HEMA ENDÜSTRİ. Pars Kalite Çemberi
|
|
|
- Deniz Başer
- 8 yıl önce
- İzleme sayısı:
Transkript
1 HEMA ENDÜSTRİ Pars Kalite Çemberi


2 PARS ÇALIŞMA GRUBU SUNUMU


3

4 PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE 3: Makine Arızlarının Azaltılması PROJE 4: Takım ve Uç İyileştirilmeleri (LS8) Kuruluş Tarihi: Eylül 2011
 Kuruluş Tarihi: Eylül")
5
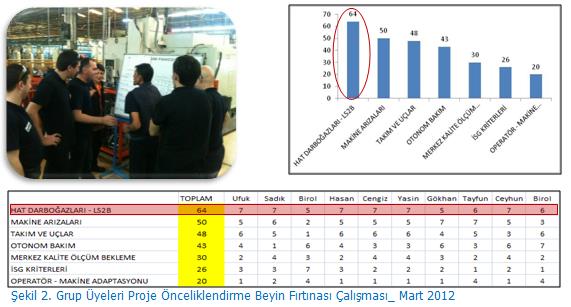
6 Mevcut Durum: PL 1815 doluluk oranı %242,7 Hedef : PL 1815 no lu tezgâhı darboğazdan kurtarmak


7 Hedef : Tezgâhların doluluk oranlarının maksimum % 88 civarında tutmak

 Problem çözme teknikleri")
8 Haftalık toplantılar. (Çarşamba 13:00) Problem çözme teknikleri (Balıkkılçığı / Why-Why)

9
10
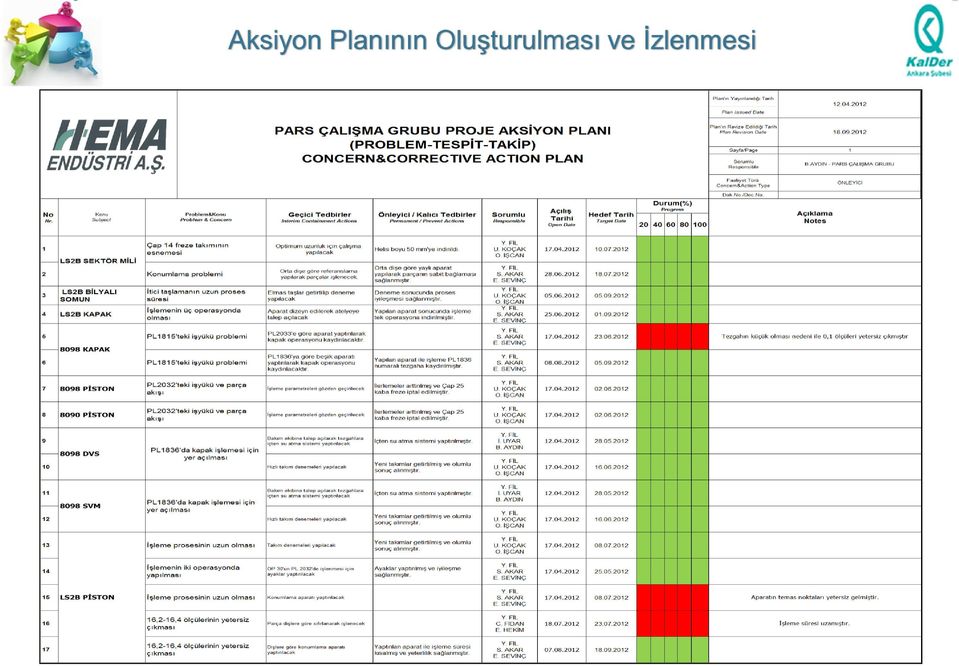

11 PL1815 kapasite problemi nedeni ile takım iyileştirmeleri yapılmış ve işleme süresi 7 dk dan 2,5 dk ya indirilmiştir. LS2B Sektör Mili ø14 freze takımının esnemesi problemi.



12 İtici taşlamada kullanılan kumtaş yerine elmas taş yaptırılarak işleme süresi 15 dakikadan dan 7 dakika ya düşürülmüştür. Ek 1: Kalite kazancı sağlanmıştır. Eski taşa 10 parçada bir bileme yapılarak 80 parça işlenirken, yeni taş bileme yapılmaksızın 180 parça işlemektedir. Process Capability of A PARALELLİK 0.02 USL Process Data Within LSL * Overall Target * USL 0.02 Potential (Within) C apability Sample Mean C p * Sample N 30 C PL * StDev (Within) C PU 1,78 StDev (O v erall) C pk 1,78 O v erall C apability Pp * PPL * PPU 1,83 Ppk 1,83 C pm * Ek 2: Çevre katkısı sağlanmıştır. Kumtaş devri 7000 d/d, elmas devri 3000 d/d olduğundan enerji tasarrufu sağlanmıştır. 0,008 0,010 0,012 0,014 0,016 0,018 0,020 O bserv ed Performance PPM < LSL * PPM > USL 0,00 PPM Total 0,00 Exp. Within Performance PPM < LSL * PPM > USL 0,05 PPM Total 0,05 Exp. O v erall Performance PPM < LSL * PPM > USL 0,02 PPM Total 0,02


13 Yapılan iyileştirme ile işleme süresi 8 dakika dan 4,8 dakika ya indirilmiştir. PL1461 de üç operasyonda işlenen kapak prosesi, divizöre yeni bir aparat yaptırılarak tek bir operasyona düşürülmüştür.

 yetersiz çıktığı görülmüştür.")
14 Yapılan adaptasyon ile PL1815 in iş yükü azaltılmıştır. PL2033 numaralı tezgaha aparat yaptırılarak parçalar bu tezgaha adapte edilmiştir. Fakat yeterlilik çalışmalarında bazı ölçülerin (0,1 diklik ölçüsü) yetersiz çıktığı görülmüştür. Yapılan 5 Neden analizi ile kök sebebin tezgâhın küçük olması nedeniyle ile işleme yükünü kaldıramamış ve takımları kırıyor olması olarak tespit edilmiştir. Bu nedenle PL1836 numaralı tezgâha alınma kararı verilmiştir. PL1836 numaralı tezgaha aparat bağlama tablası yaptırılmış ve kapak prosesleri işlenmeye başlamıştır. Process Capability of DİKLİK 0.1 Process Data LSL * Target * USL 0.1 Sample Mean Sample N 30 StDev (Within) StDev (O v erall) USL Within Overall Potential (Within) C apability C p * C PL * C PU 2,14 C pk 2,14 O v erall C apability Pp * PPL * PPU 2,25 Ppk 2,25 C pm * 0,036 0,048 0,060 0,072 0,084 0,096 O bserv ed Performance PPM < LSL * PPM > USL 0,00 PPM Total 0,00 Exp. Within Performance PPM < LSL * PPM > USL 0,00 PPM Total 0,00 Exp. O v erall Performance PPM < LSL * PPM > USL 0,00 PPM Total 0,00


15 PL1835 ve PL1836 tezgâhlarına içten su atma sistemi yaptırılmış, aynı zamanda PL1835 ve PL1836 tezgâhında çalışan sürgü ve millere hızlı takımlar getirtilerek DVS parçalarında 8 dakika; SVM parçalarında 7,25 dakikalık işleme kazancı sağlanmıştır. Böylece tezgahlarda işleme kapasitesi arttırılmış olup yeni dayama ve baskı puntaları yaptırılarak PL1836 daki DVS parçaları PL1835'e adapte edilmiştir.

 C apability C p 2,04 C PL 2,02 C PU 2,07 C pk 2,02 O v erall C apability Pp 2,00 PPL 1,98 PPU 2,03 Ppk 1,98 C pm * 15,84 15,90 15,96 16,02 16,08")
16 Process Capability of A H MESAFE 16.2/15.8 Process Data LSL 15.8 Target * USL 16.2 Sample Mean Sample N 30 StDev (Within) StDev (O v erall) LSL USL Within Overall Potential (Within) C apability C p 2,04 C PL 2,02 C PU 2,07 C pk 2,02 O v erall C apability Pp 2,00 PPL 1,98 PPU 2,03 Ppk 1,98 C pm * 15,84 15,90 15,96 16,02 16,08 16,14 16,20 O bserv ed Performance PPM < LSL 0,00 PPM > USL 0,00 PPM Total 0,00 Exp. Within Performance PPM < LSL 0,00 PPM > USL 0,00 PPM Total 0,00 Exp. O v erall Performance PPM < LSL 0,00 PPM > USL 0,00 PPM Total 0,00 Yapılan takım ve aparat iyileştirmeleri ile işleme süresi 25 dakikadan 10 dakikaya indirilmiştir. Ancak 16,2 ve 16,4 ölçüleri yetersiz çıktı. Yapılan 5 Neden analizinde kök sebep parça üzerinde referans piminin olmaması olarak belirlendi. Bu problem dişlerden konumlama aparatı yaptırılarak ortadan kaldırılmıştır.


17 Yapılan iyileştirme ile işleme süresi 6 dakikadan 2,7 dakikaya indirilmiştir. Parçanın buraya kaydırılmasında tezgâhın beşinci ekseninden yararlanılmış ve ayna ayakları yaptırılmıştır. Böylece proses OP 30 altında tek bir işlemede yapılmaktadır.



18 Program içinde yapılan düzenlemelerle (yaklaşmalar, devir ilerleme vs.) ø 25 kaba freze iptal edilmiş ve operasyon süresi 8090 pistonlarda 10,95 dakikadan 5.45 dakika ya; 8098 pistonlarda 12,5 dakika dan 8 dakika ya indirilmiştir.


19 Hayata geçirilen tüm iyileştirmeler sonrası birincil hedef olan % 242 doluluk ile çalışan PL 1815 tezgahı darboğazdan kurtarılarak % 64,62 doluluk seviyelerine çekilmiştir.

 sayesinde çevreye olan zararlar da azaltılmıştır.")

20 TAM ZAMANINDA ÜRETİM İyileştirmelerle birlikte yapılan enerji tasarrufları (elektrik, boryağ, su vs.) sayesinde çevreye olan zararlar da azaltılmıştır. GENEL ÜRETİM GİDERLERİ İyileştirmeler öncesi bir adet direksiyonun alt parçalarının üretimi için dik işleme hattında 240 dakika zaman harcarken 53,5 dakikalık zaman iyileştirmeleri sonrası bu rakam 186 dakikaya düşürülmüştür. NET KAZANÇ



21 Çember Konusu : Takım ve Aparat İyileştirmeleri Proje 4 Takım ve Aparat İyileştirilmeleri Proje 3 Makine Arızlarının Azaltılması Proje 2 Dik İşleme Hattı tezgah Doluluk ve Darboğazlarının İyileştirilmesi Proje 1 Matkap Operasyonlarının CNC Tezgahlarına Taşınması 21

22 PARS ÇALIŞMA GRUBU Devam eden diğer çalışmalar 22
23 TESLİMAT ÇALIŞMALARI 23 PL 2032 tezgahı planlı bakıma verilmiş ve magazininde yaşanan kronikleşmiş takım atma problemi ortadan kaldırılmıştır.
24 GÜVENLİK ve APARAT ÇALIŞMALARI Makine önündeki ayaklıkların yere sabit olmaması Kapı switchleri aktif değil PL1815 ve PL1708 deki yağ kaçakları İSG farkındalık eğitimi verilmeli Ayaklıkların kayması Makinelerdeki yağ kaçakları ISG ekipmanlarının kullanılmaması Kapı switchleri aktif değil İSG Kriterlerine Uyum ; probleminin çözümü için oluşturulan balıkkılçığı ve kök neden analizi 24 Yere sabit değil Valf o ringlerinin yıpranması Farkındalık ve dikkat eksikliği Ayarların rahat yapılabilmesi Sabitlemesi yok İşletme körlüğü Mevcut camlardan görülemiyor Kaynak atelyesine talep açılacak Mekanik bakıma talep açılacak İSG eğitimi verilecek Mekanik bakıma talep açılacak
25 MOTİVASYON ve EĞİTİM ÇALIŞMALARI Operatörler kendi havuzunda çalıştığından hat esnekliği sağlanamıyor Operatörler birbirlerine yardımcı olamıyorlar Farkındalığı arttırmak Operatörün kendi havuzunda çalışması Diğer havuzları bilmiyor Makine bilgisi yok Operatörler diğer havuzlara yetiştirilecek. Makine set-up talimatları hazırlanacak Kritik ölçüler öğretilecek 25 Operatör Makine Değişimi probleminin çözümü için oluşturulan balıkkılçığı ve kök neden analizi
26 ÇEVRE ÇALIŞMALARI Düzensiz görünüm Hammadde kasalarının altı temizlenemiyor. Aparat rafları dağınık ve boyaları kötü Boyalar nedeniyle makineler kirli görünüyor Sepetlerin yerlerde olması vuruklara neden olabilir İş motivasyonu olumsuz etkilenebilir Ölçüm masalarından gereksiz malzemelerin uzaklaştırılması Hammadde kasalarının altı temizlenemiyor. Hareketsiz Arabalar yetersiz Taşıma arabası yaptırılacak. Rafların boyası kötü Parçalarda vuruk riski Sepetler yerde Arabalar yetersiz Raflar ve masalar boyatılacak. Taşıma arabası yaptırılacak. 26 Otonom Bakım ; probleminin çözümü için oluşturulan balıkkılçığı ve kök neden analizi
27 ÇEVRE ÇALIŞMALARI Kasalarda ve yerlerde bekletilen malzemeler yeni yaptırılan taşıma arabalarına konulmuş; parça aktarma kayıpları azaltılarak hem görsel hem de çevresel düzende iyileşme sağlanmıştır. 27
28 ÇEVRE ÇALIŞMALARI Otonom bakım faaliyetleri kapsamında ölçüm masaları ve aparat rafları boyanmıştır. 28
29 TEŞEKKÜRLER
HEMA ENDRÜSTRİ. Çınar Kalite Çemberi
 HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
O-Ring contalar alt yapı borularında sızdırmazlık elemanı olarak kullanılan ürünlerdir. Bu contaların kesit çapları 15mm-36mm arasında değişmekte
 O-Ring contalar alt yapı borularında sızdırmazlık elemanı olarak kullanılan ürünlerdir. Bu contaların kesit çapları 15mm-36mm arasında değişmekte olup, boru çapı ise 3.000 mm ye kadar olan borularda sızdırmazlık
O-Ring contalar alt yapı borularında sızdırmazlık elemanı olarak kullanılan ürünlerdir. Bu contaların kesit çapları 15mm-36mm arasında değişmekte olup, boru çapı ise 3.000 mm ye kadar olan borularda sızdırmazlık
Daha çok değil, daha akıllı çalışmak
 Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Daha çok değil, daha akıllı çalışmak YALIN 6 SIGMA NIN ANAHTARI YALIN ALTI SİGMA Müşterileri Memnun Etmek Süreçleri İyileştirmek Kalite Hız EKİP ÇALIŞMASI Varyasyon ve Hatalar Süreç Akışı YALIN 6 SIGMA
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
MEYVE SUYU ÜRETİMİNDE SÜREÇ KARARLILIĞI VE YETERLİLİK ANALİZİ
 MEYVE SUYU ÜRETİMİNDE SÜREÇ KARARLILIĞI VE YETERLİLİK ANALİZİ Evren DİREN Serkan ATAK Çiğdem CİHANGİR Murat Caner TESTİK ÖZET Kusurları ve israfı önleyerek müşteri memnuniyetini ve karlılığı arttırmayı
MEYVE SUYU ÜRETİMİNDE SÜREÇ KARARLILIĞI VE YETERLİLİK ANALİZİ Evren DİREN Serkan ATAK Çiğdem CİHANGİR Murat Caner TESTİK ÖZET Kusurları ve israfı önleyerek müşteri memnuniyetini ve karlılığı arttırmayı
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
Aykut GÜRKAN Makine Mühendisi
 Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
Aykut GÜRKAN Makine Mühendisi Bakım nedir? İşletmede faaliyetlerin yerine getirilebilmesi için her türlü makine, ekipman ve teçhizatın belirli kurallar çerçevesinde gözden geçirilmesi, kontrol edilmesi
SEÇİL KAUÇUK. Sinerji Kalite Çemberi
 SEÇİL KAUÇUK Sinerji Kalite Çemberi SİNERJİ KALİTE ÇEMBERİ OTOKLAV HORTUM CONTALARI METOT VE KALİTE İYİLEŞTİRMESİ 2 Otoklav üretim yöntemi nedir? OTOKLAV ÜRETİM ÜNİTESİ Üretimin basınçlı bir metal kazan
SEÇİL KAUÇUK Sinerji Kalite Çemberi SİNERJİ KALİTE ÇEMBERİ OTOKLAV HORTUM CONTALARI METOT VE KALİTE İYİLEŞTİRMESİ 2 Otoklav üretim yöntemi nedir? OTOKLAV ÜRETİM ÜNİTESİ Üretimin basınçlı bir metal kazan
Giriş. TPM nin ortaya çıkması. TPM uygulamalarının başlıca amaçları; TOPLAM ÜRETKEN BAKIM 01.04.2014. (Total Productive Maintanence TPM)
") TOPLAM ÜRETKEN BAKIM (Total Productive Maintanence TPM) Dr. Ferhat Güngör Mart 2013 İşletmelerin gelişmesin de yönetim tarzının yanı sıra, Toplam Üretken Yönetim (TPM) gibi metotların kullanımı ile Tüm
TOPLAM ÜRETKEN BAKIM (Total Productive Maintanence TPM) Dr. Ferhat Güngör Mart 2013 İşletmelerin gelişmesin de yönetim tarzının yanı sıra, Toplam Üretken Yönetim (TPM) gibi metotların kullanımı ile Tüm
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
SPAC Yalın Altı Sigma Danışmanlık
 SPAC Yalın Altı Sigma Danışmanlık En Eski: 2000 yılından bugüne En Büyük: 15 UKK 12 Bin saati aşkın Y6S eğitimi 150 den fazla danışan firma 6.000'den fazla proje danışmanlığı 200 Milyon Dolar proje kazancı
SPAC Yalın Altı Sigma Danışmanlık En Eski: 2000 yılından bugüne En Büyük: 15 UKK 12 Bin saati aşkın Y6S eğitimi 150 den fazla danışan firma 6.000'den fazla proje danışmanlığı 200 Milyon Dolar proje kazancı
Altı Sigma ve Arçelik teki Uygulamalar
 Altı Sigma ve Arçelik teki Uygulamalar İhsan Güler Altı Sigma Lideri, ARÇELİK A.Ş 09 Mayıs 2008 Altı Sigma... Metodoloji Verilere Dayanan Sistematik Dil Birliği Özü Değişkenliği Azaltmak Stratejilerin
Altı Sigma ve Arçelik teki Uygulamalar İhsan Güler Altı Sigma Lideri, ARÇELİK A.Ş 09 Mayıs 2008 Altı Sigma... Metodoloji Verilere Dayanan Sistematik Dil Birliği Özü Değişkenliği Azaltmak Stratejilerin
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
VTEC MUSTEK CNC FREZE TEZGAHLARI
 MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON VİBRASYON İLE GERİLİM GİDERME İŞLEMİ YAPILMIŞTIR.
MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON VİBRASYON İLE GERİLİM GİDERME İŞLEMİ YAPILMIŞTIR.
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI
 TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
VTEC MUSTEK CNC FREZE TEZGAHLARI
 ALÜMİNYUM, MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON 20 mm. KALINLIĞINDA SIK ARALIKLARLA
ALÜMİNYUM, MDF, PLASTİK, STRAFOR, KOMPOZİT MALZEME İŞLEMEYE UYGUN GANTRY TİPİ CNC ROUTER FREZE TEZGAHLARI VER. 1.0 KOLON YAPISI VTEC MUSTEK KAYNAKLI ÇELİK KONSTRÜKSİYON 20 mm. KALINLIĞINDA SIK ARALIKLARLA
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
ADAYLAR İÇİN SINAV REHBERİ TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK İPLİK BİTİM İŞLERİ OPERATÖRÜ SEVİYE 2
 TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK ADAYLAR İÇİN SINAV REHBERİ İPLİK BİTİM İŞLERİ OPERATÖRÜ SEVİYE 2 UYGULAMA SINAV KİTAPÇIĞI 2013 TÜRKİYE TEKSTİLSANAYİİ İŞVERENLERİ
TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK ADAYLAR İÇİN SINAV REHBERİ İPLİK BİTİM İŞLERİ OPERATÖRÜ SEVİYE 2 UYGULAMA SINAV KİTAPÇIĞI 2013 TÜRKİYE TEKSTİLSANAYİİ İŞVERENLERİ
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları
 30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
30.05.2013 Rutin olmayan faaliyetler & Robotik alanlarda iş güvenliği uygulamaları Taşkın KOÇAK Endüstri mühendisi İş güvenliği uzmanı 1/30 AJANDA İş güvenliğinde 7 adım yaklaşımı Rutin olmayan faaliyetlerde
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ. CNC Ağır Hizmet Tipi Tornalar
 SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
SONDAJ BORULARINI İŞLEMEK İÇİN BÜYÜK DELİKLİ İŞ MİLLERİ CNC Ağır Hizmet Tipi Tornalar ŞİRKET PROFİLİ 1980 lerde Chen Kardeşler tarafınca kurulduğundan bu yana firmamız tüm Dünya ya en mükemmel, verimli,
ANINDA STOKTAN TESLĐM
 AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
İSTATİSTİKİ PROSES KONTROL UYGULAMALARI İÇİN BİR SİSTEM TASARIMI. Burçin M. DURMAN, Yrd.Doç.Dr. Fatma PAKDİL
 İSTATİSTİKİ PROSES KONTROL UYGULAMALARI İÇİN BİR SİSTEM TASARIMI Burçin M. DURMAN, Yrd.Doç.Dr. Fatma PAKDİL Başkent Üniversitesi, Mühendislik Fakültesi, Endüstri Mühendisliği Bölümü, 06530, Bağlıca, Ankara
İSTATİSTİKİ PROSES KONTROL UYGULAMALARI İÇİN BİR SİSTEM TASARIMI Burçin M. DURMAN, Yrd.Doç.Dr. Fatma PAKDİL Başkent Üniversitesi, Mühendislik Fakültesi, Endüstri Mühendisliği Bölümü, 06530, Bağlıca, Ankara
5S UYGULAMASI. Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA
 5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
5S UYGULAMASI Cengiz Nurettin İŞLER İBB İSG Uzmanı -MBA 5 S YÖNETİMİNE GİRİŞ BİRİNCİL AMAÇ İKİNCİL AMAÇ GÜVENLİK VERİMLİLİK 5S NEDİR? Baş harfleri S ile başlayan Japonca kelimelerdir. SEIRI SEITON SEISO
TEZGAH ÇALIŞTIRMA VE BAKIM TALİMATI
 TEZGAH VE BAKIM TALİMATI PRES TEZGAHI 1.Malzemeye uygun olarak kurs ayarı ve koç masa arası mesafe ayarını yap. 2. Kalıpları tezgaha monte et. 3.Tezgahın şalterini aç. 4.Tezgahta çalışmaya başla. 5.Presleme
TEZGAH VE BAKIM TALİMATI PRES TEZGAHI 1.Malzemeye uygun olarak kurs ayarı ve koç masa arası mesafe ayarını yap. 2. Kalıpları tezgaha monte et. 3.Tezgahın şalterini aç. 4.Tezgahta çalışmaya başla. 5.Presleme
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi
 2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi Gövde : Tamamen metal profil konstrüksiyon.ön gerilim giderme işlemi yapılmış metal gövde. Ana freze Motoru
2137 Pro PP Dik-Yatay Delik üniteli ve Kapı İşleme Agregate li ve Torna eksenli CNC İşleme merkezi Gövde : Tamamen metal profil konstrüksiyon.ön gerilim giderme işlemi yapılmış metal gövde. Ana freze Motoru
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
SKF Solution Factory İstanbul, TR
 SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
Ekonomik anlamda küçülme değil büyüme
 New 01.07.2016 Talaşlı imalat da yenilikler Ekonomik anlamda küçülme değil büyüme Son derece ince bir tasarıma sahip yüksek tork, yeni nesil hidrolik sıkıştırma teknolojisi. TOTL TOOLING=KLITE x SERVIS
New 01.07.2016 Talaşlı imalat da yenilikler Ekonomik anlamda küçülme değil büyüme Son derece ince bir tasarıma sahip yüksek tork, yeni nesil hidrolik sıkıştırma teknolojisi. TOTL TOOLING=KLITE x SERVIS
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
WWW.ER-CE.NET Rev. 2011 SUPERCOMBINATA SC1 40/1. İŞLEME ÇAPLARI ( Ø 42 mm den Ø 400 mm ye kadar) AKSESUARLAR. EKSTRA KiTLER. Kod Açıklama.
 AKSESUARLAR. EKSTRA KiTLER. Kod Açıklama.") SUPERCOMBINATA SC1 40/1 ( Ø 42 mm den Ø 400 mm ye kadar) SUPERCOMBINATA serisi ağır ekipmanların yenileştirme ve onarım hizmetlerinde artan taleplere cevap verebilmek için imal edilmiştir. Portatif makinalarımız
SUPERCOMBINATA SC1 40/1 ( Ø 42 mm den Ø 400 mm ye kadar) SUPERCOMBINATA serisi ağır ekipmanların yenileştirme ve onarım hizmetlerinde artan taleplere cevap verebilmek için imal edilmiştir. Portatif makinalarımız
CNC DİVİZÖR KATALOĞU.
 CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ELEKTROMED. Elektronik Adamlar Kaizen Ekibi
 ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
ADAYLAR İÇİN SINAV REHBERİ TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK İPLİK OPERATÖRÜ SEVİYE 4
 TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK ADAYLAR İÇİN SINAV REHBERİ İPLİK OPERATÖRÜ SEVİYE 4 UYGULAMA SINAV KİTAPÇIĞI 2013 TÜRKİYE TEKSTİLSANAYİİ İŞVERENLERİ SENDİKAS
TEKSTİL SERTİFİKASYON MERKEZİ MESLEKİ YETERLİLİK BELGELENDİRME SINAVINA GİRECEK ADAYLAR İÇİN SINAV REHBERİ İPLİK OPERATÖRÜ SEVİYE 4 UYGULAMA SINAV KİTAPÇIĞI 2013 TÜRKİYE TEKSTİLSANAYİİ İŞVERENLERİ SENDİKAS
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ
 COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI
 HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
HAVACILIK SEKTÖRÜNDE BİR ÜRETİM UYGULAMASI - AFT SHAFT CELL- 1of 66 Parçaların Kalite Gereklilikleri Klaslı ve teknik plan onaylı delik grupları Müşteri tarafından istenen ölçümler. (klasik ölçüm, fpi,
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
TPM VE KAİZEN.
 TPM VE KAİZEN Öğr. Gör. Kayhan KOCA 1, Yard. Doç. Dr. Mehmet KODAL 1, Doç.Dr.Güralp Özkoç 2 1 Kocaeli Üniversitesi Köseköy Meslek Yüksek Okulu, 41135 2 Kocaeli Üniversitesi Kimya Mühendisliği Bölümü, 41380
TPM VE KAİZEN Öğr. Gör. Kayhan KOCA 1, Yard. Doç. Dr. Mehmet KODAL 1, Doç.Dr.Güralp Özkoç 2 1 Kocaeli Üniversitesi Köseköy Meslek Yüksek Okulu, 41135 2 Kocaeli Üniversitesi Kimya Mühendisliği Bölümü, 41380
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
ULUSAL YETERLİLİK 12UY0082-4 CNC PROGRAMCISI SEVİYE 4
 ULUSAL YETERLİLİK 12UY0082-4 CNC PROGRAMCISI SEVİYE 4 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ CNC Programcısı (Seviye 4) Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu (MYK)
ULUSAL YETERLİLİK 12UY0082-4 CNC PROGRAMCISI SEVİYE 4 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ CNC Programcısı (Seviye 4) Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu (MYK)
KOMPAKT ÇÖZÜMLERİ OTOMASYON CONTROLLED BY
 KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
KOMPAKT OTOMASYON ÇÖZÜMLERİ CONTROLLED BY TYPE #1 Tek makine uygulamaları için mükemmel çözüm Yüksek hızda yükleme & boşaltma 4 kg parça yükleme & boşaltma kapasitesi Torna, freze ve taşlama tezgahları
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
12UY Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız...
 Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
MAKİNE BAKIMCI (SEVİYE 4) TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ
 TEORİK VE UYGULAMA SINAVI SORULARININ İÇERİĞİ") B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
B1: ÖNLEYİCİ BAKIM B1: Önleyici Bakım Uygulama Sınavının İçeriği: Yapılacak uygulama sınavında aşağıdaki konularla ilgili beceri ve yetkinlikler değerlendirilecektir. Sınavda adayların aşağıda belirtilen
İŞ KAMYONLARI OPERATÖRÜ YETİŞTİRME KURSU PROGRAMI
 İŞ KAMYONLARI OPERATÖRÜ YETİŞTİRME KURSU PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : İş kamyonları (Kaya kamyon, toprak taşıyıcı araçlar, transmixser, kendi yürür
İŞ KAMYONLARI OPERATÖRÜ YETİŞTİRME KURSU PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : İş kamyonları (Kaya kamyon, toprak taşıyıcı araçlar, transmixser, kendi yürür
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup