PLC DERS SUNUSU. Prof. Dr. İlhan KOCAARSLAN
|
|
|
- Savas Mehmed Hamdi
- 8 yıl önce
- İzleme sayısı:
Transkript
1 PLC DERS SUNUSU Prof. Dr. İlhan KOCAARSLAN

2 İÇERİK Giriş PLC nedir? PLC lerin Uygulama Alanları PLC lerin Yapısı PLC lerin Avantajları PLC ile Elde Edilen Verilerin Değerlendirilmesi PLC Verilerine Internet Üzerinden Erişim PLC Verilerine Internet Üzerinden Erişim için bir Model PLC PC İletişim Çözümleri Sonuçlar ve Gelecekteki Çalışmalar

3 Giriş PLC ler 80 li yıllardan sonra küçülüp yetenekleri ise aynı oranda artan kontrol cihazlarıdır. İnsan hatalarını engellemek için tasarlanmışlardır. Üretim elemanlarında oluşacak hataları denetlemek için kullanılması kaçınılmazdır. Önceleri belirli bir üretim sahasında denetim amacı ile kullanılmışlardır. Günümüzde gelişen iletişim teknolojisi ile artık başka yerlerde yapılan PLC süreç denetimleri, farklı yerlerden izlenip denetlenebilir.

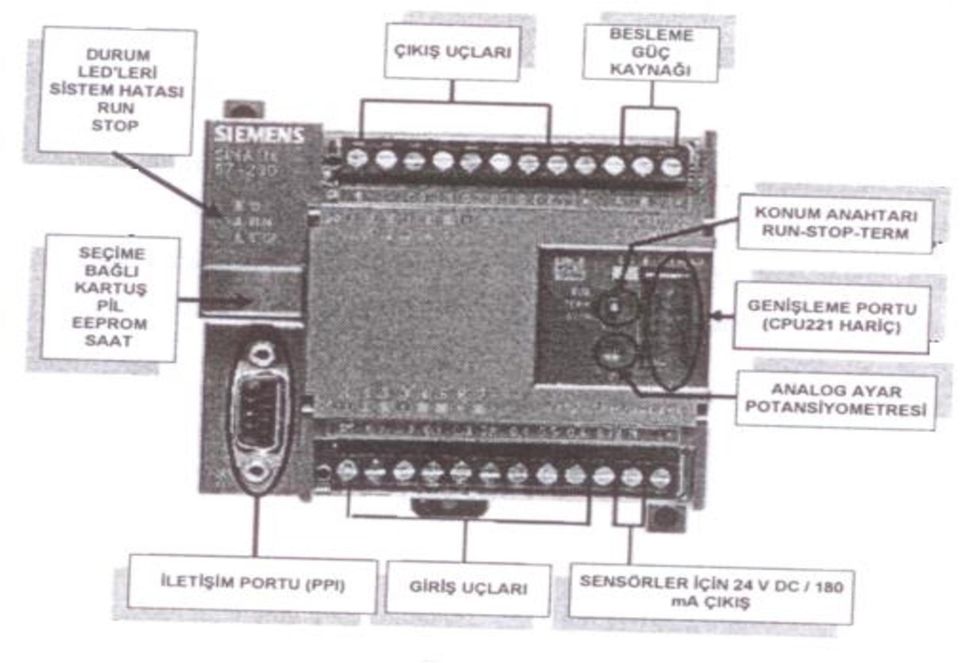
4 Besleme Güç Kaynağı Güç değerleri 220 V AC / 50 Hz olarak benimsenmiştir.yaklaşık olarak tüm PLC ler +5 V ile -5 V değerinde işlem yaparlar.dolayısıyla PLC CPU ları girişten alınan 120 V AC değerini işlemler için gerekli olacak 5 V DC değerine düşürebilen bir dönüştürücüye sahip olmalıdırlar.bu dönüştürme işlemi besleme güç kaynağında mevcut olan gerilim çeviricisi tarafından gerçekleştirilir. Şekil 2.24

 PLC (Programmable Logic Controller Programlanabilir Kontrol Cihazı) algılayıcılardan aldığı bilgiyi")
5 PLC Nedir? (I) PLC (Programmable Logic Controller Programlanabilir Kontrol Cihazı) algılayıcılardan aldığı bilgiyi kendine verilen programa göre işleyen ve iş elemanlarına aktaran bir mikro işlemci tabanlı bir cihazdır.

6 PLC Nedir? (II) Endüstriyel bir ortamda görev yapmak üzere tasarlanmış digital prensiplere göre çalışan elektronik bir cihazdır.

7
8 PLC lerin Uygulama Alanları (I) Fırınların kontrolü Enerji dağıtım kontrolü Üretim otomasyonu (gıda sanayi, kimya sanayi, gibi) Asansör kontrolü (ağırlık sensörleri) Motor ve vanaların açık / kapalı konumlarının ve arıza durumlarını kontrolü Arızalanan bir pompanın yerine yedek olan pompanın otomatik olarak devreye girmesi Motorların belirli zaman aralıklarında yedekleri ile değiştirilerek dinlendirilmesi

9 PLC lerin Uygulama Alanları (II) Sıra Denetimi ile İlgili Uygulamalar Hareket Denetimi ile İlgili Uygulamalar Süreç denetimi ile İlgili Uygulamalar Veri yönetimi ile İlgili Uygulamalar

10 Sıra Denetimi ile İlgili Uygulamalar Yapılacak işlerin belirli bir sırayla yapılmasını denetler. Örneğin Asansörlerin hangi katlara hangi sırayla uğrayacağının denetleme Bir üretim bandında belirli bir konumda çalışan makinelerin sırasını belirleme

11 Hareket Denetimi ile İlgili Uygulamalar Doğrusal ve döner hareket denetimi sağlar. Örneğin Metal kesme Metal şekillendirme Montaj makinelerinde denetim sağlama

12 Süreç denetimi ile İlgili Uygulamalar Sıcaklık Basınç Nem Hız Debi gibi parametrelerin denetlenmesini gerektiren uygulamalarda kullanılabilmektedir.

13 Veri yönetimi ile İlgili Uygulamalar Bir işletmede yer alan her türlü süreçte oluşabilecek verilerin toplanması ve süreçlerin gerektiği şekilde yönlendirilmesi Süreç içerisinde yer alan çeşitli makine ve benzeri teçhizat hakkında veri toplanması Toplanan verilerin Referans veriler ile karşılaştırılması İncelenmesi İzlenmesi Raporlanması amacıyla başka bir aygıta aktarılması

14 Giriş Birimi PLC nin Ana Birimleri (I) Kontrol edilen sisteme ait basınç, seviye, sıcaklık gibi algılayıcılardan gelen sinyaller giriş birimi üzerinden alınmaktadır. Örneğin Herhangi bir metali algılayan Statik elektrik yapısıyla bir cismi hisseden Işığı algılayan optik algılayıcılar gibi İşlem Birimi Giriş Biriminden aldığı bilgiyi kendine verilen programa göre işleyen ve sonucu çıkış bilgisi olarak aktaran ana işlem birimidir.

15 PLC nin Ana Birimleri (II) Çıkış Birimi Ana işlem birimi giriş verilerini, belirlenmiş programa göre işler, daha sonra çıkış birimi ilgili denetim için gerekli kontrol sinyallerini üretir. Örneğin; Bir motorun çalışmasını sağlama, Bir cismi itme ve çekme, Işık yayma, Alarm verme gibi Programlayıcı Birim İşlem birimi tarafından uygulanacak programların oluşturulduğu birimdir. PLC leri programlamak için genellikle kişisel bilgisayarlar kullanılmaktadır.

16 Giriş-Çıkış Modülleri ii.analog Giriş-Çıkış Birimleri PLC lerin bu kadar popüler olmasının önemli nedenlerinden biri de analog sinyalleri işlemesindeki becerisidir. Isı, ışık, hız, basınç ve nem sensörleri gibi çeşitli transduserlerden alınacak analog sinyaller, PLC lere eklenebilen analog modüller ile algılanıp, işlenebilir. Analog giriş birimi,analog girişlerden alınan akım ve gerilim değerlerini, bir analog dijital dönüştürücü (ADC) yardımıyla CPU nun işleyebileceği dijital veri formuna dönüştürür.

17 Giriş-Çıkış Modülleri Analog çıkış birimi,cpu dan gelen dijital sinyalleri, sahada yer alan analog çıkış cihazlarının kontrolü için gerekli analog değerlere dönüştürür. Bunun için dijital analog dönüştürücü (DAC) kullanılır.

18 PLC nin Ana Birimleri (III)
")
19 SAYI SİSTEMLERİ Dört temel sayı sistemi kullanılır.bunlar; onlu,ikili,sekizli ve onaltılı sayı sistemleridir. Sayı sistemleri konumsal sistemlerdir.her rakam bulundukları konuma göre değişik büyüklükteki sayıları ifade eder. Her bir basamaktaki sayı konum ağırlığıyla çarpılır ve elde edilen sonuçlar toplanır.

20 PLC nin Çalışma Biçimi ve Tarama Zamanı PLC ye yüklenen program, birinci komuttan başlayarak son program komutuna kadar tüm komutların sırayla yürütülmesi biçiminde gerçekleşir. Programın yürütülmesi aşağıdaki akış diyagramında olduğu gibi olur. BAŞLAMA(RUN) Giriş birimindeki işaret durumlarının giriş görüntü belleğine yazılması Komutların sırayla işlenmesi Sonuçların çıkış görüntü belleğine yazılması ve çıkış birimine aktarılması
 Giriş birimindeki işaret durumlarının giriş görüntü belleğine yazılması Komutların sırayla")
21 PLC nin Çalışma Biçimi ve Tarama Zamanı oluşur. Her PLC nin işlemsel döngüsü aşağıdaki şekildeki gibi üç ayrı bölümden 1) Giriş taraması 2) Program taraması 3) Çıkış taraması
22 PLC nin Çalışma Biçimi ve Tarama Zamanı Giriş taraması süresince, giriş bağlantı uçları okunur ve bu değerler giriş görüntü tablosunda saklanır. Program taraması süresince, giriş görüntü tablosundaki veriler kullanıcı programına uygulanır, program işletilir ve sonuçlar çıkış görüntü tablosuna yazılır. Çıkış taraması süresince, çıkış görüntü tablosuna yerleştirilen veriler çıkış bağlantı uçlarına iletilir.işlem tamamlanınca başa dönülür.
23 PLC nin Çalışma Biçimi ve Tarama Zamanı PLC nin işlemsel döngüsünde yer alan üç ayrı bölüm için,gerekli olan toplam zaman değerine tarama zamanı (scan time) denir.tarama zamanı PLC için önemli bir faktördür. Bir giriş sinyali bir tarama boyunca iki kez durum değiştirirse, CPU bu sinyali hiçbir zaman görmeyebilir.iki tip tarama metodu vardır. Birincisi, sol üst köşeden başlayıp sağ alt köşeye kadar devam eden zincir tarama. İkincisi ise sol üst köşeden başlayıp sağ üst köşeye kadar devam eden sütun taramadır.
24 Onlu (Desimal) Sayı Sistemi Desimal sayı sistemlerinde; Sayıları ifade etmek için 10 adet sembol kullanılır. Bunlar; 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 rakamlarıdır. Tüm rakamlar için basamak tabanı 10 olup, ağırlıları 10 0, 10 1, 10 2, 10 3, vb. şekildedir.
25 İkili(Binary) Sayı Sistemi Binary sayı sisteminde; Sayıları ifade etmek için 2 adet sembol kullanılır. Bunlar; 0, 1 dir. Tüm rakamlar için basamak tabanı 2 olup, ağırlıları 2 0, 2 1, 2 2, 2 3, vb. şekildedir. En küçük hafıza birimine bit adı verilir. 1 bayt= 8 bit 1 word=16 bit 1 double word=32 bit tir.
26 Sekizli (Oktal) Sayı Sistemi Oktal Sayı Sisteminde; Sayıları ifade etmek için 8 adet sembol kullanılır. Bunlar; 0, 1, 2, 3, 4, 5, 6, 7 rakamlarıdır. Tüm rakamlar için basamak tabanı 8 olup, ağırlıları 8 0, 8 1, 8 2, 8 3, vb. şekildedir.
27 Onaltılı (Hexadesimal) Sayı Sistemi Hexadesimal Sayı Sisteminde; Sayıları ifade etmek için 16 adet sembol kullanılır. Bunlar; 0, 1, 2, 3, 4, 5, 6, 7,8,9,10 rakamları ve A(10),B(11),C(12),D(13), E(14),F(15) harfleridir. Tüm rakamlar için basamak tabanı 16 olup, ağırlıları 16 0, 16 1, 16 2, 16 3, vb. şekildedir.
28 Desimal Binary Oktal Hexadesimal A B C D E F Sayı Sistemlerinin birbirleri arasındaki dönüşümlerinin gösterimi
29 PROGRAMLAMA BİÇİMLERİ PLC de programlamayı 3 değişik şekilde yapmak mümkündür. 1. Mediven diyagramı (Ladder diyagramı,lad) 2. Komut listesi (Statement list, STL) 3. Fonksiyonel blok diyagramı (Function Block Diagram, FBD) Bir çok PLC programı merdiven diyagramı dilini temel alır.merdiven diyagram yazılması kolay,takibi basit,gözlemlemes,i açık olduğundan tercih sebebidir.yazılan proramlar otomatik olarak birbirine dönüşebilir.şekildeki blok diyagramında kendi aralarındaki dönüşümler gösterilmiştir.sahip olduğu avantajlardan dolayı merdiven diyagram modelini anlatacağız.şekil 5.5
30 Programlamaya Giriş Programlama, belirli bir görevi yapmak üzere tasarlanmış bir kontrol yada kumanda sistemine ilişkin kuralların PLC program belleğine aktarılması işlemi olarak tanımlanabilir. Bir çok firmanın kendilerine ait PLC modelleri vardır. Komutları kullanmalarında farklılıklar olsada temel mantık değişmez.biz SIEMENS S7-200 mikro PLC modelini kullanacağız.
31 Programlamaya Giriş KOMUT HITACHI OMRON MITSUBISHI TEXAS SIEMENS LOAD LD LD LD STR LD AND AND AND AND AND A OR OR OR OR OR O NOT NOT NOT I NOT NOT LOAD NOT LDI LD NOT LDI STR NOT LDN AND NOT ANI AND NOT ANI AND NOT AN OR NOT ORI OR NOT ORI OR NOT ON AND BLOCK ANB AN LD AND AND STR ALD OR BLOCK ORB OR LD ORB OR STR OLD OUT OUT OUT OUT OUT = END END END END END MEND Çeşitli firmaların temel komutları için kullandıkları kısaltılmış ifadeleri
32 PROGRAMLAMA KOMUTLARI Kontaklar Çıkışlar Zamanlayıcılar Sayıcılar Program Akış Denetim Komutları İleri Seviye PLC Komutları
33 KONTAKLAR Normalde Açık Kontak Buton, sensorler, anahtarlar, v.b.
34 KONTAKLAR Normalde Açık Kontak


35 KONTAKLAR Normalde Açık Kontak
36 KONTAKLAR Normalde Kapalı Kontak Buton, sensorler, anahtarlar, v.b.

37 KONTAKLAR Normalde Kapalı Kontak

38 KONTAKLAR Normalde Kapalı Kontak
39 Kontak-Çıkış Bobinleri ile Dijital Mantık kapıları Arasındaki İlişki Ve kapısı; A B F Doğruluk tablosu Veya kapısı; A B F Doğruluk tablosu
40 Kontak-Çıkış Bobinleri ile Dijital Mantık kapıları Arasındaki İlişki Not kapısı; A F Doğruluk tablosu Veya değil kapısı; A B F Doğruluk tablosu
41 Kontak-Çıkış Bobinleri ile Dijital Mantık kapıları Arasındaki İlişki Ve değil kapısı; A B F Doğruluk tablosu Özel veya EX-OR kapısı A B F Doğruluk tablosu
42 Kontak-Çıkış Bobinleri ile Dijital Mantık kapıları Arasındaki İlişki Özel veya değil; A I Doğruluk tablosu
43 BİT İŞLEMLERİ Bit Hafıza(Memory Bit,M) Kurma İşlemi (SET, S) ve Silme İşlemi (RESET, R) Komutları Yükselen Kenar (P) ve Düşen Kenar(N) Komutları NOT-Değilleme Komutu Özel Hafıza Bitleri (Spesial Memory, SM)
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72 SET/RESET KOMUTU RS hafıza elemanları kumanda problemlerinde çok sık olarak kullanılmaktadır. RS hafıza elemanı, geçici durum sinyallerinin hafızaya alınarak sürekli hale getirilmesini sağlar. Elektrik kumanda tekniğinde mühürlemeli devre bağlantılarına eşdeğerdir.

73 POZİTİF VE NEGATİF DEĞİŞİMİN TESPİT EDİLMESİ (P ve N)

74 UYGULAMA : Bir bant sistemi üzerinde ilerleyen paketlere 3 değişik toz ürün doldurulacaktır. Bunun için start verici eleman uyarılarak, bant motorunun çalışması sağlanacaktır. Paket S1 sensörü algılama alanı içine girdiğinde bant motoru stop edecektir Bir miktar ürün pakete boşaltılacaktır. Operatör aynı start butonunu ikinci kez uyararak bant motorunu tekrar çalıştıracaktır. Paket bu defa S2 sensörü tarafından algılandığında tekrar ve ikinci ürün, aynı şekilde bir sonraki işlemle 3. ürünün dolması sağlanacaktır. Bu işlemler aynı şekilde devam etmelidir.
75 ZAMANLAYICILAR SIEMENS S7-200 PLC ler için 3 çeşit zamanlayıcı vardır. 1. Çekmede Gecikmeli Zamanlayıcı (TON)
76 TON zamanlayıcı uygulaması: PLC I0.0 giriş adresine bağlı şalter uyarıldıktan 5 saniye sonra motor çalışacaktır. Şalter kapalı kaldığı sürece motor çalışmasını sürdürmelidir. Şalter=0 yapıldığında motor durmalıdır.
77 2. Çekmede Gecikmeli Kalıcı Tip Zamanlayıcı (TONR)
78 TONR Zamanlayıcı Uygulaması: 3fazlı asenkron motorun çalışma süresine bağlı olarak rulmanları belli bir süreden sonra değiştirilecektir. Bu nedenle sadece motorun çalıştığı süreler tespit edilmelidir. Rulman değişim süresine gelindiği flaşör yapan bir lamba ile bildirilmelidir.
79 3. Düşmede Gecikmeli (Ters) Zamanlayıcı (TOF) TOF zaman parametreleri: 1 ms s T32, T96 10ms s T33-T36, T97-T ms s T37-T63, T101-T255
80 UYGULAMA : Bir lunaparktaki oyuncak atın şu şekilde çalışması isteniyor: Jeton atılıyor. Oyuncak at 5 saniye süreyle çalışıp duruyor.
81 SAYICILAR ( COUNTERS ) Endüstride üretilen ürünlere ait miktarların belirlenmesi çoğu zaman darbelerin sayılması yöntemi ile gerçekleştirilmektedir. Bunun için sayma darbeleri bir sayıcıya uygulanır. Sayıcı içindeki sayma darbeleri 16 bitlik (1 word) bir alandadır. Sayıcı ; her 0'dan 1'e geçiş olgusunda sayan bir elemandır. S7 200 PLC de 3 tip sayıcı bulunmaktadır. CTU : Yukarı sayıcı CTD : Aşağı sayıcı CTDU : Aşağı-Yukarı sayıcı SIEMENS S7-200 CPU 221, 222, 224 model PLC cihazlarında kullanıma hazır arasında toplam 256 adet sayıcı bulunur.
82 Yukarı Sayıcı : ( CTU ) Yukarı Say komutu (CTU) sayma (CU) girişinin her yükselen kenarında anlık değeri bir attırır. Anlık değer (CV) ayar değerine (PV) eşit veya büyükse çıkış biti (Q) 1 olur. Reset girişi (R) geldiğinde sayıcı sıfırlanır.
83 UYGULAMA: Daha önce başlatılmış bulunan bir süreç, sayıcının istenilen değere ulaşmasıyla sona erdirilebilir. Start butonu ile band motoru çalıştırılıyor. Sayıcı sayma değeri ayar değerine eşit olduğunda (CV=PV) band motoru durduruluyor.
84 Aşağı Sayıcı : (CTD) Aşağı Say komutu (CTD), yukarı sayma girişinin (CD) her yükselen kenarında (0 dan 1 e dönüşümünde) anlık sayma değerini bir azaltır. Cxx anlık değeri 0 a eşitse Cxx biti set olur. LD (Load) girişi geldiğinde sayıcı biti sıfırlanır ve anlık değer PV değerine eşit yapılır. Sıfıra ulaşıldığında sayma işlemi durur (ve Cxx biti set olur).
85 Yukarı Aşağı sayıcı ( CTUD ) : Yukarı/Aşağı Say komutu (CTUD), yukarı sayma girişinin (CU) her yükselen kenarında yukarı sayar, aşağı sayma girişinin (CD) her yükselen kenarında ise aşağı sayar. Sayıcının anlık değeri Cxx o ana kadarki sayılan değeri saklar. Sayma işlemi yapıldığı anda anlık değer ile ayar değeri PV karşılaştırılır. Maksimum değere (32767) erişildiğinde yeni bir yukarı sayma girişi anlık değerin minimum değere dönmesine neden olur (-32768). Aynı şekilde, minimum değere ulaşıldıktan sonraki aşağı sayma giriş sinyali anlık değerin maksimum değer (32767) olmasına neden olur. Anlık değer Cxx ayar değeri PV ye eşit veya büyükse Cxx biti set olur. Diğer durumda sıfırdır. Reset (R) girişi geldiğinde veya Reset komutu işlendiğinde sayıcı sıfırlanır. CTUD sayıcısı PV değerine ulaştığında sayma işlemi durur.
86
87 ÖRNEK Devreye start verildiğinde iki motor aynı yönde dönmeye başlıyor. 3 sn sonra I. motor duruyor, II. motor ters yönde dönüyor. 4 sn sonra ise II. motor duruyor. I. motor ters yönde dönmeye başlıyor. Bu olaydan 3 sn sonra ise her iki motor da aynı anda ilk başladıkları yönde dönmeye başlıyorlar ve 5 sn sonra her iki motor da enerjisi kesilerek duruyor. Her iki motora da bu işlemi yaptıran programın klasik kumanda yöntemini ve Ladder diyagramını yazınız.
88
89 ÖRNEK Şekildeki sistemde siyah ve beyaz toplar ayrı ayrı paketlenecektir.start verildikten sonra işlem başlayacak ve 100 adet siyah 100 adet beyaz top alttaki kutulara aktarıldıktan sonra işlem bitecektir.siyah topu ayırmak için piston kullanılacaktır. Ladder ve STL yi oluşturun. Top Sensörü S1 Top Sensörü S2 Kapak Q0.1 İtici Kapak Q0.2 Top Sensörü S3 Top Sensörü S4
90
91 ÖRNEK Aşağıda şekli verilen sistemde tankların birinden diğerine sıvı aktarılacaktır.start verildiğinde vana açılacak 10 sn sonra pompa devreye girecektir.tank1 deki sıvıyı Tank2 ye aktarılacaktır.aktarma işlemi Tank1 deki sıvı bitene kadar sürecektir.basınç ve sıvı yükseldiği zaman aktarma işlemi otomatik olarak duracaktır.arıza giderilmeden start butonuna basılsa bile sistem çalışmayacaktır. Ladder diyagramını çiziniz. Tank 1 Tank 2 Vana Pompa Seviye Sensörü S1 Isı Sensörü S2 Baınç Sensörü S3
92
93 ÖRNEK Konveyor hattı üç banttan meydana gelmektedir.3.motor sürekli çalışarak 3.bandın devamlı hareket etmesini sağlayacaktır.3.bandın üzerine konulan bakır plaket 3.bandın sonundaki 3. Sensörü gördüğü zaman 2. Motor çalışmaya başlayacak, 2. bant da yürümeye başlayacaktır.bakır plaket 2. Banta geçecek aynı zamanda 3. Bantta çalışmaya devam edecektir.2. bantta ilerleyen bakır plaket bantın sonuna geldiği zaman 2. Sensörü görecek.1. motor çalışmaya başlayacak, 5 sn. sonra 2.motor çalışmasını durduracaktır.bakır plaket 1.banta geçecek ilerlemesine devam edecektir.1. bantın sonuna geldiğinde 1. Sensörü görecek 5 sn sonra da 1. motor duracaktır. 3.motor sürekli çalıştığından yeni gelecek bakır plaketleri aynı şekilde diğer bantlara iletecek.2. ve 1. Bant sürekli çalışmadığından enerji tasarrufu sağlanmış olacaktır.ladder diyagramını çiziniz. Sensör 3 Motor 3 Sensör 2 Motor 2 Sensör 1 Motor 1
94

95 ÖRNEK Taşıma bandı üzerinde eşit aralıklarla iş parçaları gelmektedir.parçalar diğer iki banda eşit sayıda gönderilecektir.bunun için S1 sensörü parçaları her algılayışında kol konum değiştirecektir.start butonuna basıldığında ilk önce ana bant çalışmaya başlayacak,belirli bir zaman sonra sağ ve sol bant çalışacaktır.ana bandın çalıştığını sarı lamba, sağ ve sol bantların çalıştığını ise yeşil lamba gösterecektir.sistem çalışmıyorken kırmızı lamba yanacaktır.sistemin ladder diyagramını çiziniz.
96
97 ÖRNEK Şekildeki konveyör sisteminde kanalizasyon boruları taşınmaktadır. Borular S1 sensörü tarafından algılanabilmektedir. Boruların uzunlukları eşit değildir. Toplam boru uzunluğu 100m ye ulaştıktan sonra ulaştıktan ve boru sayısı 14 olduktan sonra sistemin durmasını sağlayan PLC programını ladder olarak oluşturun. (Konveyör hareket hızı V=0.2 m/sn) S1 Sensörü
98
99 ÖRNEK 100 araba kapasiteli otopark, PLC ile kontrol edilecektir.otoparka giren her araç S1 sensörü ile sayılacaktır.aynı şekilde otoparkı terk eden araçlar da S2 sensörü ile algılanarak toplam araba sayısından eksiltme yapılacaktır.otopark dolduğunda girişteki dolu lambası yanacak ve içeriye araç alınmayacaktır.araç sayısı 100 ün altına düştüğünde uyarı lambası sönecek ve tekrar araç alınmaya başlanacaktır.ladder diyagramını oluşturunuz.
100 SON
101
102
103
104
105
106
107
108
109
110 ZAMANLAYICILAR SIEMENS S7-200 PLC ler için 3 çeşit zamanlayıcı vardır. 1. Çekmede Gecikmeli Zamanlayıcı (TON)
111
112 2. Çekmede Gecikmeli Kalıcı Tip Zamanlayıcı (TONR)
113
114 UYGULAMA: Bir band sisteminin aşağıdaki gibi çalışması istenmektedir. PLC I0.0 adres girişi uyarıldığında Q0.0 çıkışına bağlı motor hemen çalışacaktır. PLC nin 3 input girişine değişik zaman değerleri atanacaktır. Örneğin ; I0.1 = 1 ise, 3 saniye I0.2 = 1 ise, 6 saniye I0.3 = 1 ise, 10 saniye süreyle band motoru çalışıp durmalıdır.
PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ
 TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ") PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ Derya Birant, Alp Kut Dokuz Eylül Üniversitesi Bilgisayar Mühendisliği Bölümü İÇERİK Giriş PLC nedir? PLC lerin Uygulama
PLC (Programlanabilir Kontrol Cihazı) TABANLI SİSTEMLERİN İNTERNET ÜZERİNDEN İZLENMESİ Derya Birant, Alp Kut Dokuz Eylül Üniversitesi Bilgisayar Mühendisliği Bölümü İÇERİK Giriş PLC nedir? PLC lerin Uygulama
PLC (Programlanabilir Lojik. Denetleyici)
") PLC (Programlanabilir Lojik Denetleyici) İÇERİK Giriş PLC nedir? PLC lerin Uygulama Alanları PLC lerin Yapısı PLC lerin Avantajları PLC Çeşitleri SİEMENS PLC JAPON PLCLER KARŞILAŞTIRMA Giriş PLC
PLC (Programlanabilir Lojik Denetleyici) İÇERİK Giriş PLC nedir? PLC lerin Uygulama Alanları PLC lerin Yapısı PLC lerin Avantajları PLC Çeşitleri SİEMENS PLC JAPON PLCLER KARŞILAŞTIRMA Giriş PLC
UYGULAMA 1 24V START CPU V LO. Verilen PLC bağlantısına göre; START butonuna basıldığında Q0.0 çıkışını aktif yapan PLC programını yazınız.
 UYGULAMA 1 24V 0V START I1.5 I1.4 I1.3 I1.2 I1,1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 CPU-224 Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0V 24V LO Verilen PLC bağlantısına göre; START butonuna
UYGULAMA 1 24V 0V START I1.5 I1.4 I1.3 I1.2 I1,1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 CPU-224 Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0V 24V LO Verilen PLC bağlantısına göre; START butonuna
Trafik Işık Kontrolü
 Trafik Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:2 1. Zamanlayıcılar PLC bünyesinde bulunan zamanlayıcılar klasik
Trafik Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:2 1. Zamanlayıcılar PLC bünyesinde bulunan zamanlayıcılar klasik
Fatih Üniversitesi. İstanbul. Haziran 2010. Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır.
 Fatih Üniversitesi SIMATIC S7-200 TEMEL KUMANDA UYGULAMALARI 1 İstanbul Haziran 2010 Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır. İÇİNDEKİLER 1. GİRİŞ...
Fatih Üniversitesi SIMATIC S7-200 TEMEL KUMANDA UYGULAMALARI 1 İstanbul Haziran 2010 Bu eğitim dokümanlarının hazırlanmasında SIEMENS ve TEKO eğitim dokümanlarından faydalanılmıştır. İÇİNDEKİLER 1. GİRİŞ...
ZAMANLAYICILAR S de, 4 farklı zamanlayıcı vardır.
 ZAMANLAYICILAR S7-1200 de, 4 farklı zamanlayıcı vardır. 1.Timer Pals: (TP): Girişe (IN) gelen sinyalle beraber çıkış (Q) «1» olur. Ayarlanan süre (PT) sonunda çıkış (Q) «0» olur. Ayarlanan süre (PT) dolmadan,
ZAMANLAYICILAR S7-1200 de, 4 farklı zamanlayıcı vardır. 1.Timer Pals: (TP): Girişe (IN) gelen sinyalle beraber çıkış (Q) «1» olur. Ayarlanan süre (PT) sonunda çıkış (Q) «0» olur. Ayarlanan süre (PT) dolmadan,
S71200 PLC UYGULAMA ÖRNEKLERİ
 S71200 PLC UYGULAMA ÖRNEKLERİ 1Örnek: Bir matbaacıda kitapların sayfa kenarlarındaki fazla kağıtları kesmek için bir giyotin makası kullanılacaktır. Bu makasın hareket etmesi çift taraflı pnömatik silindir
S71200 PLC UYGULAMA ÖRNEKLERİ 1Örnek: Bir matbaacıda kitapların sayfa kenarlarındaki fazla kağıtları kesmek için bir giyotin makası kullanılacaktır. Bu makasın hareket etmesi çift taraflı pnömatik silindir
BÖLÜM 12. n1 değeri n2 değerine eşit olduğu zaman kontak kapanır. Kontak kapandığında enerji akışı olur. n1 veya n2 değerleri maksimum 255 olabilir.
 BÖLÜM 2 KAŞILAŞTIMA KOMUTLAI (COMPAE INSTUCTION) Bayt (Byte) eşit karşılaştırma kontağı : ==B Operantlar : VB, IB, QB, MB, SMB, SB, AC, Sabit sayılar değeri değerine eşit olduğu zaman kontak kapanır. Kontak
BÖLÜM 2 KAŞILAŞTIMA KOMUTLAI (COMPAE INSTUCTION) Bayt (Byte) eşit karşılaştırma kontağı : ==B Operantlar : VB, IB, QB, MB, SMB, SB, AC, Sabit sayılar değeri değerine eşit olduğu zaman kontak kapanır. Kontak
UYGULAMA 1 SİEMENS S PLC UYGULAMALARI-2. Mühürleme Elemanları:
 Mühürleme Elemanları: UYGULAMA 1 Mühürlemenin başlayacağı bir bitlik adres yazılır S Başlangıç adresi dahil mühürlenecek adres adedi Resetlemenin başlayacağı bir bitlik adres yazılır R Başlangıç adresi
Mühürleme Elemanları: UYGULAMA 1 Mühürlemenin başlayacağı bir bitlik adres yazılır S Başlangıç adresi dahil mühürlenecek adres adedi Resetlemenin başlayacağı bir bitlik adres yazılır R Başlangıç adresi
BÖLÜM 5 S_BĐT. Komut listesi (STL) Network 1 LD I0.0 S Q0.0, 1
 Network 1 LD I0.0 S Q0.0, 1") BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
SIEMENS LOGO KULLANIMI VE UYGULAMALAR
 SIEMENS LOGO KULLANIMI VE UYGULAMALAR 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 SIEMENS S7 200 UYGULAMALARI UYGULAMA _1 3 Fazlı Asenkron motorun iki yönde
SIEMENS LOGO KULLANIMI VE UYGULAMALAR 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 SIEMENS S7 200 UYGULAMALARI UYGULAMA _1 3 Fazlı Asenkron motorun iki yönde
KONTROL SİSTEMLERİNE GİRİŞ. Hazırlayan Dr.Birol Arifoğlu
 KONTROL SİSTEMLERİNE GİRİŞ Hazırlayan Dr.Birol Arifoğlu Temel Kavramlar ve Tanımlar Açık Çevrim Kontrol Sistemleri Kapalı Çevrim (Geri Beslemeli) Kontrol Sistemleri İleri Beslemeli Kontrol Sistemleri Otomatik
KONTROL SİSTEMLERİNE GİRİŞ Hazırlayan Dr.Birol Arifoğlu Temel Kavramlar ve Tanımlar Açık Çevrim Kontrol Sistemleri Kapalı Çevrim (Geri Beslemeli) Kontrol Sistemleri İleri Beslemeli Kontrol Sistemleri Otomatik
1969 yılında, klasik (Elektrik) kumandanın. Elektronik karşılığı olan ilk PLC yapıldı yılında ise dört yıllık bir çalımanın ürünü
 kumandanın. Elektronik karşılığı olan ilk PLC yapıldı yılında ise dört yıllık bir çalımanın ürünü") 1. PLC`nin Tarihcesi 1960 yılında yüksek verimlilik, güvenilirlik ve yeni devreler gibi üstünlükleri ile birlikte bilgisayarlar kullanılmaya başlandı. Buda beraberinde endüstriyel üretimde otomasyonu ortaya
1. PLC`nin Tarihcesi 1960 yılında yüksek verimlilik, güvenilirlik ve yeni devreler gibi üstünlükleri ile birlikte bilgisayarlar kullanılmaya başlandı. Buda beraberinde endüstriyel üretimde otomasyonu ortaya
UYGULANMIŞ ÖRNEK PLC PROGRAMLARI
 UYGULANMIŞ ÖRNEK PLC PROGRAMLARI Örnek 1: Örneğ e başlamadan önce CPU yu 221 seçmeliyiz.(bu işlem program sonunda da yapılabilir.) Girişler I 0.0 dan I 0.5 e, Çıkışlar Q 0.0 dan Q 0.3 e kadardır. Amacı
UYGULANMIŞ ÖRNEK PLC PROGRAMLARI Örnek 1: Örneğ e başlamadan önce CPU yu 221 seçmeliyiz.(bu işlem program sonunda da yapılabilir.) Girişler I 0.0 dan I 0.5 e, Çıkışlar Q 0.0 dan Q 0.3 e kadardır. Amacı
DELTA PLC DE ZAMANLAYICILAR
 DELTA PLC DE ZAMANLAYICILAR TMR Komutu TMR komutunun önündeki şart sinyal akışını sağladığında timer bobini saymaya başlar. Zaman dolduğunda, yani içerik >= ayar değeri (set değeri) olduğunda, adreslenen
DELTA PLC DE ZAMANLAYICILAR TMR Komutu TMR komutunun önündeki şart sinyal akışını sağladığında timer bobini saymaya başlar. Zaman dolduğunda, yani içerik >= ayar değeri (set değeri) olduğunda, adreslenen
BÖLÜM 9. Sayıcılar, S7 200 CPU 212...226 serilerinde C ile gösterilir. Sayıcılar, S7 200 CPU 212...226 serilerinde: Yukarı sayıcı (Counter up CTU ),
,") BÖLÜM 9 SAYICILA ( Counters) ( C ) Sayıcılar, girişine verilen ve 0 sinyalinin belirli sayısından sonra çıkışını yapan elemanlardır Sayma işlemi yukarı olabildiği gibi aşağı da olabilir Sayıcılar, batarya
BÖLÜM 9 SAYICILA ( Counters) ( C ) Sayıcılar, girişine verilen ve 0 sinyalinin belirli sayısından sonra çıkışını yapan elemanlardır Sayma işlemi yukarı olabildiği gibi aşağı da olabilir Sayıcılar, batarya
UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ
 Verilen eğitimin amacı; UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ Tekstil makineleri, Gıda makineleri, Paketleme makineleri, Soğutma sistemleri ve birçok prosesin otomasyon sistemlerinde kullanılan
Verilen eğitimin amacı; UYGULAMALI MEKATRONİK PLC EĞİTİM SÜRECİ VE İÇERİĞİ Tekstil makineleri, Gıda makineleri, Paketleme makineleri, Soğutma sistemleri ve birçok prosesin otomasyon sistemlerinde kullanılan
010 SİSTEMİ. TEKNOSİSTEM MÜHENDİSLİK - Gazcılar Cad. Anafarta Sok. No:1/A BURSA, Tel:(224)272 37 34 Faks:272 40 19
272 37 34 Faks:272 40 19") 010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ
 TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYİN ADI : Start Stop Kullanılarak
TEKNOLOJİ FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ ENDÜSTRİYEL TASARIMDA MODERN KONTROL TEKNİKLERİ PROGRAMLANABİLİR LOJİK DENETLEYİCİLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYİN ADI : Start Stop Kullanılarak
ELK432-MİKROBİLGİSAYARLI SİSTEM TASARIMI LABORATUAR DENEY FÖYÜ
 ELK432-MİKROBİLGİSAYARLI SİSTEM TASARIMI LABORATUAR DENEY FÖYÜ İÇİNDEKİLER 1. ASENKRON MOTORA YOLVERME YÖNTEMLERİ 2. ASENKRON MOTORA YILDIZ ÜÇGEN YOLVERME 3. OTOMATİK GİRİŞ KAPISININ PLC ÜZERİNDEN KONTROLU
ELK432-MİKROBİLGİSAYARLI SİSTEM TASARIMI LABORATUAR DENEY FÖYÜ İÇİNDEKİLER 1. ASENKRON MOTORA YOLVERME YÖNTEMLERİ 2. ASENKRON MOTORA YILDIZ ÜÇGEN YOLVERME 3. OTOMATİK GİRİŞ KAPISININ PLC ÜZERİNDEN KONTROLU
SANAEM RFQ (SPP) HIZLANDIRICISI GÜÇ KAYNAKLARI VE ÖLÇME KUTUSU KONTROL SİSTEMİ. Aydın ÖZBEY İstanbul Üniversitesi
 HIZLANDIRICISI GÜÇ KAYNAKLARI VE ÖLÇME KUTUSU KONTROL SİSTEMİ. Aydın ÖZBEY İstanbul Üniversitesi") SANAEM RFQ (SPP) HIZLANDIRICISI GÜÇ KAYNAKLARI VE ÖLÇME KUTUSU KONTROL SİSTEMİ Aydın ÖZBEY İstanbul Üniversitesi Proton hızlandırıcısı kontrol sistemi Neler üzerinde duracağız? Kontrol edilecek parametreler
SANAEM RFQ (SPP) HIZLANDIRICISI GÜÇ KAYNAKLARI VE ÖLÇME KUTUSU KONTROL SİSTEMİ Aydın ÖZBEY İstanbul Üniversitesi Proton hızlandırıcısı kontrol sistemi Neler üzerinde duracağız? Kontrol edilecek parametreler
Selçuk Üniversitesi Teknoloji Fakültesi. Endüstriyel Otomasyon Laboratuvarı Deney Föyü
 Selçuk Üniversitesi Teknoloji Fakültesi Endüstriyel Otomasyon Laboratuvarı Deney Föyü Arş. Gör. Hasan Hüseyin Çevik 2018 DENEY NO:1 CIMON PLC SETİ TANITIMI VE PROGRAMLAMAYA GİRİŞ Deneylerde CİMON PLC XP-CP
Selçuk Üniversitesi Teknoloji Fakültesi Endüstriyel Otomasyon Laboratuvarı Deney Föyü Arş. Gör. Hasan Hüseyin Çevik 2018 DENEY NO:1 CIMON PLC SETİ TANITIMI VE PROGRAMLAMAYA GİRİŞ Deneylerde CİMON PLC XP-CP
PROGRAMLANAB L R DENETLEY C LER. DERS 06 Temel Programlama Komutları
 PROGRAMLANAB L R DENETLEY C LER DERS 06 Temel Programlama Komutları 2.8. Temel Programlama Komutları 2.8.1. Start, Stop ve Çıkı lar Klasik kumanda devrelerinde sistemin çalı masını ba latmak ve durdurmak
PROGRAMLANAB L R DENETLEY C LER DERS 06 Temel Programlama Komutları 2.8. Temel Programlama Komutları 2.8.1. Start, Stop ve Çıkı lar Klasik kumanda devrelerinde sistemin çalı masını ba latmak ve durdurmak
OTOMASYON SİSTEMLERİ. Hazırlayan Yrd.Doç.Dr.Birol Arifoğlu
 OTOMASYON SİSTEMLERİ Hazırlayan Yrd.Doç.Dr.Birol Arifoğlu Temel Kavramlar ve Tanımlar Açık Çevrim Kontrol Sistemleri Kapalı Çevrim (Geri Beslemeli) Kontrol Sistemleri İleri Beslemeli Kontrol Sistemleri
OTOMASYON SİSTEMLERİ Hazırlayan Yrd.Doç.Dr.Birol Arifoğlu Temel Kavramlar ve Tanımlar Açık Çevrim Kontrol Sistemleri Kapalı Çevrim (Geri Beslemeli) Kontrol Sistemleri İleri Beslemeli Kontrol Sistemleri
K10S1 PLC`si içerisindeki zamanlama bilgilerinin T zamanlayıcı rölelerinde tutulduğunu daha once anlatmıştık. T zamanlayıcı röleleri kullanıcının
 Zamanlayıcılar 1 K10S1 PLC`si içerisindeki zamanlama bilgilerinin T zamanlayıcı rölelerinde tutulduğunu daha once anlatmıştık. T zamanlayıcı röleleri kullanıcının belirlediği zaman süresi değerine kadar
Zamanlayıcılar 1 K10S1 PLC`si içerisindeki zamanlama bilgilerinin T zamanlayıcı rölelerinde tutulduğunu daha once anlatmıştık. T zamanlayıcı röleleri kullanıcının belirlediği zaman süresi değerine kadar
Şekil 4.12 : Klasik kumanda devresi. Ladder devresi : Network1. Network 2. Network 3 I0.0
 4.8 - Örnek problemler : Örnek 1 : Bir sistemde, 2 adet motor çalıştırılacaktır. Start butonuna ilk defa basıldığında sadece 1 nolu motor devreye girecek ve sürekli çalışacaktır. 1. motor çalışmaya başladıktan
4.8 - Örnek problemler : Örnek 1 : Bir sistemde, 2 adet motor çalıştırılacaktır. Start butonuna ilk defa basıldığında sadece 1 nolu motor devreye girecek ve sürekli çalışacaktır. 1. motor çalışmaya başladıktan
Nedir? Teorik Pratik Örnekler. Endüstriyel Otomasyon
 Nedir? Teorik Pratik Örnekler Endüstriyel Otomasyon Konular Endüstriyel Otomasyonun Tanımı Tarihçesi Teorik Otomasyonda Bilinmesi Gerekenler PLC (Programmable Logic Controller) Mikroişlemciler, PIC Gömülü
Nedir? Teorik Pratik Örnekler Endüstriyel Otomasyon Konular Endüstriyel Otomasyonun Tanımı Tarihçesi Teorik Otomasyonda Bilinmesi Gerekenler PLC (Programmable Logic Controller) Mikroişlemciler, PIC Gömülü
FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU
 FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU FP52 kart okuyucusunu; Mody serisi dış kapı buton modülleri ile birlikte kullanılır. Fp52 ile iki farklı röle çıkışı vardır.500 kullanıcıya kadar tanımlanabilir.
FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU FP52 kart okuyucusunu; Mody serisi dış kapı buton modülleri ile birlikte kullanılır. Fp52 ile iki farklı röle çıkışı vardır.500 kullanıcıya kadar tanımlanabilir.
OTOMATİK KONTROL SİSTEMLERİ TEMEL KAVRAMLAR VE TANIMLAR
 OTOMATİK KONTROL SİSTEMLERİ TEMEL KAVRAMLAR VE TANIMLAR KONTROL SİSTEMLERİ GİRİŞ Son yıllarda kontrol sistemleri, insanlığın ve uygarlığın gelişme ve ilerlemesinde çok önemli rol oynayan bir bilim dalı
OTOMATİK KONTROL SİSTEMLERİ TEMEL KAVRAMLAR VE TANIMLAR KONTROL SİSTEMLERİ GİRİŞ Son yıllarda kontrol sistemleri, insanlığın ve uygarlığın gelişme ve ilerlemesinde çok önemli rol oynayan bir bilim dalı
OTOMASYON PROJELERİ VE UYGULAMALARI
 OTOMASYON PROJELERİ VE UYGULAMALARI Otomasyon Nedir? Otomasyon u kısaca, bir işin insan ile makine arasında paylaşılması şeklinde tanımlayabiliriz. Bir otomasyon sisteminde toplam işin paylaşım yüzdesi
OTOMASYON PROJELERİ VE UYGULAMALARI Otomasyon Nedir? Otomasyon u kısaca, bir işin insan ile makine arasında paylaşılması şeklinde tanımlayabiliriz. Bir otomasyon sisteminde toplam işin paylaşım yüzdesi
BÖLÜM 9. Say c lar, S7 200 CPU serilerinde C ile gösterilir.
 BÖLÜM 9 SAYICILA ( Counters) ( C ) Say c lar, giri ine verilen ve 0 sinyalinin belirli say s ndan sonra ç k n yapan elemanlard r. Sayma i lemi yukar olabildi i gibi a a da olabilir. Say c lar, batarya
BÖLÜM 9 SAYICILA ( Counters) ( C ) Say c lar, giri ine verilen ve 0 sinyalinin belirli say s ndan sonra ç k n yapan elemanlard r. Sayma i lemi yukar olabildi i gibi a a da olabilir. Say c lar, batarya
PLC DE PROGRAMIN YÜRÜTÜLMESİ
 PLC DE PROGRAMIN YÜRÜTÜLMESİ Başlangıç PLC de programın yürütülmesi, yukarıdaki şekilde görüldüğü gibi belirli işlemlerin sürekli periyodik bir çevrim halinde yapılması ile gerçeklenir. Kesmeli çalışma,
PLC DE PROGRAMIN YÜRÜTÜLMESİ Başlangıç PLC de programın yürütülmesi, yukarıdaki şekilde görüldüğü gibi belirli işlemlerin sürekli periyodik bir çevrim halinde yapılması ile gerçeklenir. Kesmeli çalışma,
3. SCADA EKRANINDA EKLENEBİLECEK BUTON ÇEŞİTLERİNİ YAZINIZ. 4. EKRANDA LAMBANIN DURUMUNU GÖREBİLMEK İÇİN EDİTÖR PROGRAMINDAN NE EKLENMELİDİR.
 İŞİN ADI : SCADA İLE CİHAZ KONTROLÜ TEMRİN NO :1 3. LADDER ŞEMASI 4. PLC BAĞLANTISI İŞLEM BASAMAKLARI 1. ÖNCELİKLE İSTENİLEN PROGRAMIN LADDER ŞEMASINI ÜST BOŞLUĞA ÇİZİNİZ. 2. PLC BAĞLANTI ŞEMASINI ÇİZİNİZ.
İŞİN ADI : SCADA İLE CİHAZ KONTROLÜ TEMRİN NO :1 3. LADDER ŞEMASI 4. PLC BAĞLANTISI İŞLEM BASAMAKLARI 1. ÖNCELİKLE İSTENİLEN PROGRAMIN LADDER ŞEMASINI ÜST BOŞLUĞA ÇİZİNİZ. 2. PLC BAĞLANTI ŞEMASINI ÇİZİNİZ.
TC. MARMARA ÜNİVERSİTESİ
 TC. MARMARA ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ EĞİTİMİ BÖLÜMÜ PLC OTOMASYON RAPORU PROBLEM :... İSİM :... SINIF/ŞUBE :... NO :... 28) ELMA KUTULAMA OTOMASYONU ŞekilX1. Elma Kutulama Otomasyonu 1)PROBLEM:
TC. MARMARA ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ EĞİTİMİ BÖLÜMÜ PLC OTOMASYON RAPORU PROBLEM :... İSİM :... SINIF/ŞUBE :... NO :... 28) ELMA KUTULAMA OTOMASYONU ŞekilX1. Elma Kutulama Otomasyonu 1)PROBLEM:
L3 Otomasyon Laboratuvarı
 L3 Laboratuvarı Otomasyon laboratuvarı olarak kullanılmaktadır. Bu laboratuvarda ders alan öğrencilerimiz; Elektrik makinelerinin yapısı, bakımı, kontrolü ve endüstriyel uygulama alanlarını öğrenir. Enerji
L3 Laboratuvarı Otomasyon laboratuvarı olarak kullanılmaktadır. Bu laboratuvarda ders alan öğrencilerimiz; Elektrik makinelerinin yapısı, bakımı, kontrolü ve endüstriyel uygulama alanlarını öğrenir. Enerji
Deney 3: Asenkron Sayıcılar
 Deney 3: Asenkron Sayıcılar Sayıcılar hakkında genel bilgi sahibi olunması, asenkron sayıcıların kurulması ve incelenmesi Kullanılan Elemanlar 1xLM555 Entegresi, 1x10 kohm direnç, 1x100 kohm direnç, 1x10
Deney 3: Asenkron Sayıcılar Sayıcılar hakkında genel bilgi sahibi olunması, asenkron sayıcıların kurulması ve incelenmesi Kullanılan Elemanlar 1xLM555 Entegresi, 1x10 kohm direnç, 1x100 kohm direnç, 1x10
MİKROİŞLEMCİ İLE A/D DÖNÜŞÜMÜ
 KARADENİZ TEKNİK ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR ORGANİZASYONU LABORATUVARI MİKROİŞLEMCİ İLE A/D DÖNÜŞÜMÜ 1. GİRİŞ Analog işaretleri sayısal işaretlere dönüştüren elektronik devrelere
KARADENİZ TEKNİK ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR ORGANİZASYONU LABORATUVARI MİKROİŞLEMCİ İLE A/D DÖNÜŞÜMÜ 1. GİRİŞ Analog işaretleri sayısal işaretlere dönüştüren elektronik devrelere
Siemens S7 200 ve Microwin
 Siemens S7 200 ve Microwin Otomasyon sistemi neye denir? Bir otomasyon cihazı, kendisine ulaştırılan bilgiler temelinde, önceden belirlenen hareketleri çevresiyle ilişkili olarak gerçekleştiren bir sistemdir.
Siemens S7 200 ve Microwin Otomasyon sistemi neye denir? Bir otomasyon cihazı, kendisine ulaştırılan bilgiler temelinde, önceden belirlenen hareketleri çevresiyle ilişkili olarak gerçekleştiren bir sistemdir.
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ PLC İLE MOTOR KONTROLÜ 523EO0054 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ PLC İLE MOTOR KONTROLÜ 523EO0054 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI 23.02.2015 Yrd.Doç.Dr. Dilşad Engin PLC Ders Notları 2 Boole İşleme Ana Fonksiyon Blokları Nümerik İşleme Program Buyrukları ANA BUYRUKLAR 23.02.2015 Yrd.Doç.Dr.
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI 23.02.2015 Yrd.Doç.Dr. Dilşad Engin PLC Ders Notları 2 Boole İşleme Ana Fonksiyon Blokları Nümerik İşleme Program Buyrukları ANA BUYRUKLAR 23.02.2015 Yrd.Doç.Dr.
PROGRAMLANABİLİR LOJİK DENETLEYİCİ İLE DENEYSEL ENDÜSTRİYEL SİSTEMİN KONTROLÜ
 PROGRAMLANABİLİR LOJİK DENETLEYİCİ İLE DENEYSEL ENDÜSTRİYEL SİSTEMİN KONTROLÜ Öğr.Gör. Mehmet TAŞTAN Celal Bayar Üniversitesi Kırkağaç M.Y.O 45700-Kırkağaç/Manisa Tel:0-236-5881828 mehmettastan@hotmail.com
PROGRAMLANABİLİR LOJİK DENETLEYİCİ İLE DENEYSEL ENDÜSTRİYEL SİSTEMİN KONTROLÜ Öğr.Gör. Mehmet TAŞTAN Celal Bayar Üniversitesi Kırkağaç M.Y.O 45700-Kırkağaç/Manisa Tel:0-236-5881828 mehmettastan@hotmail.com
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ BURSA EYLÜL 2005 İÇİNDEKİLER AÇIKLAMALAR KOD ALAN DAL/MESLEK MODÜLÜN ADI MODÜLÜN TANIMI SÜRE ÖN KOŞUL YETERLİK
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ BURSA EYLÜL 2005 İÇİNDEKİLER AÇIKLAMALAR KOD ALAN DAL/MESLEK MODÜLÜN ADI MODÜLÜN TANIMI SÜRE ÖN KOŞUL YETERLİK
SAYISAL ELEKTRONİK DERS NOTLARI:
 SAYISAL ELEKTRONİK DERS NOTLARI: SAYISAL (DİJİTAL) ELEKTRONİK Günümüz Elektroniği Analog ve Sayısal olmak üzere iki temel türde incelenebilir. Analog büyüklükler sonsuz sayıda değeri içermesine rağmen
SAYISAL ELEKTRONİK DERS NOTLARI: SAYISAL (DİJİTAL) ELEKTRONİK Günümüz Elektroniği Analog ve Sayısal olmak üzere iki temel türde incelenebilir. Analog büyüklükler sonsuz sayıda değeri içermesine rağmen
DERS BİLGİ FORMU. Okul Eğitimi Süresi
 ) GÜÇ ELEKTRONİĞİ (0860120203-0860170113) VE ENERJİ Zorunlu Meslek i Seçmeli (Proje, Ödev, Araştırma, İş Yeri ) 4 56 44 100 Kredisi 3+1 4 Bu derste; yarı iletken anahtarlama elemanları, doğrultucu ve kıyıcı
) GÜÇ ELEKTRONİĞİ (0860120203-0860170113) VE ENERJİ Zorunlu Meslek i Seçmeli (Proje, Ödev, Araştırma, İş Yeri ) 4 56 44 100 Kredisi 3+1 4 Bu derste; yarı iletken anahtarlama elemanları, doğrultucu ve kıyıcı
1.3.4. Veri Toplama Üniteleri
 1.3.4. Veri Toplama Üniteleri Kontrol üniteleri SCADA sistemlerinin diğer önemli birimini oluşturur. Kontrol üniteleri kontrol odası seviyesinden çeşitli yardımcı işletmelerin kontrol ünitelerinden işletme
1.3.4. Veri Toplama Üniteleri Kontrol üniteleri SCADA sistemlerinin diğer önemli birimini oluşturur. Kontrol üniteleri kontrol odası seviyesinden çeşitli yardımcı işletmelerin kontrol ünitelerinden işletme
BÖLÜM 1. ASENKRON MOTORLAR
 İÇİNDEKİLER ÖNSÖZ...iv GİRİŞ...v BÖLÜM 1. ASENKRON MOTORLAR 1. ASENKRON MOTORLAR... 1 1.1. Üç Fazlı Asenkron Motorlar... 1 1.1.1. Üç fazlı asenkron motorda üretilen tork... 2 1.1.2. Üç fazlı asenkron motorlara
İÇİNDEKİLER ÖNSÖZ...iv GİRİŞ...v BÖLÜM 1. ASENKRON MOTORLAR 1. ASENKRON MOTORLAR... 1 1.1. Üç Fazlı Asenkron Motorlar... 1 1.1.1. Üç fazlı asenkron motorda üretilen tork... 2 1.1.2. Üç fazlı asenkron motorlara
UYGULAMA 1 SİEMENS S PLC UYGULAMALARI CPU-1214C
 UYGULAMA 1 +24V 0V I1.5 I1.4 I1.3 I1.2 I1.1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 START CPU-1214C Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 +24V L0 0V Verilen PLC bağlantısına göre; START
UYGULAMA 1 +24V 0V I1.5 I1.4 I1.3 I1.2 I1.1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 START CPU-1214C Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 +24V L0 0V Verilen PLC bağlantısına göre; START
ÜÇ FAZLI ASENKRON MOTORLARA BUTON VE KONTAKTÖRLE YOL VERME
 ÜÇ FAZLI ASENKRON MOTORLARA BUTON VE KONTAKTÖRLE YOL VERME Şekil - 1 Şekilde üç fazlı asenkron motora buton ve kontaktörle yol veren devre görülmektedir. Devrede start butonuna basıldığında K 1 kontaktörünün
ÜÇ FAZLI ASENKRON MOTORLARA BUTON VE KONTAKTÖRLE YOL VERME Şekil - 1 Şekilde üç fazlı asenkron motora buton ve kontaktörle yol veren devre görülmektedir. Devrede start butonuna basıldığında K 1 kontaktörünün
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (3) 65-70 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Problemlerin Farklı Endüstriyel Otomasyon Yöntemleri ile Çözümlenerek
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (3) 65-70 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Problemlerin Farklı Endüstriyel Otomasyon Yöntemleri ile Çözümlenerek
ANOLOG-DİJİTAL DÖNÜŞTÜRÜCÜLER
 ADC ve DAC 1 BM-201 2 ANOLOG-DİJİTAL DÖNÜŞTÜRÜCÜLER Maksimum ve minimum sınırları arasında farklı değerler alarak değişken elektriksel büyüklüklere analog bilgi ya da analog değer denir. Akım ve gerilim
ADC ve DAC 1 BM-201 2 ANOLOG-DİJİTAL DÖNÜŞTÜRÜCÜLER Maksimum ve minimum sınırları arasında farklı değerler alarak değişken elektriksel büyüklüklere analog bilgi ya da analog değer denir. Akım ve gerilim
LD S0 IF (S0=TRUE AND S1=TRUE AND S2=TRUE) THEN AND S1 Q0:=TRUE; AND S2 ELSE ST Q0 Q0:=FALSE; END_IF;
 THEN AND S1 Q0:=TRUE; AND S2 ELSE ST Q0 Q0:=FALSE; END_IF;") KOMUT LİESİ ve YAPISAL METİN ile PROGRAMLAMA IF (=TRUE =TRUE =TRUE THEN Q0:=TRUE; Q0 Q0:=FALSE; N IF (=FALSE =FALSE =FALSE THEN Q0:=TRUE; Q0 Q0:=FALSE; IF (=TRUE =TRUE =TRUE THEN Q1:=TRUE; Q1 Q1:=FALSE;
KOMUT LİESİ ve YAPISAL METİN ile PROGRAMLAMA IF (=TRUE =TRUE =TRUE THEN Q0:=TRUE; Q0 Q0:=FALSE; N IF (=FALSE =FALSE =FALSE THEN Q0:=TRUE; Q0 Q0:=FALSE; IF (=TRUE =TRUE =TRUE THEN Q1:=TRUE; Q1 Q1:=FALSE;
Basit Işık Kontrolü. 1. Bit, Byte, Word, Double Word kavramları:
 Basit Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:1 1. Bit, Byte, Word, Double Word kavramları: PLC lerde veriler
Basit Işık Kontrolü TUNCELİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK - ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ OTOMASYON LABORATUVARI DENEY NO:1 1. Bit, Byte, Word, Double Word kavramları: PLC lerde veriler
6. DİJİTAL / ANALOG VE ANALOG /DİJİTAL ÇEVİRİCİLER 1
 6. DİJİTAL / ANALOG VE ANALOG /DİJİTAL ÇEVİRİCİLER 1 Günümüzde kullanılan elektronik kontrol üniteleri analog ve dijital elektronik düzenlerinin birleşimi ile gerçekleşir. Gerilim, akım, direnç, frekans,
6. DİJİTAL / ANALOG VE ANALOG /DİJİTAL ÇEVİRİCİLER 1 Günümüzde kullanılan elektronik kontrol üniteleri analog ve dijital elektronik düzenlerinin birleşimi ile gerçekleşir. Gerilim, akım, direnç, frekans,
1. Sayıcıların çalışma prensiplerini ve JK flip-floplarla nasıl gerçekleştirileceğini anlamak. 2. Asenkron ve senkron sayıcıları incelemek.
 DENEY 7-2 Sayıcılar DENEYİN AMACI 1. Sayıcıların çalışma prensiplerini ve JK flip-floplarla nasıl gerçekleştirileceğini anlamak. 2. Asenkron ve senkron sayıcıları incelemek. GENEL BİLGİLER Sayıcılar, flip-floplar
DENEY 7-2 Sayıcılar DENEYİN AMACI 1. Sayıcıların çalışma prensiplerini ve JK flip-floplarla nasıl gerçekleştirileceğini anlamak. 2. Asenkron ve senkron sayıcıları incelemek. GENEL BİLGİLER Sayıcılar, flip-floplar
SAYICILAR. Tetikleme işaretlerinin Sayma yönüne göre Sayma kodlanmasına göre uygulanışına göre. Şekil 52. Sayıcıların Sınıflandırılması
 25. Sayıcı Devreleri Giriş darbelerine bağlı olarak belirli bir durum dizisini tekrarlayan lojik devreler, sayıcı olarak adlandırılır. Çok değişik alanlarda kullanılan sayıcı devreleri, FF lerin uygun
25. Sayıcı Devreleri Giriş darbelerine bağlı olarak belirli bir durum dizisini tekrarlayan lojik devreler, sayıcı olarak adlandırılır. Çok değişik alanlarda kullanılan sayıcı devreleri, FF lerin uygun
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI 23.02.2015 Yrd.Doç.Dr. Dilşad Engin PLC Ders Notları 2 PROGRAMLANABİLİR DENETLEYİCİLER SIRALI İŞLEMLER İÇİN DRUM CONTROLLER FONKSİYON BLOĞU 23.02.2015 Yrd.Doç.Dr.
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI 23.02.2015 Yrd.Doç.Dr. Dilşad Engin PLC Ders Notları 2 PROGRAMLANABİLİR DENETLEYİCİLER SIRALI İŞLEMLER İÇİN DRUM CONTROLLER FONKSİYON BLOĞU 23.02.2015 Yrd.Doç.Dr.
TIA P0RTAL (TEMEL DÜZEY) S7-1200 S7-300 S7-400
 S7-1200 S7-300 S7-400") TIA P0RTAL (TEMEL DÜZEY) S7-1200 S7-300 S7-400 EĞİTMEN AD SOYAD : FAHRETTİN ERDİNÇ TECRÜBE : 1996 DAN BERİ OKUL : 1995 DEÜ ELK-ELKTR MÜH. LÜTFEN DİKKAT! SINIFTAKİ BAŞARIMIZIN MAKSİMUM DÜZEYDE OLMASI İÇİN:
TIA P0RTAL (TEMEL DÜZEY) S7-1200 S7-300 S7-400 EĞİTMEN AD SOYAD : FAHRETTİN ERDİNÇ TECRÜBE : 1996 DAN BERİ OKUL : 1995 DEÜ ELK-ELKTR MÜH. LÜTFEN DİKKAT! SINIFTAKİ BAŞARIMIZIN MAKSİMUM DÜZEYDE OLMASI İÇİN:
Bölüm 7 Ardışıl Lojik Devreler
 Bölüm 7 Ardışıl Lojik Devreler DENEY 7- Flip-Floplar DENEYİN AMACI. Kombinasyonel ve ardışıl lojik devreler arasındaki farkları ve çeşitli bellek birimi uygulamalarını anlamak. 2. Çeşitli flip-flop türlerinin
Bölüm 7 Ardışıl Lojik Devreler DENEY 7- Flip-Floplar DENEYİN AMACI. Kombinasyonel ve ardışıl lojik devreler arasındaki farkları ve çeşitli bellek birimi uygulamalarını anlamak. 2. Çeşitli flip-flop türlerinin
SAYICILAR (COUNTERS) Codesys dilinde üç tip sayıcı bulunmaktadır. Bunlar; CTU : YUKARI (İLERİ) SAYICI (UP COUNTER)
 Codesys dilinde üç tip sayıcı bulunmaktadır. Bunlar; CTU : YUKARI (İLERİ) SAYICI (UP COUNTER)") Örnek: Bir kapasitif sensör ile yürüyen banttaki cam şişelerin sayma işlemi yapılmaktadır. Şişe sayısı 12 olduğu zaman Paketleme işlemi başlatılmaktadır. Paketleme işlemi 1dk sürmekte ve işlem sonunda
Örnek: Bir kapasitif sensör ile yürüyen banttaki cam şişelerin sayma işlemi yapılmaktadır. Şişe sayısı 12 olduğu zaman Paketleme işlemi başlatılmaktadır. Paketleme işlemi 1dk sürmekte ve işlem sonunda
EPLC-6 Kontrol Paneli
 EPLC-6 Kontrol Paneli 1. Ürün Bilgisi EPLC-6, 4.3 TFT dokunmatik ekrana sahip özel tasarlanmış PLC ve röle modülünden oluşan bir pompa kontrol ünitesidir. Dokunmatik PLC ünitesi pano kapağına, röle modülü
EPLC-6 Kontrol Paneli 1. Ürün Bilgisi EPLC-6, 4.3 TFT dokunmatik ekrana sahip özel tasarlanmış PLC ve röle modülünden oluşan bir pompa kontrol ünitesidir. Dokunmatik PLC ünitesi pano kapağına, röle modülü
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU
 STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
MONOFAZE MİKROİŞLEMCİLİ REDRESÖR KULLANIM KILAVUZU
 MONOFAZE MİKROİŞLEMCİLİ REDRESÖR KULLANIM KILAVUZU Cihazı Devreye Almadan Önce Kullanım Kılavuzunu Mutlaka Okuyunuz. CİHAZIN İLK KURULUMU Cihazınızı Koyacağınız Yerin Zemini Düz Olmalıdır. Cihazın Çalışacağı
MONOFAZE MİKROİŞLEMCİLİ REDRESÖR KULLANIM KILAVUZU Cihazı Devreye Almadan Önce Kullanım Kılavuzunu Mutlaka Okuyunuz. CİHAZIN İLK KURULUMU Cihazınızı Koyacağınız Yerin Zemini Düz Olmalıdır. Cihazın Çalışacağı
FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU
 FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU KONTEK OTOMASYON A.Ş. BEYİT SOK. NO:27 YUKARI DUDULLU ÜMRANİYE / İSTANBUL 0216 466 47 00 (T) 0216 466 21 20 (F) www.kontekotomasyon.com.tr Sayfa 1 / 7 TUŞ FONKSİYONLARI
FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU KONTEK OTOMASYON A.Ş. BEYİT SOK. NO:27 YUKARI DUDULLU ÜMRANİYE / İSTANBUL 0216 466 47 00 (T) 0216 466 21 20 (F) www.kontekotomasyon.com.tr Sayfa 1 / 7 TUŞ FONKSİYONLARI
1. Ürün Bilgisi. Şekil 1: AVS Pano Dış Görünümü. EPC-6 Kontrol Paneli. Manuel / Otomatik / Kapalı / Seçici / Çalıştırma Butonu
 AVS Kontrol Panosu 1. Ürün Bilgisi AVS; değişken hızlı kontrol sayesinde yüksek enerji tasarrufu sağlayan, 4.3 TFT dokunmatik ekrana sahip özel tasarlanmış PLC ve röle modülünden oluşan, bir pompa kontrol
AVS Kontrol Panosu 1. Ürün Bilgisi AVS; değişken hızlı kontrol sayesinde yüksek enerji tasarrufu sağlayan, 4.3 TFT dokunmatik ekrana sahip özel tasarlanmış PLC ve röle modülünden oluşan, bir pompa kontrol
PLC & OTOMASYON TEORİK & UYGULAMALI
 PLC & OTOMASYON TEORİK & UYGULAMALI EĞİTMEN AD SOYAD : FAHRETTİN ERDİNÇ TECRÜBE : 1996 DAN BERİ OKUL : 1995 DEÜ ELK-ELKTR MÜH. LÜTFEN DİKKAT! SINIFTAKİ BAŞARIMIZIN MAKSİMUM DÜZEYDE OLMASI İÇİN: DEVAMSIZLIK
PLC & OTOMASYON TEORİK & UYGULAMALI EĞİTMEN AD SOYAD : FAHRETTİN ERDİNÇ TECRÜBE : 1996 DAN BERİ OKUL : 1995 DEÜ ELK-ELKTR MÜH. LÜTFEN DİKKAT! SINIFTAKİ BAŞARIMIZIN MAKSİMUM DÜZEYDE OLMASI İÇİN: DEVAMSIZLIK
İÇİNDEKİLER Lisans Bitirme Projesi Onay Formu iii Önsöz İçindekiler Özet vii Semboller ve Kısaltmalar
 İÇİNDEKİLER Sayfa No Lisans Bitirme Projesi Onay Formu... iii Önsöz... iv İçindekiler... v Özet... vii Semboller ve Kısaltmalar...viii Şekiller Dizini...ix Çizelgeler Dizini... x 1. Giriş... 1 1.1. PLC
İÇİNDEKİLER Sayfa No Lisans Bitirme Projesi Onay Formu... iii Önsöz... iv İçindekiler... v Özet... vii Semboller ve Kısaltmalar...viii Şekiller Dizini...ix Çizelgeler Dizini... x 1. Giriş... 1 1.1. PLC
OMS-312 ENDÜSTRİYEL SENSÖRLER EĞİTİM SETİ
 OMS-312 ENDÜSTRİYEL SENSÖRLER EĞİTİM SETİ ENDÜSTRİYE SENSÖR EĞİTİM SETİ STANDART DONANIM LİSTESİ M18 endüktif sensör M12 endüktif sensör reflektörden yansımalı optik sensör ve reflektörü cisimden yansımalı
OMS-312 ENDÜSTRİYEL SENSÖRLER EĞİTİM SETİ ENDÜSTRİYE SENSÖR EĞİTİM SETİ STANDART DONANIM LİSTESİ M18 endüktif sensör M12 endüktif sensör reflektörden yansımalı optik sensör ve reflektörü cisimden yansımalı
TEKNOLOJĠ FAKÜLTESĠ ELEKTRĠK ELEKTRONĠK MÜHENDĠSLĠĞĠ PROGRAMLANABĠLĠR LOJĠK DENETLEYĠCĠLER DENEY FÖYÜ
 TEKNOLOJĠ FAKÜLTESĠ ELEKTRĠK ELEKTRONĠK MÜHENDĠSLĠĞĠ PROGRAMLANABĠLĠR LOJĠK DENETLEYĠCĠLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYĠN ADI : Start Stop Kullanılarak Motorun Sürekli Çalıştırılması Deneyin Amacı:
TEKNOLOJĠ FAKÜLTESĠ ELEKTRĠK ELEKTRONĠK MÜHENDĠSLĠĞĠ PROGRAMLANABĠLĠR LOJĠK DENETLEYĠCĠLER DENEY FÖYÜ 1 DENEY NO : 1 DENEYĠN ADI : Start Stop Kullanılarak Motorun Sürekli Çalıştırılması Deneyin Amacı:
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr.
 İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (25 puan) Aşağıda yük kaldırmak amacıyla tasarlanan
İSTANBUL TEKNİK ÜNİVERSİTESİ İMALAT MÜHENDİSLİĞİ PROGRAMI BAHAR 2009-2010 IML-322 İMALATTA OTOMASYON ÖDEV 2 ÇÖZÜMLER Y.Doç. Dr. Erdinç ALTUĞ Problem 1. (25 puan) Aşağıda yük kaldırmak amacıyla tasarlanan
5.34. VİDA YUVASI AÇMA OTOMASYONU
 5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
DVP-SV2 SERİSİ PLC YÜKSEK HIZLI PALS GİRİŞLERİ COUNTER TABLOSU
 DVP-SV2 SERİSİ PLC YÜKSEK HIZLI PALS GİRİŞLERİ COUNTER TABLOSU DELTA ES5 SERİSİ OPEN COLLECTOR ENCODER KABLO RENKLERİ KAHVERENGİ ENCODER BESLEMESİ (24VDC) MAVİ ENCODER BESLEMESİ (0VDC) SİYAH ENCODER OUTPUT
DVP-SV2 SERİSİ PLC YÜKSEK HIZLI PALS GİRİŞLERİ COUNTER TABLOSU DELTA ES5 SERİSİ OPEN COLLECTOR ENCODER KABLO RENKLERİ KAHVERENGİ ENCODER BESLEMESİ (24VDC) MAVİ ENCODER BESLEMESİ (0VDC) SİYAH ENCODER OUTPUT
Fatih University- Faculty of Engineering- Electric and Electronic Dept.
 SAYISAL DEVRE TASARIMI EEM122 Ref. Morris MANO & Michael D. CILETTI SAYISAL TASARIM 4. Baskı Fatih University- Faculty of Engineering- Electric and Electronic Dept. SAYISAL DEVRE NEDİR? Mühendisler, elektronik
SAYISAL DEVRE TASARIMI EEM122 Ref. Morris MANO & Michael D. CILETTI SAYISAL TASARIM 4. Baskı Fatih University- Faculty of Engineering- Electric and Electronic Dept. SAYISAL DEVRE NEDİR? Mühendisler, elektronik
OTOMASYON ATÖLYESİ TEMEL PLC SORULARI
 Soru1 ) Start butonuna bastığımız anda M1 motoru, start butonundan elimizi çektiğimiz anda M2 motoru çalışacak. Stop butonuna bastığımız anda ise iki motor birden duracaktır. M1 Q0.0 M2 Q0.1 OTOMASYON
Soru1 ) Start butonuna bastığımız anda M1 motoru, start butonundan elimizi çektiğimiz anda M2 motoru çalışacak. Stop butonuna bastığımız anda ise iki motor birden duracaktır. M1 Q0.0 M2 Q0.1 OTOMASYON
WAT Endüstriyel Sürücüler
 WAT Endüstriyel Sürücüler WAT Endüstriyel Sürücüler İçindekiler Yüksek verimli WAT motorlarla entegre sistem çözümleri 4-5 WF 80 in özellikleri 6-7 WF 80 in pompa uygulamalarına özel fonksiyonları 8-9
WAT Endüstriyel Sürücüler WAT Endüstriyel Sürücüler İçindekiler Yüksek verimli WAT motorlarla entegre sistem çözümleri 4-5 WF 80 in özellikleri 6-7 WF 80 in pompa uygulamalarına özel fonksiyonları 8-9
TEKO ELEKTRONİK PLC PROGRAMLAMA DENEY SETİ
 PLC PROGRAMLAMA DENEY SETİ SİEMENS S7-1200 PLC 06 DENEY SETİ KİTABI KONULAR İÇİNDEKİLER TEKO ELEKTRONİK SAYFA NO A - SAYI SİSTEMLERİ 1-3 B - TEMEL LOJİK KAPILAR 4-8 C - PLC NİN TANIMI 9-19 D - TIA PORTAL
PLC PROGRAMLAMA DENEY SETİ SİEMENS S7-1200 PLC 06 DENEY SETİ KİTABI KONULAR İÇİNDEKİLER TEKO ELEKTRONİK SAYFA NO A - SAYI SİSTEMLERİ 1-3 B - TEMEL LOJİK KAPILAR 4-8 C - PLC NİN TANIMI 9-19 D - TIA PORTAL
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK SİSTEMLER LABORATUVARI 1. PLC ve UYGULAMALARI
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK SİSTEMLER LABORATUVARI 1 PLC ve UYGULAMALARI DENEY SORUMLUSU Arş. Gör. Memduh SUVEREN EYLÜL 2012 KAYSERİ PLC ve
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK SİSTEMLER LABORATUVARI 1 PLC ve UYGULAMALARI DENEY SORUMLUSU Arş. Gör. Memduh SUVEREN EYLÜL 2012 KAYSERİ PLC ve
KUMANDA DEVRELERİ Örnek 1: Stop öncelikli Start Stop Devresi (Klasik Mühürleme Devresi):
:") KUMANDA DEVRELERİ Örnek 1: Stop öncelikli Start Stop Devresi (Klasik Mühürleme Devresi): START butonuna basıldığında M kontaktörü enerjilenir, M kontaktörünün normalde açık (NO) kontakları kapanır ve motor
KUMANDA DEVRELERİ Örnek 1: Stop öncelikli Start Stop Devresi (Klasik Mühürleme Devresi): START butonuna basıldığında M kontaktörü enerjilenir, M kontaktörünün normalde açık (NO) kontakları kapanır ve motor
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Sayısal Elektronik
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Sayısal Elektronik Günümüz Elektroniği Analog ve Sayısal olmak üzere iki temel türde incelenebilir. Analog büyüklükler sonsuz sayıda değeri içermesine
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Sayısal Elektronik Günümüz Elektroniği Analog ve Sayısal olmak üzere iki temel türde incelenebilir. Analog büyüklükler sonsuz sayıda değeri içermesine
OTOMATİK KAPI KONTROL CİHAZI
 OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
32 SAAT 32 SAAT . EĞİTİM YILI ELEKTRİK TESİSATÇISI KURS PLANI BAŞLAMA TOPLAM SÜRE TARİHİ ELEKTRİK-ELEKTRONİK TEKNOLOJİSİ
 KURS MERKEZİNİN ADI ALAN ADI KURSUN ADI KURSUN SÜRESİ... EĞİTİM YILI ELEKTRİK TESİSATÇISI KURS PLANI BAŞLAMA.. TOPLAM SÜRE TARİHİ ELEKTRİK-ELEKTRONİK TEKNOLOJİSİ ELEKTRİK TESİSATÇISI 1256 SAAT BİTİŞ TARİHİ
KURS MERKEZİNİN ADI ALAN ADI KURSUN ADI KURSUN SÜRESİ... EĞİTİM YILI ELEKTRİK TESİSATÇISI KURS PLANI BAŞLAMA.. TOPLAM SÜRE TARİHİ ELEKTRİK-ELEKTRONİK TEKNOLOJİSİ ELEKTRİK TESİSATÇISI 1256 SAAT BİTİŞ TARİHİ
ANALOG DEĞERLERİN İŞLENMESİ
 IX. A. SİNYAL ÇEŞİTLERİ Kumanda tekniğinde sinyaller; ikili,dijital ve analog olmak üzere üç çeşittir. Şu ana kadar işlenen konularda ikili ve dijital sinyaller kullanıldı. Programlanabilir denetleyiciler
IX. A. SİNYAL ÇEŞİTLERİ Kumanda tekniğinde sinyaller; ikili,dijital ve analog olmak üzere üç çeşittir. Şu ana kadar işlenen konularda ikili ve dijital sinyaller kullanıldı. Programlanabilir denetleyiciler
C-Serisi PLC İleri Seviye Eğitim
 C-Serisi PLC İleri Seviye Eğitim 1 PLC ye Giriş 2 PLC ye Giriş 3 PLC ye Giriş CJ1 I/O Modülleri - 8/16/32/64pts Max I/O - 160,640 Max Program Kapasitesi - 20K Steps Komut sayısı - 400 4 PLC Ladder Diyagram
C-Serisi PLC İleri Seviye Eğitim 1 PLC ye Giriş 2 PLC ye Giriş 3 PLC ye Giriş CJ1 I/O Modülleri - 8/16/32/64pts Max I/O - 160,640 Max Program Kapasitesi - 20K Steps Komut sayısı - 400 4 PLC Ladder Diyagram
PLCM 28 OPSİYONEL MODÜL. Modüler PLC Eğitim Seti. PLC Çevre Birimleri PLC Programlama. %100 kendi imalatımız MODELLER. Tek Yönlü Çift Yönlü
 PLCM Modüler PLC Eğitim Seti %100 kendi imalatımız PLC Çevre Birimleri PLC Programlama 28 OPSİYONEL MODÜL MODELLER Tek Yönlü Çift Yönlü UYGULAMALI VİDEO EĞİTİMLERİ Her zaman her yerden... Video eğitimleri
PLCM Modüler PLC Eğitim Seti %100 kendi imalatımız PLC Çevre Birimleri PLC Programlama 28 OPSİYONEL MODÜL MODELLER Tek Yönlü Çift Yönlü UYGULAMALI VİDEO EĞİTİMLERİ Her zaman her yerden... Video eğitimleri
KAÇAK AKIM RÖLESİ. www.ulusanelektrik.com.tr. Sayfa 1
 DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar
 7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar 7. Bölüm: Mantıksal Fonksiyonlar 7.1. Mantıksal Programlamanın Temelleri Endüstriyel Robot sisteminde çevre birimlerle olan iletişimin sağlanmasında
7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar 7. Bölüm: Mantıksal Fonksiyonlar 7.1. Mantıksal Programlamanın Temelleri Endüstriyel Robot sisteminde çevre birimlerle olan iletişimin sağlanmasında
EĞĐTĐM AMAÇLI PLC KONTROLLU BĐR ASANSÖR MODELĐ TASARIMI. Özgür Cemal Özerdem * Nedim Perihanoğlu ÖZET
 EĞĐTĐM AMAÇLI PLC KONTROLLU BĐR ASANSÖR MODELĐ TASARIMI Özgür Cemal Özerdem * Nedim Perihanoğlu oozerdem@neu.edu.tr perihanoglu@gmail.com * Yakın Doğu Üniversitesi Elektrik ve Elektronik Mühendisliği Bölümü
EĞĐTĐM AMAÇLI PLC KONTROLLU BĐR ASANSÖR MODELĐ TASARIMI Özgür Cemal Özerdem * Nedim Perihanoğlu oozerdem@neu.edu.tr perihanoglu@gmail.com * Yakın Doğu Üniversitesi Elektrik ve Elektronik Mühendisliği Bölümü
ELEKTROMEKANİK KUMANDA SİSTEMLERİ ÖRNEK UYGULAMALAR
 ELEKTROMEKANİK KUMANDA SİSTEMLERİ ÖRNEK UYGULAMALAR PROBLEM 1: 3 Fazlı Bir Asenkron Motoru Kesik Kesik Çalıştırmak Çalışma Şekli : Kumanda devresindeki start butonuna basıldığında M kontaktörünün bobinine
ELEKTROMEKANİK KUMANDA SİSTEMLERİ ÖRNEK UYGULAMALAR PROBLEM 1: 3 Fazlı Bir Asenkron Motoru Kesik Kesik Çalıştırmak Çalışma Şekli : Kumanda devresindeki start butonuna basıldığında M kontaktörünün bobinine
BÖLÜM 13 ROTORU SARGILI VE ÇĐFT DEVĐRLĐ MOTORLARIN KUMANDASI. Örnek 1 : Üç kademeli dirençle rotoru sargılı motora yol vermenin programlanması.
 BÖLÜM 3 OOU AGILI VE ÇĐF DEVĐLĐ MOOLA KUMANDAI 3. - otoru sargılı motorların çalıştırılması : Örnek : Üç kademeli dirençle rotoru sargılı motora yol vermenin programlanması. e 2 C () C 4 () C 3 () C 2
BÖLÜM 3 OOU AGILI VE ÇĐF DEVĐLĐ MOOLA KUMANDAI 3. - otoru sargılı motorların çalıştırılması : Örnek : Üç kademeli dirençle rotoru sargılı motora yol vermenin programlanması. e 2 C () C 4 () C 3 () C 2
DENEY 2- Sayıcılar. 1. Sayıcıların prensiplerinin ve sayıcıların JK flip-flopları ile nasıl gerçeklendiklerinin incelenmesi.
 DENEY 2- Sayıcılar DENEY 2- JK Flip-Flop Devreleri DENEYİN AMACI 1. Sayıcıların prensiplerinin ve sayıcıların JK flip-flopları ile nasıl gerçeklendiklerinin incelenmesi. GENEL BİLGİLER Sayıcılar flip-floplar
DENEY 2- Sayıcılar DENEY 2- JK Flip-Flop Devreleri DENEYİN AMACI 1. Sayıcıların prensiplerinin ve sayıcıların JK flip-flopları ile nasıl gerçeklendiklerinin incelenmesi. GENEL BİLGİLER Sayıcılar flip-floplar
RedoMayer Makina ve Otomasyon
 RedoMayer Makina ve Otomasyon >Robotik Sistemler >PLC ve modülleri >Operatör Panelleri >Servo Motor ve Sürücüleri >Redüktörler >Encoderler www.redomayer.com RedoMayer Makina ve Otomasyon, 20 yılı aşan
RedoMayer Makina ve Otomasyon >Robotik Sistemler >PLC ve modülleri >Operatör Panelleri >Servo Motor ve Sürücüleri >Redüktörler >Encoderler www.redomayer.com RedoMayer Makina ve Otomasyon, 20 yılı aşan
Mikroişlemci ile Analog-Sayısal Dönüştürücü (ADC)
") KARADENİZ TEKNİK ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ MİKROİŞLEMCİ LABORATUARI Mikroişlemci ile Analog-Sayısal Dönüştürücü (ADC) 1. Giriş Analog işaretler analog donanım kullanılarak işlenebilir.
KARADENİZ TEKNİK ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ MİKROİŞLEMCİ LABORATUARI Mikroişlemci ile Analog-Sayısal Dönüştürücü (ADC) 1. Giriş Analog işaretler analog donanım kullanılarak işlenebilir.
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
MEB YÖK MESLEK YÜKSEKOKULLARI PROGRAM GELİŞTİRME PROJESİ
 PROGRAMIN ADI DERSIN KODU VE ADI DERSIN ISLENECEGI DÖNEM HAFTALIK DERS SAATİ DERSİN SÜRESİ ENDÜSTRİYEL ELEKTRONİK MİK.İŞLEMCİLER/MİK.DENETLEYİCİLER-2 2. Yıl, IV. Yarıyıl (Güz) 4 (Teori: 3, Uygulama: 1,
PROGRAMIN ADI DERSIN KODU VE ADI DERSIN ISLENECEGI DÖNEM HAFTALIK DERS SAATİ DERSİN SÜRESİ ENDÜSTRİYEL ELEKTRONİK MİK.İŞLEMCİLER/MİK.DENETLEYİCİLER-2 2. Yıl, IV. Yarıyıl (Güz) 4 (Teori: 3, Uygulama: 1,
Teorik Bilgi DENEY 7: ASENKRON VE SENKRON SAYICILAR
 DENEY 7: ASENKRON VE SENKRON SAYICILAR Deneyin Amaçları Asenkron ve senkron sayıcı devre yapılarının öğrenilmesi ve deneysel olarak yapılması Deney Malzemeleri 74LS08 Ve Kapı Entegresi (1 Adet) 74LS76
DENEY 7: ASENKRON VE SENKRON SAYICILAR Deneyin Amaçları Asenkron ve senkron sayıcı devre yapılarının öğrenilmesi ve deneysel olarak yapılması Deney Malzemeleri 74LS08 Ve Kapı Entegresi (1 Adet) 74LS76
3 Fazlı Motorların Güçlerinin PLC ile Kontrolü. Doç. Dr. Ramazan BAYINDIR
 3 Fazlı Motorların Güçlerinin PLC ile Kontrolü Doç. Dr. Ramazan BAYINDIR Endüstride çok yaygın olarak kullanılan asenkron motorların sürekli izlenmesi ve arızalarının en aza indirilmesi büyük önem kazanmıştır.
3 Fazlı Motorların Güçlerinin PLC ile Kontrolü Doç. Dr. Ramazan BAYINDIR Endüstride çok yaygın olarak kullanılan asenkron motorların sürekli izlenmesi ve arızalarının en aza indirilmesi büyük önem kazanmıştır.
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SÜREÇ KONTROL Süreç Kontrol Süreç kontrolle ilişkili işlemler her zaman doğada var olmuştur. Doğal süreç kontrolünü yaşayan bir
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SÜREÇ KONTROL Süreç Kontrol Süreç kontrolle ilişkili işlemler her zaman doğada var olmuştur. Doğal süreç kontrolünü yaşayan bir
GEMO. www.gemo.com.tr GÜRBÜZOĞLU ELEKTRONĐK SANAYĐ VE TĐCARET LTD. ŞTĐ. OCAK 2014 AR2 SERĐSĐ PLC / AKILLI RÖLELER. www.gemo.com.tr
 Çamlıtepe Cad. No: 297 / 3-4 Siteler / ANKARA Tel: (0312) 350 39 00 Fax: (0312) 351 11 17 GÜRBÜZOĞLU ELEKTRONĐK SANAYĐ VE TĐCARET LTD. ŞTĐ. AR2 SERĐSĐ PLC / AKILLI RÖLELER Yetkili Bayi: OCAK 2014 Cihaz
Çamlıtepe Cad. No: 297 / 3-4 Siteler / ANKARA Tel: (0312) 350 39 00 Fax: (0312) 351 11 17 GÜRBÜZOĞLU ELEKTRONĐK SANAYĐ VE TĐCARET LTD. ŞTĐ. AR2 SERĐSĐ PLC / AKILLI RÖLELER Yetkili Bayi: OCAK 2014 Cihaz
Elektrik Bağlantı Şeması ve Sensor Ayarları
 Teknik Özellikler: Mikrobilgisayar kontrollü Gerçek zaman saati Kalibrasyon gerektirmeyen hassas nem ve ısı sensörü (Nem hassasiyeti %3 sıcaklık %0,5) 2 farklı program kontrollü, 4 vana çıkışı (24 Vac
Teknik Özellikler: Mikrobilgisayar kontrollü Gerçek zaman saati Kalibrasyon gerektirmeyen hassas nem ve ısı sensörü (Nem hassasiyeti %3 sıcaklık %0,5) 2 farklı program kontrollü, 4 vana çıkışı (24 Vac
BÖLÜM 9 (COUNTERS) SAYICILAR SAYISAL ELEKTRONİK. Bu bölümde aşağıdaki konular anlatılacaktır
 SAYICILAR SAYISAL ELEKTRONİK. Bu bölümde aşağıdaki konular anlatılacaktır") SYISL ELETRONİ ÖLÜM 9 (OUNTERS) SYIILR u bölümde aşağıdaki konular anlatılacaktır Sayıcılarda Mod kavramı senkron sayıcılar senkron yukarı sayıcı (Up counter) senkron aşağı sayıcı (Down counter) senkron
SYISL ELETRONİ ÖLÜM 9 (OUNTERS) SYIILR u bölümde aşağıdaki konular anlatılacaktır Sayıcılarda Mod kavramı senkron sayıcılar senkron yukarı sayıcı (Up counter) senkron aşağı sayıcı (Down counter) senkron
BÖLÜM 20 ADD_I ENO IN2 OUT
 BÖLÜM 20 MATEMATĐKSEL KOMUTLAR VE UYGULAMALARI PLC cihazlarının içersinde toplama,çıkarma,çarpma,bölme,karekök alma, gibi işlevleri yerine getirebilecek fonksiyonlar bulunmaktadır. Bu fonksiyonların kullanılmasıyla
BÖLÜM 20 MATEMATĐKSEL KOMUTLAR VE UYGULAMALARI PLC cihazlarının içersinde toplama,çıkarma,çarpma,bölme,karekök alma, gibi işlevleri yerine getirebilecek fonksiyonlar bulunmaktadır. Bu fonksiyonların kullanılmasıyla