Konstrüksiyon Sistematiği -5-
|
|
|
- Soner Akbulut
- 6 yıl önce
- İzleme sayısı:
Transkript



 İşletmenin üretim olanakları (teknolojik bilgi birikimi ve teknik eleman durumu, makina parkı, dışa bağımlılık, malzeme teminindeki darboğazlar")


 çubuk veya boru şeklinde elde")

1 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri, Maliyet ve kalite yönünden ekonomiklik, Yeterli üretim zamanı ve Üretimde kullanılacak araç-gerecin (ekipmanların) firmada mevcut olup olmaması gibi hususları kapsamaktadır. Konu: Doç. Dr. Ahmet DEMIRER Üretim Yöntemleri ve Karakteristikleri: Üretim yönteminin seçimi, her şeyden önce, söz konusu tasarımın şekli, malzemesi ve üretimi yapacak olan işletmenin sahip olduğu olanaklarla yakından ilgilidir. Ürünün şekli ve boyutları, çalışma koşulları, Malzemenin şekil alma kabiliyeti, üründen beklenen performans özellikleri, (dayanım, korozyon direnci, elektrik iletkenliği vb.) İşletmenin üretim olanakları (teknolojik bilgi birikimi ve teknik eleman durumu, makina parkı, dışa bağımlılık, malzeme teminindeki darboğazlar vb.) gibi faktörlerin olumlu olması, üretim yönteminin seçimi konusunda tasarım mühendisine karar verme esnekliği sağlayacaktır. Tüm bu hususlar göz önünde bulundurulduğunda makine yapımı alanında başvurulabilecek üretim yöntemleri, şu dört grup içinde sınıflandırılabilir; 1-Talaş kaldırma yöntemi ile üretim: Üretim yöntemleri içinde en sık başvurulan bir yöntemdir. Ürün şeklinin talaş kaldırma yöntemi ile işlenmeye elverişli olması ve bu iş için stokta uygun malzeme bulunması durumunda tercih edilecek bir yöntemdir. Ancak bu yöntem çok sayıdaki üretim için yavaş ve pahalı olduğundan genellikle düşük parça durumunda uygudur. Bu üretim yönteminin tercih edilebilmesi için, imalatın yapılmasında kullanılacak malzemelerin hazır (yarı mamul) çubuk veya boru şeklinde elde hazır bulunması ve gerekli kesme, delme, frezeleme veya tornalama gibi işlemleri yapacak olan tezgahların mevcut olması gerekir. Aksi taktirde avantajlı bir durum oluşmaz. Bu malzemeler kullanılarak küçük parçalar istenen sayıda kolayca üretilebilir. Cıvata üretiminde altıgen şeklindeki çubukların torna tezgahında işlenmesi buna tipik bir örnek teşkil eder. Talaş kaldırma yöntemi ile üretim, Sac malzemelerin elde şekillendirilmesi veya preslenmesiyle üretim. Döküm, dövme veya toz metalürjisi ve sonrasında gerekiyorsa makinalarla işleyerek üretim. Birleştirme (perçinleme, kaynak yapma, lehimleme, yapıştırma vb.) yöntemleriyle üretim. 1

 kullanılmaktadır.")



, genellikle birkaç küçük parçanın kaynakla birleştirilmesi yoluyla elde edilirler.")




 üretimi söz")
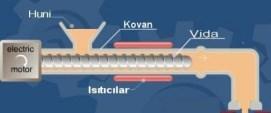
2 2-El ile veya presleme yöntemi ile üretim: El ile şekillendirme işleminden kasıt insan gücünün kullanılması, preslemede ise bu işin bir makina ile yapılmasıdır. Sac malzemeler; ince cidarlı ve kutu biçimli yapılarda (örneğin motorlu taşıtların kaportası; çamaşır makinası, buzdolabı vb. beyaz eşyaların kabinleri) ve kalınlıkları ince olan parçaların elde edilmesinde (örneğin rondela, sac dirsek, raf, boru kelepçesi vb.) kullanılmaktadır. Bu üretim yöntemi; diğer ince parça üretim yöntemleriyle kıyaslandığında hem daha hızlı üretim olanağı sağlar hem de çok fazla makina işçiliği gerektirmez. Dikkatli bir çalışma ile üç boyutlu parçaların üretiminin de bu yöntemle yapılabilmesi mümkündür. Ancak döküm, toz metalürjisi veya makinalarda işleyerek elde edilebilecek kadar karmaşık yapıya sahip parça şekli elde edilmesi mümkün değildir. Burada dikkat edilmesi gereken önemli bir husus, malzemenin, soğuk şekillendirme esnasında çatlayıp bozulmayacak düzeyde sünekliğe sahip olmasıdır. Az sayıda veya büyük boyuttaki parçaların el ile, çok sayıda veya küçük boyutlu parçaların söz konusu olduğu durumlarda ise presleme yöntemi ile kalıpta üretimi daha uygundur. Büyük parçalar (örneğin taşıt kaportası), genellikle birkaç küçük parçanın kaynakla birleştirilmesi yoluyla elde edilirler. 3-Döküm, dövme veya toz metalürjisi yöntemi ile üretim: Döküm, dövme ve toz metalürjisi yöntemleri alternatif üretim seçenekleri arasında çok önemli bir yer oluşturmaktadır. Sistem; özel bir malzemeden parça üretimine karar verilmesi aşamasında; parçanın şekli ve büyüklüğü, istenen mukavemet değeri, üretimde gerekli ekipman ile sayısal üretim miktarı ve maliyete bağlı olarak birbiri arasındaki ilişkiyi en iyi şekilde analiz etmemize olanak tanır. Ürün şekli ve istenen hassaslık, makinada işleme kapasitesine bağlı bir olaydır. Örneğin iyi tasarlanmış bir kokil kalıba döküm işlemi sonunda parça, çok az miktarda veya hiç makina ile işlenmeye gerek kalmayacak kadar düzgün elde edilebilir. Ancak kum kalıba dökümde veya dövme işleminde hemen hemen her zaman makina işçiliğine ihtiyaç duyulur. Burada amaç, makina işçiliği pahalı ve zaman alıcı olduğundan daima makina işçiliği gerektiren unsurlardan kaçınmak veya bunu en aza indirgemek olmalıdır. Yüksek mukavemetli bir dövme ürünü veya kritik kısımları olan bir parçanın yüksek doğruluk değerinde (dar tolerans sınırlarında) üretimi söz konusu olduğunda işlemeyi yapacak makinanın kendisinin ve işçiliğinin daha pahalı olacağı unutulmamalıdır. 3-Döküm, dövme veya toz metalürjisi yöntemi ile üretim: Plastik Enjeksiyon Yöntemi Şekil.Bir plastik enjeksiyon makinasının çalışma prensibi 1-Granül haldeki plastik malzeme 2-Sonsuz vida tahrik dişlisi 3-Enjeksiyon basınç göstergesi 4-Enjeksiyon konum kumanda şalteri 5-Sevk eden karıştıran sonsuz vida 6-Elektrikli silindir ısıtıcısı 7-Makina silindiri 8-Enjeksiyon makina memesi (lülesi) 9-Enjeksiyon kalıbı a) Sonsuz vida, hidrolik bir pistonla ileri doğru itilir, bu esnada erimiş malzeme kalıba dolar. b) Eriyik haldeki plastik malzeme son bir basınçla (tutma-ütüleme basıncı) kalıbı doldurur. c) Kalıp açılarak parça düşer ve yeni bir çevrim için eriyik malzeme silindir ön haznesine dolar. 2








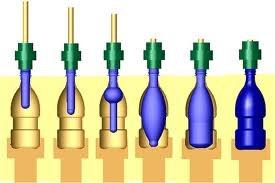
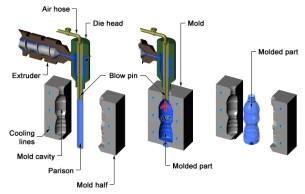




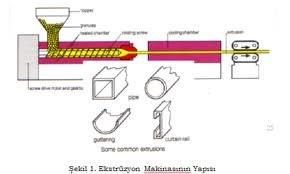

3 Plastik enjeksiyon kalıplama yöntemi ile üretim: Plastik enjeksiyon ve şişirme kalıplama yöntemi ile üretim: Plastik şişirme kalıplama yöntemi: Plastik Ekstrüzyon kalıplama yöntemi: 3




 Üretim şekli, doğruluk ve boyutlar: Döküm işleminde ergimiş metal kullanıldığından çok karmaşık şekiller dahi kolayca ve oldukça yüksek doğruluk derecesinde (ölçüsünde) üretilebilirler.")
4 4-Perçin, kaynak, lehim vb. yöntemlerle üretim: Çeşitli kalınlıktaki sac malzeme, ekstrüzyon ürünü (kalıpta çekilmiş metal malzeme), makinalarla işlenerek elde edilen parçalar vb. elemanlar bu yöntemlerle birleştirilerek daha büyük parçalar elde edilebilir. Karmaşık şeklinden dolayı diğer birçok yöntemle üretimi mümkün olmayan veya zor olan ve üretim programında döküm, dövme vb. yöntemler için yeterli zamanın ayrılamadığı durumlarda bu birleştirme yöntemleri ön plana çıkmaktadır. Bu üretim yöntemlerinde her şeyden önce malzeme için uygun olan birleştirme yöntemi seçilmeli ve ürün tasarımı aşamasında, gerek zorlanma esnasında sorunlara gerekse korozyon vb. olaylara zemin hazırlamaması bakımından, birleştirme yerleri doğru seçilmelidir. Üretim yöntemi seçilirken, üründen beklenen işlevlerin en iyi şekilde yerine gelebilmesi açısından birçok etken göz önünde bulundurulmalıdır. Üretim yöntemlerinin kendine özgü prensiplerine de bağlı kalmak koşuluyla bu konudaki önemli etkenler aşağıda özetlenmiştir. Bütün diğer koşullara rağmen daima en iyi ve en ekonomik üretim yönteminin, firmanın sahip olduğu olanaklarla yapılacak olan üretim olduğu unutulmamalıdır. a) Üretim şekli, doğruluk ve boyutlar: Döküm işleminde ergimiş metal kullanıldığından çok karmaşık şekiller dahi kolayca ve oldukça yüksek doğruluk derecesinde (ölçüsünde) üretilebilirler. Yine karmaşıklığın derecesine ve doğruluğa (toleranslara) bağlı olarak döküm yoluyla oldukça büyük boyutlarda ürün elde edilebilir. Parça için gereken boşluklar kolay elde edilebildiğinden hemen hemen her boyuttaki parça için kum kalıba döküm yapmak mümkündür. Burada tek sınırlama, ergimiş metalin kalıba dökülmeden önce kalıp içinden modelin çıkarılması işlemidir. Diğer döküm yöntemleri ile kıyaslandığında burada elde edilen ürünün doğruluk yönünden çok kaliteli olmadığı görülür. Bu nedenle parçaların genellikle ikinci bir işlem olarak talaş kaldırma yöntemiyle işlemesi gerekebilir. a) Üretim şekli, doğruluk ve boyutlar (devam) Kum kalıba döküm yöntemine benzer diğer bir döküm yöntemi de kokil kalıba dökümdür. Burada kalıplar kumdan değil metaldendir. Bu sayede daha kaliteli ve doğruluk derecesi daha yüksek döküm ürünlerinin elde edilmesi mümkündür. Metal kalıplarda parçaya verilecek şekil daha bir sınırlıdır. Çünkü kum kalıpta kum dağıtılarak parça dışarı alındığı halde metal kalıptan doğrudan ve kalıp bozulmadan alınmak durumundadır. Ergimiş metal belli bir basınç ile kokil kalıp içindeki boşluğa gönderilirse doğruluk derecesi daha yüksek ve kaliteli döküm ürünler elde edilir. Ancak bu yöntem ile içi boş parçalar üretilmemeli ve ürün kalıptan hızlı çıkarılmalıdır. Bu nedenle genellikle küçük ve orta boyutlardaki parçaların üretimi için uygun bir yöntemdir. Karmaşık ürünlerin döküm yoluyla elde edilmesinde kalıp maliyeti artmaktadır. Toz metalürjisi ile küçük fakat istenen doğruluk ve kalitede ürün elde etmek mümkündür. Bu yöntemle üretilen parçaların şekli sınırlı olmak durumundadır. Çünkü toz metalin akışı kolay ve yeterli olmazsa kalıp içinde istenilen malzeme yoğunluğu sağlanamayacak olup elde edilen ürün de beklenen kalitede olmayacaktır. Dövme yöntemi kullanılarak küçük ve orta büyüklükteki parçalar üretilebilir. Ancak katı haldeki metali şekillendirmek kolay olmadığından basit şekilli parçalar tercih edilmelidir. Boşluklu parçaların dövme yöntemi ile üretilmesi yoluna gidilmemelidir. Dövme, döküm veya toz metalürjisi gibi yöntemlerle üretilmiş parçaların son ve doğru şekli, genellikle, makina ile işlenerek elde edilir. b) Ürünün Mukavemet Değeri Mukavemetin önemli olduğu durumlarda yüksek dayanım sağlaması nedeniyle dövme yolu ile şekillendirme en iyi yöntemdir. Döküm yoluyla üretilen parçaların mukavemet değerleri pek yüksek değildir. Toz metalürjisi ile üretilen parçaların mukavemeti ise düşüktür. Ancak iyi bir tasarım ve uygun malzeme seçimi ile döküm veya toz metalürjisi yöntemleriyle üretilen parçalarda da yeterli mukavemet değerleri sağlanabilir. Makina ile işlenerek (talaşlı üretim) elde edilen ürünlerin mukavemet değeri için, genellikle, kullanılan malzemenin mukavemet değerleri esas alınır. Derin çekme, kaynaklı birleştirme vb. yöntemlerle yapılan üretimde elemanın bir ısıl işleme (gerilme giderme tavlaması) tabi tutulması uygun olacaktır. 4
 uygun olmalıdır.")

 Gerekli üretim miktarı: e) Gerekli üretim maliyeti Amaç kaliteli olanı en ucuza üretmektir. Özel şekle sahip parçaları pahalı olan özel döküm yöntemleriyle üretmek gerekebilir.")

 Ancak sayı arttıkça alternatif üretim yöntemleri araştırılır ve en uygun olana karar verilir.")

5 c) Ürünün yapıldığı malzeme: Malzemenin ürün şeklini alabilmesi için sahip olması gereken fiziksel ve mekanik özellikler (üretim özellikleri bakımından) aynı zamanda elde edilen ürünün çalışma esnasında göstereceği performansa da (elemanın görev özelliği) uygun olmalıdır. Diğer en önemli hususlardan birisi de; gerek görev özelliği bakımından gösterdiği performansın yeterli olması gerekse ekonomiklik açısından uygun bulunmasına karşın malzemenin üretimde bazı sınırlamalara sebep olmasıdır. Çünkü bazı malzemeler özel bir üretim yöntemi gerektirdiği gibi bazı üretim yöntemleri de ancak bazı özel malzemelere uygulanabilmektedir. Örneğin kokil kalıba dökümde malzemenin düşük ergime noktasına sahip olması istenir. Çünkü metal kalıbın preste işlenebilmesi için kendi malzemesinin sünek bir yapıya sahip olması gerekir. d) Gerekli üretim miktarı: e) Gerekli üretim maliyeti Amaç kaliteli olanı en ucuza üretmektir. Özel şekle sahip parçaları pahalı olan özel döküm yöntemleriyle üretmek gerekebilir. Bazen iki veya daha fazla parça, değişik bağlama yöntemleri ile tek parça haline getirilebilir. Alternatif Üretim Yöntemlerinin Değerlendirilmesi Üretim için son karar verilmeden önce alternatifler birbirleriyle kıyaslanmalıdır. Örneğin bir krank mili bir takım yöntemlerle yapılabilir. Benzinli hava aracı için Büyük motorlar için Krank mili Milin tornada işlenmesi Dövme veya döküm yöntemi Üretim miktarı işin ekonomik boyutunu ilgilendiren bir husustur. Az sayıdaki üretimde el işçiliği ile üretim yapılır (otomasyonsuz üretim ) Ancak sayı arttıkça alternatif üretim yöntemleri araştırılır ve en uygun olana karar verilir. Özellikle döküm ve toz metalürjisi gibi üretim yöntemleri oldukça pahalı bir yol olup ancak belli bir sayının üstünde üretim yapılacaksa tercih edilmelidir. En ekonomik üretim yöntemi, firmanın sahip olduğu imkanlarla yapılmasıdır. Dövme yolu ile üretimde; Krank mili daha mukavemetlidir. Ancak daha pahalıdır (nedeni donanım ve kalıp imali) ve son işlemde önemli miktarda talaş alma işçiliği vardır. Döküm yolu ile üretimde; Krank mili daha zayıf mukavemetlidir. Ancak daha ucuzdur. Ve son işlemde çok az miktarda talaş alma işçiliği vardır. Dövme Kalıbı Kokil Kalıbı Alternatif Üretim Yöntemlerinin Değerlendirilmesi Son karar, mukavemet ve maliyet değerleridir. Dökümde parça şekli karmaşıksa hassas döküm kullanmak mümkün değildir. Bunun yerine Kum döküm veya kokil kalıba döküm tercih edilmelidir. Parça sayısına bağlı değildir. Hassas değildir, Son işlem olarak talaş kaldırma gerekir. Parça sayısına bağlıdır (kalıp maliyeti) Hassasdır. Yüksek ergime noktalı malz. uygun değildir. Son işlem olarak talaş kaldırma gerekmez. Toz metalurjisi Sonuç olarak Üretim yönteminin seçiminde : 1)Malzeme türü 2)Ürün sayısı 3)Ürünün doğruluk derecesi (beklenen hassasiyet) ve 4)Görünüm gibi faktörler referans alınarak karar verilmelidir. Küçük parçaların üretiminde toz metalürjisi yöntemi, düşük ve yüksek ergime noktalı malzemeler için de uygun olduğundan, kokil döküme alternatif oluşturabilir (uygun olmayan tek metal alüminyumdur). Ürünün hassasiyeti, üretim hızı ve parça sayısına bağlı olarak ekonomiklik açısından hemen hemen kokil kalıplama ile aynıdır. Ancak özel bir malzeme ve şekil için, toz metalürjisinde eleman mukavemeti diğer yöntemlere nazaran daha düşük olur. 5


6 Alternatif Üretim Yöntemlerinin Değerlendirilmesi: Acil durumlarda ve az sayıda ürün için hazır malzeme kullanımı en uygun yöntemdir. Çünkü hazır malzemeden makina ile işleyerek ürün elde edilmesi döküm işlemine göre çok daha hızlı olacaktır. Eğer dış görünüm de önemli değilse fabrikasyon üretim (ekstrüzyonla elde edilmiş hazır profilli malzeme) dökümden çok daha ucuza mal olacaktır. Üretim Yönteminin Ayrıntı Tasarımı ile İlişkisi: Tasarım ürününde özel şekillendirme ve buna bağlı olarak özel üretim yöntemleri uygulanması gerekiyorsa ayrıntıların alternatifleri tartışılmalı ve uygun yönteme karar verilip ürüne son şekli verilmelidir. Bu işlem üretimde oluşacak problemlerin minimuma indirilmesi bakımından son derece önemlidir. Kaynaklar: 1-CÜRGÜL İsmail, SINMAZÇELİK Tamer, YETİŞTİREN Hülya, ZEREN Adalet, Makine Tasarımı ve Şekillendirme Tekniği, Birsen Yayınevi, İst DEMİRER Ahmet, Polimer Teknolojisi Ders Notları, SAÜ
Tasarım Metodolojisi 6
 Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Tasarım Metodolojisi-5
 Tasarım Metodolojisi-5 Konu: MALZEME SEÇİMİ Haz.: Doç. Dr. Ahmet DEMİRER 1 Malzeme seçiminde karşılaşılacak ilk problem; Elemanların çalışma esnasındaki performansı ile ürün şeklini alabilme kabiliyeti
Tasarım Metodolojisi-5 Konu: MALZEME SEÇİMİ Haz.: Doç. Dr. Ahmet DEMİRER 1 Malzeme seçiminde karşılaşılacak ilk problem; Elemanların çalışma esnasındaki performansı ile ürün şeklini alabilme kabiliyeti
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
ME220T Tasarım ve İmalat
 İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
Tasarım Metodolojisi -7-
 11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
LÜTFEN İLGİLENDİĞİNİZ FİRMALARI VE ARADIĞINIZ PARÇA/HİZMET DETAYLARINI BELİRTİNİZ
 Firma Ünvanı MATCHMAKING 19 MART 2015 İSTANBUL :... Adres :... Tel :... Faks :... E-posta :... LÜTFEN İLGİLENDİĞİNİZ FİRMALARI VE ARADIĞINIZ PARÇA/HİZMET DETAYLARINI BELİRTİNİZ 1 2 3 4 5 6 7 8 9 10 11
Firma Ünvanı MATCHMAKING 19 MART 2015 İSTANBUL :... Adres :... Tel :... Faks :... E-posta :... LÜTFEN İLGİLENDİĞİNİZ FİRMALARI VE ARADIĞINIZ PARÇA/HİZMET DETAYLARINI BELİRTİNİZ 1 2 3 4 5 6 7 8 9 10 11
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
PLASTİK ŞEKİL VERME YÖNTEMİ
 PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
ipunch CNC TARET PANÇ PRESLER
 ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
GİRİŞ. Mühendis: Bilim insanlarının ürettiği teorik bilgiyi tekniker ve teknisyenlerin uygulayabileceği teorik bilgiye dönüştüren kişi.
 GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
 GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
DEMİR DIŞI METALLER Prof. Dr. İrfan AY. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0
 DEMİR DIŞI METALLER Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 1. ALUMİNYUM VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 ALİMİNYUM VE ALAŞIMLARI * Aluminyum
DEMİR DIŞI METALLER Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 1. ALUMİNYUM VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 ALİMİNYUM VE ALAŞIMLARI * Aluminyum
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş. Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü
 MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ALFABETİK SIRALAMA SIRA İŞÇİLİK UNVANI PUAN GRUP
 1 AĞIR DONANIM İŞÇİLİĞİ-A 730 VIII 2 AĞIR DONANIM İŞÇİLİĞİ-B 675 VII 3 AĞIR DONANIM İŞÇİLİĞİ-C 610 VI 4 AĞIR VASITA ŞOFÖRLÜĞÜ 635 VII 5 AĞIR VASITA TECRÜBE KONTROLÖRLÜĞÜ 735 VIII 6 AHŞAP AMBALAJ İŞÇİLİĞİ
1 AĞIR DONANIM İŞÇİLİĞİ-A 730 VIII 2 AĞIR DONANIM İŞÇİLİĞİ-B 675 VII 3 AĞIR DONANIM İŞÇİLİĞİ-C 610 VI 4 AĞIR VASITA ŞOFÖRLÜĞÜ 635 VII 5 AĞIR VASITA TECRÜBE KONTROLÖRLÜĞÜ 735 VIII 6 AHŞAP AMBALAJ İŞÇİLİĞİ
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
1.Yarıyıl. 2.Yarıyıl
 1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
Sayı: 71080283-TİM.OAİB.GSK.ARG1.2015/310-3693 Ankara, 24/02/2015 Konu: Alman Satınalmacılar Birliği ile İşbirliği Hk SİRKÜLER (M/2015) Sayın Üyemiz,
 Sayın Üyemiz,") Sayı: 71080283-TİM.OAİB.GSK.ARG1.2015/310-3693 Ankara, 24/02/2015 Konu: Alman Satınalmacılar Birliği ile İşbirliği Hk SİRKÜLER (M/2015) Sayın Üyemiz, Almanya nın tek ve güçlü Satınalmacılar kurumu olan
Sayı: 71080283-TİM.OAİB.GSK.ARG1.2015/310-3693 Ankara, 24/02/2015 Konu: Alman Satınalmacılar Birliği ile İşbirliği Hk SİRKÜLER (M/2015) Sayın Üyemiz, Almanya nın tek ve güçlü Satınalmacılar kurumu olan
teknolojinin yeni adresi
 teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
Yararları Üretimsel artış Birim maliyetinin azalması
 BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
BÖHLER M390 MICROCLEAN toz metalurjisi ile üretilmiş martenzitik krom çeliğidir. Alaşım konsepti sayesinde bu çelik, son derece yüksek aşınma direnci ve yüksek korozyon direnci sunmaktadır iyi uygulama
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
ÜRÜN TEKNİK BROŞÜRÜ. CW724R - CuZn21Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK
 ÇUBUK / İÇİ BOŞ ÇUBUK") ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı sağlıyor.
 Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
Aşındırıcı Akışkanla Yüzey İşleme (AFM) metoduyla mükemmel yüzey sonuçları Bosch Rexroth, AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf ve mükemmel yüzey sonuçlarına ulaşmayı
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
SEÇİMİ Prof. Dr. İrfan AY. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
Prof. Dr. İrfan AY / Öğr. Gör. Fahrettin KAPUSUZ
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
T1 (A Grubu) T4 (B Grubu)
 T4 (B Grubu)") METALURJİ VE MALZEME MÜHENDİSLİĞİ 1. SINIF (I. ve II.Ö.) 2015-2016 ÖĞRETİM YILI Pazartesi 17.00 Matematik (A/B) T1 13.00 15.30 Türk Dili (I.Ö.) Türk Dili (II.Ö.) Cuma 14.00 Analitik Kimya (A/B/C) T1 Pazartesi
METALURJİ VE MALZEME MÜHENDİSLİĞİ 1. SINIF (I. ve II.Ö.) 2015-2016 ÖĞRETİM YILI Pazartesi 17.00 Matematik (A/B) T1 13.00 15.30 Türk Dili (I.Ö.) Türk Dili (II.Ö.) Cuma 14.00 Analitik Kimya (A/B/C) T1 Pazartesi
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
Kalıp Tasarım Çalışmaları
 Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
METAL EĞİTİMİ BÖLÜMÜ 1. SINIF (I. VE II.Ö. ÖĞRETİM) 2012-2013 ÖĞRETİM YILI BAHAR YARIYILI SONU BÜTÜNLEME SINAV PROGRAMI
 2012-2013 ÖĞRETİM YILI BAHAR YARIYILI SONU BÜTÜNLEME SINAV PROGRAMI") METAL EĞİTİMİ BÖLÜMÜ 1. SINIF (I. VE II.Ö. ÖĞRETİM) PAZARTESİ 11.00 Malzeme Bilgisi II 17.00 Elektrik Ark ve Oksigaz Kay.Tek. Uyg. SALI 11.00 Bilgisayar Programlama 11.00 Matematik II 14.00 İngilizce (I.ve
METAL EĞİTİMİ BÖLÜMÜ 1. SINIF (I. VE II.Ö. ÖĞRETİM) PAZARTESİ 11.00 Malzeme Bilgisi II 17.00 Elektrik Ark ve Oksigaz Kay.Tek. Uyg. SALI 11.00 Bilgisayar Programlama 11.00 Matematik II 14.00 İngilizce (I.ve
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
Silindir Arýzalarý Çalýºma sonucu silindir yüzeyleri aºýnma, parlaklýk, pörtüklenme, çizik, çatlak
 SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
Enjeksiyon Kalıplama Prosesi için Statik Mikserler
 Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI
 SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
SERİ ÜRETİM SİSTEM VE MEKANİZMALAR SINAV SORULARI 1. hangisi talaşsız imalat yöntemlerinden A) Dövm e C) Taşla ma B) Presleme D) Haddele me 10. 11. Özdeş parçaları, istenen ölçü sınırları içerisinde ve
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Prof. Dr. İRFAN AY / Öğr. Gör. Fahrettin Kapusuz
 DEMİR DIŞI METALLER Prof. Dr. İrfan AY 0 1. ALUMİNYUM VE ALAŞIMLARI 1 ALİMİNYUM VE ALAŞIMLARI * Aluminyum Aluminyum nakliye ve ambalaj sanayinde çok geniş bir şekilde kullanılan, makul fiyatlı, hafif ağırlıkta
DEMİR DIŞI METALLER Prof. Dr. İrfan AY 0 1. ALUMİNYUM VE ALAŞIMLARI 1 ALİMİNYUM VE ALAŞIMLARI * Aluminyum Aluminyum nakliye ve ambalaj sanayinde çok geniş bir şekilde kullanılan, makul fiyatlı, hafif ağırlıkta
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK
 BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI
 TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
TALAŞLI İŞLEME İLE ÜRETİLEN PARÇALARIN TASARIMI Makine parçalarının talaşlı işlem safhası, üretimin en önemli kısmıdır. Üretim maliyetinin %70 lik kısmı talaşlı işlemeye gider. Talaşlı işleme verimliliğinin
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler