ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
|
|
|
- Özlem Bulut
- 6 yıl önce
- İzleme sayısı:
Transkript

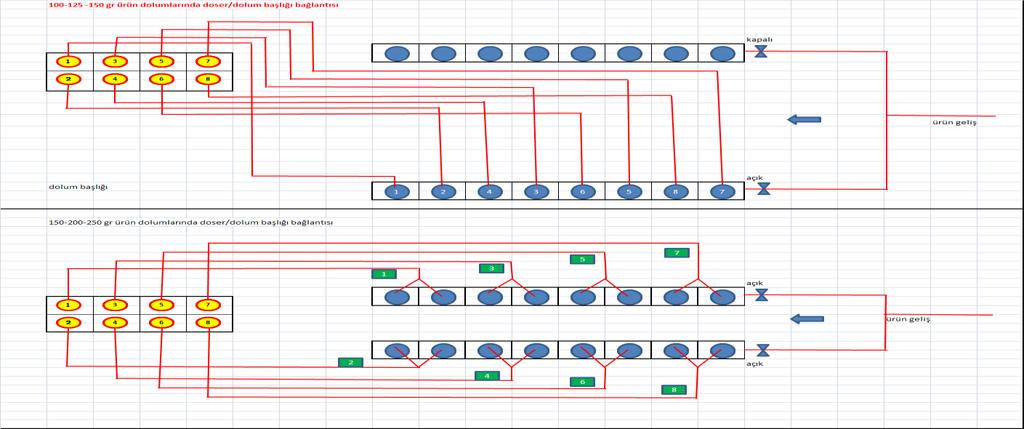
1 ÜRT TF AMAÇ: Erka makinesinin çalıştırılmasını ve kontrolünü sağlamak. 2.0 KAPSAM VE GEÇERLİLİK: Erka makinesinde dolan ürünlerin dolum aşamalarının tümünü kapsar. 3.0 REFERANSLAR VE İLGİLİ DÖKÜMANLAR: 4.0 TANIMLAR: 5.0 SORUMLULAR: ; bu talimatın hazırlanması, gözden geçirilmesi, takibi ve uygulanmasından, Üretim Müdürü kontrolünden sorumludur. 6.0 UYGULAMA: MAKİNENİN ÜRETİME HAZIRLANMASI Yapılacak ambalaja ve basılacak ürüne göre makinenin hazırlanması gerekmektedir. A- DOSER DOLUM BAŞLIKLARI ARASINDAKİ BAĞLANTI ELEMANLARININ DEĞİŞİMİ Not: 1 doserin hacmi yaklaşık 130 ml. dir. Bsılacak ürünün gramajına göre doser -dolum başlıklarının boru bağlantılarını yukarıdaki şekilde görüldüğü üzere üstündeki numaralara bakılarak yapılır gr ürün dolumlarında doserin bir tarafı tekli borularla dolum başlıklarına bağlanırken, gr ürün dolumunda doserin çift tarafı 2 li borularla dolum başlıklarına bağlanır gr ürün dolumlarında balans tankından ürün geliş hattının bir tarafı açık basım yapmayacak tarafın vanası ise kapalıdır. Kapalı tarafın doser çıkışları kör tıpa yapılır.





2 ÜRT TF 04 Kalıp + araba çıkışı Araba çıkışı Araba girişi


 alyanları alttan çıkartılarak sökülür.")
3 ÜRT TF 04 B- KALIP DEĞİŞİMİ 1- Kalıp değişimde ilk olarak şerit arabası kalıptan ayrılır. Bu işlem için şerit arabasının operatör panelinden KALIP ÇIKIŞI tuşuna basılır. 2- Kalıbı şerit makinesinden ayırdıktan sonra kalıp manuel olarak çekerek dışarıya cıkartılır. 3- Kalıp yanındaki, kalıp suyu boşaltım anahtarı kapalı konumuna getirilir ve makine gövdesi üzerinde bulunan tahliye vanasına bağlanarak vana açık pozisyona alınır, kalıp çeper suyu tahliye edilir. 4- Kalıbın üzerinde bulunan iki adet buzlu su giriş hortumu, kalıp değiştirirken kalıptan ayrılır. 5- Kalıp üst bloğu kalıp mekanizmasından çıkartılır. 6- Operatör panelinde, ana menüden LABEL(denetim pulu) basılarak kol yukarı butonuna basılır. label Kol yukarı 7- Kalıptaki parmaklıklar yukarı çıktıktan sonra alt kalıp bloğu (format) alyanları alttan çıkartılarak sökülür. 8- Format kalıpları, yerlerinden çıkartılır ve istenilen kalıp ne ise onun formatı kalıp bloğu yuvalarına konur. 9- İstenilen format kalıpları yerlerine konduktan sonra alttan alyanlar iyi bir şekilde sıkılır. Burada dikkat edilecek bir konu kalıpların düzgün bir şekilde oturması ve yönlerinin bir olmasıdır. Buzlu su ve çeper suyu bağlantıları yapıldıktan sonra kalıp alt bloğunda kaçak olup olmadığı kontrol edilir. 10- Tekrar kol yukarı tuşuna basarak kalıptaki parmaklıklar aşağıya iner. 11- Değiştirilecek kalıp üst bloğu kalıp mekanizmasına takılır ve kalıp manuel bir şekilde yuvasına ittirilir. 12- Şerit makinesi operatör panelinden dekor araba sokma tuşuna basarak şerit makinesi eski haline getirilir. *Eğer ki makineye 250 gr yoğurt kalıbı takılacak ise; 250 gr yoğurt kalıbı harici bir kalıptır ve dekorsuz üretimde kullanılır. Kalıbın montajı sırasında; a- Şerit arabası op. panelinden kalıp+araba(modül) dışarı çıkarılır.





4 ÜRT TF 04 b- Harici yoğurt kalıp arabası, makine yanındaki kalıp besleme rayına yanaştırılır, makine içine itilir. Kalıp üst sensörünün gördüğünden ve merkez kilitlemenin olduğundan emin olun. c- Diğer kalıpta kullanılan buzlusu hortumları üzerindeki vanalar kapatılır. Bu kalıpta kullanılan buzlusu hortumu makine bağlantıları yapılır. Yoğurt 250 gr kalıbın demontajında yine aynı işlemler sırasıyla yapılır. Sadece kalıbı makine dışına çıkartırken op.panelinde dekor sayfasında KALIP PRES GEVŞETME butonuna basılır. C- ÜRETİM SEÇİMİ 1- Doser-dolum bağlantı aparatları ve kalıp değişimi yapıldıktan sonra, op. paneli ana sayfa üzerinden SEÇİM ÜRETİM butonuna basılır. Açılan sayfadan makine hızı, yapılacak kalıp, yan bandrol kullanılıp kullanılmayacağı, basılacak ürün cinsi (tatlı/yoğurt), ürün viskozitesine göre yüksek basınç kullanımı seçilip, ürün onaylanır. Yapılacak ürün Makine Kapasitesi Yan bandrol durumu Seçim Üretim Sayfa ilerleme Yapılacak Kalıp ürün viskozite 2- Kalıp ve şekillendirme punchlarının kontrolü SAYFA İLERLETME tuşuna basılarak bir sonraki sayfada şekillendirme punchlarınının yukarıda olması ve takılan kalıbın uygunluğu kontrol edilerek, onaylanır.

5 ÜRT TF Dolum başlıklarının değişimi Dolumu yapılacak ürüne uygun olarak 3 çeşit dolum başlığından biri takılır. a- Dolum bloğundaki piston mekanizması üzerindeki kelepçeleri çıkartılır. b- Mekanizma üzerindeki hava vanası manuel açılarak dolum kısmı yukarı kaldırılır. c- Dolum bloğu bulunan ve membrana hareket veren hava hortumları çıkartılır. d- Blok üzerindeki vidalar sökülerek alt ve üst blok ayrılır. e- Alt bloktaki dolum başlıkları yuvalarından çıkartılır ve dolumu yapılacak başlık takılır. Dolum başlığının yuvadaki kertiğe tam olarak oturduğundan emin olun 4- Yapıştırma kısmı yükseklik takozlarının değişimi a- Yapıştırmanın altında bulunan 4 adet somun sökülür. b- Üzerindeki alüminyum takozlar alınır. c- Olması gereken yüksekliği görmek için op. panelinden SEÇİM ÜRETİM sayfasından onaylanır. d- Uygun olan takozu alıp yuvalarına oturtulur ve somunları sıkılır.






6 ÜRT TF Kesme yüksekliğinin ayarlanması Kesmenin yanlarında bulunan somunlar sökülerek op. panelinden seçim üretim sayfasından kesme boyunun yüksekliğini görülür. Bu yükseklik ise somunların altında bulunan ölçülü altlıklardan ayarlanır ve somunları sıkılır. 6- Çıkış kısmı pelerin yüksekliğinin ayarlanması Pelerin yüksekliği önce op. panelinden seçim üretim sayfasından üretilecek kase formatına göre pelerin yüksekliğine bakılır. Daha sonra op. panelinin altında bulunan kol çevrilerek yükseklik istenilen ölçüye getirilir. 7- Çıkış konveyörünün yükseklik ayarı

7 ÜRT TF Konveyörün ayarı pelerinin yüksekliğine göre ayarlanır, ikisinin de yükseklik boyunun aynı olması gerekir. Bu işlemi konveyörün altında bulunan ayakların aşağı yukarı hareketini sağlayan somunların sıkılıp gevşetmesi ile gerçekleşir. 9- Ürün onaylama Yukarıdaki işlemleri onaylamak için op. panelinden seçim üretim sayfasından ÜRÜN LAMAYA iki defa basılıp beklenir böylece yapılan işlemler onaylanmış olur. D- GENEL ISITMA 1- Makine üretime başlamadan 30 dk. önce Ana menüden GENEL ISITMA tuşuna basılarak Isıtma tablaları ve folyo yapıştırma kısımlarının ısıları yükseltilir. 2-1.ısıtma tablası 135, 2.ısıtma tablası 145 ve folyo yapıştırma set sıcaklığının 190ºC yi bulması beklenir. Sayfa ilerleme 10- ÜST FOLYONUN TAKILMASI a- Üst folyo bobini destek kolu yukarı kaldırılır. b- Sağ taraftaki mandren vidası gevşetilip, mandren çıkartılır. c- Yeni bobin yerine takılır. d- Mandren yerine sıkıcı oturtulur. e- Mandrenin bobini iyice sıkıştırdığı kontrol edilir. Bobin gevşek kalmamalı ve yerinden oynamamalıdır. Sonrasında destek kolu kapatılır. Yatay ayar vidası Madren Benek kontrol (1.sensör) Dikey ayar vidası f- Üst folyo şekilde görüldüğü gibi makineye yerleştirilir. g- Üst folyonun kase üzerine yatayda oturmasını kontrol eden sensör folyo üzerindeki fotosel beneklerinin 1-2 mm önüne gelecek şekilde ayarlanır. h- Folyo gerginliği kontrol edilir.



8 ÜRT TF 04 Folyo yapıştırma ünitesi arkasındaki sarım merdanesine dolanır, birkaç turla gerginlik ayarlandıktan sonra koparılır. i- Yapıştırmaya manuel hereket verilerek kase üzerine yapışması sağlanır. j- Folyo kase merkezlemesi kontrol edilir. k- Folyoda kayma var ise; yatay ve düşey benek sensörleri ile tekrar ayarlama yapılır. l- Giriş kısmındaki avare düşey hareketli merdane ve pinomatik kontrollü merdane de folyo gerginliğinin yeterli olmalıdır. Üst folyonun geçtiği yolda toplam 4 adet sensör bulunur. 1.sensör: Yatayda ve dikeyde folyo üzerindeki benekleri okur. Folyonun kase üzerine tam olarak merkezlemesi folyoda kayma var ise ileri geri hareket vererek folyonun kase üzerine oturması sağlanır 2.sensör: Folyo var yok sensörü. Bu sensör folyoyu görmezse makine durur ve ekrana kapak kırık hatası düşüyor. 3.sensör: Folyo koptuğunda devreye girer. Bu sensörün gördüğü rulo üretime başlamadan önce herzaman yukarıya dayanıp gergin olması gerekiyor. Gergin olmadığı takdirde folyo kayma yapıyor ve kase üzerine düzgün otumuyor. 4.sensör: Yazıcının alt kısmında bulunan folyo gevşek sensörüdür. Folyo gerginliği azaldığında bu sensör devreye girer. 1.Sensör 2.Sensör 3.Sensör 11- YAN BANDROLÜN TAKILMASI a- Yan bandrol dekorlu üretimlerde kullanılır. b- Makinaya takılan kalıp dekorlu kalıp olmalıdır. c- Dekorlu kalıp takıldığında Makine Operatör Paneli dekorlu (WITH) seçilmesi gerekmektedir. d- Dekorlu üretim yapacağımız zaman yan bandrol mekanizması; kendi paneli üzerinde MODÜL DIŞARI tuşuna basılarak makine içerisinden çıkarılır. e- Bobinleri taşıyan iki adet Bobin arabası vardır. Bu arabalar şerit mekanizmasının içerisinde yer alır. f- Bobinler bu arabalara yerleştirilir. g- Şerit mekanizmasında iki kapı bulunmaktadır. Arabalar ön kapıdan yerleştirilip arka kapıdan çıkartılır. h- Bu kapılar aşağıda yani açık olduğunda makine hareket etmez. İki kapıda da kapı emniyet sensörü bulunur.




9 ÜRT TF 04 KAPI SENSÖRÜ Bobin arabası+serit mek.bağlantısı ı- İki bobin arabası ön kısımlarında bulunan kilitleme mekanizması ile şerit arabasına sabitlenir. Ayrıca 2 bobin arabası ortalarında bulunan yaylı ek parça ile birbirlerine kenetlidir. i- Parçayı yukarıya kaldırdığımızda birbirlerinden ayrılır. j- Arabanın ortasında bobini taşıyan bir rulo vardır. Bu ruloyu tutan yarım ay biçiminde bir parça bulunur. k- O parçayı yukarıya doğru kaldırdığımızda rulo rahat bir şekilde yerinden çıkarılır. l- Rulo bobinin ortasından geçirilir. m- Bu ruloda rulonun yanındaki bir subap sayesinde içine hava doldurulur ve bobini sıkması sağlanır. n- Rulo bobine geçirildikten sonra ar aba yatağına yerleştirilir ve yarım ay kapanır. o- Arabalar ön kapıdan yerine oturtulur. p- Bobin, arabada üç ayrı rulodan geçirilir; 1. rulonun üzerinden 2. rulonun altından 3. rulonun üzerinden geçirilip üst tarafa(şerit arabasına) verilir. Subap Yan bandrol ünitesinin kullanımında dikkat edilecekler. *KESİNLİKLE ŞERİT MAKİNESİ DIŞARDA İKEN ;MAKİNENİN TAM DURUŞUNDAN EMİN OLMADAN MAKİNE İLE ŞERİT MAKİNESİ ARASINA GİRİLMEZ. *Şerit+kalıp modülü makine dışında iken referanslama yapılmaz.

 Yan bandrolün kaymadan bıçaklarda düzgün biçimde ayrılabilmesi için sensörlerin doğru")

10 ÜRT TF 04 Yan bandrol şerit arabasında izlediği yol şekildeki gibidir. Yan bandrol şerit mekanizmasına girişte bazı sensörlerle kontrol edilir. Bunlar; 1- Yan bandrol koptuğunu gösteren sensör 2- Step aralığı gösteren benek kontrol sensörü 3- Pieceler arasındaki çizgileri ayıran sensör(bıçak yolu) Yan bandrolün kaymadan bıçaklarda düzgün biçimde ayrılabilmesi için sensörlerin doğru çalıştığı ve pozisyonunda olduğu kontrol edilmelidir. 1.Yan bandrol koptuğunu gösteren sensör 2.Step aralığı gösteren benek kontrol sensörü 3.Pieceler arasındaki çizgileri ayıran sensör(bıçak yolu) r- Yan badrol kilimi senkron motor kontrollü kauçuk merdane ve bir rulo üzerindeki dairesel bıçaklardan geçirilerek 8 eşit piece bölünür.





11 ÜRT TF 04 s- Bu piecelerde dörderli 2 kola (sağ ve sol) ayrılır. t- Kalıba girmeden önce gergi kollarında bulunan reflektörlü sensör bu piecelerden herhangi biri koptuğunda uyarı verir. Reflektörlü sensör u- Bu gergi kolları sonrası makaralarda ters dönüş yapan pieceler her bir kısmın baskılı yüzü kalıp içini görecek şekilde kalıp önündeki yollara elle sokulur. v- Her bir yola ayrı ayrı şeritler numarasına göre girer. y- Yollara giren şeritler yuvalarına oturtulur ve hemen yanındaki dönen rulo elle çevirerek yerine tam ve sağlam girmesi sağlanır. z- Bütün şeritler yuvalarına yerleştirildikten sonra operatör panelinden (tam tur) sekmesine basılır ve şeritlerde bir sorun olup olmadığı kontrol edilir. Eğer bir sorun yoksa (dekor kesim) tuşuna basılır ve şeritler bıçakların sayesinde kesilir. En son olarak operatör panelinden(dekor araba sokma) tuşuna basılarak şerit makinesi eski konumuna yuvasına sokulur ve üretime hazır hale gelmiş olur.








12 ÜRT TF 04 Tam tur Tam tur Dekor araba yerine sokma Şerit arabasında bulunan diğer sensörler; *Şerit arabası ile dolum makinesi arası sıkışmayı önlemek için güvenlik sensörleri. * Şerit arabasının raydan çıkmasını ve sıkışmayı önlemek için güvenlik sensörleri. *Kalıp girişinde kalıp bıçaklarına hareket veren pnömatik pistonların konum sensörleri MAKİNENİN ÜRETİME ALINMASI 1- Operatör paneli üzerinden ilerleme tuşuna basılır. 2- Çıkan sayfadan makine manuel çalışma pozisyonuna alınır. 3- Herhangi bir hata var mı kontrol edilir, varsa giderilir ve makine resetlenir. 4- Ana menü üzerinde dolum resmine basılarak gelen pencereden manuel çalışan doldurucu butonuna basılarak makine cip sonrası purge yapılır. Otomatik/Manuel çalışma ANA MENÜ Manuel çalışan doldurucu

13 ÜRT TF Ana menü üzerinden ürün talebi butonuna basılır ve proses ünitesine ürün istek sinyali gönderilir. 6- Ürün istek sinyalinin gidip gitmediği sinyaller menüsü üzerinden product request sarı yanar, kontrol edilir. 7- Prosesten ürün gönderildiğinde hat üzerindeki ilk ürün itme drain vanası açılır. 8- Ürün ilk başta hattaki suyu iter, ürünü drain hattı çıkışında gördüğümüzde proses kontrollüyle drain vanası kapanır ve ürün balans tankına çevirilir. 9- Bu anda prosesten gelen ürün sinyali makineye düşer ve sinyaller menüsünden product ok sinyali görülebilir. 10- PS levha ve üst folyonun UV lambaları çalıştırılır. 12- Ana menü üzerinde ısıtma tablası ve üst folyo resimlerine basıldığında açılan sayfalarda UV kutusu çalıştırma butonu aktif hale getirilir. 13- Isınması için 2 dak. beklenir. 14- Makine otomatik çalışma pozisyonuna alınır. 15- Ürün balans tankı %40 seviyeyi yakaladığında ve makine hazır olduğunda (uv lambalar) op.paneli üzerindeki, start butonu yanıp sönmeye başlar. 16- Bu sinyal makinenin hazır olduğunu göstermektedir. 17- Ana menü üzerinde dolum resmine basılarak gelen pencereden butonuna basılarak makine üretim öncesi purge yapılır. 18- Konform ürün geldiğinde manuel çalışan doldurucu kapatılır. 19- PS levha ay şeklinde kesilerek, şekilde görüldüğü gibi makineye verilir. 20- Operatör panelinde bulunan ısıtma-şekillendirme-yalıtım-kesme butonları aktif hale getirilir. 21- Yanıp sönmekte olan start butonuna basılarak makine yürütülür. 22- Çıkış kısmında folyonun ve tarihlemenin kaseyi tam olarak merkezlemesi ayarlandıktan sonra dolum kısmı ve eğer kullanılacaksa yan bandrol (dekor) butonları aktif hale getirilir. 23- Yapılan ilk dolumlar da ürünün tadı, yapısı, sıcaklığı ve gramajı kontrol edilir. 24- Üretim sırasında bu kalite kriterleri yine belirli periyotlarla kontrol edilip üretim takip formuna yazılır. 25- Üretimin sonlanması: a- Proses ürün tankında ürün bittiğinde hatta su itmesini verir,prosesten gelen product ok sinyali kesilir. b- Proses hattaki ürünü balans tankına alır.ürün % 10 seviyesine (alt seviye) gördüğünde makine durur. c- Makine manuel modda çalıştırılıp kalan ürün basılır. Seviye % 1 e düştüğünde dolumlar kapatılır. d- PS kesilir makine çalıştırılarak makineden çıkması sağlanır.



14 ÜRT TF 04 e- PS bittiğinde makine otomatik olarak kapanır. f- UV ler ve genel ısıtma üniteleri kapatılır. ÜST FOLYO İspak; 380 mm genişliğinde yaklaşık kg ağırlığında dış çap 345,madren iç çap 75mm dış çap 85 mmdir. Ps ısıtma tablası arasında kaldığında sıcaklığı ps alt ve üst kısmından verilen hava ile sağlanmakta. Hava girişi Hava girişi Isıtma Tablası Isıtma Tablası Isıtma Tablası Isıtma Tablası


15 ÜRT TF 04 *Yemek molası ve duruşlar sırasında makinenin pozisyonu a- Bu durumlarda ps levha kesilmez. b- Dolumları kapatılır. c- Makine üzerindeki mevcut doldurulmuş kaseleri çıkartılır. d- UV ısıtma tablalarının ve yapıştırmanın ısısını kapatılır. e- Mola sonrası ısıları açın, tabla altında kalan ve kalıplanmış kaselere dolum yapılmamalıdır. f- 1 turla bunları makineden çıkardıktan sonra doluma başlanır. g- Üretim bitişlerinde makineyi durdurmadan folyoyu kesilir. h- Makine folyoyu görmediğinden duracaktır. Aksi takdirde makine kendini boşalmadı görecek ve CIP pozisyonuna geçmeyecektir. Kıvamlı ürünlerde ve gramaj eksikliğinde yapılacaklar Ürünler *Sakızlı Muhallebi *Keşkül-kıvamlı *Çikolatalı Puding-likit *Sütlaç- likit DOLUM PROBLEMLERİ VE ÇÖZÜMLER A- Dolumda sıçratma: Özellikle likit ürünlerde karşılaşılan bir problemdir. a- Doser basma hızı düşürülür. b- Op. panel ana menü üzerinden dolum başlıkları resmine basılır. c- Çıkan sayfa üzerinden ayarlama butonuna basılır. d- Açılan parametre sayfasından ejeksiyon vitesi parametresi değeri düşürülür. Dolum başlıkları Ayarlama Ejeksiyon vitesi e- Balans tankı ürün itme hava basıncı düşürülür. f- Balans tankındaki hava basıncı Burkert valften düşürülür.
 basınçları düşürülür.")

 d- Balans tankı ürün itme hava basıncı düşürülür.")
16 ÜRT TF 04 g- Dolum membran ince ayar (kuyruk) basınçları düşürülür. B- Dolumda Damlatma a- Dolum başlığı membranları kontrol edilir. b- Dolum membranlarında deformasyon olup olmadığı kontrol edilir. c- Dolum membran ana ayar basınçları düşürülür.(st:2,5 bar) d- Balans tankı ürün itme hava basıncı düşürülür. e- Balans tankındaki hava basıncı Burkert valften düşürülür.


17 ÜRT TF 04 Nozul membran C- Düşük seviye: 1- Özellikle yoğun(viskoz) ürünlerde karşılaşılan bir problemdir. b- Doser basma hızı düşürülür. c- Op. panel ana menü üzerinden dolum başlıkları resmine basılır. d- Çıkan sayfa üzerinden ayarlama butonuna basılır. e- Açılan parametre sayfasından yükleme vitesi parametresi değeri düşürülür. 2- Ürüne uygun reçete seçilir: a- Op. panel ana menü üzerinden seçim üretim butonuna basılır. b- Gelen ekranda stirred ve yüksek basınçla seçim butonları aktiflenir. Stirred Seçim üretim Yüksek basınçla seçim c- Balans tankı ürün itme hava basıncı yükseltilir. d- Balans tankındaki hava basıncı Burkert valften yükseltilir. e- Doser membran açılış zamanı arttırılır. f- Parametre sayfasından Doser gövde membran açılış/yükleme zamanı parametresi arttırılır. D- Yüksek seviye: a- Balans tankı ürün itme hava basıncı düşürülür. b- Balans tankındaki hava basıncı Burkert valften düşürülür. c- Ürün dolum gramajı düşürülür. d- Ana menü üzerinden doser resmi üzerine basılır. e- Çıkan sayfada dolum gramaj parametresi değiştirilir.
 in-kalk hareketi 1- Nozulların çıkış-iniş zamanının ayarlanması b-")


18 ÜRT TF 04 E- Dolum başlıklarının (nozulların) in-kalk hareketi 1- Nozulların çıkış-iniş zamanının ayarlanması b- Op. panel ana menü üzerinden dolum başlıkları resmine basılır. c- Çıkan sayfa üzerinden ayarlama butonuna basılır. d- Açılan parametre sayfasından çıkış-iniş zamanı parametresi değeri ayarlanır. e- Eğer ki bu parametre 0 ise dolum başlıkları sabit konumdadır. Çıkış-iniş zamanı 2- Nozulların çıkış-iniş hızının ayarlanması Dolum başlık bloğuna hareket veren pistonun hızı bloğun altındaki pnömatik valften ayarlanabilir. 7.0 DAĞITIM VE DOSYALAMA Bu dokümanın kontrolünden doğan kayıtlar, Kayıtların Kontrolü Prosedürüne göre muhafaza edilir.
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 15.07.2011 00-1-7 ÜRT.02.01 TF 01 1.0AMAÇ: Eker Süt Ürünlerinde, Sütlü Tatlı dolumunda kullanılan Falaise 95 Tatlı dolum makinesinin uygun şekilde çalıştırılması için yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK:
15.07.2011 00-1-7 ÜRT.02.01 TF 01 1.0AMAÇ: Eker Süt Ürünlerinde, Sütlü Tatlı dolumunda kullanılan Falaise 95 Tatlı dolum makinesinin uygun şekilde çalıştırılması için yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK:
TARİH REVİZYON NO REVİZYON TARİHİ SAYFA NO TALİMAT NO ÜRT TC 03
 15.07.2011 00-1 - 5 ÜRT.02.01 TC 03 1.0AMAÇ: Eker Süt Ürünlerinde, Sütlü Tatlı unda kullanılan Falaise 95 Tatlı makinesinin uygun şekilde CIP ve temizliği için yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK:
15.07.2011 00-1 - 5 ÜRT.02.01 TC 03 1.0AMAÇ: Eker Süt Ürünlerinde, Sütlü Tatlı unda kullanılan Falaise 95 Tatlı makinesinin uygun şekilde CIP ve temizliği için yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK:
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 16.03.2012 01 03.03.2017 1-8 ÜRT.04.01 TF 01 1.0 AMAÇ Eker Süt Ürünlerinde, dolumu yapılan yoğurtlarının, teknolojisine ve yasal zorunluluklara uygun olarak yoğurt üretiminde kullanılan kaplara dolumunun
16.03.2012 01 03.03.2017 1-8 ÜRT.04.01 TF 01 1.0 AMAÇ Eker Süt Ürünlerinde, dolumu yapılan yoğurtlarının, teknolojisine ve yasal zorunluluklara uygun olarak yoğurt üretiminde kullanılan kaplara dolumunun
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 05.08.2011 02 04.03.2016 1-8 ÜRT.01.01 TP 01 1.0 AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan sütün, teknolojisine ve yasal zorunluluklara uygun olarak işlenebilmesi için etkin bir yöntem
05.08.2011 02 04.03.2016 1-8 ÜRT.01.01 TP 01 1.0 AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan sütün, teknolojisine ve yasal zorunluluklara uygun olarak işlenebilmesi için etkin bir yöntem
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 02.03.2012 00-1-7 ÜRT.05.01 TF 06 1.0 AMAÇ Eker Süt Ürünlerinde, kaşar peyniri departmanında üretimi yapılan kaşar peynirlerinin ambalajlanmasında kullanılan makinenin çalıştırılması ve temizliği için
02.03.2012 00-1-7 ÜRT.05.01 TF 06 1.0 AMAÇ Eker Süt Ürünlerinde, kaşar peyniri departmanında üretimi yapılan kaşar peynirlerinin ambalajlanmasında kullanılan makinenin çalıştırılması ve temizliği için
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 22.08.2013 00-1-5 ÜRT.06.01 TC 01 1.0 AMAÇ Eker Süt Ürünlerinde, pastörize süt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde temizlik etkinliğini sağlamak için yöntem belirlemek, yapılanları
22.08.2013 00-1-5 ÜRT.06.01 TC 01 1.0 AMAÇ Eker Süt Ürünlerinde, pastörize süt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde temizlik etkinliğini sağlamak için yöntem belirlemek, yapılanları
KALİTE YÖNETİM SİSTEMİ TALİMATLAR
 15.07.2011 00-1 - 7 ÜRT.02.01 TP 01 1.0 AMAÇ: Sütlü Tatlı Bölümünde üretilen tatlıların üretilmesini ve kontrolünü sağlamak. 2.0 KAPSAM VE GEÇERLİLİK: Sütlü tatlı bölümünde üretilen tatlıların üretim aşamalarının
15.07.2011 00-1 - 7 ÜRT.02.01 TP 01 1.0 AMAÇ: Sütlü Tatlı Bölümünde üretilen tatlıların üretilmesini ve kontrolünü sağlamak. 2.0 KAPSAM VE GEÇERLİLİK: Sütlü tatlı bölümünde üretilen tatlıların üretim aşamalarının
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 30.04.2012 00-1-9 ÜRT.04.01 TP 01 1.0 AMAÇ: Eker Süt Ürünlerinde, Kaymaklı Yoğurt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek ve
30.04.2012 00-1-9 ÜRT.04.01 TP 01 1.0 AMAÇ: Eker Süt Ürünlerinde, Kaymaklı Yoğurt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek ve
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 16.03.2012 00-1-5 ÜRT.04.01 TP 02 1.0 AMAÇ Eker Süt Ürünlerinde, yoğurt departmanında etüvlerin uygun kullanılması için etkin bir yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK EKER Süt Ürünleri bünyesindeki,
16.03.2012 00-1-5 ÜRT.04.01 TP 02 1.0 AMAÇ Eker Süt Ürünlerinde, yoğurt departmanında etüvlerin uygun kullanılması için etkin bir yöntem belirlemek. 2.0 KAPSAM VE GEÇERLİLİK EKER Süt Ürünleri bünyesindeki,
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 26.11.2011 00-1 / 6 KYS.19 TA 11 1- AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan çiğ süt, yarı mamül, nihai ürün ve yardımcı malzemelerin protein oranını kontrol etmek. 2- KAPSAM VE GEÇERLİLİK
26.11.2011 00-1 / 6 KYS.19 TA 11 1- AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan çiğ süt, yarı mamül, nihai ürün ve yardımcı malzemelerin protein oranını kontrol etmek. 2- KAPSAM VE GEÇERLİLİK
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 30.04.2012 00-1-6 ÜRT.01.02 TP 01 1.0 AMAÇ Eker Süt Ürünlerinde, Ön Proseste UF&RO hattında konsantre sütün hazırlanması, yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek
30.04.2012 00-1-6 ÜRT.01.02 TP 01 1.0 AMAÇ Eker Süt Ürünlerinde, Ön Proseste UF&RO hattında konsantre sütün hazırlanması, yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 02.03.2012 00-1-8 ÜRT.05.01 TF 07 1.0 AMAÇ Eker Süt Ürünlerinde, kaşar peyniri departmanında üretimi yapılan kaşar peynirlerinin ambalajlanmasında kullanılan makinenin çalıştırılması ve temizliği için
02.03.2012 00-1-8 ÜRT.05.01 TF 07 1.0 AMAÇ Eker Süt Ürünlerinde, kaşar peyniri departmanında üretimi yapılan kaşar peynirlerinin ambalajlanmasında kullanılan makinenin çalıştırılması ve temizliği için
ABR 320 SET LCD li Kablosuz Oda Termostat Kontrolleri
 ABR 320 SET LCD li Kablosuz Oda Termostat Kontrolleri Sadece ısıtma ve sadece soğutma ayarı ON/OFF Kontrol Pil DC 3 V (2 1,5V AA Alkaline pil) Alıcı AC 250 V-10A (SPDT) Kullanım ABR 320 SET oda termostatları
ABR 320 SET LCD li Kablosuz Oda Termostat Kontrolleri Sadece ısıtma ve sadece soğutma ayarı ON/OFF Kontrol Pil DC 3 V (2 1,5V AA Alkaline pil) Alıcı AC 250 V-10A (SPDT) Kullanım ABR 320 SET oda termostatları
TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001
 KULLANIM KILAVUZU AKE-PE-TMS-001") TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001 1.CİHAZ ÖLÇÜLERİ 2.CİHAZ BAĞLANTI ŞEMASI 3.UYARILAR Cihazı kullanmaya başlamadan önce mutlaka kullanma kılavuzu okunmalıdır ve cihaz
TRİSTÖR MODÜL SÜRÜCÜ KARTI (7 SEG) KULLANIM KILAVUZU AKE-PE-TMS-001 1.CİHAZ ÖLÇÜLERİ 2.CİHAZ BAĞLANTI ŞEMASI 3.UYARILAR Cihazı kullanmaya başlamadan önce mutlaka kullanma kılavuzu okunmalıdır ve cihaz
GENEL ÖZELLİKLER UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU
 KULLANIM KLAVUZU") UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU GENEL ÖZELLİKLER Mikroişlemci tabanlı Yüksek hassasiyet Değiştirilebilir 0-10V, 10-0V çıkışı 24V 4A fren çıkışı Harici set ve start özelliği Stop değeri
UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU GENEL ÖZELLİKLER Mikroişlemci tabanlı Yüksek hassasiyet Değiştirilebilir 0-10V, 10-0V çıkışı 24V 4A fren çıkışı Harici set ve start özelliği Stop değeri
ELITE A.G. PRES 150 KULLANIM KILAVUZU
 ELITE A.G. PRES 150 KULLANIM KILAVUZU 1. MAKĐNA ÖZELLĐKLERĐ Makine otomatik bant kalkmalıdır. Lastik otomatıyla beraber otomatik çalışır. Dokunmatik ekran ve Türkçe menüyle kolay kullanım. Üst bant alt
ELITE A.G. PRES 150 KULLANIM KILAVUZU 1. MAKĐNA ÖZELLĐKLERĐ Makine otomatik bant kalkmalıdır. Lastik otomatıyla beraber otomatik çalışır. Dokunmatik ekran ve Türkçe menüyle kolay kullanım. Üst bant alt
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06
 1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06 Baylan BTB-6 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-06 Baylan BTB-6 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 26.11.2011 00-1-5 KYS.19 TE 06 1-AMAÇ Eker Süt Ürünlerinde, hammadde olarak kabulü yapılan yardımcı ürünlerin çiğ sütün ve üretilen ürünlerin standart kalitede sürekliliği sağlamak için renk analizlerini
26.11.2011 00-1-5 KYS.19 TE 06 1-AMAÇ Eker Süt Ürünlerinde, hammadde olarak kabulü yapılan yardımcı ürünlerin çiğ sütün ve üretilen ürünlerin standart kalitede sürekliliği sağlamak için renk analizlerini
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 19.11.2011 00-1-5 KYS.20 TE 09 1.0 AMAÇ Eker Süt Ürünlerinde, Kalite yönetim sisteminde mikrobiyoloji laboratuvarında gerçekleştirilen toplam mezofilik aerobik bakteri analizilerinde kullanılacak malzemelerin
19.11.2011 00-1-5 KYS.20 TE 09 1.0 AMAÇ Eker Süt Ürünlerinde, Kalite yönetim sisteminde mikrobiyoloji laboratuvarında gerçekleştirilen toplam mezofilik aerobik bakteri analizilerinde kullanılacak malzemelerin
Vertex PolyCure 25 için Kullanım Talimatları. 1.0 Genel Uyarılar:
 Vertex PolyCure 25 için Kullanım Talimatları 1.0 Genel Uyarılar: 1.1 Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 PolyCure 25 kullanan kişinin işinde profesyonel olması gerekir ve
Vertex PolyCure 25 için Kullanım Talimatları 1.0 Genel Uyarılar: 1.1 Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 PolyCure 25 kullanan kişinin işinde profesyonel olması gerekir ve
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 26.11.2011 01 10.04.2012 1 / 5 KYS.19 TA 01 1-AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan çiğ sütün ve süttozunun antibiyotik içerip içermediğini kontrol etmek. 2-KAPSAM VE GEÇERLİLİK Bu
26.11.2011 01 10.04.2012 1 / 5 KYS.19 TA 01 1-AMAÇ Eker Süt Ürünlerinde, ham madde olarak kabulü yapılan çiğ sütün ve süttozunun antibiyotik içerip içermediğini kontrol etmek. 2-KAPSAM VE GEÇERLİLİK Bu
Servis El Kitabı. Ürün kodu: F Model: MWH 2824 B UK Tanım: Mikrodalga fırın Doküman tarihi: 14/04/2014 Revizyon tarihi: 14/04/2014
 Servis El Kitabı Ürün kodu: F086170 Model: MWH 2824 B UK Tanım: Mikrodalga fırın Doküman tarihi: 14/04/2014 Revizyon tarihi: 14/04/2014 Teknik özellikler: Gerilim: Frekans: Çıkış gücü: Giriş gücü: Hacim:
Servis El Kitabı Ürün kodu: F086170 Model: MWH 2824 B UK Tanım: Mikrodalga fırın Doküman tarihi: 14/04/2014 Revizyon tarihi: 14/04/2014 Teknik özellikler: Gerilim: Frekans: Çıkış gücü: Giriş gücü: Hacim:
Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim
 TEKNOPAC 300 Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim Kapasitesi için, düzgün ürünleri sarmak üzere tasarlanmıştır. Konsol tasarımı, modüler yapısı, yüksek
TEKNOPAC 300 Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim Kapasitesi için, düzgün ürünleri sarmak üzere tasarlanmıştır. Konsol tasarımı, modüler yapısı, yüksek
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 23.02.2017 00-1-7 KYS.18 TE 18 1.0 AMAÇ Eker Süt Ürünlerinde, üretilen katı ürünlerin (kaşar, beyaz peynir vb.) standart kalitede sürekliliği sağlamak, yağ ve protein değerlerini kontrol etmek için kullanılan
23.02.2017 00-1-7 KYS.18 TE 18 1.0 AMAÇ Eker Süt Ürünlerinde, üretilen katı ürünlerin (kaşar, beyaz peynir vb.) standart kalitede sürekliliği sağlamak, yağ ve protein değerlerini kontrol etmek için kullanılan
Kullanım Uygulamaları Ön Görünüş. Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +)
 Sıcaklık Değiştirme tuşu ( +)") Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
TEST MASASI BTB-6. BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ.
 TEST MASASI BTB-6 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
TEST MASASI BTB-6 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ
 KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
KAYM KAMA AÇMA MAKİNESİ KULLANIM KILAVUZU VE TEKNİK ÖZELLİKLERİ İÇİNDEKİLER Teknik özellikleri....2 Makine ölçüleri..... 2 Kullanım kılavuzu 3 Kurulum ve yerleşim... 3 Makine kullanımı... 3 Kama broşu
BAKALİTE ALMA ECOPRESS 50/100/200
 BAKALİTE ALMA ECOPRESS 50/100/200 ECOPRESS 50/100/200 Tasarım Ve Operasyon Tüm ECOPRESS modellerinde elektro-hidrolik çalışma prensibine sahip olup hava gerektirmez ECOPRESS yağ basıncının arttırılması
BAKALİTE ALMA ECOPRESS 50/100/200 ECOPRESS 50/100/200 Tasarım Ve Operasyon Tüm ECOPRESS modellerinde elektro-hidrolik çalışma prensibine sahip olup hava gerektirmez ECOPRESS yağ basıncının arttırılması
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 30.04.2012 01 09.10.2014 1-16 ÜRT.03.01 TF 02 1.0 AMAÇ: Eker Süt Ürünlerinde, ayran departmanında yapılan ayranın yasal zorunluluk çerçevesinde dolumunu sağlamak için etkin bir yöntem belirlemek ve yapılanları
30.04.2012 01 09.10.2014 1-16 ÜRT.03.01 TF 02 1.0 AMAÇ: Eker Süt Ürünlerinde, ayran departmanında yapılan ayranın yasal zorunluluk çerçevesinde dolumunu sağlamak için etkin bir yöntem belirlemek ve yapılanları
OZ-300 OZON JENERATÖRÜ PLC KONTROL SİSTEMİ ARIZA VE UYARI MESAJLARI EL KİTABI
 OZ-300 OZON JENERATÖRÜ PLC KONTROL SİSTEMİ ARIZA VE UYARI MESAJLARI EL KİTABI Sayfa: 1/15 FİHRİST Dewpoint Dewpoint değeri düşük F4 trafo termik arızası Trafo bobin arızası Cihaz kapakları açık Soğutma
OZ-300 OZON JENERATÖRÜ PLC KONTROL SİSTEMİ ARIZA VE UYARI MESAJLARI EL KİTABI Sayfa: 1/15 FİHRİST Dewpoint Dewpoint değeri düşük F4 trafo termik arızası Trafo bobin arızası Cihaz kapakları açık Soğutma
HT 200. LCD li Oda Termostat Kontrolleri. Kullanım
 HT 200 LCD li Oda Termostat Kontrolleri HT 200 kablolu oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas sıcaklık ölçme
HT 200 LCD li Oda Termostat Kontrolleri HT 200 kablolu oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas sıcaklık ölçme
TAM OTOMATİK OPTİK CAM RODAJ MAKİNASI VE APARATLARI KULLANMA KILAVUZU
 TAM OTOMATİK OPTİK CAM RODAJ MAKİNASI VE APARATLARI KULLANMA KILAVUZU OPTİKER MAKİNA OPTİKER SERİSİ A-100 1000 MODEL VE SONRASI İÇİNDEKİLER TAŞLAMA MAKİNESİNİN ÇALIŞMAYA HAZIRLANMASI.sayfa 3 MAKİNENİN
TAM OTOMATİK OPTİK CAM RODAJ MAKİNASI VE APARATLARI KULLANMA KILAVUZU OPTİKER MAKİNA OPTİKER SERİSİ A-100 1000 MODEL VE SONRASI İÇİNDEKİLER TAŞLAMA MAKİNESİNİN ÇALIŞMAYA HAZIRLANMASI.sayfa 3 MAKİNENİN
KİT KODU: 102 LI4 01T
 KİT KODU: 102 LI4 01T 142705 1- LPG Elektrovalfi (6 mm) 2- FJ1 Gaz Filitresi 3- Buharlaştırıcı Regülatör (1200 mbar) 4- Rail Enjektör Grubu (Turuncu Enjektör x 4 ve PTS 4,5 Bar Sensör) 5- LPG Elektronik
KİT KODU: 102 LI4 01T 142705 1- LPG Elektrovalfi (6 mm) 2- FJ1 Gaz Filitresi 3- Buharlaştırıcı Regülatör (1200 mbar) 4- Rail Enjektör Grubu (Turuncu Enjektör x 4 ve PTS 4,5 Bar Sensör) 5- LPG Elektronik
HT 150 SET. LCD li Kablosuz Oda Termostatı Kontrolleri. Kullanım
 HT 150 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 150 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas
HT 150 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 150 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas
0.0000mL mL VFA ELEKTRONİK VF-DG01
 Cihazın Kullanımı ve Çalıştırılması Ön Panel Tanımı 1 2 3 0.0000mL 0.0000mL 4 5 6 7 8 9 10 1. 2X8 Karakter LCD üst satır. 2. 2x8 karakter LCD alt satır. 3. Hatanın varlığında yanan led. 4. Röle 1 in çıkışın
Cihazın Kullanımı ve Çalıştırılması Ön Panel Tanımı 1 2 3 0.0000mL 0.0000mL 4 5 6 7 8 9 10 1. 2X8 Karakter LCD üst satır. 2. 2x8 karakter LCD alt satır. 3. Hatanın varlığında yanan led. 4. Röle 1 in çıkışın
GEPA. RFD-121 Arıza Gösterge Düzeneği. Kullanma Kılavuzu. Orta Gerilim Yer Altı Şebekeleri İçin Arıza Akımı Gösterge Düzeneği.
 GEPA RFD-121 Arıza Gösterge Düzeneği Orta Gerilim Yer Altı Şebekeleri İçin Arıza Akımı Gösterge Düzeneği Kullanma Kılavuzu www.gepaelk.com İçindekiler 1. Genel... 1 2. Özellikler... 1 3. Bağlantı ve Montaj...
GEPA RFD-121 Arıza Gösterge Düzeneği Orta Gerilim Yer Altı Şebekeleri İçin Arıza Akımı Gösterge Düzeneği Kullanma Kılavuzu www.gepaelk.com İçindekiler 1. Genel... 1 2. Özellikler... 1 3. Bağlantı ve Montaj...
HT 250 SET. LCD li Kablosuz Oda Termostatı Kontrolleri. Kullanım
 HT 250 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 250 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas
HT 250 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 250 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. - Hassas
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
SU SERVİSİ Su Sisteminin Parçaları Su sistemleri aşağıdaki parçalardan meydana gelmiştir.
 SU SERVİSİ Su Sisteminin Parçaları Su sistemleri aşağıdaki parçalardan meydana gelmiştir. Su tankı Basınçlandırma elemanları Dağıtım sistemi Miktar göstergeleri Su boşaltım elemanları Lavabolar Su servis
SU SERVİSİ Su Sisteminin Parçaları Su sistemleri aşağıdaki parçalardan meydana gelmiştir. Su tankı Basınçlandırma elemanları Dağıtım sistemi Miktar göstergeleri Su boşaltım elemanları Lavabolar Su servis
010 SİSTEMİ. TEKNOSİSTEM MÜHENDİSLİK - Gazcılar Cad. Anafarta Sok. No:1/A BURSA, Tel:(224)272 37 34 Faks:272 40 19
272 37 34 Faks:272 40 19") 010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
010 SİSTEMİ 1 VOLUMETRİK DAĞITICILAR US ve USM Serisi volumetrik yağlama blokları endirek yağlama için tasarlanmıştır. Pompa basıncının düşmesinden sonra yağlama bloklarına gönderilen yağ yaylar vasıtasıyla
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 10.04.2013 00-1-5 KYS.20 TE 11 1.0 AMAÇ Eker Süt Ürünleri, Kalite yönetim sisteminde mikrobiyoloji laboratuvarının, üretimi yapılan son ürün yoğurt ve ayranların kültür aktivasyon kontrolünün mikroskop
10.04.2013 00-1-5 KYS.20 TE 11 1.0 AMAÇ Eker Süt Ürünleri, Kalite yönetim sisteminde mikrobiyoloji laboratuvarının, üretimi yapılan son ürün yoğurt ve ayranların kültür aktivasyon kontrolünün mikroskop
ENTEGRE YÖNETİM SİSTEMİ TALİMATLAR
 22.02.2012 03 04.08.2014 1-11 ÜRT.10.01 TP 01 1.0 AMAÇ: Eker Süt Ürünlerinde, Süzme Yoğurt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek
22.02.2012 03 04.08.2014 1-11 ÜRT.10.01 TP 01 1.0 AMAÇ: Eker Süt Ürünlerinde, Süzme Yoğurt departmanında yapılan ürünlerin yasal zorunluluk çerçevesinde üretilmesini sağlamak için etkin bir yöntem belirlemek
1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan vasıfsız bir çalışan olmamalıdır.
 Vertex MultiCure için Kullanım Talimatları 1.0. Genel Uyarılar: 1.1. Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan
Vertex MultiCure için Kullanım Talimatları 1.0. Genel Uyarılar: 1.1. Cihaz kullanılmadan önce bu kullanım kılavuzu dikkatle okunur. 1.2 Bu cihazı kullanan kişinin işinde profesyonel olması gerekir ve sıradan
REVİZYON DURUMU. Revizyon Tarihi Açıklama Revizyon No
 REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/36 1. AMAÇ Bu talimatın amacı
REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/36 1. AMAÇ Bu talimatın amacı
ENDÜSTRİYEL MUTFAK EKİPMANLARI
 ENDÜSTRİYEL MUTFAK EKİPMANLARI Günay Torna, tulumba hamuru dökme, lokma hamuru dökme ve çikolata rende makinaları başta olmak üzere endüstriyel mutfak makinelerinin üretimini yapmakta ve daha bir çok
ENDÜSTRİYEL MUTFAK EKİPMANLARI Günay Torna, tulumba hamuru dökme, lokma hamuru dökme ve çikolata rende makinaları başta olmak üzere endüstriyel mutfak makinelerinin üretimini yapmakta ve daha bir çok
MONTAJ KLAVUZU
 Türkiye nin İLK ve TEK Çift Motorlu Dişlisiz Otomatik Kapı Sistemi MONTAJ KLAVUZU www.schmelz.com.tr ĐÇĐNDEKĐLER 1. TEKNĐK ÖZELLĐKLER... Sayfa 03 2. MONTAJ TALĐMATLARI... Sayfa 04 2.1 MEKANĐZMA VE AKSESUARLARI...
Türkiye nin İLK ve TEK Çift Motorlu Dişlisiz Otomatik Kapı Sistemi MONTAJ KLAVUZU www.schmelz.com.tr ĐÇĐNDEKĐLER 1. TEKNĐK ÖZELLĐKLER... Sayfa 03 2. MONTAJ TALĐMATLARI... Sayfa 04 2.1 MEKANĐZMA VE AKSESUARLARI...
E5_C Serisi Hızlı Başlangıç Kılavuzu
 E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
REVİZYON DURUMU. Revizyon Tarihi Açıklama Revizyon No
 REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU
 STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
STF1000 FIRIN KONTROL SİSTEMİ KULLANIM KILAVUZU 1 TUŞLAR: START : Program çalıştırmak için kullanılır. STOP: Çalışmakta olan programı sonlandırmak için kullanılır. Stop tuşuna 1 kez basıldığında program
TEST MASASI BTB-7. BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ.
 TEST MASASI BTB-7 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
TEST MASASI BTB-7 BAYLAN ÖLÇÜ ALETLERİ SAN. ve TİC. LTD. ŞTİ. Fabrika: A.O.S.B. 10046 Sok. No:14 Çiğli - İZMİR - TÜRKİYE Tel: (0.232) 232 376 77 57 Fax: (0.232) 376 77 59-376 79 74 web: www.baylansayaclari.com
SD-AY mA SEVİYE PROBU
 SD-AY420 4-20mA SEVİYE PROBU Vira Isı Endüstriyel Ürünler A.Ş. Metal İş Sanayi Sitesi 11. Blok No:37-39 İkitelli/İstanbul Tel: 0.212.549.57.70 Fax: 0.212.549.58.48 info@viravalf.com www.viravalf.com SD-AY420
SD-AY420 4-20mA SEVİYE PROBU Vira Isı Endüstriyel Ürünler A.Ş. Metal İş Sanayi Sitesi 11. Blok No:37-39 İkitelli/İstanbul Tel: 0.212.549.57.70 Fax: 0.212.549.58.48 info@viravalf.com www.viravalf.com SD-AY420
EPS 6400 PERÇİN SIVAMA PRESİ KULLANMA KILAVUZU
 EPS 6400 PERÇİN SIVAMA PRESİ KULLANMA KILAVUZU PRESMAK MAKİNA SAN. İTH. İHC. LTD. ŞTİ Rami Kışla Cad. Gündoğar 1 İş Mrk no:279 Topçular- Eyüp/İSTANBUL TEL.0212 501 77 76-0212 612 81 21 FAX. 0212 612 21
EPS 6400 PERÇİN SIVAMA PRESİ KULLANMA KILAVUZU PRESMAK MAKİNA SAN. İTH. İHC. LTD. ŞTİ Rami Kışla Cad. Gündoğar 1 İş Mrk no:279 Topçular- Eyüp/İSTANBUL TEL.0212 501 77 76-0212 612 81 21 FAX. 0212 612 21
MICRO FOK (Fibre Optic Cable Blowing Machine)
") MICRO FOK (Fibre Optic Cable Blowing Machine) Mikro Fok Genel Tanıtımı Fiber optik kablo tesis makinesi 6-8 mm çap aralığındaki kabloyu 14 mm çapındaki hdp borunun içerisine montajlıyacak şekilde hazırlanmıştır.
MICRO FOK (Fibre Optic Cable Blowing Machine) Mikro Fok Genel Tanıtımı Fiber optik kablo tesis makinesi 6-8 mm çap aralığındaki kabloyu 14 mm çapındaki hdp borunun içerisine montajlıyacak şekilde hazırlanmıştır.
GERGİ DENETİM CİHAZI KULLANIM KLAVUZU
 GERGİ DENETİM CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar.5 sn basılı tutmak gerekir Dara alma işlemini
GERGİ DENETİM CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar.5 sn basılı tutmak gerekir Dara alma işlemini
Automatic Entrance & Acccess System GARAJ. Endüstiyel - Seksiyonel Garaj Kapıları. Seksiyonel Kapılar
 TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
TM Automatic Entrance & Acccess System Endüstiyel - Seksiyonel Garaj Kapıları GARAJ Seksiyonel Kapılar TM Automatic Entrance & Acccess System TRONCO Endüstriyel Seksiyonel Kapılar TRONCO endüstriyel seksiyonel
MAKİNE TEKNİK ÖZELLİKLERİ ERK /
 MAKİNE TEKNİK ÖZELLİKLERİ ERK / 8060 4 TOPLAM GÜÇ : DİL GRUBU : MAX. KALIP BOYUTLARI : 800 x 580 mm ÜST REZİSTANS GRUBU : 80 kw TURKISH MAKİNA AĞIRLIĞI : 19.200 kg ALT REZİSTANS GRUBU : 80 kw ENGLISH MAX.
MAKİNE TEKNİK ÖZELLİKLERİ ERK / 8060 4 TOPLAM GÜÇ : DİL GRUBU : MAX. KALIP BOYUTLARI : 800 x 580 mm ÜST REZİSTANS GRUBU : 80 kw TURKISH MAKİNA AĞIRLIĞI : 19.200 kg ALT REZİSTANS GRUBU : 80 kw ENGLISH MAX.
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
HAMUR HAZIRLAMA GRUBU (SYM) Spiral Yoğurma Makinesi (KDM) Kaldırma Devirme Makinesi (AHM) Ara Aktarma Hunisi / (SKC) Su Karıştırma Cihazı
 Spiral Yoğurma Makinesi (KDM) Kaldırma Devirme Makinesi (AHM) Ara Aktarma Hunisi / (SKC) Su Karıştırma Cihazı") Undan... Pişkin Lezzete. Sağlıkla! HAMUR HAZIRLAMA GRUBU () Spiral Yoğurma Makinesi (KDM) Kaldırma Devirme Makinesi (AHM) Ara Aktarma Hunisi / (SKC) Su Karıştırma Cihazı KDM / AHM / SKC AHM KDM SKC SPİRAL
Undan... Pişkin Lezzete. Sağlıkla! HAMUR HAZIRLAMA GRUBU () Spiral Yoğurma Makinesi (KDM) Kaldırma Devirme Makinesi (AHM) Ara Aktarma Hunisi / (SKC) Su Karıştırma Cihazı KDM / AHM / SKC AHM KDM SKC SPİRAL
YARI OTOMATİK VE MANUEL ETİKETLEME MAKİNELERİMİZ
 - YARI OTOMATİK VE MANUEL ETİKETLEME MAKİNELERİMİZ OE 2 Plus Yeni model Yarı otomatik yuvarlak şişe/pet /teneke etiketleme makinesi ve prizmatik ambalaj (köşeli cam/pet/teneke) kiti Şarap, Zeytinyağı,
- YARI OTOMATİK VE MANUEL ETİKETLEME MAKİNELERİMİZ OE 2 Plus Yeni model Yarı otomatik yuvarlak şişe/pet /teneke etiketleme makinesi ve prizmatik ambalaj (köşeli cam/pet/teneke) kiti Şarap, Zeytinyağı,
SSM - 4 ORANSAL SERVOMOTOR SSM 4 TANITIM BİLGİLERİ :
 SSM - 4 ORANSAL SERVOMOTOR SSM 4 TANITIM BİLGİLERİ : SSM Serisi servo motorlar Era Ltd.Şti. ticari ürünüdür. Saha da çalışması için basit ve sorunsuz bir yapıya sahiptir. 4 Pinli bağlantı soketi ile, kolay
SSM - 4 ORANSAL SERVOMOTOR SSM 4 TANITIM BİLGİLERİ : SSM Serisi servo motorlar Era Ltd.Şti. ticari ürünüdür. Saha da çalışması için basit ve sorunsuz bir yapıya sahiptir. 4 Pinli bağlantı soketi ile, kolay
SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
TEKNİK DOSYA SB KANATLI MAKAS - GÜVENLİK ETİKETLERİ - SEMBOL ANLAMI BULUNDUĞU YER. Sıcak yüzey. Dokunmayınız. Koruyucu giysi giyiniz.
 Sıcak yüzey. Dokunmayınız. Radyatör, hidrolik yağ tankı ve boru hatları Koruyucu giysi giyiniz. paneli bölgesinde Çizme, bot vb. koruyucu ayakkabı kullanınız. paneli bölgesi Dikkat! Tehlike! Elektrik panosu,
Sıcak yüzey. Dokunmayınız. Radyatör, hidrolik yağ tankı ve boru hatları Koruyucu giysi giyiniz. paneli bölgesinde Çizme, bot vb. koruyucu ayakkabı kullanınız. paneli bölgesi Dikkat! Tehlike! Elektrik panosu,
AKE GAZLI DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU
 KULLANIM KILAVUZU") AKE.370.502.01.02 GAZLI DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU AKE.370.502.01.02 GAZLI DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU 1 1.CİHAZ ÖLÇÜLERİ
AKE.370.502.01.02 GAZLI DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU AKE.370.502.01.02 GAZLI DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU 1 1.CİHAZ ÖLÇÜLERİ
AY Mühendislik.
 AY Mühendislik www.aymuhendislik.com TRAKSİYONEL VİNÇ NEDİR? Traksiyonel vinç halat üzerinde sonsuz tırmanma prensibi ile mesafe (yükseklik) tanımadan çalışan, derin kuyular ve yüksek çalışma mesafelerinde
AY Mühendislik www.aymuhendislik.com TRAKSİYONEL VİNÇ NEDİR? Traksiyonel vinç halat üzerinde sonsuz tırmanma prensibi ile mesafe (yükseklik) tanımadan çalışan, derin kuyular ve yüksek çalışma mesafelerinde
AKE ELEKTRİKLİ DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU
 KULLANIM KILAVUZU") AKE.370.502.01.01 ELEKTRİKLİ DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU AKE.370.502.01.01 ELEKTRİKLİ DÖNER TABANLI FIRIN KONTROL KARTI KULLANIM KILAVUZU 1 1.CİHAZ ÖLÇÜLERİ 2.RÖLE
AKE.370.502.01.01 ELEKTRİKLİ DÖNER TABANLI FIRIN KONTROL KARTI (7 TFT DOKUNMATİK) KULLANIM KILAVUZU AKE.370.502.01.01 ELEKTRİKLİ DÖNER TABANLI FIRIN KONTROL KARTI KULLANIM KILAVUZU 1 1.CİHAZ ÖLÇÜLERİ 2.RÖLE
BKV 5400 Yüzey Blöf Kontrol Vanası Montaj ve Kullanım Kitapçığı
 BKV 5400 Yüzey Blöf Kontrol Vanası Montaj ve Kullanım Kitapçığı BKV 5400 MKK v10.01-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 3.1. BKA 5400 Yüzey Blöf Kontrol Vanası
BKV 5400 Yüzey Blöf Kontrol Vanası Montaj ve Kullanım Kitapçığı BKV 5400 MKK v10.01-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 3.1. BKA 5400 Yüzey Blöf Kontrol Vanası
İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ HARİCİ KONTROL ÜNİTESİ BAĞLANTILAR VE HABERLEŞMELER 23-24
 ULD-25AL ÇAP ÖLÇER 2016 İÇİNDEKİLER İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ... 5-13 HARİCİ KONTROL ÜNİTESİ... 14-22 BAĞLANTILAR VE HABERLEŞMELER 23-24 2 ÖZELLİKLER ÖZELLİKLER MODEL : U25AL ÖLÇÜM YÖNTEMİ.:
ULD-25AL ÇAP ÖLÇER 2016 İÇİNDEKİLER İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ... 5-13 HARİCİ KONTROL ÜNİTESİ... 14-22 BAĞLANTILAR VE HABERLEŞMELER 23-24 2 ÖZELLİKLER ÖZELLİKLER MODEL : U25AL ÖLÇÜM YÖNTEMİ.:
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ
 KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
KLİMA İÇ TESİSAT YIKAMA MAKİNASI SERVİS BÜLTENİ Satış Sonrası Hizmetler Yöneticiliği 1 / 13 02.2008 Rev 0 01/2008 02.2008 İÇİNDEKİLER 1. ÜRÜN TANITIMI... 3 2. MONTAJ ŞEMASI... 3 3. MONTAJ ŞEMASINDA BELİRTİLEN
MC37,40 KULLANMA KILAVUZU
 MC7,40 KULLANMA KILAVUZU İÇİNDEKİLER!. TEKNİK VERİLER VE ÖZELLİKLER... @. BİLEŞENLERİN MONTAJI VE İŞLEYİŞİ.... MC40 bağlantı kolunun montajı.... Bağlantı kolu hava vanası MC40 in ayarlanması.... Kumaş
MC7,40 KULLANMA KILAVUZU İÇİNDEKİLER!. TEKNİK VERİLER VE ÖZELLİKLER... @. BİLEŞENLERİN MONTAJI VE İŞLEYİŞİ.... MC40 bağlantı kolunun montajı.... Bağlantı kolu hava vanası MC40 in ayarlanması.... Kumaş
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
ÖZÇAĞDAŞ MAKİNA SANAYİ SHRİNK AMBALAJ MAKİNALARI
 K2 TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K1 YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K4 MABİLYA İÇİN TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K3 MABİLYA İÇİN YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K5 L-KESİM TÜNELİ
K2 TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K1 YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K4 MABİLYA İÇİN TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K3 MABİLYA İÇİN YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K5 L-KESİM TÜNELİ
T150 MOTORLU SWG BAKIM VE KULLANIM KILAVUZU
 T150 MOTORLU SWG BAKIM VE KULLANIM KILAVUZU 1 İÇİNDEKİLER ÖNSÖZ TURNİKE GÜVENLİK TALİMATI TURNİKE KULLANIM TALİMATI T150 MOTORLU SWG TURNİKE TEKNİK ÖZELLİLERİ T150 MOTORLU SWG TURNİKE SİSTEM ÖZELLİKLERİ
T150 MOTORLU SWG BAKIM VE KULLANIM KILAVUZU 1 İÇİNDEKİLER ÖNSÖZ TURNİKE GÜVENLİK TALİMATI TURNİKE KULLANIM TALİMATI T150 MOTORLU SWG TURNİKE TEKNİK ÖZELLİLERİ T150 MOTORLU SWG TURNİKE SİSTEM ÖZELLİKLERİ
618 KULLANMA KILAVUZU
 0 10 20 30 40 50 60 70 618 KULLANMA KILAVUZU Kullanmaya başlamadan önce Kullanma Kılavuzunu Dikkatlice okuyunuz ve verilen talimatlara riayet ediniz. Daha sonraki kullanımlar için muhafaza ediniz OYUN
0 10 20 30 40 50 60 70 618 KULLANMA KILAVUZU Kullanmaya başlamadan önce Kullanma Kılavuzunu Dikkatlice okuyunuz ve verilen talimatlara riayet ediniz. Daha sonraki kullanımlar için muhafaza ediniz OYUN
N S s e r i s i NS366. 3 ve 4 İSTASYONLU THERMOFORM MAKİNELERİ. Tek Makine ile tüm thermoform mamullerini üretebilme
 N S s e r i s i 3 ve 4 İSTASYONLU THERMOFORM MAKİNELERİ NS366 Tek Makine ile tüm thermoform mamullerini üretebilme Düşük maliyetli, hijyenik seri üretim Servo motor teknolojisi ile yüksek hızda çalışma
N S s e r i s i 3 ve 4 İSTASYONLU THERMOFORM MAKİNELERİ NS366 Tek Makine ile tüm thermoform mamullerini üretebilme Düşük maliyetli, hijyenik seri üretim Servo motor teknolojisi ile yüksek hızda çalışma
KATLANABİLİR KABİN KAPISI KULLANIM VE MONTAJ KILAVUZU
 KATLANABİLİR KABİN KAPISI KULLANIM VE MONTAJ KILAVUZU İçindekiler Önemli Bilgiler... 2 1. Giriş... 3 1.1. Kullanma ve Bakım Talimatı... 3 1.1.1. Kullanma Talimatı... 3 1.1.2. Bakım Talimatı... 3 2. Katlanır
KATLANABİLİR KABİN KAPISI KULLANIM VE MONTAJ KILAVUZU İçindekiler Önemli Bilgiler... 2 1. Giriş... 3 1.1. Kullanma ve Bakım Talimatı... 3 1.1.1. Kullanma Talimatı... 3 1.1.2. Bakım Talimatı... 3 2. Katlanır
DEVİRMELİ SÜRME SİSTEMİ Winkhaus SK 130 Çek Aç
 Winkhaus SK 0 Çek Aç SK 0 ÇEK-AÇ AKSESUAR TABLOSU Sürme Elemanları 0 SK Araba Takımı Sağ/Sol SK Araba SK Alt Destek Parçası SK Araba Destek Parçası SK Ray Seti SK Vida Kapama Profili SK Üst Ray SK Üst
Winkhaus SK 0 Çek Aç SK 0 ÇEK-AÇ AKSESUAR TABLOSU Sürme Elemanları 0 SK Araba Takımı Sağ/Sol SK Araba SK Alt Destek Parçası SK Araba Destek Parçası SK Ray Seti SK Vida Kapama Profili SK Üst Ray SK Üst
haberleri sektör MEMBRANLI TANKLAR ÇALIŞMA PRENSİPLERİ MONTAJ VE KULLANIMDA DİKKAT EDİLMESİ GEREKENLER isimlendirme
 sektör haberleri MEMBRANLI TANKLAR ÇALIŞMA PRENSİPLERİ MONTAJ VE KULLANIMDA DİKKAT EDİLMESİ GEREKENLER Membranlı tanklar (MT), Türkiye'ye 1990'lı yılların başında girmiş, doğal gazın yaygınlaşması ile
sektör haberleri MEMBRANLI TANKLAR ÇALIŞMA PRENSİPLERİ MONTAJ VE KULLANIMDA DİKKAT EDİLMESİ GEREKENLER Membranlı tanklar (MT), Türkiye'ye 1990'lı yılların başında girmiş, doğal gazın yaygınlaşması ile
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-07
 1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-07 Baylan BTB-7 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
1. BAYLAN SU SAYAÇLARI TEST MASASI BTB-07 Baylan BTB-7 Test Masası ev tipi sayaçların ISO 4064/3 standardına göre performans testlerini gerçekleştirmek üzere Baylan Ölçü Aletleri bünyesinde tasarlanmıştır.
KURULUM ve KULLANIM KILAVUZU
 ISITMA/SOĞUTMA OTOMASYON SİSTEMLERİ KURULUM ve KULLANIM KILAVUZU MODEL NO.: TH2006 TH2006RF RV0356 DİKKAT : Cihazı kullanmadan önce bu kılavuzu okuyun ve daha sonra gerekli durumlarda kullanmak üzere muhafaza
ISITMA/SOĞUTMA OTOMASYON SİSTEMLERİ KURULUM ve KULLANIM KILAVUZU MODEL NO.: TH2006 TH2006RF RV0356 DİKKAT : Cihazı kullanmadan önce bu kılavuzu okuyun ve daha sonra gerekli durumlarda kullanmak üzere muhafaza
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU
 ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
 SOĞUK MOTORUN ÇALIŞTIRILMASI UYARI TEHLİKE Motoru çalıştıracağınız vakit, Zincir frenini frenleme konumuna itiniz. Motorun çalıştırılması esnasında zincirin dönmesi tehlikeli olabilir. Yakıt deposuna yakıt
SOĞUK MOTORUN ÇALIŞTIRILMASI UYARI TEHLİKE Motoru çalıştıracağınız vakit, Zincir frenini frenleme konumuna itiniz. Motorun çalıştırılması esnasında zincirin dönmesi tehlikeli olabilir. Yakıt deposuna yakıt
Bobin Gövdesi. Flanşı Tork Ayar Vidası. Balata. Dişli. Montaj Vidası
 Kompakt bir yapıya sahip olan serisi frenler kontrollü veya kontrolsüz elektrik kesilmelerinde devreye giren kolay montajlı sistemlerdir. Vinç ve otomasyon sistemlerinde, asansörlerde, tekstil, tarım,
Kompakt bir yapıya sahip olan serisi frenler kontrollü veya kontrolsüz elektrik kesilmelerinde devreye giren kolay montajlı sistemlerdir. Vinç ve otomasyon sistemlerinde, asansörlerde, tekstil, tarım,
ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU
 ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU 1. Manuel Mod Şekil I Manuel Mod geçmek için Manuel Moda Geç butonuna dokununuz. Karşımıza gelen ekranda ki fonksiyonları değiştirmek için
ETHK-20 MEYVE SEBZE KURUTUCU ISI POMPASI PLC KULLANIM KLAVUZU 1. Manuel Mod Şekil I Manuel Mod geçmek için Manuel Moda Geç butonuna dokununuz. Karşımıza gelen ekranda ki fonksiyonları değiştirmek için
www.elektrikogretmenleri.com
 FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri
 HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 300 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. Dokunmatik
HT 300 SET LCD li Kablosuz Oda Termostatı Kontrolleri HT 300 SET kablosuz oda termostatıdır. Kullanıcı oda termostatını ihtiyacı doğrultusunda ayarlayıp daha konforlu ve ekonomik bir ısınma sağlar. Dokunmatik