KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
|
|
|
- Hazan Birkan
- 8 yıl önce
- İzleme sayısı:
Transkript
1 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş metali çelikten yapılmış bir kalıba dökerek boşluğu doldurma şeklinde yapılan bir işlemdir. Genellikle çok sayıda parça için kullanılır. Pahalı bir yöntemdir. Kalıp tekrar tekrar kullanılabilir. Kalıp malzemesi özel çeliklerden ve dökme demirlerden yapılır. Çıkan ürünün kalitesi kum kalıba döküm ürününden daha iyidir. Şekil 1

2 Şekil 2 Kokil kalıpla yapılmış kompresör gövdesi ve çeşitli döküm parçalar Şekil 3 Menteşeli bir kokil kap şekil 4

3 Düşük sıcaklıkta eriyen metallerin dökümü için kalıp malzemesi olarak bronz da kullanılabilir. Kokil dökümde tek bir kalıpla, demir esaslı malzemelerden , Alüminyum gibi düşük sıcaklıkta eriyen malzemelerden ise, 'e kadar parça dökülebilir. Tablo 1

4 Bu yöntemde; Katılaşma sırasındaki soğuma, kum kalıplardan daha hızlı olduğu için, iç yapı daha ince tanelidir. Boyut hassasiyeti ± 0,25 mm olup, parça yüzeyleri temizleme işlemi gerektirmeyecek kadar yüksek kalitelidir. Metal kalıplarda kullanılan maçalar metal, kum veya alçıdan yapılabilir. Kalıp üretiminde kalıp boşluğu ve diğer kanallar talaşlı imalat yöntemiyle açılır. Kalıp malzemesi geçirgen olmadığından hava kanalları açılması zorunludur. Kokil kalıp tasarımı büyük deneyim ister. Kalıp cidar kalınlıkları genellikle mm arasında seçilir. Metal kalıpların cidar kalınlığının belirlenmesinde ısı-girdi ve çıktılarının dikkate alınması gerekir. Çünkü bu yöntemin başarısı, kalıbın sürekli çalışma sırasındaki sıcaklığına bağlıdır ve gerektiğinde kalıp soğutulabilir. Ayrıca döküm başlangıcında metalin kalıba sorunsuz dolması için bir çok kez kalıp ön ısıtılır. 2. BASINÇLI DÖKÜM Düşük sıcaklıkta ergime ve metal kalıplar içerisinde kalıplanabilme özelliğine sahip, genellikle demir ve çelik olmayan metal ve alaşımlarının basınç altında biçimlendirilmesine basınçlı döküm denir.

5 Metalden yapılmış bir kalıba çok yüksek basınçta sıvı metal enjekte edilir. Katılaşma sona erinceye kadar basınç uygulamaya devam edilir. Çok karışık parçalar dökülür. Saatte parça/saat üretim yapılır atmosfer basınç uygulanır. Çıkan ürün için talaşlı işlemeye ihtiyaç yoktur. Hızlı soğuma nedeniyle parçaların mukavemeti yüksek olur. En az 5000 parça ve üzeri için uygundur. Erime sıcaklığı 1000 C nin altındaki metaller için uygundur. Çoğunlukla küçük parçalar üretilir. Basınçlı dökümde kurşun, kalay, çinko, alüminyum ve magnezyum alaşımları kullanılır. Kalıplar genellikle çift parçalıdır ve üzerlerinde parçaları çıkarabilmek için itici çubuklar vardır. Kalıpların sıcaklığının sabit kalması için genellikle su ile soğutulur. Hem kalıp ömrü artar, hem de katılaşma esnasında hızlı soğuma sağlanır. Şekil 5

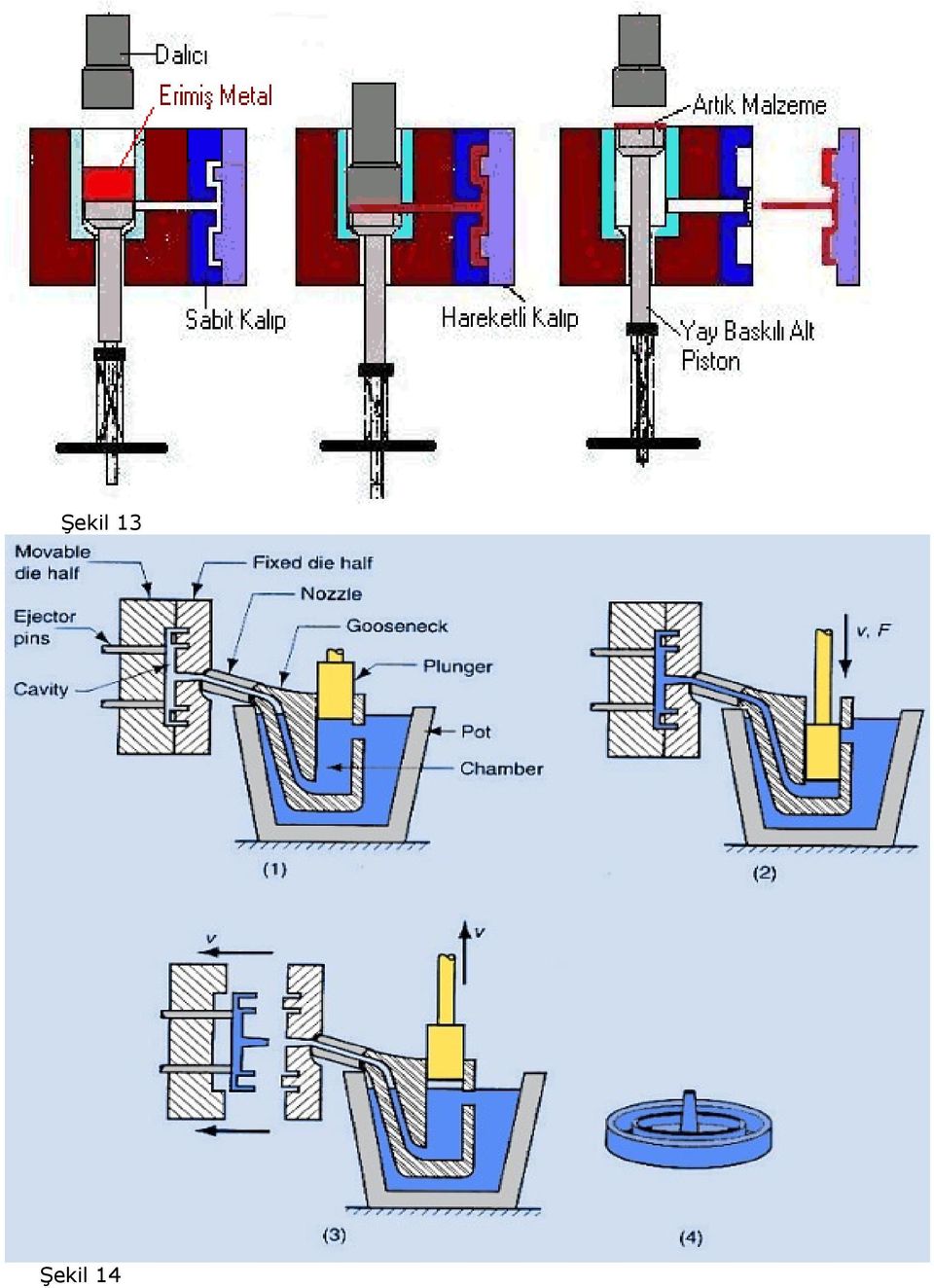
6 Şekil 7 şekil 8 Basınçlı döküm makineleri sıcak ve soğuk hazneli olmak üzere ikiye ayrılır. Çinko, kalay ve kurşun alaşımları gibi düşük sıcaklıkta eriyen metallerin dökümünde, sıcak hazneli makineler kullanılır. Pota içine daldırılmış olan hazneye (sıcak!) dolan erimiş metal, piston yardımıyla kalıp boşluğuna basılır.

7 Şekil 9 Sıcak hazneli makinelerin kullanımı,çinko,kalay,kurşun gibi malzemeler ile sınırlıdır. Burada erimiş metal, dökümden hemen önce kepçe ile gereken miktarda hazneye doldurulur ve bir piston yardımıyla kalıp boşluğuna basılır. Şekil 10

8 Sıcak hazneli (kamaralı) basınçlı döküm Şekil 11 Soğuk hazneli (kamaralı) basınçlı döküm Şekil 12 Düşey Soğuk Kamaralı Döküm Makinesi

9 Şekil 13 Şekil 14
10 Basınçlı döküm yöntemiyle üretilen parçaların çoğunda, metalin bölüm yüzeyine sızarak oluşturduğu bir döküm çapağı bulunur. Ayrıca hava çıkış ve itici çubuk kanallarına dolmuş metallerin de uzaklaştırılması gerekir. Bu çapak ve yolluklar, mekanik preslerde kesilerek, taşlanarak veya başka uygun yöntemlerle uzaklaştırılır. Basınçlı döküm yöntemiyle üretilen parçalara örnek olarak; karbüratör gövdeleri, saat parçaları, ev eşyaları ve el aletleri gösterilebilir. ÜSTÜNLÜKLERİ Karmaşık biçimli küçük parçaların dökümüne uygundur, İnce cidarlı parçalarda kalıbın tam olarak dolması sağlanır, Üretim hızı yüksektir, Yüzey kalitesi ve boyut hassasiyeti çok yüksektir, Hızlı soğuma sonucu oluşan ince taneli içyapının mekanik özellikleri iyidir. SINIRLARI Sadece küçük parçaların üretimi mümkündür. Kalıptan çıkarılması mümkün olan parça biçimlerinde kullanılabilir. Kalıp tasarımı güçtür. Döküm makinesi için yüksek bir ön yatırım gereklidir. Kalıp masrafı nedeniyle ancak seri üretimde ekonomiktir. Yüksek sıcaklıkta eriyen malzemelerin dökümü yapılamaz. Alçak Basınçlı Döküm Dar kalıp boşlukları içeren kalıcı kalıplara metalin yerçekimi yardımıyla dolması güçtür. Bu durumda alçak basınçlı döküm yönteminden yararlanılır. Metal alttan ve sıcaklığın kontrol edildiği bir hazneden beslenir, metal bekletme potasının ortasından basıldığından daha temiz bir döküm elde edilir. Şekilde bir alçak basınçlı döküm makinesi görülmektedir. Şekil 15

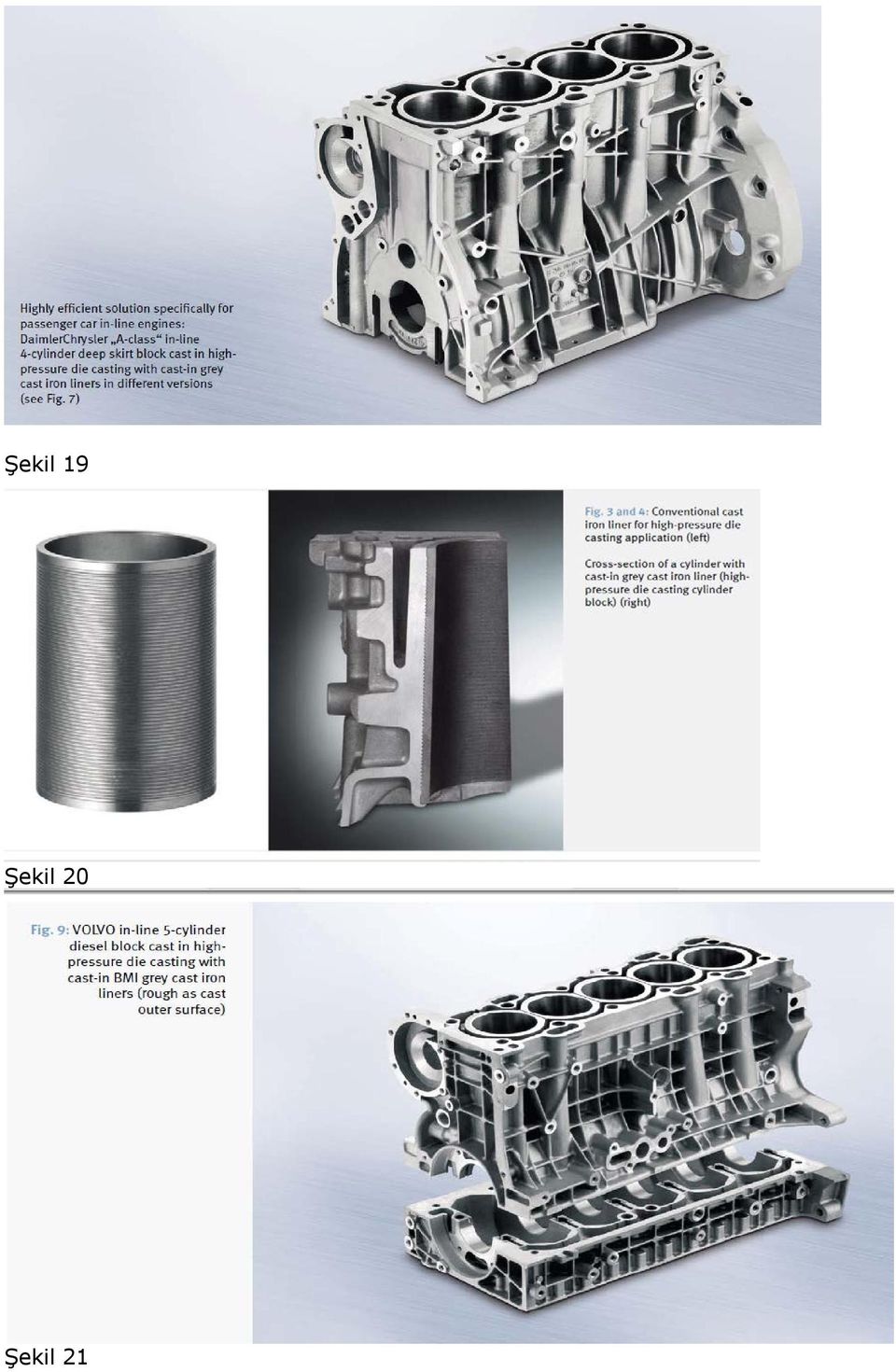
11 Alçak basınçlı dökümde sıvı metal, kalıba alçak basınç sayesinde (yaklaşık 0,1 MPa) aşağıdan yukarıya doğru dolar. Bu yöntemin geleneksel döküm yöntemlerine göre avantajı; hazneden kalıba dolan sıvı metalin atmosfere açık sıvı metale göre daha temiz olmasıdır. Bu sayede gaz gözenekleri ve oksitlenme en aza indirilirken, mekanik özellikler iyileşir. Şekil 16 Soğuk Hazneli Yüksek Basınçlı Döküm Daha çok alüminyum ve bakır gibi yüksek ergime sıcaklığına sahip alaşımların dökümünde kullanılan bir yöntemdir. Döküm basıncı genellikle MPa dır. (Bazı zamanlarda bu değer 150 MPa kadar çıkabilir) Yüksek Basınçlı Döküm Malzemeleri Alüminyum basınçlı dökümdeki kullanılışı gittikçe artmaktadır. Halen bütün basınçlı dökümlerin %30 kadarı alüminyumdur. Bu miktarda parçanın alüminyumdan dökülme sebepleri; Ağırlıklarının az olması, akma sınırının istenilenden çok iyi, termik ve elektrik iletkenlik ve yüzey parlaklığını kaybetme dayanıklılığının iyi olması, fiyat bakımından ekonomik olması ve son işlemleri ticari ve ekonomik bakımdan tatminkâr olmasıdır.

12 350 t Yüksek Basınçlı Döküm Makinesi Şekil t yüksek basınçlı döküm makinesi Şekil 18

13 Şekil 19 Şekil 20 Şekil 21
14 Magnezyum alaşımları Daha çok hafifliğin istendiği yerlerde kullanılır. Uygulama alanları; portatif yazı makinesi, büro makinelerinin muhafaza ve gövdeleri, fotoğraf makineleri, optik aletler, portatif aletler ve benzeri avadanlık parçaları magnezyum alaşımlarından yapılırlar. Alternatif veya başkaca hareket yapan tekstil sanayi parçaları ile küçük taşıma ve paketleme makineleri parçaları magnezyumdan basınçlı döküm yoluyla üretilir. Bakır Alaşımları Basınçlı döküm yoluyla üretilen bakır alaşımlarının belli başlı özellikleri; yüksek mukavemet, sağlamlık, korozyon ve aşınmaya karşı dirençleridir. Özellikle hassasiyet isteyen, şekli karışık, dayanıklı ve ekonomik olması istenen işlerde bu alaşımların basınçlı dökümleri çok kullanılır. Otomobil dişlileri, vites dişli değiştirme çatalları, fren parçaları, sok amortisör parçaları, çeşitli endüstriyel birleştirme parçaları, ev ve mutfak eşyaları gibi yerlerde kullanılırlar. Vakumlu Kalıcı Kalıba Döküm Bu yöntemde erimiş metalin bulunduğu bölgeye basınç uygulamak yerine, kalıp boşluğuna vakum uygulanır. Burada vakumun varlığı,kalıp boşluğundaki havanın uzaklaştırılmasına ve erimiş metal içindeki gazların giderilmesine yardımcı olur. Şekil 22

15 Bu döküm tekniğinde döküm sırasında kalıp boşluğundan özel açılmış bir kanal ile vakum yapılmaktadır. Vakum tahliyesi sıvı metalin basılması sırasında meydana gelen gaz kaynaklı problemleri en aza indirger. Böylece yapıda herhangi bir porozitenin oluşması da engellenmiş olur. 3. SAVURMA (SANTRFUJ) DÖKÜM Savurma döküm yönteminde erimiş metal, bir eksen etrafında döndürülen kalıplar içine dökülerek biçimlendirilir. Sıvı metal merkezkaç kuvvetiyle silindirik savurma kokilinin iç cidarına yaslanır ve orada katılaşır. Merkezkaç kuvvetlerinin oluşturduğu basınç, metalin kalıp cidarına homojen olarak dağılmasını, parçanın dışının kalıbın iç şeklini almasını sağlar. Şekil 23
 DÖKÜM Savurma döküm yönteminde erimiş metal, bir eksen etrafında döndürülen kalıplar içine dökülerek biçimlendirilir.")
16 Oluşan yüksek merkezkaç kuvveti sayesinde dökülen sıvı metal içinde bulunan, düşük yoğunluklu kum ve cüruf tanecikleri, metal olmayan kalıntılar ve gazlar dönme eksenine doğru sürüklenir. Dolayısıyla bu yöntemle parça yüzeyinin gözeneksiz, temiz ve ince taneli olarak elde edilmesi mümkün olur. Şekil 24

17 Şekil 25 Şekil 26 Kalıp ekseni düşey ya da yatay olabilir. Malzemenin et kalınlığı dökülen sıvı metal miktarına bağımlıdır ve istenilen şekilde ayarlanır. Santrifüj döküm ile boru, halka gibi dönel şekilli parçalar maçasız üretebilmektedir.

18 Şekil 27 Sıcak haddelemede; alaşımlı dökme demir merdanelerin dökümü yapılmaktadır. Bu merdaneler Cr, Ni, Mo alaşımlı çelik malzemeden, iki kademeli savurma (Santrifüj) döküm teknolojisi ile üretilmektedir. Genel olarak çelik, bronz, bakır vb. malzemelerin haddelenmesinde kullanılmaktadır. Tahribatsız muayene yöntemleri ile her merdanenin çatlak kontrolü, kimyasal değerlerinin tespiti, sertlik derinliği ölçümü büyük bir titizlilik ile yapılmaktadır. Şekil 28 Şekil 29

19 Savurma döküm makineleri, oluşan kuvvetlere karşı dayanıklı ve rijit olarak dizayn edilmelidir. Gerçek savurma döküm yönteminde dönme ekseni yatay, düşey veya açılı olabilir. Dönme hızları yer çekimi kuvvetinden çok daha yüksek merkezkaç kuvvetler oluşacak şekilde seçilir. Dönme hızı uygun seçilerek yüksek hızlarda türbülans oluşumu, metalin saçılması ve sıcak yırtılma önlenmelidir. Yatay dönmede; radyal doğrultudaki ivme 75 g (g: yerçekimi ivmesi), düşey dönmede ise 100 g değerine ulaşır. Savurmalı dökümün özelliği ise, parçalara ait kalıp boşluklarının kalıp dönme ekseninin dışına yerleştirilmeleridir. Metal, aynı zamanda dönme ekseni olan bir düşey yolluktan beslenir ve yatay yolluklardan geçerek kalıp boşluklarına ulaşır. Bir kalıpta genellikle çok sayıda küçük kalıp boşluğu bulunur. Şekil 30 Savurma döküm yöntemi üçe ayrılır: Gerçek Savurma Döküm Yarı Savurma Döküm Savurmalı Döküm Gerçek savurma dökümde İç boşlukların maça kullanmadan elde edilmesi amaçlanır. Parçanın iç kısmında dönme ekseni etrafındaki silindirik bir boşluk oluşur. Yöntemin en yaygın olarak kullanıldığı alan boru üretimidir. Parçanın cidar kalınlığı, kalıp içine dökülen eriyiğin miktarı ile ayarlanabilir. Dökülecek parça sayısı az ise kalıplar kum esaslı malzemeden yapılır. Seri üretimde ise su ile soğutulan metal kalıplar kullanılır.
, düşey dönmede ise 100 g değerine ulaşır.")
20 Boru üretiminde kullanılan yatay eksenli bir savurma döküm makinesi Şekil 31 Yarı savurma döküm, dönel simetriye sahip, ancak iç boşluk içermeyen, tekerlek ve dişli taslakları gibi parçaların daha kaliteli dökümü için kullanılır.

21 şekil 32 Şekil 33 Şekil 34 Savurmalı Döküm Avantajları 1. Boru ve benzeri parçalar maçasız dökülebilir. 2. Sıvı metal içerisindeki gazlar ve düşük yoğunluklu metal olmayan kalıntılar merkezkaç kuvvetinin etkisiyle uzaklaştırılır. 3. Yüzey ve boyut hassasiyeti iyidir.
22 4. Yöntemde hurdaya atılan kısım çok azdır. 5. Kalıbın ince cidarlı bölümleri kolaylıkla dolar. 6. Erimiş metali besleme hızı yüksek olduğundan, döküm sıcaklığı düşük seçilebilir. Sınırları 1. Dökülebilen parça biçimleri sınırlıdır. 2. Döküm makinesi yüksek bir yatırım gerektirir. 3. Yoğunlukları farklı bileşenler içeren alaşımlarda segregasyon görülür. Şekil 35 şekil 36 şekil 37 şekil 38 Şekil 39
23 Şekil SÜREKLİ (CONTİNOUS) DÖKÜM Sürekli döküm usulü, ergimiş metalin su ile soğutulan, iki ucu açık bir kalıptan geçirilerek katı hale dönüştürülmesi metodudur. Kalıbın içinden geçerken soğutma sıvısı püskürtülür. Böylece gittikçe sıcaklık düşer. Metal katılaşır. Kalıbın diğer tarafından istenen şekle uygun ürün çıkar. Bu yöntemle karışık parçalar dökülemez. Daha çok sac, şerit, levha tipi veya içi dolu silindirik ürünler dökülür. Genellikle, şekilsiz veya az şekilli uzun parçaların dökümü yapılmaktadır. Daha çok düşük ergime sıcaklığına sahip malzemeler ve bakır alaşımlarına uygulanır. Kalıbın üst ucundan ergimiş metal dökülür, alt ucundan çeşitli çap ve profillerde çubuk elde edilir. Sürekli döküm üstünlükleri a) Düzgün olmayan teşekküller ve bozulmalar önlenmektedir. b) Randıman %100'dür. c) İngotlara göre daha düzgün bir yüzey elde edilmektedir. d) Segregasyonların azalması sebebiyle, yüksek kalitede malzeme elde edilmektedir. e) Soğutma hızı kontrol edilerek, tane büyüklüğü ve yapının ayarlanma imkanı vardır. f) İşlem ekonomiktir.
24 Şekil 41
25 Şekil 42 Şekil 43
26 Şekil 44 Şekil 45 şekil 46
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ DÖKÜM YÖNTEMLERİ. Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.
 w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Basınçlı Metal Döküm Makina ve Kalıpları
 Basınçlı Metal Döküm Makina ve Kalıpları ÖZET Alüminyum, kalay, kurşun, bakır, inko gibi hafif alaşımların kaliteli, hassas aynı zamanda seri bir şekilde üretebilmek için basınçlı döküm yöntemi tercih
Basınçlı Metal Döküm Makina ve Kalıpları ÖZET Alüminyum, kalay, kurşun, bakır, inko gibi hafif alaşımların kaliteli, hassas aynı zamanda seri bir şekilde üretebilmek için basınçlı döküm yöntemi tercih
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
DÖKÜM TEKNİKLERİ. A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri. B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri
 DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Tasarım Metodolojisi -7-
 11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
11.01.2016 Tasarım Metodolojisi -7- DÖKÜM, DÖVME VE TOZ METALURJİSİ İLE ŞEKİLLENDİRME Doç.Dr. Ahmet DEMIRER Kaynak: 1)Cürgül İ.,Sınmazçelik T., Makine Tas. Ve Şekillendirme Tek.,Birsen 1 yayınevi, İst.
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
BASINÇLI DÖKÜM YÖNTEMİ
 BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kum Döküme Genel Bakış. Döküm Yöntemlerinin İki Kategorisi
 METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
etkilemezler. Karbon miktarının çeliğin özelliklerine etkisi
 Çeliklerin karbon oranlarına göre genel olarak sınıflandırılması: Düşük Karbonlu Çelikler: Düşük karbonlu çelikler en fazla % 0.25 mertebelerinde karbon içerirler. Bunlar diğer türlere kıyasla en fazla
Çeliklerin karbon oranlarına göre genel olarak sınıflandırılması: Düşük Karbonlu Çelikler: Düşük karbonlu çelikler en fazla % 0.25 mertebelerinde karbon içerirler. Bunlar diğer türlere kıyasla en fazla
Gelenekler Geçmişimiz Geleceğin Teminatıdır,
 1825 Gelenekler Geçmişimiz Geleceğin Teminatıdır, İnsan etkileşimi her zaman tüm oluşumların merkezinde olmuştur. Aile şirketi Gontermann-Peipers ın uzun geçmişi de şirket başarısının devamlılığının yalnızca
1825 Gelenekler Geçmişimiz Geleceğin Teminatıdır, İnsan etkileşimi her zaman tüm oluşumların merkezinde olmuştur. Aile şirketi Gontermann-Peipers ın uzun geçmişi de şirket başarısının devamlılığının yalnızca
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
MAK 353 İMAL USULLERİ. B - Döküm Yöntemleri İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
MAK 353 İMAL USULLERİ. İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir.
 SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
SIVAMA Sıvama, dairesel simetriye sahip derin parçalarınüretilmesinde kullanılan bir yöntemdir. Metalik düz bir sacın, üretilecek parçanın şekline uygun olarak hazırlanmış dönen bir kalıp üzerine bastırılması
05.11.2014 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ. Katılaştırma Yöntemleri
 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
Hakkımızda VIG Metal VIG Metal Magnezyum bölümü, VIG Metal Alüminyum bölümü,
 Hakkımızda VIG Metal, alüminyum ve magnezyum gibi hafif metallerden levha ve rulo üretmek amacıyla 2006 yılında Kütahya Organize Sanayi Bölgesi nde kurulmuştur. VIG Metal faaliyetlerine dünya da ilk kez
Hakkımızda VIG Metal, alüminyum ve magnezyum gibi hafif metallerden levha ve rulo üretmek amacıyla 2006 yılında Kütahya Organize Sanayi Bölgesi nde kurulmuştur. VIG Metal faaliyetlerine dünya da ilk kez
DÖKÜM TEKNOLOJİSİ. Dökümün tanımı, Üstünlükleri ve Dezavantajları
 DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
METAL DÖKÜM YÖNTEMLERİ
 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi 6. Dökülebilen Metaller 7. Döküm Parça Tasarım
METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi 6. Dökülebilen Metaller 7. Döküm Parça Tasarım
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Alüminyum San. İnş. İth. İhr. ve Tic. Ltd. Şti. ALUMINIUM CATALOGUE.
 Alüminyum San. İnş. İth. İhr. ve Tic. Ltd. Şti. ALUMINIUM CATALOGUE www.alprofaluminyum.com.tr Alüminyum Profil Hakkımızda Firmamız, bünyesinde bulundurduğu aylık 2000 ust Extrizyon Pres ve 8 mt uzunluğa
Alüminyum San. İnş. İth. İhr. ve Tic. Ltd. Şti. ALUMINIUM CATALOGUE www.alprofaluminyum.com.tr Alüminyum Profil Hakkımızda Firmamız, bünyesinde bulundurduğu aylık 2000 ust Extrizyon Pres ve 8 mt uzunluğa
DÖKÜM YÖNTEMLERİ. Sıvı metalin soğuyarak katılaşması. Kalıbın dağıtılarak parçanın çıkarılması
 DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,