DÖVME (Forging) Dövme (cold forging parts)
|
|
|
- Tolga Kavak
- 8 yıl önce
- İzleme sayısı:
Transkript
1 DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır. Dövme SICAK veya SOĞUK olarak yapılır. Dövme (hot forging parts) Sıcak dövme : Daha az kuvvete ihtiyaç duyar, fakat parça ölçüleri yeteri hassaslıkta elde edilemez. Büyük ebatlı parçalar bu yolla daha kolay dövülür.yüzey pürüzlülüğü de iyi değildir.çünkü yüzeyde oksit içerirler. Dövme (cold forging parts) Soğuk dövme : Daha büyük kuvvete ihtiyaç duyar, sünek malzeme ister.parça boyutları çok iyi çıkar. Orta ve küçük ebatlı parçalar soğuk olarak dövülür. Yüzey pürüzlülüğü iyidir.

2 Dövmenin Tanımı Yalnızca basma kuvvetlerinin etkisi altında genellikle sıcak, yarı sıcak veya soğuk olarak parçaya plastik şekil verme işlemine dövme (forging) denir.birçok parça yüksek mukavemet istendiğinde dövme yoluyla şekillendirilir. Dövmede tane yapısı Dövme ile,yüksek mukavemet,tokluk elde edilir. Kontrollü bir tane akışı elde edilir. Dövülen parçaların çoğu sonradan işlenir veya ısıl işleme tabi tutulur. Dövme Çeşitleri AÇIK KALIP ya da KAPALI KALIP da yapılır. 1. Açık kalıpta Dövme Basit, kaba şekilli parçalar dövülür. Dövmenin yığma(upset ting=silindirik parça) ve uzun dikdörtgen prizma parçaların dövüldüğü (flattening= cogging) prosesleri uygulanır.

3 Fıçılaşma Olayı
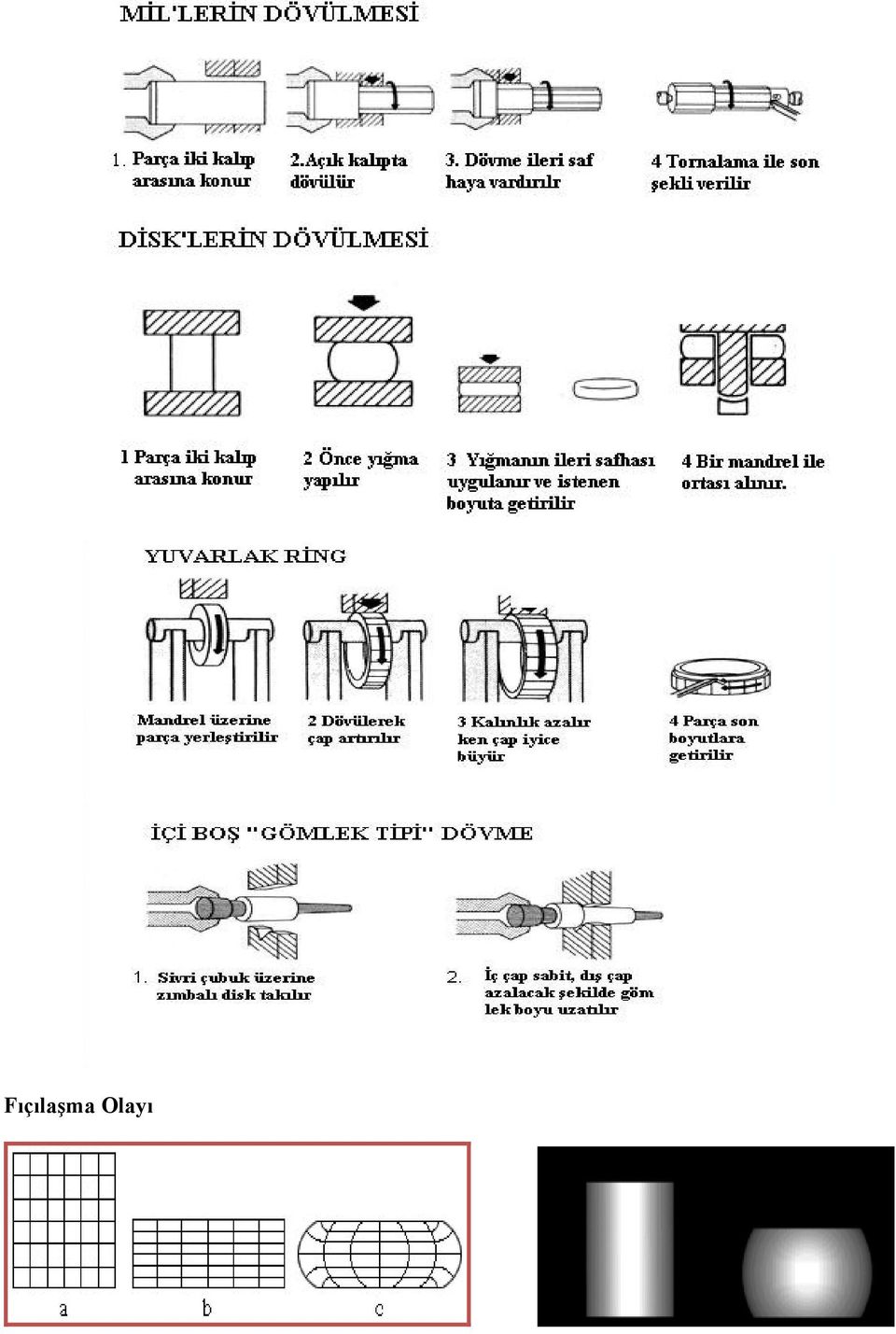
4 Fıçılaşma dövülen parçanın bombeleşmesidir. İki nedenle meydana gelir. a. Sürtünme: Dövülen parça alt ve üst kalıpla temas halinde olduğundan temas eden yerlerde malzeme kolay akamaz orta kısmı daha kolay akar. b. Sıcaklık Farkı: Tav fırınından çıkan parça kalıp içine konulur. Değen kısımlarda ısı kaçışı hızlı olur. Parçanın ortası hala sıcaktır. Bu sıcaklık farkından malzemenin ortası kolay akar kenarlar zor akar. Açık kalıpta (cogging)dövme : Fazla kuvvet gerektirmeden uzun kesitler ingot halden bloom veya kütük hale kolayca dövülürek getirilir.

5 2. Kapalı kalıpta Dövme Kapalı Kalıpta Dövme (Closed Die Forging= Impression die forging =Drop forging-hızlı şekilde dövme işlemi adı) 2.1 Kapalı kalıpta çapaklı Dövme Bu dövmenin özelliği karmaşık şekilli parçaların dar toleranslar içinde elde edilebilmesi için yapılmasıdır. Çapaklı dövme, çapaksız dövme ve damgalama gibi çeşitleri vardır. Genellikle sıcak dövme yapılır.parça tavlanır,kalıp boşluğu doldurulur.çapak oluşur.sonra çapak alınır.boyut toleranslarının tam olması ve iyi yüzey çıkması için dövülen parçalar makinede işlem görebilir. Çapaklı dövme,bu dövmenin özelliği V+ΔV hacminin çok iyi ayarlanması gerektiğidir.

6 2.2 Kapalı kalıpta hassas Dövme Çapaksız dövme = (precision forging) Bu dövmenin özelliği asla ΔV hacmini kabul etmemesidir. Çapaklı dövme sonrası kalan V hacmi çok iyi ayarlanmalıdır. Dövmeden sonra makinede işlem gerektirmeyebilir. Otomobil sanayi için yapılmış hassas dövme örnekleri 2.3 Soğuk yapılan Hassas Dövme Damgalama (Stamping = coining) Bu dövmenin özelliği paralar madalyalar ve küçük kabartma parçalarının genellikle soğuk olarak kapalı bir kalıpta hassas olarak dövülmesidir. Malzemeye akma mukavemetinin 5-6 katı kuvvet uygulanır. Çok ince detaylar elde edilir. Yağ kullanılmaz.
 Bu dövmenin özelliği paralar madalyalar ve küçük kabartma parçalarının genellikle soğuk")
7 Damgalama ürünleri ve presi 3. Yığma Dövme (upset forging) Yığma dövme (cold heading forging) Bu dövmenin özelliği, kapalı kalıpla yatay preslerde işlemin yapılmasıdır. Cıvata, perçin,çivi, vida,çubuk gibi başı yığma ile şekillendirme gerektiren parçalara uygulanır. Farklı geometrilerdeki cıvata, perçin,çivi, vida,çubuk gibi başı yığma ile şekillendirme gerektiren parçalara uygulanır.

8 Başlık yapmak için Dövme 4. Halka =Ring in dövme ile imali 1.Halka boşa dönen merdane içine konur. 2.Dış merdane ile sıkıştırılarak döndürülür. 3.Eksenel merdane ile inceltilir. 1. Parça silindirik boyutta açık kalıba konur,dövülerek tekerlek konumuna getirilir.. 2. Bir zımba ile tekerleğin içi boşaltılır.

9 3. Böylece parça HALKA şekline getirilir. 4. Tavlı halkaya PİM geçirilir.dıştaki dönel merdane halkayı döndürürken içteki pim basınç uygular. 5. Sürekli basınç nedeniyle ÇAP ta artış olurken CİDAR KALINLIĞI da eksenel merdanelerle azaltılacak 6. İşlem arzulanan boyutlar elde edilinceye kadar sürdürülür. 5. Yarı sıvı (döküm)-yarı katı halde dövme işlemleri-kapalı kalıpta dövme : İşlem 4 aşamalıdır. 1.Mlz. dökümü 2.Fırında şekil ver me sıcaklığına kadar ısıtma 3.Şekillendirme (dövme) 4.Tekrar ısıl işlemle gerilim giderme

Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
DÖVME Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları güvenilirliğin sağlamlığın
 DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
İMALAT YÖNTEMLERİ II Prof.Dr. İrfan AY. DÖVME (Forging)
") DÖVME (Forging) TARİHÇE : Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme
DÖVME (Forging) TARİHÇE : Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 2 Talaşsız İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Talaşsız İşlem Teknikleri
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirme. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ Kütle Şekillendirme 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
HADDELEME. ÖNDER ALİOĞLU
 HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
HADDELEME ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN METALURJİK ESASLARI (KRİSTAL KAFES SİSTEMLERİ) ÖNDER ALİOĞLU www.onderalioglu.com HADDELEMENİN MALZEME ÜZERİNE ETKİLERİ SICAK HADDELEME SOĞUK HADDELEME
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı 5. Masif Şekillendirme
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ
 KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
KÜTLESEL ŞEKİLLENDİRME İŞLEMLERİ Başlangıç parçaları silindirik kesitli çubuk ve kütük; dikdörtgen kesitli kütük, levha veya plaka gibi gemetrilere sahip lan parçalar lup önemli miktarda şekil değişimlerinin
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde
 Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde") S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 5 Masif Şekillendirme Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 5. Masif Şekillendirme
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
ME220T Tasarım ve İmalat
 KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
KÜTLESEL PLASTİK ŞEKİL VERME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 19 12. Kütlesel Plastik Şekil Verme Yöntemleri Mehmet DEMİRKOL 1. Haddeleme 2. Haddelemeye benzer diğer yöntemler
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
İmal Usulleri. Fatih ALİBEYOĞLU -10-
 Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
Fatih ALİBEYOĞLU -10- SAC METAL İŞLEMLERİ Giriş Haddeleme yöntemiyle büyük miktarda sac üretiminin mümkün olmasıyla birlikte, bu yöntem üretim yöntemleri içerisinde önemli bir yer tutmaktadır. Özellikle
HADDELEME YOLU İLE İMALAT
 HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
HADDELEME YOLU İLE İMALAT TANIM : İki tane döner merdanenin basma kuvvetinin etkisiyle araya giren malzemeye soğuk yada sıcak olarak plastik şekil verme işlemine haddeleme denir. Haddeleme yoluyla ; kare,
TALAġSIZ ġekġllendġrme YÖNTEMLERĠ
 TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
SIZDIRMAZLIK Sİ S STEMLER İ İ Vedat Temiz
 SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
MAKİNE ELEMANLARI I TASARIM. Prof. Dr. İrfan KAYMAZ. : 255 (Makine Mühendisliği bölümü II. kat)
") MAKİNE ELEMANLARI I TASARIM Prof. Dr. İrfan KAYMAZ Oda numaram E-posta adresi : 255 (Makine Mühendisliği bölümü II. kat) : ikaymaz@atauni.edu.tr http://muhserv.atauni.edu.tr/makine/ikaymaz/makel Her hafta
MAKİNE ELEMANLARI I TASARIM Prof. Dr. İrfan KAYMAZ Oda numaram E-posta adresi : 255 (Makine Mühendisliği bölümü II. kat) : ikaymaz@atauni.edu.tr http://muhserv.atauni.edu.tr/makine/ikaymaz/makel Her hafta
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT
 TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
TEL VE ÇUBUK ÇEKME YOLU İLE İMALAT TEL VE ÇUBUK ÇEKMENİN TANIMI Tanım: Tel çekme, kalın kesitli olan bir telin, bir matris (kalıbı) içinden geçirilerek kesitini küçültme işlemidir.tel kesitleri genellikle
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Kütle Şekillendirmenin Önemi. Dört Temel Kütle Şekillendirme Yöntemleri. Kütle Şekillendirme
 METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ 1. Haddeleme 2. Haddelemeyle İlgili Diğer Şekil Verme Yöntemleri 3. Dövme 4. Dövmeyle İlgili Diğer Şekil Verme Yöntemleri 5. Ekstrüzyon 6. Tel ve Çubuk Çekme
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ
 İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep MEKANİK VE MUKAVEMET BİLGİSİ 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep MEKANİK VE MUKAVEMET BİLGİSİ 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
11/6/2014 İNŞAAT MÜHENDİSLİĞİNE GİRİŞ. MEKANİK ve MUKAVEMET BİLGİSİ MEKANİK VE MUKAVEMET BİLGİSİ
 MEKANİK VE MUKAVEMET BİLGİSİ İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
MEKANİK VE MUKAVEMET BİLGİSİ İNŞAAT MÜHENDİSLİĞİNE GİRİŞ MEKANİK ve MUKAVEMET BİLGİSİ Prof.Dr. Zekai Celep 1. Gerilme 2. Şekil değiştirme 3. Gerilme-şekil değiştirme bağıntısı 4. Basit mukavemet halleri
Mukavemet 1. Fatih ALİBEYOĞLU. -Çalışma Soruları-
 1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018
 MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018 UYGULAMA-1 AB ve CD çelik çubuklar rijit BD platformunu taşımaktadır. F noktasından uygulanan 10 Kip yük etkisinde
MUKAVEMET-I DERSİ BAUN MAKİNA MÜHENDİSLİĞİ FİNAL ÖNCESİ UYGULAMA SORULARI ARALIK-2018 UYGULAMA-1 AB ve CD çelik çubuklar rijit BD platformunu taşımaktadır. F noktasından uygulanan 10 Kip yük etkisinde
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
YAYLAR. Bu sunu farklı kaynaklardan derlenmiştir.
 YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
YAYLAR Gerek yapıldıktan malzemelerin elastiktik özellikleri ve gerekse şekillerinden dolayı dış etkenler (kuvvet, moment) altında başka makina elemanlarına kıyasla daha büyük bir oranda şekil değişikliğine
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
İMAL USULLERİ KÜTLE ŞEKİLLENDİRME METAL İŞLEMEDE KÜTLE ŞEKİLLENDİRME YÖNTEMLERİ. Plastik Şekil Verme Yöntemlerinin Temel Türleri
 Plastik Şekil Verme Yöntemlerinin Temel Türleri İMAL USULLERİ Plastik Şekil Verme 1 1. Kütle şekillendirme Haddeleme Dövme Ekstrüzyon Tel ve çubuk çekme 2. Saç metal şekillendirme Bükme Derin çekme Kesme
Plastik Şekil Verme Yöntemlerinin Temel Türleri İMAL USULLERİ Plastik Şekil Verme 1 1. Kütle şekillendirme Haddeleme Dövme Ekstrüzyon Tel ve çubuk çekme 2. Saç metal şekillendirme Bükme Derin çekme Kesme
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2
 Makinelerin sınıflandırılması MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2 Enerji çevirici olarak makineler, motorlar ve iş makineleri olmak üzere iki büyük gruba ayrılabilir. Motorlar elektrik, termik, hidrolik,
Makinelerin sınıflandırılması MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 2 Enerji çevirici olarak makineler, motorlar ve iş makineleri olmak üzere iki büyük gruba ayrılabilir. Motorlar elektrik, termik, hidrolik,
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER
 MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Sıkı Geçeler / 40 Başka bir elean kullanıına erek kaladan il-flanş bağlantısı yapaya olanak veren bir uyulaadır.
MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Sıkı Geçeler / 40 Başka bir elean kullanıına erek kaladan il-flanş bağlantısı yapaya olanak veren bir uyulaadır.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Kalıp Tasarım Çalışmaları
 Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
Bursa Nilüfer Atatürk Anadolu ve Endüstri Meslek Lisesi Makine Teknolojisi Alanı Endüstriyel Kalıp Dalı Sac Metal Kalıpları ve Hacim Kalıpları Dersi Kalıp Tasarım Çalışmaları SAC KALIP TASARIM - 1 1 -
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
GİRİŞ, DÖVÜLEBİÜRÜK, AÇIK KALIPTA DÖVME. Prof. Dr. Levon ÇAPAN İTÜ SAKARYA MÜHENDİSLİK FAKÜLTESİ MAKİNA BÖLÜMÜ
 GİRİŞ, DÖVÜLEBİÜRÜK, AÇIK KALIPTA DÖVME Prof. Dr. Levon ÇAPAN İTÜ SAKARYA MÜHENDİSLİK FAKÜLTESİ MAKİNA BÖLÜMÜ 26 ARALIK 1991 5 Giriş- Dövülebilirlik- Açık Kalıpta Dövme Giriş. Dövülebilirlik En eski üretim
GİRİŞ, DÖVÜLEBİÜRÜK, AÇIK KALIPTA DÖVME Prof. Dr. Levon ÇAPAN İTÜ SAKARYA MÜHENDİSLİK FAKÜLTESİ MAKİNA BÖLÜMÜ 26 ARALIK 1991 5 Giriş- Dövülebilirlik- Açık Kalıpta Dövme Giriş. Dövülebilirlik En eski üretim
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI
 Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği
 Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği TUĞLA VE KİREMİT ÜRETİMİ Prof.Dr.Abdurrahman BAYRAM Tuğla ve kiremit
Dokuz Eylül Üniversitesi, Mühendislik Fakültesi, Çevre Mühendisliği Bölümü, Buca/İZMİR ÇEV 4021: Endüstriyel Kaynaklı Hava Kirliliği TUĞLA VE KİREMİT ÜRETİMİ Prof.Dr.Abdurrahman BAYRAM Tuğla ve kiremit
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ. www.muhendisiz.net
 www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =
www.muhendisiz.net MENGENE HESAPLARI A-VĐDALI MENGENE MĐLĐ Hareket civatasında bir güç iletimi söz konusu olduğundan verimin yüksek olması istenir.bu nedenle Trapez profilli vida kullanılır. Yük ; F =