PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
|
|
|
- Duygu Paşa
- 8 yıl önce
- İzleme sayısı:
Transkript
1 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN

2 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ BOYA SÖKÜM (BS) REWORK OLMASIN MÜŞTERİ ŞİKAYETİ OLMASIN PROJE HEDEFİ BS RW ORANI (ppm) BAŞLANGIÇ: 2000 HEDEF : 1000
 REWORK OLMASIN MÜŞTERİ ŞİKAYETİ OLMASIN PROJE HEDEFİ")
3 3. Adım: PROJE EKİBİ Üye Üye Şampiyon Lider Üye Destek Üye Destek Üye Tuna KIRMIZI (BYH Formen) Serhat MUTLU (Toz Boya Op) Evren ÇİÇEK (BYH Şefi) Serhat DİZMEN (BYH Formen) Sezgi SÖYLER (KLT Tk Ld) Bülent TAŞLI (Klp Bkm) İlker Karataş (Müh)
 Bülent TAŞLI (Klp Bkm) İlker Karataş")
4 4. Adım: Mevcut Durum
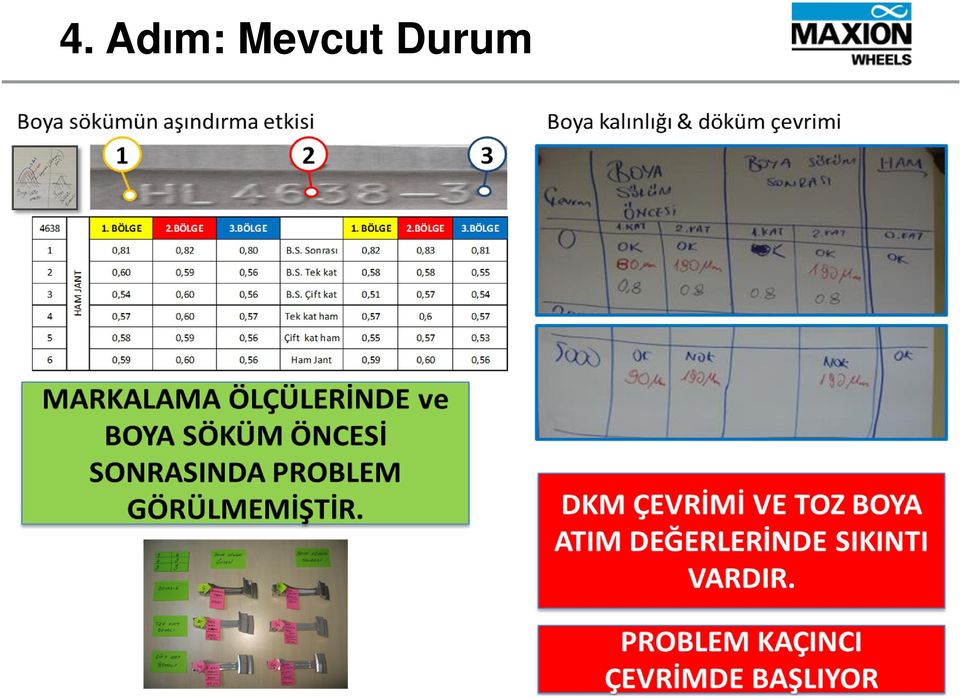
5 4. Adım: Mevcut Durum OKUNUYOR OKUNMUYOR

6 5.Adım: Proje Planı NO FAALİYETLER SORUMLU TERMİN DURUMU 1 Proje Beyanı manuel ölçüm yapılarak belirlenecektir. Ekip Devam ediyor 2 Müşteri Sesi çalışması yapılacaktır. Müşterilere BEKLENTİLER, ENDİŞELER Ekip Tamamlandı ODAKLANILACAK NOKTALAR sorulacaktır. 3 CTQ tablosu tamamlanacaktır. Ekip Tamamlandı 4 Eski ve Yeni kalıplardan J2 1.ve 2.kat ve Boya söküm olarak ölçülecektir. Ölçümler öncesi markalama yükseklikleri ölçülecektir. 5 Boya Söküme MARKALAMA OKUNMUYOR nedeni ileayrılan jant oranı ölçülecektir 6 Ardışık 3 jant ayrılarak karşılaştırma yapılacaktır. Markalam yükseklikleri/derinlikleri/kimyasal kalıntılar ölçülecektir. 7 Bütçe Kontrol departmanından Jant Başına boya söküm maliyeti ve operasyon maliyeti çıkarılacaktır için Ham derinlik/1.kat/2.kat/boyasöküm/bs sonrası 2 kat ölçümleri aşamalı yapılacaktır. 9 Seçilecek bir kalıpta 0/1000/2000/3000/4000 çevrimde okunma endeksitakip edilecektir. Hangi çevrimde okunma sınırının geçildiği hataya dönüştüğü belirlenecektir. Ancak bu durum 1 kat ve 2 kat olarak takip edilecektir. 10 Üretim sonu / Kalıp Değişim Sonrası / Tekrar Üretim sonu parçalar alınarak markalama derinlikleri ölçülerek karşılaştırma yapılacaktır. Böylelikle Hem kalıp Bakım sonrasında kumlama kaynaklı markalama derinliğinde düşüşü hem de kalıbın uzun çevrim sonrası derinlik düşüşünü karşılaştırabiliriz 11 Markalamaizlenebilirliği takip markası için Kalıp Bakım tarafında talimat hazırlanacaktır. 12 Markaların yazı karekterleri ile ilgili iyileştirme yapılacaktır, alternatif denenecektir 13 Görsel Pano oluşturulacaktır (DoE panosu), tek nokta eğitimi hazırlanacaktır, TNE verilecektir. 14 Markalama kaynaklı RW/ BS oranları gibi göstergelerle izlenebilirlik sağlanacaktır Ekip Tamamlandı Ekip Tamamlandı Ekip Tamamlandı Ekip Tamamlandı Ekip Tamamlandı Ekip Tamamlandı Ekip Tamamlandı Serhat - Bülent Devam ediyor Serhat Sezgi - İlker Tamamlandı Tuna SerhatM Tamamlandı SerhatD Evren - Serhat Tamamlandı

7 6.Adım: Analiz
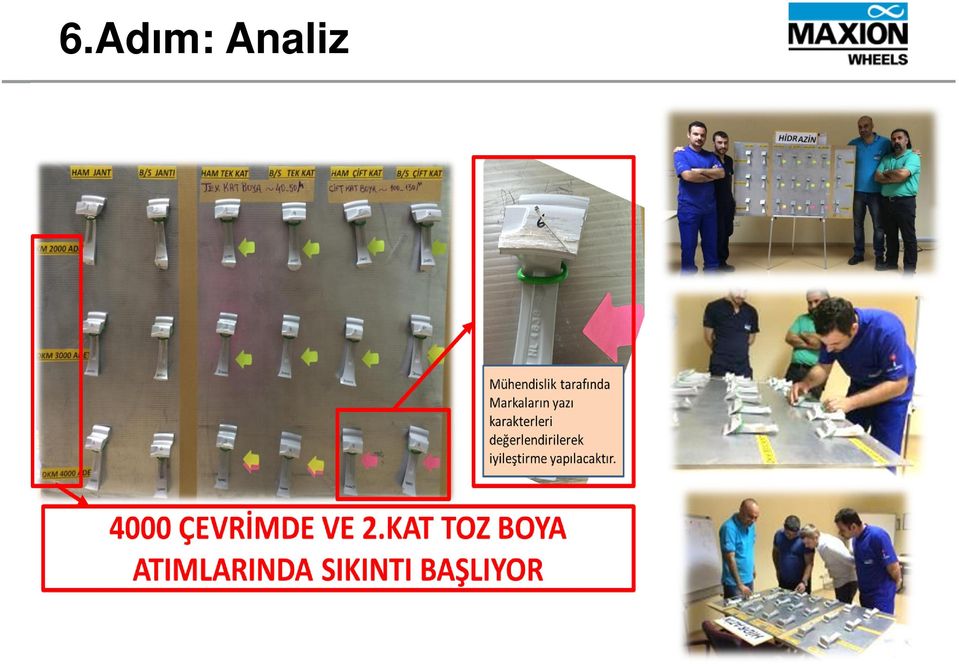
8 7.Adım: Uygulamalar YAZI KARAKTERLERİ TOZ BOYA ATIM DEĞERLERİ DKM MARKA ÇEVRİM TAKİBİ Yazı karakteri ISOCP formatından Calibri formatına geçirilmiştir. Özellikle kapalı olan 4, 6, 9, A, G, R gibi fontlarda iyileştirme olmuştur ve 3 nolukalıplarda yeni yazı karakterleri devreye alınmıştır. Markalama bölgesine yakın alanlarda toz boya atım değerlerinin yüksek olması (2.kat) problem yaratmaktadır (özellikle dkmçevrimi yüksek olanlarda) Toz boya atımları stnadartlaştırıldı. TEK KAT mikron ÇİFT KAT mikron Markalama Kalıbının kaç çevrim döküm yaptığını görsel olarak izlenebilecek markalama göstergesi yapılmıştır arası aşınmaları kontrol etmesi hedeflenmektedir.
 problem yaratmaktadır (özellikle dkmçevrimi yüksek olanlarda) Toz boya atımları stnadartlaştırıldı.")

9 8. Adım: Doğrulama ve Kazanç KAZANIMLARIMIZ Döküm çevrim adedinin markalama okunurluğuna etkisi SAP de Kalıp çevrim takibi Çevrim takibi için markalama uygulaması Okunabilirliği yüksek yazı karakterlerinin belirlenip genele yaygınlaştırma Rework jantlarında toz boya atım parametre standardizasyonu Markalama kaynaklı müşteri şikayeti sıfırlanması

10 9. Adım: Standartlaştırma OTONOM BAKIM PLANLI BAKIM KALİTE BAKIM EĞİTİMLER Enjektör kontrol ve temizlikleri Kabin kontrolleri ve temizliği Her 4000 çevrimde kalıbın markalamalarında yenileme Kalıphanede4000 çevrimde markalamaların yenilenmesi ile ilgili doğrulamalar devam ediyor Kalıp aşınma kontrol markalamasının takibi devam ediyor Reworkjantların toz boya atım parametreleri toz boya operasyon talimatına eklendi 4994 modeline yazı karakterlerinin yaygınlaştırması Kalıphanedekalıp aşınma kontrol markalaması kullanımı ile ilgili TNE Reworkjant toz boya parametreleri ayarlanması ile ilgili TNE Markalamaların okunabilirliği ile ilgili görsel kriter eğitimi

11 10. Adım: Yaygınlaştırma MÜŞTERİ MODEL NO KALIP MARKALAMA YAZI KARAKTERİ RW İÇİN TOZ BOYA ATIM PARAMETRELERİ DÖKÜM ÇEVRİM MARKALAMASI YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 6 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 2 YAYGINLAŞTIRMA OK OK Kalıp çevrim sayısı takip markalaması BMW YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 4 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 1 OK OK YAYGINLAŞTIRMA 3 OK OK YAYGINLAŞTIRMA 2 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 3 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 4 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA Kalıp marka yazıtipi revizyonu Tozboya atım parametreleri YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 3 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA 4 YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA YAYGINLAŞTIRMA OK YAYGINLAŞTIRMA VW OK OK YAYGINLAŞTIRMA

1. Kayıp yapısının incelenmesi
 1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
1. Kayıp yapısının incelenmesi İNSAN STOKLAR FORKLİFT Fabrika içerisindeki alan darlığı, forklift hareketleri ve çalışan hareketlerinin fazla olması nedeniyle iş kazası riski oluşmaktadır. 2. Konu ve hedefin
ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI
 Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
Ödül&Puan Kapsamı 1 2 3 4 5 6 7 8 9 10 11 12 13 ÖDÜL PUANLANDIRMA SİSTEMİ TALİMATI Öneriler TPM hata kartlarının asılması TPM hata kartlarının indirilmesi Önce-Sonra Kaizen çalışmalar Tamamlanan 6 sigma
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
Boyahane Doğalgaz Tüketiminin Azaltılması
 Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
Boyahane Doğalgaz Tüketiminin Azaltılması NEDEN BOYAHANE ve NEDEN DOĞALGAZ TÜKETİMİNİN AZALTILMASI? ENERGY (KWH) BOYAHANE KASNAK HATLARI DİSK HATLARI MALZEME HAZIRLIK Other Percent Enerji Tüketimi Sıçramalı
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
CVR 381/421 Model Jant Fire İyileştirmesi
 CVR 381/421 Model Jant Fire İyileştirmesi PROJE İSMİ CVR 381 fire iyileştirme PROJE NO 2017_LT_03 SPONSOR PROJE LİDERİ ŞAMPİYON Oğuz Özmen (COO) Günay TEZER (Proses Kalite Uz.), Alper KAYA (Met.Lab.Kıd.Müh.)
CVR 381/421 Model Jant Fire İyileştirmesi PROJE İSMİ CVR 381 fire iyileştirme PROJE NO 2017_LT_03 SPONSOR PROJE LİDERİ ŞAMPİYON Oğuz Özmen (COO) Günay TEZER (Proses Kalite Uz.), Alper KAYA (Met.Lab.Kıd.Müh.)
SEÇİL KAUÇUK BETA ZİRAAT. O-Ring Kaizen. Ekibi. Mavi Takım Kaizen Ekibi
 SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
GÜNCEL DOKÜMAN LİSTESİ GÜNCEL DOKÜMAN LİSTESİ
 DAĞITIM YERİ NO TARİHİ Güncelleyen Kişi : YN: Yönetim TK: Türkak İN: İntranet Form Güncelleme Tarihi : FORM NO: F20 İlk Yayın Tarihi :01.10.2014 Revizyon No/Tarih: / Sayfa.../... DAĞITIM YERİ NO TARİHİ
DAĞITIM YERİ NO TARİHİ Güncelleyen Kişi : YN: Yönetim TK: Türkak İN: İntranet Form Güncelleme Tarihi : FORM NO: F20 İlk Yayın Tarihi :01.10.2014 Revizyon No/Tarih: / Sayfa.../... DAĞITIM YERİ NO TARİHİ
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
GEÇERLİ DOKÜMAN LİSTESİ (FORMLAR)
") Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
GEÇERLİ DOKÜMAN LİSTESİ
 Doküman LS 01 GEÇERLİ DOKÜMAN LİSTESİ Yayın Tarihi 01.02.2001 (FORMLAR) Rev. 3 Rev. Tarihi 26.01.2012 Doküman İsmi Doküman Yayın Tarihi Tarihi Nedeni Dağıtım Şekli Dağıtım Yeri Düzeltici Önleyici Faaliyet
Doküman LS 01 GEÇERLİ DOKÜMAN LİSTESİ Yayın Tarihi 01.02.2001 (FORMLAR) Rev. 3 Rev. Tarihi 26.01.2012 Doküman İsmi Doküman Yayın Tarihi Tarihi Nedeni Dağıtım Şekli Dağıtım Yeri Düzeltici Önleyici Faaliyet
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
Elektrik Dağıtımı ve Perakende Satışına İlişkin Hizmet Kalitesi Yönetmeliği
 Elektrik Dağıtımı ve Perakende Satışına İlişkin Hizmet Kalitesi Yönetmeliği VI. OSB ENERJİ ZİRVESİ Grup Başkanı 1 23 Kasım 2012 Kayseri NEDEN KALİTE DÜZENLEMESİ? EPDK Düzenlemelerinde; Maliyetin düşürülmesi
Elektrik Dağıtımı ve Perakende Satışına İlişkin Hizmet Kalitesi Yönetmeliği VI. OSB ENERJİ ZİRVESİ Grup Başkanı 1 23 Kasım 2012 Kayseri NEDEN KALİTE DÜZENLEMESİ? EPDK Düzenlemelerinde; Maliyetin düşürülmesi
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
TEKNOSİN KODLAMA VE MARKALAMANIN TEDARIK ZINCIRINDEKI YERI HAKAN GÜNGÖR SATIŞ MÜDÜRÜ. www.teknosin.com.tr
 TEKNOSİN KODLAMA VE MARKALAMANIN TEDARIK ZINCIRINDEKI YERI HAKAN GÜNGÖR SATIŞ MÜDÜRÜ Biz Kimiz? 1991 yılında kurulduk. 1994 yılında Kodlama ve markalama ürünleri satışı konusunda faaliyetlere başladık.
TEKNOSİN KODLAMA VE MARKALAMANIN TEDARIK ZINCIRINDEKI YERI HAKAN GÜNGÖR SATIŞ MÜDÜRÜ Biz Kimiz? 1991 yılında kurulduk. 1994 yılında Kodlama ve markalama ürünleri satışı konusunda faaliyetlere başladık.
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
SEÇİL KAUÇUK ERDEMİR. O-Ring Kaizen. Ekibi. Buhar Gücü. KaizenEkibi
 SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Uyumluluk markalamasından katma değerli kodlamaya kadar
 Teknik rapor Uyumluluk markalamasından katma değerli kodlamaya kadar Ultra Yüksek Hızlı Sürekli Mürekkep Püskürtme teknolojisi, ambalajlamayı geliştirmek için yeni olanaklar oluşturmaktadır Kodlama ve
Teknik rapor Uyumluluk markalamasından katma değerli kodlamaya kadar Ultra Yüksek Hızlı Sürekli Mürekkep Püskürtme teknolojisi, ambalajlamayı geliştirmek için yeni olanaklar oluşturmaktadır Kodlama ve
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
1. Konu. Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması
 27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
Kalite Sistem Dokümantasyonu ve Örnek Uygulamalar
 Kalite Sistem Dokümantasyonu ve Örnek Uygulamalar - 1 Standardizasyon; Standart Nedir? Belirli bir faaliyetle ilgili olarak ekonomik yarar sağlamak üzere bütün ilgili tarafların yardım ve işbirliği ile
Kalite Sistem Dokümantasyonu ve Örnek Uygulamalar - 1 Standardizasyon; Standart Nedir? Belirli bir faaliyetle ilgili olarak ekonomik yarar sağlamak üzere bütün ilgili tarafların yardım ve işbirliği ile
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
Operasyonel Mükemmellik Sistemi. Ambalaj İçinde Kırık Şikayetlerini Azaltılması. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
ĐÇĐNDEKĐLER. UME-G3SI-10-02 Direnç Termometre Karşılaştırması Teknik Protokolü 1/13
 ĐÇĐNDEKĐLER 1. Kapsam... 2 2. Katılımcılar... 2 3. Laboratuvarlar Arası Dolaşan Cihaz (LADC)... 2 4. Zaman Çizelgesi... 2 5. Karşılaştırma Paketi... 4 6. Sigorta... 4 7. Sonuçların Geçerliliği... 4 8.
ĐÇĐNDEKĐLER 1. Kapsam... 2 2. Katılımcılar... 2 3. Laboratuvarlar Arası Dolaşan Cihaz (LADC)... 2 4. Zaman Çizelgesi... 2 5. Karşılaştırma Paketi... 4 6. Sigorta... 4 7. Sonuçların Geçerliliği... 4 8.
ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR
 ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR Yönetim anlayışındaki değişimler "önce insan" anlayışıyla şekillenen, müşteri odaklı, süreçlerle yönetilen,
ARAŞTIRMA VE GELİŞTİRME DAİRESİ BAŞKANLIĞI TARAFINDAN PİLOT SEÇİLEN BÖLGELERDE YÜRÜTÜLEN ÇALIŞMALAR Yönetim anlayışındaki değişimler "önce insan" anlayışıyla şekillenen, müşteri odaklı, süreçlerle yönetilen,
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ
 Hayes Lemmerz Jantaş Jant AŞ") SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
SALGI YALPA KAYNAKLI HURDA ORANININ AZALTILMASI (NOSALSA) Hayes Lemmerz Jantaş Jant AŞ Proje Neden Seçildi M o n ta jl ı J a n t H u r d a N e d e n l e r i D a ğ ı l ı m ı Jantın salgı - yalpası yüks
2017_GB_JAN_11_Bizde(R)Yok 5KM Kaynaklı Rework Oranının Azaltılması
Yok 5KM Kaynaklı Rework Oranının Azaltılması") 2017_GB_JAN_11_Bizde(R)Yok 5KM Kaynaklı Rework Oranının Azaltılması 7,00% 6,00% 1. Adım: Konu Seçimi Fabrika Konveyör Geri Dönüş Oranı Hat Rework PPM Ekim18 1KM 39.738 5,00% 4,78% 2KM 41.803 4,00% 4KM
2017_GB_JAN_11_Bizde(R)Yok 5KM Kaynaklı Rework Oranının Azaltılması 7,00% 6,00% 1. Adım: Konu Seçimi Fabrika Konveyör Geri Dönüş Oranı Hat Rework PPM Ekim18 1KM 39.738 5,00% 4,78% 2KM 41.803 4,00% 4KM
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
% 11 RH ile % 95 RH ARALIĞINDA
 % 11 RH ile % 95 RH ARALIĞINDA BAĞIL NEM ÖLÇER KARŞILAŞTIRMASI TEKNİK PROTOKOLÜ UME-G3SI-10-03 SICAKLIK GRUBU LABORATUVARLARI (Rev. A) Mayıs 2011 UME-G3SI-10-03 Bağıl nem ölçer Karşılaştırması Teknik Protokolü_Rev
% 11 RH ile % 95 RH ARALIĞINDA BAĞIL NEM ÖLÇER KARŞILAŞTIRMASI TEKNİK PROTOKOLÜ UME-G3SI-10-03 SICAKLIK GRUBU LABORATUVARLARI (Rev. A) Mayıs 2011 UME-G3SI-10-03 Bağıl nem ölçer Karşılaştırması Teknik Protokolü_Rev
Notice Belgelendirme Muayene ve Denetim Hiz. A.Ş Onaylanmış Kuruluş 2764
 ISO 13485:2016 MEDİKAL CİHAZ KALİTE YÖNETİM SİSTEMİ GEÇİŞ KILAVUZU Notice Belgelendirme Muayene ve Denetim Hiz. A.Ş Onaylanmış Kuruluş 2764 Notice Belgelendirme Muayene ve Denetim Hizmetleri A.Ş. ; ISO
ISO 13485:2016 MEDİKAL CİHAZ KALİTE YÖNETİM SİSTEMİ GEÇİŞ KILAVUZU Notice Belgelendirme Muayene ve Denetim Hiz. A.Ş Onaylanmış Kuruluş 2764 Notice Belgelendirme Muayene ve Denetim Hizmetleri A.Ş. ; ISO

Doküman Kodu: İlk Yayın Tarihi: Revizyon No: Sayfa TL /5
 1. AMAÇ TL 13 03.07.2018 03.07.2018-00 1/5 Başkent İşçi Sağlığı ve İş Güvenliği Çevre Ölçüm Müh. Müşavirlik Eğitim ve Sağlık Hizmetleri San. Tic. Ltd. Şti. (Çevre Ölçüm, İş Sağlığı ve İş Güvenliği) müşterilerine
1. AMAÇ TL 13 03.07.2018 03.07.2018-00 1/5 Başkent İşçi Sağlığı ve İş Güvenliği Çevre Ölçüm Müh. Müşavirlik Eğitim ve Sağlık Hizmetleri San. Tic. Ltd. Şti. (Çevre Ölçüm, İş Sağlığı ve İş Güvenliği) müşterilerine
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ŞİKAYET / İTİRAZ VE GERİ BİLDİRİM PROSEDÜRÜ
 Sayfa No: 1/5 A. İÇİNDEKİLER Bölüm KONU SAYFA NO REFERANS STANDART MADDESİ TS EN ISO IEC 17020:2012 A. İÇİNDEKİLER 1 B. ŞİKAYET / İTİRAZ VE GERİ BİLDİRİM 2 7.6 1. AMAÇ 2 2. KAPSAM 2 3. SORUMLULUK 2 3.1
Sayfa No: 1/5 A. İÇİNDEKİLER Bölüm KONU SAYFA NO REFERANS STANDART MADDESİ TS EN ISO IEC 17020:2012 A. İÇİNDEKİLER 1 B. ŞİKAYET / İTİRAZ VE GERİ BİLDİRİM 2 7.6 1. AMAÇ 2 2. KAPSAM 2 3. SORUMLULUK 2 3.1
Materials Development Solutions. Kuronlar ve köprüler için çok güçlü seramik
 Materials Development Solutions Kuronlar ve köprüler için çok güçlü seramik H.C. Starck Zirkonoksit geleceğin hammaddesi High-Tech seramik malzemeleri modern dental teknolojisinin en önemli başarı faktörlerinden
Materials Development Solutions Kuronlar ve köprüler için çok güçlü seramik H.C. Starck Zirkonoksit geleceğin hammaddesi High-Tech seramik malzemeleri modern dental teknolojisinin en önemli başarı faktörlerinden
UZAKTAN OKUMA EDM/MDM SİSTEMLERİ IDSPECTO, ENERJİ MARKETİNİN MEVCUT VE GELECEKTEKİ TÜM UYGULAMALARI İÇİN EKSİKSİZ BİR YAZILIM ÇÖZÜMÜDÜR
 UZAKTAN OKUMA IDSpecto.collector Farklı Üreticilerin Sayaçlarını Online Olarak Okuma Sayaç markası ne olursa olsun IDSpecto. collector modülü enerji marketinde ihtiyaç duyulan tüm değerleri güvenilir bir
UZAKTAN OKUMA IDSpecto.collector Farklı Üreticilerin Sayaçlarını Online Olarak Okuma Sayaç markası ne olursa olsun IDSpecto. collector modülü enerji marketinde ihtiyaç duyulan tüm değerleri güvenilir bir
Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi
 Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi 19.12.2017 Ar-ge Projeleri (2014 2015) Profil Katsayıları
Onaylı Ar-ge Projeleri Ve Elektronik Sayaçların Optik Port Aracılığı İle Haberleşmeli Sayaçlara Dönüştürülerek Uzaktan Okunmasına Sağlanması Projesi 19.12.2017 Ar-ge Projeleri (2014 2015) Profil Katsayıları
ISO 22000 PROSES YAKLAŞIMI TALİMATI
 ISO 22000 PROSES YAKLAŞIMI TALİMATI DOK. NO TL-KAL-11 REV. NO 00 YAYIN TAR. REV. TAR. SAYFA 1/9 NO 1. AMAÇ-KAPSAM Bu talimatın amacı, fabrikamızda ISO 22000 proseslerinin tanımlanması, etkileşimi ve veri
ISO 22000 PROSES YAKLAŞIMI TALİMATI DOK. NO TL-KAL-11 REV. NO 00 YAYIN TAR. REV. TAR. SAYFA 1/9 NO 1. AMAÇ-KAPSAM Bu talimatın amacı, fabrikamızda ISO 22000 proseslerinin tanımlanması, etkileşimi ve veri
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI
 DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
DÖKÜMHANELERDE EMİSYONLARIN AZALTILMASI UYGULAMALARI Berivan Boduroğlu 26.10.2018 1 EMİSYON VE HAVA KİRLİLİĞİ Katı, sıvı ve gaz şeklindeki yabancı maddelerin insan sağlığına, canlı hayatına ve ekolojik
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI. Bulaşık Makinesi Fabrikası, 2015
 ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMHANE-
 Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
EKİP PLANLAMA DENETİMİ KONTROL FORMU
 Madde 12 P1 Denetleme İle İlgili Bilgiler Görev Onayı Tarih ve Sayısı Denetlenen İşletmenin Unvanı Denetlemeyi Gerçekleştiren Denetleme Tarihi Denetleme Yeri Denetleme Türü Denetleme Heyeti Unvan Adı Soyadı
Madde 12 P1 Denetleme İle İlgili Bilgiler Görev Onayı Tarih ve Sayısı Denetlenen İşletmenin Unvanı Denetlemeyi Gerçekleştiren Denetleme Tarihi Denetleme Yeri Denetleme Türü Denetleme Heyeti Unvan Adı Soyadı
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
ÖN TETKİK PROSEDÜRÜ. İlk Yayın Tarihi: Doküman Kodu: PR 09. Revizyon No-Tarihi: Sayfa No: 1 / 6 REVİZYON BİLGİSİ. Hazırlayan : Onaylayan :
 PR 9 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 9 16.4.27 2 / 6 Bu prosedür,
PR 9 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 9 16.4.27 2 / 6 Bu prosedür,
ŞU ANA KADAR NELER YAPTIK
 T.I.M.E proje ekibi olarak 2011-2012 Eğitim Öğretim yılı Aralık ayında hazırladığımız ve yine aynı yıl Şubat ayında Ulusal Ajansa sunduğumuz Okul Ortaklığı Projemiz kabul edildikten sonra gerek okul içinde
T.I.M.E proje ekibi olarak 2011-2012 Eğitim Öğretim yılı Aralık ayında hazırladığımız ve yine aynı yıl Şubat ayında Ulusal Ajansa sunduğumuz Okul Ortaklığı Projemiz kabul edildikten sonra gerek okul içinde
Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması
 Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması Nilay Kurşunoğlu, PwC Yönetim Danışmanlığı Biz Kimiz? Orhan Cem Sorumlu
Veri Madenciliği Yöntemleriyle İGDAŞ Çağrı Merkezi Veri Analizi VE Kalite Fonksiyon Yayılımı Yöntemiyle Süreç İyileştirme Çalışması Nilay Kurşunoğlu, PwC Yönetim Danışmanlığı Biz Kimiz? Orhan Cem Sorumlu
SEÇİL VESTEL KAUÇUK. O-Ring Kaizen. Ekibi. High End Hata. Sıfırlama. KaizenEkibi
 SEÇİL VESTEL KAUÇUK High End Hata O-Ring Kaizen Sıfırlama Ekibi KaizenEkibi LED Lens Yerleşmeme Problemi Yatık Sekiz Metodu TV FİNAL ÜRETİM FABRİKASI XX182 ÜRETİM MİKTARLARI VE KARŞILAŞILAN HATALAR 60000
SEÇİL VESTEL KAUÇUK High End Hata O-Ring Kaizen Sıfırlama Ekibi KaizenEkibi LED Lens Yerleşmeme Problemi Yatık Sekiz Metodu TV FİNAL ÜRETİM FABRİKASI XX182 ÜRETİM MİKTARLARI VE KARŞILAŞILAN HATALAR 60000
1. AŞAMA TETKİK PROSEDÜRÜ
 PR 1 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 1 16.4.27 2 / 6 Bu prosedür,
PR 1 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: PR 1 16.4.27 2 / 6 Bu prosedür,
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
STELLUX Austrian Crystal. Marka Sahibi için İletişim Kılavuzu
 Marka Sahibi için İletişim Kılavuzu Eylül 2016 Giriş Hedef grup Tanımlar Gereklilikler Bu belgenin amacı müşteriye STELLUX Bu İletişim Kılavuzu Swarovski ile bir Bu iletişim kılavuzunda kullanılan Müşteri,
Marka Sahibi için İletişim Kılavuzu Eylül 2016 Giriş Hedef grup Tanımlar Gereklilikler Bu belgenin amacı müşteriye STELLUX Bu İletişim Kılavuzu Swarovski ile bir Bu iletişim kılavuzunda kullanılan Müşteri,
Rezistivite Cihazı Kullanım Klavuzu
 Rezistivite Cihazı Kullanım Klavuzu Açılış ekranı açıklamaları: 1 - Son çalışma aç : Cizhazda en son çalışma yaptığınız dosyayı açar. 2 - Dosya aç : İstediğiniz dosyayı açmanızı sağlar. 3 Yeni çalışma
Rezistivite Cihazı Kullanım Klavuzu Açılış ekranı açıklamaları: 1 - Son çalışma aç : Cizhazda en son çalışma yaptığınız dosyayı açar. 2 - Dosya aç : İstediğiniz dosyayı açmanızı sağlar. 3 Yeni çalışma
OMOPHORUS Kalite Yönetim Sistemi Yazılımı ULUDAĞ ÜNİVERSİTESİ TEKNOLOJİ GELİŞTİRME BÖLGESİ ULUTEK AR-GE PROJESİ
 OMOPHORUS Kalite Yönetim Sistemi Yazılımı ULUDAĞ ÜNİVERSİTESİ TEKNOLOJİ GELİŞTİRME BÖLGESİ ULUTEK AR-GE PROJESİ Kalite Yönetim Sistemi Yazılımı Nedir? Kalite Yönetim Sistemi; gereklerinin yerine getirildiğinin
OMOPHORUS Kalite Yönetim Sistemi Yazılımı ULUDAĞ ÜNİVERSİTESİ TEKNOLOJİ GELİŞTİRME BÖLGESİ ULUTEK AR-GE PROJESİ Kalite Yönetim Sistemi Yazılımı Nedir? Kalite Yönetim Sistemi; gereklerinin yerine getirildiğinin
Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi
 BURCU ERGIN SOSYAL KORUMA POLITIKALARI UZMANI DÜNYA BANKASI RSM TANITIM ÇALIŞTAYI IZMIR, 5 TEMMUZ 2018 Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi Çevresel ve sosyal
BURCU ERGIN SOSYAL KORUMA POLITIKALARI UZMANI DÜNYA BANKASI RSM TANITIM ÇALIŞTAYI IZMIR, 5 TEMMUZ 2018 Jeotermal Projelerinde Sosyal Risk ve Etkiler Türkiye Jeotermal Geliştirme Projesi Çevresel ve sosyal
JENERATÖR PERİYODİK BAKIM SÖZLEŞMESİ
 JENERATÖR PERİYODİK BAKIM SÖZLEŞMESİ 1- TARAFLAR: Kanuni ikametgâhı, Adana/Yüreğir/Sinanpaşa Girne Bulvarı 78/A olan Atak Power ( Bundan sonra Atak Power diye anılacaktır) ile kanuni ikametgahı;... adresi
JENERATÖR PERİYODİK BAKIM SÖZLEŞMESİ 1- TARAFLAR: Kanuni ikametgâhı, Adana/Yüreğir/Sinanpaşa Girne Bulvarı 78/A olan Atak Power ( Bundan sonra Atak Power diye anılacaktır) ile kanuni ikametgahı;... adresi
Kalite Yönetim Sistemi El Kitabı Dok.No: AU KYS EK Bölüm 9 Performans değerlendirme
 İzleme, ölçme, analiz ve değerlendirme Kalite Yönetim Sistemi El Kitabı Performans değerlendirme Altınbaş Üniversitesinde idari ve destek hizmetler kapsamında uygulanan ISO 9001:2015 Kalite Yönetim Sisteminin
İzleme, ölçme, analiz ve değerlendirme Kalite Yönetim Sistemi El Kitabı Performans değerlendirme Altınbaş Üniversitesinde idari ve destek hizmetler kapsamında uygulanan ISO 9001:2015 Kalite Yönetim Sisteminin
DEBRİYAJ SAN. VE TİC. A.Ş. İlerlemenin Yolu...
 DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
T M M E Türkiye Müşteri Memnuniyeti Endeksi
 Müşteriyi memnun ettiler, zirveye çıktılar 81 ilde, 6 bin 130 tüketici ile bilgisayar destekli telefon anketi (CATI) yapılarak hazırlanan Türkiye Müşteri Memnuniyeti Endeksi 2011 yılı 1. çeyrek sonuçlarına
Müşteriyi memnun ettiler, zirveye çıktılar 81 ilde, 6 bin 130 tüketici ile bilgisayar destekli telefon anketi (CATI) yapılarak hazırlanan Türkiye Müşteri Memnuniyeti Endeksi 2011 yılı 1. çeyrek sonuçlarına
KAĞAN YÜCEL KİMYA MÜHENDİSİ
 ÇALIŞMA ve SOSYAL GÜVENLİK BAKANLIĞI İş Sağlığı ve Güvenliği Genel Müdürlüğü İŞ HİJYENİ LABORATUVARLARINDA MEVZUAT İLE KALİTE SİSTEMLERİ İLİŞKİSİ KAĞAN YÜCEL KİMYA MÜHENDİSİ ŞUBAT 2015 BİLGİLENİDRME TOPLANTISI
ÇALIŞMA ve SOSYAL GÜVENLİK BAKANLIĞI İş Sağlığı ve Güvenliği Genel Müdürlüğü İŞ HİJYENİ LABORATUVARLARINDA MEVZUAT İLE KALİTE SİSTEMLERİ İLİŞKİSİ KAĞAN YÜCEL KİMYA MÜHENDİSİ ŞUBAT 2015 BİLGİLENİDRME TOPLANTISI
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI
 KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
P10 LED TABELA P10 PANEL P10 PANEL PROGRAMI KULLANIM KILAVUZU
 P10 LED TABELA P10 PANEL P10 PANEL PROGRAMI KULLANIM KILAVUZU 1 İçindekiler: Bölüm-1: Syf.3 P10 Led Tabela Nedir? Syf.3 P10 Led Tabela(P10 Panel) Ürün Özellikleri Bölüm-2: Syf.4-8 P10 Panel Montajı ile
P10 LED TABELA P10 PANEL P10 PANEL PROGRAMI KULLANIM KILAVUZU 1 İçindekiler: Bölüm-1: Syf.3 P10 Led Tabela Nedir? Syf.3 P10 Led Tabela(P10 Panel) Ürün Özellikleri Bölüm-2: Syf.4-8 P10 Panel Montajı ile
Laboratuvar Akreditasyonu
 Laboratuvar Akreditasyonu Akreditasyon, Laboratuvarların, Muayene Belgelendirme ve Yeterlilik Deneyi Sağlayıcı Kuruluşlarının Ulusal ve Uluslararası Kabul Görmüş Teknik Kriterlere Göre Değerlendirilmesi,
Laboratuvar Akreditasyonu Akreditasyon, Laboratuvarların, Muayene Belgelendirme ve Yeterlilik Deneyi Sağlayıcı Kuruluşlarının Ulusal ve Uluslararası Kabul Görmüş Teknik Kriterlere Göre Değerlendirilmesi,
1.1.1.7.3. Sürecin başlama ve bitiş koşulları,
 SÜREÇ YÖNETİMİ TEKNİK ŞARTNAME TASLAĞI Hazırlayan Erkan Karaarslan ve Çalışma Arkadaşları Teknik Şartnamenin Aşamaları 1.1. Süreçlerin İdare nin talep ettiği standartlarda analiz edilerek modellenmesi
SÜREÇ YÖNETİMİ TEKNİK ŞARTNAME TASLAĞI Hazırlayan Erkan Karaarslan ve Çalışma Arkadaşları Teknik Şartnamenin Aşamaları 1.1. Süreçlerin İdare nin talep ettiği standartlarda analiz edilerek modellenmesi
DARA PLUS OTEL MODULU
 DARA PLUS OTEL MODULU ROOM RACK (ODA KAYIT): REZERVASYON: Otelinizde kalmak için rezervasyon yaptıran müşterilerinizin rezervasyon kaydını açabileceğiniz alandır. Kayıt sekmesinden müşterinizin rezervasyonuna
DARA PLUS OTEL MODULU ROOM RACK (ODA KAYIT): REZERVASYON: Otelinizde kalmak için rezervasyon yaptıran müşterilerinizin rezervasyon kaydını açabileceğiniz alandır. Kayıt sekmesinden müşterinizin rezervasyonuna
(2. AŞAMA) SAHA TETKİKİ PROSEDÜRÜ
 SAHA TETKİKİ PROSEDÜRÜ") 16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: 16.4.27 2 / 6 Bu prosedür, 2 aşamalı
16.4.27 1 / 6 REVİZYON BİLGİSİ REVİZYON NO AÇIKLAMA Rev. İlk yayın BU DOKÜMAN SİSTEM DENETİM BELGELENDİRME NİN ÖZEL DOKÜMANIDIR. İZİNSİZ KOPYALANAMAZ 1. AMAÇ ve KAPSAM: 16.4.27 2 / 6 Bu prosedür, 2 aşamalı
Modüler Fabrika Makine Hattında Bel Ağrıları Probleminin «Sıfıra» İndirilmesi
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
«Maça Üretim Parametrelerinin Standartlaştırılması»
 «Maça Üretim Parametrelerinin Standartlaştırılması» Şevki Özçelik (Erkunt Sanayi) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri) Oturumlarda yer alan sunumlar 27 Ekim
«Maça Üretim Parametrelerinin Standartlaştırılması» Şevki Özçelik (Erkunt Sanayi) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri) Oturumlarda yer alan sunumlar 27 Ekim
ANADOLU ÜNİVERSİTESİ SİVİL HAVACILIK ARAŞTIRMA VE UYGULAMA MERKEZİ
 Sayfa No : 1/5 1 AMAÇ VE KAPSAM Bu prosedürün amacı, Anadolu Üniversitesi Sivil Havacılık Araştırma ve Uygulama Merkezi Sisteminin ve teknik faaliyetlerinin etkinliğinin ve iyileştirilmesinin sağlanması
Sayfa No : 1/5 1 AMAÇ VE KAPSAM Bu prosedürün amacı, Anadolu Üniversitesi Sivil Havacılık Araştırma ve Uygulama Merkezi Sisteminin ve teknik faaliyetlerinin etkinliğinin ve iyileştirilmesinin sağlanması
İş Sağlığı ve Güvenliği Kurulu Faaliyet Değerlendirilmesi. Ankara Fizik Tedavi ve Rehabilitasyon Eğitim ve Araştırma Hastanesi Ocak-Kasım 2015
 İş Sağlığı ve Güvenliği Kurulu Faaliyet Değerlendirilmesi Ankara Fizik Tedavi ve Rehabilitasyon Eğitim ve Araştırma Hastanesi Ocak-Kasım 2015 O İş Sağlığı ve Güvenliği Risk Değerlendirilmesi Yönetmeliği
İş Sağlığı ve Güvenliği Kurulu Faaliyet Değerlendirilmesi Ankara Fizik Tedavi ve Rehabilitasyon Eğitim ve Araştırma Hastanesi Ocak-Kasım 2015 O İş Sağlığı ve Güvenliği Risk Değerlendirilmesi Yönetmeliği
SU N U M. 2-3 Aralık MMO Tepekule Kongre ve Sergi Merkezi - İZMİR.
 YARIŞMA SERGİ 3. KAIZEN PAYLAŞIMLARI ETKİNLİĞİ SU N U M 2-3 Aralık 2016 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.org KAIZEN: Japonca Kai değişim Zen daha iyi anlamına gelmektedir.
YARIŞMA SERGİ 3. KAIZEN PAYLAŞIMLARI ETKİNLİĞİ SU N U M 2-3 Aralık 2016 MMO Tepekule Kongre ve Sergi Merkezi - İZMİR http://kaizen.mmoizmir.org KAIZEN: Japonca Kai değişim Zen daha iyi anlamına gelmektedir.
SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI
 SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI. Süreç Yönetimi Uzmanlık Programı Amacı Bu eğitim, süreç yönetimi konularında çalışma yapacak kişilere uzmanlık seviyesinde süreç analiz ve iyileştirme tekniklerini aktarmak
SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI. Süreç Yönetimi Uzmanlık Programı Amacı Bu eğitim, süreç yönetimi konularında çalışma yapacak kişilere uzmanlık seviyesinde süreç analiz ve iyileştirme tekniklerini aktarmak
SANAL ÖLÇME UYGULAMASI
 TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
Tedarikçi risklerini yönetebilmek
 www.pwc.com.tr Tedarikçi risklerini yönetebilmek. 12. Çözüm Ortaklığı Platformu İçerik 1. Tedarikçi risklerini yönetme ihtiyacı 2. Tedarikçi risk yönetimi bileşenleri 3. Yasal gelişmeler 2 Tedarikçi risklerini
www.pwc.com.tr Tedarikçi risklerini yönetebilmek. 12. Çözüm Ortaklığı Platformu İçerik 1. Tedarikçi risklerini yönetme ihtiyacı 2. Tedarikçi risk yönetimi bileşenleri 3. Yasal gelişmeler 2 Tedarikçi risklerini
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması. : Dışarı Firelerinin Azaltılması
 Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI
 SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI. Süreç Yönetimi Uzmanlık Programı Amacı Bu eğitim, süreç yönetimi konularında çalışma yapacak kişilere uzmanlık seviyesinde süreç analiz ve iyileştirme tekniklerini aktarmak
SÜREÇ YÖNETİMİ UZMANLIK PROGRAMI. Süreç Yönetimi Uzmanlık Programı Amacı Bu eğitim, süreç yönetimi konularında çalışma yapacak kişilere uzmanlık seviyesinde süreç analiz ve iyileştirme tekniklerini aktarmak
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
Planla, Tahmin Et, Yönet IBM Perakende Planlama Çözümleri
 Planla, Tahmin Et, Yönet IBM Perakende Planlama Çözümleri Ajanda Perakende Sektöründe Planlama IBM Planlama Çözümleri Merchandise Planlama Çeşitlilik Planlama Kurumsal Karneleme Mağaza Bazında Planlama
Planla, Tahmin Et, Yönet IBM Perakende Planlama Çözümleri Ajanda Perakende Sektöründe Planlama IBM Planlama Çözümleri Merchandise Planlama Çeşitlilik Planlama Kurumsal Karneleme Mağaza Bazında Planlama