Döküm Yolu İle İmalat. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1
|
|
|
- Oz Chagatai Kaptan
- 6 yıl önce
- İzleme sayısı:
Transkript
1 Döküm Yolu İle İmalat Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 1
2 Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz. Döküm 4 aşamalı bir işlemdir. 1.Model yapmak 2.Maça Yapmak 3.Kalıp Yapmak Sıvı metali dökmek ve katılaştırmak 4.Biten döküm parçasını temizlemek Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 2
3 Kum Kalıba Döküm Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 3
4 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 4




5 Altlık-Model Model-Derece İnce kum serpimi İri kumu eleme İri kumu sıkıştırma Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 5




6 Derecenin doldurulması Derecenin düzlenmiş hali Derecenin ters çevrilmesi Derece pimlerinin takılması Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 6
")

7 Yolluk ve çıkıcıların montajı ve tamamlanması Yatay yolluk (meme) hazırlanışı Modelin çıkartılışı Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 7




8 Derecelerin kapatılması Kalıbın kesit görünüşü Dökümün yapılışı Çıkan Ürün Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 8

9 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 9
10 Metal Kalıba Döküm Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 10
11 Metal Kalıba (kokil( kalıp) Döküm Nedir? Metal kalıba döküm erimiş metali çelikten yapılmış bir kalıba dökerek boşluğu doldurma şeklinde yapılan bir işlemdir. Genellikle çok sayıda ve parça için kullanılır. Pahalı bir yöntemdir. Kalıp tekrar tekrar kullanılabilir. Kalıp malzemesi özel çeliklerden ve dökme demirlerden yapılır. Çıkan ürünün kalitesi kum kalıba döküm ürününden daha iyidir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 11
12 Bir araba kasnağının kokil kalıpta döküm aşamaları Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 12


13 Bir kadın figürünün metal kalıpta dökümü Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 13
14 Basınçlı Döküm Nedir? Metalden yapılmış bir kalıba çok yüksek basınçta sıvı enjekte edilir. Katılaşma sona erinceye kadar basınç uygulamaya devam edilir. Çok karışık parçalar dökülür. Saatte parça/saat üretim yapılır atmosfer basınç uygulanır. Çıkan ürün için talaşlı işlemeye ihtiyaç yoktur. Hızlı soğuma nedeniyle parçaların mukavemeti yüksek olur. En az 5000 parça ve üzeri için uygundur. Erime sıcaklığı 1000 C nin altındaki metaller için uygundur. Çoğunlukla küçük parçalar üretilir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 14

15 Basınçlı Döküm Animasyonu Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 15

16 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 16
17 Savurma (Santrifüj) Döküm Nedir? Savurma döküm yönteminde erimiş metal, bir eksen etrafında döndürülen kalıplar içine dökülerek biçimlendirilir. Merkezkaç kuvvetlerinin oluşturduğu basınç, metalin kalıp cidarına homojen olarak dağılmasını, parçanın dışının kalıbın iç şeklini almasını sağlar. Oluşan yüksek merkezkaç kuvveti sayesinde dökülen sıvı metal içinde bulunan düşük yoğunluklu kum ve cüruf tanecikleri, metal olmayan kalıntılar ve gazlar dönme eksenine doğru sürüklenir. Dolayısıyla bu yöntemle parça yüzeyinin gözeneksiz temiz ve ince taneli olarak elde edilmesi mümkün olur. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 17

18 Savurma dökümün şematik gösterimi Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 18



19 1 2 3 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 19




20 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 20
21 Sürekli (continous( continous) ) Döküm Nedir? İki ucu açık kokil bir kalıbın içerisine bir tarafından sıvı metal dökülür. Kalıbın içinden geçerken soğutma sıvısı püskürtülür. Böylece gittikçe sıcaklık düşer. Metal katılaşır. Kalıbın diğer tarafından istenen şekle uygun ürün çıkar. Bu yöntemle karışık parçalar dökülemez. Daha çok saç, şerit, levha tipi veya içi dolu silindirik ürünler dökülür. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 21

22 Sürekli (continous( continous) ) Döküm Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 22
23 Hassas Döküm Nedir? ( Invesment Casting, Ceramic Shell Casting (seramik kabuk dökümü) veya Lost Wax Process (kaybedilmiş mum prosesi)) terimleri aynı döküm şeklini ifade eder. Prensibi: Mum ve benzer modeller kullanılarak hazırlanan kalıpların ısıtılması ve eriyen model malzemesinin kalıptan dışarı akıtılarak kalıp boşluğunun oluşturulmasıdır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 23



24 Balmumu (normal mum) model yapımı Modelin çıkartılışı Çoğaltılan modeller ağaç dalları şeklinde bir merkez etrafında toplanır. Toplu modeller sulu seramiğe batırılır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 24




25 İkinci kez seramik kaplama daha kalın olarak yapılır. Seramik kabuk belirli kalınlığa erişince kaplama durdurulur. Kalıp kurutulur balmumunun akması için ısıtılır. Kabuk sertleşmesi için ısıtılır Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 25



26 Erimiş metal ısıtılan kalıba dökülür. Döküm soğuduktan sonra kabuk kalıp titreşimle veya başka yollarla kırılır. Dökülen parçalar ağaçtan dikkatlice ayrılır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 26
27 Balmumu enjeksiyonu Modelleri dizme Seramiğe batırma Isıtarak kabuk bağlama ve mumu eritme Kabuk kalıba döküm yapma Kabuğu kırma parçalara ayırma Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 27
28 Kum Kalıp İçin MODEL Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 28


29 Model Nedir? Dökülecek parçanın benzeri olup, boyut olarak birazcık daha büyük olan, kuma gömülerek sıvı metalin döküleceği boşluğu temin eden parçalara, model denir. Her dökülecek parça için mutlaka bir model gerekir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 29
30 Model Yapımında Dikkat Edilecek Parametreler 1. Çekme Payı: Dökülmüş sıvı metal katılaşırken kendini çeker ve döküm parçasının boyutu küçülür ve bu nedenle modellerin çekme payı kadar büyük yapılması gerekir. Çekme payları dökme demir için, %1 dökme çelik için %2, demir olmayan malzemeler için %1-2 alınabilinir. 2. İşleme Payı: Parçaların resimlerinde boyutlar parçaların işlenmiş şekline göre verilir. Kuma dökülen parçaların çoğu da mutlaka talaş kaldırılarak işlenir.bu nedenle modeller işleme payı kadar büyük yapılırlar. Çekme payı fazla verilirse işçilik artar,az verilirse cidar kalınlığı işlemeye yetmeyebilir.bunun için en uygun işleme payı verilmelidir. (DÇ 2-33 mm, DO 3-55 mm gibi) Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 30
31 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 31
32 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 32



33 Üstte ağaç model altta ise dökülmüş parça görülmektedir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 33



34 3. Modellerin Kalıptan Sökülmesi: Modellerin kalıbın içinden kalıbı bozmadan çıkartılması gerekir. Bir bütün halinde yapılan modellerde bu zor olabilir. Bunu kolaylaştırmak için iki veya daha fazla sayıda parçalı model yapılır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 34

35 4. Modellerin konik yapılması Kenarları dik olan modeller kalıptan çıkartılırken temas yüzeyi fazla olduğu için kalıp yüzeyleri bozulabilir. Bu teması azaltmak için modeller sıyrılma doğrultusunda eğimli yapılırlar. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 35

36 5. Model Malzemeleri a) Seramik Model: Basit şekilli ve çok az sayıdaki parçaların dökümünde kullanılır. En çok ta alçıdan yapılırlar. Alçıdan yapılmış araba modeli Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 36


37 b) Ağaç Model: En çok kullanılan model tipidir. Kullanılacak ağaçların kuru sert ve dayanıklı olması gerekir. Bu iş için çam, gürgen ve ıhlamur kullanılır. Ağaç model yapıldıktan sonra kesinlikle nem almamalıdır. Büyük ağaç modellerin içi boştur. Ağaçtan yapılmış araba modeli Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 37


38 b) Metal Model: Modelin uzun süre dayanması gerekiyorsa ve seri imalatta kullanılacaksa o zaman metal model kullanılır. Bu modeller yapılmadan önce ağaçtan modelleri yapılır. Sonra metal modeller imal edilir. Bu işlemde hem ağacın çekme payı hem de metal modelin çekme payı hesaba katılmalıdır. Metal modeller dökme demir, bronz ve alüminyumdan yapılırlar. Bronz, alüminyum ve dökme demir modelleri Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 38
39 Karakteristikler Ağaç Alüminyum Çelik a Plastik DökmeDemir Makinede işlenebilirlik E G F G G Aşınma Direnci P G E F E Mukavemet F G E G G Ağırlık b E G P G P Tamir Edilebilirlik E P G F G Direnç: Korozyona karşı c E E P E P Şişmeye karşı c P E E E E a E, Mükemmel; G, iyi; F, zayıf; P, kötü. b operatörün yorulma faktörü c su ile. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 39
40 6. Model Renkleri Dökme Demir (DD) model Kırmızı renkte Dökme Çelik (DÇ) model Mavi renkte Demir Olmayan (DO) model Renksiz olarak bulundurulur. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 40
41 Kum Kalıp İçin MAÇA Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 41

42 Maça Sandığında Maça İmalatı Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 42
43 Maça Nedir? İçi boş çıkacak parçaların döküldükten sonra boş çıkabilmesi için dökülen parçanın bu boş kısmının şeklini oluşturan negatif parçalara maça denir. Maça malzemeleri çoğunlukla kumdur. Fakat bu kumlar kalıp kumundan farklıdır. En önemli farkta kalıp kumundaki kil yerine bağlayıcıların kullanılmasıdır. Bağlayıcılar iki grupta toplanırlar organik ve inorganik. Maça kumlarında su da bulunur fakat su bağlayıcı görevi yapmaz. Çok enteresandır su katılmadığı takdirde bağlayıcılar görev yapmaz. Az su katılırsa maçalar piştikten sonra istenen özellik elde edilemez. Çok su katılırsa pişme süresi uzar. Yüzeyde kabuklaşma olur ve bağlayıcılar katmerleşir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 43
44 Maça Kumları Maça kumları = Si (%80-90)+Bağlayıcılar+su (%3-7)+Kil (%1 den az) Bağlayıcılar Organik Yanıcı 500 C C de özellik kaybolur Maça yağı Reçine Un Melas Zift İnorganik Yanmaz Yüksek sıcaklıklara dayanıklı Ateş Kili (%2) Bentonit (%0,5-2) Silis Tozu (%30) Demir Oksit (%1-2) Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 44
45 Maçaların Pişirilmesi Bağlayıcıların özelliklerini ortaya çıkartmak için maçaların 2 ile 6 saat süreyle C C sıcakls caklıkta kta pişirilmesi irilmesi gerekir böylece b sertleşmi miş dayanıkl klı maçalar alar meydana gelir. Az pişen maçalar alar sarı renkte, çok pişen maçalar alar koyu sarı-kahverengi rengindedirler. Normal maçalar alar hava dolaşı şımı düzgün n olan adi fırınlarda f pişirilir. irilir. Maçalar aları sert yapmak için i in oksijen gereklidir. Fırına F taze hava verilir. Özel bağlay layıcıların n kullanıld ldığı maçalar alar C C sıcaklıkta bir elektrik pişirme fırınında pişirilir ve pişme süreleri birkaç dakikayı geçmez. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 45


46 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 46

47 Maçaların Yerleştirilmesi Maçalar döküm esnasında sıvı metalin içinde kalırlar sıvı metal maçanın üzerine ağırlığının katı kadar bir kaldırma kuvveti etkisi yaratır. İşte maçaların bu kuvveti karşılayacak şekilde desteklenmesi gerekir. Bunun için maçalar maça başlarıyla ve içlerine teller yerleştirilerek asılmak suretiyle desteklenirler. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 47
48 Maçaların Döküm Parçasının İçinden Çıkartılması Maçalar sıvı metal katılaştıktan sonra dökülmüş olan parçanın içine pnömatik çekiç veya normal çekiçle sarsılarak çıkartılmaya çalışılırlar. Maçaların dağılma özelliğinden istifade edilerek iç kısım boşaltılır. Maçaların karışık tipte olanları için basınçlı su kullanılır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 48
49 Maçalara Bağlı Oluşan Hatalar Maçaların yapışması : Maça kendisi, maça sandığında yapılırken sandığa yapışabilir. Bunun önüne geçmek için önceden sandığın yüzeyine benzin sürülür. Maçalarda karıncalaşma : Gaz geçirgenliği az olan maçaların yüzeyinde karıncalaşma oluşur. Maçaların yüzmesi : Maça başı yeterli yapılmayan, iyi şekilde desteklenmeyen maçalar, sıvı metalin içinde yüzebilirler. Maçaların kırılması : Maçalarda yeterli mukavemet yoksa sıvı metal maçayı kırabilir. Maçalarda damarlar : Maçanın üzerindeki küçük çatlaklara sıvı metal girerek parça yüzeyinde çıkıntılı damarların meydana gelmesine sebep olular. Maçalarda çatlaklar : Pişirme sırasında maçada çatlama olmuşsa o maça kesinlikle kullanılmamalıdır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 49


50 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 50


51 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 51
52 Kalıp Kumları İle Kalıp Yapımı Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 52








53 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 53








54 Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 54




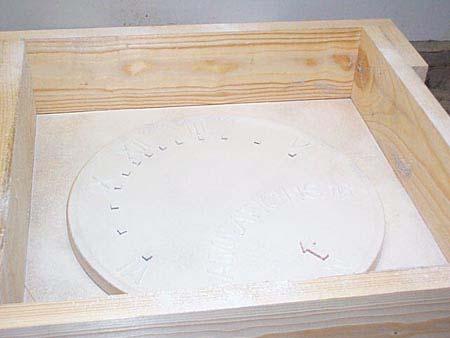
55 Güneş Saatinin Döküm Safhaları Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 55
56 KALIP KUMLARI Kalıp yapımında kullanılan kalıp malzemesi kumlardır. Kalıp kumu, silis + kil + rutubet ten oluşur. Kalıp malzemesi olan kumun esas görevi sıvı metal dökülüp de katılaşıncaya kadar boşluğu bozulmadan muhafaza etmektir. Bu nedenle kalıp kumu aşağıdaki isteklerimizi yerine getirmek zorundadır. 1. Mukavemet : Kalıbın dökümü esnasında sıvı metalin basıncı ile bozulup bozulmadığını temsil eder. 3 çeşit mukavemet vardır. a) Yaş Mukavemet : Kalıbın içine sıvı metal dökülür dökülmez kalıp kumunda henüz nem varken kalıbın şeklini muhafaza edebilmesine kumun yaş mukavemeti diyoruz. b)kuru Mukavemet : Erimiş metal kalıba dökülünce kumun rutubeti buharlaşır gider işte kum kalıbın kil ve silisle birlikte bu haldeyken sıvı metalin basıncına dayanmasına kuru mukavemet diyoruz. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 56
57 c) Sıcak Mukavemet : Erimiş metal kalıp içersinde epey uzun bir vakit kaldıktan sonra kumun sıcaklığı, erimiş metal sıcaklığına eşit olduğu anda sıvı metalin basıncına dayanmasına sıcak mukavemet diyoruz. 2. Ateşe Dayanıklılık : Kalıp kumları ateşe dayanıklı değillerse taneler birbirine yapışır ve topak bir hale dönüşürler. Böyle bir durumda sıcak metal kalıbı parçalar ve dışarı çıkar. İşte döküm sıcaklığında kalıbın bozulmasına kumların topaklanmasına ateşe dayanıklılık diyoruz. Dökme demir için bu sıcaklık 1300 C civarındad ndadır. 3. Gaz Geçirgenli irgenliği i : Sıvı metal kalıbın n içine i ine döküldd ldüğünde kalıp p içinde i inde var olan veya tam döküm d m esnasında nda reaksiyonla yeni oluşan gazların geçebilmesine ebilmesine izin verebilecek kabiliyette olmasına kumun gaz geçirgenli irgenliği adını veriyoruz. Gaz geçirgenli irgenliği i yetersiz ise ürünün yüzeyi kabarcıkl klı ve gözenekli g olur. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 57
58 4. Akıcılık k : Kumun kalıbın şeklini alabilmesi için i in kil ve rutubetle takviyeli şekilde belirli bir akıcılığ ığa a sahip olması gerekir. Aksi taktirde kalıbın şekli olan negatif boşluk temin edilemez. 5. Düzgün n Yüzey Y : Döküm m parçalar alarının n yüzeylerinin y düzgün n olması,, ancak ince taneli kumların n modelin kalıplanmas planması esnasında nda yüzeye y dökülmesiyle d gerçekle ekleşir. 6. Yeniden Kullanma : Eritilmiş metal kalıbın n içine i ine döküldüğünde ilk temas eden kum taneleri aşıa şırı bir şekilde çatlayıp p parçalanmadan alanmadan ve topaklanma olmadan kalabilmelidir. Çünk nkü ileride yeni kalıp p hazırlan rlanırken rken bu kumların n yeniden kullanılmas lması gerekecektir. 7. Süneklilik : Bu terim kalıp p kumlarının n yüksek y sıcaklıklarda klarda fazla sertleşmeden kalabilmeyi ifade eder. 8. Plastiklik : Kalıp p kumlarının n kalıbın şeklini alabilmesi için in plastik yapıda olması gerekir bu da ancak kil ve rutubetin desteğiyle sağlan lanır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 58
59 KALIP KUMUNUN BİLEB LEŞENLERİ Kalıp p kumları silis (kum), kil ve nemden oluşur. ur. Silis (kum) : Kumun esas bileşenidir. enidir. Kalıp p kumunun % i silistir C C ye kadar erimeden kalabilir. Silisli kumlar oval, yuvarlak, düzgd zgün n yüzeyli y bazen de pürüzlü bir şekilde bulunurlar. Kil (çamur)( : Kum tanelerini tutkal gibi bağlay layıcı vazife görür. r. Kuma plastiklik kazandırır. r. Kalıp p kumunun içinde i inde istenen şartlara göre g %2-50 oranında nda kil bulunur. Metalin yüksek sıcakls caklığı nedeniyle yanmış bir kil tutkal özelliğini ini kaybeder. Su (nem) : Kalıp p kumlarının n içinde i inde %1,5-8 arasında nem bulunur. Nemin görevi g kille beraber kuma plastiklik ve mukavemet özelliği i kazandırmakt rmaktır. r. Bu üç ana unsurun dışıd ışında kalıp p kumunda yabancı maddeler bulunabilir, fakat iyi bir kalıp p kumundaki yabancı maddelerin oranı %8 i geçmemelidir memelidir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 59
60 KALIP KUMLARININ SINIFLANDIRILMASI a.elde Ediliş Durumuna Göre Tabi Kum Sentetik Kum Tabi Kum Kil Su Diğer İlave Maddeler Silis Tozu Mısır Unu Odun Talaşı Grafit Tozu Demir Oksit b.kalıp Kumlarının Kullanışına göre Eski Kum Kullanım Kumu Yeni Kum %20-50 Yeni Kum + %5-15 Taş Kömürü Tozu + %5-12 Su + Eski Kum Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 60
61 KUM HAZIRLAMA SIRASI Ocak Kumu Kurutma Kırma Eleme Kil+Su+Kömür Tozu Eleme Depolama Katma Havalandırma Kalıp Kumu Manyetik Ayırıcı Kırma Sarsma Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 61
62 Kalıp Kumu Deneyleri 1. Yaş Basma Mukavemeti 2. Yaş Kesme Mukavemeti 3. Kuru Çekme ve Eğme Mukavemeti 4. Gaz Geçirgenliği 5. Kil Miktarı 6. Tane Büyüklüğü 7. Rutubet 8. Ateşe Dayanıklılık Kalıp Kumuna Bağlı Döküm Hataları: 1. Karıncalanma : Gaz geçirgenliğinin azlığı 2. Metal Nüfuziyeti : Kum yağlı ve gözenekli olması 3. Kalıp Çatlaması : Yetersiz sıcak mukavemet 4. Genişleme : Kumun çok yumuşak olması 5. Kopma : Kum tanelerinin iyi yapışmaması 6. Pürüzlü Yüzey : Kumun zayıf, rutubetin az olması 7. Çizgili Yüzey : Kum taneciklerinin çok sert olması Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 62

63 DÖKÜM HATALARI Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 63
64 Kalıp p kumları elde edilişlerine lerine göreg iki türlt rlü sınıflandırılır: r: 1. Tabii Kum : Deniz veya göl g l kenarlarında nda veya ocaklardan çıkartılan kumdur. Kil miktarı ocaktan çıktığı anda ne kadarsa o kadarı muhafaza edilir. Getirildikten sonra gerektiği i kadar su ilavesi yapılır. Bu kumların avantajlı tarafları ucuz olmaları ve kolay hazırlanmal rlanmalıdır. r. Dezavantajları ise özelliklerini çabuk kaybetmeleridir. 2. Sentetik Kum : Tabii kuma silis tozu, demir oksidi, mısır m unu, odun talaşı şı,, grafit gibi maddelerin katılmas lmasıyla bazı özellikleri arttırmak rmak için i in hazırlanan kum çeşididir. Bu kumun tabii kuma göre g avantajı daha düzgd zgün n tane boyutlu oluşu, u, daha az su ve daha az kil ilave isteği i göstermesidir. g Tabii kumda %6-8 nem bulunurken sentetik kumda bu oran %3 kadardır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 64


65 YOLLUK SİSTEMİ Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 65
66 Tanım m : Kalıbın n boşlu luğunu unu sıvıs metalle doldurmak için i in açılan kanal sistemine yolluk sistemi denir. Yolluk sistemi dört kısımdan k meydana gelmiştir. 1. Batak : Sıvı metalin etrafa sıçramamasını ve huniye düzgün bir şekilde girmesini sağlar. Aynı zamanda kısmen curuf tutucu vazifesi görür. Zira curufun yoğunluğu düşük olduğu için oksitler daima üstte kalır. Yolluk sisteminde kesitler sıraya göre azalmalıdır. Huni, curufluk ve meme kesitleri arasında gibi oran olmalıdır. 2. Huni : Batağa dökülen sıvı metalin kalıba gitmesi için açılan düşey silindirik kanala huni adı verilir ve boyu curufluğa kadar uzanır. 3. Curufluk : Bataktan kurtulan curufları tutmak için yatay şekilde ve yamuk kesitli bir kanaldır. Buraya düşen sıvı metal yatay şekilde hareket edeceği için curuflar hep üstte kalacaktır. Ağır olan metal hep alttan gidecektir. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 66
67 4. Meme : Curufluğun altında ve curufluğa dik durumda yatay olarak açılan eşkenar üçgen kesitli yolluğa meme adı verilir. Meme sayısı ihtiyaca göre ve daha fazla olabilir. Huni ve curufluk için model kullanırken meme yapımı elle veya kaşık kullanılarak açılır. 5. Çıkıcı : Döküm sırasında kalıptan havanın ve döküm esnasında da ortaya çıkan gazların çıkmasını sağlayan aynı zamanda sıvı metalin fazla olan kısmını alan ve kalıp içerisinde yükseldiğini gösteren kısma çıkıcı denir. Çıkıcılar çoğunlukla dökülen parçanın en üst noktasına yerleştirilirler. 6. Besleyiciler : Sıvı metal katılaşırken kendini çeker, bu çekme sırasında dökülen malzemede boşluk kalmaması için metalin çok çeken kısımlarını takviye etmek gerekir. Bunun için kalıbın dışındaki çıkıcılara ilaveten, özellikle büyük parçaların dökümünde fazladan sıvı metal gereklidir. Bu da besleyicilerle karşılanır. Doç. Dr. İRFAN AY / Arş. Gör. T.KEREM DEMİRCİOĞLU 67
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
DÖKÜM İLE ÜRETİM. Doç. Dr. N. SİNAN KÖKSAL
 DÖKÜM İLE ÜRETİM Doç. Dr. N. SİNAN KÖKSAL Ergitilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm denir.
DÖKÜM İLE ÜRETİM Doç. Dr. N. SİNAN KÖKSAL Ergitilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm denir.
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti.
 DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER
 KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DOĞAL MATERYALLER TAŞ
 DOĞAL MATERYALLER TAŞ TS 1910/2513 Dış mekan bordür ve döşemelerinde ; homojen, sert, damarsız, çatlaksız, yoğun yapılı, hava etkilerine karşı ve dona dayanıklı. Ocak nemini kaybetmiş darbe etkisi ile
DOĞAL MATERYALLER TAŞ TS 1910/2513 Dış mekan bordür ve döşemelerinde ; homojen, sert, damarsız, çatlaksız, yoğun yapılı, hava etkilerine karşı ve dona dayanıklı. Ocak nemini kaybetmiş darbe etkisi ile
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
DÖKÜM TEKNİKLERİ. A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri. B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri
 DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
DÖKÜM TEKNOLOJİSİ. Dökümün tanımı, Üstünlükleri ve Dezavantajları
 DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
YAPI MALZEMESİ OLARAK BETON
 TANIM YAPI MALZEMESİ OLARAK BETON Concrete kelimesi Latinceden concretus (grow together) ) kelimesinden gelmektedir. Türkçeye ise Beton kelimesi Fransızcadan gelmektedir. Agrega, çimento, su ve gerektiğinde
TANIM YAPI MALZEMESİ OLARAK BETON Concrete kelimesi Latinceden concretus (grow together) ) kelimesinden gelmektedir. Türkçeye ise Beton kelimesi Fransızcadan gelmektedir. Agrega, çimento, su ve gerektiğinde
İÇERİK Kompozit malzemeler
 İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Baumit SilikatTop. (SilikatPutz) Kaplama
 Kaplama") Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MEM-220 METALURJİ LABORATUARI (1+2) 2 Döküm Kumu Deneyleri: Kum tane boyutu ve dağılımının elek analizi ile belirlenmesi. Mikroskop ile kum tane
 2 Döküm Kumu Deneyleri: Kum tane boyutu ve dağılımının elek analizi ile belirlenmesi. Mikroskop ile kum tane") MEM-220 METALURJİ LABORATUARI (1+2) 2 Döküm Kumu Deneyleri: Kum tane boyutu ve dağılımının elek analizi ile belirlenmesi. Mikroskop ile kum tane şeklinin belirlenmesi. Standart kum numunesinin hazırlanması.
MEM-220 METALURJİ LABORATUARI (1+2) 2 Döküm Kumu Deneyleri: Kum tane boyutu ve dağılımının elek analizi ile belirlenmesi. Mikroskop ile kum tane şeklinin belirlenmesi. Standart kum numunesinin hazırlanması.
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
KESİTLER ve 0.08 M A 8X M A C M 0.06 A X 45. M42 X 1.5-6g 0.1 M B M TARAMA
 0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 C A B 0.14 KESİTLER ve 44.60 TARAMA 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 34 41.3 41.1 0.02 Prof.
0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 C A B 0.14 KESİTLER ve 44.60 TARAMA 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 34 41.3 41.1 0.02 Prof.
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ. PERDAHLAMA ve KÜRK DOÇ.DR. KAMİLE TOSUN FELEKOĞLU
 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ PERDAHLAMA ve KÜRK DOÇ.DR. KAMİLE TOSUN FELEKOĞLU BETON YÜZEYY ZEYİNİN N PERDAHLANMASI Beton yüzeyinin y perdahlanması
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ PERDAHLAMA ve KÜRK DOÇ.DR. KAMİLE TOSUN FELEKOĞLU BETON YÜZEYY ZEYİNİN N PERDAHLANMASI Beton yüzeyinin y perdahlanması
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
YAPI MALZEME BİLGİSİ PİŞMİŞ TOPRAK ÜRÜNLERİ
 YAPI MALZEME BİLGİSİ PİŞMİŞ TOPRAK ÜRÜNLERİ PİŞMİŞ TOPRAK ÜRÜNLERİ KERAMİK VE REFRAKTAR MALZEMELER Kiremit,tuğla,künk,çini,seramik,fayans gibi yapı malzemeleri ile testi,saksı gibi malzemeler keramik yapımları
YAPI MALZEME BİLGİSİ PİŞMİŞ TOPRAK ÜRÜNLERİ PİŞMİŞ TOPRAK ÜRÜNLERİ KERAMİK VE REFRAKTAR MALZEMELER Kiremit,tuğla,künk,çini,seramik,fayans gibi yapı malzemeleri ile testi,saksı gibi malzemeler keramik yapımları
KİREÇ. Sakarya Üniversitesi
 KİREÇ Sakarya Üniversitesi KİREÇ Kireç, kireç taşının çeşitli derecelerde (850-1450 C) pişirilmesi sonucu elde edilen, suyla karıştırıldığında, tipine göre havada veya suda katılaşma özelliği gösteren,
KİREÇ Sakarya Üniversitesi KİREÇ Kireç, kireç taşının çeşitli derecelerde (850-1450 C) pişirilmesi sonucu elde edilen, suyla karıştırıldığında, tipine göre havada veya suda katılaşma özelliği gösteren,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI
 YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
YAŞ KALIPLAMA KUMUNUN OPTİMİZASYONU VE STANDARTLAŞTIRILMASI Erkan DALAY* ve Onur ER** * Laboratuvar Uzmanı, EKU Fren ve Döküm Sanayi AŞ, Kocaeli, TÜRKİYE ** Ar-Ge Mühendisi, EKU Fren ve Döküm Sanayi AŞ,
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
ÜRÜN TANIMI: NOVOBRAN
 Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
Mukavemet 1. Fatih ALİBEYOĞLU. -Çalışma Soruları-
 1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ALÇI DUVAR. Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü. Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi
 ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
ALÇI DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi ALÇI BLOK DUVAR Alçı panel, alçının belirli oranda suyla karıştırılıp
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
DOĞRAMA ÜRÜNLERİ. DOĞRAMA YAPIMINDA KULLANILAN MALZEMELER ve ÖZELLİKLERİ MALZEME TÜRÜ OLUMLU ÖZELLİKLER OLUMSUZ ÖZELLİKLER
 DOĞRAMA ÜRÜNLERİ AHŞAP METAL PLASTİK CAM BETON ALÇI DOĞRAMA YAPIMINDA KULLANILAN MALZEMELER ve ÖZELLİKLERİ MALZEME TÜRÜ OLUMLU ÖZELLİKLER OLUMSUZ ÖZELLİKLER AHŞAP Masif ahşap Lamine ahşap Yapay ahşap levha
DOĞRAMA ÜRÜNLERİ AHŞAP METAL PLASTİK CAM BETON ALÇI DOĞRAMA YAPIMINDA KULLANILAN MALZEMELER ve ÖZELLİKLERİ MALZEME TÜRÜ OLUMLU ÖZELLİKLER OLUMSUZ ÖZELLİKLER AHŞAP Masif ahşap Lamine ahşap Yapay ahşap levha
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK
 KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Genellikle bir jel yapıcı içeren bu karışımın jelleşmesi beklendikten sonra model çıkarılır.
 Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ.
 AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
AYTU YÜKSEK ISI VE TEKNİK TEKSTİL ÜRÜNLERİ SAN.TİC.LTD.ŞTİ. HAKKIMIZDA Firmamız Yüksek Isı İzolasyon Ürünleri Ve Teknik Tekstil Ürünleri Üzerine Uzmanlaşmış Kadrosuyla Uzun Yıllardır Sektörde Hizmet Vermektedir.
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
İmal Usulleri. Fatih ALİBEYOĞLU -3-
 Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI
 Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
Öğr. Gör. Dr. Ömer ERKAN HACİM KALIPÇILIĞI BÖLÜM 3 PLASTİK ENJEKSİYON KALIBI ELEMANLARI KALIP ELEMANLARI Yolluk Burcu ve Yerleştirme Bileziği Bağlama Plakaları Kılavuz Pimler İtici pimler, Burç ve Plakalar
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR. Hazırlayan : Ġrem YAĞLICI
 T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
KUM KALIBA DÖKÜM AŞAMALARI
 KUM KALIBA DÖKÜM AŞAMALARI Kum kalıba döküm işleminde yapılması gereken işlemlerin mantıksal sıralaması şu şekildedir: 1. Model yapımı 2. Maça yapımı (model yapımıyla eş zamanlı olabilir) 3. Kalıplama
KUM KALIBA DÖKÜM AŞAMALARI Kum kalıba döküm işleminde yapılması gereken işlemlerin mantıksal sıralaması şu şekildedir: 1. Model yapımı 2. Maça yapımı (model yapımıyla eş zamanlı olabilir) 3. Kalıplama
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ DÖKÜM YÖNTEMLERİ. Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
Döküm için yapılan işlemleri kısaca şöyle sıralayabiliriz:
 Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
ENDÜSTRİYEL GÜÇ DAĞITIM AŞ
 YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.