynaya yapışması gerçekleşir. Mıknatıslı aynalar

116 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Dönme sırasında iş parçalarının aynadan fırlamasını önlemek için, düşük devir ve ilerleme ile az talaş derinliği vererek işlemeye özen gösterilmelidir.


117 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Sevk Kızağı Yardımıyla Konik Tornalamak Sevk kızağı ile konik tornalama metodunda, sevk kızağı, araba tablasının diğer ucuna takılır. Araba tezgâh kayıtları üzerinde boyuna hareket ederken sevk kızağına tespit edilerek hareketi sabitleştirilmiş olan enine hareketli araba ve üzerindeki torna kalemi, elde edilmek istenen konik doğrultusu boyunca gitmeye zorlanır. Bu şekilde bağlı olan parça yüzeyi, konik düzenindeki derece bölüntülerine göre ayarlanan kızak yardımıyla istenen koniklik derecesine göre işlenebilir. Sevk kızağı ile konik tornalamak

118 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI




119 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Sevk kızağına koniklik açısının verilmesi Enine arabanın sabitlenmesi Sevk kızağı ile farklı açı yönlerinde ayarlama
120 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Sevk Kızağı Yardımıyla Konik Tornalamanın Olumlu ve Olumsuz Yönleri Sevk kızağı ile konik tornalama metodunun olumlu yönleri şunlardır: 1-Açı derecesine veya milimetrik olarak ayarı kolayca yapılır. 2-Kalemin ilerlemesi otomatik yapıldığından tornalanan yüzeyler temiz ve istenilen özellikte olur. 3-Gezer punta yerinden kımıldatılmadığı için, konik tornalama işlemi bittiğinde tezgâhın ayarı bozulmadan silindirik tornalama yapılır. Sevk kızağının olumsuz yönü olarak, çapları çok küçük ya da boyları çok uzun olan parçaların bu yöntemle konik tornalanmasının sağlıklı olmayacağı söylenebilir.

121 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Kopya Tornalama Aparatları Kopya tornalama, genellikle profil yüzeyli parçaları 1:1 oranında seri olarak işlemek için yapılır. Bununla beraber, mevcut bir profil belirli bir oranda büyük veya küçük olarak elde edilebilir. Kopya tornalamadaki esas, istenen profil ya da şekle göre oluşturulmuş bir şablondan yararlanarak, kaleme istenen hareketleri verebilmektir.


122 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI Hidrolik Kopya Torna Tezgâhı Hidrolik kopya tornalama tezgâhı, basınçlı akışkan (yağın) gücü ile iş parçalarının profillerinin seri ve hassas işlenmesi için kullanılır. Hidrolik tornanın çalışma prensibi, depodan pompa yardımıyla çekilerek basınç oluşturulan yağ ile yön kontrol valfinin pistonuna bağlı izleyici uca şablona göre istenen hareketleri sağlamak ve ana silindir pistonuna iletmektir. Ana silindir pistonuna bağlı olan kalem piston hareketlerine göre iş parçasının yüzeyini işler. Hidrolik kopya torna tezgâhı Hidrolik kopya kalemliği

123 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

124 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

125 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

126 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

127 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

128 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

129 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

130 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

131 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

132 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI

133 ÜNİVERSAL TORNA TEZGÂHI AKSESUARLARI
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Tornalama İşlemleri. Derleyen Doç. Dr. AdnanAKKURT. Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz
 Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Tornalama İşlemleri Derleyen Doç. Dr. AdnanAKKURT Dokümanı Kullanılan Değerli Hocalarımıza Teşekkürü Borç Biliriz Klasik torna tezgahının temel elemanları Torna tezgahının çeşitleri Yatay Torna Tezgahları
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
TORNALAMA. Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir.
 TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TORNALAMA Tornalama, kesme hareketi parçanın dönme hareketi ve ilerleme hareketi takımın ilerleme hareketi ile gerçekleşen talaş kaldırma işlemidir. Takımın ilerleme hareketi, parçanın dönme eksenine paralel
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
3 parçalı el kılavuz takımı
 Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
Vida Açmak Vida açma işlemi iç vida(kılavuz) ve dış vida (pafta) açmak olarak iki farklı şekilde yapılır. Kılavuz açma işlemi için özel kılavuz takımı ve kılavuz kolu kullanılırken, pafta açmak için pafta
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
TALAŞLI İMALAT USULLERİ
 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi TORNALAMA İŞLEMLERİ 2 Tornalama İşlemi Dairesel hareket yapan bir iş parçası üzerinden, değişik doğrultularda
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ TORNA TEZGÂHINDA VİDA AÇMA-1 521MMI653 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
ÖĞRENME FAALİYETİ 1. 1. ViDA VE KILAVUZLAR
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ 1 AMAÇ Uygun atölye ortamı ve gereçleri sağlandığında, tekniğine uygun olarak kılavuz ile diş açabileceksiniz. ARAŞTIRMA 1. Okul kütüphanesi, şehir kütüphanesi, Internet,
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Silindir Arýzalarý Çalýºma sonucu silindir yüzeyleri aºýnma, parlaklýk, pörtüklenme, çizik, çatlak
 SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
46.Deliklerin ağzını genişletmek için kullanılan alete ne denir? A) Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk
 Rayba B) Pafta C) Kılavuz D) Havşa 47. Aşağıdakilerden hangisi vida oluk") TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci mengenesi D) Döner çeneli mengene 2. İşimiz
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ VİDA VE DELİK İŞLEMLERİ ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Ekim, Bakım ve Gübreleme Makinaları Dersi
 Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 4 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 4 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan