Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
|
|
|
- Şebnem Yasin
- 6 yıl önce
- İzleme sayısı:
Transkript


1 Dr. Ferit FIÇICI 1
2 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur: Üretilen veya yapılan parçaların ölçü sınırlarını belirlemek Geliştirilen diğer üretim yöntemlerini kontrol etmek Üretimi yapılan parçanın büyüklüğünü bilimsel olarak ifade edebilmek Dr. Ferit FIÇICI 2

3 Ölçü aletleri ile yapılan ölçme işlemidir. Bu ölçme türünde kumpas, cetvel, mikrometre v.s gibi ölçü aletleri ile yapılan direkt ölçmedir. bu ölçme işleminde direkt bir ölçme yoktur. Bu yöntemde bir kıyaslama vardır. Örnek olarak, pergel, iç ve dış çap kumpasları, mastarlaile ölçme gibi. Dr. Ferit FIÇICI 3
4 Ölçü aletinin hassasiyeti Ölçme işlemi yapılan ortamın, ölçü aletinin, ölçülen parçanın ısısı İşin hassasiyeti Ölçülecek iş parçasının fiziksel özelliği Ölçme yapılan yerin ışık durumu Ölçme yapan kişiden kaynaklanan faktörler Ölçme yapan kişinin bilgisi ve ruhsal durumu Bakış açısı Dr. Ferit FIÇICI 4
5 Metrik ölçü sistemi İnch (Parmak) Sistemi Dr. Ferit FIÇICI 5
6 Ülkemizde ve dünyada 100 den fazla ülkede kullanılan ölçü sistemidir. Bu ölçü sisteminde sadece metre (m) birimi kullanılmaz. Bu yüzden üst ve askatları oluşturulmuştur. Dr. Ferit FIÇICI 6

7 Dr. Ferit FIÇICI 7
8 Bu ölçü sisteminde birim yarda dır. 1 Yarda = 3 Ayak = 36 Parmaktır. Bu ölçü sisteminde askatları olarak parmak ve bölüntüleri kullanılır. Parmak ( ) ile gösterilir. Örnek olarak; 1, 2, 1/2, 5/6 ölçüleri verilebilir. Ayrıca1 = 25.4mm yekarşılık gelmektedir. Dr. Ferit FIÇICI 8
9 Örnek1: 1/2 kaç mm eder? mm ise 1/2 X mm X= 25.4/2 = 12.7 mm eder Dr. Ferit FIÇICI 9

10 Dr. Ferit FIÇICI 10
11 Ölçme aletlerinin sınıflandırılması Mekanik ölçü aletleri ( kumpas, çelik cetvel, şerit metre v.s) Elektronik ölçü aletleri (Lazerli ölçü aletleri) Elektro mekanik ölçü aletleri (dijital mikrometre, kumpas v.s) Dr. Ferit FIÇICI 11
12 Uzunluk ölçen ölçü aletleri Doğrultu ölçen aletler Isı ölçen aletler Basınç ölçen aletler Yükseklik belirlemeye yarayan aletler Dr. Ferit FIÇICI 12
13 o Metreler o Çelik metreler Ölçü taşıma aletleri o Pergeller o İç ve dış çap kumpasları Ayarlanabilir ölçü aletleri o Sürmeli kumpaslar o Mikrometreler Sabit ölçü aletleri o Şablonlar o Mastarlar Dr. Ferit FIÇICI 13


14 Dr. Ferit FIÇICI 14

15 Bu ölçü aletleri en sık kullanılan aletlerdir Metreler En basit veya kaba ölçü aletleridir. Farklı ölçü aralıklarına sahiptir. Dr. Ferit FIÇICI 15
16 1.2. Çelik Cetveller Çelik cetvellerin bölüntüleri sürmeli kumpaslarınkine benzer. Bu cetvellerin bölüntüleri ve yazıları asit ile silinebilir. Boyları 150, 200, 300 veya 500 mm arasında değişebilir. Çelik cetvel ile ölçüm Dr. Ferit FIÇICI 16
17 2.1. Pergeller Pergeller, iş parçasının üzerine daire ve yaylar çizmek, delikleri yerleştirmek ve diğer ölçüleri taşımak amacıyla yapılan işlerde kullanılan bir el aletidir. Bu aletler zamanla aşındığından dolayı zaman zaman bilenmesi gerekir. Dr. Ferit FIÇICI 17

18 Pergelin çelik cetvel ile ayarlanması Değişik yapıdaki pergellerin kullanılış şekilleri Dr. Ferit FIÇICI 18

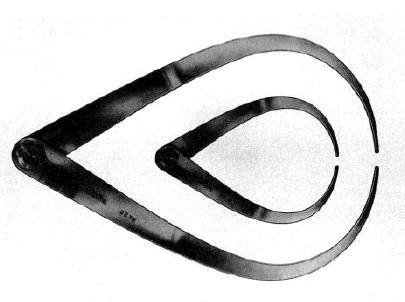
19 2.2. İç ve Dış Çap Kumpasları Ölçü taşımada kullanılan aletlerdir. Çap kumpasları üzerinde bölüntü çizelgesi yoktur. Bu yüzden tek başlarına kullanılmazlar. Ölçü kontrolü yapmak için kullanılırlar. Seri imalattahızlı kontrol imkanı sağlar. Dr. Ferit FIÇICI 19
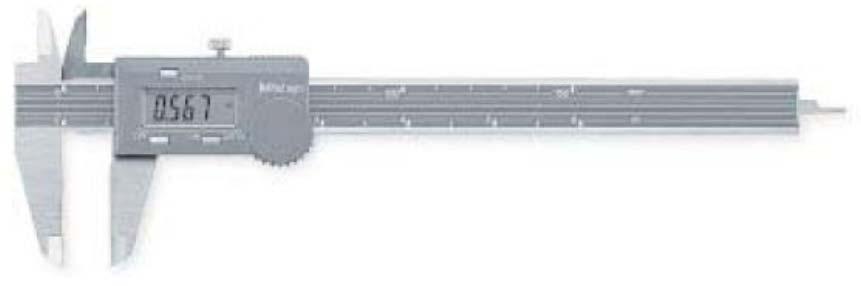
20 3.1. Sürmeli Kumpaslar Paslanmaz çelikten üretilen sürmeli kumpaslar yapı olarak hareketli bir çene ve gövdeden meydana gelir. Aşırı zorlamalara karşı sertleştirilmiş ve taşlanmıştır. Taşlama işleminden sonra asit gibi maddelere karşı ince bir tabaka ile kaplanarak direnci artırılmıştır. Dr. Ferit FIÇICI 20

21 Dr. Ferit FIÇICI 21
22 Sürmeli kumpaslar 1/10 verniyer taksimatlı kumpaslar 1/20 verniyer taksimatlı kumpaslar 1/50 verniyer taksimatlı kumpaslar Dr. Ferit FIÇICI 22
23 1/10 verniyer taksimatlı kumpas ile okuma Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Kumpasın hassasiyeti : (1 mm) (9/10 mm) = = 0.1 mm Dr. Ferit FIÇICI 23


24 62.4 mm nin 1/10 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 24


25 7 mm nin 1/10 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 25

26 27.5 mm nin 1/10 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 26
27 1/20 verniyer taksimatlı kumpas ile okuma Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Kumpasın hassasiyeti : (1 mm) (19/20 mm) = = 0.05 mm Dr. Ferit FIÇICI 27

28 7.50 mm nin 1/20 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 28

29 51.35 mm nin 1/20 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 29

30 30.45 mm nin 1/20 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 30
31 1/50 verniyer taksimatlı kumpas ile okuma Temel Kural = Cetvelde iki çizgi aralığından, verniyerdeki iki çizgi aralığı farkıdır. Kumpasın hassasiyeti : (1 mm) (49/50 mm) = = 0.02 mm Dr. Ferit FIÇICI 31

32 40.80 mm nin 1/50 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 32

33 61.34 mm nin 1/50 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 33

34 25.78 mm nin 1/50 verniyer taksimatlı kumpas ile okunması Dr. Ferit FIÇICI 34

35 3.2. Mikrometreler Mikrometre, yuvarlak parçaların çaplarını ve düz parçaların da kalınlıklarını ölçmede kullanılan bir alettir. Dr. Ferit FIÇICI 35

36 Dr. Ferit FIÇICI 36

37 Mikrometreler değişik aralıklarda üretilmiştir. Örneğin 0 25 mm aralığında bir mikrometre bu ölçü aralıklarında ölçüm yapmaya yarar. Yani 25.1 mm yi ölçemez Dr. Ferit FIÇICI 37
38 Mikrometreler ölçüm sitemlerine ve kullanım yerlerine göre sınıflandırılabilir. Ölçü sistemlerine göre mikrometreler Metrik mikrometreler Parmak ( ) mikrometreler Kullanımalanlarına göre mikrometreler Dış ve iç çap mikrometreleri Derinlikleri mikrometreleri Modül mikrometreleri Vida mikrometreleri Özel mikrometreler Dr. Ferit FIÇICI 38
39 Dr. Ferit FIÇICI 39 Endüstride en sık kullanılan mikrometrelerdir.

40 Örnek = 5.78 mm Dr. Ferit FIÇICI 40


41 İç Çap Mikrometreleri İş parçaları üzerinde bulunan delik çapları, kanal genişlikleri veya paralel yüzeyler arasındaki ölçme ve kontrol işlemlerinde kullanılır. Dr. Ferit FIÇICI 41

42 Derinlik Mikrometreleri Genel olarak delik, kanal ve kademe yüksekliklerinin ölçme ve kontrolünde kullanılır. Derinlik ölçme mili bölüntülü tanbur içerisine takılıpsökülmeözelliğine sahiptir. Dr. Ferit FIÇICI 42

43 Vida Mikrometreleri Metrik ve parmak (inç) vidaların ölçme ve kontrolünde kullanılır. Vida mikrometrelerinin ölçme işlemini yapan uçları, vida profillerine uyacak şekilde parmak vidalar için 55, metrik vidalar için 60 olarak yapılırlar. Mikrometre uçları, ölçülecekolan vidanın adımına göre değiştirilmeözelliğine sahiptir. Dr. Ferit FIÇICI 43
44 Özel Mikrometreler Bu tür mikrometreler özel amaçlı ölçme ve kontrol işlemleri için kullanılmaktadır. Bu mikrometrelere örnek olarak; Mastar mikrometreler, Tablalı mikrometreler, Saç mikrometreleri, İnce uçlu mikrometreler, Komparatörlü iç çap mikrometreleri, İç kademe mikrometresi. Dr. Ferit FIÇICI 44
45 Komparatörler İbreli ve dijital ölçme ve kontrol aletleridir. Komparatör ibresinin saat etrafında bir tam turu 1 mm olup, her iki çizgi arası yani hassasiyeti 0.01 mm dir. Komparatör saati üzerinde ayrıca küçük bir ibrede bulunur. Bu küçük ibrede iki çizgi arası 1 mm dir. Milimetrelik kontroller küçük ibreden, yüzdeli ilerlemeler ise büyük ibreden takip edilir. Dijitalde ise rakam ekranda görüntülenir. Dr. Ferit FIÇICI 45

46 Dr. Ferit FIÇICI 46

47 Komparatör saatleri mıknatıslı sehpalar ile birlikte kullanılırlar. Bunun nedeni; komparatörün ölçme ve kontrol işleminin yapılacağı parça veya tezgâh gövdelerine kolayca tespit edilmesi içindir. Dr. Ferit FIÇICI 47

48 Dr. Ferit FIÇICI 48
49 Kumpas ile ölçüm Mastar ile ölçüm Dr. Ferit FIÇICI 49


50 Değişik mastar ve şablon örnekleri Dr. Ferit FIÇICI 50
51 Üretimin ölçü sınırları içinde yapılıp yapılmadığının değişik araçlar ile kontrolü sonucunda, işin kullanılır olup olmadığının tespitine kontrol adı verilir. Ölçüm yapan kişi ile kontrol yapan kişinin farklı kişiler olması işletmelerin kalite kontrol bölümlerinde istenen bir durumdur. Ölçüm yapan kişiilekontroledenkişinin aynı olması durumunda hataların meydana geldiği tecrübelerle sabittir. Dr. Ferit FIÇICI 51
52 Ölçmede kullanılan tüm aletler kontrol amaçlı kullanılabilir. Gönyeler: Kaba tesviyecilik, metal konstrüksiyon ve tenekecilik işlerinde kullanılan yalın gönyeler kullanılır. Gönyelerin kullanma amaçları; Komşu yüzeylerin dikeyliğinin kontrol edilmesi Markalama işleminde birbirine dikey olan çizgilerin çekilmesi Açılarıntaşınması. Dr. Ferit FIÇICI 52
 olduğundan hassas bir şekilde kontrol yapılabilir.")
53 1. Kıl Gönyeler Yüzeylerin düzgünlüklerinin ve dikliklerinin kontrolünde kullanılır. Gönyelerin uç kısımları konik (keskin) olduğundan hassas bir şekilde kontrol yapılabilir. Kıl gönye Dr. Ferit FIÇICI 53
54 2. Sabit Açılı Gönyeler Sabit açılı gönyeler kalıcı gerilmeleri alınmış çelik ya da paslanmaz çelikten üretilirler. Sabit açılı gönyeler 45 o, 90 o, 120 o ve 135 o lere göre standart açılara göre ayarlanmışlardır. Genel olarak kontrol amaçlı kullanılırlar. 90 o lik gönyeler Dr. Ferit FIÇICI 54
55 3. Şapkalı Gönyeler Bölüntüsüz bir cetvel ve şapka olarak adlandırılan kısımdan oluşmuştur. Genel işlerde kullanılan bu tür gönyeler mm arasında boylara sahiptir. Şapkalı gönye ile açı kontrolü Dr. Ferit FIÇICI 55
56 4. Taşçı Gönyeleri Boyları uzun olan profil, köşebent, lama vb. gereçlerin 90 o lik birleştirilmelerinin kontrolünde kullanılır. Dr. Ferit FIÇICI 56
57 5. Ayarlı Gönyeler Açılı olarak yapılan işlerin kontrolünde ve gerektiğinde markalama işlemleri için geliştirilmiştir. Üzerinde açı bölüntüsünügösterençizelgesivardır. Bu tür gönyelerde hareketli ve kılıç olarak adlandırılan kısım, açı değeri doğrudan doğruya okunabilecek şekilde düzenlenmiştir 1 Sabitleme somunu 2 Kılıç 3 Açı ölçer Ayarlı gönye Ayarlı gönyenin ayarlanması Dr. Ferit FIÇICI 57
58 6. Üniversal Gönyeler Hassas işlemler için geliştirilmiştir. Ölçme sırasında her açının katları ayarlanabilir. Bu tür gönyeler ile kontrol, açı iletme ve markalama işlemleri yapılır Dar ve geniş açıların kontrolü Dr. Ferit FIÇICI 58
59 7. KALINLIK KONTROL MASTARLARI Birbirine uyabilen parçaların görevlerini yapabilecek ölçü sınırları içinde olup olmadıklarının kontrolü mastarlar aracılığıyla yapılır. Özellikle birbirine paralel iki yüzey arasında kullanılan kalınlık mastarları, bunlara tipik örnek oluşturur. Atölyelerdeki makineler ne kadar gelişmiş olursa olsun, üretimde parçaların hepsinin aynı ölçülerde üretilmesi beklenemez. Ölçülerde çok küçük değerlerde olsa da farklılıklar söz konusudur. Bu nedenle her ölçüye bir tolerans verilir. Tolerans esas ölçüden büyük ya da küçük verilen ölçülerdir. Kalınlık kontrol mastarları da bu toleranslar doğrultusunda üretilir. Dr. Ferit FIÇICI 59

60 8. SU TERAZİLERİ Yatay ve dikey eksenlerin doğruluklarını kontrol etme amacıyla kullanılan en eski el aletlerinden biridir. Özellikle makinelerin kullanılacağı yerlere yerleştirilmesinde büyük kolaylıksağlar. Bunun yanında pres tablalarına kalıp yerleştirme de kullanım alanlarından biridir. Su terazisi Dr. Ferit FIÇICI 60
61 9. KONTROL PLEYTLERİ Üst yüzeyleri oldukça hassas olarak işlenmiş, markalama işlemlerinde kullanılan masalardır. Gözeneksiz bir yapıya sahip olabilmesi için kaliteli dökümden üretilir. Pleytler, sadece markalama ve kontrol işlemlerinde kullanılan avadanlıklardır. Bu nedenle başka işlemlerdekullanılması doğru değildir. Maliyetlerinin yüksekliği, bakımlarının önemini artırır. Kullanılmadıkları süre içinde yüzeylerinin korunması gerekir. Dr. Ferit FIÇICI 61
62 Aynı parçadan çok sayıda imal edilirse, (aynı tezgahta, aynı işçi tarafından) her birisinin ölçüsünde farklılıklar olur. Makinede ve avadanlıklardaki* hatalar, Isı ve ışık hataları (Ölçü aletlerinin genleşmesi, gölge oluşması vb), Ölçü aletlerindeki hatalar, Kişisel hatalar (Yorgunluk vb). * Avadanlık: El aletleri, çekiç, pense, keser, tornavida vb. takımlar. Dr. Ferit FIÇICI 62
63 Boyutsal Tolerans: Belirli bir ölçü aralığında değişmesine izin verilen toplam büyüklüktür. Maksimum ile minimum limitler arasındaki büyüklükle ifade edilir. Geometrik Tolerans: Gerçek geometriden maksimum ile minimum arasındaki sapmadır. Dr. Ferit FIÇICI 63
64 Tolerans ile iki husus belirtilir: 1. Alıştırma türü (Boşluklu, belirsiz,sıkı. HARFLERLE): konum 2. Tolerans büyüklüğü(rakamlarla ): nitelik Küçük rakamlar kalitenin yüksekliğini, büyük rakamlar ise kalitenin düşüklüğünü gösterir. Dr. Ferit FIÇICI 64

65 Dr. Ferit FIÇICI 65
66 Biçim toleransları Dairesellik, doğrusallık, düzlemsellik ve silindirlik bir katının biçimi ile ilgili toleranslardır. Dr. Ferit FIÇICI 66
67 Düzenleme toleransları Diklik, paralellik, açısallık bir unsurun düzenlenmesi ile ilgili toleranslardır Dr. Ferit FIÇICI 67
68 Yerleşim Toleransları Simetriklik toleransının aynı zamanda düzlemsellik ve doğrusallığı kontrol ediyor olduğu göz önüne alınmalıdır. Dr. Ferit FIÇICI 68
69 Salgı toleransları Dairesel salgı toleransının aynı zamanda dairesellik ve eşmerkezliliği, toplam salgı toleransının aynı zamanda doğrusallık, açısallık, koniklik, dairesellik ve alında düzlemselliği kontrol ettiği göz önüne alınmalıdır. Dr. Ferit FIÇICI 69
70 Dr. Ferit FIÇICI 70
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 10. Şekil Konum Toleransları. Yrd. Doç. Dr. Garip GENÇ
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
Akreditasyon Sertifikası Eki (Sayfa 1/20) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6)
") Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND.
 - ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
- ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
Akreditasyon Sertifikası Eki (Sayfa 1/19) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND.
 ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Dicle Sk. Cengiz Ölmez Apt. 10/9 Yenişehir 21100 DİYARBAKIR / TÜRKİYE Tel : 0412 224 41 42 Faks : 0412 224 41 42 E-Posta : info@mnv.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Dicle Sk. Cengiz Ölmez Apt. 10/9 Yenişehir 21100 DİYARBAKIR / TÜRKİYE Tel : 0412 224 41 42 Faks : 0412 224 41 42 E-Posta : info@mnv.com.tr
Çok Amaçlı Eğim Açıölçeri 106 UF. Özellikler. Teknik Veriler. Aksesuarlar. MarTool. Ölçme ve Kontrol Ekipmanları 12-2
 - 12-2 Çok Amaçlı Eğim Açıölçeri 106 UF İnce ayarlı Paslanmaz çelik Vernier skala ve ana skala, parlamayı engellemek ve aynı düzlemde sorunsuz okuma sağlamak için saten krom kaplamadır Cetvel uzunluğu
- 12-2 Çok Amaçlı Eğim Açıölçeri 106 UF İnce ayarlı Paslanmaz çelik Vernier skala ve ana skala, parlamayı engellemek ve aynı düzlemde sorunsuz okuma sağlamak için saten krom kaplamadır Cetvel uzunluğu
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ÖLÇÜM KALİBRASYON ve EĞİTİM MERKEZİ
 ÖLÇÜM KALİBRASYON ve EĞİTİM MERKEZİ Kalibrasyon Laboratuvarımız TÜRKAK onayımızı için AKREDİTASYON aldık www.bilginoglu-endustri.com.tr HİZMETLERİMİZ KALİBRASYON HİZMETLERİ BOYUTSAL ÖLÇÜM CİHAZLARI KALİBRASYONU
ÖLÇÜM KALİBRASYON ve EĞİTİM MERKEZİ Kalibrasyon Laboratuvarımız TÜRKAK onayımızı için AKREDİTASYON aldık www.bilginoglu-endustri.com.tr HİZMETLERİMİZ KALİBRASYON HİZMETLERİ BOYUTSAL ÖLÇÜM CİHAZLARI KALİBRASYONU
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL/TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta : info@optomed.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL/TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta : info@optomed.com.tr
Adres : 296/1 Sk. No:14/2 3. San. Sit. Kazım Dirik Mah. Bornova - İZMİR
 ÖNCEL ÖNCEL A.Ş. HASSAS ÖLÇÜ ALEERİ ÜRETİM ve PAZARLAMA San ve Tic. A.Ş. Tel. : 0 232 462 35 00 Gsm : 0 542 469 35 00 e-mail : fabrika@oncelas.com.tr web : www.oncelas.com.tr Adres : 296/1 Sk. No:14/2
ÖNCEL ÖNCEL A.Ş. HASSAS ÖLÇÜ ALEERİ ÜRETİM ve PAZARLAMA San ve Tic. A.Ş. Tel. : 0 232 462 35 00 Gsm : 0 542 469 35 00 e-mail : fabrika@oncelas.com.tr web : www.oncelas.com.tr Adres : 296/1 Sk. No:14/2
Akreditasyon Sertifikası Eki (Sayfa 1/16) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Şimdi sanal marketimizden sipariş verin! www.meusburger.com. Avantajlarınız: » mm / Inch 'e her konumda hızlı değişim
 Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
T.C. Ondokuz Mayıs Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü
 1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
1 Allen anahtar seti 1 Metrik, 10'lu 09.07.09 Döner Sermaye 2 Allen anahtar seti 1 İnç-SAE, 10'lu 09.07.09 Döner Sermaye 3 Ayarlı pense 1 Üniversal 09.07.09 Döner Sermaye 4 Bazik elektrod 6 2,5x350 mm
Akreditasyon Sertifikası Eki (Sayfa 1/16) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
Akreditasyon Sertifikası Eki (Sayfa 1/16) Hizmetleri San. Tic. Ltd. Şti. Kalibrasyon Laboratuvarı Adresi : GAZİ MUSTAFA KEMAL PAŞA MAHALLESİ SARIGÖL SOKAK NO:6/8 ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel :
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE
 - ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
- ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
TOLERANSLAR (TOLERANCES)
") TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Kalibrasyon Laboratuvarı Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA / TÜRKİYE Tel : 0312 386 25 86 Faks : 0312 386 25 87 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/14) Kalibrasyon Laboratuvarı Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA / TÜRKİYE Tel : 0312 386 25 86 Faks : 0312 386 25 87 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR
 2 M arg e a r. Di ş l i Ö l çme M a k i n e l e r i YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR MARGEAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
2 M arg e a r. Di ş l i Ö l çme M a k i n e l e r i YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR MARGEAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Sentil Mastarları. Kod No. Diş Mastarları Kod No. Diş Tipi Yaprak Adedi. Radius Mastarları. Kod No. Radius (mm) Yaprak Adedi
 Yaprak Adedi") MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
+90 312 4lg 32 00- www.turkak.otg."
 +90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
+90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA / TÜRKİYE Tel : 0312 386 25 86 Faks : 0312
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA / TÜRKİYE Tel : 0312 386 25 86 Faks : 0312
Profesyonel Çözümler Professional Solutions
 Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Profesyonel Çözümler Professional Solutions www.dcbmachine.com info@dcbmachine.com DCB MACHINE G Line Serisi 3 TOPLU SİLİNDİR BÜKME G Line 3100 x 260 mm. 3 valsli hidrolik silindir makinalarıdır. Genişliği
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Akreditasyon Sertifikası Eki (Sayfa 1/15) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/15) Laboratuvarı Adresi : 5748 SOK. NO:39/1-2-3 ÇAMDİBİ BORNOVA 35090 İZMİR/TÜRKİYE Tel : 0232 4310040 Faks : 0232 4310016 E-Posta : info@batimet.com.tr Website :
Akreditasyon Sertifikası Eki (Sayfa 1/15) Laboratuvarı Adresi : 5748 SOK. NO:39/1-2-3 ÇAMDİBİ BORNOVA 35090 İZMİR/TÜRKİYE Tel : 0232 4310040 Faks : 0232 4310016 E-Posta : info@batimet.com.tr Website :
MarTest. Hassas Yoklayıcılar
 GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Kalibrasyon Laboratuvarı Adresi : Fevzi Paşa Mh. Namık Kemal Bulvarı No : 171/A ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel : 0 282 725 24 61 Faks : 0 282 725 24 62 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/13) Kalibrasyon Laboratuvarı Adresi : Fevzi Paşa Mh. Namık Kemal Bulvarı No : 171/A ÇERKEZKÖY 59500 TEKİRDAĞ/TÜRKİYE Tel : 0 282 725 24 61 Faks : 0 282 725 24 62 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA/TÜRKİYE Tel : 0312 386 25 86 Faks : 0312 386 25 87 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Alınteri Bulvarı Gül 86 Toplu İşyerleri Sitesi No:1/51 Ostim ANKARA/TÜRKİYE Tel : 0312 386 25 86 Faks : 0312 386 25 87 E-Posta
02.04.2012. Düşey mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Akreditasyon Sertifikası Eki (Sayfa 1/24) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/24) Kalibrasyon Laboratuvarı Adresi : Aydıntepe Mahallesi Tayfun Sokak Gülşah Apartmanı No : 13 Tuzla 34763 İSTANBUL / TÜRKİYE Tel : 0216 4469929 Faks : 0216 4464022
Akreditasyon Sertifikası Eki (Sayfa 1/24) Kalibrasyon Laboratuvarı Adresi : Aydıntepe Mahallesi Tayfun Sokak Gülşah Apartmanı No : 13 Tuzla 34763 İSTANBUL / TÜRKİYE Tel : 0216 4469929 Faks : 0216 4464022
Uzun merdaneli konveyör
 Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
Kısa merdaneli konveyör
 Electrolux bulaşık makineleri, bulaşıkhane yardımcı ekipmanlarımızla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane yardımcı
Electrolux bulaşık makineleri, bulaşıkhane yardımcı ekipmanlarımızla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane yardımcı
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE
 ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
Akreditasyon Sertifikası Eki (Sayfa 1/17) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/17) SİSTEM Mühendislik Sanayi ve Ticaret Ltd. Şti Laboratuvarı Adresi : Demirtaş Cumhuriyet Mahallesi Demirtaş Osmangazi Caddesi No:107/1 Osmangazi 16245 BURSA/TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/17) SİSTEM Mühendislik Sanayi ve Ticaret Ltd. Şti Laboratuvarı Adresi : Demirtaş Cumhuriyet Mahallesi Demirtaş Osmangazi Caddesi No:107/1 Osmangazi 16245 BURSA/TÜRKİYE
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim