İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
|
|
|
- Canan Dağtekin
- 8 yıl önce
- İzleme sayısı:
Transkript
1 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar

2 ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali olarak görev yapar. Erimeyen elektrotların çoğu karbon, tungsten ve wolfram elementlerinden yapılmıştır. Ark teşekkülü için kullanılır. Eriyen elektrotlar ise birleştirilecek parçaların yapısında veya onlara çok yakın bileşikte olmalıdır. Eriyen elektrotlar ince, orta, kalın kesitlerde olabilirler ayrıca çıplak veya örtülü şekilde kullanılırlar. Çıplak elektrotların ark teşekkülünde güçlük çıkarmaları, yalnız doğru akımla çalışmaları, oksijen ve azot gazlarını absorbe etmeleri ve oksitlenmeleri nedeniyle kullanırken birçok mahsurlar doğururlar. Bu nedenle elektrot üzerindeki örtünün şu faydaları vardır. 1. Ark kolay tutuşur 2. Koruyucu gaz oluşturur hava ile teması keser. 3. Kaynak üzerinde örtü meydana getirir. 4. Kaynağın yavaş soğumasını sağlar. 5. İlave alaşımlama yapar. 6. Erimiş metalin oksitini alır. Örtülü elektrotların bileşimi çok değişiktir. En önemlileri Rutil Tip Elektrotlar : Bu elektrotların örtüsünün büyük bir kısmı titanyum-oksit (TiO) ten meydana gelmiştir. Bu iyi bir curuf oluşturma özelliğine sahiptir. Kararlı bir ark oluşturur. Sıçrama kayıpları azdır. Kaynak dikişinin mekanik özelliği yapı çeliği için uygundur. Ama yüksek çekme dayanımları vermez. Çünkü kaynak metalinde 25-30ml/100 gr gibi yayılmış hidrojen içerir. Bu elektrotlar hem doğru akımda hem de alternatif akımda kullanılırlar. Acemi kaynakçı bile bu elektrotla kaynak yapabilir. Bazik Tip Elektrotlar : Bu elektrotun örtüsünde kalsiyum ve diğer toprak alkali metaller bulunur. Bu elektrotlar doğru akımda artı kutba bağlı olarak kaynak edilirler. Bazı tipleri alternatif akımda da kullanılır. İyi bir aralık doldurma kabiliyetleri vardır. Örtüsünün bileşiminde hidrojen bulunmadığından kaynak dikişinde hidrojen miktarı çok çok azdır. Mekanik özellikleri bu yüzden daha yüksektir. Sıfır derecenin altındaki şartlarda bile sünek kaynak dikişi sağlarlar. Bazik elektrotların örtüleri nem kapıcı olduğundan kuru yerlerde depolanmalıdırlar

3 Selülozik Tip Elektrotlar : Bu elektrotların örtüsünde yandığı zaman gaz oluşturan organik elementler bulunur. Ağaç ve çamlardaki sıvı madde anlaşılmalıdır. Selülozik elektrotlarla yapılan kaynakta nüfuziyet diğerlerine göre %70 daha fazladır. Fakat yandığı zaman hidrojen gazı çıkarmaları nedeniyle yüksek mukavemetli çeliklerin kaynağında önerilmezler. Boru hatları (pipe line) ve gemi inşaatı kaynaklarında çok kullanılırlar. Cürufları kolay kalkarlar. Oksidik Tip Elektrotlar : Bu elektrodun örtüsünün büyük bir kısmını (%60 Fe 2 O 3 Fe 3 O 4 ) demiroksit teşkil eder. Kalın örtülüdür. Düz görünüşlü dikişler verir. Yalnızca düşük karbonlu ve alaşımsız çeliklerin kaynağına kullanılır. Hem doğru akımda hem alternatif akımda çalışır. Nüfuziyeti azdır. Aralık doldurma kabiliyeti çok fenadır. Bu yüzden parçalar birbirine uyumlu olmalıdır. Ancak bu elektrotlarla güzel ve düz görünüşlü dikişler elde edilir. Asidik Tip Elektrotlar : Bu tip elektrotların örtüsünde fazla miktarda demir-oksit ve mangan vardır. Katılaşan cürufunda arı peteğini andıran bir görüntü meydana çıkar. Çabuk akan ve düz dikiş veren bir elektrot tipidir. Tem doğru akım hem de alternatif akımda kaynak yapılır. Aralık doldurma kabiliyeti iyi değildir. Bu yüzden parçaların birbirine uyması gerekir. Derin nüfuziyet temin eden bir elektrot tipidir.
 demiroksit teşkil eder. Kalın örtülüdür. Düz görünüşlü dikişler verir.")
4 Özel Elektrotlar : Bu elektrotların başlıcaları şunlardır. a. Derin nüfuziyet sağlayan elektrotlar : Bu tip elektrotlarla iki taraftan birer paso çekerek kaynak ağzı açmadan kaynak yapmak mümkündür. Örneğin 4 mm çapındaki bir elektrotla 2x4+2=10 mm kalınlığındaki iki sac alın alına kaynak ağzı açmadan kaynak yapılır. Bu elektrotların örtüsünün karakteri önceki saydıklarımızdan herhangi birisi olabilir. Kaynağın nüfuziyeti akım şiddetine, iki parça arasındaki aralığa ve ark gerilimine bağlıdır. b. Demir tozlu elektrotlar : Bu tip elektrotların örtüsünün büyük bir kısmı demir tozuyla kaplıdır. Kaynak sonrası eriyen metal tartılsa elektrotun ağırlığından daha fazla ağırlık olduğu görülür. Çünkü örtüdeki demir tozları da kaynak dikişine karışmıştır. Bundan dolayı bu elektrotların erime randımanı %120 nin üzerindedir. Yüksek randımanlı elektrotlar adı da verilir. c. Su altı kaynak elektrotları : Su altında kaynak ıslak ve kuru ortamda olmak üzere iki şekilde yapılır. Islak alanda özel elektrot kullanılır. Güç kaynağı yeryüzündedir. Fakat su altına kablolar ve hortumlarla yüzücünün üzerinde taşınır. Doğru akım kullanılır. Emniyet açısından alternatif akım kullanılmaz zira ark oluşturmak zor olur. Bu kaynakta iş parçası artı (+), elektrot (-) kutba bağlanır. d. Akım ampere ayarlanır. Tüm kontrol yüzücünün inisiyatifindedir. Elektrotlar su geçirmez şekilde yalıtılmıştır. Yalıtımda biraz zayıflık olursa ark oluşmaz. Aynı zamanda kabloda da hızlı bir kötüleşme olur.

5 e. Kuru tip su altı kaynağı kapalı bir oda içerisinde yapılır. Denizin derinlerinde kaynak işleri için uygulanır. Konteynırın içinde oksijen gazı ile birlikte helyum vardır. Deniz altındaki basınç ile oda içindeki basınç kaynakçıya zarar vermeyecek şekilde ayarlanmaktadır. Tungsten ark kaynağı metodu bu kaynaklar için tercih edilir. Deniz altındaki boruların kuru yöntemle kaynağı aşağıda görülmektedir. f. ELEKTROT STANDARTLARI En çok kullanılan standartlar aşağıdaki gibidir. 1. Milletlerarası (ISO) 2. Alman Normu (DIN) 3. Amerikan Normu (AWS) 4. Avrupa Normu (EN) 5. İngiliz Standardı (BS) 6. Türk Standardı (TS)



6 Kaynak Hataları Yetersiz Erime (Lack Of Fusion) Bu kusur kaynak metali ve esas metalin yüzeyleri arasında erime olmaması demektir. Yandaki şekilde böyle bir kusur görmektesiniz. Bu kusur zayıf kaynak tekniğinden doğar. Erimiş kaynak damlasının çok büyük olmasından (ki bu durumda kaynak hızı çok yavaştır.) ve kaynak arkının önünde bu damlanın yuvarlanmasına izin verilmesinden oluşur. Başka bir neden de çok geniş boyutlu bir kaynak yapmaktır. Eğer kaynak arkı direk merkeze yönlendirilirse erimiş kaynak damlaları yalnızca akacak esas metalin yan kenarlarına doğru dökülecektir. Bu kusur çok yavaş kaynak hızından ve tek pasoda çok geniş kaynak yapmadan ortaya çıkar. Örneğin alüminyum kaynağında Al 2 O 3 sebebiyle kaynak metalinin erimesine engel bir durum ortaya çıkar. Bu da yetersiz birleşmeye sebep olur.

7 Nüfuziyet Azlığı (Incomplete Penetration) Kaynak bağlantısının kökünde esas metalle elektrotun eriyerek birleşmemesi sonucu köprü şeklinde bir boşluk kalma kusurudur. Üç şekilde görülür. Birincisi pasolar esas metalin kök kısmında kalınlık içine nüfuz etmezse, ikincisi zıt iki paso karşılıklı atıldığı zaman birbirlerine nüfuz etmezlerse, üçüncüsü T tipi bir kaynakta esas metale nüfuziyet olmaması köprü şeklinde görülmesi olayıdır. Nüfuziyet Azlığı (Lack Of Penetration)

8 Yanma Olukları (Undercutting) Kaynak metal ile esas metal arasındaki bir kenarda veya pasolar arasında oyuk şeklinde görüntü kusurdur. Bu kusur ; Akım şiddeti yüksektir. Kaynak hızı fazladır. Elektrot fazla zig-zag yapmıştır. Elektrot yanlış bir açıyla tutulmuştur. Esas metal paslı veya elektrot rutubetlidir. Gözenek Kusuru (Porozite) Kaynak katılaşırken dışarı çıkamayan gazların içeride bulunması kusurudur. Rasgele dağılmışlardır. Yüzeye yakın yerde veya merkezde bulunurlar. Başlıca sebepleri; Elektrot örtüsünün rutubetli olması, kaynak ağzının kirli olması, çok uzun veya çok kısa ark boyları ile çalışılması, düşük akım şiddeti kullanma vs gibi.

9 Kaynak Dikişinin Taşması (Overlap) Bu kusur arada birleşme olmadan kaynak damlalarının esas metal üzerinde birikmesi olayıdır. Sebebi yanlış el hareketleri, elektrotun tutuş açısının yanlış olması, lüzumundan fazla kalın elektrot kullanmadır. Curuf Kalıntıları (Inclusions) Bu kusur kaynak metali içerisinde istenmeyen oksit, sülfit gibi eriyik içerisinde kalmış maddelerdir. Nüfuziyet azlığına sebep olurlar. Çok pasolu kaynaklarda pasolara arasında çok iyi temizlik yapılmalıdır. Bu kalıntılar bazen kılcal çatlaklarında meydana gelmesine sebep olurlar.

10 Kaynak Çatlakları (Weld Cracks) Kaynak dikişlerinde meydana gelen hataların en tehlikelisi çatlaklardır. Çatlaklar ya kaynak metalinde ya ısı etkisi altındaki bölgede (IEA) veya esas metalde bulunurlar. Başlıcaları da a) Uzunlamasına çatlaklar (Longitudinal cracks) b) Enlemesine çatlaklar (Transverse cracks) c) Krater çatlakları (Crater Cracks) d) Kılcal çatlaklar Sebepleri : Dikiş içerisindeki iç gerilmeler, kaynak esnasında çekme ve çarpılmalara karşı koyan kuvvetler genel çatlama sebepleridir.
 d) Kılcal çatlaklar Sebepleri : Dikiş içerisindeki iç gerilmeler, kaynak esnasında çekme ve")
11 Kaynakta Çarpılma (Distortion) Her metal parça gibi kaynakta da ısı verildiği zaman soğumayı müteakip parça kendini çeker, ince ise çarpılır. Sonuçta iç gerilmeler meydana gelir. Kaynak dikişlerinde enine boyuna açısal çarpılmalar vardır. Aşağıda bu durumlar resmedilmiştir.

12 Kaynak Tasarımında Dikkat Edilecek Durumlar
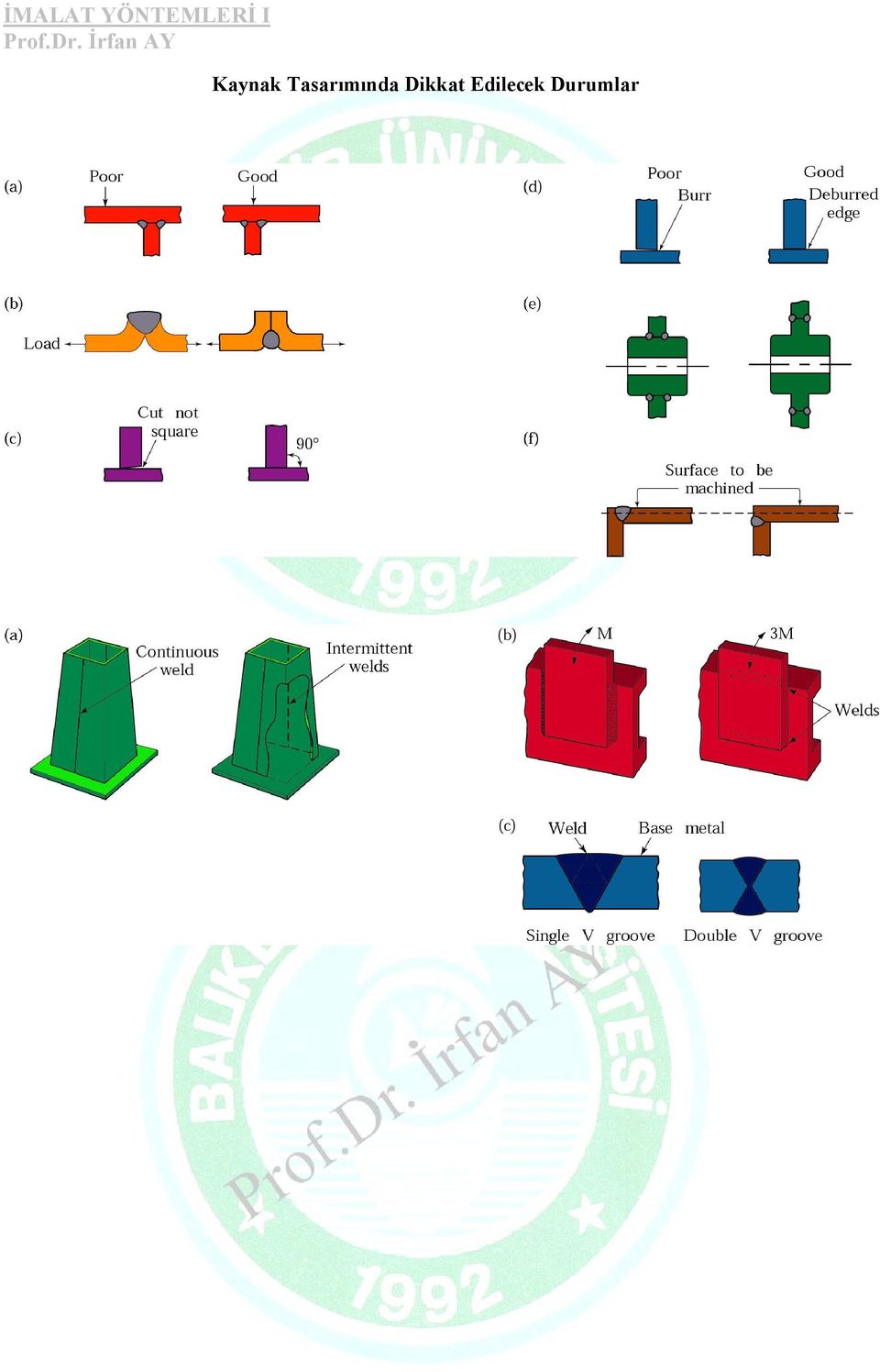
13
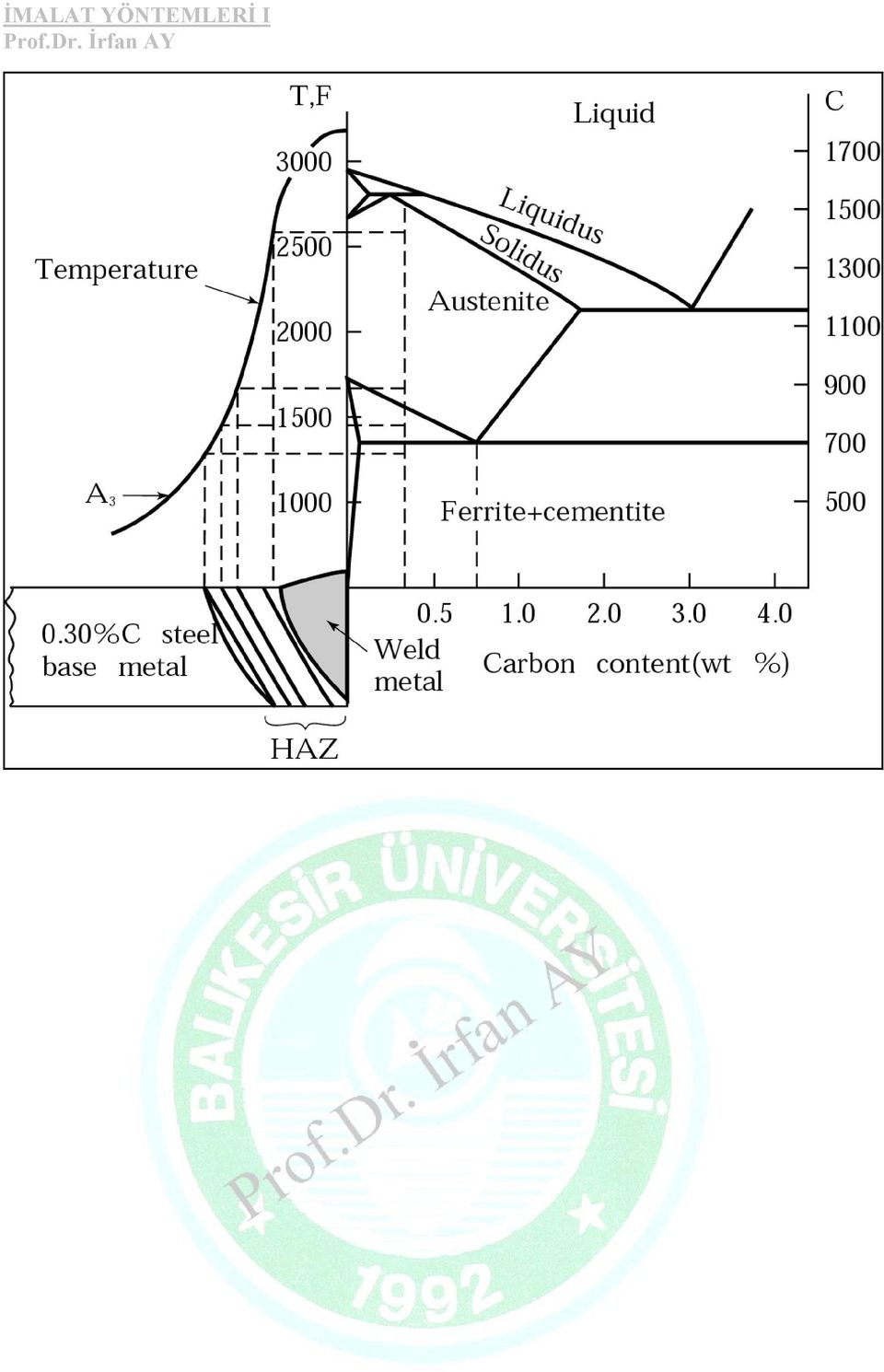
14 Kaynakta tane yönlenmesi Taneler ısının kaçtığı yöne doğru yönelirler

ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ
 İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Makine Bölümü Takım Tezgahları laboratuvarında bulunan klasik tezgahları ve CNC ROUTER tezgahını incelemek, CNC Router ın
İMALAT ve KONTRÜKSİYON LABORATUVARI ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Makine Bölümü Takım Tezgahları laboratuvarında bulunan klasik tezgahları ve CNC ROUTER tezgahını incelemek, CNC Router ın
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
KAYNAK HATALARI VE GİDERiLMESi
 KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
KAYNAK HATALARI VE GİDERiLMESi Bir kaynak dikişinin tamamen hatasız veya mevcut hataların mertebe bakımından gayet düşük olması istenir. Kaynak esnasında meydana gelen hatalar, hem dikişin homojenliğini
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
İMALAT YÖNTEMLERİ I Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU KAYNAK
 KAYNAK Tanım : İki tane aynı metal, yada iki tane ayrı metalin ısı kullanarak veya basınç kullanarak ilave elektrot kullanmadan yada kullanarak yapılan birleştirme işlemine kaynak adı verilir. Genel olarak
KAYNAK Tanım : İki tane aynı metal, yada iki tane ayrı metalin ısı kullanarak veya basınç kullanarak ilave elektrot kullanmadan yada kullanarak yapılan birleştirme işlemine kaynak adı verilir. Genel olarak
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
KAYNAK TÜKETİM MALZEMELERİ 08 / WELD
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ 08 / 2018 0 538 927 12 62 info@magmaweld.com 444 WELD www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Magmaweld, Zaimoğlu Holding A.Ş.
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ. K aynak. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN 1 /27
 MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K aynak K aynak Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2 petrol tankerinin imalatı
MIG-MAG GAZALTI KAYNAK HATALARI SEBEPLERİ VE ÖNLEMLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ 1 /27 1941-1945 tarihleri arasında II Dünya Savaşı zamanında 530 tane T2 petrol tankerinin imalatı
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Yarışma Sınavı. A ) Hareket zaman çubuğu B ) Simülasyon C ) Animasyon D ) Hareket etüdü E ) Ekranda seçilen nesnelerin konumlarını verir
 Hareket zaman çubuğu B ) Simülasyon C ) Animasyon D ) Hareket etüdü E ) Ekranda seçilen nesnelerin konumlarını verir") 1 İki nokta arasındaki mesafeyi bulmak için aşağıdakilerden hangi komut kullanılır? ) Dimleader B ) rea C ) Dist D ) Match Properties E ) Tolerances 2 şağıdakilerden hangisi belirlenen animasyon ve simülasyon
1 İki nokta arasındaki mesafeyi bulmak için aşağıdakilerden hangi komut kullanılır? ) Dimleader B ) rea C ) Dist D ) Match Properties E ) Tolerances 2 şağıdakilerden hangisi belirlenen animasyon ve simülasyon
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ
 BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
www.ercelikhirdavat.com KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 02 / 2015 İÇİNDEKİLER Kaynak Elektrodları Alaşımsız Çelikler Hafif Alaşımlı Çelikler Paslanmaz Çelikler Alüminyum
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE ETKİSİNİN İNCELENMESİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI
 A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
A,B Bölüm 3 - Kaynakçı Yeterlilik Sınavları 3-1 BÖLÜM 3 KAYNAKÇI YETERLİLİK SINAVLARI A. Genel... 3-1 B. Kaynakçılar İçin İstenen Temel Şartlar... 3-1 C. Yeterlilik Sınıfları ve Onaylanan Kaynak Pozisyonları...
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ÇELİK YAPILAR 3. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİK YAPILAR 3. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Sayısal Örnek Yukarıdaki şekilde görülen çelik yapı elemanının bağlandığı perçinlerin üzerine
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT KABİLİYETİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 1, 55-65, 2013 Journal of Advanced Technology Sciences Vol 2, No 1, 55-65, 2013 PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 1, 55-65, 2013 Journal of Advanced Technology Sciences Vol 2, No 1, 55-65, 2013 PETROL BORULARININ KAYNAKLARINDA RADYOGRAFİK MUAYENE YÖNTEMİNİN HATA TESPİT
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
DENEYĐN ADI. Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması
 DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
DENEYĐN ADI Organik bileşiklerde nitel olarak Karbon ve hidrojen elementlerinin aranması Deneyin amacı Organik bir bileşikte karbon ve hidrojen elementlerinin nitel olarak tayin etmek. Nicel ve nitel analiz
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE
 ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSHZ006 teknik şartname dökümanı numarası ile verilen Döner Merdiven
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSHZ006 teknik şartname dökümanı numarası ile verilen Döner Merdiven
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan