Endüstriyel Ölçme ve Kontrol
|
|
|
- Fidan Karabulut
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 7. YÜZEY PÜRÜZLÜLÜĞÜ (HASSASİYETİ) Page 1

2 Yüzey Pürüzlülüğünün Tanımı Bir parçanın yüzey özellikleri, parçanın ilgili bir yüzeyinin dik kesitinin büyültülerek çizilmiş resmi üzerinde incelenir. Yüzey pürüzlülüğü, şekil ve dalgalanma hataları dikkate alınmadan sınırlanmış bir alandaki yüzeyin belirli şekilde tanımlanan bütün bozukluklarının (girinti ve çıkıntılarının) tamamıdır Page 2

3 Makine imalâtında çeşitli şekillendirme sistemleri (dövme, dökme, talaş kaldırılarak şekillendirme vb.) kullanılır. Bu suretle makine ve bu makineleri oluşturan parçalar ortaya çıkar. Şekillendirme sistemi ne olursa olsun makine parçaları, birçok değişik elemandan meydana gelir. Biz, Özellikle parçaların ancak görünen yüzeylerini görebiliriz. Parçaları meydana getiren bu yüzeyler "eşli yüzeyler" ve "eşsiz yüzeyler" şeklinde ele alınabilir. Eşli yüzeylerin (birlikte çalışan yüzeyler) kalitesi, parçanın ve parçaların meydana getirdiği makinelerin kalitesiyle yakından ilgilidir. Page 3

4 İmalât sistemlerinden biri kullanılarak bu çizelgede görülen herhangi bir profil elde edilebilir. Bu yüzey profillerinden hangisinin seçileceği çok önemlidir. Genellikle kullanma amacına göre bu yüzey profillerden bir veya birkaçı seçilmelidir. Özellikte makine imalâtında eşli yüzeyler için düz pürüzlü ve düz-pürüzsüz yüzeylerden biri veya her ikisi birden tercih edilebilir. Eşsiz yüzeylerse (birlikle çalışmayan - ayrı yüzeyler), dalgalı - pürüzlü veya dalgalı pürüzsüz yüzeylerden meydana gelmelidir. Page 4

5 Page 5

6 Yüzey Kaliteleri Ra aritmetik ortalama pürüzlülük değerlerine karşı gelen pürüzlülük sınıf numaraları: Page 6

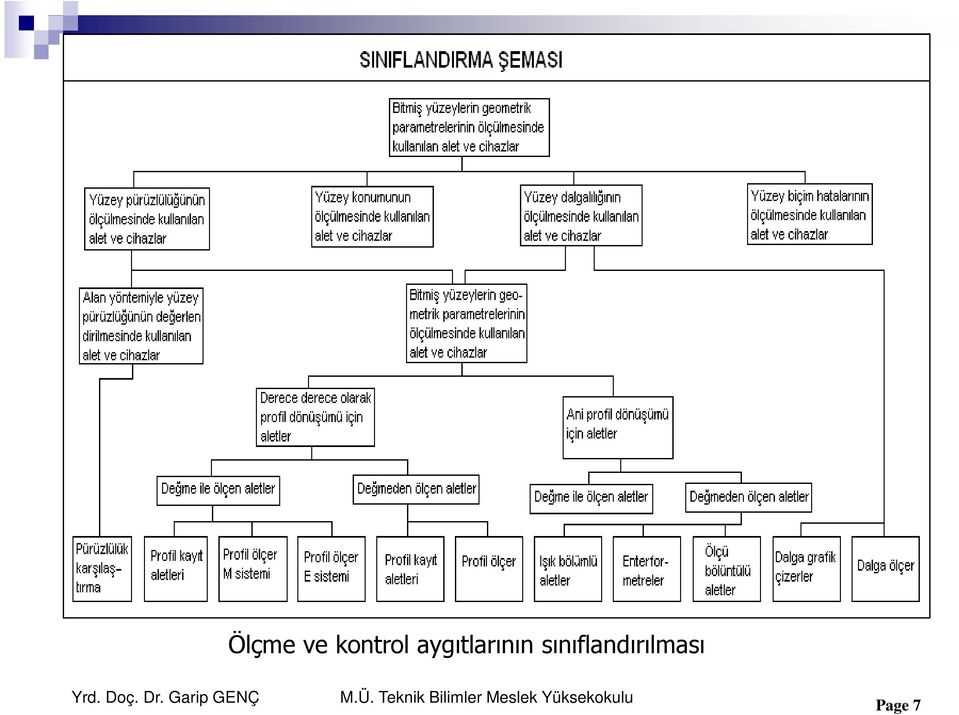
7 Ölçme ve kontrol aygıtlarının sınıflandırılması Page 7
8 Yüzey çizgisi özellikleri Page 8

9 Bir yüzeyin Ra değeri grafik olarak okunabilir. Bir yüzeyin Ra değeri grafik olarak şu yollar takip edilerek belirtile bilinir. 1. Önce yüzeyin en alt (dip) tarafına değecekşekilde düz bir (x-x) ekseni çekilir. 2. Tam sayıda dalga boyu uzunluğuna sahip olacakşekilde bir (L) uzunluğu seçilir. 3. Planimetri kullanılarak eğri altındaki çizili (A) alanı bulunur. Daha sonra Hm=A/L hesaplanır. Ve (C-C) ekseni çizilir. Page 9
 uzunluğu seçilir. 3.")
10 4. (Hm) yüksekliğindeki eksen çizildikten sonra eksen üzerinde (P1+ P2+P3+...vs) ve eksen altında (Q1+ Q2+ Q3+...vs) ki alanların toplamı (L) uzunluğuna bölünüp (1000/Vq) ile çarpılırsa Burada; P ve Q alanları (mm 2 ), L uzunluğu (mm) olarak alınır. Vq: Düşey büyültme değeridir. Not: Yatay büyültme: P, Q alanlarında ve (L) uzunluklarında gözlenir. Fakat yatay büyültme açık olarak denklem içinde görülmez. (Ra) değeri hala en çok kullanılan bir parametredir. Page 10
 uzunluklarında gözlenir.")
11 Ortalama pürüz yüksekliği Rz (JIS e göre): Page 11

12 Yüzey Pürüzlülüğü Ölçen Cihazlar ve Teknikleri Yüzey pürüzlülüğünü değerlendirmek amacıyla pek çok cihaz ve teknik kullanılır. Mühendislik açısından en önemlileri: 1. Elektiriksel çalışan sivri uçlu cihazlar 2. Dokunarak yüzeyin değerlendirildiği ve bu durumun mekanik çalışan cihazlarla ölçülmesi 3. Değişik tipli ışık interferans mikroskopları 4. Yüzey kopyaları elde etme Bu metotlardan 1 ve 2 no lu metodlar yüzey üzerinde bir dizi profil gösteren metotlardır. Page 12

13 Elektriksel Sivri Uçlu Cihazlar Yapısı: Bu cihazlar bir kola sahiptirler. Kolun üzerine elmas bir uç yerleştirilmiştir. Bu uç, numune yüzeyini baştan başa çizer. Ucun düşey hareketi elektriksel sinyallerle gösterge veya yazıcıya iletilir. E-Göbekli Cihaz Şekilde mıknatısın iki kutbu arasına yerleştirilen bir (Fe) göbeğin ucundaki kolun düşey hareketi ile (E) göbeğinin uçlarındaki aralık değişir. Bu değişme elektrik sinyallerinin amplitüd (şiddetini) azaltır veya çoğaltır. Bu sinyaller bir ara durum elemanı ile gerekirse büyültülür. Bir filtrasyon sistemi geliştirilerek lineer düzgün bir yazdırma (record etme ) işlemi sağlanmış olur. Page 13
 azaltır veya çoğaltır. Bu sinyaller bir ara durum elemanı ile gerekirse büyültülür.")
14 Bobin Tipli Cihaz Şekilde bobin tipli bir cihaz görülmektedir. Bobin elmas uç üzerine yerleştirilir. Bobin arasına konan mıknatısla düşey yönde magnetik alan sağlanmış olunur. Bobin uçla beraber aşağı yukarı iner. Elmas ucun düşey hareketiyle manyetik alan değişir. Bu manyetik alan yüzeyin amplitüd ve dalga boyu ile orantılıdır. Veya elmas ucun hareketinin frekansı ile orantılıdır. Cihazın çalışma alanı içinde frekans hassas olmayabilir. Bir (Rc) düzeltme devresi konarak istenmeyen frekanslar ayrılır. Not: Bobin içindeki mıknatıslı parça, bobinin manyetik akısını kuvvetlendirir.) Page 14

15 Piezoelekrik Kristalli Cihaz Şekilde, bir piezo elektrikli cihaz gösterilmiştir. Piezoelektrik elemanı; üzerine bir kuvvet uygulandığında, gerilim doğurur. Elmas uç kolu kristale pimlenir. Elmas uç, yüzeye üzerinde kayan bir altlıkla değer. Ucun düşey hareketiyle doğan gerilim sinyal olarak alınır gösterge veya recorder a verilir. Gerilim değişimi bu değişim kalibrelenerek yüzey pürüzlülüğü ölçülür. Çukur bölgelere az kuvvet uygulanır. Tepe bölgelere ise max. kuvvet uygulanır. Page 15

16 Dokunarak Yüzey Değerlendirme Bu yöntemin esası kıyaslamaya dayanır. Yüzey boyunca tırnakla kontrol yapılabilir. Kıyaslama için (N) serilerinde pürüzlülük değerleri belirtilmiş test blokları kullanılır. Dokunarak yüzeyin değerlendirilmesinde yüzeyin sürtünme özellikleri esas alınır. Dönel yüzeylerin dokunarak değerlendirilmesinde farklılıklar artacağından kontrol için elektriksel sivri elmas uçlu cihazlarda (Ra) kontrolü yapılmalıdır. Page 16

17 Mekanik Çalışan Cihazlar (Mecrin) Dokunma yöntemini mekanik olarak ölçülebilecek cihazlar geliştirilmiştir. Bu cihazlarla taşlanmış, honlanmış, leplenmiş, eğelenmiş, zımparalanmış yüzeylere uygulanırlar. (Ra) değerler N serileri karşılığı olarak okunur. Cihazların Çalışma Prensibi: İnce metalik kanatçık yüzeyi değerlendirilecek yere sürüldüğü zaman hem kayacak hem de iki faktöre bağlı olarak eğilip bükülecektir. 1. Yüzey pürüzlülüğüne 2. İtme açısı (α) Page 17

18 Kritik açılar altındaki açılarda kanatçık yüzey boyunca hafifçe kayar. Açı arttıkça şekildeki gibi kanatçık eğilmeye başlayacaktır. Çok düzgün yüzeylerde kritik (α) açısı büyüktür. Bu açı pürüzlülük değerinin bir fonksiyonudur.şekilde cihazın asılşekli Görülmektedir. Yüzeye sürülen kanatçık, şeffaf örtü içinden gözlenir. Kritik açıya erişildiğinde göstergedeki ibre ile yüzey pürüzlülüğü değerleri (Ra) N serileri ile belirtilir. Cihazın kalibresi (Ra) değerleri 0,1 ve 0,4 m luk sertleştirilmiş test blokları üzerinde yapılır. Page 18
 N serileri ile belirtilir.")
19 Kadranlı Derinlik Cihazı Cihaz içinde çubuk (mil) bulunan, bir gösterge kadranından ibarettir. Elmas uç, yüzeyin silindirik veya düz olmasına bağlı olarak 2 veya üç noktadan sabitlenebilir. Cihaz önce standart bir blok üzerinde sıfırlanır. Sonra ölçülecek yüzeye bastırılarak yüzeyin çukur-tepelerine girmesi sağlanır. Daha sonra uç iyice sıkıştırılarak okuma yapılır. Bu işlem en az 4 noktada tekrarlanır. Ortalaması hemen ( Rz) değerine eşittir. Şayet (Ra) istenirse, bulunan (Rz) değeri (4) e bölünür. Kaba pürüzlülük değeri Rz = 4Ra dır. Tolerans % 15 civarındadır. Bu tip ampirik değerlere aşırı güven beslememe gerektiğini unutmamalıyız. Rz, (Ra) nın 7 katı da olabilir. Page 19
 değerine eşittir. Şayet (Ra) istenirse, bulunan (Rz) değeri (4) e bölünür. Kaba pürüzlülük değeri Rz = 4Ra dır. Tolerans % 15 civarındadır.")
20 Işık İnterferans Mikroskopları ile Yüzey Pürüzlülüğü Ölçümü Düz ve eğimli yüzeyler üzerinde gölge hasıl etme tekniğinin optik sisteminde uygun bir düzeltme yapılarak yüzey pürüzlülüğü ölçümünde de kullanmak mümkündür. İnterferans gölge bantları sadece incelenen yüzey alanında görülür. Gölgenin sürekli her bakılan yüzeyde görülebilmesi için kamera, büyütmeyi sağlayan dönüştürücülere ihtiyaç vardır. Bu cihazlar yüksek kararlılığa sahip cihazlardır. Bu cihazlarla genişliği 0,5 µm olan çizik aralıkları kolaylıkla görülür. Elektriksel sivri uçlu cihazlarda kararlılık (2,5) µm nun altına düşer. Işık interferans gölgeleri önce mastar üzerinde görülür. Daha sonra ölçülen yüzeyin gölgeleri kıyaslanır. Küresel rulmanlı yatakların yüzey pürüzlülüğü bu metotla kontrol edilir. Bu yöntemin avantajları; a.incelenen kısımda yüzey karışık bile olsa detaylı görüntü elde edilir. b. Metot tahribatsızdır, yüzeyle direkt teması yoktur. c. Cihaz tekrar tekrar kalibreleme istemez. Page 20
 µm nun altına düşer.")
21 Yüzey Kopyalama ile Yüzey Değerlendirme Bu yüzey pürüzlülüğü ölçüm metodu, parça çok büyük, yüzey cihaza sığmıyorsa düşünülür. Bu yöntemin esası, yüzey üzerine yumuşatılmış plastik parça basmak, numune çevresine duvar örerek veya bir halka geçirilerek sıvı plastiği dökmektir. Daha sonra uygun bir zaman sonra dökülen plastik kaldırılır. Yumuşatılmış plastikle %80, sıvı plastik dökme ile %100 doğruluk elde edilir. Page 21
22 Hatırlatma : Bir sonraki dersimizde Yüzey Pürüzlülüğü Ölçümü ile ilgili deneysel çalışmalar yapılacaktır. Page 22
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Yüzey Pürüzlülüğünün Tanımı Bir parçanın yüzey özellikleri, parçanın ilgili bir yüzeyinin dik kesitinin büyültülerek çizilmiş resmi üzerinde incelenir. Endüstriyel Ölçme
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Yüzey Pürüzlülüğünün Tanımı Bir parçanın yüzey özellikleri, parçanın ilgili bir yüzeyinin dik kesitinin büyültülerek çizilmiş resmi üzerinde incelenir. Endüstriyel Ölçme
YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ
 YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ Yüzey Pürüzlülüğünün Tanımı : 1930 yıllarında metal yüzeylerinin pürüzlülük değerlendirilmesi, o yüzeye bakarak veya dokunarak yapılırdı. Yüzeyde yüksek yansıma varsa yüzey pürüzsüz
YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ Yüzey Pürüzlülüğünün Tanımı : 1930 yıllarında metal yüzeylerinin pürüzlülük değerlendirilmesi, o yüzeye bakarak veya dokunarak yapılırdı. Yüzeyde yüksek yansıma varsa yüzey pürüzsüz
YÜZEYLERİN BİRBİRİNE GÖRE DURUMU
 YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü. İmalat Müh. Deneysel Metotlar Dersi MAK 320. Çalışma 3: SERTLİK ÖLÇÜMÜ
 Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü İmalat Müh. Deneysel Metotlar Dersi MAK 320 Çalışma 3: SERTLİK ÖLÇÜMÜ Konuyla ilgili aşağıdaki soruları cevaplandırarak rapor halinde
Sakarya Üniversitesi Teknoloji Fakültesi Makine Mühendisliği Bölümü İmalat Müh. Deneysel Metotlar Dersi MAK 320 Çalışma 3: SERTLİK ÖLÇÜMÜ Konuyla ilgili aşağıdaki soruları cevaplandırarak rapor halinde
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
A.I.3 TÜRK STANDARDLARI
 A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ 3 NOKTA EĞME DENEYİ FÖYÜ BURSA - 2016 1. GİRİŞ Eğilme deneyi malzemenin mukavemeti hakkında tasarım
İNTERFEROMETRİ Yüksek Hassaslıkta Düzlemlik Ölçümü
 İNTERFEROMETRİ Yüksek Hassaslıkta Düzlemlik Ölçümü TANIM: Uzunluğu ve yüzey düzlemliğini mümkün olabilecek en yüksek hassasiyette, optik yöntem kullanarak ölçme interferometri ile sağlanır. Kesin olarak
İNTERFEROMETRİ Yüksek Hassaslıkta Düzlemlik Ölçümü TANIM: Uzunluğu ve yüzey düzlemliğini mümkün olabilecek en yüksek hassasiyette, optik yöntem kullanarak ölçme interferometri ile sağlanır. Kesin olarak
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI
 EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
EGE ÜNİVERSİTESİ EGE MYO MEKATRONİK PROGRAMI SENSÖRLER VE DÖNÜŞTÜRÜCÜLER SEVİYENİN ÖLÇÜLMESİ Seviye Algılayıcılar Şamandıra Seviye Anahtarları Şamandıralar sıvı seviyesi ile yukarı ve aşağı doğru hareket
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ 3 NOKTA EĞME DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.ÖMER KADİR
İmalat Mühendisliğinde Deneysel Metotlar
 İmalat Mühendisliğinde Deneysel Metotlar 3. Hafta 1 YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ 1. DENEYİN AMACI Malzemelerin yüzey pürüzlülüğünün ölçümü, önemi ve nerelerde kullanıldığının belirlenmesi. 2 2.TEORİK BİLGİ
İmalat Mühendisliğinde Deneysel Metotlar 3. Hafta 1 YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ 1. DENEYİN AMACI Malzemelerin yüzey pürüzlülüğünün ölçümü, önemi ve nerelerde kullanıldığının belirlenmesi. 2 2.TEORİK BİLGİ
ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI
 DENEY-2 Kapaksız raporlar değerlendirilmeyecektir. ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI 1. Teorik Bilgi Asenkron Motorların Çalışma Prensibi Asenkron motorların çalışması şu üç prensibe dayanır:
DENEY-2 Kapaksız raporlar değerlendirilmeyecektir. ÜÇ FAZLI ASENKRON MOTORDA KAYMANIN BULUNMASI 1. Teorik Bilgi Asenkron Motorların Çalışma Prensibi Asenkron motorların çalışması şu üç prensibe dayanır:
SERTLİK DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Sertlik Deneylerinin Amacı
 1. Sertlik Deneylerinin Amacı Malzemeler üzerinde yapılan en genel deney, sertliğinin ölçülmesidir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer
1. Sertlik Deneylerinin Amacı Malzemeler üzerinde yapılan en genel deney, sertliğinin ölçülmesidir. Bunun başlıca sebebi, deneyin basit oluşu ve diğerlerine oranla numuneyi daha az tahrip etmesidir. Diğer
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
BÖLÜM 14. YÜZEY DURUMLARI
 BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI
 MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI ÖLÇME SİSTEMLERİNİN TEMEL ÖZELLİKLERİ ÖLÇME SİSTEMLERİ Bütün ölçme sistemleri üç temel elemanı içerir. Transducer :Ölçülecek fiziksel değişkeni ortaya çıkaran hassas
MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI ÖLÇME SİSTEMLERİNİN TEMEL ÖZELLİKLERİ ÖLÇME SİSTEMLERİ Bütün ölçme sistemleri üç temel elemanı içerir. Transducer :Ölçülecek fiziksel değişkeni ortaya çıkaran hassas
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
T.C. GÜMÜŞHANE ÜNİVERSİTESİ. MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I
 T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I SERTLİK DENEYİ FÖYÜ Deney Sorumlusu: Yrd. Doç. Dr. İlhan ÇELİK Arş.
T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 401 MAKİNE MÜHENDİSLİĞİ DENEYLER I SERTLİK DENEYİ FÖYÜ Deney Sorumlusu: Yrd. Doç. Dr. İlhan ÇELİK Arş.
DENEY 1- LABORATUAR ELEMANLARININ TANITIMI VE DC AKIM, DC GERİLİM, DİRENÇ ÖLÇÜMLERİ VE OHM KANUNU
 DENEY 1- LABORATUAR ELEMANLARININ TANITIMI VE DC AKIM, DC GERİLİM, DİRENÇ ÖLÇÜMLERİ VE OHM KANUNU 1.1. DENEYİN AMAÇLARI Ölçü aletleri, Breadboardlar ve DC akım gerilim kaynaklarını kullanmak Sayısal multimetre
DENEY 1- LABORATUAR ELEMANLARININ TANITIMI VE DC AKIM, DC GERİLİM, DİRENÇ ÖLÇÜMLERİ VE OHM KANUNU 1.1. DENEYİN AMAÇLARI Ölçü aletleri, Breadboardlar ve DC akım gerilim kaynaklarını kullanmak Sayısal multimetre
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
DENEY 0. Bölüm 1 - Ölçme ve Hata Hesabı
 DENEY 0 Bölüm 1 - Ölçme ve Hata Hesabı Amaç: Ölçüm metodu ve cihazına bağlı hata ve belirsizlikleri anlamak, fiziksel bir niceliği ölçüp hata ve belirsizlikleri tespit etmek, nedenlerini açıklamak. Genel
DENEY 0 Bölüm 1 - Ölçme ve Hata Hesabı Amaç: Ölçüm metodu ve cihazına bağlı hata ve belirsizlikleri anlamak, fiziksel bir niceliği ölçüp hata ve belirsizlikleri tespit etmek, nedenlerini açıklamak. Genel
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 9B - BURULMA DENEYİ GİRİŞ Mekanik tasarım yaparken öncelikli olarak tasarımda kullanılması düşünülen malzemelerin
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
İMÜ1109 TEKNİK RESİM. Bingöl Üniversitesi İnşaat Mühendisliği Bölümü 2018
 İMÜ1109 TEKNİK RESİM Bingöl Üniversitesi İnşaat Mühendisliği Bölümü 2018 ANTET Bütün teknik resim yapraklarında mutlaka uygun ölçülerde bir çerçeve ve antet (baslık) bulunmalıdır. Antet, çizim kâğıdının
İMÜ1109 TEKNİK RESİM Bingöl Üniversitesi İnşaat Mühendisliği Bölümü 2018 ANTET Bütün teknik resim yapraklarında mutlaka uygun ölçülerde bir çerçeve ve antet (baslık) bulunmalıdır. Antet, çizim kâğıdının
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 7 İç Kuvvetler Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 7. İç Kuvvetler Bu bölümde, bir
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 7 İç Kuvvetler Kaynak: Mühendislik Mekaniği: Statik, R. C. Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 7. İç Kuvvetler Bu bölümde, bir
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 402 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI
 BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 40 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI TEORİ Bir noktada oluşan gerinim ve gerilme değerlerini
BAŞKENT ÜNİVERSİTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ MAK 40 MAKİNA MÜHENDİSLİĞİ LABORATUVARI DENEY 9A GERİNİM ÖLÇER KULLANARAK GERİLİM ANALİZİ YAPILMASI TEORİ Bir noktada oluşan gerinim ve gerilme değerlerini
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
ASİSTAN ARŞ. GÖR. GÜL DAYAN
 ASİSTAN ARŞ. GÖR. GÜL DAYAN STRAIN GAGE LERLE POISSON ORANI VE ELASTİSİTE MODÜLÜ ÖLÇÜMÜ Strain-gage mekanik şekil değiştirmenin fonksiyonu olarak değişen bir dirence sahiptir. Poisson Oranı (υ): 2 1 Malzemedeki
ASİSTAN ARŞ. GÖR. GÜL DAYAN STRAIN GAGE LERLE POISSON ORANI VE ELASTİSİTE MODÜLÜ ÖLÇÜMÜ Strain-gage mekanik şekil değiştirmenin fonksiyonu olarak değişen bir dirence sahiptir. Poisson Oranı (υ): 2 1 Malzemedeki
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
KALINLIK VE DERİNLİK HESAPLAMALARI
 KALINLIK VE DERİNLİK HESAPLAMALARI Herhangi bir düzlem üzerinde doğrultuya dik olmayan düşey bir düzlem üzerinde ölçülen açıdır Görünür eğim açısı her zaman gerçek eğim açısından küçüktür Görünür eğim
KALINLIK VE DERİNLİK HESAPLAMALARI Herhangi bir düzlem üzerinde doğrultuya dik olmayan düşey bir düzlem üzerinde ölçülen açıdır Görünür eğim açısı her zaman gerçek eğim açısından küçüktür Görünür eğim
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
YUVARLANMALI YATAKLAR I: RULMANLAR
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
Rulmanlı Yataklar YUVARLANMALI YATAKLAR I: RULMANLAR Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz konular: Yuvarlanmalı
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
METALİK MALZEMELERİN ÇEKME DENEYİ
 METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
METALİK MALZEMELERİN ÇEKME DENEYİ Çekme deneyi, malzemelerin statik yük altında elastik ve plastik davranışını belirlemek amacıyla uygulanır. Çekme deneyi, asıl malzemeyi temsil etmesi için hazırlanan
Doğru Akım (DC) Makinaları
 Makinaları") Doğru Akım (DC) Makinaları Doğru akım makinaları motor veya jeneratör olarak kullanılabilir. Genellikle DC makinalar motor olarak kullanılır. En büyük avantajları hız ve tork ayarının kolay yapılabilmesidir.
Doğru Akım (DC) Makinaları Doğru akım makinaları motor veya jeneratör olarak kullanılabilir. Genellikle DC makinalar motor olarak kullanılır. En büyük avantajları hız ve tork ayarının kolay yapılabilmesidir.
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
DENEY 2. Statik Sürtünme Katsayısının Belirlenmesi. Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi
 DENEY 2 Statik Sürtünme Katsayısının Belirlenmesi Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi Fizik Bölümü Isparta-2018 Amaç 1. Kuru yüzeler arasındaki sürtünme kuvveti ve sürtünme katsayısı kavramlarının
DENEY 2 Statik Sürtünme Katsayısının Belirlenmesi Süleyman Demirel Üniversitesi Fen Edebiyat Fakültesi Fizik Bölümü Isparta-2018 Amaç 1. Kuru yüzeler arasındaki sürtünme kuvveti ve sürtünme katsayısı kavramlarının
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
7. Hareketli (Analog) Ölçü Aletleri
 Ölçü Aletleri") 7. Hareketli (Analog) Ölçü Aletleri Hareketli ölçü aletleri genellikle; 1. Sabit bir bobin 2. Dönebilen çok küçük bir parçadan oluşur. Dönebilen parçanın etkisi statik sürtünme (M ss ) şeklindedir. Bunun
7. Hareketli (Analog) Ölçü Aletleri Hareketli ölçü aletleri genellikle; 1. Sabit bir bobin 2. Dönebilen çok küçük bir parçadan oluşur. Dönebilen parçanın etkisi statik sürtünme (M ss ) şeklindedir. Bunun
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri
 TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
TOPOĞRAFYA Yüksekliklerin Ölçülmesi Nivelman Yöntemleri Yrd. Doç. Dr. Aycan M. MARANGOZ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ JDF 264/270 TOPOĞRAFYA DERSİ NOTLARI http://geomatik.beun.edu.tr/marangoz http://jeodezi.karaelmas.edu.tr/linkler/akademik/marangoz/marangoz.htm
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
DENEYİN ADI: MİHENGİR CİHAZI İLE YAPILAN ÖLÇME İŞLEMİ
 DENEYİN ADI: MİHENGİR CİHAZI İLE YAPILAN ÖLÇME İŞLEMİ DENEYİN AMACI: Bir ölçüm cihazı olan Mihengir ile ne tür ölçümlerin gerçekleştirilebildiği, ne tür ölçümlerin gerçekleştirilemediği hakkında teorik
DENEYİN ADI: MİHENGİR CİHAZI İLE YAPILAN ÖLÇME İŞLEMİ DENEYİN AMACI: Bir ölçüm cihazı olan Mihengir ile ne tür ölçümlerin gerçekleştirilebildiği, ne tür ölçümlerin gerçekleştirilemediği hakkında teorik
DC Motor ve Parçaları
 DC Motor ve Parçaları DC Motor ve Parçaları Doğru akım motorları, doğru akım elektrik enerjisini dairesel mekanik enerjiye dönüştüren elektrik makineleridir. Yapıları DC generatörlere çok benzer. 1.7.1.
DC Motor ve Parçaları DC Motor ve Parçaları Doğru akım motorları, doğru akım elektrik enerjisini dairesel mekanik enerjiye dönüştüren elektrik makineleridir. Yapıları DC generatörlere çok benzer. 1.7.1.
DÜZCE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ TEMEL HABERLEŞME SİSTEMLERİ TEORİK VE UYGULAMA LABORATUVARI 3.
 DÜZCE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ TEMEL HABERLEŞME SİSTEMLERİ TEORİK VE UYGULAMA LABORATUVARI 3. DENEY AÇI MODÜLASYONUNUN İNCELENMESİ-1 Arş. Gör. Osman DİKMEN
DÜZCE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ TEMEL HABERLEŞME SİSTEMLERİ TEORİK VE UYGULAMA LABORATUVARI 3. DENEY AÇI MODÜLASYONUNUN İNCELENMESİ-1 Arş. Gör. Osman DİKMEN
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
Tahribatsız Muayene Yöntemleri
 Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
Tahribatsız Muayene Yöntemleri Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Tahribatsız muayene
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ
 SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ ISPARTA, 2014 ÖĞÜTME ELEME DENEYİ DENEYİN AMACI: Kolemanit mineralinin
SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ KİMYA MÜHENDİSLİĞİ BÖLÜMÜ KMM 302 KİMYA MÜHENDİSLİĞİ LABORATUVARI-I ÖĞÜTME ELEME DENEYİ ISPARTA, 2014 ÖĞÜTME ELEME DENEYİ DENEYİN AMACI: Kolemanit mineralinin
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU
 EĞİTİMİ DERS NOTU") Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU İLERİ ÖLÇME TEKNİKLERİ Koordinat Ölçme Teknolojisi Koordinat ölçme teknolojisi,
Bu proje Avrupa Birliği ve Türkiye Cumhuriyeti tarafından finanse edilmektedir. İLERİ ÖLÇME TEKNİKLERİ (CMM) EĞİTİMİ DERS NOTU İLERİ ÖLÇME TEKNİKLERİ Koordinat Ölçme Teknolojisi Koordinat ölçme teknolojisi,
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur.
 3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur. Bunda temel amaç şasinin dayanımını artırmaktır. Bu değişimler;
3. ŞASİ HASARLARININ ONARIM METOTLARI 3.1. ŞASİ YAPISINDAKİ DEFORMASYONLAR 1 Şasi çerçevelerinde başlangıçtan bu güne çok değişimler olmuştur. Bunda temel amaç şasinin dayanımını artırmaktır. Bu değişimler;
Mühendislik Mekaniği Dinamik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Dinamik Yrd.Doç.Dr. Akın Ataş Bölüm 13 Parçacık Kinetiği: Kuvvet ve İvme Kaynak: Mühendislik Mekaniği: Dinamik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 13 Parçacık
Mühendislik Mekaniği Dinamik Yrd.Doç.Dr. Akın Ataş Bölüm 13 Parçacık Kinetiği: Kuvvet ve İvme Kaynak: Mühendislik Mekaniği: Dinamik, R.C.Hibbeler, S.C.Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 13 Parçacık
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN
 GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
DOKUZ EYLÜL ÜNİVERSİTESİ HAZIRLAYANLAR TEKSTİL FİZİĞİ DERSİ ÖDEVİ ATOMİK KUVVET MİKROSKOBU
 DOKUZ EYLÜL ÜNİVERSİTESİ TEKSTİL FİZİĞİ DERSİ ÖDEVİ ATOMİK KUVVET MİKROSKOBU HAZIRLAYANLAR 2012511053 -Vahide YALÇIN 2013511021 -Furkan ERCAN 2011511008 -Begüm BAYAT 2012511054 - Aybüke YILMAZ 2013511010-Aylin
DOKUZ EYLÜL ÜNİVERSİTESİ TEKSTİL FİZİĞİ DERSİ ÖDEVİ ATOMİK KUVVET MİKROSKOBU HAZIRLAYANLAR 2012511053 -Vahide YALÇIN 2013511021 -Furkan ERCAN 2011511008 -Begüm BAYAT 2012511054 - Aybüke YILMAZ 2013511010-Aylin
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ
 T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
T.C. ADIYAMAN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ DEVRE ANALİZİ LABORATUVARI I DENEY FÖYLERİ Hazırlayan Arş. Gör. Ahmet NUR DENEY-1 ÖLÇÜ ALETLERİNİN İNCELENMESİ Kapaksız
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ. 10. Hafta Şartlandırılmış Akustik Odalardaki Ölçümler
 MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 10. Hafta Şartlandırılmış Akustik Odalardaki Ölçümler Yankısız ve Yarı-Yankısız odalarda yapılabilecek ölçümler Yankısız ve yarı-yankısız odalarda, ses gücü düzeyi ve kaynağın
MAK 4026 SES ve GÜRÜLTÜ KONTROLÜ 10. Hafta Şartlandırılmış Akustik Odalardaki Ölçümler Yankısız ve Yarı-Yankısız odalarda yapılabilecek ölçümler Yankısız ve yarı-yankısız odalarda, ses gücü düzeyi ve kaynağın
14. SİNÜSOİDAL AKIMDA DİRENÇ, KAPASİTE, İNDÜKTANS VE ORTAK İNDÜKTANSIN ÖLÇÜLMESİ
 14. SİNÜSOİDAL AKIMDA DİRENÇ, KAPASİTE, İNDÜKTANS VE ORTAK İNDÜKTANSIN ÖLÇÜLMESİ Sinüsoidal Akımda Direncin Ölçülmesi Sinüsoidal akımda, direnç üzerindeki gerilim ve akım dalga şekilleri ve fazörleri aşağıdaki
14. SİNÜSOİDAL AKIMDA DİRENÇ, KAPASİTE, İNDÜKTANS VE ORTAK İNDÜKTANSIN ÖLÇÜLMESİ Sinüsoidal Akımda Direncin Ölçülmesi Sinüsoidal akımda, direnç üzerindeki gerilim ve akım dalga şekilleri ve fazörleri aşağıdaki
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
Sistem Dinamiği. Bölüm 9- Frekans Domeninde Sistem Analizi. Doç.Dr. Erhan AKDOĞAN
 Sistem Dinamiği Bölüm 9- Frekans Domeninde Sistem Analizi Sunumlarda kullanılan semboller: El notlarına bkz. Yorum Bolum No.Alt Başlık No.Denklem Sıra No Denklem numarası Şekil No Şekil numarası Dikkat
Sistem Dinamiği Bölüm 9- Frekans Domeninde Sistem Analizi Sunumlarda kullanılan semboller: El notlarına bkz. Yorum Bolum No.Alt Başlık No.Denklem Sıra No Denklem numarası Şekil No Şekil numarası Dikkat
ve ANTETLER Çizim kağıdı Çizim kağıdı Çizim kağıdının hazırlanması Antet Standard A0 kesilmiş kağıt boyutu 1 m 2 x/y: e2
 0.08 M A 0.06 A C M42 X 1.5-6g 9.6 8X 45 9.4 0.1 M B M 6.6 6.1 20.00-20.13 C A 0.14 BÇİZİM KAĞITLARI ve ANTETLER 9.6 31.8 9.4 31.6 25.5 B 0.1 25.4 44.60 44.45 8X 7.9-8.1 0.14 M A C M 86 Çizim kağıdı Standard
0.08 M A 0.06 A C M42 X 1.5-6g 9.6 8X 45 9.4 0.1 M B M 6.6 6.1 20.00-20.13 C A 0.14 BÇİZİM KAĞITLARI ve ANTETLER 9.6 31.8 9.4 31.6 25.5 B 0.1 25.4 44.60 44.45 8X 7.9-8.1 0.14 M A C M 86 Çizim kağıdı Standard
BÜTÜN ALANLAR(ELEKTRİK-ELEKTRONİK ALANI HARİÇ) TEKNİK RESİM VE TEMEL TEKNİK RESİM DERSLERİ DERSİ ÇALIŞMA SORULARIDIR.
 TEKNİK RESİM VE TEMEL TEKNİK RESİM DERSLERİ DERSİ ÇALIŞMA SORULARIDIR.") BÜTÜN ALANLAR(ELEKTRİK-ELEKTRONİK ALANI HARİÇ) TEKNİK RESİM VE TEMEL TEKNİK RESİM DERSLERİ DERSİ ÇALIŞMA SORULARIDIR. 1) Standart yazı ve rakamların basit ve sade olarak yazılması nedeni aşağıdakilerden
BÜTÜN ALANLAR(ELEKTRİK-ELEKTRONİK ALANI HARİÇ) TEKNİK RESİM VE TEMEL TEKNİK RESİM DERSLERİ DERSİ ÇALIŞMA SORULARIDIR. 1) Standart yazı ve rakamların basit ve sade olarak yazılması nedeni aşağıdakilerden
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK
 BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
BİYOLOLOJİK MALZEMENİN TEKNİK ÖZELLİKLERİ PROF. DR. AHMET ÇOLAK SÜRTÜNME Sürtünme katsayısının bilinmesi mühendislikte makina tasarımı ile ilgili çalışmalarda büyük önem taşımaktadır. Herhangi bir otun
BAĞLI POLİGON BAĞLI POLİGON
 BAĞLI POLİGON BAĞLI POLİGON 1 BAĞLI POLİGON BAĞLI POLİGON 2 BAĞLI POLİGON BAĞLI POLİGON 6 3 TRİGONOMETRİK NİVELMAN 7 H B - H A = Δh AB = S AB * cotz AB + a t H B = H A + S AB * cotz AB + a - t TRİGONOMETRİK
BAĞLI POLİGON BAĞLI POLİGON 1 BAĞLI POLİGON BAĞLI POLİGON 2 BAĞLI POLİGON BAĞLI POLİGON 6 3 TRİGONOMETRİK NİVELMAN 7 H B - H A = Δh AB = S AB * cotz AB + a t H B = H A + S AB * cotz AB + a - t TRİGONOMETRİK
MarTest. Hassas Yoklayıcılar
 GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ
 ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
ÖLÇME BİLGİSİ ALANLARIN ÖLÇÜLMESİ Doç. Dr. Alper Serdar ANLI 5.Hafta ALANLARIN ÖLÇÜLMESİ Genel bir deyişle herhangi bir arazi parçasının şeklini ve büyüklüğünü belirtecek planın çıkarılabilmesi için gereken
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1
 MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
21. ÜNİTE FREKANS-GÜÇ KATSAYISI VE DEVİR SAYISININ ÖLÇÜLMESİ
 21. ÜNİTE FREKANS-GÜÇ KATSAYISI VE DEVİR SAYISININ ÖLÇÜLMESİ KONULAR 1. Frekansın Ölçülmesi 2. Güç Katsayısının Ölçülmesi 3. Devir Sayının Ölçülmesi 21.1.Frekansın Ölçülmesi 21.1.1. Frekansın Tanımı Frekans,
21. ÜNİTE FREKANS-GÜÇ KATSAYISI VE DEVİR SAYISININ ÖLÇÜLMESİ KONULAR 1. Frekansın Ölçülmesi 2. Güç Katsayısının Ölçülmesi 3. Devir Sayının Ölçülmesi 21.1.Frekansın Ölçülmesi 21.1.1. Frekansın Tanımı Frekans,
ÇOCUKLARDA ANTROPOMETRİK UYGULAMAR ANTROPOMETRİK ÖLÇÜMLER YUNUS PEKŞEN
 ÇOCUKLARDA ANTROPOMETRİK UYGULAMAR ANTROPOMETRİK ÖLÇÜMLER YUNUS PEKŞEN ANTROPOMETRİK ÖLÇÜMLER Büyümenin değerlendirilmesinde kullanılır. Başlıcaları: * Boy uzunluğunun ölçümü * Vücut ağırlığının ölçümü
ÇOCUKLARDA ANTROPOMETRİK UYGULAMAR ANTROPOMETRİK ÖLÇÜMLER YUNUS PEKŞEN ANTROPOMETRİK ÖLÇÜMLER Büyümenin değerlendirilmesinde kullanılır. Başlıcaları: * Boy uzunluğunun ölçümü * Vücut ağırlığının ölçümü
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METOTLAR II DOĞRUSAL ISI İLETİMİ DENEYİ 1.Deneyin Adı: Doğrusal ısı iletimi deneyi..
MESAFE VE KONUM ALGILAYICILARI
 MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik