İÇİNDEKİLER A GENEL BİLGİLER D SİLİSLİ SACLARI NGO-S E ÇELİK SERVİS MERKEZİ B ASİTLE YÜZEYİ TEMİZLENMİŞ ÜRÜN- RP. F PAKETLEME ve ETİKETLEME
|
|
|
- Iskander İnan
- 6 yıl önce
- İzleme sayısı:
Transkript

1 KAPAK
2 1
3 İÇİNDEKİLER A GENEL BİLGİLER D SİLİSLİ SACLARI NGO-S 1. Kısaltmalar 2. Kalite İndeksi 3. Ürün Kodları 4. Uygulama Alanları 5. Hat Bilgileri 6. Akış Şemaları 7. Standart Açılımları B ASİTLE YÜZEYİ TEMİZLENMİŞ ÜRÜN- RP 1. Silisli Saclar Genel Bilgiler 2. Kalite Dizini NGO-S 3. Kimyasal ve Mekanik Tablo NGO-S 4. Toleranslar NGO-S 5. Üretim Limitleri NGO-S E ÇELİK SERVİS MERKEZİ 1. Hat Bilgileri 1. Sıcak Haddelenmiş Çelikler Genel Bilgi 2. Kalite Dizini - RP 3. Kimyasal ve Mekanik Tablo-RP 4. Toleranslar- RP 5. Üretim Limitleri- RP C SOĞUK HADDELENMİŞ ÜRÜN- CR 1. Soğuk Haddelenmiş Çelikler Genel Bilgi 2. Kalite Dizini- CR 3. Kimyasal ve Mekanik Tablo- CR 4. Toleranslar- CR 5. Üretim Limitleri- CR F PAKETLEME ve ETİKETLEME 1. Rulo Paketleme(RP,CR,NGO-S) ve Etiketleme 2. Çsm Paketleme ve Etiketleme G YARARLI BİLGİLER 1. Kalite Belgeleri 2. Ticari Terimler 3. İletişim Bilgileri 2

4 A.1 KISALTMALAR Kimyasal Elementler Kısaltma ve Semboller Fiziksel Testlerde Kullanılan Kısaltma ve Semboller Sembol Anlamı Sembol Anlamı C Mn P S Si Al Cu N O H Ca Ti V Cr Ni Mo Nb B Sn Fe Zn Pb As W Zr Karbon Mangan Fosfor Kükürt Silisyum Alüminyum Bakır Azot Oksijen Hidrojen Kalsiyum Titanyum Vanadyum Krom Nikel Molibden Niyobyum Bor Kalay Demir Çinko Kurşun Arsenik Volfram Zirkonyum Re Akma Mukavemeti Rm Çekme Mukavemeti A Uzama(%) A50 Uzama (L0 = 50 mm) A80 Uzama (L0 = 80 mm) d Nominal kalınlık (mm) r Kalıcı uzama oranı n Uzama sertleşmesi üssü Ra Yüzey pürüzlüğü (μm) HRB Rockwell-B sertliği min. En az En çok = Eşit < Küçük Küçük veya eşit > Büyük Büyük veya eşit B Bor 3
5 A.2 KALİTE İNDEKSİ No Standart Kalite Ürün Grubu 1 EN S235JR Asitlenmiş 2 EN S235JR (Cu) Asitlenmiş 3 EN S235JRC Asitlenmiş 4 EN S235J2 Asitlenmiş 5 EN S275JR Asitlenmiş 6 EN S275J2 Asitlenmiş 7 EN S355JR Asitlenmiş 8 EN S355J2 Asitlenmiş 9 EN S355J0 Asitlenmiş 10 EN E295 Asitlenmiş 11 EN E335 Asitlenmiş 12 EN S275M Asitlenmiş 13 EN S355M Asitlenmiş 14 EN S420M Asitlenmiş 15 EN S460M Asitlenmiş 16 EN P235GH Asitlenmiş 17 EN P265GH Asitlenmiş 18 EN P295GH Asitlenmiş No Standart Kalite Ürün Grubu 18 EN P295GH Asitlenmiş 19 EN P355GH Asitlenmiş 20 EN Mn6 Asitlenmiş 21 EN MnB5 Asitlenmiş 22 EN MnB5 Asitlenmiş 23 EN DD11 Asitlenmiş 24 EN DD11 (Cu) Asitlenmiş 25 EN DD12 Asitlenmiş 26 EN DD13 Asitlenmiş 27 EN DD14 Asitlenmiş 28 EN P245NB Asitlenmiş 29 EN P265NB Asitlenmiş 30 EN P310NB Asitlenmiş 31 EN P355NB Asitlenmiş 32 EN S315MC Asitlenmiş 33 EN S355MC Asitlenmiş 34 EN S420MC Asitlenmiş 35 EN S460MC Asitlenmiş 4

6 A.2 KALİTE İNDEKSİ No Standart Kalite Ürün Grubu No Standart Kalite Ürün Grubu 36 EN S500MC Asitlenmiş 54 ABS-P2 DH32 Asitlenmiş 37 EN S550MC Asitlenmiş 55 ABS-P2 AH36 Asitlenmiş 38 EN S600MC Asitlenmiş 56 ABS-P2 DH36 Asitlenmiş 39 EN S650MC Asitlenmiş 57 ASTM A53 Gr A Asitlenmiş 40 EN S700MC Asitlenmiş 58 ASTM A36 A36 Asitlenmiş 41 EN DP600 Asitlenmiş 59 ASTM A Asitlenmiş 42 EN DP800 Asitlenmiş 43 SAE J Asitlenmiş 44 SAE J Asitlenmiş 60 ASTM A ASTM A ASTM A Asitlenmiş 50 Type3 Asitlenmiş 60 Type3 Asitlenmiş 45 SAE J Asitlenmiş 63 ASTM A1011 SS30 Asitlenmiş 46 SAE J Asitlenmiş 64 ASTM A1011 SS33 Asitlenmiş 47 SAE J Asitlenmiş 65 ASTM A1011 SS36 Asitlenmiş 48 SAE J Asitlenmiş 66 ASTM A1011 SS40 Asitlenmiş 49 ABS-P2 A Asitlenmiş 67 ASTM A1011 SS45 Asitlenmiş 50 ABS-P2 B Asitlenmiş 68 ASTM A1011 SS50 Asitlenmiş 51 ABS-P2 D Asitlenmiş 69 API 5CT J55 Asitlenmiş 52 ABS-P2 E Asitlenmiş 70 JIS G3125 SPA-H Asitlenmiş 53 ABS-P2 AH32 Asitlenmiş 71 EN DC01 Soğuk Haddelenmiş 5
7 A.2 KALİTE İNDEKSİ No Standart Kalite Ürün Grubu 72 EN DC01 (Cu) Soğuk Haddelenmiş 73 EN DC03 Soğuk Haddelenmiş 74 EN DC04 Soğuk Haddelenmiş 75 EN DC05 Soğuk Haddelenmiş 76 EN DC01EK Soğuk Haddelenmiş 77 EN DC04EK Soğuk Haddelenmiş 78 EN H260LA Soğuk Haddelenmiş 79 EN H300LA Soğuk Haddelenmiş 80 EN H340LA Soğuk Haddelenmiş 81 EN H380LA Soğuk Haddelenmiş No Standart Kalite Ürün Grubu 90 EN M450-50K Silisli Sac NGO-S 91 EN M560-50K Silisli Sac NGO-S 92 EN M660-50K Silisli Sac NGO-S 93 EN M890-50K Silisli Sac NGO-S 94 EN M K Silisli Sac NGO-S 95 EN M390-65K Silisli Sac NGO-S 96 EN M450-65K Silisli Sac NGO-S 97 EN M520-65K Silisli Sac NGO-S 98 EN M630-65K Silisli Sac NGO-S 99 EN M800-65K Silisli Sac NGO-S 82 EN H420LA Soğuk Haddelenmiş 83 SAE J Soğuk Haddelenmiş 84 SAE J Soğuk Haddelenmiş 85 SAE J Soğuk Haddelenmiş 86 DIN 1623 S215G Soğuk Haddelenmiş 87 JIS G 3125 SPA-C Soğuk Haddelenmiş 88 EN M340-50K Silisli Sac NGO-S 89 EN M390-50K Silisli Sac NGO-S 6
8 A.3 ÜRÜN KODLARI A.3.1. SICAK HADDELENMİŞ, ASİTLENMİŞ ve YAĞLANMIŞ ÜRÜNLER A.3.2.SOĞUK HADDELENMİŞ ÜRÜNLER ÜRÜN KODU RULO ÜRÜNLER RP Sıcak haddelenmiş, asitlenmiş, kenarları kesilmiş rulo RPKK Sıcak haddelenmiş, asitlenmiş, kenarları kesilmemiş rulo TRP Sıcak haddelenmiş, asitlenmiş,temperlenmiş kenarları kesilmiş rulo TRPKK Sıcak haddelenmiş, asitlenmiş,temperlenmiş kenarları kesilmemiş rulo ÜRÜN KODU RULO ÜRÜNLER CR Soğuk haddelenmiş rulo CRKK Soğuk haddelenmiş, kenarları kesilmemiş rulo CRF Soğuk haddelenmiş, tavlanmamış rulo CRFKK Soğuk haddelenmiş, tavlanmamış, kenarları kesilmemiş rulo ÜRÜN KODU DİLİNMİŞ / BOYA KESİLMİŞ ÜRÜNLER ÜRÜN KODU DİLİNMİŞ/BOYA KESİLMİŞ ÜRÜNLER TRPS TRPKKS RPS RPKKS RPD TRPD Sıcak haddelenmiş, asitlenmiş, temperlenmiş kenarları kesilmiş, boya kesilmiş sac Sıcak haddelenmiş, asitlenmiş,temperlenmiş kenarları kesilmemiş, boya kesilmiş sac Sıcak haddelenmiş, asitlenmiş, kenarları kesilmiş, boya kesilmiş sac Sıcak haddelenmiş, asitlenmiş, kenarları kesilmemiş, boya kesilmiş sac Sıcak haddelenmiş, asitlenmiş,dilinmiş rulo Sıcak haddelenmiş, asitlenmiş,temperlenmiş dilinmiş rulo CRS CRKKS CRFS CRFKKS CRD CRDS Soğuk haddelenmiş, boya kesilmiş sac Soğuk haddelenmiş, kenarları kesilmemiş, boya kesilmiş sac Soğuk haddelenmiş, tavlanmamış, boya kesilmiş sac Soğuk haddelenmiş, tavlanmamış, kenarları kesilmemiş, boya kesilmiş sac Soğuk haddelenmiş, dilinmiş rulo Soğuk haddelenmiş, dilinmiş rulodan boya kesilmiş sac TRPDS Sıcak haddelenmiş, asitlenmiş,temperlenmiş, dilinmiş rulodan boya kesilmiş sac RPDS Sıcak haddelenmiş, asitlenmiş, dilinmiş rulodan boya kesilmiş sac 7
 Jant ve Şasi imalatında Dayanıklı Tüketim Ürünlerinde ( televizyon, bulaşık makinesi, v.s) Emaye kaplı ürünlerin imalatında (tencere, tava, v.")
9 A.4 UYGULAMA ALANLARI Beyaz Eşya ve Kahverengi Eşya üretiminde (buzdolabı, çamaşır makinesi, v.s) Otomotiv ve Otomotiv Yan Sanayinde (şase, yedek parça, v.s) Jant ve Şasi imalatında Dayanıklı Tüketim Ürünlerinde ( televizyon, bulaşık makinesi, v.s) Emaye kaplı ürünlerin imalatında (tencere, tava, v.s) İnşaat Makinaları imalatında İş Makinaları imalatında (kepçe, jcb, v.s) Basınçlı Kaplar imalatında (Kazan, LPG tüp v.s) Makine Parçaları imalatında Motor Sacı imalatında (Elektrik motoru sacı, v.s) Gemi yapım imalatında Kara ve Demiryolu araçları imalatında ( vagon v.s) Radyatör imalatında Elektrikli Ev eşyaları üretiminde (televizyon, elektrik süpürgesi, v.s) Boru ve Profil üretiminde Genel Yapı Endüstrisinde 8

10 A.5-HAT BİLGİLERİ Ağustos-Eylül 2014 tarihlerinde aralıklarla üretime başlayan GAZİ METAL KARASU TESİSLERİ modern Asitleme-Soğuk Haddeleme - Tavlama - Temperleme - Paketleme hatlarından müteşekkildir. Ana tesislerin yanında üretim için gerekli olan akışkanların sağlandığı Yardımcı İşletmelerde kompresörler, Hidrojen Tesisi, Buhar Kazanları, Su Şartlandırma ve Kimyasal Arıtma Tesisleri bulunmaktadır.. Proses Hatları A.5.1 ASİTLEME HATTI (S-CPL) Sıcak haddelenmiş malzemelerin yüzeyinde oluşmuş tufal (oksit) tabakalarının Hidroklorik Asit (HCL) banyolarından geçirilerek temizlendiği hattır. Genel Bilgiler Teslimatçı Firma SMS-Siemang Germany Üretim Kapasitesi ton/yıl ( ton/yıl (Faz 3)) Proses Edilen Sac Kalınlığı 1,5-6,0 mm Proses Edilen Sac Genişliği mm HAt Hızı m/dak (250 m/dak. (Faz3)) Rulo Ağırlığı min 10 ton - max 30 ton Kullanılan Asit Hidroklorik ( HCI ) Ürünler RP, RPKK 9
 Giriş kısmında 2 adet rulo açma mandreli yanında rulo kırığı önleyici merdane bulunmaktadır Giriş kısmında üretimin sürekliliğini sağlamak için rulolar Dikiş Makinası (")
11 Proses Hatları A.5.1 ASİTLEME HATTI (S-CPL) Giriş kısmında 2 adet rulo açma mandreli yanında rulo kırığı önleyici merdane bulunmaktadır Giriş kısmında üretimin sürekliliğini sağlamak için rulolar Dikiş Makinası ( Sticher ) vasıtasıyla birbirine bağlanır. Tension Leveler da oksit (tufal) tabakası kırılarak asitleme işlemi kolaylaştırılır ve uzama verilerek yüzey düzgünlüğü sağlanır. Asit Banyo tankları (3 adet) içinden geçirilerek yüzeyi tufalden temizlenen sacın; durulama tankından geçerken yüzeyi RO suyu ile durulanır ve sonrasında kurutucuda sıcak hava ile kurutulur. Kenar Kesme ünitesinde; dairesel bıçaklar vasıtasıyla her iki kenardan kesme yapılarak sacın istenen genişliği sağlanır. Elektrostatik Yağlama Makinası nda sacın her iki yüzeyi pas önleyici yağ ile istenen miktarlarda yağlanır. Yağlama miktarı tek yüzey için 0,2 3,0 gr/m2 dir. Dikiş noktası boy makasında kesilerek iki rulo birbirinden ayrılır ve sarıcı mandrelde sarılarak rulo olarak üretilmiş olur. Asit Rejenerasyon Tesisi (ARP) Asitleme Hattından gelen kullanılmış kirli asit; burada rejenere edilerek tekrar kullanıma hazır hale getirilir. Yan ürün olarak granül demir oksit (Fe2O3) elde edilir. Teslimatçı Firma Üretim Kapasitesi Tip Proses Edilen Sac Genişliği Ürünler SMS-Siemang Germany 1700 lt/saat Akışkan Yataklı mm Rejenere Asit, Granül Demir Oksit 10

12 Proses Hatları A.5.2 TERSİNİR SOĞUK HADDE (RCM) Asitle yüzeyi temizlenmiş sıcak haddelemiş saclar soğuk haddelenerek daha ince kalınlığa getirilmesi bu hatta gerçekleştirilir. Soğuk Haddeleme işlemi yapılan malzeme sert ve kırılgandır. Genel Bilgiler Teslimatçı Firma Üretim Kapasitesi Proses Giriş Kalınlığı Proses Çıkış Kalınlığı Rulo İç Çapı Rulo Dış Çapı Proses Edilen Sac Genişliği Hat hızı Max. Haddeleme gücü Rulo ağırlığı Ürünler SMS-Siemag Germany ton/yıl 1,5-6,0 mm 0,25-3,00 mm Ø508 - Ø610 Ø Ø mm 1200 m/dak 1800 ton min 10 ton - max 30 ton CRF, CRFKK A.5.2 TERSİNİR SOĞUK HADDE (RCM) Sistem 6 Hi olup 2 adet Destek,2 adet Ara Merdane ve 2 adette İş Merdanesi bulunmaktadır. Ara ve iş merdanelerinde bulunan bükme (bending) ve eksenel kayma sistemi (shifting) ile sacın kalınlık ve düzlemselliğinde yüksek hassasiyet elde edilmektedir. Sacın haddeleme esnasında düzlemsellik (flatness) kontrolü hattın giriş ve çıkışında birer adet konulan Flatness Roll ile yapılmaktadır. Flatness Kontrol ile sacın düzlemselliğini izleyerek gerekli yük dağılımını uygulaması, buna bağlı olarak dalganın giderilmesi sağlanmaktadır. Üretimde kalınlık kontrolü IMS marka kalınlık ölçme cihazı (x-ray) ile her pas geçişinde otomatik olarak yapılmaktadır. Kalınlık ölçüm cihazı hattın giriş ve çıkışı için her iki yönde birer adet olarak bulunmaktadır. 11
 Soğuk haddeleme sırasında sertleşen sacın istenilen metalürjik ve makanik özelliklerin elde edilmesi amacıyla malzemenin")

13 Proses Hatları A.5.3 YIĞIN TAVLAMA TAVLAMA (BAF) Soğuk haddeleme sırasında sertleşen sacın istenilen metalürjik ve makanik özelliklerin elde edilmesi amacıyla malzemenin mikrokristal yapısının yeniden şekillendirilip, yumuşatılarak kullanabilir hale getirmek için hidrojen ortamında tavlama işleminin yapıldığı tesistir. Genel Bilgiler Teslimatçı Firma Üretim Kapasitesi Toplam Kaide Adedi Fırın Sayısı Soğutma Başlığı Sayısı Rulo Dış Çapı Proses Edilen Sac Genişliği Max. Yükleme Yüksekliği Max. Yükleme Ağırlığı Rulo ağırlığı SMS-Siemag Germany ton/yıl 13 Adet 7 Adet 6 Adet Ø Ø mm 5300 mm 120 ton max 30 ton 12
 Asitle yüzeyi temizlenmiş, soğuk haddelenmiş ve tavlanmış malzemeler son kullanıcıya sevk edilmeden önce mekanik özelliklerinin iyileştirilmesi (düzensiz akmanın yok edilmesi),")
14 Proses Hatları A.5.4 TEMPER HADDE (SPM) Asitle yüzeyi temizlenmiş, soğuk haddelenmiş ve tavlanmış malzemeler son kullanıcıya sevk edilmeden önce mekanik özelliklerinin iyileştirilmesi (düzensiz akmanın yok edilmesi), yüksek yüzey düzgünlüğü ve pürüzlülüğü vermek amacıyla bu hatta proses edilir. Tavlanmış ve soğuk haddelenmiş sacın yanında sadece asitle yüzeyi temizlenmiş Sıcak Haddelenmiş malzemeler de daha düzgün yüzey kalitesi elde etmek amacıyla müşteri talebine göre bu hatta proses edilir. Üretim deterjan ihtiva eden solüsyonla ISLAK olarak yapıldığı gibi KURU olarak da yapılabilir. Genel Bilgiler Teslimatçı Firma Üretim Kapasitesi Proses Giriş Kalınlığı Rulo İç Çapı Rulo Dış Çapı Proses Edilen Sac Genişliği Hat Hızı Max. Haddeleme Gücü Rulo Ağırlığı Yüzey Yağlama Miktarı Ürünler SMS-Siemag Germany ton/yıl 0,25-3,00 mm Ø508 - Ø610 Ø Ø mm 1000 m/dak 1800 ton min 10 ton - max 30 ton 0-2 gr/m2/tek yüzey CR, CRKK, THRP, THRPKK, NGO-S 13
15 Proses Hatları A.5.5 YARDIMCI İŞLETMELER Su Şartlandırma Tesisi (WTP) Tesislerin hidrolik sistemleri, ekipman ve enstrümanların açık yada kapalı sistem olarak yapılan soğutma işlemi için gerekli olan soğutma suyunun sağlandığı tesislerdir. Ham olarak kuyulardan ya da depolardan alınan su filtreleme, kimyasal şartlandırma işlemi sonrasında talep edilen özelliklerde tesislere pompalar ile boru hatları vasıtasıyla iletilmektedir. Genel Bilgiler Teslimatçı Firma Üretim Kapasitesi Sıcaklık Farkı (ΔT) Basınç Ana Ekipmanlar ETRA Mühendislik 1200 m³/h cooling water), 42 m³/h (RO water), 80 m³/h (make-up) 10 C 5 bar (soğutma suyu için), 3 bar (RO suyu için) Soğutma kuleleri, sirkülasyon ve proses pompaları, UF ve RO filtreleme sistemleri, kimyasal dozaj sistemleri, kontrol ve otomasyon sistemleri, elektrik güç sistemleri, ham su ve ürün suyu depo havuz ve tanklardan oluşmaktadır. 14
 Tesislerin genelinde oluşan gerek sistemin kendi pompaları gerekse sızıntı dalgıç pompaları ile gönderilen sızıntı, yağlı, bazik")


16 Proses Hatları A.5.5 YARDIMCI İŞLETMELER Kimyasal Arıtma ve Geri Kazanım Tesisi (WWTP) Tesislerin genelinde oluşan gerek sistemin kendi pompaları gerekse sızıntı dalgıç pompaları ile gönderilen sızıntı, yağlı, bazik atık ve asitli sularının kimyasal olarak ph seviyesinin ayarlanması, yağından ayrıştırılması ve askıda kalan katı maddelerin çökeltilip çevre yönetmeliğinde belirtilen deşarj standarlarına getirilme işleminin yapıldığı tesistir. Öncelikli olarak deşarj standartlarının elde edilmesi akabinde Su Şartlandırma Tesisi nin ihtiyacı olan ham suyun sağlanması amacıyla geri kazanım çalışmaları da bu tesiste yürütülmektedir. Genel Bilgiler Teslimatçı Firma ETRA Mühendislik Üretim Kapasitesi 50 m /h Kalite SKYY Tablo 15.2 değerleri Ana Ekipmanlar Dengeleme havuzları, sirkülasyon ve proses pompaları, Kum ve Aktif Karbon filtreleme sistemleri, ileri biyolojik arıtma sistemi, çamur toplama ve susuzlaştırma sistemi, kimyasal dozaj sistemleri, kontrol ve otomasyon sistemleri, elektrik güç sistemlerinden oluşmaktadır. Hidrojen Üretim Tesisi Tav Fırınları (BAF) ihtiyacı olan hidrojen gazının (H2) talep edilen özelliklerde elde edilmesini sağlayan tesistir. Çalışma prensibi suyun elektroliz ile ayrıştırılarak oksijen (O2) ve hidrojen (H2) elde edilmesinden oluşmaktadır. Genel Bilgiler Teslimatçı Firma Suzhou JINGLI Üretim Kapasitesi 100 m³/h Basınç 15 bar Kalite % pure (<1 ppm O2 ) Ana Ekipmanlar Elektroliz hücresi, hidrojen üretim kaidesi, saflaştırma kaidesi, KOH hazırlama, sirkülasyon ve soğutma sistemi, kontrol ve otomasyon sistemleri, elektrik güç sistemlerinden oluşmaktadır. 15

 Ana Ekipmanlar Yüksek basınçlı vidalı kompresör, PSA kolonları, Saflaştırma ünitesi, basınçlı depo tankları, filtreler, kontrol ve otomasyon sistemleri.")
17 Proses Hatları A.5.5 YARDIMCI İŞLETMELER Azot Üretim Tesisi Tav Fırınları (BAF) ihtiyacı olan azot gazının (N2) talep edilen özelliklerde elde edilmesini sağlayan tesistir. Çalışma prensibi basınçlı havanın PSA kolonlarından geçirilerek %95 saflıkta azotun elde edilmesi, akabinde saflaştırma ünitesinden geçirilerek hidrojen vasıtasıyla saflaştırılması işleminden oluşmaktadır. Genel Bilgiler Tipi PSA (Pressure Swing Absorption) Üretim Kapasitesi 65 m³/h Basınç 5-7 bar Kalite % pure (<5 ppm O2 and < 500 ppm H2 content ) Ana Ekipmanlar Yüksek basınçlı vidalı kompresör, PSA kolonları, Saflaştırma ünitesi, basınçlı depo tankları, filtreler, kontrol ve otomasyon sistemleri. Basınçlı Hava Üretim Tesisi Basınçlı hava sistemi; tesislerin genelinde temizleme, işletme amaçlı kullanılacak basınçlı havanın vidalı kompresörler ile üretilip, basınçlı hava depo tankına alınması ve akabinde kurutucudan geçirilerek boru hatları vasıtasıyla dağıtımının yapılması şeklinde çalıştırılmaktadır. Genel Bilgiler Teslimatçı Firma Atlas COPCO - Belçika Tipi Vidalı - Yağlı Kompresörler Üretim Kapasitesi Nm³/h Basınç 5-7 bar Kalite Yağsız, -40C çiğlenme noktası Ana Ekipmanlar Yüksek basınçlı vidalı kompresör, Çift kolonlu kurutucu dan oluşmaktadır. 16


18 Proses Hatları A.5.5 YARDIMCI İŞLETMELER Buhar Tesisi Asitleme ve Hadde tesislerinin ısıtma amaçlı ihtiyaç duydukları buharın sağlanması amacıyla 2 adet alev duman borulu doğalgaz kazanının çalıştırılması şeklinde çalışmaktadır. Genel Bilgiler Teslimatçı Firma Kazan Sistemi Üretim Kapasitesi Basınç Kalite Ana Ekipmanlar ERENSAN - Türkiye 1 adet 14 t/h, 1 adet 4 t/h kapasiteli doğalgaz yakıtlı alev duman borulu PC kontrollü buhar kazanı 18 t/h (tam kapasitede) 5-8 bar C doymuş buhar Alev borulu buhar kazanları, oransal brülörler, ekonomizerler, degazör ve kondens suyu tankları ve kontrol sistemleri, besi suyu ve degazör pompaları, make up sistemi, otomatik dip ve yüzey blöf sistemleri, kontrol ve otomasyon sistemleri. Hadde Atölyesi Hadde ve Temper hatlarında, haddeleme ve temperleme işlemi sonrasında yüzeyi aşınan ve sertleşen ve ayrıca hasarlanan merdanelerin yüzey taşlamasının ve pürüzlendirmesinin yapıldığı atölyedir. Taşlama işlemi taşlama tezgâhında, pürüzlendirme işlemi yüzey pürüzlendirme makinasında yapılmaktadır. Taşlama Tezgahı (Grinder) : Genel Bilgiler Teslimatçı Firma Max. Çalışma Yüzey Uzunluğu Max. Çalışma Çapı Toplam Merdane Yüzey Uzunluğu Pürüzlülük (Ra - μm) Taşlama Miktarı Ana EKipmanlar POMINI - İtalya 1200 mm BUR, IMR ve WR için 320 mm BUR, IMR ve WR için 1840 mm BUR, IMR ve WR için 0,8 3,5 0,2 1,2 mm (çapta) Tezgah gövde ve kızakları, ayna ve sürücü motorlar, hidrolik sistemler, soğutma sistemi, ölçüm sistemleri ( Eddy Current ve Ultrasonic ), elektrik ve otomosyon & kontrol sistemlerinden oluşmaktadır. 17
 Taşlama Miktarı Ana EKipmanlar Waldrich SİEGEN - Almanya 1200 mm BUR,")

19 Proses Hatları A.5.5 YARDIMCI İŞLETMELER Yüzey Pürüzlendirme (EDT) Genel Bilgiler Teslimatçı Firma Max. Çalışma Yüzey Uzunluğu Max. Çalışma Çapı Toplam Merdane Yüzey Uzunluğu Pürüzlülük (Ra - μm) Taşlama Miktarı Ana EKipmanlar Waldrich SİEGEN - Almanya 1200 mm BUR, IMR ve WR için 320 mm BUR, IMR ve WR için 1840 mm BUR, IMR ve WR için 1,5-2,5-3, mm (çapta) Tezgah gövde, kızakları, ayna ve sürücü motorları, kabin, hidrolik sistemler, dielektrik sirkülasyon ve soğutma sistemi, ölçüm sistemi, elektrik ve otomosyon & kontrol sistemleri. 18




20 A.6 AKIŞ ŞEMALARI A.6.1 Asitleme hatti A.6.3 Tavlama Hatti A.6.2 Haddeleme Hatti A.6.4 Temperleme Hatti 19
21 A.7 Standart Açılımları No Standart Açılımı Ürün Grubu 1 EN Sıcak haddelenmiş yapı çelikleri - Bölüm 2: Alaşımsız yapı çeliklerinin teknik teslim şartları Asitlenmiş 2 EN Sıcak haddelenmiş yapı çelikleri - Bölüm 4: Termomekanik olarak haddelenmiş, ince taneli, kaynak edilebilir yapı çeliklerinin teknik teslim şartları Asitlenmiş 3 EN Çelik yassı mamuller - Basınç amaçlı bölüm 2: Belirtilmiş yüksek sıcaklık özelliklerine sahip alaşımsız ve alaşımlı çelikler Asitlenmiş 4 EN Suverilmiş ve temperlenmiş çelikler - Bölüm 2: Alaşımsız çeliklerin genel teknik teslim şartları Asitlenmiş 5 EN Suverilmiş ve temperlenmiş çelikler - bölüm 3: Alaşımlı çeliklerin teknik teslim şartlar Asitlenmiş 6 EN Soğuk şekillendirme amaçlı, sürekli sıcak haddelenmiş, düşük karbonlu çelik sac ve şerit - Teknik teslim şartları Asitlenmiş 7 EN Kaynaklı gaz tüpleri için çelik plaka ve şeritler Asitlenmiş 8 EN Yassı çelik mamuller- Soğuk şekillendirme için- Sıcak haddelenmiş- Yüksek akma dayanımlı çelikler bölüm 2: Termomekanik olarak haddelenmiş mamullerin teknik teslim şartları Asitlenmiş 9 EN Soğuk şekillendirme amaçlı, sıcak haddelenmiş, çift fazlı çelik sac ve şerit - Teknik teslim şartları Asitlenmiş 10 SAE J403 SAE karbon çelikleri kimyasal kompozisyon şartları Asitlenmiş 11 ABS-P2 Gemi yapımına uygun yapı çelikleri - Teknik teslim şartları Asitlenmiş 12 ASTM A53 Boru yapımına uygun çelikler - Teknik teslim şartları Asitlenmiş 13 ASTM A36 Sıcak haddelenmiş karbon yapı çelikleri - Teknik teslim şartları Asitlenmiş 14 ASTM A516 Orta ve Düşük Sıcaklıklarda Basınçlı Kullanıma Uygun, Sıcak Haddelenmiş, Karbon Çelikleri - Teknik teslim şartları Asitlenmiş 15 ASTM A656 Sıcak haddelenmiş düşük alaşımlı, yüksek mukavemetli ve geliştirilmiş şekillendirilebilme özelliğine sahip yapı çelikleri - Teknik teslim şartları Asitlenmiş 16 ASTM A1011 Sıcak haddelenmiş karbon yapı çelikleri, düşük alaşımlı ve yüksek mukavemetli yapı çelikleri, düşük alaşımlı ve yüksek mukavemetli geliştirilmiş şekillendirilebilme özelliğine sahip yapı çelikleri ve ultra yüksek mukavemete sahip yapı çelikleri - Teknik teslim şartları Asitlenmiş 17 API 5CT Petrol ve doğal gaz sondaj boru imalatında kullanılan çelikler - Teknik teslim şartları Asitlenmiş 18 JIS G3125 Atmosfer korozyonuna karşı dayanıklı çelikler - Teknik teslim şartları Asitlenmiş 20

22 A.7 Standart Açılımları No Standart Açılımı Ürün Grubu 1 EN Soğuk haddelenmiş, düşük karbonlu çelik yassı mamuller - Soğuk şekillendirme için - Teknik teslim şartları Soğuk Haddelenmiş 2 EN Soğuk haddelenmiş düşük karbonlu yassı çelik mamuller-camsı emaye için - Teknik teslim şartları Soğuk Haddelenmiş 3 EN Soğuk şekillendirmeye uygun, yüksek akma dayanımlı soğuk haddelenmiş çelik yassı Soğuk Haddelenmiş mamuller - Teknik teslim şartları 4 SAE J403 SAE karbon çelikleri kimyasal kompozisyon şartları Soğuk Haddelenmiş 5 DIN 1623 Soğuk haddelenmiş yapı çelikleri - Teknik teslim şartları Soğuk Haddelenmiş 6 JIS G 3125 Atmosfer korozyonuna karşı dayanıklı çelikler - Teknik teslim şartları Soğuk Haddelenmiş 1 EN Soğuk haddelenmiş sac ve şerit- yarı işlenmiş durumda teslim edilen, alaşımsız ve alaşımlı elektrik çeliğinden Silisli Saclar NGO-S 2 EN Çelik yassı mamuller-tam işlenmiş durumda teslim edilen soğuk haddelendirilerek Silisli Saclar NGO-S yönlendirilmemiş taneli elektrik çeliğinden levha, bant ve şeritler 21
23 B.1 Asitle Yüzeyi Temizlenmiş Ürünler - RP B.1.1 SICAK HADDELENMİŞ ASİTLENMIŞ ÇELİKLER GENEL BİLGİ Sıcak haddelenmiş yassı çelikleri asitle yüzeyi temizlenerek elde edilen ürünlerdir. 1,20-6,00 kalınlık arasında üretim yapılabilir. Asitlenmiş ürünler endüstriyel alanda faaliyet gösteren müşterilerimiz farklı ve beklenti ve isteklerini karşılayabilmektedir. Yapı çelikleri; Genel yapı sektörünün tüm uygulamaları için kullanılabilirler. Uygun mukavemet, şekillendirilebilirlik ve kaynaklanabilirlik özelliklerine sahiptirler. Düşük karbonlu çelikler; Genel amaçlı olarak bükme, çekme ve derin çekme işlemleri ile soğuk şekillendirilen parçaların imalatında kullanılırlar. Tüp çelikleri; Yüksek şekillendirilebilme, kaynaklanabilirlik ve tokluk özelliğine sahiptir. Bu nedenle yüksek sıcaklı ve basıncı oluştuğu LPG tüp imalatında kullanılırlar. Yüksek mukavemetli çelikler; Yüksek mukavemet, darbe direnci ve yorulma özellikleri istenen uygulamalarda kullanılır. Genel olarak otomotiv sektöründe jant, disk, kasnak, şase parçaları vb. üretiminde kullanılır. Gemi çelikleri; Yüksek kaynaklanabilirlik ve tokluk özelliklerine sahip olup gemi içi ve omurgasında kullanılırlar. Teknik Bilgiler Ürünler Yüzeydeki oksit tabakası asitle temizlenmiş durumda; Rulo Rulodan boya kesilmiş sac şeklinde Temperleme (skin pass) işlemi görerek geçmiş durumda verilir. Ölçüler Aksi belirtilmedikçe kalınlık, genişlik ve uzunluk değerleri nominaldir. Kenarları kesilmiş veya kesilmemmiş rulo ürünler için iç çap 610 mm (+/- 10 mm) Temperlenmiş ürünler için iç çap 610 mm (+/- 10 mm) Yüzey Koruma Yağlama: Asitle yüzeyi temizlenmiş ürünlerin yüzeyi, aksi belirtilmedikçe koruyucu yağ ile yağlanır. GAZİ METAL Asitlenmiş ürünlerde korozyon riskini azaltmak için en az normal yağlı seviyede koruma önerir. Yağsız ve az yağlı ürün talep edilmesi durumunda, yüzeyde oluşabilecek korozyon riskinden GAZİ METAL sorumlu olmayacaktır. Normal yağlı ürünlerde korozyon oluşmama garanti süresi hazır bildirim tarihinden itibaren 3 aydır. Normal yağlı ürünlerde GAZİ METAL kaynaklı olmayan stoklama ve sevkiyat nedeniyle oluşabilecek korozyon riskinden GAZİ METAL sorumlu olmayacaktır. 22
24 B.2 Kalite Dizini - RP No Standart Kalite Amerikan Japon No Standart Kalite Amerikan Japon 1 EN S235JR ASTM A1011 SS Gr EN P295GH 2 EN S235JR (Cu) 19 EN P355GH 3 EN S235JRC 20 EN Mn6 4 EN S235J2 21 EN MnB5 5 EN S275JR ASTM A1011 SS Gr EN MnB5 6 EN S275J2 23 EN DD11 ASTM A1011 CS Tip B JIS G3131 SPHC 7 EN S355JR ASTM A1011 SS Gr EN DD11 (Cu) ASTM A1011 CS Tip B 8 EN S355J2 ASTM A1011 SS Gr EN DD12 ASTM A1011 DS Tip A JIS G3131 SPHD 9 EN S355J0 26 EN DD13 ASTM A1011 DS Tip B JIS G3131 SPHD 10 EN E EN DD14 JIS G3131 SPHE 11 EN E EN P245NB JIS G3116 SG EN S275M 29 EN P265NB JIS G3116 SG EN S355M 30 EN P310NB JIS G3116 SG EN S420M 31 EN P355NB JIS G3116 SG EN S460M 32 EN S315MC ASTM A1011 HSLAS Gr.45 Sınıf 2 16 EN P235GH 33 EN S355MC ASTM A1011 HSLAS Gr.50 Sınıf 2 17 EN P265GH 34 EN S420MC ASTM A1011 HSLAS Gr.60 Sınıf 2 18 EN P295GH 35 EN S460MC ASTM A1011 HSLAS Gr.65 Sınıf 2 23
25 B.2 Kalite Dizini - RP No Standart Kalite Amerikan Japon No Standart Kalite Amerikan Japon 36 EN S500MC ASTM A1011 HSLAS Gr.70 Sınıf 2 37 EN S550MC ASTM A1011 HSLAS-F Gr EN S600MC 39 EN S650MC 40 EN S700MC 41 EN DP EN DP SAE J ASTM A1011 CS Tip A 44 SAE J ASTM A1011 CS Tip D 45 SAE J SAE J SAE J SAE J ABS-P2 A ASTM A131 Gr.A 50 ABS-P2 B ASTM A131 Gr.B 51 ABS-P2 D ASTM A131 Gr.D 52 ABS-P2 E ASTM A131 Gr.E 53 ABS-P2 AH32 54 ABS-P2 55 ABS-P2 56 ABS-P2 57 ASTM A53 58 ASTM A36 59 ASTM A ASTM A ASTM A ASTM A ASTM A ASTM A ASTM A ASTM A ASTM A ASTM A API 5CT 70 JIS G3125 DH32 AH36 DH36 Gr A A Type3 60 Type3 SS30 SS33 SS36 SS40 SS45 SS50 J55 SPA-H 24
26 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart Kalite Cr + Cu + Mo + Ni toplamı % 0.70 olmalıdır. A / N > 2 oranı uygulanır. C Si Mn P S ma. Al min. N (2) Cr (1) Cu (1) Mo (1) Nb Ni (1) Ti V EN P235GH , ,025 0,01 0,02 0,012 0,3 0,3 0,08 0,02 0,3 0,03 0,02 EN P265GH , ,025 0,01 0,02 0,012 0,3 0,3 0,08 0,02 0,3 0,03 0,02 EN P295GH , ,025 0,01 0,02 0,012 0,3 0,3 0,08 0,02 0,3 0,03 0,02 EN P355GH , ,025 0,01 0,02 0,012 0,3 0,3 0,08 0,04 0,3 0,03 0,02 MEKANİK ÖZELLİKLER Standart Kalite Re N/mm2 min Rm (1) A 5(%) N/mm 2 min. EN P235GH EN P265GH EN P295GH EN P355GH Çekme testi değerleri enine test numulerine uygulanır. 25
27 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P S EN DD11 0,12 0,6 0,045 0,045 EN DD11 (Cu) 0,12 0,6 0,045 0,045 EN DD12 0,1 0,45 0,035 0,035 EN DD13 (2) 0,08 0,4 0,03 0,03 EN DD14 0,08 0,35 0,025 0,025 DD11 (Cu) için %Cu = % Şekillendirme özelliğinin arttırılması amacıyla maksimum 50 ppm e kadar bor ilavesi yapılmaktadır. MEKANİK ÖZELLİKLER Re N/mm2 A (%) Standart Kalite 1.5 d < 2 2 d 6,00 Rm N/mm 2 Max. A80 A5 1.5 d < 2 min. 2 d < 3 min. 3 d 6,00 min. EN DD EN DD EN DD EN DD EN DD Çekme testi değerleri enine test numunelerine uygulanır. Hazır bildirim tarihinden itibaren 6 hafta içinde kullanılması önerilir. 26

28 B.3 Kimyasal ve Mekanik Tablo - RP SAE J403 KİMYASAL KOMPOZİSYON (%) P S V Ni Cr Mo Standart Kalite C Mn Si SAE J403/ASTM A1011/ ASTM A1018 SAE J403/ASTM A1011/ ASTM A1018 Nb 1006 / CS Tip B 0,02-0,08 0,45 max, 0,03 0,035 0,10 max 0,20 0,15 0,06 0,008 0,008 0, / CS Tip B 0,02-0,10 0,50 max, 0,03 0,035 0,10 max 0,20 0,15 0,06 0,008 0,008 0,025 SAE J ,08-0,13 0,30-0,60 0,03 0,035 0,10 max SAE J ,10-0,15 0,30-0,60 0,03 0,035 0,10 max SAE J ,13-0,18 0,30-0,60 0,03 0,035 0,10 max SAE J ,43-0,50 0,60-0,90 0,03 0,035 0,15-0, Mekanik test yapılmaz. Ti 27
29 B.3 Kimyasal ve Mekanik Tablo - RP ASTM A516 KİMYASAL KOMPOZİSYON (%) C (1) Mn (1)(4) P S Cu Si (2) Ni (2) Cr (2)(3) Mo (2)(3) V Nb Ti d 6,00 d 6,00 Standart Kalite ASTM A , ,025 0, ,4 0,4 0,3 0,12 0,03 0,02 0,03 ASTM A , ,025 0, ,4 0,4 0,3 0,12 0,03 0,02 0,03 C için belirtilen değerdeki her 001 puan azalmaya karşılık, %1,50 olması koşuluyla Mn için belirtilen değer 0,06 puan artırılabilir. Cu + Ni + Cr + Mo toplamı % 1,00 olmalıdır. Cr + Mo toplamı % 0,32 olmalıdır. Kalınlığı 6,00 mm ve altında olan ASTM A kalite ürünlerin kimyasal bileşiminde % oranında Mn bulunabilir. MEKANİK ÖZELLİKLER Standart Kalite Re N/mm2 min. Rm (1) N/mm 2 A50 min. ASTM A ASTM A Mekanik test değerleri enine test numuneleri uygulanır. 28
30 B.3 Kimyasal ve Mekanik Tablo - RP ASTM A656 KİMYASAL KOMPOZİSYON (%) C (1) Mn (1) P S Al min. Si V (2) N Nb (2) Ti (2) Standart Kalite ASTM A Tip 3 0,18 1,65 0,025 0,03 0,02 0,6 0,08 0, ASTM A Tip 8 0,18 1,65 0,025 0,03 0,02 0,6 0,15 0, Max. 0,15 Maksimum Mn değeri% 1.75, 9455 kalite ürünler için Mn değeri % 1.90 olması koşuluyla, C değerindeki her % 0.01 azalmaya karşılık tabloda belirtilen Mn değeri % 0.06 artırılabilir. Tip 8 olarak üretilen kalitelerde, Nb + V + Ti = % olmalıdır. MEKANİK ÖZELLİKLER Re N/mm 2 (min.) Standart Kalite (2) R (1) m N/mm 2 (min.) A 50 (min) ASTM A Tip ASTM A Tip Çekme testi değerleri enine test numunelerine uygulanır. KİMYASAL KOMPOZİSYON (%) P S V Ni Cr Mo Standart Kalite C Mn Si SAE J403/ASTM A1011/ ASTM A1018 SAE J403/ASTM A1011/ ASTM A1018 Nb 1006 / CS Tip B 0,02-0,08 0,45 max, 0,03 0,035 0,10 max 0,20 0,15 0,06 0,008 0,008 0, / CS Tip B 0,02-0,10 0,50 max, 0,03 0,035 0,10 max 0,20 0,15 0,06 0,008 0,008 0,025 SAE J ,08-0,13 0,30-0,60 0,03 0,035 0,10 max SAE J ,10-0,15 0,30-0,60 0,03 0,035 0,10 max SAE J ,13-0,18 0,30-0,60 0,03 0,035 0,10 max SAE J ,43-0,50 0,60-0,90 0,03 0,035 0,15-0, Ti Mekanik test yapılmaz. 29
31 B.3 Kimyasal ve Mekanik Tablo - RP ASTM A1011 KİMYASAL KOMPOZİSYON (%) C (1) Mn (1) P S Cu V Ti Ni Cr Mo Nb (2) Standart Kalite ASTM A1011 SS30 0,25 0,9 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 ASTM A1011 SS33 0,25 0,9 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 ASTM A1011 SS36 0,25 0,9 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 ASTM A1011 SS40 0,25 0,9 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 ASTM A1011 SS45 0,25 1,35 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 ASTM A1011 SS50 0,25 1,35 0,035 0,04 0,2 0,2 0,15 0,06 0,008 0,008 0,025 Standartta belirtilen C değerindeki her % 0.01 azalmaya karşılık, Mn değeri % 1.50 olması koşuluyla,tabloda belirtilen Mn değeri 0.06 artırılabilir. % Ti (): 3,4N+1,5S veya % olabilir. MEKANİK ÖZELLİKLER Re N/mm 2 Rm N/mm 2 A 50 d mm Standart Kalite min. min. 1.6<d 2.5 min. 2.5<d 6.0 min. ASTM A1011 SS ASTM A1011 SS ASTM A1011 SS ASTM A1011 SS ASTM A1011 SS ASTM A1011 SS Çekme testi değerleri boyuna test numunelerine uygulanır. 30
 0,17 1,40 0,04 0,04-0,55 0,012 0,35 EN 10025-2 S235J2 0,17 1,40 0,03 0,03-0,55-0,35 EN 10025-2 S275JR 0,21 1,50 0,04 0,04-0,55 0,012 0,40 EN 10025-2 S275J2 0,18 1,50 0,03 0,03-0,55-0,40 EN")
32 B.3 Kimyasal ve Mekanik Tablo - RP EN (2-4) KİMYASAL KOMPOZİSYON (%) C Mn P max S Si Cu N CE(IIW) (1) Standart Kalite EN S235JR 0,17 1,40 0,04 0,04-0,55 0,012 0,35 EN S235JR (Cu) 0,17 1,40 0,04 0,04-0,55 0,012 0,35 EN S235J2 0,17 1,40 0,03 0,03-0,55-0,35 EN S275JR 0,21 1,50 0,04 0,04-0,55 0,012 0,40 EN S275J2 0,18 1,50 0,03 0,03-0,55-0,40 EN S355JR 0,24 1,60 0,04 0,04 0,55 0,55 0,012 0,45 EN S355J2 0,20 1,60 0,03 0,03 0,55 0,55-0,45 EN S355J0 0,20 1,60 0,03 0,03 0,55 0,55 0,012 0,45 Max. C eşdeğeri (CE), % Si için % 0.02, % Si 0.25 için % 0.01 artırılır. C eşdeğeri, % CE (IIW) = C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 formülüne göre hesaplanır. S235JR (Cu) için % Cu: 0,25-0,35 içerir. KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P S Cu N (1) CE (IIW) (2) EN S235JRC 0,17 1,40 0,035 0,035 0,55 0,012 0,35 Çeliğin kimyasal bileşiminde min. % Al olduğu takdirde, N üst sınır değeri uygulanmaz. C eşdeğeri, % CE (IIW) = C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 formülüne göre hesaplanır. KİMYASAL KOMPOZİSYON (%) P S N (1) Standart Kalite EN E295 0,045 0,045 0,012 EN E335 0,045 0,045 0,012 Çeliğin kimyasal bileşiminde min. % Al olduğu takdirde, N üst sınır değeri uygulanmaz. 31
 d 16 d>16 EN 10025-4 S275M 0,13 1,5 0,030 0,025 0,50 0,020 0,30 0,55 0,10 0,30 0,05 0,05 0,08 0,015 0,34 0,34 EN 10025-4 S355M 0,14 1,6 0,030 0,025 0,50 0,020 0,30 0,55 0,10 0,50")
33 B.3 Kimyasal ve Mekanik Tablo - RP EN (2-4) KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P P Si Al (1) Cr Cu Mo Ni Nb Ti V N CEV(IIW) (2)(3) Max. d (kalınlık, mm) d 16 d>16 EN S275M 0,13 1,5 0,030 0,025 0,50 0,020 0,30 0,55 0,10 0,30 0,05 0,05 0,08 0,015 0,34 0,34 EN S355M 0,14 1,6 0,030 0,025 0,50 0,020 0,30 0,55 0,10 0,50 0,05 0,05 0,10 0,015 0,39 0,39 EN S420M 0,16 1,7 0,030 0,025 0,50 0,020 0,30 0,55 0,20 0,80 0,05 0,05 0,12 0,025 0,43 0,45 EN S460M 0,16 1,7 0,030 0,025 0,60 0,020 0,30 0,55 0,20 0,80 0,05 0,05 0,20 0,025 0,45 0,46 Çeliğin kimyasal bileşiminde yeterli miktarda N bağlayıcı elementler olduğu takdirde, min. Al değeri uygulanmaz. Max. C eşdeğeri (CEV), % Si için % 0.02, % Si 0.25 için % 0.01 artırılır. C eşdeğeri, CEV (IIW) % = C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 formülüne göre hesaplanır. MEKANİK ÖZELLİKLER Standart Kalite (2) Re N/mm 2 Rm (1)N/mm2 d(kalınlık, mm) <3,00 3 6,00 >1 1.5 A (%) min. d(kalınlık, mm) EN S235JR EN S235JR (Cu) EN S235J EN S235JR EN S275JR EN S275J EN S355JR EN S355J EN S355J Çekme testi değerleri enine test numunelerine uygulanır. JR notasyonu içeren kaliteler AR olarak üretilir. >1.5 2 A80 >2 2.5 >2.5 <6 32

34 B.3 Kimyasal ve Mekanik Tablo - RP EN (2-4) MEKANİK ÖZELLİKLER Re N/mm 2 A 80 (min) Rm (1) N/mm 2 >1 >1.5 >2 >2.5 Standart Kalite <6,0 EN S235JRC Çekme testi değerleri enine test numunelerine uygulanır. JR kalite notasyonu içeren kaliteler AR olarak üretilir. MEKANİK ÖZELLİKLER Re N/mm 2 (min) Rm (1) N/mm 2 d (kalınlık, mm) <3 3 6,00 >1 1.5 A (%) (min.) d (kalınlık, mm) A80 >1.5 >2 > ,00 Standart Kalite EN E EN E Çekme testi değerleri enine test numunelerine uygulanır. MEKANİK ÖZELLİKLER Re N/mm Standart Kalite (min) 2 Rm N/mm 2 A 5 (%) Min. EN S275M EN S355M EN S420M EN S460M Çekme testi değerleri enine test numunelerine uygulanır. 33
35 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart C Malzeme Çelik Tipi Kalitesi EN DP600 (Dual faz ferritmartenzit) Mn P S Si Al Ni Cu+Cr+Ni 0,12 1,40 0,085 0,008 0,50 0,020-0,060 0,009 1,30 EN DP800 (Dual faz ferritmartenzit) 0,18 2,50 0,080 0,015 0,80 0,015-2,00 0,009 1,30 Cr % 0.90 olmalıdır. Nb % 0.09, Sn % 0.02 ve Ti % 0.22 ile sınırlandırılmış olup Nb + Ti + V toplamı % 0.22 olmalıdır. MEKANİK ÖZELLİKLER Çekme Rm Uzama (%) Standart Testi Re Numune N/mm 2 N/mm 2 Malzeme Çelik Tipi min. A Kalitesi Yönü 80 % min. EN DP600 (Dual faz ferritmartenzit) Boyuna EN DP800 (Dual faz ferritmartenzit) Boyuna ,
36 B.3 Kimyasal ve Mekanik Tablo - RP ASTM A53 Kimyasal Bileşim (%) KİMYASAL KOMPOZİSYON (%) C Standart Kalite Mn P S ASTM A53 A 0,25 0,95 0,050 0,045-0,40 0,40 0,40 0,15 0,08 Cu+Ni+Cr+Mo+V elementlerinin toplamı % 1.00 olmalıdır. Si Cu (1) Ni (1) Cr (1) Mo (1) V (1) MEKANİK ÖZELLİKLER Standart Kalite Re N/mm 2 min. Rm (1) N/mm 2 min. A50 % min. ASTM A53 A * (2) Çekme testi değ erleri boyuna test numunelerine uygulanır. A50( % ) = 1940 S00.2 / U 0.9 ( S0:Kesit alanı,mm2 ; U:Minimum çekme mukavemeti, N/mm2 ) Belirtilen uzama değeri, kalınlığı 4.57 mm ve daha kalın olan ürünlerde uygulanır. Kalınlığı 4.57 mm ince ürünler için % uzama = 2.40 d+12 formülü kullanılır. 35
37 B.3 Kimyasal ve Mekanik Tablo - RP ASTM A36 KİMYASAL KOMPOZİSYON (%) C Standart Kalite Mn P S Si ASTM A36 A 36 0,25 0,80-1,20 0,040 0,050 0,40 Standartta belirtilen C değerindeki her % 0.01 azalmaya karşılık; Mn değeri % 1.35 olmak koşuluyla,tabloda belirtilen Mn değeri %0.06 artırılabilir. MEKANİK ÖZELLİKLER Standart Kalite Re N/mm 2 min. Rm (1) N/mm 2 min. A50 % min. ASTM A36 A Çekme testi değerleri enine test numunelerine uygulanır. 36
38 B.3 Kimyasal ve Mekanik Tablo - RP API 5CT KİMYASAL KOMPOZİSYON (%) Standart Spesifikasyon Seviyesi Kalite C Mn P S Si Al Nb Cr V Ti B API 5CT PSL1 J ,030 0, MEKANİK ÖZELLİKLER Standart Kalite Kalite Re N/mm 2 (1) Rm N/mm 2 min. A 50 % min. API 5CT PSL1 J * (1) A50 (%) = 1944 S0 0.2 / U0.9 (S0: Kesit alanı, mm²; U: Çekme dayanımı, N/mm²) 37
39 B.3 Kimyasal ve Mekanik Tablo - RP JIS G3125 KİMYASAL KOMPOZİSYON (%) Standart Kalite C Si Mn P S Cu Cr JIS G 3125 SPA-H 0,12 0,20-0,75 0,60 0,070-0,150 0,035 0,25-0,55 0,30-1,25 0,65 Ni MEKANİK ÖZELLİKLER Malzeme Kalınlığı Standart Kalite (d) Re N/mm 2 min. Rm (1) N/mm 2 min. A50 % min. JIS G 3125 SPA-H d Çekme testi değerleri boyuna test numunelerine uygulanır. 38
 % 0.63 olmalıdır.")
40 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P S EN Mn6 0,26-0,32 1,30-1,60 0,030 0,020 0,25-0,40 0,020-0,080 0,010 Mekanik test yapılmaz. % (Cr+Mo+Ni) % 0.63 olmalıdır. Si Al N EN KİMYASAL KOMPOZİSYON (%) C Standart Kalite Mn P S Si B EN MnB5 Özel 0,17-0,23 1,10-1,40 0,025 0,035 0,40 0,0008-0,0050 EN MnB5 Özel 0,27-0,33 1,15-1,45 0,025 0,035 0,40 0,0008-0,0050 Mekanik test yapılmaz ppm Ca içermektedir. 39
41 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart (1) Kalite C Si Mn min. EN P245NB 0,16 0,25 0,30 0,025 0,015 0,020 0,009 0,050 0,03 EN P265NB 0,19 0,25 0,40 0,025 0,015 0,020 0,009 0,050 0,03 EN P310NB 0,20 0,50 0,70 0,025 0,015 0,020 0,009 0,050 0,03 EN P355NB 0,20 0,50 0,70 0,025 0,015 0,020 0,009 0,050 0,03 P S Al min. Bu standart BS1, BS2, BS3, BS4 kalitelerinin yerine geçen NF EN standardının karşılığıdır. (Al / N) 2.2 ise veya Nb ve Ti ilaveleri yapılmışsa, N miktarı % olabilir. N (2) Nb Ti MEKANİK ÖZELLİKLER Re N/mm 2 Rm (1) A (%) Standart Kalite min. N/mm 2 d<3 A80 3 d 5 A50 EN P245NB EN P265NB EN P310NB EN P355NB Çekme testi değerleri enine test numunelerine uygulanır. 40
42 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P S EN S315MC 0,12 1,30 0,025 0,02 0,50 0,015 0,09 0,15 0, EN S355MC 0,12 1,50 0,025 0,02 0,50 0,015 0,09 0,15 0, EN S420MC 0,12 1,60 0,025 0,015 0,50 0,015 0,09 0,15 0, EN S460MC 0,12 1,60 0,025 0,015 0,50 0,015 0,09 0,15 0, EN S500MC 0,12 1,70 0,025 0,015 0,50 0,015 0,09 0,15 0, EN S550MC 0,12 1,80 0,025 0,015 0,50 0,015 0,09 0,15 0, Si EN S600MC 0,12 1,90 0,025 0,015 0,50 0,015 0,09 0,22 0,20 0,50 0,005 EN S650MC 0,12 2,00 0,025 0,015 0,60 0,015 0,09 0,22 0,20 0,50 0,005 EN S700MC 0,12 2,10 0,025 0,015 0,60 0,015 0,09 0,22 0,20 0,50 0,005 Nb + Ti + V % 0,22 Al min. Nb (1) Ti (1) V (1) Mo B MEKANİK ÖZELLİKLER Re A (%) N/mm 2 Rm (1) Standart Kalite min. N/mm 2 d<3 A80 d 3 A5 min. min. EN S315MC EN S355MC EN S420MC EN S460MC EN S500MC EN S550MC EN S600MC EN S650MC EN S700MC Çekme testi değerleri boyuna test numunelerine uygulanır. 41
43 B.3 Kimyasal ve Mekanik Tablo - RP ABS - P2 KİMYASAL KOMPOZİSYON (%) C Standart Kalite Mn min. P S Si ABS - P2 A 0,21 2,5 x C 0,035 0,035 0,50 - Al min. ABS - P2 B 0,21 0,80 0,035 0,035 0,35 - ABS - P2 D 0,21 0,60 0,035 0,035 0,35 - ABS - P2 E 0,18 0,70 0,035 0,035 0,35 0,02 C+(Mn/6) % 0.40 olmalıdır. MEKANİK ÖZELLİKLER A (%) Re N/mm 2 Rm (1) min. min. N/mm 2 Standart Kalite d 5 5 < d 10 ABS - P2 A ABS - P2 B ABS - P2 D ABS - P2 E Çekme testi değerleri enine test numunelerine uygulanır. 42
44 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) C Standart Kalite Si Mn P S Al (1) min. Cr Cu Mo Nb (1) Ni Ti V (1) ABS - P2 AH32 0,180 0,50 0,90-1,60 0,035 0,035 0,020 0,20 0,35 0,08 0,02-0,05 0,40 0,02 0,05-0,10 ABS - P2 DH32 0,180 0,50 0,90-1,60 0,035 0,035 0,020 0,20 0,35 0,08 0,02-0,05 0,40 0,02 0,05-0,10 Al, Nb ve V elementlerinden sadece birinin kullanılması halinde, tabloda belirtilen kimyasal limitler uygulanacaktır. MEKANİK ÖZELLİKLER Re A (%) N/mm 2 Rm (1) min. min. N/mm 2 Standart Kalite d 5 5 < d 10 ABS - P2 AH ABS - P2 DH Çekme testi değerleri enine test numunelerine uygulanır. 43
45 B.3 Kimyasal ve Mekanik Tablo - RP EN KİMYASAL KOMPOZİSYON (%) C Standart Kalite Si Mn P S Al (1) min. ABS - P2 AH36 0,18 0,50 0,90-1,60 0,035 0,035 0,020 0,20 0,35 0,08 0,02-0,05 0,40 0,02 0,05-0,10 ABS - P2 DH36 0,18 0,50 0,90-1,60 0,035 0,035 0,020 0,20 0,35 0,08 0,02-0,05 0,40 0,02 0,05-0,10 Cr Cu Al, Nb ve V elementlerinden sadece birinin kullanılması halinde, tabloda belirtilen kimyasal limitler uygulanacaktır. Mo Nb (1) Ni Ti V (1) MEKANİK ÖZELLİKLER Re N/mm 2 Rm (1) A (%) min. Standart Kalite min. N/mm 2 d 5 5 < d 10 ABS - P2 AH ABS - P2 DH Çekme testi değerleri enine test numunelerine uygulanır. 44
46 B.4 Toleranslar - RP Kalınlık Toleransları Tablo - 1 Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 ± 0,13 ± 0,14 ± 0,16 >2,00 2,50 ± 0,14 ± 0,16 ± 0,17 >2,50 3,00 ± 0,15 ± 0,17 ± 0,18 >3,00 4,00 ± 0,17 ± 0,18 ± 0,20 >4,00 5,00 ± 0,18 ± 0,20 ± 0,21 >5,00 6,00 ± 0,20 ± 0,21 ± 0,22 DD11, DD11(Cu), DD12, DD13, DD14 Tablo - 2 Kalınlık Toleransları Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 ± 0,17 ± 0,19 ± 0,21 >2,00 2,50 ± 0,18 ± 0,21 ± 0,23 >2,50 3,00 ± 0,20 ± 0,22 ± 0,24 >3,00 4,00 ± 0,22 ± 0,24 ± 0,26 >4,00 5,00 ± 0,24 ± 0,26 ± 0,28 >5,00 6,00 ± 0,26 ± 0,28 ± 0,29 S235JR, S235JR(Cu), S235JRC, S235J2, S275JR, S275J2, S275M, S355M, S420M, S460M, 1006, 1008, 1010, 1012, 1015, ABS-A, ABS-B, ABS-D, ABS-E, P245NB, P265NB, E295, P235GH, P265GH, P295GH, P355GH, ASTM A53 Gr.A, ASTM A36 A36, ASTM A516 55, ASTM A516 60, SS30, SS33, SS36, SS40, DP600, DP800 Kalınlık Toleransları Tablo - 3 Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 ± 0,20 ± 0,22 ±0,24 >2,00 2,50 ± 0,21 ± 0,24 ± 0,26 >2,50 3,00 ± 0,23 ± 0,25 ± 0,28 >3,00 4,00 ± 0,25 ± 0,28 ± 0,30 >4,00 5,00 ± 0,28 ± 0,30 ± 0,32 >5,00 6,00 ± 0,30 ± 0,32 ± 0,33 S355JR, S355J0, S355J2, S315MC, S355MC, P310NB, E335, ABS-AH32, ABS-DH32, ABS-AH36, ABS-DH36, ASTM A656 50Type 3, SS45, SS50, SPA-H, 1045 Kalınlık Toleransları Tablo - 4 Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 ± 0,22 ± 0,25 ± 0,27 >2,00 2,50 ± 0,23 ± 0,27 ± 0,30 >2,50 3,00 ± 0,26 ± 0,29 ± 0,31 >3,00 4,00 ± 0,29 ± 0,31 ± 0,34 >4,00 5,00 ± 0,31 ± 0,34 ± 0,36 >5,00 6,00 ± 0,34 ± 0,36 ± 0,38 S420MC, S460MC, ASTM A Type 3, J55 45
47 B.4 Toleranslar - RP Kalınlık Toleransları Tablo - 5 Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 ± 0,24 ± 0,27 ± 0,29 >2,00 2,50 ± 0,25 ± 0,29 ± 0,32 >2,50 3,00 ± 0,28 ± 0,31 ± 0,34 >3,00 4,00 ± 0,31 ± 0,34 ± 0,36 >4,00 5,00 ± 0,34 ± 0,36 ± 0,39 >5,00 6,00 ± 0,36 ± 0,39 ± 0,41 S500MC, S550MC, S600MC, S650MC, S700MC, 28Mn6, 20MnB5, 30MnB5 Genel Hususlar Kenarları kesilmiş ürünlerde kalınlık ölçümü, kenardan minimum 25 mm içeriden ve herhangi bir noktadan yapılır. Kenarları kesilmemiş ürünlerde kalınlık ölçümü, kenardan minimum 40 mm içeriden ve herhangi bir noktadan yapılır. Bobin boyunca maksimum kalınlık değişimi Tablo - 6 Nominal Kalınlık TOLERANS (mm) (t) (mm) GENİŞLİK (mm) 1200 > >1500 1,50 2,00 0,20 0,24 0,28 >2,00 3,00 0,22 0,27 0,33 >3,00 4,00 0,28 0,32 0,40 >4,00 6,00 0,28 0,32 0,40 Tablo - 7 NOMİNAL GENİŞLİK (mm) Genişlik Toleranslari Kenarları Kesilmiş TOLERANS (mm) Kenarları Kesilmemiş ALT ÜST ALT ÜST > Kenarları kesilmiş ürünlerde kalınlık ölçümü, kenardan minimum 25 mm içeriden ve herhangi bir noktadan yapılır. Özel kalınlık toleransı değerleri sipariş aşamasında belirtilmelidir. Bobin boyunca kalınlık değişimi kademeli olmalı, kesintili olmamalıdır. Soğuk haddelemeye uygun sıcak haddelenmiş çelik kaliteleri için bobin boyunca maksimum kalınlık değişimi değerleri Tablo 6 da verilmiştir. 46
, DD12, DD13, DD14, S235JR, S235JR(Cu), S235JRC, S235J2, S275JR, S275J2, S275M, S355M, S420M, S460M, 1006, 1008, 1010, 1012, 1015, ABS-A, ABS-B,")
48 B.4 Toleranslar - RP Yüzey düzgünlüğü Toleransları Tablo - 8 Kalınlık Normal Toleranslar (mm) Dar Toleranslar (mm) Genişlik (mm) Genişlik (mm) 1200 >1200 >1200 > >1500 1,50 2, >2,00 6, DD11, DD11(Cu), DD12, DD13, DD14, S235JR, S235JR(Cu), S235JRC, S235J2, S275JR, S275J2, S275M, S355M, S420M, S460M, 1006, 1008, 1010, 1012, 1015, ABS-A, ABS-B, ABS-D, ABS-E, P245NB, P265NB, E295, P235GH, P265GH, P295GH, P355GH, ASTM A53 Gr.A, ASTM A36 A36, ASTM A516 55, ASTM A516 60, SS30, SS33, SS36, SS40, DP600, DP800 Tablo - 9 Kalite S355JR, S355J0, S355J2, S315MC, S355MC, P310NB, E335, ABS-AH32, ABS-DH32, ABS-AH36, ABS-DH36, ASTM A656 50Type 3, SS45, SS50, SPA-H, 1045 Tolerans (mm) Genişlik (mm) > > S420MC, S460MC, ASTM A Type 3, J55 S500MC, S550MC, S600MC, S650MC, S700MC, 28Mn6, 20MnB5, 30MnB Sipariş aşamasında görüşülerek kararlaştırılır. Yüzey düzgünlüğü toleransı, düzgün bir yüzey üzerine yerleştirilen sac veya levhanın alt yüzeyi ile düzgün yüzey arasındaki maksimum kabul edilebilir uzaklıktır. 47
49 B.5 Üretim Limitleri RP GEN L K GEN L K KALINLIK (mm) < KALINLIK (mm) < ,45-1,49 3,01-3,49 1,50 3,50 1,51-1,79 3,51-3,99 1,80 4,00 1,81-1,99 4,01-4,49 2,00 4,50 2,01-2,19 4,51-4,99 2,20 5,00 2,21-2,49 5,01-5,49 2,50 5,50 2,51-2,99 5,51-5,99 3,00 6,00 DD11, DD11(Cu), DD12, DD13, DD14 KALİTELER S235JR, S235JR(Cu), S235JRC, S235J2, S275JR, S275J2, S275M, S355M, S420M, S460M, 1006, 1008, 1010, 1012, 1015, ABS-A, ABS-B, ABS-D, ABS-E, P245NB, P265NB, E295, P235GH, P265GH, P295GH, P355GH, ASTM A53 Gr.A, ASTM A36 A36, ASTM A516 55, ASTM A516 60, SS30, SS33, SS36, SS40, DP600, DP800 S355JR, S355J0, S355J2, S315MC, S355MC, P310NB, E335, ABS-AH32, ABS-DH32, ABS-AH36, ABS-DH36, ASTM A656 50Type 3, SS45, SS50, SPA-H, 1045 S420MC, S460MC, ASTM A Type 3, J55 S500MC, S550MC, S600MC, S650MC, S700MC, 28Mn6, 20MnB5, 30MnB5 48

50 C. Soğuk Haddelenmiş Ürünler - CR C.1 SOĞUK HADDELENMİŞ ÇELİKLER GENEL BİLGİ -CR Sıcak haddelenmiş ve asitlenmiş çelikleri haddelenmesi ile elde edilen ürünlerdir. 0,23-3,00 mm kalınlık aralığında üretim yapılabilir. Soğuk haddelenmiş ürünler endüstriyel alanda faaliyet gösteren müşterilerimiz farklı ve beklenti ve isteklerini karşılayabilmektedir. Soğuk haddelenmiş düşük karbonlu çelikler; Otomotiv sektörü, beyaz eşya, radyatör, havalandırma ekipmanları imalatı gibi mukavemet, tokluk ve sünekliğin bir arada olduğu alanlarda kullanılır. Bu gruptaki malzemeler sıcak daldırma galvaniz, fosfatlama, boyama, elektrolitik kaplamalar gibi işlemlere de uygundur. Düşük alaşımlı yüksek mukavemetli çelikler düşük karbonlu çeliklere göre daha yüksek mukavemet ve darbe direncine sahiptirler. Bu özellikleri nedeniyle otomotiv sanayinde destek ve bağlantı elemanları imalatında kullanılırlar. Ayrıca sahip oldukları yüksek mukavemet değerleri nedeniyle daha ince kalınlıklarda kullanılabilirler. Bu özellikleri ile yapılarda hafiflik ve tasarruf sağlarlar. Derin çekilebilirlilk özelliklerine sahip emaye çelikleri, haddeleme sonrası tek veya çift katman kaplama ve pişirme işlemlerine uygundur. Bu malzemeler tencere, mini fırın ve ızgaraları vb. imalatlarda kullanılabilir. Teknik Bilgiler Ürünler: Soğuk haddelenmiş ürünlerimiz aşağıda belirtilen şekil ve yapıda üretilebilir. Tavlanmış veya Full-Hard (Tam sert) formunda verilir. Rulo (Kenarları kesilmiş veya Kesilmemiş halde) Dilinmiş rulo Boya kesilmiş şekilde (Kenarları kesilmiş veya Kesilmemiş halde) Ölçüler: Aksi belirtilmedikçe kalınlık, genişlik ve uzunluk değerleri nominaldir. Bobin iç çapı isteğe bağlı olarak 508 veya 610 mm (±10 mm) olabilir. 49

51 C. Soğuk Haddelenmiş Ürünler - CR C.1 SOĞUK HADDELENMİŞ ÇELİKLER GENEL BİLGİ -CR Yüzey Koruma: Yağlama (O) : Ürün yüzeyinde koruyucu yağ aşağıdaki oranlarda bulunmaktadır (toplam iki yüzey). Aksi belirtilmedikçe normal yağlama değerleri uygulanır. Özel, az yağlı, ağır yağlı talepler görüşmeye tabi olarak kabul edilebilir. Az Yağlı : 800 mg/m2 Normal Yağlı : 1600 mg/m2 Ağır Yağlı : 2400 mg/m2 En az normal yağlı seviyede yüzeyi korunmuş olan soğuk ürünlerde korozyon oluşmama garanti suresi hazır bildirim tarihinden itibaren 6 aydır. GAZİ METAL, yüzeyi yağsız veya normalden az yağlı soğuk ürün önermemektedir. Yüzey korumasız veya az yağlı ürün talep edilmesi durumunda, yüzeyde oluşabilecek korozyon riskinden GAZİ METAL sorumlu olmayacaktır. GAZİ METAL kaynaklı olmayan stoklama ve sevkiyat nedeniyle oluşabilecek korozyon riskinden GAZİ METAL sorumlu değildir. Yüzey Kalitesi: EN standardına göre A yüzey kalitesi sağlanır. A yüzey: Gözenek, hafif batık, küçük izler, minör çizikler ve hafif renklenme gibi şekillendirmeyi ve yüzey kaplamayı etkilemeyecek kusurlara müsaade edilir. Yüzey görünümü Ürün yüzeyi parlak, yarı-parlak, normal veya pürüzlü görünümde olabilir. Aksi belirtilmedikçe ürün yüzeyi normal görünümdedir. Diğer pürüzlük değerleri görüşmeye tabidir. 50
52 C. Soğuk Haddelenmiş Ürünler - CR C.1 SOĞUK HADDELENMİŞ ÇELİKLER GENEL BİLGİ -CR Yüzey görünümü ve pürüzlük değerleri: Yüzey Görünümü Parlak Yarı Parlak Normal Pürüzlü Sembol Pürüzlük Değeri Cut Off: 0.8 mm b Ra 0.40 µm g Ra 0.90 µm m 0.6 µm < Ra 1.9 µm r Ra > 1,6 µm Kaynaklanabilirlik: Soğuk ürünlerimiz standart kaynak proseslerine uygundur. Yüzey kaplamaya uygunluk: Soğuk ürünlerimiz çoğunlukla, sıcak daldırma veya elektrolitik yöntemlerle metalik veya organik kaplama veya diğer kaplama yöntemlerine uygun olarak tasarlanır. 51
 ASTM A366 CR CQ JIS G3141 SPCC 3 EN 10130 DC03 ASTM A1008 CS Tip B")
53 C. Soğuk Haddelenmiş Ürünler - CR C.2 KALİTE DİZİNİ - CR No Standart Kalite Amerikan Japon Sayfa 1 EN DC01 ASTM A1008 CS Tip B JIS G3141 SPCC 2 EN DC01 (Cu) ASTM A366 CR CQ JIS G3141 SPCC 3 EN DC03 ASTM A1008 CS Tip B JIS G3141 SPCD 4 EN DC04 ASTM A620 CD DDQAK JIS G3141 SPCEN 5 EN DC05 ASTM A1008 DDS 6 EN DC01EK 7 EN DC04EK ASTM A424 Tip 2 8 EN H260LA ASTM A1008 SS Gr.33 9 EN H300LA ASTM A1008 SS Gr EN H340LA ASTM A1008 HSLAS Gr.45 Class 2 11 EN H380LA ASTM A1008 HSLAS Gr.50 Class 2 12 EN H420LA ASTM A1008 HSLAS Gr.55 Class 2 13 SAE J ASTM A1008 CS Tip A 14 SAE J SAE J DIN 1623 S215Gv ASTM A1008 SS Gr JIS G 3125 SPA-C 52
54 C. Soğuk Haddelenmiş Ürünler - CR C.3 KİMYASAL VE MEKANİK TABLO CR EN KİMYASAL KOMPOZİSYON (%) C Mn P s Standart Kalite EN DC01EK EN DC04EK Ürünler yığın tavlama yöntemi ile üretilmektedir. MEKANİK ÖZELLİKLER Standart Kalite Re (3) N/ 2 mmmax Rm (1) N/ mm2 A 80 (4) (%) min. r (2) (%) min. Garanti Süreleri (6) Akma İzi Oluşmaması ve Mekanik Değerler EN DC01EK AY EN DC04EK AY Çekme testi değerleri enine test numunelerine uygulanır. r (ortalama) değeri, kalınlığı 0.5 mm ve üstünde olan malzemelere uygulanır. Akma dayanımı değ erleri, 0.5 mm < d 0.7 mm kalınlık aralığında 20 N/mm2 (2.0 kg/mm2); d 0.5 mm kalınlık aralığında ise 40 N/mm2 (4,1 kg/mm2) artırılır. % uzama değerleri; 0.5 mm < d 0.7 mm kalınlık aralığında 2 birim; d 0.5 mm kalınlık aralığında ise 4 birim azaltılır. Tasarım amaçlı kullanımlar için akma dayanımı minimum değeri 140 N/mm2 (14.3 kg/mm2) olarak kabul edilir. Tabloda belirtilen garanti süreleri, malzemenin üretildiği ve sevke hazır olduğu bildirildiği tarihte başlar. 53
55 C. Soğuk Haddelenmiş Ürünler - CR C.3 KİMYASAL VE MEKANİK TABLO CR SAE J403 KİMYASAL KOMPOZİSYON (%) Standart Kalite C Mn P S Si SAE J403 / ASTM A / CS Tip B SAE J403 / ASTM A / CS Tip B SAE J JIS G 3125 KİMYASAL KOMPOZİSYON (%) C Si max Mn P S Cu Cr Ni Standart Kalite JIS G 3125 SPA-C MEKANİK ÖZELLİKLER Standart Kalite Re N/mm 2 min Rm (1) N/ mm2 min A 50 (%) min. JIS G 3125 SPA-C Çekme testi değerleri boyuna test numunelerine uygulanır. 54
56 C. Soğuk Haddelenmiş Ürünler - CR C.3 KİMYASAL VE MEKANİK TABLO CR EN KİMYASAL KOMPOZİSYON (%) C Standart Kalite P S Mn EN DC01 0,12 0,05 0,05 0,60 EN DC01 (Cu) 0,12 0,05 0,05 0,60 EN DC03 0,10 0,04 0,04 0,45 EN DC04 0,08 0,03 0,03 0,40 EN DC05 0,06 0,03 0,03 0,35 DC01 (Cu) için % Cu = % MEKANİK ÖZELLİKLER Standart Kalite Re (2)(5) N/mm 2 Rm (1) A 80 (3) (%) min. r90 (4) min. EN DC EN DC EN DC ,30 - n90 (4) min. EN DC , EN DC , Çekme testi değerleri enine test numunelerine uygulanır. Akma dayanımı değerleri, 0.5 mm < d 0.7 mm kalınlık aralığında 20 N/mm 2 ;d 0.5 mm kalınlık aralığında ise 40 N/mm 2 artırılır. % uzama değerleri, 0.5 mm < d 0.7 mm kalınlık aralığında 2 birim; d 0.5 mm kalınlık aralığında ise 4 birim azaltılır. 90 ve n90 değerleri, kalınlığı 0.5 mm ve üstünde olan malzemelere uygulanır. Tasarım amaçlı kullanımlar için, akma dayanımı minimum değ eri 140 N/mm2 (14.3 kg/mm2) olarak kabul edilir. 55
57 C. Soğuk Haddelenmiş Ürünler - CR C.3 KİMYASAL VE MEKANİK TABLO CR EN KİMYASAL KOMPOZİSYON (%) C Standart Kalite Si Mn P EN HC260LA 0,10 0,50 0,60 0,025 0,025 0, ,15 EN HC300LA 0,10 0,50 1,00 0,025 0,025 0, ,090 0,15 EN HC340LA 0,10 0,50 1,10 0,025 0,025 0, ,090 0,15 EN HC380LA 0,10 0,50 1,60 0,025 0,025 0, ,090 0,15 EN HC420LA 0,10 0,50 1,60 0,025 0,025 0, ,090 0,15 Nb + Ti + V + B % S Al min. V B Nb (1) Ti (1) MEKANİK ÖZELLİKLER Standart Kalite Rp0.2/ReL N/ mm 2 Enine (1)(4) Boyuna (2)(4) Rm N/mm2 A80 (3) min. Re N/mm 2 Rm N/mm2 EN HC260LA EN HC300LA EN HC340LA EN HC380LA EN HC420LA Çekme testi değerleri enine test numunelerine uygulanır. A 80 (3) min. Talep edilmesi durumunda anlaşmaya bağlı olarak, çekme testi değerleri boyuna test numunelerine uygulanır. % uzama değeri, 0.5 mm < d 0.7 mm kalınlık aralığında olan ürünler için 2 birim azaltılır. Tabloda belirtilen mekanik özellikler, malzemenin üretildiği ve sevke hazır olduğu bildirildiği tarihten başlayarak 6 ay için garanti edilir. 56
 C Standart Kalite Mn P S DIN 1623 S215G 0,18 1,50 0,030 0,020 MEKANİK ÖZELLİKLER Standart Kalite Rp0.")
58 C. Soğuk Haddelenmiş Ürünler - CR C.3 KİMYASAL VE MEKANİK TABLO CR EN Soğuk Haddelenmiş Yapı Çelikleri KİMYASAL KOMPOZİSYON (%) C Standart Kalite Mn P S DIN 1623 S215G 0,18 1,50 0,030 0,020 MEKANİK ÖZELLİKLER Standart Kalite Rp0.2 / ReH N/mm 2 min. Rm (1) N/mm 2 A80 (%) min. DIN 1623 S215G Çekme testi değerleri enine test numunelerine uygulanır. Tabloda belirtilen mekanik özellikler, malzemenin üretildiği ve sevke hazır olduğu bildirildiği tarihten başlayarak 6 ay için garanti edilir. 57
59 C. Soğuk Haddelenmiş Ürünler - CR C.4 TOLERANSLAR - CR Kalınlık Toleransları Kalınlık Toleransları Kalınlık Toleransları Tablo-1 Minimum akma mukavemeti Re< 260 N/mm2 olan kaliteler için kalınlık toleransları Nominal Kalınlık (t) w Genişlik (w) (mm) Tolerans (mm) 1200<w w>150 0 ±0,03 ±0,04 ±0,05 0,40 < t 0,60 ±0,03 ±0,04 ±0,05 0,60 < t 0,80 ±0,04 ±0,05 ±0,06 0,80 < t 1,00 ±0,05 ±0,06 ±0,07 1,00 < t 1,20 ±0,06 ±0,07 ±0,08 1,20 < t 1,60 ±0,08 ±0,09 ±0,10 1,60 < t 2,00 ±0,10 ±0,11 ±0,12 2,00 < t 2,50 ±0,12 ±0,13 ±0,14 2,50 < t 3,00 ±0,15 ±0,15 ±0,16 Tablo-2 Minimum akma mukavemeti 260 < Re < 340 N/mm2 olan kaliteler için kalınlık toleransları Nominal Kalınlık (t) w Genişlik (w) (mm) Tolerans (mm) 1200<w w>150 0 t < 0,40 ±0,04 ±0,05 ±0,06 0,40 < t 0,60 ±0,04 ±0,05 ±0,06 0,60 < t 0,80 ±0,05 ±0,06 ±0,07 0,80 < t 1,00 ±0,06 ±0,07 ±0,08 1,00 < t 1,20 ±0,07 ±0,08 ±0,10 1,20 < t 1,60 ±0,09 ±0,11 ±0,12 1,60 < t 2,00 ±0,12 ±0,13 ±0,14 2,00 < t 2,50 ±0,14 ±0,15 ±0,16 2,50 < t 3,00 ±0,17 ±0,18 ±0,18 Tablo-3 Minimum akma mukavemeti 340 < Re < 420 N/mm2 olan kaliteler için kalınlık toleransları Nominal Kalınlık (t) w Genişlik (w) (mm) Tolerans (mm) 1200<w w>150 0 t < 0,40 ±0,04 ±0,05 ±0,06 0,40 < t 0,60 ±0,05 ±0,06 ±0,07 0,60 < t 0,80 ±0,06 ±0,07 ±0,08 0,80 < t 1,00 ±0,07 ±0,08 ±0,10 1,00 < t 1,20 ±0,09 ±0,10 ±0,11 1,20 < t 1,60 ±0,11 ±0,12 ±0,14 1,60 < t 2,00 ±0,14 ±0,15 ±0,17 2,00 < t 2,50 ±0,16 ±0,18 ±0,19 2,50 < t 3,00 ±0,20 ±0,20 ±0,21 58
60 C. Soğuk Haddelenmiş Ürünler - CR C.4 TOLERANSLAR - CR Genişlik Toleransları Yüzey düzgünlüğü Toleransları Tablo-4 Nominal Genişlik (w) GenişlikTolerans (mm) Alt Üst Tablo-5 Minimum akma mukavemeti Re < 260 N/mm2 olan kaliteler için yüzey düzgünlüğü toleransı 600 < w < w w > Nominal Genişlik (w) Nominal kalınlık t İçin dalga yüksekliği t<0,7 0,7<t<1,2 t>1,2 w < w < w < w Tablo-6 Minimum akma mukavemeti 260 < Re < 340 N/ mm2 olan kaliteler için yüzey düzgünlüğü toleransı Nominal Genişlik (w) Nominal kalınlık t İçin dalga yüksekliği t<0,7 0,7<t<1,2 t>1,2 600 w < w < w
61 C. Soğuk Haddelenmiş Ürünler - CR C.5 ÜRETİM LİMİTLERİ - CR GEN L K GEN L K KALINLIK (mm) < KALINLIK (mm) < ,20-0,24 0,71-0,79 0,25 0,80 0,26-0,29 0,81-0,89 0,30 0,90 0,31-0,34 0,91-0,99 0,35 1,00 0,36-0,39 1,01-1,19 0,40 1,20 0,41-0,44 1,21-1,49 0,45 1,50 0,46-0,49 1,51-1,79 0,50 1,80 0,51-0,54 1,81-1,99 0,55 2,00 0,54-0,59 2,01-2,49 0,60 2,50 0,61-0,69 2,51-2,99 0,70 3,00 KALİTELER DC01, DC01 (Cu), DC03, DC04, DC05, DC01EK, DC04EK, H260LA,H300LA, H340LA, H380LA, H420LA, 1006, 1008, 1045, S215G, SPA-C, 60
62 D. Silisli Saclar NGO - S D.1 SİLİSLİ SACLAR GENEL BİLGİLER Kimyasal kompozisyonunda belirli oranlarda silisyum ihtiva eden çeliklerdir. Manyetik özellikli olup elektrik motorları imalatı, transformatör, jeneratör ve trafo sanayi ana girdilerindendir. Teknik Bilgiler Ürünler: Elektrik çelikleri aşağıda belirtilen şekil ve yapıda üretilebilir. Yarı işlenmiş (NGO-S) formunda verilir. Rulo Dilinmiş rulo Boya kesilmiş şekilde Ölçüler: Aksi belirtilmedikçe kalınlık, genişlik ve uzunluk değerleri nominaldir. Bobin iç çapı isteğe bağlı olarak 508 veya 610 mm (±10 mm) olabilir. Yüzey Kalitesi : EN standardına göre A yüzey kalitesi sağlanır. A yüzey: Gözenek, hafif batık, küçük izler, minör çizikler ve hafif renklenme gibi şekillendirmeyi ve yüzey kaplamayı etkilemeyecek kusurlara müsaade edilir. Yüzey Görünümü : Ürün yüzeyi parlak, yarı-parlak, normal veya pürüzlü görünümde olabilir. Aksi belirtilmedikçe ürün yüzeyi normal görünümdedir. Diğer pürüzlük değerleri görüşmeye tabidir. Yüzey görünümü ve pürüzlük değerleri: Yüzey Görünümü Sembol Pürüzlük Değeri Cut Off: 0.8 mm Parlak Yarı Parlak Normal Pürüzlü b Ra 0.40 µm g Ra 0.90 µm m 0.6 µm < Ra 1.9 µm r Ra > 1,6 µm 61

63 D. Silisli Saclar NGO - S D.2 KALİTE DİZİNİ No Standart Kalite 1 EN M340-50K 2 EN M390-50K 3 EN M450-50K 4 EN M560-50K 5 EN M660-50K 6 EN M890-50K 7 EN M K 8 EN M390-65K 9 EN M450-65K 10 EN M520-65K 11 EN M630-65K 12 EN M800-65K 62
64 D. Silisli Saclar NGO - S D.3 KİMYASAL VE MEKANİK TABLO NGO - S / NGO EN NGO - S Çelik kalitesi Anma kalınlığı mm Referans ısıl işlem sıcaklığı ºC (± 10 ºC) 1,5 T de azami özgül toplam kayıp W/kg Bir manyetik alan şiddeti için değişken bir manyetik alanda asgari manyetik kutuplama T Çelik adı Çelik no 50 Hz 60 Hz (2) 2500 A/m 5000 A/m A/m M K 1,0841 Yoğunluk (1) kg/dm ,40 4,32 1,54 1,62 1,72 7,65 M390-50K 1, ,90 4,97 1,56 1,64 1,74 7,70 M450-50K 1, ,50 5,67 1,57 1,65 1,75 7,75 M560-50K 1,0844 0, ,60 7,03 1,58 1,66 1,76 7,80 M660-50K 1, ,60 8,38 1,62 1,70 1,79 7,85 M890-50K 1, ,90 11,30 1,60 1,68 1,78 7,85 M K 1, ,50 13,34 1,57 1,65 1,77 7,85 M390-65K 1, ,90 5,07 1,54 1,62 1,72 7,65 M450-65K 1, ,50 5,86 1,56 1,64 1,74 7,70 M520-65K 1,0848 0, ,20 6,72 1,57 1,65 1,75 7,75 M630-65K 1, ,30 8,09 1,58 1,66 1,76 7,80 M800-65K 1, ,00 10,16 1,62 1,70 1,79 7,85 Sipariş sırasında başka değerler üzerinde anlaşmaya varılabilir. Sadece bilgi için. 63
65 D. Silisli Saclar NGO - S D.4 TOLERANSLAR Kalınlık Toleransları Genişlik Toleransları Nominal Kalınlık (t) Kalınlık Toleransı (mm) Kalınlık Farkı (Hadde yönüne göre) mm w>150 Dik Paralel 0,50 ±0,04 0,02 0,04 0,65 ±0,05 0,03 0,05 Dilinmiş malzemelerde genişlik ölçümü en az 40 mm içeriden yapılır. Rulo malzemelerde genişlik ölçümü en az 50 mm içeriden yapılır. Nominal Genişlik (w) Dilinmiş GenişlikTolerans (mm) Rulo GenişlikTolerans (mm) Alt Üst Alt Üst w , < w , < w , < w ,00 0 5, < w ,50 0 5,00 Siparişte varılan anlaşmayla, anma genişliği toleranslarının negatif değerler olmasına karar verilebilir. Anma genişlikleri > 1250 mm teslim edilebilir. Bu durumda toleransa siparişte karar verilmelidir 64
66 D. Silisli Saclar NGO - S D.5 ÜRETİM LİMİTLERİ NGO ELEKTRİK ÇELİKLER İÇİN ÜRETİM LİMİTLERİ 0,5 < Si % < 1,3 1,3 < Si % < 1,60 GENİŞLİK mm GENİŞLİK mm KALINLIK (mm) ,50 0,65 KALINLIK (mm) KALİTELER 0,5 M340 M390 M450 M560 M660 M890 M1050 0,65 M390 M450 M520 M630 M800 65



67 E. Çelik Servis Merkezi İNCE KESİM HATTI DİLME HATTI İnce Kesim Boy Hattı: Rulo sacların levha olarak müsterilerin talep ettiği özel boylara kesildiği üretim hattıdır. Dilme Hattı: Rulo saçların dairesel bıçaklarla dilindiği üretim hattıdır. Üretim Kapasitesi ton/ yıl Üretim Kapasitesi ton/yıl Max Rulo Ağırlığı 25 ton Max Rulo Ağırlığı 25 ton Rulo İç Çapı Max Rulo Dış Çapı mm 1700 mm Rulo İç Çapı Max Rulo Dış Çapı mm 1950 mm Saç Kalınlığı Saç Genişliği Kesme Uzunluğu Max Düzeltici Hızı Tolerans 0,3 2,5 mm mm 3500 mm 100 m/dak +- 0,5 mm Saç Kalınlığı Saç Genişliği Hızı 0,3-3,00 mm mm 200 m / dak KALIN KESİM BOY HATTI Kalın Kesim Boy Hattı: Rulo sacların levha olarak müsterilerin talep ettiği özel boylara kesildiği üretim hattıdır. Üretim Kapasitesi ton/yıl Max Rulo Ağırlığı 25 ton Rulo İç Çapı mm Max Rulo Dış Çapı 1950 mm Saç Kalınlığı Saç Genişliği 2-10 mm mm Kesme Uzunluğu Max Düzeltici Hızı Tolerans mm 25 m/dak +- 0,5 mm 66


68 F. Paketleme ve Etiketleme F.1 RULO PAKETLEME VE ETİKETLEME F.1.1 SICAK HADDELENMİŞ, ASİTLENMİŞ VE YAĞLANMIŞ ÜRÜNLER ÜRÜN KODU RULO ÜRÜNLER RP RPKK TRP TRPKK Sıcak haddelenmiş, asitlenmiş, kenarları kesilmiş rulo Sıcak haddelenmiş, asitlenmiş, kenarları kesilmemiş rulo Sıcak haddelenmiş, asitlenmiş,temperlenmiş kenarları kesilmiş rulo Sıcak haddelenmiş, asitlenmiş,temperlenmiş kenarları kesilmemiş rulo Polietilen laminasyonlu kraft kağıt ile sarıldıktan sonra gözden galvaniz köşebentler yerleştirilerek, gözden üç, çevreden iki adet çember ile çemberlenir. Deniz Aşırı Nakliyat Polietilen laminasyonlu kraft kağıt ve metal ambalaj (galvanizli sac) ile sarılır. İç göbeğe galvanizli sac ve alınlara plastik yan kapaklar konulur. Gözden galvaniz köşebentler yerleştirilerek gözden dört, çevreden üç adet çember ile çemberlenir. 67

69 F. Paketleme ve Etiketleme F.1 RULO PAKETLEME VE ETİKETLEME F.1.2.SOĞUK HADDELENMİŞ ÜRÜNLER ÜRÜN KODU RULO ÜRÜNLER CR CRKK CRF CRFKK Soğuk haddelenmiş rulo Soğuk haddelenmiş, kenarları kesilmemiş rulo Soğuk haddelenmiş, tavlanmamış rulo Soğuk haddelenmiş, tavlanmamış, kenarları kesilmemiş rulo Polietilen laminasyonlu kraft kağıt ile sarıldıktan sonra gözden galvaniz köşebentler yerleştirilerek, gözden üç, çevreden iki adet çember ile çemberlenir. Deniz Aşırı Nakliyat Polietilen laminasyonlu kraft kağıt ve metal ambalaj ile tamamen sarılarak iç göbeğe galvanizli sac ve alınlara mavi renkli plastik yan kapaklar yerleştirilir. Gözden ve kenarlardan galvaniz köşebentler yerleştirilerek çemberlenir. 68

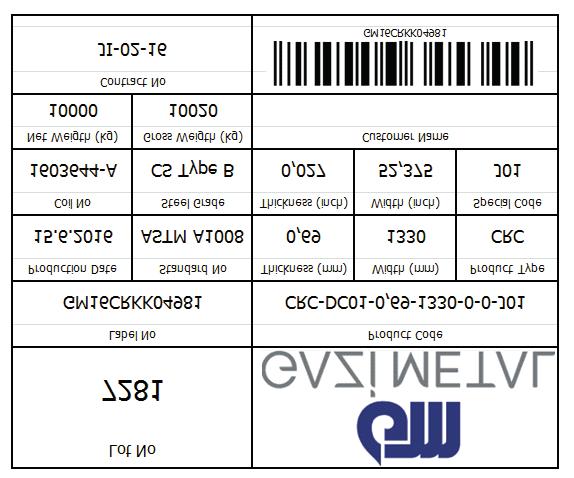
70 F. Paketleme ve Etiketleme F.1 RULO PAKETLEME VE ETİKETLEME F.1.3 RULO ETİKETLEME F YERLİ RULO ETİKETİ F İHRAC RULO ETİKETİ 69

 dikey olarak paketlenir.")

71 F. Paketleme ve Etiketleme F.2 ÇSM PAKETLEME VE ETİKETLEME ÜRÜN KODU CRD RPD TRPD Soğuk-Sıcak Haddelenmiş Boya Dilimlenmiş Ürünler Soğuk haddelenmiş, dilinmiş rulo Sıcak haddelenmiş, asitlenmiş, dilinmiş rulo Sıcak haddelenmiş, asitlenmiş, temperlenmiş, dilinmiş rulo CRD, RPD, TRPD ürünler tahta palet üzerinde kraft kağıt ambalaja sarılıp çemberlenerek (müşteri talepleri doğrultusunda) yatay olarak paketlenir. CRD, RPD, TRPD ürünler tahta palet üzerinde kraft kağıt ambalaja sarılıp çemberlenerek (müşteri talepleri doğrultusunda) dikey olarak paketlenir. CRD, RPD, TRPD ürünler (müşteri talepleri doğrultusunda) kraft kağıt ambalaja sarılıp çemberlenerek yatay olarak paketlenir. * Eğer müşteri talep eder veya uygun görürse, ürünler, kraft kağıt ambalaja sarılmadan paketlenip sevk edilebilir. DENİZ AŞIRI NAKLİYAT - BOYA KESİLMİŞ ÜRÜNLER Soğuk-Sıcak Ürünler, Uzunluk 3 m ve kalınlık 6 mm ise, tahta palet üzerinde kraft kağıt ambalaja sarılarak çemberlenip paketlenir. Soğuk-Sıcak Ürünler, Uzunluk > 3 m ve kalınlık > 6 mm. ise, enine takozlar üzerinde kraft kağıt ambalaja sarılarak çemberlenip paketlenir. Soğuk-Sıcak Ürünler, Boyu üç metreden kısa ve kalınlığı 6 mm. den ince ise, (müşteri talepleri doğrultusunda) metal ambalaj, (galvanizli sac) ile sarılarak çemberlenip paketlenir. Dilme Sac ürünler, tahta palet üzerinde kraft kağıt ambalaja sarılır ve ortasına galvanizli göbek sac yerleştirilerek çemberlenip paketlenir. 70


72 G. Yararlı Bilgiler G.1 KALİTE BELGELERİMİZ 71

73 G. Yararlı Bilgiler G.1 KALİTE BELGELERİMİZ 72
74 G. Yararlı Bilgiler G.2 TİCARİ TERİMLER ULUSLARARASI TİCARİ (Incoterms) TERİMLER ve AÇIKLAMALARI INCOTERMS, Uluslararası Ticaret Odası (ICC) tarafından uluslararası ticarette kullanılan terimlerin bir standarda kavuşturulması amacıyla uygulamaya konulan bir programdır. İlk olarak 1936'da yayınlanmış INCOTERMS, zamanla uluslararası ticarette yaşanan değişikliklere bağlı olarak 1963, 1967, 1976, 1980, 1990 ve 2000 yıllarında revize edilmiştir. Günümüzde geçerli olan versiyon ise 1 Ocak 2011'de uygulamaya giren INCOTERMS 2010'dir. Tüm tasima modlarini kapsayan klozlar Kisa Tanimi Ingilizce Açilimi Türkçe Açilimi EXW Ex Works Fabrikada Teslim FCA Free Carrier Tasima Vasitasinin Yaninda Teslim Kullanildigi Tasimacilik Türü Karayolu, Havayolu, Demiryolu, çok araçlı taşimacilik Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik CPT Carriage Paid To... kadar Navlun Ödenmis Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik CIP Carriage And Insurance Paid To.. (... kadar Navlun ve Sigorta Ödenmis Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik DAT Delivered At Terminal Teminalde Teslim DAP Delivered At Place Belirlenen Noktada Teslim DDP Delivered Duty Paid Gümrük Vergileri Ödenmis Olarak teslim Sadece deniz ve iç su yolunu kapsayan klozlar Kisa Tanimi Ingilizce Açilimi Türkçe Açilimi Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik Karayolu, Havayolu, Demiryolu, çok araçli tasimacilik Kullanildigi Tasimacilik Türü FAS Free Alongside Ship Geminin yaninda teslim Denizyolu, iç su yolu FOB Free On Board Gemiye Yükleyerek (Küpestesinden geçmis) Teslim Denizyolu, iç su yolu CFR Cost And Freight Mal Bedeli ve Navlun Ödenmis Olarak Denizyolu, iç su yolu 73 CIF Cost, Insurence And Freight Mal Bedeli, Sigorta ve Navlun Ödenmis Olarak Teslim Denizyolu, iç su yolu
 644 46 62-68 pbx Faks: 0(262) 641 15 70 E-Posta: info@gazimetal.com.tr KARASU Karasu Orgazine Sanayi Bölgesi, Aşağı İncili Mah.")
75 G. Yararlı Bilgiler G.3 İLETİŞİM BİLGİLERİ GAZİ METAL Mamülleri Sanayi ve Ticaret A.Ş. GEBZE Barış Mah Sk. No: Gebze/KOCAELİ Tel: 0(262) pbx Faks: 0(262) E-Posta: KARASU Karasu Orgazine Sanayi Bölgesi, Aşağı İncili Mah. Çakal Yuvası Mevki Karasu/SAKARYA Tel: 0(264) Faks: 0(264) E-Posta: 74
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Genel Bilgiler 14. Kalite Dizini 18. Çelik Kaliteleri 32. Genel Bilgiler 190. Kalite Dizini 194. Çelik Kaliteleri 198. Genel Bilgiler 262
 Ürün Kataloğu 2013 Hatırlatmalar, Kısaltma ve Semboller 4 İçindekiler Çelik leri 5 Genel Bilgiler 14 Dizini 18 Çelik leri 32 Üretim Limitleri 89 Toleranslar 130 Sıcak Haddelenmiş 13 Soğuk Haddelenmiş 147
Ürün Kataloğu 2013 Hatırlatmalar, Kısaltma ve Semboller 4 İçindekiler Çelik leri 5 Genel Bilgiler 14 Dizini 18 Çelik leri 32 Üretim Limitleri 89 Toleranslar 130 Sıcak Haddelenmiş 13 Soğuk Haddelenmiş 147
ERDEMİR - Kaplanmış Ürünlerin Kullanım Alanları
 ERDEMİR - Kaplanmış Ürünlerin Kullanım Alanları SANAYİ VE TİCARET LİMİTED ŞİRKETİ Genel Kullanım Alanı ve Başlıca Özellikliği 2004 DIN EN 10203-91 T50, T52 2005 DIN EN 10203-91 T57 2006 DIN EN 10203-91
ERDEMİR - Kaplanmış Ürünlerin Kullanım Alanları SANAYİ VE TİCARET LİMİTED ŞİRKETİ Genel Kullanım Alanı ve Başlıca Özellikliği 2004 DIN EN 10203-91 T50, T52 2005 DIN EN 10203-91 T57 2006 DIN EN 10203-91
YASSI MAMUL KALİTELERİ VE KULLANIM ALANLARI. Kullanım Alanı Standart Standart Kalite Çolakoğlu Kalite Adı
 YASSI MAMUL KALİTELERİ VE KULLANIM ALANLARI Kullanım Alanı Standart Standart Kalite Çolakoğlu Kalite Adı Soğuk haddeleme ve galvaniz Soğuk haddeleme ve galvaniz DIN 1614-Part 1 DIN EN 10111-2008 St 22
YASSI MAMUL KALİTELERİ VE KULLANIM ALANLARI Kullanım Alanı Standart Standart Kalite Çolakoğlu Kalite Adı Soğuk haddeleme ve galvaniz Soğuk haddeleme ve galvaniz DIN 1614-Part 1 DIN EN 10111-2008 St 22
STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI. ½...16 Asme B 16.9 Nw15...Nw Mss Sp 75 Nw450...
 STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI ½...16 Asme B 16.9 Nw15...Nw400 18...48 Mss Sp 75 Nw450...Nw1200 FLANŞLAR ½...24 Asme B 16.5 Nw15...Nw600 26...60 Mss Sp 44 Nw650...Nw1500
STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI ½...16 Asme B 16.9 Nw15...Nw400 18...48 Mss Sp 75 Nw450...Nw1200 FLANŞLAR ½...24 Asme B 16.5 Nw15...Nw600 26...60 Mss Sp 44 Nw650...Nw1500
Ü R Ü N K A T A L O Ğ U
 ÜRÜN KATALOĞU ÜRÜN KATALOĞU ÜRÜN KATALOĞU SEMBOL VE KISALTMALAR 6 ÜRÜN DAĞILIMI VE SERTİFİKALAR 9 İNDEKS 13 Yassı Çelik Ürün leri ve Kullanım Alanları 15 Nervürlü İnşaat Çeliği leri / Kaya Bulonu (Helical
ÜRÜN KATALOĞU ÜRÜN KATALOĞU ÜRÜN KATALOĞU SEMBOL VE KISALTMALAR 6 ÜRÜN DAĞILIMI VE SERTİFİKALAR 9 İNDEKS 13 Yassı Çelik Ürün leri ve Kullanım Alanları 15 Nervürlü İnşaat Çeliği leri / Kaya Bulonu (Helical
GELECEĞE ŞEKİL VERİYORUZ
 GELECEĞE ŞEKİL VERİYORUZ İhtiyaç duyduğunuz her an yanınızdayız. Tam 45 yıldır. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 16 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 129 Sıcak
GELECEĞE ŞEKİL VERİYORUZ İhtiyaç duyduğunuz her an yanınızdayız. Tam 45 yıldır. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 16 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 129 Sıcak
GELECEĞE ŞEKİL VERİYORUZ
 GELECEĞE ŞEKİL VERİYORUZ 1965 ten bugüne... İhtiyaç duyduğunuz her an yanınızdayız. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 16 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 129
GELECEĞE ŞEKİL VERİYORUZ 1965 ten bugüne... İhtiyaç duyduğunuz her an yanınızdayız. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 16 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 129
ERDEMİR. Temiz Çelik Kalite Çemberi
 ERDEMİR Temiz Çelik Kalite Çemberi İçerik Hata Kaynaklarının Belirlenmesi İyileştirme Konusunun Belirlenmesi Problemin Analizi Çözüm İçin Yapılan Çalışmalar Çalışmaların Değerlendirilmesi Sonuç Yaygınlaştırma
ERDEMİR Temiz Çelik Kalite Çemberi İçerik Hata Kaynaklarının Belirlenmesi İyileştirme Konusunun Belirlenmesi Problemin Analizi Çözüm İçin Yapılan Çalışmalar Çalışmaların Değerlendirilmesi Sonuç Yaygınlaştırma
ERDEMİR Yürürlükteki Sipariş Peşinat ve Finansman Oranları. ERDEMİR Kabul Edilecek Minimum Sipariş Miktarları (Ton)
") ERDEMİR Yürürlükteki Sipariş Peşinat ve Finansman Oranları Sipariş peşinatı oranı toplam mal bedeli üzerinden % 0 uygulanmaktadır. Sipariş Ödeme Koşulları :.) Peşin satışlarda uygulanacak indirim oranı
ERDEMİR Yürürlükteki Sipariş Peşinat ve Finansman Oranları Sipariş peşinatı oranı toplam mal bedeli üzerinden % 0 uygulanmaktadır. Sipariş Ödeme Koşulları :.) Peşin satışlarda uygulanacak indirim oranı
ERDEMİR Kabul Edilecek Minimum Sipariş Miktarları (Ton)
") ERDEMİR Kabul Edilecek Minimum Sipariş Miktarları (Ton). Aşağıdaki tablolarda belirtilen en az sipariş miktarları tüm sipariş miktarları için geçerlidir. En az sipariş miktarları ile ilgili kısıtlar uygulanırken
ERDEMİR Kabul Edilecek Minimum Sipariş Miktarları (Ton). Aşağıdaki tablolarda belirtilen en az sipariş miktarları tüm sipariş miktarları için geçerlidir. En az sipariş miktarları ile ilgili kısıtlar uygulanırken
GELECEĞE ŞEKİL VERİYORUZ
 GELECEĞE ŞEKİL VERİYORUZ 1965 ten bugüne... İhtiyaç duyduğunuz her an yanınızdayız. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 18 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 132
GELECEĞE ŞEKİL VERİYORUZ 1965 ten bugüne... İhtiyaç duyduğunuz her an yanınızdayız. İçindekiler Hatırlatmalar 4 Çelik leri 5 Genel Bilgiler 18 Dizini 20 Çelik leri 34 Üretim Limitleri 91 Toleranslar 132
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1) 1.. Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün Açıklama Baz TNR Kalay kaplı teneke rulo 9 TNRS Kalay kaplı teneke
TENEKE FİYAT LİSTESİ Sayfa (1/1) 1.. Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün Açıklama Baz TNR Kalay kaplı teneke rulo 9 TNRS Kalay kaplı teneke
Ü R Ü N K A T A L OĞU
 Ü R Ü N K A T A L OĞU ÜRÜN KATALOĞU 2011-2017 SICAK YASSI MAMUL İHRACAT ŞAMPİYONU Çelik Üretimindeki Yarım Asırlık Tecrübemizle Sanayimizin Yanındayız ÜRÜN KATALOĞU Kimyasal Elementler için Kullanılan
Ü R Ü N K A T A L OĞU ÜRÜN KATALOĞU 2011-2017 SICAK YASSI MAMUL İHRACAT ŞAMPİYONU Çelik Üretimindeki Yarım Asırlık Tecrübemizle Sanayimizin Yanındayız ÜRÜN KATALOĞU Kimyasal Elementler için Kullanılan
Giriş. Çelik Kaliteleri. Sayfa No. Erdemir Kalite No. Ürün Grubu. www.karizmametal.com 30/06/2011 REV-1
 Hatırlatmalar 4 Çelik leri 5 İçindekiler 18 Genel Bilgiler 2 Dizini 34 Çelik leri Üretim Limitleri 91 132 Toleranslar Sıcak Haddelenmiş 15 Genel Bilgiler Dizini 152 Çelik leri Soğuk Haddelenmiş 156 Üretim
Hatırlatmalar 4 Çelik leri 5 İçindekiler 18 Genel Bilgiler 2 Dizini 34 Çelik leri Üretim Limitleri 91 132 Toleranslar Sıcak Haddelenmiş 15 Genel Bilgiler Dizini 152 Çelik leri Soğuk Haddelenmiş 156 Üretim
İçindekiler. 1965 ten bugüne... İhtiyaç duyduğunuz her an yanınızdayız. Sıcak Haddelenmiş Yassı Çelik Ürünler. Soğuk Haddelenmiş Yassı Çelik Ürünler
 Ürün Kataloğu 2012 Hatırlatmalar, Kısaltma ve Semboller 4 İçindekiler Çelik leri 5 Genel Bilgiler 14 Dizini 18 Çelik leri 32 Üretim Limitleri 89 Toleranslar 130 Sıcak Haddelenmiş 13 Soğuk Haddelenmiş
Ürün Kataloğu 2012 Hatırlatmalar, Kısaltma ve Semboller 4 İçindekiler Çelik leri 5 Genel Bilgiler 14 Dizini 18 Çelik leri 32 Üretim Limitleri 89 Toleranslar 130 Sıcak Haddelenmiş 13 Soğuk Haddelenmiş
Kalite kimse bakmadığında da doğru olanı yapmaktır. Henry FORD
 1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye sahip
Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye sahip
Çolakoğlu Metalurji SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ
 ÜRETİM BİLGİLERİ") SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1)..6 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat 2 DIN EN 21 TS2 BA () Ürün Açıklaması Baz 26 DIN EN 21 TS4 BA (11) 11
TENEKE FİYAT LİSTESİ Sayfa (1/1)..6 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat 2 DIN EN 21 TS2 BA () Ürün Açıklaması Baz 26 DIN EN 21 TS4 BA (11) 11
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 Grubu Ürün Kataloğu 2014 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür.
Grubu Ürün Kataloğu 2014 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür.
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1)..8 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR TNRS Kalay kaplı teneke sac 13 DTNR Kalay kaplı, çok ince teneke
TENEKE FİYAT LİSTESİ Sayfa (1/1)..8 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR TNRS Kalay kaplı teneke sac 13 DTNR Kalay kaplı, çok ince teneke
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1) 21.6.8 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke
TENEKE FİYAT LİSTESİ Sayfa (1/1) 21.6.8 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1) 9.7.9 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke sac
TENEKE FİYAT LİSTESİ Sayfa (1/1) 9.7.9 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke sac
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 TENEKE FİYAT LİSTESİ Sayfa (1/1).9.9 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke sac
TENEKE FİYAT LİSTESİ Sayfa (1/1).9.9 Tarihinden itibaren geçerlidir. KDV hariç $/ton, FOT/FOB Kdz.Ereğli fiyatlarıdır. 1. Baz Fiyat Ürün TNR Açıklama Kalay kaplı teneke rulo TNRS Kalay kaplı teneke sac
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.
 w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
S cak Haddelenmifl Yass Çelik Ürünler
 ERDEM R ÜRÜN KATALO U 2007 S cak Haddelenmifl Ürünler S cak Haddelenmifl Yass Çelik Ürünler 20 > Kalite Dizini 30 > Çelik Kaliteleri 81 > Üretim Limitleri 109 > Toleranslar 124 > Paketleme www.erdemir.com.tr
ERDEM R ÜRÜN KATALO U 2007 S cak Haddelenmifl Ürünler S cak Haddelenmifl Yass Çelik Ürünler 20 > Kalite Dizini 30 > Çelik Kaliteleri 81 > Üretim Limitleri 109 > Toleranslar 124 > Paketleme www.erdemir.com.tr
KAPLAMALI ÜRÜNLER VE MMK METALURJİ
 KAPLAMALI ÜRÜNLER VE MMK METALURJİ Aralık 2015 50 ye Yakın Sektör Beyaz Eşya Prefabrik Yapılar Isıtma, Havalandırma, Soğutma Soğuk Hava Depoları Güneş Paneli Hava Kanalı Kablo Kanalı Elektrik Panosu Yükseltilmiş
KAPLAMALI ÜRÜNLER VE MMK METALURJİ Aralık 2015 50 ye Yakın Sektör Beyaz Eşya Prefabrik Yapılar Isıtma, Havalandırma, Soğutma Soğuk Hava Depoları Güneş Paneli Hava Kanalı Kablo Kanalı Elektrik Panosu Yükseltilmiş
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 Grubu Ürün Kataloğu 2014 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür.
Grubu Ürün Kataloğu 2014 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür.
SPİRAL KAYNAKLI ÇELİK BORULARIN ÜRETİM SÜRECİ Spiral Kaynaklı Borular, spiral formda ve tamamıyla
 2 3 4 SPİRAL KAYNAKLI ÇELİK BORULARIN ÜRETİM SÜRECİ Spiral Kaynaklı Borular, spiral formda ve tamamıyla tozaltı ark kaynak yöntemiyle dikişlenerek üretilen çelik borulardır. Spiral Kaynaklı Boru üretiminde
2 3 4 SPİRAL KAYNAKLI ÇELİK BORULARIN ÜRETİM SÜRECİ Spiral Kaynaklı Borular, spiral formda ve tamamıyla tozaltı ark kaynak yöntemiyle dikişlenerek üretilen çelik borulardır. Spiral Kaynaklı Boru üretiminde
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU
 PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU ASTM KOD ÖZELLİKLER KULLANIM ALANI 304 Paslanmaz çeliğin temel çeşididir. 400 C ye kadar yüksek oksidasyon sağlar. Mekanik direnç ve sürtünme mukavemeti çok iyidir.
PASLANMAZ ÇELİK KULLANIM ALANLARI TABLOSU ASTM KOD ÖZELLİKLER KULLANIM ALANI 304 Paslanmaz çeliğin temel çeşididir. 400 C ye kadar yüksek oksidasyon sağlar. Mekanik direnç ve sürtünme mukavemeti çok iyidir.
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
S cak Haddelenmifl Yass Çelik Ürünler
 ERDEM R ÜRÜN KATALO U 2007 S cak Haddelenmifl Ürünler S cak Haddelenmifl Yass Çelik Ürünler 20 > Kalite Dizini 30 > Çelik Kaliteleri 81 > Üretim Limitleri 109 > Toleranslar 124 > Paketleme www.erdemir.com.tr
ERDEM R ÜRÜN KATALO U 2007 S cak Haddelenmifl Ürünler S cak Haddelenmifl Yass Çelik Ürünler 20 > Kalite Dizini 30 > Çelik Kaliteleri 81 > Üretim Limitleri 109 > Toleranslar 124 > Paketleme www.erdemir.com.tr
Bakır ve Bakır Alaşımlı Yarı Mamüller
 Bakır ve Bakır Alaşımlı Yarı Mamüller Bakırın Hayat Bulduğu Yer... 1971 yılından itibaren faaliyet gösteren firmamız; sürekli gelişimi ilke edinmiş, insani değerleri her zaman ön planda tutan, çalışan
Bakır ve Bakır Alaşımlı Yarı Mamüller Bakırın Hayat Bulduğu Yer... 1971 yılından itibaren faaliyet gösteren firmamız; sürekli gelişimi ilke edinmiş, insani değerleri her zaman ön planda tutan, çalışan
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
ISITMA SİSTEMLERİ BİLGİ FORMU
 ISITMA SİSTEMLERİ BİLGİ FORMU Tarih: Müşteri Adı Adresi Şehir Posta Kodu : Sistem Sorumlusu ve Görevi Tel. Faks : GSM e-mail : HİKAYESİ Müşteri şimdiki sonuçlardan memnun mu? Evet Hayır Sorunların derecesi
ISITMA SİSTEMLERİ BİLGİ FORMU Tarih: Müşteri Adı Adresi Şehir Posta Kodu : Sistem Sorumlusu ve Görevi Tel. Faks : GSM e-mail : HİKAYESİ Müşteri şimdiki sonuçlardan memnun mu? Evet Hayır Sorunların derecesi
Hakkımızda VIG Metal VIG Metal Magnezyum bölümü, VIG Metal Alüminyum bölümü,
 Hakkımızda VIG Metal, alüminyum ve magnezyum gibi hafif metallerden levha ve rulo üretmek amacıyla 2006 yılında Kütahya Organize Sanayi Bölgesi nde kurulmuştur. VIG Metal faaliyetlerine dünya da ilk kez
Hakkımızda VIG Metal, alüminyum ve magnezyum gibi hafif metallerden levha ve rulo üretmek amacıyla 2006 yılında Kütahya Organize Sanayi Bölgesi nde kurulmuştur. VIG Metal faaliyetlerine dünya da ilk kez
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
Ereğli Demir ve Çelik Fabrikaları T.A.Ş.
 Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Erdemir Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye
Ereğli Demir ve Çelik Fabrikaları T.A.Ş. Erdemir Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler
 MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
Çevreye duyarlı en son teknoloji ve yüzde yüz yerli sermaye ile Çeliğe TAT geldi...
 Çevreye duyarlı en son teknoloji ve yüzde yüz yerli sermaye ile Çeliğe TAT geldi... DÜNDEN BUGÜNE TATMETAL in çelikle yolculuğu Karadeniz Ereğli de 1986 yılında başlamıştır. Önceleri stoklarında bulundurduğu,
Çevreye duyarlı en son teknoloji ve yüzde yüz yerli sermaye ile Çeliğe TAT geldi... DÜNDEN BUGÜNE TATMETAL in çelikle yolculuğu Karadeniz Ereğli de 1986 yılında başlamıştır. Önceleri stoklarında bulundurduğu,
GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF CCR,CCRK,CCRD,CCRS,CCRSK,CR,CRK,CRS,CRSK,CCRDS,ICCR
 ÜRÜN BAZ FİYATLARI ($/ton) ÜRÜN GRUBU ÜRÜNLER BAZ FİYAT 0 1 TENEKE/KROM KAPLI ÜRÜNLER TNRS,TFRS,DTNRS 1240 TNR,TFR,DTNR 1200 2 GALVANİZLİ ÜRÜNLER GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF 870 4 3 5 6
ÜRÜN BAZ FİYATLARI ($/ton) ÜRÜN GRUBU ÜRÜNLER BAZ FİYAT 0 1 TENEKE/KROM KAPLI ÜRÜNLER TNRS,TFRS,DTNRS 1240 TNR,TFR,DTNR 1200 2 GALVANİZLİ ÜRÜNLER GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF 870 4 3 5 6
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ
 TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
TAMGA ENDÜSTRİYEL KONTROL SİSTEMLERİ LTD.ŞTİ., ENERJİ YÖNETİMİNDE SINIRSIZ ÇÖZÜMLER SUNAR. HOŞGELDİNİZ TAMGA TRİO YANMA VERİMİ Yakma ekipmanları tarafından yakıtın içerdiği enerjinin, ısı enerjisine dönüştürülme
A SERİSİ TERS OZMOZ CİHAZLARI
 A SERİSİ TERS OZMOZ CİHAZLARI STANDART ÖZELLİKLER Membran kılıfları FRP veya Paslanmaz çelik TFC Spiral sarım membranlar 2,5 ve 4 çap SS304 kalite paslanmaz çelik dikey santrifüj yüksek basınç pompası
A SERİSİ TERS OZMOZ CİHAZLARI STANDART ÖZELLİKLER Membran kılıfları FRP veya Paslanmaz çelik TFC Spiral sarım membranlar 2,5 ve 4 çap SS304 kalite paslanmaz çelik dikey santrifüj yüksek basınç pompası
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF CCR,CCRK,CCRD,CCRS,CCRSK,CR,CRK,CRS,CRSK,CCRDS,ICCR RKK,R,HRU,HRUKK,THRU,TR,TRKK,HCKK,TCKK,BCKK,BRKK 720
 ÜRÜN BAZ FİYATLARI ($/ton) ÜRÜN GRUBU ÜRÜNLER BAZ FİYAT 0 1 TENEKE/KROM KAPLI ÜRÜNLER TNRS,TFRS,DTNRS 1190 TNR,TFR,DTNR 10 2 GALVANİZLİ ÜRÜNLER GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF 820 4 3 SOĞUK
ÜRÜN BAZ FİYATLARI ($/ton) ÜRÜN GRUBU ÜRÜNLER BAZ FİYAT 0 1 TENEKE/KROM KAPLI ÜRÜNLER TNRS,TFRS,DTNRS 1190 TNR,TFR,DTNR 10 2 GALVANİZLİ ÜRÜNLER GZR,GZRS,GFR,GFRS,GZRD,GFRD,GFRK,GZRK,GZRF 820 4 3 SOĞUK
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
İçerik. Erdemir Grup Tanıtımı. Standart ve Standardizasyon. Demir çelik sektöründe standartların kullanımı. Standartların sağladıkları faydalar
 Standartların Demir Çelik Sektöründe Kullanımı ve Sağladıkları Faydalar Karabük Üniversitesi 17 Ekim 2014 Kenan Candar ERDEMİR Kalite Metalurji Müdürlüğü İçerik Erdemir Grup Tanıtımı Standart ve Standardizasyon
Standartların Demir Çelik Sektöründe Kullanımı ve Sağladıkları Faydalar Karabük Üniversitesi 17 Ekim 2014 Kenan Candar ERDEMİR Kalite Metalurji Müdürlüğü İçerik Erdemir Grup Tanıtımı Standart ve Standardizasyon
Erdemir Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür.
 Ürün Kataloğu 2017 Erdemir Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye sahip tesislerinde
Ürün Kataloğu 2017 Erdemir Grubu, çalışanları, müşterileri, tedarikçileri ve hissedarlarıyla birlikte Türkiye nin dünya çapında bilinen küresel demir çelik gücüdür. Modern teknolojiye sahip tesislerinde
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Harici Yanma Tesisi. Enerji Üretim ve Dağıtım Müdürlüğü. Özgür AKGÜN
 Harici Yanma Tesisi Enerji Üretim ve Dağıtım Müdürlüğü Özgür AKGÜN 05.06.2015 Şirket Tanıtımı Alanı 4.2 km² 3 05.06.2015 Şirket Tanıtımı Ülkemizin en büyük ve tek entegre yassı çelik üreticisi 9 milyon
Harici Yanma Tesisi Enerji Üretim ve Dağıtım Müdürlüğü Özgür AKGÜN 05.06.2015 Şirket Tanıtımı Alanı 4.2 km² 3 05.06.2015 Şirket Tanıtımı Ülkemizin en büyük ve tek entegre yassı çelik üreticisi 9 milyon
İleri Teknoloji - Profesyonel Destek
 İleri Teknoloji - Profesyonel Destek 2004 YILINDA KURULAN AKIŞ KONTROL ENDÜSTRİYEL TESİSLERE YÖNELİK; MALZEME TEMİNİ MÜHENDİSLİK DANIŞMANLIK TAAHHÜT KONULARINDA HİZMET VERMEKTEDİR. Uzman ve dinamik şirket
İleri Teknoloji - Profesyonel Destek 2004 YILINDA KURULAN AKIŞ KONTROL ENDÜSTRİYEL TESİSLERE YÖNELİK; MALZEME TEMİNİ MÜHENDİSLİK DANIŞMANLIK TAAHHÜT KONULARINDA HİZMET VERMEKTEDİR. Uzman ve dinamik şirket
ÜRÜN TEKNİK BROŞÜRÜ. CW511L - CuZn38As S511 - S511DW ÇUBUK / İÇİ BOŞ ÇUBUK
 ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
TEKNOPLAN MÜHENDİSLİK
 1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
1 TEKNOPLAN MÜHENDİSLİK 2 Misyonumuz İleri ve pratik mühendislik çözümleri sunmak, Müşteri memnuniyetini ön planda tutan hizmetler vermek, Sektöre hitap eden yeni teknolojik ürünler geliştirmek, Kaliteli
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
 0262 239 29 65 destek@cerenmed.com www.cerenmed.com REVERSE OSMOSİS SİSTEMLER Klasik su arıtma cihazlarıyla istenilen hassaslıkta su elde edilemediğinde Ters Osmoz uygulanır. Genellikle deniz suyu arıtımı,
0262 239 29 65 destek@cerenmed.com www.cerenmed.com REVERSE OSMOSİS SİSTEMLER Klasik su arıtma cihazlarıyla istenilen hassaslıkta su elde edilemediğinde Ters Osmoz uygulanır. Genellikle deniz suyu arıtımı,
ÜRÜN TEKNİK BROŞÜRÜ. CW511L - CuZn38As S511 - S511DW ÇUBUK / İÇİ BOŞ ÇUBUK
 ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
TÜRK STANDARDI TURKISH STANDARD
 ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
2010 Şubat ayı üretim siparişlerinizi belirlemek amacıyla hazırlanan SİPARİŞ VERME FORMU yazımız ekinde yer almaktadır.
 06.01.2010 Sayın Müşterimiz, Referansımız Konu : SP.13.1/1197 : 2010 Şubat ayına ait yassı çelik siparişleriniz hk. 2010 Şubat ayı üretim siparişlerinizi belirlemek amacıyla hazırlanan SİPARİŞ VERME FORMU
06.01.2010 Sayın Müşterimiz, Referansımız Konu : SP.13.1/1197 : 2010 Şubat ayına ait yassı çelik siparişleriniz hk. 2010 Şubat ayı üretim siparişlerinizi belirlemek amacıyla hazırlanan SİPARİŞ VERME FORMU
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
SU, GAZ & HAT BORULARI
 SU, GAZ & HAT BORULARI SİYAH BORULARI Üretim Aralığı : 21.3 mm 219.1 mm Et Kalınlığı : 2.00 mm 8.00 mm Boy : Standart 6.00 mt. - İmalat esnasında TSE ERB EN 10255 M veya soğuk damgası ile markalanır. -
SU, GAZ & HAT BORULARI SİYAH BORULARI Üretim Aralığı : 21.3 mm 219.1 mm Et Kalınlığı : 2.00 mm 8.00 mm Boy : Standart 6.00 mt. - İmalat esnasında TSE ERB EN 10255 M veya soğuk damgası ile markalanır. -
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
BİZ OYAK MADEN METALÜRJİ GRUBUYUZ
 BİZ OYAK MADEN METALÜRJİ GRUBUYUZ Ürettiğimiz çelik ile, hayatın her alanında, günün her anında yanınızdayız. Çeliğin dönüştüğü yeni ürünler ile; daha konforlu ve güvenli bir yaşamın kurulmasına katkı
BİZ OYAK MADEN METALÜRJİ GRUBUYUZ Ürettiğimiz çelik ile, hayatın her alanında, günün her anında yanınızdayız. Çeliğin dönüştüğü yeni ürünler ile; daha konforlu ve güvenli bir yaşamın kurulmasına katkı
TÜRK STANDARDI TURKISH STANDARD
 ICS 77.140.01 TÜRK STANDARDI STANDARDI tst EN 10277-5 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-5 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER TEKNİK TESLİM ŞARTLARI - BÖLÜM 5: SU VERME VE TEMPLERLEME
ICS 77.140.01 TÜRK STANDARDI STANDARDI tst EN 10277-5 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-5 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER TEKNİK TESLİM ŞARTLARI - BÖLÜM 5: SU VERME VE TEMPLERLEME
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Cihazlar yalnızca soğutma modunda çalışmaktadır.
 Cihazlar yalnızca soğutma modunda çalışmaktadır. Standart ürünlerde çevre dostu R407c soğutucu akışkan kullanılmaktadır. Su sıcaklık rejimine veya isteğe göre farklı soğutucu akışkan ile sistem oluşturulabilmektedir.
Cihazlar yalnızca soğutma modunda çalışmaktadır. Standart ürünlerde çevre dostu R407c soğutucu akışkan kullanılmaktadır. Su sıcaklık rejimine veya isteğe göre farklı soğutucu akışkan ile sistem oluşturulabilmektedir.
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
TÜRK STANDARDI TURKISH STANDARD
 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-2 Mart 2004 (EN 10277-2/AC :2003 dahil) ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 2: GENEL MÜHENDİSLİK AMAÇLI ÇELİKLER Bright steel
TÜRK STANDARDI TURKISH STANDARD TS EN 10277-2 Mart 2004 (EN 10277-2/AC :2003 dahil) ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 2: GENEL MÜHENDİSLİK AMAÇLI ÇELİKLER Bright steel
ERCİYAS BORU SANAYİİ VE TİCARET A.Ş
 ERCİYAS BORU SANAYİİ VE TİCARET A.Ş KALİTE POLİTİKAMIZ Modern işletmeciliğin ve yeniliği ilke edinen, müşteri memnuniyetini ön planda tutan anlayışıyla sürekli gelişmek ve büyük hedeflere doğru hızla ilerlemek
ERCİYAS BORU SANAYİİ VE TİCARET A.Ş KALİTE POLİTİKAMIZ Modern işletmeciliğin ve yeniliği ilke edinen, müşteri memnuniyetini ön planda tutan anlayışıyla sürekli gelişmek ve büyük hedeflere doğru hızla ilerlemek
AKPA KOMPOZİT PANEL TEKNİK KATALOG
 AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
BORU ERCİYAS BORU SANAYİİ VE TİCARET A.Ş
 BORU ERCİYAS BORU SANAYİİ VE TİCARET A.Ş KALİTE POLİTİKAMIZ Modern işletmeciliği ve yeniliği ilke edinen, müşteri memnuniyetini ön planda tutan anlayışıyla sürekli gelişmek ve büyük hedeflere doğru hızla
BORU ERCİYAS BORU SANAYİİ VE TİCARET A.Ş KALİTE POLİTİKAMIZ Modern işletmeciliği ve yeniliği ilke edinen, müşteri memnuniyetini ön planda tutan anlayışıyla sürekli gelişmek ve büyük hedeflere doğru hızla
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
İçerik. Bünyemizde mevcut diğer hizmetler. Şirket yapısı Hakkımızda Üretim olanakları. Dövme ürünler. Isıl İşlem
 Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
BORU. Ürün Kataloğu ERCİYAS BORU SANAYİİ VE TİCARET A.Ş.
 BORU Ürün Kataloğu ERCİYAS BORU SANAYİİ VE TİCARET A.Ş. www.erbosan.com.tr BORU ERCİYAS BORU SANAYİ VE TİCARET A.Ş. Orta Anadolu nun sanayi ve ticaret merkezi Kayseri de halka açık anonim şirket olarak
BORU Ürün Kataloğu ERCİYAS BORU SANAYİİ VE TİCARET A.Ş. www.erbosan.com.tr BORU ERCİYAS BORU SANAYİ VE TİCARET A.Ş. Orta Anadolu nun sanayi ve ticaret merkezi Kayseri de halka açık anonim şirket olarak
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları. Çelik Izgara
 Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
Sistem Donanım Metal : Başlıca Faliyet / Üretim Konuları Çelik Izgara Sistem Donanım Ltd. Şti.,ızgara döşeme, geçit ızgara, kanal ızgara, hendek ızgara, platform ızgara ve çelik yapılar, inşaat metal kalas,
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı