S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde
|
|
|
- Gizem Neftçi
- 6 yıl önce
- İzleme sayısı:
Transkript
 Yumuşak çeliğe ait tipik bir σ - e eğrisinde, homojen deformasyon bölgesi sınırını belirleyen etken mekanizma nedir? Homojen deformasyonun endüstriyel şekillendirme uygulamalarındaki önemi nedir?")
 Düşük karbonlu sac bir malzeme preste derin çekme yöntemi ile plastik deforme edilerek şekillendirilmek isteniyor.")
1 S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak çeliğe ait tipik bir σ - e eğrisinde, homojen deformasyon bölgesi sınırını belirleyen etken mekanizma nedir? Homojen deformasyonun endüstriyel şekillendirme uygulamalarındaki önemi nedir? S3) Sizce metal esaslı bir malzemenin sünekliğini (plastik deformasyon kabiliyetini) etkileyen en önemli faktör nedir? Açıklayınız. S4) Düşük karbonlu sac bir malzeme preste derin çekme yöntemi ile plastik deforme edilerek şekillendirilmek isteniyor. Bu işlem için kullanılabilecek hidrolik pres (yavaş deformasyon hızı) ve eksantrik pres (yüksek deformasyon hızı) mevcut. Hangisini tercih edersiniz? Niçin? Açıklayınız. S5) Aşağıda mikroyapı fotoğrafı görülen aynı kimyasal kompozisyonda fakat farklı mikroyapılara sahip A ve B malzemelerinin plastik deformasyon kabiliyetleri ve mekanik özellikleri hakkında neler söyleyebilirsiniz? A B
2 BÖLÜM-7 ENDÜSTRİYEL PLASTİK ŞEKİLLENDİRME VE DÖVME TEKNİKLERİ Prof. Dr. Yusuf ÖZÇATALBAŞ

3 Endüstriyel Şekillendirmeye Genel Bakış ÖTT Tozlar Özel Enjeksiyon Pişirme/ Sinterleme Kalıplama Ham Malzeme Ergimiş metal Sürekli dök./ haddeleme İngot Döküm Haddeleme Şerit kesme Ekstrüzyon Sac Şekillendirme Dövme/preste şekillendirme Döküm işleme ÜRÜN Tek kristal çekme Detaylandırma seviyesi Basınçlı Döküm
4 DÖVME DÖVÜLEBİLME YETENEĞİ: Metallerin, belirli deformasyon sıcaklıklarında (sıcak, ılık veya soğuk) basma kuvvetleri etkisi altında hatasız olarak (mikro veya makro çatlak içermeksizin) plastik şekillendirilebilme yeteneğidir. DÖVÜLEBİLME YETENEĞİNİN ÖLÇÜLMESİ: 1) Sıcak burma deneyi 2) Şişirme deneyi 3) Sıcak darbe çekme deneyi 4) Çekme deneyi 5) Eğme deneyi





5 SICAK DÖVME PARÇA ÖRNEKLERİ
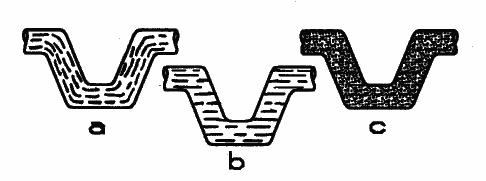
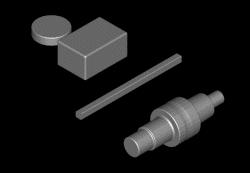
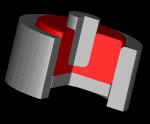
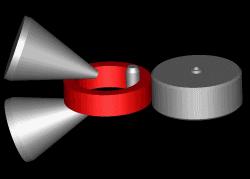
6 Bir dişli üretimi için beş metot; A:serbest düşmeli çekiçte dövme, B:preste dövme, C:halka dövme ve çekiçte dövme, D:Halka dövme ve preste dövme, E:Çapaksız halka dövme Üretim aşamaları; a: kütük kesme, b:kütük şişirme, c:halka ön şekillendirme, d:halka çıkarma, e:halka haddeleme, f:kalıpta dövme, g: bitirme
7 SICAK DÖVME PARÇALARIN TERCİH SEBEPLERİ 1) FİBERLİ YAPI (PARÇADA FİZİKSEL SÜREKLİLİK) 2) İNCE TANELİ YAPI 3) SÜNEKLİK VE DAYANIMIN MÜKEMMEL KOMBİNASYONU 4) YÜKSEK DARBE DAYANIMI (TOKLUK) 5) İŞLEME VE TALAŞ KALDIRMA KOLAYLIĞI 6) ÜNİFORM YAPI 7) SERİ İMALATA UYGUNLUK
8 SICAK DÖVME PARÇALARIN TERCİH SEBEPLERİ - Üstün Mekanik Özellikler Dövme oranının ısıl işlem uygulanmış çeliklerin sünekliğine etkisi. a) Manganlı çelik b) Vakumda ergitilmiş, yüksek çekme mukavemetli (2000 MPa) 4340 çeliği. Deformasyon oranı: Başlangıç kesit alanı / son kesit alanı
9 SICAK DÖVME PARÇALARIN TERCİH SEBEPLERİ - Mekanik Özellikler; Deform. oranı Isıl işlem uygulanmış Ni-Cr esaslı bir çeliğin darbe dayanımına sıcak şekillendirme oranının etkisi. Deformasyon oranı: Başlangıç kesit alanı / son kesit alanı

10 Dövme ve döküm krank mili mekanik özelliklerinin karşılaştırılması
11 Dövme ve döküm krank mili mekanik özelliklerinin karşılaştırılması
12 Dövme ve döküm krank mili mekanik özelliklerinin karşılaştırılması

13 Dövme ve döküm krank mili mekanik özelliklerinin karşılaştırılması

14 Dövme ve döküm krank mili mekanik özelliklerinin karşılaştırılması

15 FİZİKSEL SÜREKLİLİK (LİFLİ YAPI)
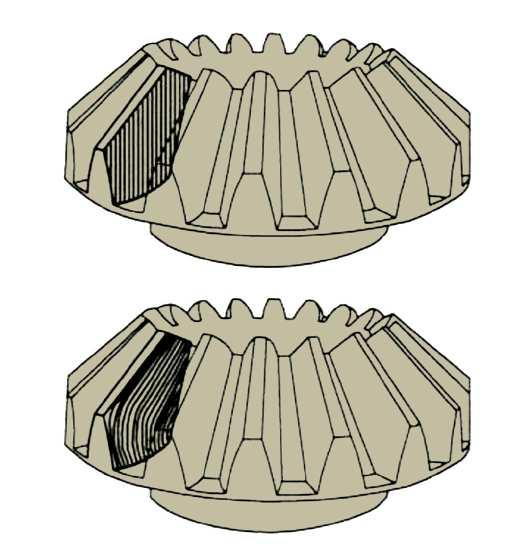
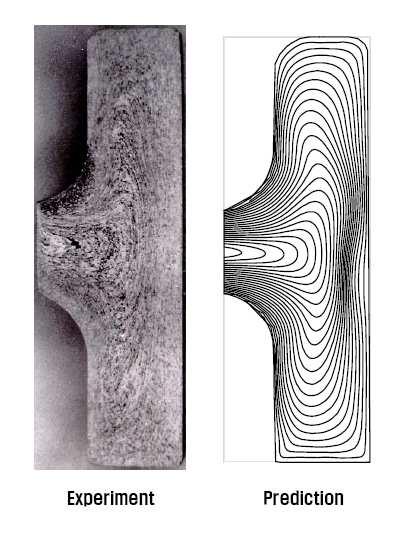
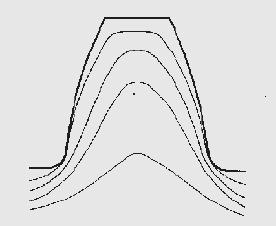
16 FİZİKSEL SÜREKLİLİK (LİFLİ YAPI)
17 DÖVME TEKNİKLERİ: SERBEST DÖVME KALIPTA (ZORAKİ) DÖVME Açık kalıpta dövme Yarı açık kalıpta dövme Kapalı kalıpta dövme KAFA YIĞMA DÖVME HADDELERİ HALKA DÖVME YÜKSEK ENERJİLİ DÖVME RADYAL DÖVME İZOTERMAL DÖVME ORBİTAL DÖVME TOZ DÖVME
 Yığılmada, iş parçası ile takım yüzeyleri arasındaki sürtünme ve ısı kaybı nedeniyle iş parçasının fıçılaşması.")
18 SERBEST DÖVME a) b) Silindirik bir parçanın iki düzlemsel kalıp arasında basılması: a)yığma ideal homojen şekil değişimi hali. b) Yığılmada, iş parçası ile takım yüzeyleri arasındaki sürtünme ve ısı kaybı nedeniyle iş parçasının fıçılaşması.
19 SERBEST DÖVME İLE YAPILAN İŞLEMLER 1) UZATMA 2) YIĞMA (GENİŞLETME)
20 SERBEST DÖVME İLE YAPILAN İŞLEMLER 3) EĞME 4) KESME VEYA BOĞMA 5) DELME 6) BURMA


21 SERBEST DÖVME UYGULAMALARI



22 TEK YÜZLÜ KAPALI KALIPTA DÖVME



23 ÇİFT YÜZLÜ KALIPLARDA DÖVME -ÇİFT YÜZLÜ MAKİNA KALIPLARI * Açık Kalıplar * Yarı Açık Kalıplar * Kapalı Kalıplar

24 KAPALI KALIPTA DÖVME
25 KAPALI KALIPTA DÖVME Taslak Boyut ve Ağırlığının Seçimi W Başlangıç =W iş parçası +W tufal +W çapak W tufal ; ilk ısıtmada %2-3, ara tavlarda %1,5-2 Preste Dövmede çapak veya artık metal hacmi; V ç =0.21D 3 Havalı Çekiçlerde artık metal hacmi; V ç =0.23.D 3 Delme işleminde artık metal hacmi; V ç =A zımb kes. aln.h yüks /3 -Ağırlık belirlendikten sonra boyut kontrolü;. Başlangıç malzemesi yığma olmaksızın uzatmayla şekillendirilecekse belirli miktar kesit küçültme oranı (A 0 /A i ) sağlanabilir. Bu oran 1,1-1,3 oranında olmalıdır.. Başlangıç malzemesi yığma yapılacaksa burkulmayı önlemek için kütük boyunun (L), kütük çapına (D) oranı 2,5 katı geçmemelidir.
 Hareketli kalıp. (3) Çubuk. (4) Sabit kalıp. (5) Gövde. (6) Dayama.")
26 YIĞMA (KAFA ŞİŞİRME) CİVATA YAPIMI Kafa şişirme. (1) çene. (2) Hareketli kalıp. (3) Çubuk. (4) Sabit kalıp. (5) Gövde. (6) Dayama. (7) Istampa. (8) Kızak.
27 DÖVME HADDELERİ İLE ŞEKİLLENDİRME Önceleri kapalı kalıpla dövme için taslak hazırlama (özellikle uzun ve ince parçaların ön şekillendirilmesi) amacıyla uygulanan bu işlem, daha sonra büyük bir gelişme göstererek bitmiş parça üretiminde de kullanılmaya başlamıştır. Bu yöntemin kapalı kalıpla dövmeye taslak hazırlama uygulamalarına en uygun örneklerden biri krank mili ve biyel kolu üretimidir.
28 DÖVME HADDELERİ İLE ŞEKİLLENDİRME Çapraz haddeleme Örneğin konik miller ve yaprak yaylar, sofra bıçakları, el takımları bu yöntemle üretilebilirler. Çapraz had-deleme başka dövme yöntemlerine ön şekillendirme işlemi olarak da uygula-nabilir.

29 DÖVME HADDELERİ İLE ŞEKİLLENDİRME GERİ





30 HALKA DÖVME

31 RADYAL DÖVME Genellikle soğuk, gerektiği takdirde ise sıcak olarak uygulanabilen bu yöntemde dövme işlemi iki veya dört çekicin radyal hareketi ile sağlanır. Çubukların veya tüp şeklinde parçaların dövüldüğü bu yöntemle ilgili uygulama örnekleri olarak kademeli millerin, tabanca ve tüfek namlularının dövülmesi, çubuk çaplarının küçültülmesi, tüplerin iç yüzeylerine profil verilerek dövülmesi gösterilebilir.

32 Farklı iç kesitlere sahip boruların radyal dövme ile üretimi

33 Radyal dövme ile tabanca namlusu üretimi

34 Radyal dövme parçalar


35 İZOTERMAL DÖVME
36 ORBİTAL DÖVME
37 SICAK DÖVME SICAKLIKLARI Not: Çizelgede belirtilen sıcaklıklar yaklaşık değerlerdir. Malzeme üreticisinin sıcak dövme için tavsiye ettiği sıcaklık aralıklarına uyulmalıdır. MALZEME Alüminyum alaşımları Magnezyum alaşımları Bakır alaşımları Sade karbonlu çelikler ( <%0,5C) Az alaşımlı çelikler Yüksek alaşımlı çelikler Martenzitik paslanmaz çelikler Östenitik paslanmaz çelikler Nikel alaşımları Titanyum alaşımları Demir esaslı süper alaşımlar Kobalt esaslı süper alaşımlar Molibden alaşımları Nikel esaslı süper alaşımlar Tungsten alaşımları <%0,9C <%1,2C DÖVME SICAKLIK ARALIĞI ( C)
38 KALIPLAMA BASINÇLARI Malzeme Düşük karb. çelikler Malzemelerin Farklı Sıcaklıklardaki Yaklaşık Kalıplama Basınçları (Ks=N/mm 2 ) Çekme Gerilmesi Aralığı σ ç <400 Oda Sıc Sıcaklık ( C) Orta karb. çelikler Yüksek. Karb./ alaşımlı çelikler Pirinç Bakır Alüminyum
 (0,5-1,3m/sn) Kalıplama Basıncı Ks (N/mm 2 ) 800 N/mm 2 1000-1200 N/mm 2 600-700 N/mm 2 400-500 N/mm 2 E 130 (N/mm")
39 KALIPLAMA BASINÇLARI KALIPLAMA SICAKLIĞI - C Artıyor (0,6-0,3m/sn) (0,6-0,3 m/sn) (0,3-0,8 m/sn) (0,5-1,3m/sn) Kalıplama Basıncı Ks (N/mm 2 ) 800 N/mm N/mm N/mm N/mm 2 E 130 (N/mm 2 )
40 Kalıplama kuvvetinde düzeltme katsayısı (Q c ) İş parçası şekli Düzeltme Katsayısı Q c Basit Şekilli-Çapaksız Basit Şekilli-Çapaklı Karmaşık Şekilli-Çapaklı
, K s :Kalıplama sıcaklığındaki kalıplama basıncı (N/mm 2 ) Çapak Kesme Kuvveti: P ç =A ç.")
41 KALIPLAMA KUVVETİNİN HESAPLANMASI-I P k Kalıplama Kuvveti: P k = A k. K s.q c =Newton A k :Kalıplama alanı (mm 2 ), K s :Kalıplama sıcaklığındaki kalıplama basıncı (N/mm 2 ) Çapak Kesme Kuvveti: P ç =A ç. K ç =Newton A ç :Kesilecek çapak alanı (mm 2 ) K ç : Çapağın kesme gerilmesi (N/mm 2 ) Soğuk çapak kesmede: K ç =σ ç.0,7 Sıcak çapak kesmede : K ç =K s.0,7 ÖRNEK: Bilinenler; Malzeme: Takım çeliği σ ç =600N/mm 2, Kalıplama sıc.=1000 C, D=70mm, R=35mm d 1 =50mm, r1=25mm, çapak kalınlığı:h=2mm, Q c =5. Seçilen malzeme ve sıcaklık için yukarıda verilen grafiklerden birim kalıplama basıncı Ks=130N/mm 2 bulunur. Kalıplama alanı; A k =π.r 2 =3, =3846mm 2, Kalıplama kuvveti: P k = = N/9,8=51018 Kgf X 5= Kgf 255tf Çapak kesme alanı: A ç = π.d 1.h=3, =314mm 2 Soğuk çapak kesme kuvveti: P ç =314.(600.0,7)=131880N/9,8=13457kgf=13,5ton
42 KALIPLAMA KUVVETİNİN HESAPLANMASI-II V hacim =70000mm 3 SICAKLIĞA BAĞLI DEFORMASYON GERİLMELERİ: a)soğuk şekillendirmede: σ=k.ε n b)ilık şekillendirmede : σ=d.ε n.ε m c)sıcak Şekillendirmede: σ=c.ε m σ:plastik gerilme ε:deformasyon oranı ε :Deformasyon hızı n : Deformasyon sertleşmesi üssü m:deformasyon hızı duyarlılığı üssü K, D, C: Malzeme sabiti ε =v hız.a t /V hacim A t =Çapak dahil parçanın izd. alanı KALIPLAMA KUVVETİNİN HESABI: Bilinenler: Dövme kalıbı hızı: v hız =200mms -1 Parçanın izdüşüm alanı:a t =3846mm 2 Dövülen parça hacmi: V hacim =70000mm 3 ε =v hız.a t /V hacim = / sn -1 SAE 1045; 1000 C C=120MPa, m=0,13(tablo) σ=c.ε m= =164MPa=164N/mm 2 P= σ.a t.q c = = N P=321808Kgf=321,8tf P= σ.a t.q c
43 DÖVME MAKİNALARI



44 DÖVME MAKİNALARI Hidrolik presler Hız: 0,06-0,3 m/s Kapasite t a ulaşabiliyor
45 DÖVME MAKİNALARI

46 DÖVME MAKİNALARI MEKANİK PRESLER Koç Hızları: 0,06-1,5 m/s Kapasite: 120t a kadar

47 DÖVME MAKİNALARI ÇEKİÇLER Koç Hızı:3-9 m/s Kapasite:120 t a kadar

48 DÖVME MAKİNALARI VİDALI PRESLER Hız:0,6-1,2 m/s Kapasite:170 t a kadar
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
DÖVME Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları güvenilirliğin sağlamlığın
 DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 2 Malzemelerin Mekanik Davranışı Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı 2. Malzemelerin
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
ME220T Tasarım ve İmalat
 KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Talaşsız Şekil Verme
 Talaşsız Şekil Verme Mesleki Terminoloji 1 Makine Mühendisliği Bölümü Makine Malzemesi ve İmalat Teknolojisi Anabilim Dalı 1 İmal Usullerinde Talaşsız Şekil Vermenin Yeri İmal Usulleri Döküm Talaşlı Şekil
Talaşsız Şekil Verme Mesleki Terminoloji 1 Makine Mühendisliği Bölümü Makine Malzemesi ve İmalat Teknolojisi Anabilim Dalı 1 İmal Usullerinde Talaşsız Şekil Vermenin Yeri İmal Usulleri Döküm Talaşlı Şekil
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
NETFORM Mühendislik Makina Metal. Firma Sunumu
 Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
Firma Sunumu 1 NETFORM Faliyet alanı: Metal şekillendirme ve optik ölçüm sistemleri Kuruluş yılı: 2010 Yer: İzmir 2 ÜRÜNLER YAZILIMLAR HİZMETLER EĞİTİMLER 3 Ürünler Soğuk Dövülmüş Alüminyum Parçalar Soğuk
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirme. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği
 MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
İmal Usulleri. Fatih ALİBEYOĞLU -10-
 Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
TALAġSIZ ġekġllendġrme YÖNTEMLERĠ
 TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri. Kütle Şekillendirme
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO ÜRÜN TANIMLAMASI
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 20 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 20.1 DEĞERLİ METALLERİN ÜRETİMİ 20.1.01 Gümüş (işlenmemiş, yarı işlenmiş veya toz
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ
 KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
BÖLÜM 1 ÜRETİM KAVRAMI
 BÖLÜM 1 ÜRETİM KAVRAMI 1.1 GİRİŞ İnsanoğlu tarihin eski çağlarından itibaren çeşitli aletler kullanarak hayatını daha kolaylaştırmaya ve güzelleştirmeye çalışmıştır. Bu amaçla öncelikle doğada doğrudan
BÖLÜM 1 ÜRETİM KAVRAMI 1.1 GİRİŞ İnsanoğlu tarihin eski çağlarından itibaren çeşitli aletler kullanarak hayatını daha kolaylaştırmaya ve güzelleştirmeye çalışmıştır. Bu amaçla öncelikle doğada doğrudan
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi
 MMT31 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi Yrd. Doç. Dr. Ersoy Erişir 211-212 Bahar Yarıyılı 2. Mukavemet ve deformasyon özelliklerinin belirlenmesi
MMT31 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Çekme Testi Yrd. Doç. Dr. Ersoy Erişir 211-212 Bahar Yarıyılı 2. Mukavemet ve deformasyon özelliklerinin belirlenmesi
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97
 ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
ULUSAL FAALİYET VE ÜRÜN SINIFLAMASI US - 97 SEKTÖR NO KOD ÜRÜN TANIMLAMASI 27 2720 DEMİR - ÇELİK DIŞINDAKİ ANA METAL SANAYİİ 27 2720.1 DEĞERLİ METALLERİN ÜRETİMİ 27 2720.1.01 Gümüş (işlenmemiş, yarı işlenmiş
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ
 BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
PLASTİK ŞEKİL VERME YÖNTEMİ
 PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı
PLASTİK ŞEKİL VERME YÖNTEMİ 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı