TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI
|
|
|
- Özge Akşit
- 6 yıl önce
- İzleme sayısı:
Transkript


1 TALAŞLI İMALAT MİL HATTINDA VERİMLİLİĞİN ARTTIRILMASI




2 Ekip Üyeleri Ekip Lideri Proje Sponsoru Proje Danışmanı Zülfü İnceoğlu - Talaşlı İmalat Şefi Hakan Karaca Üretim Grup Şefi Ersoy Türel Yalın Ofis Yöneticisi Ekip Üyeleri Orhan Gürler Takım Depo Şefi Mehmet Unkun Metot Mühendisi Murat Çakır Yalın Ofis Uzmanı Emre Yardım Kalıphane Şefi Selçuk Taşkın Talaşlı İmalat Takım Lideri Bekir Şahin Victor Op. Mustafa İncirkuş Sinico Op. Cemalettin Yaver Johnford Op.


3 Firma Tanıtımı Üretim Bölümlerimiz. Preshane. Alüminyum Enjeksiyon 3. Talaşlı İmalat 4. Sargıhane 5. Montaj 6. Tel Emaye 3

4 İÇİNDEKİLER. Problem Seçimi ve Tanımı. Hedefin Belirlenmesi 3. Ekip Oluşturulması ve Proje Planının Hazırlanması 4. Mevcut ve Yeni Durum Analizi 5. Standartlaştırma ve Yaygınlaştırma 6. Kazançlar 7. Proje Ödülü 4



5 -Problem Seçimi ve Tanıtımı 6 yılında yönetimin stratejik kararlarından biri olan sektördeki yurtdışı ithalatın azaltılması, verimli üretim sisteminin kurulması, ithal ürünlere ilginin azaltılarak dışa bağımlılığın düşürülmesi, etkin bir üretim sisteminin gerekliliği yaklaşımları bizi şirketimizde projeler yapmaya yönlendirdi. Yerel Pazar lere kadar Diğer İthal Motorlar 4% Günümüz Yerel Üreticiler 9% Gamak Gamak 3% 5
6 -Problem Seçimi ve Tanıtımı Bu kapsamda bütünü görmek adına Değer Akış Haritası çalışması yaparak iyileştirme projelerimizi belirledik. Bu projelerden biriside Mil Hattı Projesi dir. 3 TİP FABRİKA DEĞER AKIŞ HARİTASI DEGA DEMİR LG MİTSUİ SATINALMA ETİ ALM Sac Alüminyum Mil Tel Mylar Tahmini - Kesin Günlük (IFS) Kesin A A A H 4A SATIŞ Üretim Planlama SAKA YÜKSELLER METAL ERBAKIR GAZİ METAL DUPONT TEL EMAYE PERÇİN MYLAR PERÇİN KESME-KAFA VURMA 6 3 MYLAR RULO DİLİMLEME 7 KAPAK OLUŞTURMA 7, STATOR ANKOŞLAMA EMAYE İŞLEMİ,5,6 FİLMAŞİN ÇEKME SEVK GÜN SEVK 4 GÜN MÜŞTERİ SEVK 9 GÜN 4 6,5 3 4,5 7,5 95 7,5 54, 47,5,5 #SAYI/! Talep Yıl Talep Gün Takt Time Hedef Hat Dengesi,6 56 EŞ ZAMANLI ÜRETİM STATOR 8 SAC DİLİMLEME LAMİNASYON PRES, STATOR PAH KIRMA STATOR PERÇİNLEME 5 SARGIHANE 7 LAK FIRINI SEVK 9 GÜN , , ROTOR 8 SAC DİLİMLEME LAMİNASYON PRES 8,6,4 SAF ALM. ERGİTME ROTORA ALM BASMA,3 ROTORA MİL ÇAKMA 3,5 MİLLİ ROTORU TAŞLAMA ROTOR ÜSTÜ ALMA BALANS-AYAR 4,5 SEVK GÜN , ,4 45,3 67,5 7 3, , MİL 6 MİL KESMEPUNTALAMA PERVANE KAMA AÇMA KASNAK KAMA AÇMA MİL İŞLEME 5 MİL TIRTIL KESME PAKETLEME MONTAJ SÜRE SEVK 3 GÜN EŞ ZAMANLI ÜRETİM GÖVDE 6,5 ALAŞIMLI ALM ERGİTME,4 GÖVDE YOLLUK KESME GÖVDE BASIM 3, GÖVDE ÇAPAK ALMA 6,4 SEVK 7 GÜN 3 6,5 34, , 6 6, MİL HATTI OPERASYONLARI KAPAK 6,5 ALAŞIMLI ALM ERGİTME,4 KAPAK BASIM 3,3 KAPAK TAŞLAMA (Çapak Alma) 6,3 KAPAK KULAK KLAVUZ ÇEKME KAPAK KULAK DELİK DELME KAPAK İŞLEME,5 SEVK 7 GÜN Mil Kesme Mil Punta Delik Açma 3 6,5 7,4 3,3 Mil İşleme , Mil Kasnak Kama Yuvası Açma 6,5,5, Mil Pervane Kama Yuvası Açma TAS 7,4 SAC DİLİMLEME TAS RONDELİ OLUŞTURMA,4 TAS DELME TAS SIVAMA 9 SEVK 4 GÜN 7,4 3,6,4 3, YALIN OFİS 6 4 ad/yıl 43 ad/gün 88 sn/ad 5 sn/ad


7 -Problem Seçimi ve Tanıtımı Verimlilik çalışmalarını yapacağımız ekip ile proseslerdeki problemlerin belirlenmesine yönelik kayıpların ortaya çıkarılması için, DAH çalışmasından sonra, Beyin Fırtınası yaparak en çok etki edecek iyileştirmeleri belirledik, Pareto Analizi ile problemleri önceliklendirdik, Standart Metot Ölçümleri yaptık. Akış Dilimi ve Ölçüm Noktası İşlenmiş Milin Makineye Bağlanması Ora Ölç. nla FaktörDeğ. ma Sınıf Çev Mz I ti 4,3 7 7,3 7,8 8, 8,8 6,9 8,4 7,6 6,9 F 4, I Kama Açma İşlemi 6, ti , F , 7, ti 3 Kaması Açılmış Milin Sökülmesi I ti 4,6 5,,6,7 6,9 6,6 4,7 4,64 3,83 4,66 F ,6 4,6 4 İşlenmiş Milin Tezgaha Taşınması I 4,4 ti,4,4,4,4,4,4,4,4,4,4,4,4,4,4,4,4 F Kaması Açılmış Milin Sepete İstiflenmesi 4 I ti,6,6,6,6,6,6,6,59,59,59,59,59,59,59,59 F ,6,6 6 I ti n= k= F tz Çevrim ,99,99,99,99 7,99 Her Çevrim 5, 4,, 35,37 9,, 8,
8 -Hedefin Belirlenmesi Fabrikamızda üretimimiz 4 ana gruptan oluşmaktadır tip aralığındaki ilk 3 grubumuz, üretimimizin %96 lık kısmını oluşturduğundan, iyileştirme üst noktası 8 tip olarak belirlenmiştir. Şirketimizin hedefleri doğrultusunda, mil hattı verimliliğindeki üretim artışı önemli bir nokta teşkil etmekteydi. NO Ana Hedefler Bölüm Önceki Durum İyileştirme Hedefi Proje Hedefi 8 Tip Mil Kesme-Puntalama İşleminde Verimlilik Artışı Talaşlı İmalat 68 ad./9 saat 5% ad./9 saat Mil İşleme Tezgahları Setup ve Ayar Sürelerinde İyileşme Talaşlı İmalat 6 dk. 5% 3 dk. 3 Kama Yuvası Açma Sürelerinin İyileştirilmesi Talaşlı İmalat 3 ad./9 saat 5% 468 ad./9 saat MİL HATTI OPERASYONLARI Mil Kesme Mil Punta Delik Açma Mil İşleme Mil Kasnak Kama Yuvası Açma Mil Pervane Kama Yuvası Açma 3 8

9 FABRİKA TATİLİ 3-Ekibin Oluşturulması ve Planının Hazırlanması FAALİYETLER VE ALT ADIMLAR PLANLA Mevcut Durumun analizi (Fabrika Değer Akış Haritasının Çıkarılması) Projenin Belirlenmesi 3 Ekibin belirlenmesi 4 Aksiyonların Belirlenmesi UYGULA 5 Victor CNC Makinesinde.Setup Analizi(İyileştirmelerin Belirlenmesi) 6 Victor CNC Makinesinde İyileştirmelerin Gerçekleştirilmesi 7 Victor CNC Makinesinde.Setup Analizi 8 Sinico Mil Tezgahı 8 Tip için Aparat Teknik Çizimlerinin Yapılması 9 Sinico Mil Tezgahı 8 Tip için Aparat İmalatı Sinico Mil Tezgahı 8 Tip için Aparat Uygulaması Johnford Tezgahı Uygun Takım-Aparat Seçiminin Yapılması Johnford Tezgahının Yeni Takım-Aparatlara Göre Uyarlanması 3 Johnford Tezgahının Takım-Aparatlarının Makinede Denenmesi 4 Kontrol ve Kazançlar 5 Standartlaşma KONTROL ET ÖNLEM AL P G P G P G P G P G P G P G P G P G P G P G P G P G P G P G PROJE PLANI Nisan Mayıs Haziran Temmuz Ağustos Eylül Ekim Kasım Aralık Ana hedef olarak ürüne değer katan bilgi ve süreçler haricindeki tüm israfların ortadan kaldırılması ve buna bağlı olarak üretim maliyetlerinin düşürülmesi için yapılan beyin fırtınası ile akış süresi boyunca yaşanılan problemler proje ekibi tarafından listelenmiş ve çalışma yapılacak konu başlıkları ve projeler belirlenmiştir. Projeyi etkin yönetebilmek ve tam zamanında sonuç alabilmek için ekip ile birlikte Yalın Ofis in desteği ile Proje Faaliyet Planı hazırlanmış ve periyodik aralıklarla takip edilerek sapmaların önüne geçilmeye çalışılmıştır 9


 5 5 75 5 Sinico Mil Tezgahı 8 Tip için Aparat İmalatı Talaşlı İmalat 6 Sinico Mil Tezgahı 8 Tip için Aparat Uygulaması Talaşlı İmalat 7 Johnford Tezgahı")
10 4-Mevcut ve Yeni Durum Analizi Değer Akışı Haritalama çalışmasında belirlenen iyileştirme projelerini uygulamada devreye almak için mil hattı detaylı olarak incelenmiş ve projeyi hayata geçirme aksiyon takip formu oluşturulmuştur. AKSİYON TAKİP FORMU No. Aksiyonlar Bölüm Sorumlu Açılış Tarihi Hedef Tarih Victor CNC Makinesinde.Setup Analizi(İyileştirmelerin Belirlenmesi) Talaşlı İmalat Victor CNC Makinesinde İyileştirmelerin Gerçekleştirilmesi Talaşlı İmalat 3 Victor CNC Makinesinde.Setup Analizi Talaşlı İmalat 4 Sinico Mil Tezgahı 8 Tip için Aparat Teknik Çizimlerinin Yapılması Talaşlı İmalat Murat Çakır Selçuk Taşkın Bekir Şahin Murat Çakır Selçuk Taşkın Bekir Şahin Murat Çakır Selçuk Taşkın Bekir Şahin Zülfü İnceoğlu Selçuk Taşkın Ersan Yıldız Gelişme (%) Sinico Mil Tezgahı 8 Tip için Aparat İmalatı Talaşlı İmalat 6 Sinico Mil Tezgahı 8 Tip için Aparat Uygulaması Talaşlı İmalat 7 Johnford Tezgahı Uygun Takım-Aparat Seçiminin Yapılması Talaşlı İmalat Zülfü İnceoğlu Selçuk Taşkın Emre Yardım Zülfü İnceoğlu Selçuk Taşkın Mustafa İncirkuş. Zülfü İnceoğlu Orhan Gürler Johnford Tezgahının Yeni Takım-Aparatlara Göre Uyarlanması Talaşlı İmalat 9 Johnford Tezgahının Takım-Aparatlarının Makinede Denenmesi Talaşlı İmalat Zülfü İnceoğlu Orhan Gürler Zülfü İnceoğlu Orhan Gürler Mehmet Unkun Cemalettin Yaver
11 4-Mevcut ve Yeni Durum Analizi -8 TİP MİL KESME-PUNTALAMA İŞLEMİNDE VERİMLİLİK ARTIŞI MİL HATTI OPERASYONLARI Mil Kesme Mil Punta Delik Açma Mil İşleme Mil Kasnak Kama Yuvası Açma Mil Pervane Kama Yuvası Açma


12 4-Mevcut ve Yeni Durum Analizi DAH çalışmasına göre Talaşlı İmalat bölümünde belirlenen darboğaz noktalardan biri, 8 Tip Mil Kesme ve Puntalama Operasyonudur.. Mevcut durumda operasyondan geçen Mil malzemesi, Montaj adetlerimizdeki artışa cevap veremeyecek düzeydeydi. Makineler arası dengesizlik sebebiyle arada bekleyen ürünler bulunmakta ve değer katmayan hareketler yapılmaktaydı. 8 TİP MİL ESKİ ÜRETİM AKIŞI 5 NİÇİN ANALİZ FORMU 3 Bölümü Talaşlı İmalat Nerede Mil Hattı Operatör Adı Soyadı Problemin Tanımı Selçuk Taşkın Operatör Sicil No Belirlenen 7 Hedeflerine Cevap Verilememesi 8 TİP MİL YENİ ÜRETİM AKIŞI Niçin Niçin Niçin Niçin Niçin Problemin Kaynağı Problemin Önlenmesi Ekipmanı İyileştirme Makinelerdeki Üretim Adetlerimizin Sayısı Düşük Mil Kesme ve Puntalama İşlemi Daire Testere ve Sebo Mil Puntalama İşlemleri Ayrı Ayrı Yapılıyor İki Operasyonu aynı anda yapan Sinico Makinesi Sadece 6 Tipe Kadar Yapabilmekte. Sinico Makinesinde 6 Tip Üstünün Yapılamayacağı Sanılıyor 8 M/L Mil Kesme ve Puntalama İşlemi İçin Gerekli Kalıp ve Aparatların Olmaması 8 M/L Mil Kesme ve Puntalama İşlemi İçin Gerekli Kalıp ve Aparatların Olmaması 8 M/L Mil Kesme ve Puntalama İşlemi İçin Makineye Uygun Gerekli Kalıp ve Aparatların Yapılması Dolduran Tarih İmza






13 4-Mevcut ve Yeni Durum Analizi.Mil Kesme.Mil Puntalama.Mil Kesme ve Puntalama ÖNCE SONRA 3





14 4-Mevcut ve Yeni Durum Analizi 3-Mil merkezleme bilezikleri çapı büyütüldü Mil Kesme ve Puntalama Operasyonunu birleştirebilmek için yapılan iyileştirmeler -Mil sıkma çeneleri yapıldı 4-Alın frezeleme için yeni takım yapıldı -8 Tip için yeni mil kaldırma ringi yapıldı 4
15 4-Mevcut ve Yeni Durum Analizi Yeni durumda operasyondan geçen Mil malzemesi, tek operasyondan geçecek şekilde iyileştirilmiştir ve makineler arası dengesizlik sebebiyle arada bekleyen ürünler, değer katmayan hareketler ve oluşabilecek kalite riskleri ortadan kaldırılmıştır. Üretim 8 Tip Mil Kesme ve Puntalama Operasyonlarının Birleştirilmesi Mevcut Durum Mil Kesme Mil Puntalama Tip Çalışan Sayısı Yapıldığı Tezgah Adet/9 Saat Yapıldığı Tezgah Adet/9 Saat 8 Daire Testere 35 Sebo Mil Puntalama Yeni Durum Mil Kesme ve Puntalama Tip Yapıldığı Tezgah Adet/9 Saat Çalışan Sayısı 8 Sinico (Eski) 3 3 Gerçekleşen Üretim Miktarı (Adam Başı) 5 5 İyileşme %4 Gerçekleşen Üretim Miktarı (Adam Başı) Adam Başı Üretim Artışı(adet) Gerçekleşen Üretim Miktarı (Adam Başı) Gerçekleşen Üretim Miktarı 5 (Adam Başı)
16 4-Mevcut ve Yeni Durum Analizi -MİL İŞLEME TEZGAHLARI SETUP ve AYAR SÜRELERİNDE İYİLEŞTİRME MİL HATTI OPERASYONLARI Mil Kesme Mil Punta Delik Açma Mil İşleme Mil Kasnak Kama Yuvası Açma Mil Pervane Kama Yuvası Açma 6

17 4-Mevcut ve Yeni Durum Analizi Motor milleri her tipte değişkenlik göstermektedir, bu durum müşteri taleplerine göre tip değişimlerinin fazla olmasına sebep olmakta, dolayısıyla ayar sürelerinden oluşan kayıplarımızı arttırmaktaydı. Talaşlı İmalat tip değişimleri için yapılan Pareto analizi ile önceliklendirme yaptık ve iyileştirme yapacağımız tezgahları belirledik. 7
 6 Hedef Değişim Süresi 3 dakika Yüzdelik gelişim 7% Adımlar Adım Süresi (sn) Hedef İyileştirme (sn)")


18 4-Mevcut ve Yeni Durum Analizi Pareto sonucunda makine üzerinde video çekim gerçekleştirilmiş, video analizi yapılmış ve aksiyonları belirlenmiştir. VİCTOR MAKİNESİ SET UP ANALİZ FORMU Tarih.8.6 Bölüm Talaşlı İmalat Operasyon Mil işleme Oparasyonu Talaşlı İmalat Toplam Değişim Süresi (dk) 6 Hedef Değişim Süresi 3 dakika Yüzdelik gelişim 7% Adımlar Adım Süresi (sn) Hedef İyileştirme (sn) Mevcut Hedef Anahtar ekipman hazırlığı 5 i D Açıklama Anahtarlar makine tip değişimine girmeden önce hazırlanacak Sabit puntanın sökülmesi 3 3 i İ 3 Sabit puntanın ayarlanması 35 i D Sabit puntanın yedeği yapılacak 4 Sabit puntanın takılması 8 8 i İ 5 Mil boy ayarı 79 i İ Mil boy ayarı ortaklaştırılarak sabitlenecek 6 Proğram çağırma 4 ı İ Operatöre eğitim verilecek 7 Kesici uçların değiştirilmesi i İ Operatöre eğitim verilecek ( MD hızlandırılacak) 8 Döner punta boy ayarı 7 7 i İ 9 Hava bar yarı 73 i D Değişimden önce yapılacak Makinanın sıfırlanması i İ Operatöre eğitim verilecek Numune parça işlenmesi i İ Operatöre eğitim verilecek İlk parçanın ölçülmesi ve ofsette değer verilmesi 39 i İ Operatöre eğitim verilecek 3 Numune parça işlenmesi i İ 4 İlk parçanın ölçülmesi ve ofsette değer verilmesi 89 4 i İ Operatöre eğitim verilecek 5 İlk parçanın ölçülmesi ve ofsette değer verilmesi 4 İ Toplam Değişim Süresi (saniye) 36 4 Toplam Değişim Süresi (dakika) 6 7. Öncelik İç işlerin Dış işlere Çevrilmesi.Öncelik İç işlerin İyileştirilmesi 3.Öncelik Dış İşlerin İyileştirilmesi 8


19 SANİYE 4-Mevcut ve Yeni Durum Analizi Aksiyon : Sabit puntanın yedeği alındı Sabit puntanın yedeğinin yapılması punta ayarlarını iç işten dış işe çevirmiştir. Sabit Puntanın Yedeği Alındı ÖNCE SONRA 9
 5 45 4 3")

20 SANİYE 4-Mevcut ve Yeni Durum Analizi Aksiyon : Mil tutma çenesi ortaklaştırıldı ve sabitlendi Mil Tutma Çenesi Ortaklaştırıldı (sn) ÖNCE SONRA İşlenen mili tutma çenesi tip değişimlerinde sökülüp yeni tipin çenesi ile değiştiriliyordu ( mil tutma çenesi ortaklaştırıldı iç işten dış işe çevrildi )


21 4-Mevcut ve Yeni Durum Analizi Aksiyon 3: Tip değişim anahtarları 5 tipten 3 tipe düşürüldü ve şarjlı matkap kullanımına başlandı 5 4 Kesici Uçların Değiştirilmesi ÖNCE SONRA
")
22 SANİYE 4-Mevcut ve Yeni Durum Analizi Aksiyon 4: Hava bar ayarının yapılması iç işten dış işe çevrildi Hava bar ayarı (sn) 73
 5 5 5")
23 SANİYE 4-Mevcut ve Yeni Durum Analizi Aksiyon 5: Ekipmanların ayar öncesi hazırlanması Anahtar ekipman hazırlığı (sn)

24 SANİYE 4-Mevcut ve Yeni Durum Analizi Aksiyon : Operatörlere tip değişim odaklı verilen eğitimin konu başlıkları Program çağırılması Makinanın sıfırlanması Numune parçanın işlenmesi İlk parçanın ölçülüp ofsete değer verilmesi Eğitimler Sonrası Kazanç Makinanın sıfırlanması 39 4 İlk parçanın ölçülmesi ofsete değer verilmesi ÖNCE SONRA 4


25 4-Mevcut ve Yeni Durum Analizi Aksiyon : Operatörlere tip değişim odaklı verilen eğitimin konu başlıkları 5
26 SANİYE 4-Mevcut ve Yeni Durum Analizi 4 35 ÖNCE-SONRA KAZANÇ TABLOSU (saniye) %7 iyileşme Anahtar ekipman hazırlığı Sabit Sabit puntanın puntanın sökülmesayarlanm i ası Sabit puntanın takılması Mil boy ayarı Proğram çağırma Kesici uçların değiştiril mesi Döner Hava bar punta yarı boy ayarı Makinanı n sıfırlanm ası Numune parça işlenmesi İlk parçanın ölçülmesi ve ofsette değer verilmesi Numune parça işlenmesi İlk parçanın ölçülmesi ve ofsette değer verilmesi İlk parçanın ölçülmesi ve ofsette değer verilmesi ÖNCE SONRA ÖNCE SONRA 6
27 4-Mevcut ve Yeni Durum Analizi 3-KAMA YUVASI AÇMA SÜRELERİNİN İYİLEŞTİRİLMESİ MİL HATTI OPERASYONLARI Mil Kesme Mil Punta Delik Açma Mil İşleme Mil Kasnak Kama Yuvası Açma Mil Pervane Kama Yuvası Açma 3 7


28 4-Mevcut ve Yeni Durum Analizi Değer Akış Haritalama ile seçtiğimiz ve sonrasında beyin fırtınasında en çok puanı alan Prosesin frenli motorlara uygun olmaması (müşteri talebi) sorununu direk etkileyen mil pervane kama ve kasnak kama yuvası açma operasyonunu aşağıdaki şekilde inceledik. Kama Nedir? Dişli çark, kasnak, kavrama gibi makine parçalarını, millerle sökülebilir şekilde birleştirmeye yarayan elemanlara kama denir. Kamaların takılması için açılan yuvaya da kama yuvası denir. Millerimize pervane kama yuvası eskiden 4 lü pervane kama açma tezgahında kanal freze ile açılmakta idi, fakat frenli mil için parmak freze ile açılması gerekmekteydi. Ancak bu durum mevcut tezgahta mümkün değildi. Kama Yuvası Kama Kanal Freze Parmak Freze 8

.")
 Tek Operasyon: Mil")
29 4-Mevcut ve Yeni Durum Analizi -Bağlantı Şekillerinde İyileştirme.Operasyon: Mil Kasnak Kama Yuvası Açma(Parmak Freze).Operasyon: Mil Pervane Kama Yuvası Açma(Kanal Freze) Tek Operasyon: Mil Kasnak ve Pervane Kama Yuvası Açma(Kanal Freze) ÖNCE SONRA 9
30 4-Mevcut ve Yeni Durum Analizi.Operasyon Birleştirme Kasnak Kama ve Yuvası Pervane Açma Kama Yuvası Açma Pervane Kama Yuvası Açma AKIŞ AKIŞ AKIŞ 3




31 4-Mevcut ve Yeni Durum Analizi 3- Kesme Takımlarındaki İyileştirme Önceki durumda kama yuvası açma işlemi hava çeliği parmak freze ile 45 m/dk kesme hızında yapılıyordu. ad. HSS parmak frezenin ömrü ad. kama yuvası açma idi. Sonraki durumda kama yuvası açma işlemi karbür parmak freze ile m/dk kesme hızında yapılmaktadır. ad. karbür parmak frezenin ömrü ad. kama yuvası açmaya çıkarılmıştır. ÖNCE SONRA 3
 5 79 (Önce) Kasnak - Pervane Kama Yuvası Açma 69 (Sonra) Kasnak - Pervane Kama Yuvası Açma %5 iyileşme KAZANÇLAR Operasyon birleşimi ile operatör kazancı")
32 4-Mevcut ve Yeni Durum Analizi Bu iyileştirmelerden önce kasnak ve pervane kama yuvası açma işlemi 4 (79+5) sn/adet sürerken yeni durumda operasyon toplamda 69 sn/adet sürmektedir KAMA YUVASI AÇMA SÜRELERİ (sn/adet) 5 79 (Önce) Kasnak - Pervane Kama Yuvası Açma 69 (Sonra) Kasnak - Pervane Kama Yuvası Açma %5 iyileşme KAZANÇLAR Operasyon birleşimi ile operatör kazancı sağlandı, makine boşa çıkarıldı ve başka operasyonlarda değerlendirildi. Takım ömürleri iyileştirilerek, malzeme maliyetleri düşürüldü Müşteri taleplerine cevap verir duruma getirildi Modern işleme tekniklerine geçildi Elleçleme ve taşımalar azaltıldı Fazladan ayar yapma durumu ortadan kaldırıldı. 3

 % te Birim Zaman (saniye) Vardiya Adedi adet/8saat 9 Saatlik Adet adet/9saat 4 9 3 Mil Kesme Mil Punta Delik Açma MİL HATTI OPERASYONLARI")

33 5-Standartlaştırma ve Yaygınlaştırma Görev: Sipariş No: Zaman Ölç.Tarihi: Zaman Ölcüm Formu 8 Mil Kesme İşlemi Form No: Sayfa No: Sipariş Miktarı Bölüm Masraf Y. Başlangıç: 4:6 Bitiş: 5. Zaman Ölç Süresi Saat: Miktar: Saat: Miktar: Birim Zamanın Belirlenmesi Zaman sa/dk/sn Zaman sa/dk/sn tg Temel Zaman saniye 8, 8, Zer Dinlenme Zamanı(%) %,8 Zv Dağılım Zamanı (%) % te Birim Zaman (saniye) Vardiya Adedi adet/8saat 9 Saatlik Adet adet/9saat Mil Kesme Mil Punta Delik Açma MİL HATTI OPERASYONLARI Mil İşleme Mil Kasnak Kama Yuvası Açma 3 Mil Pervane Kama Yuvası Açma. Makinelerdeki kesme ve puntalama işlemi ortaklaştırılmış ve metot çalışması yapılarak işlemler standartlaştırılmıştır.. Yapılan setup ve ayar iyileştirme çalışması sonrasında hazırlanan smed kartı ve tek nokta dersi makinelere asılmıştır, 3. Tüm miller, yapılan iyileştirmeler neticesinde standart frenli hale dönüştürülmüş ve metot çalışması yapılarak standartlaştırılmıştır. 33



34 5-Standartlaştırma ve Yaygınlaştırma Setup ve Ayar süreleri iyileştirme çalışması sonrasında Mil işleme tezgahlarının hepsinde bu iyileştirme uygulanmaya başlandı Öncelikle makinede Kama yuvası açma operasyonlarının birleştirilmesi ile kazanılan başarı, çalışmanın tüm makinelere yaygınlaştırılmasını sağlamıştır



 6 KAZANÇ 6 3.")
35 6-Kazançlar NO Ana Hedefler Bölüm Önceki Durum İyileştirme Hedefi Proje Hedefi Şimdiki Durum Kazanç/İyileşme Miktarı 8 Tip Mil Kesme-Puntalama İşleminde Verimlilik Artışı Talaşlı İmalat 68 ad./9 saat 5% ad./9 saat 3 ad./9 saat 4% Mil İşleme Tezgahları Setup ve Ayar Sürelerinde İyileşme Talaşlı İmalat 6 dk. 5% 3 dk. 7 dk. 7% 3 Kama Yuvası Açma Sürelerinin İyileştirilmesi Talaşlı İmalat 3 ad./9 saat 5% 468 ad./9 saat 47 ad./9 saat 5% Tip Mil Kesme-Puntalama İşleminde KBÜ Ad/9 Saat 3 %4 iyileşme Mil İşleme Tezgahları Setup ve Ayar Sürelerindeki İyileşme(dk.) 6 KAZANÇ TL/YIL 4 7 %7 iyileşme Kama Yuvası Açma KBÜ Ad/9 Saat %5 47 iyileşme 3 Önce Sonra Önce Sonra Önce Sonra 35

 Mil hattında yaptığımız bu kaizenler, bir sonraki projemiz olan mil")
36 6-Kazançlar (Sonraki Proje) Mil hattında yapılan ayar, proses ve iş birleştirme iyileştirmeler ile, mil hattındaki;.mil kesme-punta delik açma.mil işleme 3.Mil pervane ve kasnak kama açma 4.Mil tırtıl yapma Operasyonlarından oluşan 7 makinelik bir otomasyon hattının kurulmasına olanak sağlamıştır. Mil Otomasyon Hücresi Devreye Alındı(Eylül 7) Mil hattında yaptığımız bu kaizenler, bir sonraki projemiz olan mil otomasyon hücresinin yapılmasını sağlamıştır.
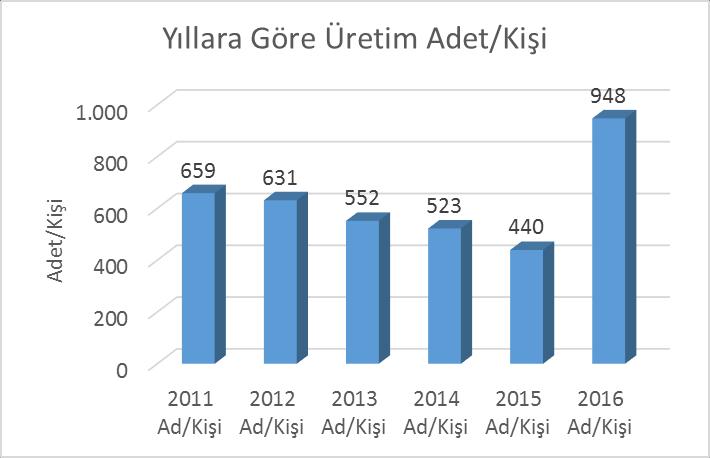
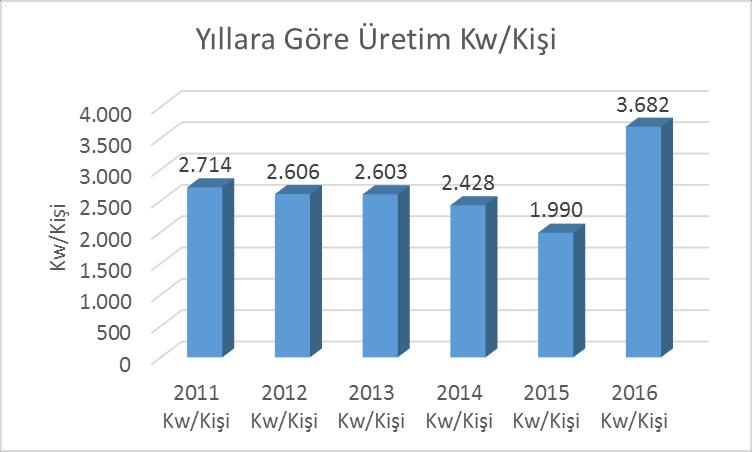
37 Fabrika Verimlilik Göstergelerimiz 37

38 7-Proje Ödülü Yapmış olduğumuz verimlilik projesi üst yönetimimiz tarafından takdir edilerek ödüllendirilmiştir. 38



39 DİNLEDİĞİNİZ İÇİN TEŞEKKÜRLER Sorularınızı Cevaplayabiliriz 39
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
HEMA ENDRÜSTRİ. Çınar Kalite Çemberi
 HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ
 COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
COCA-COLA İÇECEK, İZMİR FABRİKASI ENERJİ YÖNETİMİ Enerji Yönetimi HEDEF : DÜNYADAKİ TÜM COCA-COLA FABRİKALARI ARASINDA ENERJİYİ EN İYİ YÖNETEN FABRİKA OLMAK ENERJİ YÖNETİM SİSTEMİ Kaynak Azaltımı Geri
HEMA ENDÜSTRİ. Pars Kalite Çemberi
 HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
HEMA ENDÜSTRİ Pars Kalite Çemberi PARS ÇALIŞMA GRUBU SUNUMU PROJE 1: Matkap Operasyonlarının CNC Tezgahlarına Taşınması PROJE 2: Dik İşleme Hattı Tezgah Doluluk ve Darboğazlarının İyileştirilmesi PROJE
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE
 TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
TEKNOLOJİLER PLASTİK ENJEKSİYON BOYAHANE MONTAJ VİBRASYON-ULTRASONİK KAYNAK KALIP İMALATI AR-GE 1 Amaç [5] 2 Analiz [6,7,8,9] 3 Aksiyon ve İyileştirme Çalışmaları [10,11,12,13] 4 Sonuç [14,15,16,17] AMAÇ
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
ORTA ANADOLU Önce / Sonra Kaizenleri
 ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
FİCOSA OTOMOTİV. Radyal Kalite Çemberi
 FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI. Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO)
 Tutarı (EURO)") CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO) 2 CNC lazer kesme tezgahı 150.000 300.000 2 CNC torna tezgahı 50.000
CSP-FRESNEL KOLLEKTÖR SİSTEMLİ ELEKTRİK TESİSLERİ ÜRETİMARAÇLARI VE DEMİRBAŞ İHTİYAÇLARI Adedi Tanımı Birim fiyatı (EURO) Tutarı (EURO) 2 CNC lazer kesme tezgahı 150.000 300.000 2 CNC torna tezgahı 50.000
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
ÜYE FİRMA BİLGİ FORMU
 Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
REXAM KAĐZEN ÇALIŞMASI
 REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
REXAM -4 KAĐZEN ÇALIŞMASI KONU SEÇİMİ Rexam için meslek hastalıklarını, kazaları, yaralanmaları ve sakatlıkları önlemek birinci önceliktir. Rexam olarak ana gayemiz her Rexam lının sabah evinden geldiği
YALIN ÜRETİM MODELİNDE STANDART İŞ. Işıl ÇELEBİ Ekim-2013
 YALIN ÜRETİM MODELİNDE STANDART İŞ Işıl ÇELEBİ Ekim-2013 Nelerden Bahsedeceğiz Şirket Tanıtımı Yalın Üretim Standart İş Hat Panoları PJO ( Periyodik İş Kontrolleri ) KPS ( Kalite Proses Sayfaları ) İstasyon
YALIN ÜRETİM MODELİNDE STANDART İŞ Işıl ÇELEBİ Ekim-2013 Nelerden Bahsedeceğiz Şirket Tanıtımı Yalın Üretim Standart İş Hat Panoları PJO ( Periyodik İş Kontrolleri ) KPS ( Kalite Proses Sayfaları ) İstasyon
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
Durafan Kullanım Kılavuzu
 Durafan Kullanım Kılavuzu ASPİRATÖR KULLANIM KILAVUZU EL KİTABI Kerep Çubuk DURA MAKİNA OSB. 14 CAD. NO:7 / ÇORUM TEL : +90 364 254 92 22 1 İÇİNDEKİLER A. ÖNSÖZ..2 B. UYGULANAN DİREKTİF VE STANDARTLAR..3
Durafan Kullanım Kılavuzu ASPİRATÖR KULLANIM KILAVUZU EL KİTABI Kerep Çubuk DURA MAKİNA OSB. 14 CAD. NO:7 / ÇORUM TEL : +90 364 254 92 22 1 İÇİNDEKİLER A. ÖNSÖZ..2 B. UYGULANAN DİREKTİF VE STANDARTLAR..3
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
SKF Solution Factory İstanbul, TR
 SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
SKF Solution Factory İstanbul, TR SF Müdürü: Burak Kasımoğlu Lokasyon: Merkez Mah. Sanayi Cd. No:23 Giris Kat 34197 Yenibosna - Istanbul Kuruluş : Eylül 2010 Kapalı Alan : 1300 m 2 Çalışan Sayısı :5 Tesis
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Ekim 2017 TC3000 CNC KESİM MAKİNESİ SETUP KAYNAKLI DURUŞ SÜRELERİNİ AZALTMA PROJESİ PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
01 Nisan 2014. www.asatasarim.com.tr
 01 Nisan 2014 www.asatasarim.com.tr ÖZGEÇMİŞ Doğum Tarihi : 06-06-1955 Doğum Yeri : Harmancık / Bursa Medeni Durumu :Evli, Bir kızım var Öğrenim Durumu: 1973 Bursa Tophane EML Makine Resim Bölümü Mezunu
01 Nisan 2014 www.asatasarim.com.tr ÖZGEÇMİŞ Doğum Tarihi : 06-06-1955 Doğum Yeri : Harmancık / Bursa Medeni Durumu :Evli, Bir kızım var Öğrenim Durumu: 1973 Bursa Tophane EML Makine Resim Bölümü Mezunu
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN
 ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi. Hayat Kurtarır. 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri
 Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri Hayat Kurtarır Autoliv Türkiye Özet Ürün Grupları: Emniyet kemeri(trs), hava yastığı(tra),
Dikiş Prosesinde Makine İşletim Maliyeti Azaltma Ve Hurdaların Düşürülmesi 27.04.2015 Cengizhan ÇIRAK TRS IE&Bakım Lideri Hayat Kurtarır Autoliv Türkiye Özet Ürün Grupları: Emniyet kemeri(trs), hava yastığı(tra),
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
DEBRİYAJ SAN. VE TİC. A.Ş. İlerlemenin Yolu...
 DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
DEBRİYAJ SAN. VE TİC. A.Ş. FİRMA BİLGİLERİ Dönmez Debriyaj; 1986 yılında İzmir de, Mercedes otobüslerin debriyajları için disk ve baskı üretmek amacıyla kurulmuştur. Firma, bugün aralarında Mercedes, Man,
T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI
 T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI 1. İŞYERİ EĞİTİMİNİN AMACI a. Öğrencilere lisans programlarıyla ilgili işyerlerini yakından
T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ, İMALAT MÜHENDİSLİĞİ BÖLÜMÜ İŞYERİ EĞİTİMİ UYGULAMA ESASLARI 1. İŞYERİ EĞİTİMİNİN AMACI a. Öğrencilere lisans programlarıyla ilgili işyerlerini yakından
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
SEÇİL KAUÇUK ISISAN. O-Ring Kaizen. Isımat
 SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SON TEKNOLOJİ İLE DONATILMIŞ MAKİNE PARKI VE PROFESYONEL EKİBİMİZLE İMALATTA KALİTENİN ÖNCÜSÜ OLMAK İÇİN VARIZ.
 SON TEKNOLOJİ İLE DONATILMIŞ MAKİNE PARKI VE PROFESYONEL EKİBİMİZLE İMALATTA KALİTENİN ÖNCÜSÜ OLMAK İÇİN VARIZ. İSKENDERUN TİCARET VE SANAYİ ODASI NO: 011581 Organize Sanayi Bölgesi İş Merkezi No:13-14
SON TEKNOLOJİ İLE DONATILMIŞ MAKİNE PARKI VE PROFESYONEL EKİBİMİZLE İMALATTA KALİTENİN ÖNCÜSÜ OLMAK İÇİN VARIZ. İSKENDERUN TİCARET VE SANAYİ ODASI NO: 011581 Organize Sanayi Bölgesi İş Merkezi No:13-14
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK
 BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (DEVAMLI LEVHA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Kompozit U rün U
Click with the right mouse button on the graphic and choose change picture. Fındık Zar Soyma Operasyonunun İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
If Y o u C a n D r a w It We C a n M a k e It
 If Y o u C a n D r a w It We C a n M a k e It Member of Group TEZMAKSAN AŞ 1981 yılında Mustafa Aydoğdu tarafından kurulan ve 30 yıldır CNC ve üniversal tezgâhlarının satışı konusunda faaliyette bulunan,
If Y o u C a n D r a w It We C a n M a k e It Member of Group TEZMAKSAN AŞ 1981 yılında Mustafa Aydoğdu tarafından kurulan ve 30 yıldır CNC ve üniversal tezgâhlarının satışı konusunda faaliyette bulunan,
ROBOTLU HÜCRELERDE YALIN ÜRETİM TEKNİKLERİ KULLANILARAK ROBOT ÇEVRİM ZAMANININ VE VERİMLİLİĞİNİN ARTTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Özet ROBOTLU HÜCRELERDE YALIN ÜRETİM TEKNİKLERİ KULLANILARAK ROBOT ÇEVRİM ZAMANININ VE VERİMLİLİĞİNİN ARTTIRILMASI Ardan KAYAALTI a,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Özet ROBOTLU HÜCRELERDE YALIN ÜRETİM TEKNİKLERİ KULLANILARAK ROBOT ÇEVRİM ZAMANININ VE VERİMLİLİĞİNİN ARTTIRILMASI Ardan KAYAALTI a,
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
ERBEK KALIP PLASTİK SAN.TİC. A.Ş.
 ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 5.000.000 Euro / Yıl Toplam Alan : 5.000
ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 5.000.000 Euro / Yıl Toplam Alan : 5.000
V. DANILEVSKY İMALAT MÜHENDİSLİĞİ
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Malt. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKİNA MÜHENDİSLERİ ODASI r. J 0CAK1M7 k YAYIN NO: 121 j BASKI: Yom» BMM
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
TOROS TORNA ve KALIP SANAYİİ
 1 2 HAKKIMIZDA 1980 yılında Eskişehir de talaşlı imalat sektöründe hizmet vermek üzere kurulmuş olan Toros Torna, kurucumuz Sn. Yakup Sağdilek in gösterdiği dürüst, titiz ve çözüm odaklı çalışma prensiplerini
1 2 HAKKIMIZDA 1980 yılında Eskişehir de talaşlı imalat sektöründe hizmet vermek üzere kurulmuş olan Toros Torna, kurucumuz Sn. Yakup Sağdilek in gösterdiği dürüst, titiz ve çözüm odaklı çalışma prensiplerini
CNC ve KONVANSİYONEL TAKIM TEZGAHLARI
 CNC ve KONVANSİYONEL TAKIM TEZGAHLARI * SATIŞ VE TEMSİLCİLİK * 2. EL SATIŞ-TAKAS * 2. EL ARACILIK-EKSPERTİZ * TEKNİK SERVİS * YEDEK PARÇA * MODERNİZASYON - RETROFİTTİNG * İMALAT İmalatçının Yol Arkadaşı
CNC ve KONVANSİYONEL TAKIM TEZGAHLARI * SATIŞ VE TEMSİLCİLİK * 2. EL SATIŞ-TAKAS * 2. EL ARACILIK-EKSPERTİZ * TEKNİK SERVİS * YEDEK PARÇA * MODERNİZASYON - RETROFİTTİNG * İMALAT İmalatçının Yol Arkadaşı
LEVENT KALIP TANITIM SUNUMU
 LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
LEVENT KALIP TANITIM SUNUMU LEV-KA KURUMSAL HAKKIMIZDA 1976 yılında Bursa da kurulan Levent Kalıp (LEV-KA), profesyonel hizmet ve yönetim anlayışı ile faaliyet gösterdiği sektörün, önde gelen, örnek ve
SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız...
 Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
Problemleri çözüme kavuşturan ekiplerin 20 yıldır yanındayız... İl Sağlık Müdürlüğü - Deniz Yıldızı KE Özel Sponsor Konferans Sponsorları Destek Sponsorları Basın Sponsoru İletişim Sponsoru 20. Yıl Özel
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı