MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş. Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü
|
|
|
- Aysu Önder
- 6 yıl önce
- İzleme sayısı:
Transkript
1 MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü
2 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
3 İmalat Nedir? İmalatın İngilizcesi manufacture kelimisidir. İlk olarak 1567 yılınıda kullanılmıştır ve Latincedeki manu factus, el ile üretim anlamına gelen ikiliden türemiştir. İmalat; ürünlerin üretilmesi olarak tanımlanabilir. Üretilen bir ürün ise bir imalat sistemi olarak diğer bir ürünün üretilmesinde rol alabilir. İmalat sistemlerini örnekleyecek olursak (a) Saç metalleri otomobil şasisine çeviren presler; (b) Delik açma işlerinde kullanılan matkap tezgahları; (c) Daha hızlıca giysi üretilmesini mümkün kılan endüstriyel dikiş makineleri; (d) Sonsuz çeşitlilikte parçanın üretimi mümkün kılan takım tezgahları.

4 Presler
5 Matkap Tezgahları
6 Endüstriyel Dikiş Makineleri
7 Takım Tezgahları
8 İmalat Nedir? İmalat süreci genellikle ham malzemeden başlayarak, bir veya bir dizi süreç sonucunda belli bir değeri olan ürünün elde edilmesiyle sonuçlanır. Örneğin, kil bir madde olarak ta değerlidir. Fakat, pişirme kapları, yalıtkan madde ve kesici takım gibi son ürünler daha değerlidir. Bu farkı katma değer olarak tanımlarız. Bilgisayar çipleri, elektrik motorları, medikal implantlar, kesici takımlar ve uçaklar genel olarak bilinen yüksek katma değerli ürünlerdir.
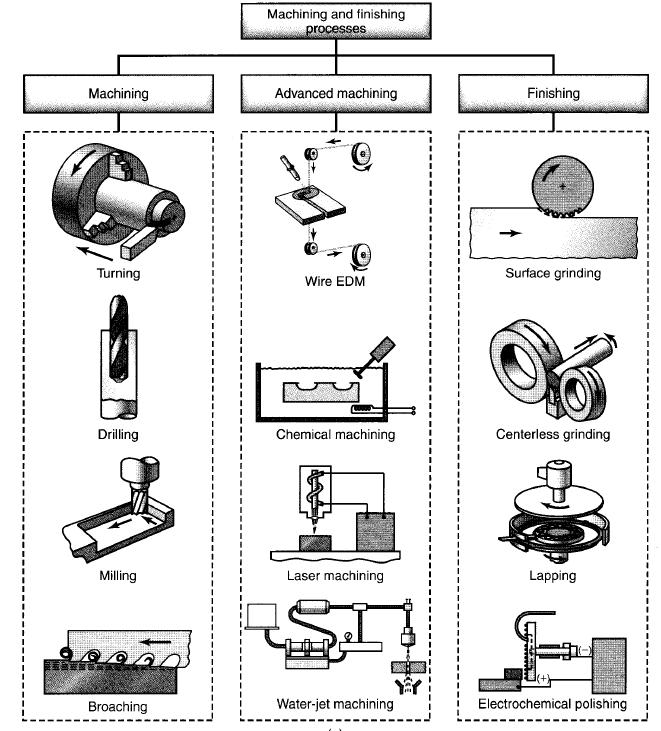
9 İmal Usulleri Çoğunlukla bir ürünü üretmek için ele alınabilecek imalat yöntei sayısı birden fazladır. Metal ve metal olmayan malzemelerin üretiminde kullanılabilecek yöntemler aşağıdaki gibi sıralanabilir; 1. Döküm: Bozulabilir kalıba ve kalıcı kalıba döküm; 2. Talaşsız Şekillendirme: Haddeleme, dövme, ekstrüzyon, çekme, saç şekillendirme, toz metalurjisi, plastik ejenksiyon vb.; 3. Talaşlı Şekillendirme: Tornalama, matkaplama, frezeleme vb.; 4. Birleştirme Tekniği: Kaynak, lehimleme, perçinleme, yapıştırma vb.; 5. Son işlemler: Honlama, lepleme, polisaj, perdahlama 6. Mikro ve nano üretim: Mikro (metrenin milyonda biri) ve nano (metrenin milyarda biri) seviyelerde parça üretme kapasiteli teknolojiler
10
11 Kabuklu Hassas Döküm
12 Kum Kalıba Döküm
13 Kalıcı Kalıba Döküm
14

15 Kapalı Kalıpta Dövme

16 Boru çekme
17
18 Saç Metal Bükme ve Kesme

19 Saç Metal Sıvama
20
21 Tornalama
22 Frezeleme-1
23 Frezeleme-2

24 Lazer Kesim

25 Su Jeti ile Kesim
26

27 Elektrodlu & Gazaltı Ark Kaynağı
28 Sürtünme Kaynağı

29 Direnç Kaynağı
30 Cıvata ile Bağlama
31 İmal Usulleri Bir veya bir dizi imalat yönteminin seçimiyle sürecin planlanması çeşitli unsurlara bağlıdır. Bunlardan bazılarını; Üretilecek parçanın geometrisi Boyutsal toleranslar İstenen yüzey kalitesi Malzemenin mekanik ve kimyasal özellikleri olarak sıralayabiliriz.
32 İmal Usulleri İmalat yöntemleri arasındaki ödünleşmeleri incelemek için bir takım örnekler üzerinden gidebiliriz: Gevrek ve sert metalleri çatlak ve tahribat olmadan işlemek çok zordur. Bu sebeple yüksek sıcaklıklara çıkarıldıktan sonra döküm veya talaşlı imalat usulleri uygulanabilir, Oda sıcaklığında şekillendirilen metaller ise, imalat sürecinde daha düşük şekillendirilebilirliğe sahiptirler. Pratikte ise bu durum işlenmeden öncesine göre daha az sünek, daha sert ve dayanımlı olmalarını sağlar.
33 İmal Usulleri Özellikle maliyetlerde azalma yaratma amacıyla yeni iamalt yaklaşımlarına büyük bir talep bulunmaktadır. Örnek olarak, zımba ve kalıp makineleri gibi mekanik kesici takımlar ile saç metallerin şekillendirilmesi son derece yaygındır. Söz konusu mekanik kesici takımlar son derece yaygın olmasına rağmen, söz konusu işlemlerin lazer kesim ile yer değiştirdiği durumlar mevcuttur. Bu sayede her kesim deseni için farklı kesici takım ihtiyacı ortadan kalkarak esneklik kazanılmaktadır. Her bir kesici takımın sabit geometriye sahip olması ve pahalı olması bu durumun temel sebebidir.
34 İmal Usulleri Ayrıca, lazer kesimin bilgisayar kontrollü olması sonsuz çeşitlilik ve hassasiyet ile tekrarlanabilir ve ekonomik bir çözümdür. Fakat, lazer kesim sürecinde çıkılan yüksek sıcaklıklar işlenmiş yüzeylerdeki kimyasal ve mekanik malzeme karakteristiklerini değiştirebilmektedir.
35 İmal Usulleri Malzeme özelliklerindeki değişimler görünüşten ziyade, ürün ömrü adına önem taşımaktadır. Bunlara ek olarak lazer kesimle elde edilen esnekliğe rağmen geleneksel mekanik kesici takımlar ile yapılan kesimde daha hızlı üretim mümkündür.
36 İmal Usulleri Parça boyutu, geometrinin karmaşıklığı, boyutsal hassasiyet ve son yüzey kalitesi gibi faktörler imal usulü tercihinde ana rolü oynamaktadır. Örneğin, Yassı ve ince kesitli parçaların dökümle imali son derece zordur. Yüksek karmaşıklık ve hassasiyet gereksinimlerine sahip parçaların dövme ve çekme gibi tekniklerle imali zor olduğu için hassas dökümle veya toz metalürjisiyle üretimi düşünülebilir. Boyutsal tolerans ve son yüzey kalitesi oda sıcaklığında yürütülen yöntemlerde daha yüksektir. Yüksek sıcaklıklara çıkılan yöntemlerde boyutsal değişim, çarpılma ve yüzey oksitlenmesi meydana gelebilir.
37 Malzeme Özellikleri Günümüzde giderek artan bir malzeme çeşitliliği ile karşı karşıyayız. Her bir malzeme kendine has; Malzeme özellikleri ve imalat karakteristikleri, Üstünlükler ve limitler, Malzeme ve imalat maliyetleri, Tüketici ve endüstri uygulamalarına; sahiptir. Malzeme seçimi genel olarak malzeme mühendisleri danışmanlığında yapılıyor olsa da tasarım mühendislerinin kendi başlarına seçecek kadar yetkin ve tecrübeli olması beklenmektedir.
38 Malzeme Özellikleri Yenilikçi malzemelerin kullanımında otomotiv, savunma ve spor ekipmanları endüstrileri her zaman öncü olmaktadır. Tek başına veya birbiri ile kombinasyon halinde kullanılan malzemeler temel olarak aşağıdaki gibi sınıflandırılabilir: a. Demir Esaslı Metaller: Karbon alaşımlı, paslanmaz, takım ve kalıp çelikleri. b. Demir Dışı Metaller: Alüminyum, magnezyum, bakır, nikel, titanyum, süper alaşımlar, refrakter metaller, berilyum, zirkonyum, düşük erime noktalı alaşımları ve nadir metaller. c. Plastikler: Termoplastikler, thermosetler, and elastomerler. d. Seramik, cam, cam seramik, grafit, elmas ve elmas türevleri. e. Kompozitler: Kuvvetlendirilmiş plastikler, metal-metal matrisleri ve seramik kompoztileri. f. Nano malzemeler. g. Şekil hafızalı alaşımlar (akıllı malzemeler): amorf alaşımlar, yarı iletkenler ve süper iletkenler.
39 Malzeme Özellikleri
40 Üretim Türleri Üretimi boyutuna göre sınıflandırmak için parça adedlerini baz alabiliriz: a. Sipariş Bazlı Üretim: 100 adetten az parça için, torna, freze, matkap, taşlama gibi geleneksel tezgahlar ile yürütülen üretim faaliyetleri. Günümüzde bu tezgahlar da bilgisayar kontrollü oalrak karşımıza çıkmaktadır. b. Küçük Çaplı Üretim: 10 ile 100 adet arası parçalar için benzer tezgahların kullanıldığı üretim. c. Seri Üretim: Genelde 100 ile 5000 adet arası için, daha ileri ve bilgisayar bütünleşik tezgahların kullanıldığı. d. Toplu Üretim: 100,000 adet ve üzeri için özel amaçlı tezgahların, otomasyonlu tezgah ve transfer hatlarının süreçte yer bulduğu üretim tipidir.
41 Bilgisayar Bütünleşik İmalat Bilgisayar-bütünleşik-imalat, isminden anlaşıldığı üzere başlangıç ürün konseptinden pazara çıkış aşamasında kadarki süreçler için bilgisayar grafikleri, bilgisayar-destekli modelleme, tasarım ve planlama aktivitelerini birleştiren bir yaklaşımdır. Söz konusu kapsamlı ve entegre yaklaşım 70 li yıllarda başlamıştır ve aşağıdaki unsurları taşımaktadır; Son ürün tasarımındaki ani değişikliklere cevap verebilme; Malzeme, tezgah ve insan gücünün daha iyi kullanılması, planlanması; Stok ihtiyacının öngörülerle düşürülmesi; Tüm imalat ve yönetim sürecine olan hakimiyetin yükselmesi.
42 Bilgisayar Bütünleşik İmalat 1. Computer numerical control (CNC): 1950 lerde ilk olarak ortaya çıkmıştır. Takım tezgahı hareketlerinin sayısal veriler aracılığı ile bilgisayar tabanlı kontrol edilmesi olarak tanımlanmaktadır. 2. Adaptive control (AC): İmalat süreçlerindeki parametrelerin, gerekli üretim hızı ve kalitesi için ayarlanması aracılığı ile maliyetlerin düşürülmesidir. Örneğin, üretilen parçalara ait kesme kuvveti, sıcaklık, yüzey kalitesi ve boyutsal toleranslar; sensör ağları üzerinden takip edilerek istenen aralıkların dışına çıkıldığında üretim parametreleri güncellenebilmektedir.
43 Bilgisayar Bütünleşik İmalat 3. Endüstriyel Robotlar ların sonunda ortaya çıkarak, tekrarlamalı, sıkıcı ve tehlikeli işlemlerde insan gücünün yerini almaktadırlar. Bu sayede ürün kalitesindeki değişimler minimuma inmektedir. Montaj gibi yüksek kuvvet isteyebilen işlerde son derece etkin olarak kullanılmaktadırlar. 4. Otomatize Malzeme Taşınması. Hatlar arası ve hat ile depo arası rutin taşıma işlerini önceden belirlenmiş rotalar üzerinde periyodik olarak gerçekleştiren robotik sistemlerin geliştirilmesidir. Lojistik ve stok yönetimini kolaylaştırmaktadır.

44 CNC Besleyen Robotlar
45 Otomatik Malzeme Yerleştirme
46 Otomatik Yönlenmiş Araçlar
47 Bilgisayar Bütünleşik İmalat 5. Otomatize Montaj Sistemleri. İnsan gücünün yerini alarak montaj işlemlerini hızlandırmaktadır. Fakat bazı incelik gerektiren işlerde insan gücü devam etmektedir. Yine de sonuç olarak toplamda süreleri kısaltarak maliyetleri azaltmaktadır. 6. Bilgisayar-Destekli Süreç Planlama (CAPP). Esas olarak endüstri mühendislerinin alanıdır. Üretkenliği, kaliteyi ve sürekliliği iyileştirmek aracılığı ile maliyet azaltmak amaçlanmaktadır. Maliyet tahmini ve üretim süreçlerinin izlenmesi sayesinde gerçeklenen maliyetin üretim bitmeden kıyaslanması sayesinde erken müdaheleleri mümkün kılmaktadır.
48 Otomatik/Robotik Montaj
49 Kaynakça S. Kalpakijan, S. R. Schmid. Manufacturing Engineering and Technology, 7th edition, Pearson, NJ, USA, 2014
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
ME299 & ME 399 Bilgilendirilmesi. Doç.Dr. Ahmet ERKLİĞ
 ME299 & ME 399 Bilgilendirilmesi Doç.Dr. Ahmet ERKLİĞ YAZ STAJLARI Staj Süreleri: Makine Mühendisliği Bölümü Öğrencilerinin mezuniyeti için gerekli olan toplam staj (Pratik Çalışma) süresi 60 (altmış)
ME299 & ME 399 Bilgilendirilmesi Doç.Dr. Ahmet ERKLİĞ YAZ STAJLARI Staj Süreleri: Makine Mühendisliği Bölümü Öğrencilerinin mezuniyeti için gerekli olan toplam staj (Pratik Çalışma) süresi 60 (altmış)
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları. Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar
 2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
2015-2016 Eğitim Öğretim Yılı Güz ve Bahar Dönemi Muhtemel Bitirme Çalışması Konuları Proje No Tasarım Projesi Konusu Bitirme Çalışması Konusu Özel Koşullar 1 Soğuk spray kaplama düzeneğinin tasarlanması
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
ME220T Tasarım ve İmalat
 İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
A.Kadir UÇAR Zirve Koordinatörü. Savunma Sanayi Tedarikçisi Olmak İster misiniz?
 Sayın Yetkili, ANKARA / 05.02.2018 Ülkemizin son günlerde yaptığı askeri harekâtlardan dolayı değeri daha iyi anlaşılan Yerli ve Milli bir Savunma Sanayi nin varlığı giderek önem kazanmaktadır. Savunma
Sayın Yetkili, ANKARA / 05.02.2018 Ülkemizin son günlerde yaptığı askeri harekâtlardan dolayı değeri daha iyi anlaşılan Yerli ve Milli bir Savunma Sanayi nin varlığı giderek önem kazanmaktadır. Savunma
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Esnek Üretim Sistemleri Esnek Üretim Sistemleri Bir esnek
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Ege Bölgesi Savunma Sanayi & Tedarikçi Zirvesi Programı
 Sayın Yetkili, ANKARA / 01.02.2018 Ülkemizin son günlerde yaptığı askeri harekâtlardan dolayı değeri daha iyi anlaşılan Yerli ve Milli bir Savunma Sanayi nin varlığı giderek daha da önem kazanmaktadır.
Sayın Yetkili, ANKARA / 01.02.2018 Ülkemizin son günlerde yaptığı askeri harekâtlardan dolayı değeri daha iyi anlaşılan Yerli ve Milli bir Savunma Sanayi nin varlığı giderek daha da önem kazanmaktadır.
2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2013 2 0 2 2 Z ETM 101 MATEMATİK I 2013 3 0 4 4 Z
2013 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2013 2 0 2 2 Z ETM 101 MATEMATİK I 2013 3 0 4 4 Z
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
1.Yarıyıl. 2.Yarıyıl
 1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
1.Yarıyıl 1 ENG 101 YABANCI DİL 1 4 0 0 2 Zorunlu 2 FİZ-103 FİZİK-I 4 0 0 6 Zorunlu 3 FİZ-156 FİZİK LABORATUVARI 0 0 2 2 Zorunlu 4 İMM-151 BİLGİSAYAR DESTEKLİ TEKNİK RESİM 3 1 0 4 Zorunlu 5 İMM-153 ÖLÇME
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2014 2 0 2 2 Z ETM 101 MATEMATİK - I 2014 3 0 4 4
2014 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2014 2 0 2 2 Z ETM 101 MATEMATİK - I 2014 3 0 4 4
 mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
mayzen@mayzen.com.tr KURUMSAL Firmamız 1996 yılında Sn. ATAMAY ELLERGEZEN tarafından kurulmuştur. ATAMAY ELLERGEZEN Oyak Renault fabrikasının kuruluşunda bulunmuş, daha sonra otomotiv yan sanayinde birçok
SEÇİMİ Prof. Dr. İrfan AY. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 0 6. NİKEL VE ALAŞIMLARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1 Genel Bilgi NİKEL VE ALAŞIMLARI
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 ÜRETİM YÖNTEMLERİ Bir ham maddenin (metal, seramik, plastik, kompozit, ahşap vb.) kullanım yerine ve amacına uygun
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 ÜRETİM YÖNTEMLERİ Bir ham maddenin (metal, seramik, plastik, kompozit, ahşap vb.) kullanım yerine ve amacına uygun
Konstrüksiyon Sistematiği -5-
 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI BİRİNCİ YIL
 DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
DÜZCE ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ İMALAT MÜHENDİSLİĞİ DERS PROGRAMI I. YARIYIL HAZIRLIK DERSLERİ BHT101 BİLİMSEL HAZIRLIK Matematik 7 0 7 7 Fizik 5 0 5 5 Kimya 3 0 3 3 15 0 15 15 II. YARIYIL HAZIRLIK
GİRİŞ. Mühendis: Bilim insanlarının ürettiği teorik bilgiyi tekniker ve teknisyenlerin uygulayabileceği teorik bilgiye dönüştüren kişi.
 GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI. Ders Kodu Ders Adı (Türkçe) Müf.No T P K AKTS Tip Op.
 Müf.No T P K AKTS Tip Op.") 2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2016 2 0 2 2 Z ETM 101 MATEMATİK - I 2016 3 0 4 4
2016 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ AI 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ - I 2016 2 0 2 2 Z ETM 101 MATEMATİK - I 2016 3 0 4 4
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
Prof. Dr. İrfan AY / Öğr. Gör. Fahrettin KAPUSUZ
 ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
ENDÜSTRİDE MALZEME SEÇİMİ Prof. Dr. İrfan AY 0 6. NİKEL VE ALAŞIMLARI 1 NİKEL VE ALAŞIMLARI Genel Bilgi Nikel alaşımları, alaşımları, yoğun, katı ve güçlü alaşımlar olarak yüksek sıcaklıklarda(jet motorlarında)
MACHINNO HELEZON KONVEYÖR MACHINNO HELEZON YAPRAK ÖZELLİKLERİ
 MACHINNO HELEZON KONVEYÖR» Sonsuz Şekillendirilen Helezon Sacları» Komple Helezonlar» Yassı ve Yuvarlak Malzemeden Üretilmiş» Virbülatörler/Türbülatörler» Aşınmaya Karşı Yüksek Dayanımlı Kaplama» Hazır
MACHINNO HELEZON KONVEYÖR» Sonsuz Şekillendirilen Helezon Sacları» Komple Helezonlar» Yassı ve Yuvarlak Malzemeden Üretilmiş» Virbülatörler/Türbülatörler» Aşınmaya Karşı Yüksek Dayanımlı Kaplama» Hazır
LONCA BELGELENDİRME A.Ş ÜCRET TARİFESİ
 11UY0011-3 AHŞAP KALIPÇI (Seviye 3) İNŞAAT SEKTÖRÜ Birim 1 11UY0011-3 A1 İş Sağlığı ve Güvenliği, İş Organizasyonunun Yapılması Teorik 100 Performans 120 2 11UY0011-3 A2 Ahşap Kalıp İşlerinde Genel Mesleki
11UY0011-3 AHŞAP KALIPÇI (Seviye 3) İNŞAAT SEKTÖRÜ Birim 1 11UY0011-3 A1 İş Sağlığı ve Güvenliği, İş Organizasyonunun Yapılması Teorik 100 Performans 120 2 11UY0011-3 A2 Ahşap Kalıp İşlerinde Genel Mesleki
 www.lmc-couplings.com MİSYONUMUZ LMC-Couplings birçok sektöre hitap eden yüksek kaliteli endüstriyel rakorlar imal etmektedir. Son kullanıcıların tüm taleplerini karşılıyabilecek özel rakorlar geliştirebilen
www.lmc-couplings.com MİSYONUMUZ LMC-Couplings birçok sektöre hitap eden yüksek kaliteli endüstriyel rakorlar imal etmektedir. Son kullanıcıların tüm taleplerini karşılıyabilecek özel rakorlar geliştirebilen
LEVENT KALIP TANITIM SUNUMU
 LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
UTC-ACE sistemi kapsamında 9 Yalın üretim hücresi şeklinde düzenlenmiş atölye yerleşimi. HİZMETE ÖZEL 2
 ALP HAVACILIK 10 MEVCUT DURUM Havacılık ve Uzay sanayisine münhasır, ağırlıklı olarak uçuş kritik komponent, asamble ve alt sistem imalatı Tamamı Türk vatandaşı 437 çalışan. 81 Mühendis, 256 Teknisyen
ALP HAVACILIK 10 MEVCUT DURUM Havacılık ve Uzay sanayisine münhasır, ağırlıklı olarak uçuş kritik komponent, asamble ve alt sistem imalatı Tamamı Türk vatandaşı 437 çalışan. 81 Mühendis, 256 Teknisyen
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V4 DERS PLANI (2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN) 1.Sınıf / Güz
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI. Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO)
 Tutarı (EURO)") CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO) 2 CNC lazer kesme tezgahı 150.000 300.000 2 CNC torna tezgahı 50.000
CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO) 2 CNC lazer kesme tezgahı 150.000 300.000 2 CNC torna tezgahı 50.000
Koordinatör: Haydar Livatyalı. Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359. İmalat Makinaları: Giriş Eylül 2008.
 1 İMALAT MAKİNALARI Koordinatör: Haydar Livatyalı Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359 1.1 : Giriş Eylül 2008 Dersin Amacı Yukarıda sayılan makina, tezgâh, cihaz ve yöntemler için imalatta
1 İMALAT MAKİNALARI Koordinatör: Haydar Livatyalı Ders Saati: Pazartesi 13:30-16:30 Ders Yeri: D359 1.1 : Giriş Eylül 2008 Dersin Amacı Yukarıda sayılan makina, tezgâh, cihaz ve yöntemler için imalatta
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR
 CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
CETP KOMPOZİTLERİN DELİNMELERİNDEKİ İTME KUVVETİNİN ANFIS İLE MODELLENMESİ MURAT KOYUNBAKAN ALİ ÜNÜVAR OKAN DEMİR Çalışmanın amacı. SUNUM PLANI Çalışmanın önemi. Deney numunelerinin üretimi ve özellikleri.
BU Kitapta Kullanılan Standart Birimler
 BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
BU Kitapta Kullanılan Standart Birimler Amerika Birleşik Devletleri Birimler Sistemi (USCS) ve Uluslararası Birimler Sistemi (SI) ne ait birimler kitap boyunca yer alan eşitliklerde ve tablolarda kullanılmıştır.
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V5 DERS PLANI (2017-2018 EĞİTİM-ÖĞRETİM YILI İKİNCİ ve ÜST SINIFLAR) Açıklama:
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V3 DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalatın Önemi İMALATA GİRİŞ. İmalatta En Çok Katma Değer Yaratan İlk 15 Ülke İmalat Teknolojik olarak Önemlidir
 İMALATA GİRİŞ 1. İmalat Nedir? 2. İmalat Malzemeleri 3. İmalat yöntemleri 4. Üretim Sistemleri 5. Ders planı Teknolojik Ekonomik Tarihi İmalatın Önemi İmalat Teknolojik olarak Önemlidir İmalatta En Çok
İMALATA GİRİŞ 1. İmalat Nedir? 2. İmalat Malzemeleri 3. İmalat yöntemleri 4. Üretim Sistemleri 5. Ders planı Teknolojik Ekonomik Tarihi İmalatın Önemi İmalat Teknolojik olarak Önemlidir İmalatta En Çok
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
TAKIM TEZGAHLARI 2016 YILI İSTATİSTİK RAPORU
 TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
Araç Gövdesi İmalatına Yönelik Sert Lehimleme Çözümleri
 Araç Gövdesi İmalatına Yönelik Sert Lehimleme Çözümleri voestalpine Böhler Welding www.voestalpine.com/welding voestalpine Böhler Welding En İyi Kaynak Sonuçları için Metalürjik Uzmanlık voestalpine Böhler
Araç Gövdesi İmalatına Yönelik Sert Lehimleme Çözümleri voestalpine Böhler Welding www.voestalpine.com/welding voestalpine Böhler Welding En İyi Kaynak Sonuçları için Metalürjik Uzmanlık voestalpine Böhler
1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2016-2017 EĞİTİM-ÖĞRETİM YILI NDAN İTİBAREN 1.Sınıf / Güz Dönemi FIZ-137 KIM-607 Fizik
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı
 Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
Makine Mühendisliği Bölümü 2018 Eğitim - Öğretim Planı 1. Yarıyıl FIZ1001 Fizik 1 Temel Bilimler 3 0 2 4 5 - MAK1051 Bilgisayar Destekli Teknik Resim Meslek Dersi 2 2 0 3 5 - MAK1061 Temel Bilgisayar Bilimleri
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
info@fnss.com.tr www.fnss.com.tr FNSS 2009
 HİZMETE ÖZEL 1 Faaliyet Alanları Tasarım, Geliştirme ve Üretim Paletli Zırhlı Muharebe Araçları Lastik Tekerlekli Zırhlı Araçlar Silah Sistemleri Zırhlı Araç Modernizasyonu, Bakımı ve Onarımı Entegre Lojistik
HİZMETE ÖZEL 1 Faaliyet Alanları Tasarım, Geliştirme ve Üretim Paletli Zırhlı Muharebe Araçları Lastik Tekerlekli Zırhlı Araçlar Silah Sistemleri Zırhlı Araç Modernizasyonu, Bakımı ve Onarımı Entegre Lojistik
T.C NECMETTİN ERBAKAN ÜNİVERSİTESİ MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI 2+0+0 2 2 3+1+0 3,5 6 2+0+0 2 4 2+0+0 2 2
 1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
1. YARIYIL 0010090001 0010090002 0010090003 ADI T+U+L KREDİ Makine Mühendisliğine Giriş Bilgisayar Destekli Teknik Resim 1 Temel Bilgi Teknolojisi 3+1+0 3,5 6 2+0+0 2 4 0010090004 İngilizce 1 0010090005
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MALZEMELERİN SINIFLANDIRILMASI
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
T.C ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ BÖLÜMÜ
 T.C ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ BÖLÜMÜ 1 ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA ESASLARI 2 AMAÇ: Staj uygulaması, öğrencilerin öğrenimleri
T.C ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ BÖLÜMÜ 1 ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ BÖLÜMÜ STAJ UYGULAMA ESASLARI 2 AMAÇ: Staj uygulaması, öğrencilerin öğrenimleri
I. YARIYIL (1. SINIF GÜZ DÖNEMİ) 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil
 2012 %25 DERS PLANI. Ders Saati İle İlgili Komisyon Görüşü Uygun Uygun Değil") EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
EK-1 Muafiyet Formu Açıklama: un ders saatini muafiyet için uygun görmemesi durumunda dersin içeriğinin uygunluk kontrolüne gerek bulunmamaktadır. Öğrenci No: Sayfa 1/4 I. YARIYIL (1. SINIF GÜZ DÖNEMİ)
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) 2012 %25 V2 DERS PLANI (2013-2014 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı
High Precision Parts Manufacturing
 Hakkımızda Yenilikçi ve çağdaş bir yapıyla müşteri memnuniyetini ilke edinen Artekmak, 1984 yılında İzmir de faaliyete geçmiştir. Yaklaşık 30 yıllık bilgi birikimi ve tecrübesi ile Otomotiv, Medikal, Havacılık,
Hakkımızda Yenilikçi ve çağdaş bir yapıyla müşteri memnuniyetini ilke edinen Artekmak, 1984 yılında İzmir de faaliyete geçmiştir. Yaklaşık 30 yıllık bilgi birikimi ve tecrübesi ile Otomotiv, Medikal, Havacılık,
ÖĞRENME FAALİYETİ 32
 ÖĞRENME FAALİYETİ 32 METAL TEKNOLOJİSİ ALANI AMAÇ Bu faaliyet sonucunda, metal teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı,
ÖĞRENME FAALİYETİ 32 METAL TEKNOLOJİSİ ALANI AMAÇ Bu faaliyet sonucunda, metal teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı,
İçerik. Bünyemizde mevcut diğer hizmetler. Şirket yapısı Hakkımızda Üretim olanakları. Dövme ürünler. Isıl İşlem
 Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
VİDA-Dİş tamir takimlari
 VİDA-Dİş tamir TAKIMLARI ProCoil Yaylar Standart Tip, Paslanmaz Çelik, Serbest Çalışan Kesme mukavemeti düşük olan Aluminyum, Magnezyum alaşımları gibi ürünlerde diş kuvvetini artırmak veya aşınmış hasar
VİDA-Dİş tamir TAKIMLARI ProCoil Yaylar Standart Tip, Paslanmaz Çelik, Serbest Çalışan Kesme mukavemeti düşük olan Aluminyum, Magnezyum alaşımları gibi ürünlerde diş kuvvetini artırmak veya aşınmış hasar
ÖĞRENME FAALİYETİ 29
 AMAÇ ÖĞRENME FAALİYETİ 29 MAKİNE TEKNOLOJİSİ ALANI Bu faaliyet sonucunda, makine teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ Teknolojinin gelişmesi
AMAÇ ÖĞRENME FAALİYETİ 29 MAKİNE TEKNOLOJİSİ ALANI Bu faaliyet sonucunda, makine teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU VE GELECEĞİ Teknolojinin gelişmesi
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANABİLİM DALI BAŞKANLIĞI YÜKSEK LİSANS PROGRAMI
 YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
YÜKSEK LİSANS PROGRAMI BİRİNCİ YIL BİRİNCİ YARIYIL ADI KREDİSİ* MKM-5501 UZMANLIK ALAN DERSİ Z 8 0 8 0 9 MKM-5601 TEZ HAZIRLIK ÇALIŞMASI Z 0 1 1 0 1 20 1 21 12 30 İKİNCİ YARIYIL ADI KREDİSİ* MKM-5502 UZMANLIK
Hazırlık Sınıfı. 1.Sınıf / Güz Dönemi
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DERS PLANI (BİRİNCİ VE İKİNCİ ÖĞRETİM) BOLOGNA DERS PLANI (2014-2015 EĞİTİM-ÖĞRETİM YILINDAN İTİBAREN) Hazırlık Sınıfı HAZ-001
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.