SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
|
|
|
- Esen Melek Korkmaz
- 8 yıl önce
- İzleme sayısı:
Transkript
1 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi


2 YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması

3 METODOLOJİ
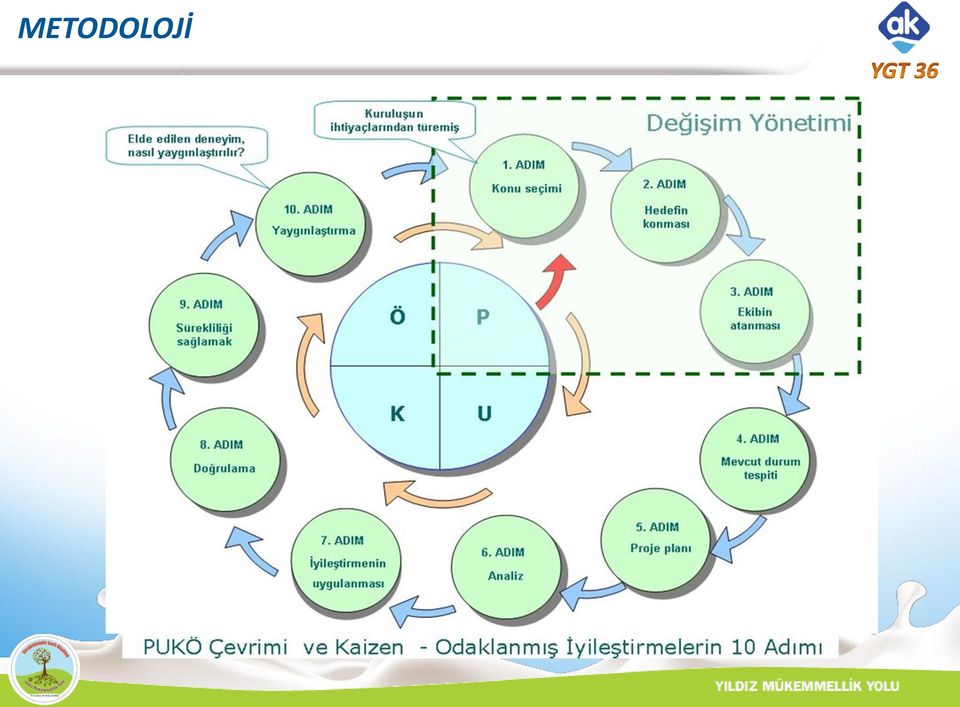
4 1.Adım: Konu Seçimi Primodan Makinesi Folyo Değişim Sürelerinin Azaltılması Operasyonel Mükemmellik çalışmalarının başladığı 42. haftadan YGT projemizin başladığı 46. Haftaya kadar yaşanan Planlı duruşları Pareto analizi ile inceledik. Üretim Hazırlığı ve Folyo değişimi üzerinde proje oluşturmaya karar verdik. Folyo değişimi kase yoğurt üretiminde zorunlu olan bir işlemdir yılında 11 aylık periyodu ele aldığımızda folyo değişimi işleminin 1204 defa yapıldığı tespit edildi. Göstergemizi folyo değişimi için harcanan süre olarak belirledik.


5 2.Adım: Hedefin Belirlenmesi Kaizen kapsamında Gıda Güvenliği Standartları dahilinde Folyo Değişim Sürelerini 276 sn den sn ye düşürülmesini hedefledik. 276 sn % sn MEVCUT HEDEF MEVCUT HEDEF

6 3.Adım: Ekibimiz

7 4.Adım: Mevcut Durum 2014 yılı 11 aylık dönemde Primodan dolum makinesinde toplam tüketilen İçim, Mis ve Dost marka folyo miktarı 30090kg dır. 11 aylık dönemde folyo değişimi için harcanan toplam süre; saattir. Folyo değişimi esnasında kamera çekimi yapılarak AVIX programında süreç adımda incelenmiştir.



8 4.Adım: Mevcut Durum MEVCUT DURUM PROBLEMLERİ; 1. Makine boşaltma esnasında kap sıkışabilmekte ve bu nedenle makine boşaltma süresi uzayabilmektedir. 2. Fire Folyo uzunluğu 3. Folyo motor sarım uzunluğu 4. Standart dışı işlem kapı açılarak makine durdurma 5. Folyo kesme işleminde düzgün kesememe problemi 6. Bobin kaldırma işlemi 7. Denge çubuğu sıkma süresinin uzunluğu 8. Bant kesme ve yapıştırma işleminin standart olmaması ve işlemden önce bantların hazırlanmaması

9 BALIK KILÇIĞI DİYAGRAMI MAKİNE Folyo kesme işleminde düzgün kesememe problemi oluşması METOD MALZEME Makine boşaltma esnasında kap sıkışabilmekte ve bu nedenle makine boşaltma süresinin uzayabilmesi Denge çubuğu sıkma süresinin uzun olması Bant kesme ve yapıştırma işleminin standart olmaması ve işlemden önce bantların hazırlanmaması Bobin kaldırma işlemi ergonomiye aykırı olması İNSAN Fire Folyo uzunluğunun fazla olması FOLYO DEĞİŞİM PROBLEMLERİ Standart dışı işlem; kapı açılarak makinenin durdurulması

10 5.Adım: Aksiyon Planı No YGT 36 Adımlar Durum Konunun seçilmesi Hedef Belirleme Ekibin kurulması Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen Kasım Aralık Ocak Şubat Mevcut durum analizi 5 Proje planının oluşturulması 6 Analiz ve Karşı Tedbirlerin Alınması 7 İyileştirmelerin uygulanması 8 Sonuçların doğrulanması 9 Standardizasyon ve Kalıcılık 10 Yaygınlaştırma Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen Planlanan Gerçekleşen

11 5.Adım: Aksiyon Planı AKSİYON PLANI No Aksiyon Notu Sorumlu Termin Tarihi 1 Folyo kapama sonrasında dolu kaseler konveyörde bekletilebilir mi? Mehmet Tunç Gökhan Başbuğ Kapılar açılarak makine durdurulmaması konusunda iş talebi yazılacak Gökhan Başbuğ Mehmet Bilge 3 Taşıma kolaylığı, poşet, bant, folyo ve bant hazırlık sürelerinin kısaltılması için araba tasarımı. Mesut Aydın Hüseyin Şahin 4 Denge çubuğunun kolay sökülebilir-takılabilir yapılması Mesut Aydın Aygün Öztürk 5 Kolay koparılabilir bant araştırılması Mehmet Bilge Gökhan Başbuğ Folyo Ekleme rezistans ünitesi yapılabilir mi? Hüseyin Aygörmüş Folyo fire miktarının araştırılması. Bandın enine yapıştırılması denenecek. Hüseyin Aygörmüş Mehmet Bilge

12 5.Adım: Aksiyon Planı N O GRUP Folyo kapama sonrasında 1 dolu kaseler konveyörde bekletilebilir mi? Kapılar açılarak makine 2 durdurulmaması konusunda iş talebi yazılacak Taşıma kolaylığı, poşet, bant, folyo ve bant hazırlık sürelerinin kısaltılması için araba tasarımı. Denge çubuğunun kolay sökülebilir-takılabilir yapılması Kolay koparılabilir bant araştırılması Folyo Ekleme rezistans ünitesi yapılabilir mi? Folyo fire miktarının araştırılması. DURU MU TAMA MLAN DI TAMA MLAN DI TAMA MLAN DI TAMA MLAN DI TOPLAM KAZANÇ 32 SN KAZANÇ EKİPMAN GÜVENLİĞ İ İŞ GÜVENLİĞ İ 22 SN KAZANÇ TOPLM TL KAZANÇ ÖN DEĞERLEN DİRME / NUMUNE TEDARİK DENEME YAPILMASI DENEME KONTROL KARAR RAPORL AMA PARTİ BAZLA DENEM ELERİN YAPILM ASI SERİ ÜRETİ ME GEÇİŞ SERI URETI SORUMLU M TL GÖKHAN BAŞBUĞ _ GÖKHAN BAŞBUĞ _ MESUT AYDIN TL MESUT AYDIN İPTAL x x x x GÖKHAN BAŞBUĞ TAMA MLAN DI TAMA MLAN DI 10 SN, 90G FOLYO TL HÜSEYİN AYGÖRM ÜŞ _ MEHMET BİLGE TAMAMLA NDI DEVAM EDİYOR İPTAL ÇALIŞMA YAPILMA DI x

13 6.Adım: Analiz AVIX programı ile yapılan iş adımları analizine göre değişim zamanları;


 Bekleme zamanı; 23,5s (8%)")
14 6.Adım: Analiz Kayıp AVIX programı ile video çekimi üzerinden yapılan analiz çıktılarına göre; Toplan değişim süresi olan 276,8s içerisinde Kayıp Zaman; 40,1s, Bekleme Zamanı 23,5s olmak üzere toplam kayıp zaman 63,6s dir. Katma Değersiz süre içerisinde; Kayıp zaman; 40,1s (14%) Bekleme zamanı; 23,5s (8%) Değişim için gerekli süre 208,7s (75%)
 Bekleme zamanı; 23,5s (8%)")
15 6.Adım: Analiz (PROJE RİSK ANALİZİ) Ne İş Güvenliği Riski Gıda Güvenliği Riski Kalite Riski Anormal Çalışma Riski Uygulama Zorluğu Riski Nerede Primodan Makinesi Makine Kapılarında Denge Çubuğu Vidasında Yeni Gelen Rezistans Makinesinde Yeni Gelen Rezistans Makinesinde Yeni yapılan folyo taşıma arabasında Ne Zaman Folyo değiştiriken Makine Çalışırken Folyo değişiminde folyolar birleştirilirken Folyo değişiminde folyolar birleştirilirken Folyo değişiminde arabanın makineye yanaşması Neden Açma kapama düğmesinin uzak olması nedeniyle kapıların makine çalışırken açılması Denge Çubuğu vidasında kullanılan malzemelerinin üründe mikrobiyolojik risk oluşturması ( paslanmaz olmayan malzeme ) Folyo bileşim yerlerinin tam hizalanamaması Rezistans yüzeyinde kenarlarının yapışmaması Alan darlığı nedeniyle arabanın makineye yanaşması sonrası folyo değişiminin zor yapılabilmesi Nereden Biliyorum Sorumlu Saha Gözlemlerinde Hüseyin Aygörmüş Denetim sonuçlarından Mesut Aydın Aygün Öztürk Yapılan denemelerden Kaydedilen Folyo problemleri kaynaklı kayıtlardan Hüseyin Aygörmüş Mehmet Bilge Yapılan denemelerden Kaydedilen Folyo problemleri kaynaklı kayıtlardan Hüseyin Aygörmüş Yapılan Ölçümlerden Operatörün diğer malzeme değişimlerinde uyguladığı yöntemlerden Mesut Aydın Hüseyin Şahin Termin Durumu a a a a a
 Folyo bileşim yerlerinin tam hizalanamaması Rezistans yüzeyinde kenarlarının")
16 7.Adım: İyileştirme Kapalı ürünler konveyörde bekletilerek folyo değişimi yapılabilir mi? +32 sn AÇIK ÜRÜN BÖLÜMÜ KAPALI ÜRÜN BÖLÜMÜ Yoğurt üretim prosesinde dolum sıcaklığı limitleri ⁰C dir. İyileştirme aşamasında bu sıcaklığın altına düşülebileceği öngörülüp gerekli analizler yapılmıştır. Bu iyileştirme ile Yapılan analizler sonucunda folyo değişim öncesinde konveyörün tamamen boşaltıldığı tespit edildi. Bu işlem için harcanan süre; 66sn sürmektedir. 66sn 34sn Analizler sonucunda ; Folyo değişiminde ürün sıcaklığı 42,9⁰C den 42,2⁰C ye düştüğü tespit edilmiştir. Sıcaklık düşüşü limitler arasında kaldığı için konveyörün tamamen boşaltılmadan değişimin yapılabileceğine karar verdik. kazandırmıştır. Bu işlem ile ilgili TND hazırlanmıştır. (TND 72)

17 7.Adım: İyileştirme Acil durumlar haricinde kapılar açılarak makine durdurulmamalı? Yapılan incelemelerde folyo değişimi öncesi kapılar açılarak makine durdurulduğu tespit edildi. Bu tespit sonrasında; ACİL DURUMLAR HARİCİNDE MAKİNE KAPILAR AÇILARAK DURDURULMAYACAKTIR. Uyarı yazısı makine kapaklara yapıştırıldı. Operatörün kontrol paneline giderek zaman harcamaması için folyo değişim ünitesi yakınına durdurma butonu ilave edildi. Konu ile ilgili TND hazırlandı.


18 7.Adım: İyileştirme Folyo Değişim ve Taşıma Arabası Yapımı önce sonra sonra İyileştirme öncesi dolu folyolar sehpa üzerinde durmaktaydı. Değişim esnasında operatör eğilerek 27kg ağırlığındaki folyoyu kaldırmak zorunda kalıyordu. Bu durum personellerimizde bel rahatsızlıklarına sebep oluyordu ⁰ döner 4 adet tekerlek 2. Folyo Taşıma/Değişim Arabası yapıldı. Folyonun makine yanına araba vasıtası ile taşınarak değişim yapılması sağlandı. 3. Folyo Taşıma/Değişim Arabasının dolu folyo taşıma kolu makinenin dolu folyo bölümünde bulunan mil ile aynı hizaya getirilerek folyonun rahatlıkla makineye sürülmesi sağlandı.

19 7.Adım: İyileştirme Folyo Değiştirme/ Ekleme Rezistansı Montajı (1. Sayfa) önce Folyo değişimleri yapılırken yeni ve eski folyolar birbirine bant ile yapıştırılıyordu. İşlem operatörlere göre farklılık gösteriyordu. Kullanılan bant Gıda güvenliği riski oluşturuyordu. Değişim esnasında oluşan fire miktarı; 120g Folyo yapıştırma için bant hazırlığı ve eski ve 1 yeni folyonun birbirine yapıştırılması işlemleri için harcanan zaman; 17sn+18sn =35sn dir. önce önce

 360TL sonra +10 sn +90g folyo sonra 2 Mevcut tasarım üzerine folyo yapıştırma rezistansı montajı yapılabilir mi?")

20 7.Adım: İyileştirme Folyo Değiştirme/ Ekleme Rezistansı Montajı (2. Sayfa) 360TL sonra +10 sn +90g folyo sonra 2 Mevcut tasarım üzerine folyo yapıştırma rezistansı montajı yapılabilir mi? 360TL değerindeki rezistans satın alması yapıldı. Bakım ekibi tarafında İSG ve Gıda Güvenliği şartları göz önüne alınarak montaj yapıldı. Bu iyileştirme sonunda elde edilen kazanımlar; Fire miktarı 120g dan 30g a düşürüldü yılı verileri ele alındığında yıllık 118,17kg folyo kazancı elde edilecektir. TL karşılığı = 1385TL Fire %75 azaldı TL


21 7.Adım: İyileştirme Denge Çubuğu Vidasının İyileştirilmesi önce sonra Folyo değişimi işlemi sırasında denge çubuğu açılarak boş bobin alınarak yerine dolu bobin yerleştirilmektedir. Denge çubuğunun açılması için vidanın gevşetilmesi gerekmektedir. Dolu bobin yerleştirildikten sonra bu vida sıkılmalıdır. Bu işlemler için harcanan toplam zaman; 22sn dir. Vida yerine sıkma kolu montajı yapılarak bu süre kaybı ortadan kaldırılmıştır. +22 sn
22 7.Adım: İyileştirme Değişim Kolaylığı Sağlamak İçin POKA - YOKE Çalışması Yapılması Folyo değişimi işlemi sırasında; yeni ve eski folyonun birbirine eklenmesi esnasında folyo kayıklıkları yaşana biliyordu. Bu nedenle folyo tutucu piston montajı yapıldı. Folyonun kayması engellendi. Folyo değişimi işlemi sırasında eski ve yeni folyoları hizalayarak folyo kırışmalarını ve hatalı yapışmaları önlemek amacı ile yapışma noktaları kırmızı çizgi ile belirlenmiştir.

23 8.Adım: Doğrulama Tüm iyileştirmeler sonucunda; 1. Değişim süresinin 56 sn düşürülmesi hedefi geçilerek toplam 64sn kazanç sağlanmıştır. Değişim süresinin azaltılması karşılığında 2014 verilerine göre 6500TL kazanç elde edilmiştir. 2. Her değişimde fire olan 120g folyo %75 azaltılarak 30g a düşürülmüştür. Bu fire kazancı sonrasında 2014 verilerine göre 1385TL kazanç sağlanmıştır. 3. Bu iyileştirmelere ilave olarak Durdurma butonu montajı ile Ekipman Güvenliği, 4. Folyo arabası imalatı ile İş Güvenliği ve 5. Folyo değişimi sonrasında yapılan yöntem değişikliği ve Folyo rezistansı montajı sonrasında bant kullanımının ortadan kaldırılması ile Gıda Güvenliği konularında kazanç sağlanmıştır.
24 9.Adım: Standartlaştırma YGT 36 kapsamında yapılan çalışmaların standart hale getirilerek, Operatörlerin değişkenlik göstermeden folyo değişimini gerçekleştirmelerini sağlamak amacı ile TND ler (Tek Nokta Dersi) hazırlanmıştır. TND72; Primodan dolum makinesi folyo değişimi öncesinde yapılması gereken işlemler TND74; Primodan dolum makinesi durdurma butonu kullanımı TND75; Folyo değişim arabasının kullanımı TND76; Folyo değişim rezistansının kullanımı
25 10.Adım: Yaygınlaştırma YGT 36 «Folyo değişim süresinin azaltılması» kapsamında yapılan çalışmalar, Pamukova, Lüleburgaz Kahramanmaraş ve Karaman lokasyonlarında benzer prensipte çalışan 58 adet makinede hayata geçirildi.

26 TEŞEKKÜRLER
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
SEÇİL KAUÇUK. Bumerang Kaizen Ekibi
 SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
SEÇİL KAUÇUK Bumerang Kaizen Ekibi BUMERANG SMED KAİZENİ 120 lik ve 100 lük kalıplardan 85 lik kalıba geçiş sürelerinin azaltılması 11.02.2014 2 EKSTRÜZYON NEDİR? Extrüzyon yöntemi, EPDM (Etilen propilen
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
SEÇİL KAUÇUK MESA İMALAT
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Mpower Ekibi Kalite Çemberi Ekip Oluşturulması ve Tanıtımı Çember Konusu ve Zaman Planlaması Problemin Seçimi ve Tanımı. Hedefimiz Çalışmanın Yapıldığı Giyotin
SEÇİL KAUÇUK ERDEMİR. O-Ring Kaizen. Ekibi. Buhar Gücü. KaizenEkibi
 SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
SEÇİL KAUÇUK ERDEMİR O-Ring Kaizen Buhar Gücü Ekibi KaizenEkibi Buhar Gücü İyileştirme Takımı Sunumu 5 No lu Buhar Kazanı Kollektör Kaçaklarının Giderilmesi Enerji Üretim ve Dağıtım Müdürlüğü Ekim 2015
ORTA ANADOLU Önce / Sonra Kaizenleri
 ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
1. Konu. Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması
 27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014
 PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014 PRS BIÇAK KAYNAKLI KOPMA KAYIPLARI Odaklanmış iyileştirme sütununun belirlemiş olduğu sekiz ana kayıp içerisinde, üçüncü sırada kopma kayıpları / bıçak kaynaklı
PRS BIÇAK KAYNAKLI KOPMA TAKIMI 01/02/2014 PRS BIÇAK KAYNAKLI KOPMA KAYIPLARI Odaklanmış iyileştirme sütununun belirlemiş olduğu sekiz ana kayıp içerisinde, üçüncü sırada kopma kayıpları / bıçak kaynaklı
ERGONOMİ UYGULAMALARI
 OYAK-RENAULT OTOMOBİL L FABRİKALARI ERGONOMİ UYGULAMALARI B.Bahar DİNÇ Ergonomi Mühendisi İş Sağlığı ve Güvenliği Departmanı Ergonomi Ergonomi "fiziksel çevrenin insana uyumlaştırılması süreci" dir. o
OYAK-RENAULT OTOMOBİL L FABRİKALARI ERGONOMİ UYGULAMALARI B.Bahar DİNÇ Ergonomi Mühendisi İş Sağlığı ve Güvenliği Departmanı Ergonomi Ergonomi "fiziksel çevrenin insana uyumlaştırılması süreci" dir. o
PROJE NEDEN SEÇİLDİ. Yalın Üretim: Planlama: Kapasite:
 PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
PROJE NEDEN SEÇİLDİ Yalın Üretim: Disk 2 hattında üretilen ürünlerin çevrim zamanlarının net çevrim zamanlarına göre farklılık göstermesi bu nedenle montaj hattını bekletmesi Kasnak hatlarının disk hatlarına
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ
 KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
KÜÇÜK DİLMELERDE KESİK KAZALARININ ÖNLENMESİ 01/02/2014 TPM İŞ GÜVENLİĞİ SÜTUNU KÜÇÜK DİLMELERDE OLUŞAN KESİK KAZALARI Takımın Konusu : Küçük dilmelerde oluşan kesik kazalarının sebeplerini araştırmaktır.
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması. : Dışarı Firelerinin Azaltılması
 Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
Proje Konusu : Dışarı kaynaklı akü firelerinin azaltılması Proje Adı Proje Lideri : Dışarı Firelerinin Azaltılması : Hakan KETEN PROJE EKİBİ Proje Şampiyonu: Proje Lideri: Proje Ekip Üyeleri: Numan Alver
HEMA ENDÜSTRİ. Gündüz Kalite Çemberi
 HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
HEMA ENDÜSTRİ Gündüz Kalite Çemberi 2 GÜNDÜZ KALİTE ÇEMBERİ PROBLEMİN SEÇİLMESİ, TANIMLANMASI VE HEDEFİN BELİRLENMESİ Çember üyeleri, farkındalık eğitimleri ve beyin fırtınaları yaparak yeni proje konularını
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul TPM Kırklareli
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
FİCOSA OTOMOTİV. Radyal Kalite Çemberi
 FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
FİCOSA OTOMOTİV Radyal Kalite Çemberi RADYAL KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM KONU: PERÇİN PRESLEME HATASI ÇEMBER LİDERİ: ÇEMBER DESTEK: ÇEMBER DANIŞMANI: VOLKAN GIRLAR GÜNAY GÜNEŞ ERDEM POLAT ÇEMBER
EVYAP. Çözüm Üretim Kalite Çemberi
 EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
EVYAP Çözüm Üretim Kalite Çemberi ÇÖZÜM ÜRETiM Grup Lideri: Sırrı KABUL Operatör: Ensar UYKUN Yazıcı: Selmin SEFA ACMA 1 DOLUM-AMBALAJ MAKİNESİNDE İŞÇİLİK TASARRUFU ACMA 1 ACMA 1 Acma Hattı OSD Acma
Konu Seçimi EKİM AYI ARIZALARI PARETO ANALİZİ MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER
 Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
Konu Seçimi 141 EKİM AYI ARIZALARI PARETO ANALİZİ 105 # 29 23 18 11 7 MEKANİK KOZMETİK MANİFOLD/ SICAK YOLLUK ISITMA/SOĞUTMA HİDROLİK ELEKTRİK DİĞER Konu Seçimi 44 MEKANİK ARIZA PARETO ANALİZİ 31 # 22
SEÇİL KAUÇUK YILDIZ ENTEGRE. O-Ring Kaizen. Zaman Avcıları
 SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
SEÇİL KAUÇUK YILDIZ ENTEGRE O-Ring Kaizen Zaman Avcıları Kaizen Ekibi Ekibi SMED HYMMEN PRES PERİYODİK ÇELİK BANT DEĞİŞİMİ ARALIK 2013 NİSAN 2014 SMED SINGLE MINUTE EXCHANGE OF DIES TEK HANELİ DAKİKALARDA
OYAK RENAULT ERGONOMİ UYGULAMALARI. DRH / 1740 Département Conditions et Santé de Travail 1
 OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
SEÇİL KAUÇUK ISISAN. O-Ring Kaizen. Isımat
 SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI
 KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
KALIPTAN DÜŞME KAYNAKLI KAPI HURDALARININ SIFIRLANMASI 1.ADIM-KONU SEÇİMİ 2014 Yılı Kapı Poliüretan Bölümü Loss-Cost Matrisi Scrap (Hurda) 2,1 10,7 Conumable material (sarf malzeme) Energy 0,34 0,32 1,4
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
%50 AZALTILMASI TÜPRAG EFEMÇUKURU ALTIN MADENİ DOLGU TESİSİ BASMA POMPASININ FLANŞ KAYNAKLI DURUŞLARININ
 TÜPRAG EFEMÇUKURU ALTIN MADENİ Gökhan ERÇELİK Kaizen No: 98 Tarih : 05/01/2018 DOLGU TESİSİ BASMA POMPASININ FLANŞ KAYNAKLI DURUŞLARININ %50 AZALTILMASI PROSESİN TANITIMI Efemçukuru Altın Madeni yeraltı
TÜPRAG EFEMÇUKURU ALTIN MADENİ Gökhan ERÇELİK Kaizen No: 98 Tarih : 05/01/2018 DOLGU TESİSİ BASMA POMPASININ FLANŞ KAYNAKLI DURUŞLARININ %50 AZALTILMASI PROSESİN TANITIMI Efemçukuru Altın Madeni yeraltı
ALAÇATI BAŞLIK MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI
 ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ALAÇATI BAŞLIK 2017 OCAK KPI SUNUMU MODELİNDE SSH MODÜLER ÜRETİM MD.LÜĞÜ ŞİKAYETLERİNİN AZALTILMASI 2018 KIRILMA PANEL AÇILMA KENAR FOLYO,KENAR BANT(EĞRİ KENAR BANTI) ÇİZİK AKSESUAR HATA MONTAJ DÜŞME AKSESUAR
ÖZÇAĞDAŞ MAKİNA SANAYİ SHRİNK AMBALAJ MAKİNALARI
 K2 TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K1 YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K4 MABİLYA İÇİN TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K3 MABİLYA İÇİN YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K5 L-KESİM TÜNELİ
K2 TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K1 YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K4 MABİLYA İÇİN TAM OTOMATİK SHRİNK AMBALAJ MAKİNASI K3 MABİLYA İÇİN YARI OTOMATİK SHRİNK AMBALAJ MAKİNASI K5 L-KESİM TÜNELİ
A3N 10 adım kaizen çalışması. A3N Verimlilik iyileştirme çalışması Senem Kunter
 A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
A3N 10 adım kaizen çalışması A3N Verimlilik iyileştirme çalışması Senem Kunter Go to Insert > Header and Footer to edit this text 2 1- EKİBİN KURULMASI Go to Insert > Header and Footer to edit this text
Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir.
 Akıllı Otomasyonlar Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir. Üretimde standart kaliteyi yakalama, maliyet düşürme ve yığın
Akıllı Otomasyonlar Simoto, seri imalat işlerinin yanı sıra aynı zamanda teknik ekibi ile müşterilerine özel otomasyon hizmeti de vermektedir. Üretimde standart kaliteyi yakalama, maliyet düşürme ve yığın
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması
 1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
1. Konu Ram Makinalarında En Ayar Millerinin Yağlama Sürelerinin Azaltılması 2. Takım : BOZKURTLAR EKİBİ (22.9.216) Sponsor Behçet GÜVEN Lider Üye Üye Üye Üye Üye Erden EKKAZAN Fehim HACIPEHLİVAN Yüksel
Kimya Tartım Sistemi
 Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
Kimya Tartım Sistemi Kimyasal Hammadde Tartım ve Paketleme Sistemi İÇİNDEKİLER İşin Tanımı Prosesin Tanımı (Tesiste İş Akışı) Prosesin Paketleme Kapasitesi Proses Ekipmanlarının Tanıtımı Otomasyon ve Raporlama
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Ayışığı Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Ayışığı Kalite Ekibi Çemberi AYIŞIĞI KALİTE ÇEMBERİ OLUŞUM SÜRECİ ÇEMBER ÜYELERİNİN TANITIMI FAALİYET PLANLANIMIZ ÇEMBER KONUSUNUN BELİRLENMESİ ÇEMBER KONUSUNUN
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED)
") Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
Kiefel Makineleri Kalıp Değişim Süresinin Azaltılması (SMED) 1. Adım: Konu Seçimi Termoform proses akışı Extrusion Makinası (Levha Üretimi) Termoform Makinası Serigrafi Prosesi Kapı Poliüretan Hattı Montaj
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI. Bulaşık Makinesi Fabrikası, 2015
 ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
ÜRETİM DEPARTMANI TAŞIMA MALİYETLERİNİ AZALTMA ÇALIŞMASI Bulaşık Makinesi Fabrikası, 2015 1. ADIM: KONU SEÇİMİ 2 Mevcut durumda ; yarı mamuller akıllı paletler ile taşınmaktadır. Bu durum incelendiğinde;
Click with the right mouse button on the graphic and choose change picture. Fındık Zar Soyma Operasyonunun İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
Click with the right mouse button on the graphic and choose change picture Fındık Zar Soyma Operasyonunun İyileştirilmesi 1-Konu Seçimi (Theme Selection) Önce Vurgunlu Fındık ZAR ALICI Sonra Zar alıcı
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI
 ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
ÇİMENTAŞ İZMİR ÇİMENTO FABRİKASI TÜRK A.Ş. ENERJİ KONTROLÜ KAYNAKLI RİSKLERİN SIFIRLANMASI 2015 1. ADIM: KONU SEÇİMİ 2 Hem Dünya da hem de ülkemizde, çimento sektöründe meydana gelen majör kazaların büyük
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli)
") BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
SEÇİL KAUÇUK MESA İMALAT. O-Ring Kaizen. Tik Tak Kalite Ekibi Çemberi
 SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
SEÇİL KAUÇUK MESA İMALAT O-Ring Kaizen Tik Tak Kalite Ekibi Çemberi TİK TAK KALİTE ÇEMBERİ Sunum Planı Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Hedefimiz Mevcut Durum Analizi Kullanılan
KAIZEN SUNUMU. Hazırlayan: Hatice Đsak 03.01.2009
 KAIZEN SUNUMU Hazırlayan: Hatice Đsak 03.01.2009 Sunumun Amacı: Bu sunumun sonunda sizler kaizen tekniği hakkında bilgi sahibi olacaksınız. Đlk çağlarda güçlü olan, Endüstri çağında zengin olan kazanırdı,
KAIZEN SUNUMU Hazırlayan: Hatice Đsak 03.01.2009 Sunumun Amacı: Bu sunumun sonunda sizler kaizen tekniği hakkında bilgi sahibi olacaksınız. Đlk çağlarda güçlü olan, Endüstri çağında zengin olan kazanırdı,
5.34. VİDA YUVASI AÇMA OTOMASYONU
 5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
5.34. VİDA YUVASI AÇMA OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Günümüzde birçok alanda özellikle üretimde otomasyon sistemleri kullanılmaktadır. Otomasyonun girdiği ortamlarda insan
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK )
") 1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
1-KONUNUN SEÇİMİ: Kaizen konusu: 2. Kaynak Hattı ELBA yardımcı malzeme kaynaklı sızdırmazlıkların azaltılması ( 8 DELİK ) sızdırma adet üretime oranı 500 10.00% 434 8.64% 2013 Yılı 8 Delik Kaynaklı Sızdırmaları
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
FİCOSA OTOMOTİV. 5N 1K Kalite Çemberi
 FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
FİCOSA OTOMOTİV 5N 1K Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. 5N 1K KALİTE ÇEMBERİ OTOMOTİV 5N 1K KALİTE ÇEMBERİ ÇEMBER VE ÜYELERİ TAKDİM ÇEMBER LİDERİ KONU: OTOMATİK PERÇİN
Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim
 TEKNOPAC 300 Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim Kapasitesi için, düzgün ürünleri sarmak üzere tasarlanmıştır. Konsol tasarımı, modüler yapısı, yüksek
TEKNOPAC 300 Elektronik Paketleme makinesi tam otomatik besleme ünitesiyle birlikte, yüksek üretim Kapasitesi için, düzgün ürünleri sarmak üzere tasarlanmıştır. Konsol tasarımı, modüler yapısı, yüksek
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması. 14 Temmuz 2018
 Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
Laminasyonda Kırışıklık ve Katlama Firelerinin Azaltılması 14 Temmuz 2018 PROJE EKİBİ Rehber: Yusuf Güröz Proje Lideri: Ahmet Gevrek-Hidayet Ceylan Sponsor: Tümer GÜRSES Ekip Üyeleri: Şeref Akyıldız, Kazım
KIRAY MAKİNA SAN. TİC. LTD. ŞTİ. Edirne Cad. No: 96/A Ergene Tekirdağ mail: Tel. Fax
 KIRAY MAKİNA SAN. TİC. LTD. ŞTİ. Edirne Cad. No: 96/A Ergene Tekirdağ mail: satis@kiraymakina.com Tel. Fax. 0 282 673 71 88 Özellikle Avrupalıların pazar lideri olduğu ve ön planda kaldığı ülkemizde yerli
KIRAY MAKİNA SAN. TİC. LTD. ŞTİ. Edirne Cad. No: 96/A Ergene Tekirdağ mail: satis@kiraymakina.com Tel. Fax. 0 282 673 71 88 Özellikle Avrupalıların pazar lideri olduğu ve ön planda kaldığı ülkemizde yerli
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Altı Sigma Nedir? Uygulayan şirketlere çok belirgin finansal kazançlar sağlamıştır.
 ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
ELEKTROMED. Elektronik Adamlar Kaizen Ekibi
 ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya
 NEDEN ENERJİYE ODAKLANDIK? Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya Ölçemediğimiz hiç bir şeyi iyileştiremeyiz Felsefesi ile yola çıkarak kullandığımız
NEDEN ENERJİYE ODAKLANDIK? Rakiplerimizle rekabet için daha az enerji tüketimi Gelecek kuşaklara yaşanabilir bir Dünya Ölçemediğimiz hiç bir şeyi iyileştiremeyiz Felsefesi ile yola çıkarak kullandığımız
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni
 Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
Harman Hazırlama Ünitesindeki Toz ve Kir Kaynağını Azaltma Kaizeni KONU SEÇİMİ Fabrika içerisinde iyileştirme çalışmaları başladığından itibaren en büyük kir kaynağı olan tozun önüne geçmek için çalışmalar
ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ
 ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ KONU SEÇİMİ Çınar Hattı Ambalaj Alanı Fabrikamızda elektrod, tel ve toz üretimi yapılmaktadır. Elektrod üretiminde harman, tel çekme kesme, ekstrüzyon, fırınlar ve
ÇINAR HATTI KAPASİTE ARTIRMA KAİZENİ KONU SEÇİMİ Çınar Hattı Ambalaj Alanı Fabrikamızda elektrod, tel ve toz üretimi yapılmaktadır. Elektrod üretiminde harman, tel çekme kesme, ekstrüzyon, fırınlar ve
ŞİRKET PROFİLİ: Bugün, İzmir Çiğli de 500 m2 kapalı 1000 m2 açık alana sahip kendi üretim tesisinde faaliyet göstermektedir.
 Katalog ŞİRKET PROFİLİ: TDM MAKİNE 2001 yılında Elektronik Müh. Tahsin DEMİRCİ tarafından kurulmuştur. Kısa sürede makine üretiminde, özellikle paketleme, tartım, dolum sistemleri ve özel makine imalatı
Katalog ŞİRKET PROFİLİ: TDM MAKİNE 2001 yılında Elektronik Müh. Tahsin DEMİRCİ tarafından kurulmuştur. Kısa sürede makine üretiminde, özellikle paketleme, tartım, dolum sistemleri ve özel makine imalatı
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMHANE-
 Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
Kalıp Bekleme ve Kalıp Ön Isıtma Kayıplarının Azaltılması -DÖKÜMANE- KONU SEÇİMİ 2016 ALÇAK BASINÇLI DÖKÜM TEZALARI ÇALIŞMA ÜNÜ ~ 247,1 ün/ 28 Tezgah Kalıp Bekleme Süre(dk)/ün 498,6 ün/ 28 Tezgah %1,2
GÜNDEM. Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi
 1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
1 GÜNDEM Risk Analizi Yasal Durum Adım Bazlı Risk Analizi Rutin Olmayan İşler için Risk Analizi 2 RİSK ANALİZİNDE YASAL DURUM 6311 Sayılı İş Sağlığı ve Güvenliği Kanunu, Risk değerlendirmesi, kontrol,
KİLLİ ZEMİNLERİN KİREÇ ile İYİLEŞTİRİLMESİ
 KİLLİ ZEMİNLERİN KİREÇ ile İYİLEŞTİRİLMESİ Prof. Dr. Adnan Akyarlı 1, Yrd. Doç. Dr. Aydın Kavak 2, Servan Atay 3, Süleyman Alkaya 4 1 Kimtaş A.Ş., Şehit Nevres B. 3/7 İzmir,02324636373, 023246530692, adnan.akyarli
KİLLİ ZEMİNLERİN KİREÇ ile İYİLEŞTİRİLMESİ Prof. Dr. Adnan Akyarlı 1, Yrd. Doç. Dr. Aydın Kavak 2, Servan Atay 3, Süleyman Alkaya 4 1 Kimtaş A.Ş., Şehit Nevres B. 3/7 İzmir,02324636373, 023246530692, adnan.akyarli
SEÇİL KAUÇUK BETA ZİRAAT. O-Ring Kaizen. Ekibi. Mavi Takım Kaizen Ekibi
 SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
SEÇİL KAUÇUK BETA ZİRAAT O-Ring Kaizen Mavi Takım Kaizen Ekibi Ekibi BETA YAĞ FABRİKASI MAVİ TAKIM KAİZEN SUNUMU Beta Ziraat ve Ticaret A.Ş. TOHUM TESİSİ HAMYAĞ FABRİKASI Beta Ziraat ve Ticaret A.Ş. 1961
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
RUZGARLIK KANATLAR RUZGARLIK KANATLAR SAG&SOL TAKIM SAG&SOL TAKIM. 166 17 244 104 Kılıç ( Şiş ) 166 17 241 103 Kılıç ( Şiş ) Alttan Motorlu
 166 17 241 103 Kılıç ( Şiş ) Alttan Motorlu") . RUZGARLIK KANATLAR SAG&SOL TAKIM RUZGARLIK KANATLAR SAG&SOL TAKIM. 256 18 244 103 256 18 244 104 256 18 244 105 256 18 241 103 256 18 241 104 256 18 241 105 166 17 244 103 166 17 244 104 Kılıç ( Şiş
. RUZGARLIK KANATLAR SAG&SOL TAKIM RUZGARLIK KANATLAR SAG&SOL TAKIM. 256 18 244 103 256 18 244 104 256 18 244 105 256 18 241 103 256 18 241 104 256 18 241 105 166 17 244 103 166 17 244 104 Kılıç ( Şiş
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI
 KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
KESİNTİSİZ KESİM PROJE EKİBİ SMED ÇALIŞMASI Eylül 2017 TC3000 CNC KESİM MAKİNESİ KAPASİTE DOLULUK ORANI AZALTMA PROJESİ Eylül 2017 PROBLEM SEÇİMİ VE TANIMI Teksan ın enerji sektörüne kesintisiz güç sağlamak
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
Kordon tip tepsi konveyörü
 Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI
 ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
ŞİDDET ŞİDDETİN DERECELENDİRME BASAMAKLARI ÖZEL KARAMAN MÜMİNE HATUN HASTANESİ AMAÇ: Hastane hizmetlerinin sunumu esnasında meydana gelebilecek riskleri belirlemek ve ortadan kaldırmak için gerekli yöntemleri
FİCOSA OTOMOTİV SEÇİL KAUÇUK. O-Ring Kaizen. Küçük Adımlar. Ekibi. Kalite Çemberi
 FİCOSA OTOMOTİV O-Ring Kaizen Küçük Adımlar Ekibi SEÇİL KAUÇUK Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. KÜÇÜK ADIMLAR KALİTE ÇEMBERİ OTOMOTİV KÜÇÜK ADIMLAR KALİTE ÇEMBERİ ÇEMBER
FİCOSA OTOMOTİV O-Ring Kaizen Küçük Adımlar Ekibi SEÇİL KAUÇUK Kalite Çemberi 2011 Ficosa International, S.A. All Rights Reserved. KÜÇÜK ADIMLAR KALİTE ÇEMBERİ OTOMOTİV KÜÇÜK ADIMLAR KALİTE ÇEMBERİ ÇEMBER
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ)
") T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
T.C. ULUDAĞ ÜNİVERSİTESİ EĞİTİM YON GRUBU FAKÜLTESİ PEDAGOJİK FORMAS ÜNİTE PLANI (ÖRME MAMULLERİN ÖN TERBİYESİ) DERS TÜP KESME HAZIRLAYAN SEMA MUTLU-616082402 ÖĞRETİM ELEMANI Yrd. Doç. Dr. RASİM BAŞAK
SEÇİL KAUÇUK. Çözüm Avcıları Kalite Çemberi
 SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
SEÇİL KAUÇUK Çözüm Avcıları Kalite Çemberi Pres Bölümü Kalite Çemberi ÇÖZÜM AVCILARI ÇEMBER ÜYELERİ GENEL BİLGİLERİ ADI SOYADI ÇEMBERDEKİ GÖREVİ YAŞI EĞİTİM DURUMU FABRİKADAKİ GÖREVİ GENEL İŞ TECRÜBESİ
Operasyonel Mükemmellik Sistemi. Ambalaj İçinde Kırık Şikayetlerini Azaltılması. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
YOĞURT SÜTÜ DOLUM MAKİNASI
 YOĞURT SÜTÜ DOLUM MAKİNASI Firma Tanıtımı DİMAK DİREN MAKİNA AR-GE Yarım asırlık köklü geçmişi ve sahip olduğu bilgi birikimi ile ülkemiz ekonomisine katkıda bulunan Dimes Gıda Sanayi ve Ticaret Şirketi,
YOĞURT SÜTÜ DOLUM MAKİNASI Firma Tanıtımı DİMAK DİREN MAKİNA AR-GE Yarım asırlık köklü geçmişi ve sahip olduğu bilgi birikimi ile ülkemiz ekonomisine katkıda bulunan Dimes Gıda Sanayi ve Ticaret Şirketi,
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
MESA İMALAT. Siyah İnci Kalite Çemberi
 MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
MESA İMALAT Siyah İnci Kalite Çemberi SİYAH İNCİ KALİTE ÇEMBERİ Sunum Planı Çember Oluşum Süreci Çember Üyelerinin Tanıtılması Çember Konusunun Belirlenmesi Araştırmalar Problemin Kaynağı Hedefimiz Mevcut
İSG PROJE YÖNETİMİ ve ACİL DURUM PLÂNI
 29 İSG011 1/7 ve ACİL DURUM PLÂNI AMAÇ: Kazaların kök nedenlerinin araştırılması için Balık kılçığı metodu ile bulma yönteminin uygulaması 20 Slayt II BÖLÜM BALIK KILÇIĞI METODU ve UYGULAMALARI 2016 Güz
29 İSG011 1/7 ve ACİL DURUM PLÂNI AMAÇ: Kazaların kök nedenlerinin araştırılması için Balık kılçığı metodu ile bulma yönteminin uygulaması 20 Slayt II BÖLÜM BALIK KILÇIĞI METODU ve UYGULAMALARI 2016 Güz
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.
Öğrenci Numarası Adı ve Soyadı SORU 1. İnsan makine sistemine ilişkin bir şema çizerek insan üzerinde etkili faktörleri gösteriniz. Duyusal işlevlerdeki bir eksiklik kontrolü nasıl etkiler, belirtiniz.