KULLANMA KILAVUZU USER MANUAL
|
|
|
- Irmak Aysun Gündüz
- 8 yıl önce
- İzleme sayısı:
Transkript
1 KULLANMA KILAVUZU USER MANUAL MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE

2 Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir.

3 İÇİNDEKİLER GÜVENLİK KURALLARI.... TEKNİK BİLGİLER...6. GENEL AÇIKLAMALAR...6. MAKİNE BİLEŞENLERİ...6. ÜRÜN ETİKETİ TEKNİK ÖZELLİKLER AKSESUARLAR...7. KURULUM BİLGİLERİ...8. TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR...8. KURULUM VE ÇALIŞMA TAVSİYELERİ...8. KAYNAK BAĞLANTILARI Toprak ensesini İş arçasına Bağlama Gaz Tüpünü Bağlama...9. KULLANIM BİLGİLERİ...0. KONTROL ANELİ...0. MIG EĞRİSİ.... MENÜ YAISI....4 ŞEBEKEYE BAĞLAMA....5 TEL SÜRME MAKARASININ SEÇİMİ VE DEĞİŞİMİ....6 TEL SEETİNİ YERLEŞTİRME VE TELİ SÜRME....7 GAZ DEBİSİNİ AYARLAMA....8 KAYNAĞA BAŞLAMA VE KAYNAĞI SONLANDIRMA KAYNAK ARAMETRELERİ BAKIM VE ARIZA BİLGİLERİ ERİYODİK BAKIM EDİYODİK OLMAYAN BAKIM BASİT ARIZA VE SORUNLARIN GİDERİLMESİ HATA KODLARI...6 EK : YEDEK ARÇA LİSTESİ...7 EK : DEVRE ŞEMASI...8 EK : TEL SÜRME ÜNİTESİ İÇİNDE YER ALAN İNCE AYARLAR...9

4 GÜVENLİK KURALLARI KILAVUZDA YER ALAN TÜM GÜVENLİK KURALLARINA UYUN! GÜVENLİK BİLGİLERİNİN TANIMLANMASI Ÿ Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında kullanılır. Ÿ Bu kılavuzda herhangi bir güvenlik sembolü görüldüğünde, bir yaralanma riski olduğu anlaşılmalı ve takip eden açıklamalar dikkatlice okunarak olası tehlikeler engellenmelidir. Ÿ Kaynak işlemi sırasında operatörler dışındakileri, özellikle de çocukları çalışma sahasından uzak tutun. GÜVENLİK UYARILARININ KAVRANMASI Ÿ Kullanım kılavuzunu, makine üzerindeki etiket ve güvenlik uyarılarını dikkatli bir şekilde okuyunuz. Ÿ Makine üzerindeki uyarı etiketlerinin iyi durumda olduğundan emin olunuz. Eksik ve hasarlı etiketleri değiştiriniz. Ÿ Makinenin nasıl çalıştırıldığını, kontrollerinin doğru bir şekilde nasıl yapılacağını öğreniniz. Ÿ Makinenizi uygun çalışma ortamlarında kullanınız. Ÿ Makinenizde yapılabilecek uygunsuz değişiklikler makinenizin güvenli çalışmasına ve kullanım ömrüne olumsuz etki eder. ELEKTRİK ÇARMALARI ÖLDÜREBİLİR Kurulum prosedürlerinin ulusal elektrik standartlarına ve diğer ilgili yönetmeliklere uygun olduğundan emin olun ve makinenin yetkili kişiler tarafından kurulmasını sağlayın. Ÿ Kuru ve sağlam izolasyonlu eldiven ve iş önlüğü giyin. Islak ya da hasar görmüş eldiven ve iş önlüklerini kesinlikle kullanmayın. Ÿ Elektroda çıplak elle dokunmayın. Ÿ Elektrik taşıyan parçalara kesinlikle dokunmayın. Ÿ Eğer çalışma yüzeyine, zemine ya da başka bir makineye bağlı elektrodla temas halindeyseniz kesinlikle elektroda dokunmayın. Ÿ Çalışma yüzeyinden ve zeminden kendinizi izole ederek olası muhtemel elektrik şoklarından korunabilirsiniz. Çalışma yüzeyiyle operatörün temasını kesecek kadar büyük, yanmaz, elektriksel açıdan yalıtkan, kuru ve hasarsız izolasyon malzemesi kullanın. Ÿ Elektrot pensesine birden fazla elektrot bağlamayın. Ÿ Makineyi kullanmadığınız durumlarda kapalı tutun. Ÿ Makineyi tamir etmeden önce tüm güç bağlantılarını ve/veya bağlantı fişlerini çıkartın ya da makineyi kapatın. Ÿ Uzun şebeke kablosu kullanırken dikkatli olun. Ÿ Tüm kabloları olası hasarlara karşı sık sık kontrol edin. Hasarlı ya da izolasyonsuz bir kablo tespit edildiğinde derhal tamir edin veya değiştirin. Ÿ Elektrik hattının topraklamasının doğru yapıldığından emin olun. HAREKETLİ ARÇALAR YARALANMALARA YOL AÇABİLİR Ÿ Hareket halinde olan nesnelerden uzak durun. Ÿ Makine ve cihazlara ait tüm kapak, panel, kapı, vb. koruyucuları kapalı ve kilitli tutun. Ÿ Ağır cisimlerin düşme olasılığına karşı metal burunlu ayakkabı giyin.

5 GÜVENLİK KURALLARI DUMAN VE GAZLAR SAĞLIĞINIZ İÇİN ZARARLI OLABİLİR Kaynak ve kesme işlemi yapılırken çıkan duman ve gazın uzun süre solunması çok tehlikelidir. Ÿ Gözlerde, burunda ve boğazda meydana gelen yanma hissi ve tahrişler, yetersiz havalandırmanın belirtileridir. Böyle bir durumda derhal havalandırmayı arttırın, sorunun devam etmesi halinde kaynak işlemini durdurun. Ÿ Çalışma alanında doğal ya da suni bir havalandırma sistemi oluşturun. Ÿ Kaynak ve kesme işlemi yapılan yerlerde uygun bir duman emme sistemi kullanın. Gerekiyorsa tüm atölyede biriken duman ve gazları dışarıya atabilecek bir sistem kurun. Deşarj esnasında çevreyi kirletmemek için uygun bir filtrasyon sistemi kullanın. Ÿ Dar ve kapalı alanlarda çalışıyorsanız veya kurşun, berilyum, kadmiyum, çinko, çinko kaplı ya da boyalı malzemelerin kaynağını yapıyorsanız, yukarıdaki önlemlere ilave olarak temiz hava sağlayan maskeler kullanın. Ÿ Gaz tüpleri ayrı bir bölgede gruplandırılmışsa buraların iyi havalanmasını sağlayın, gaz tüpleri kullanımda değilken ana vanalarını kapalı tutun, gaz kaçaklarına dikkat edin. Ÿ Argon gibi koruyucu gazlar havadan daha yoğundur ve kapalı alanlarda kullanıldıkları takdirde havanın yerine solunabilirler. Bu da sağlığınız için tehlikelidir. Ÿ Kaynak işlemlerini yağlama veya boyama işlemlerinde açığa çıkan klorlu hidrokarbon buharlarının olduğu ortamlarda yapmayın. ARK IŞIĞI GÖZLERİNİZE VE CİLDİNİZE ZARAR VEREBİLİR Ÿ Gözlerinizi ve yüzünüzü korumak için uygun koruyucu maske ile ona uygun ( EN 79 a göre 4 ila) cam filtre kullanın. Ÿ Vücudunuzun diğer çıplak kalan yerlerini (kollar, boyun, kulaklar, vb) uygun koruyucu giysilerle bu ışınlardan koruyun. Ÿ Çevrenizdeki kişilerin ark ışınlarından ve sıcak metallerden zarar görmemeleri için çalışma alanınızı göz hizasından yüksek, aleve dayanıklı paravanlarla çevirin ve uyarı levhaları asın. KIVILCIMLAR VE SIÇRAYAN ARÇALAR GÖZLERİNİZİ YARALAYABİLİR Ÿ Kaynak yapmak, yüzey taşlamak, fırçalamak gibi işlemler kıvılcımlara ve metal parçacıklarının sıçramasına neden olur. Oluşabilecek yaralanmaları önlemek için kaynak maskesinin altına, kenar korumalıkları olan onaylanmış koruyucu iş gözlükleri takın. SICAK ARÇALAR AĞIR YANIKLARA NEDEN OLABİLİR Ÿ Sıcak parçalara çıplak el ile dokunmayın. Ÿ Makinenin parçaları üzerinde çalışmadan önce soğumaları için gerekli sürenin geçmesini bekleyin. Ÿ Sıcak parçaları tutmanız gerektiğinde, uygun alet, ısıl izolasyonu yüksek kaynak eldiveni ve yanmaz giyisiler kullanın.

6 GÜVENLİK KURALLARI GÜRÜLTÜ, DUYMA YETENEĞİNİZE ZARAR VEREBİLİR Ÿ Bazı ekipman ve işlemlerin oluşturacağı gürültü, duyma yeteneğinize zarar verebilir. Eğer gürültü seviyesi yüksek ise onaylanmış kulak koruyucularını takın. KAYNAK TELİ YARALANMALARA YOL AÇABİLİR Ÿ Kaynak teli sargısını boşaltırken torcu vücudun herhangi bir bölümüne, diğer kişilere ya da herhangi bir metale doğru tutmayın. Ÿ Kaynak telini makaradan elle açarken - özellikle ince çaplarda- tel, bir yay gibi elinizden fırlayabilir, size veya çevrenizdeki diğer kişilere zarar verebilir, bu işlemi yaparken özellikle gözlerinizi ve yüzünüzü koruyun. KAYNAK İŞLEMİ YANGINLARA VE ATLAMALARA YOL AÇABİLİR Ÿ Yanıcı maddelere yakın yerlerde kesinlikle kaynak yapmayın. Yangın çıkabilir veya patlamalar olabilir. Ÿ Kaynak işlemine başlamadan önce bu maddeleri ortamdan uzaklaştırın veya yanmalarını ve harlamalarını önlemek için koruyucu örtülerle üstlerini örtün. Ÿ Tamamen kapalı tüplere ya da borulara kaynak ve kesme işlemi uygulamayın. Ÿ Tüp ve kapalı konteynerlere kaynak yapmadan önce bunları açın, tamamıyla boşaltıp temizleyin. Bu tip yerlerde yapacağınız kaynak işlemlerinde mümkün olan en büyük dikkati gösterin. Ÿ İçinde daha önce, patlama, yangın ya da diğer tepkimelere neden olabilecek maddeler bulunan tüp ve borulara boş dahi olsalar kaynak yapmayın. Ÿ Kaynak ekipmanları ısınırlar. Bu nedenle kesinlikle kolay yanabilecek veya hasar görebilecek yüzeylerin üzerine yerleştirmeyin! Ÿ Kaynak kıvılcımları yangına sebep olabilir. Bu nedenle yangın söndürücü tüp, su, kum gibi malzemeleri kolay ulaşabileceğiniz yerlerde bulundurun. Ÿ Yanıcı, patlayıcı ve basınçlı gaz devreleri üzerinde geri tepme ventilleri, gaz regülatörleri ve vanalarını kullanın ve bunların periyodik kontrollerinin yapılıp sağlıklı çalışmasına dikkat edin. MAKİNE ve AARATLARA YETKİSİZ KİŞİLER TARAFINDAN BAKIM YAILMASI YARALANMALARA NEDEN OLABİLİR Ÿ Elektrikli cihazlar yetkisiz kişilere tamir ettirilmemelidir. Burada yapılabilecek hatalar kullanımda ciddi yaralanmalara veya ölümlere neden olabilir. Ÿ Gaz devresi elemanları basınç altında çalışmaktadır; yetkisiz kişiler tarafından verilen servisler sonucunda patlamalar olabilir, kullanıcılar ciddi şekilde yaralanabilir. KÜÇÜK HACİMLİ VE KAALI ALANLARDA KAYNAK Ÿ Küçük hacimli ve kapalı alanlarda mutlaka bir başka kişi eşliğinde kaynak ve kesme işlemlerini yapın. Ÿ Mümkün olduğu kadar bu tarz kapalı yerlerde kaynak ve kesme işlemleri yapmaktan kaçının. 4

7 GÜVENLİK KURALLARI DÜŞEN ARÇALAR YARALANMALARA NEDEN OLABİLİR Güç kaynağının ya da diğer ekipmanların doğru konuşlandırılmaması, kişilerde ciddi yaralanmalara ve diğer nesnelerde de maddi hasara neden olabilir. Ÿ Güç kaynağının yerini değiştirirken her zaman tutamakları veya taşıma halkalarını kullanın. Asla torç, kablo veya hortumlardan çekmeyin. Gaz tüplerini mutlaka ayrı taşıyın. Ÿ Kaynak ve kesme ekipmanlarını taşımadan önce tüm ara bağlantılarını sökün, ayrı ayrı olmak üzere, küçük olanları saplarından, büyükleri ise taşıma halkalarından ya da forklift gibi uygun kaldırma ekipmanları kullanarak kaldırın ve taşıyın. Ÿ Makinenizi düşmeyecek ve devrilmeyecek şekilde maksimum 0 eğime sahip zemin ve platformlara yerleştirin. Malzeme akışına engel olmayacak, kablo ve hortumlara takılma riskinin oluşmayacağı, hareketsiz; ancak geniş, rahat havalandırılabilecek, tozsuz alanları tercih edin. Gaz tüplerinin devrilmemesi için seyyar makinelerde makinenin arkasına, sabit yerlerde ise duvara zincirle bağlayın. Ÿ Operatörlerin makine üzerindeki ayarlara ve bağlantılara kolayca ulaşmasını sağlayın. AŞIRI KULLANIM MAKİNENİN AŞIRI ISINMASINA NEDEN OLUR Ÿ Ÿ Ÿ Ÿ Çalışma çevrimi oranlarına göre makinenin soğumasına müsaade edin. Akımı veya çalışma çevrimi oranını tekrar kaynağa başlamadan önce düşürün. Makinenin havalandırma girişlerinin önünü kapamayın. Makinenin havalandırma girişlerine, üretici onayı olmadan filtre koymayın. ARK KAYNAĞI ELEKTROMANYETİK ARAZİTE NEDEN OLABİLİR Ÿ Kaynak ve kesme işleminden oluşabilecek elektromanyetik enerji hassas elektronik cihazlarınızda (bilgisayar ve bilgisayar kontrollü cihazlar) parazite neden olabilir. Ÿ Kaynak bölgesinin elektromanyetik uyumluluğa (EMC) uygun olduğundan emin olun. Ÿ Olası parazitlenmeleri, etkilenmeleri azaltmak için; kaynak kablolarının mümkün olduğunca kısa, birbirine yakın ve aşağıda tutulmasına (zemin gibi) dikkat edin. Ÿ Olası EMC hasarlarını engellemek için kaynak işlemlerinizi hassas elektronik cihazlarınızdan mümkün olduğunca uzakta (00m) gerçekleştirin. Ÿ Kaynak kesme makinenizin kılavuza uygun şekilde kurulup yerleştirildiğinden emin olun. Ÿ Eğer herhangi bir parazit, oluşuyorsa; korumalı (zırhlı) kablo kullanımı, kaynak makinesinin başka bir yere taşınması, filtre kullanımı veya çalışma alanının EMC açısından korunmaya alınması gibi ekstra önlemler alınabilir. Ÿ EMC sınıfı : A sınıfı KORUMA Ÿ Makineyi yağmura maruz bırakmayın, üzerine su sıçramasına veya basınçlı buhar gelmesine engel olun. ENERJİ VERİMLİLİĞİ Ÿ Yapacağınız kaynağa uygun kaynak yöntemi ve kaynak makinesi tercihinde bulunun. Ÿ Kaynak yapacağınız malzemeye ve kalınlığına uygun kaynak akımı ve/veya gerilimi seçin. Ÿ Kaynak yapmadan uzun süre beklenilecekse, fan makineyi soğuttuktan sonra makineyi kapatın. KULLANIM ÖMRÜ Ÿ Ürünün Sanayi ve Ticaret Bakanlığınca belirlenen ömrü 0 yıldır. 5

8 TEKNİK BİLGİLER. TEKNİK BİLGİLER. GENEL AÇIKLAMALAR özellikle yoğun ince metallerin tamir uygulamalarında kullanılmak üzere tasarlanmış olan, tek fazlı, voltaj kontrollü kompakt MIG/MAG kaynak makinesidir. Uygun kaynak teli ve koruyucu gaz kullanıldığında, bu makineyle her tür metalin kaynağı yapılabilir. Alaşımsız çeliklerin kaynağı CO altında bile düşük sıçrantı ve kararlı ark ile yapılabilir, tel sürme ünitesi tek makaralıdır. Makine fan soğutmalıdır ve aşırı ısınmalara karşı termik korumalıdır.. MAKİNE BİLEŞENLERİ R Şekil : Ön Görünüm Tel hızı kaynak akımı göstergesi Tel Hızı ayar düğmesi Set / kaynak voltaj göstergesi Voltaj ayar düğmesi Torc kabosu bağlantısı Spoolgun bağlantısı Toprak ensesi bağlantısı Tutamak Frenli döner tekerlek Şekil : Arka Görünüm UK girişi Gaz girişi Açma / kapama anahtarı Şebeke kablosu Bidon tel girişi Gaz tüpü taşıma platformu Sabit tekerlek Döner tekerlek Gaz Tüpü Sabitleme Zinciri

9 TEKNİK BİLGİLER. ÜRÜN ETİKETİ MAGMA MEKATRONİK MAKİNE SAN. VE TİC. A.Ş. Tek Fazlı Statik Frekans Çevirici Transformatör Doğrultucu Organize Sanayi Bölgesi 5.Kısım Manisa - TÜRKİYE MONOMIG 00IK MIG / MAG Kaynağı EN / EN U0=58V Imax=5A U=0V Yatay karakteristik 0A / 5.5V - 00A / 4V 0% 60% 00% 00A 0A 4A 9.5V.V 4V 5A 0.8A 5.A I S 5.8kVA.5kVA.5kVA Şebeke Girişi-Tek Fazlı Alternatif Akım 50/60 Hz I S Tehlikeli Ortamlarda Çalışmaya Uygun S Doğru Akım X U0 U U I Ieff=.7A 50/60 Hz :Çalışma Çevrimi* :Boşta Çalışma Gerilimi :Şebekee Gerilimi ve Frekansı :Anma Kaynak Gerilimi :Şebekeden Çekilen Anma Akımı :Anma Kaynak Akımı I I S :Koruma Sınıfı :Şebekeden Çekilen Güç S CL.I. :İzolasyon Sınıfı 4 dak. 4 dak. *Çalışma Çevrimi Sıcaklık ( C) Isıl güvenlik için izin verilen sıcaklık 6 dak. 4 dak. 6 dak. 6 dak. Zaman (dak.) EN standardında da tanımlandığı üzere çalışma çevrim oranı 0 dakikalık bir zaman periyodunu içerir. Örnek olarak %60 da 50A olarak belirtilen bir makinede 50A de çalışılmak isteniyorsa, makine 0 dakikalık zaman periyodunun ilk 6 dakikasında hiç durmadan kaynak yapabilir ( bölgesi). Ancak bunu takip eden 4 dakika makine soğuması için boşta bekletilmelidir ( bölgesi)..4 TEKNİK ÖZELLİKLER TEKNİK ÖZELLİKLER Şebeke Gerilimi ( Faz) Şebekeden Çekilen Güç (0%) Tavsiye Edilen Şebeke Sigortası Şebekeden Çekilen Akım (0%) Kaynak Akım Ayar Sahası Boşta Çalışma Gerilimi Anma Kaynak Akımı (@40 C - %0) Boyutlar (UxGxY) Ağırlık Tel Sürme Makarası (V oluklu) Tel Sürme Hızı Koruma Sınıfı BİRİM kva A A ADC V ADC mm kg mm m/dk.5 AKSESUARLAR STANDART AKSESUARLAR Topraklama ensesi ve Kablosu (Fişsiz) 6mm /m Torc Spool Gun OSİYONEL AKSESUARLAR Co Isıtıcısı CO/Ar Basınç Regülatörü DEĞER 0 V / 50 Hz x455x I S ÜRÜN KODU K000 S5000 K ÜRÜN KODU S S

10 KURULUM BİLGİLERİ. KURULUM BİLGİLERİ. TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR Ÿ Satın aldığınız kaynak makinesini ambalajından çıkartmak için önce şirinki yırtın, ardından çemberi kesin ve makineyi fork-liftle kaldırarak paletin üzerinden indirin. Ÿ Sipariş ettiğiniz tüm malzemelerin gelmiş olduğundan emin olun. Herhangi bir malzemenin eksik veya hasarlı olması halinde derhal aldığınız yer ile temasa geçin. Ÿ Hasarlı veya eksik teslimat halinde; Tutanak Ÿ Standart palet şunları içermektedir: ú Ana makine ve ona bağlı şebeke kablosu ú Topraklama pensesi ve kablosu ú Tüp hortumu ú Garanti belgesi ú Kullanma kılavuzu ú Tüp sabitleme zinciri tutun, hasarın resmini çekin ve irsaliyenin fotokopisi ile birlikte nakliyeci firmaya ve MAGMA MEKATRONİK e rapor edin. Müşteri Hizmetleri : E-posta : servis@magma.com.tr Faks : KURULUM VE ÇALIŞMA TAVSİYELERİ Ÿ Makineyi taşımak için kaldırma halkaları ya da Ÿ Ÿ Ÿ Ÿ 8 fork-lift kullanılmalıdır. MAKİNEYİ GAZ TÜÜYLE birlikte kaldırmayın. Güç kaynağını düşmeyeceği ve devrilmeyeceği sert, düzgün ve eğimsiz bir zemine yerleştirin. Daha iyi performans için, makineyi çevresindeki nesnelerden en az 0 cm uzağa yerleştirin. Makine çevresindeki aşırı ısınma, toz ve neme dikkat edin. Makineyi direk güneş ışığı altında çalıştırmayın. Ortam sıcaklığının 40ºC yi aştığı durumlarda, makineyi daha düşük akımda ya da daha düşük çevrim oranında çalıştırın. Dış mekanlarda rüzgar ve yağmur varken kaynak yapmaktan kaçının. Bu tür durumlarda kaynak yapmak zorunluysa, kaynak bölgesini ve kaynak makinesini perde ve tenteyle koruyun. Makineyi konumlandırırken duvar, perde, pano gibi materyallerin makinenin kontrol ve bağlantılarına kolay erişimi engellemediğinden emin olun. İçeride kaynak yapıyorsanız, uygun bir duman emme sistemi kullanın. Kapalı mekanlarda kaynak dumanı ve gazı soluma riski varsa, solunum aparatları kullanın. Ÿ Ürün etiketinde belirtilen çalışma Ÿ Ÿ Ÿ Ÿ çevrimi oranlarına uyun. Çalışma çevrimi oranlarını sıklıkla aşmak, makineye hasar verebilir ve bu durum garantiyi geçersiz kılabilir. Ürün etiketinde belirtilenden daha büyük değerlerde sigorta kullanmayın. Toprak kablosunun kaynak bölgesinin olabildiğince yakınına sıkıca bağlayın. Kaynak akımının kaynak kabloları dışındaki elemanlardan, örneğin makinenin kendisi, gaz tüpü, zincir, rulman, üzerinden geçmesine izin vermeyin. Gaz tüpü makinenin üzerine yerleştirildiğinde, derhal zinciri bağlayarak gaz tüpünü sabitleyin. Eğer gaz tüpünü makinenin üzerine yerleştirmeyeceksiniz, tüpü zincirle duvara sabitleyin. Makinenin arkasında yer alan elektrik prizi CO ısıtıcı içindir. CO prizine CO ısıtıcı dışında bir cihazı KESİNLİKLE BAĞLAMAYIN!

11 KURULUM BİLGİLERİ. KAYNAK BAĞLANTILARI.. Toprak ensesini İş arçasına Bağlama Ÿ Topraklama pensesini, kaynak yapılacak bölgeye olabildiğince yakın yerden iş parçasına sıkıca bağlayın. (0) bağlayın ve kelepçesini sıkın. Diğer ucunu makinenin arkasındaki gaz girişine (6) bağlayın ve somununu sıkın. Ÿ Gaz tüpü vanasını () açarak tüpünün doluluğunu ve gaz yolunda herhangi bir sızıntı olmadığını kontrol edin. Eğer sızıntı göstergesi olarak bir ses duyar ve/veya gaz kokusu hissederseniz bağlantılarınızı gözden geçirin ve sızıntıyı ortadan kaldırın... Gaz Tüpünü Bağlama 7 Ÿ Tüp hortumunun (4) bir ucunu gaz regülatörüne Şekil : Gaz Tüpü - Isıtıcı - Regülatör Bağlantıları 9 Zincir 0 Gaz Regülatörü Gaz Tüpü Gaz Tüpü Vanası Debi Ayar Vanası 4 Tüp Hortumu 5 Debimetre 6 Manometre 7 CO Isıtıcı 8 CO Isıtıcı Enerji Kablosu Ÿ Emniyetle çalışmak ve en iyi sonuçları elde etmek için standartlara uygun regülatör ve ısıtıcılar kullanın. Kullanacağınız gaz regülatörünün hortum bağlantısının ebadının /8" (9,5mm) olduğundan emin olun. Ÿ Gaz tüpü vanasını () başınızı ve yüzünüzü tüp vanasının çıkışından uzak tutarak açın ve 5 sn açık tutun. Bu sayede olası tortu ve pislikler dışarı atılacaktır. Ÿ Eğer CO ısıtıcı kullanılacaksa, öncelikle CO ısıtıcıyı (7) gaz tüpüne () bağlayın. Gaz regülatörünü (0) CO ısıtıcıya (7) bağladıktan sonra COısıtıcının fişini (8) prize takınız. Şekil 4: Gaz Bağlantısı Ÿ Eğer CO ısıtıcı kullanılmayacaksa, gaz regülatörünü (0) doğrudan gaz tüpüne () bağlayın. 9

12 KULLANIM BİLGİLERİ. KULLANIM BİLGİLERİ. KONTROL ANELİ [][] Ayar Düğmeleri, istenilen kaynak için tel hızını ve voltaj değerlerini ayarlamak için kullanılır. q [][4] Dijital anel, seçilen kaynak parametresinin sayısal değerini, kaynak esnasında akım ve voltaj, boşta tel hızı ve set voltajı değerini gösterir. a [5] Alt menü, Kaynak parametre sürelerini belirlemek için re 0.0/0.0sn Ön gaz süresi Brn 0.0/00sn Geri yanma süresi os 0.0/0.0sn Son gaz süresi Ton 0./0.0sn unta aktif süresi Tof 0.0/0.0sn unta pasif süresi Crt on/off Crater menülerini seçmek için kullanılır. [6][7] Alt menü ayar düğmeleri, Seçilen menüde süreyi arttırmak ve azaltmak için kullanılır. 0 6 [8] Gaz modu seçim düğmesi, Kaynakta kullanılacak gazı seçer. Ar gazı seçildiğinde LED (9) Mix gazı seçildiğinde LED (0) CO gazı seçildiğinde LED () yanar. a [] Tel Kalınlığı Seçim Düğmesi,.0 kalınlığında tel için LED () 0.8 kalınlığında tel için LED (4) 0.6 kalınlığında tel için LED (5) yanar. a [6] Tetik modu Seçim düğmesi, -konumu, 4-konumu ve unta konumu modlarından birini seçmek için kullanılır. -konumu seçildiğinde LED (9) 4-konumu seçildiğinde LED (8) unta konumu seçildiğinde LED (7) yanar.
![a [5] Alt menü, Kaynak parametre sürelerini belirlemek için re 0.0/0.0sn Ön gaz süresi Brn 0.0/00sn Geri yanma süresi os 0.0/0.0sn Son gaz süresi Ton 0./0.0sn unta aktif süresi Tof 0.0/0.0sn unta pasif süresi Crt on/off Crater menülerini seçmek için kullanılır.](/docs-images/46/8907878/images/page_12.jpg "[6][7] Alt menü ayar düğmeleri, Seçilen menüde süreyi arttırmak ve azaltmak için kullanılır. 0 6 [8] Gaz modu seçim düğmesi, Kaynakta kullanılacak gazı seçer.")
13 KULLANIM BİLGİLERİ. MIG EĞRİSİ Burn Back Crater ON Üst Akım Ön Gaz Crater Son Gaz Burn Back Crater OFF Üst Akım Ön Gaz Son Gaz Turn ON unta Turn OFF Son Gaz Ön Gaz. MENÜ YAISI i Fonksiyonların modlara göre açık veya kapalı olma durumları aşağıdaki tablodaki gibidir. ARAMETRE DEĞER ARALIĞI FABRİKA AYARI 0-0 sn sn -Konumu MIG 4-Konumu MIG unta MIG 0-00 A Üst Akım 00 A Alt Akım 0 A Ön Gaz Süresi Akım Skalası 0-0 sn sn Geri yanma süresi 0-00 msn 0 sn unta aktif süresi sn sn unta pasif süresi sn sn Son Gaz Süresi

14 KULLANIM BİLGİLERİ.4 ŞEBEKEYE BAĞLAMA Makineyi şebekeye bağlamadan önce şebeke gerilimini kontrol edin [0 VAC]. Ÿ Açma/kapama anahtarı ile makineyi çalıştırın. Ÿ Fan sesini duyduktan ve şebeke lambasının Fişi prize takarken, açma/kapama anahtarının kapalı olduğundan emin olun. yandığını gördükten sonra açma/kapama anahtarını tekrar kapalı konumuna getirerek.5 TEL SÜRME MAKARASININ SEÇİMİ VE DEĞİŞİMİ Ÿ Tel sürme bölümünün kapağını açın. makaralı tel sürme sistemini göreceksiniz Motor 0 Euro Konnektör Baskı Makarası Kolu Baskı Makarası Tel Sürme Makarası 4 T. S. Makarası Vidası 4 Şekil 5: Tel Sürme Sistemi Ÿ Kullanacağınız kaynak telinin malzemesine ve çapına uygun tel sürme makaraları kullanın.çelik ve paslanmaz çelik için V oluklu, özlü tel için tırtıllı V oluklu, alüminyum için U oluklu tel sürme makaraları kullanın. Şekil 6: Tel Sürme Makarasının Çıkartılması Ÿ Kullanacağınız makarayı yerleştirdikten sonra, vidasını (4) tekrar takıp baskı makarasını () indirin ve baskı makarası kolunu () kaldırarak baskı makarası () üzerine kilitleyin (Şekil 7). Ÿ Tel sürme makarasını değiştirmeniz gerektiğinde baskı makarası kolunu () kendinize doğru çekip baskı makarasını () kaldırdıktan sonra tel sürme makarasının vidasını (4) sökün ve mevcut tel sürme makarasını çıkartın () (Şekil 6). 0.8mm 0.8 Makaraların her iki yüzü de, kullanıldıkları tel çapına g ö r e i ş a r e t l e n m i ş t i r. Makarayı kullanacağınız tel çapı değeri size bakan tarafta olacak şekilde flanşa yerleştirin Şekil 7: Tel Sürme Makarasının Yerleştirilmesi.6 TEL SEETİNİ YERLEŞTİRME VE TELİ SÜRME 7 6 Tel taşıma sisteminin vidasının (5) çok sıkılması telin sürülmesini engeller ve arızalara neden olabilir. Vidanın (5) az sıkılması ise tel sürmenin durdurulduğu anlarda tel sepetinin boşalıp bir süre sonra karışmasına neden olabilir. O nedenle, vidayı (5) ne çok sıkı ne de çok gevşek bağlayın. Ÿ Tel sürme makarasının üzerindeki baskı kolunu () çekip aşağı indirin, yani baskı makarasını () boşlayın. 5 Şekil 8: Tel Sepetini Yerleştirme Ÿ Tel taşıma sisteminin vidasını (5) çevirerek çıkartın. Kaynak teli makarasını (6) tel taşıma sistemi miline (7) geçirin ve vidayı (5) tekrardan sıkın (Şekil 8). Ÿ Kaynak telini tel sepetinde bağlandığı yerden çıkartıp elinizden kaçırmadan ucunu yan keskiyle kesin.

15 KULLANIM BİLGİLERİ Telin ucunun kaçırılması durumunda tel bir yay gibi fırlayarak size ve çevrenizdekilere zarar verebilir. Baskı kolunun gereğinden fazla sıkılması, gevşek bırakılması ya da yanlış tel sürme makarası kullanılması durumlarında aşağıda görülen etkiler gerçekleşir (Şekil 0). Ÿ Teli bırakmadan tel giriş kılavuzundan geçirerek makaralara, makaralar üzerinden de torcun içine sürün (Şekil 9). A:Uygun tel baskısı ve kanal ölçüsü B:Baskı kolu çok sıkıştırıldığı için telin şeklinde bozulmalar oluşuyor. C:Baskı kolu çok sıkıştırıldığı için makara yüzeyinde bozulmalar oluşuyor. D:Makaranın kanal boyu kullanılan tel için küçük. Telin şeklinde bozulmalar oluşuyor. E:Makaranın kanal boyu kullanılan tel için büyük. Tel kaynak bölgesine sevk edilemiyor. A B D E Şekil 9: Teli Makaraya Sürme Ÿ Baskı makarasını () bastırıp Ÿ Ÿ Ÿ 4 Ÿ 5 baskı kolunu () kaldırın. Anahtar açık konumuna getirerek makineyi çalıştırın. Tel torç ucundan çıkana kadar tetiğe basın, bu arada kaynak teli makarasının rahat döndüğünü gözlemleyin, tetiği bir kaç kere basıp bırakarak sarımda herhangi bir gevşeme olup olmadığını kontrol edin. Gevşeme ve/veya geri sarma gözleniyorsa, tel taşıma sisteminin vidasını (5) biraz daha sıkın. Tel torç ucundan çıkınca nozulu ve kontak memeyi torca geri takın 4. Teli bir tahta üzerine sürerek 5 aauygun tel baskı ayarını yapın 6 aave tel ucunu kesin 7. C Şekil 0: Baskı Ayarı ve Makara Seçimi Hataları TAHTA.7 GAZ DEBİSİNİ AYARLAMA Ÿ Gaz debisini ayarladıktan sonra baskı makarası GAZ AYARINI VE GAZ TESTİNİ TEL SÜRME MAKARASININ BASKI KOLUNU KALDIRARAK YAIN! kolunu () kaldırın ve tel sürme ünitesinin kapağını kapatın. çapının 0 katıdır. Örneğin tel çapı 0,9 mm ise, gaz debisi 0 x 0,9 = 9 lt/dak olarak ayarlanabilir. Ÿ Daha hassas debi ayarı için yandaki tabloyu Tel Çapı Ÿ Debi ayar vanası () ile gaz debisini ayarlayın. Ÿ ratik gaz (CO, Ar, karışım) debisi oranı tel Alaşımsız Çelik ve Metal Özlü Tel 8 lt/dak 7 lt/dak 8 lt/dak 8 lt/dak 9 lt/dak 8 lt/dak 9 lt/dak 9 lt/dak 0 lt/dak 9 lt/dak 0 lt/dak 0 lt/dak Özlü Tel aslanmaz Alüminyum Çelik kullanabilirsiniz.

16 KULLANIM BİLGİLERİ.8 KAYNAĞA BAŞLAMA VE KAYNAĞI SONLANDIRMA Ÿ Kullanacağınız telin çapına, kullanacağınız gazın Ÿ Bütün güvenlik kurallarına uyduğunuzdan ve türüne ve kaynağını yapacağınız malzemenin kalınlığına göre makinenizin kaynak parametreleri tablosundan "Kaba Ayar Kademesi", "İnce Ayar Kademesi" ve "Tel Sürme Hızı"nı tespit edin ve makinenizi bu ayarlara getirin. gerekli önlemleri aldığınızdan emin olduktan sonra kaynağa başlayabilirsiniz. Ø Kaynak yapmadığınız zamanlarda torcu iş parçasına, kaynak pensesine, makinenin kaportasına değmeyecek ve tetiği basılı kalmayacak şekilde bırakın. Tel Çapı mm Malzeme Kalınlığı Ÿ Kaynak makinesiyle işiniz bittikten sonra bir süre İnce Ayar Kademesi makinenin soğumasını bekleyip açma/kapama şalterini "0" konumuna getirin. Makinenin fişini çekin ve gaz tüpünü kapatın. Tel Sürme Hızı A V Akım Gerilim.9 KAYNAK ARAMETRELERİ Kaynak parametrelerine laboratuar koşullarında masif tel ile yapılan yatay kaynakla ulaşılmıştır. Uygulamaya ve ortam koşullarına göre değerler değişiklik gösterebilir. Ø :,0 mm Ø : 0,8 mm Ø : 0,6 mm CO 4 mm V A Ar/CO (80/0) mm V A mm V A

17 BAKIM VE ARIZA BİLGİLERİ 4. BAKIM VE ARIZA BİLGİLERİ Geçerli güvenlik kurallarına bakım onarım islemleri sırasında mutlaka uyunuz. Tamir için makinenin herhangi bir cıvatasını sökmeden önce, makinenin elektrik fisini sebekeden ayırınız ve kondansatörlerin bosalması için bir süre bekleyiniz. 4. ERİYODİK BAKIM AYDA BİR Cihaz üzerindeki etiketleri temizleyin. Yıpranmış, yırtılmış etiketleri onarın ve/veya değiştirin. Kırılan, kopan, yıpranan kablo ve kordonların bakımını yapın; gerekiyorsa yenisiyle değiştirin. Hareketli parçaları temizleyin ve sıkıştırın. Torç, elektrod ve toprak kablolarını kontrol edin. 6 AYDA BİR Makinenin servis kapaklarını açarak kuru havayla temizleyin. veya NOT: Yukarıda belirtilen süreler, cihazınızda hiçbir sorunla karşılaşılmaması durumunda uygulanması gereken maksimum periyotlardır. Çalışma ortamınızın yoğunluğuna ve kirliliğine göre yukarda belirtilen işlemleri daha sık aralıklarla tekrarlayabilirsiniz. Asla kaynak makinesinin kapakları açıkken kaynak yapmayın. 4. ERİYODİK OLMAYAN BAKIM Tel Sürme Mekanizması temiz tutulmalı ve makara yüzeyleri kesinlikle yağlanmamalı. Her kaynak teli değişiminde mutlaka mekanizma üzerinde biriken kalıntıları kuru hava yardımıyla temizleyin. Torç üzerindeki sarf malzemeler düzenli olarak temizlenmeli. Eğer gerekiyorsa değiştirilmeli. Bu malzemelerin uzun süreli kullanılması için orjinal ürünler olmasına dikkat edin. 5

18 BAKIM VE ARIZA BİLGİLERİ 4. BASİT ARIZA VE SORUNLARIN GİDERİLMESİ ARIZA OLASI ARIZA NEDENİ Makine çalışmıyor. Elektronik kart arızalı. Tel sürme motoru çalışmıyor. Elektronik kart arızalı. Tel sürme motoru çalışıyor, fakat tel ilerlemiyor. İyi kaynak yapılmıyor. YAILMASI GEREKEN İŞLEM Yetkili servise danışınız. Yetkili servise danışınız. Tel sürme makaraları tel çapına uygun seçilmemiş. Uygun tel sürme makarası seçiniz. Tel sürme makaralarındaki baskı çok az. Doğru baskı makarası ayarını yapınız. Kontakmeme ebadı hatalı seçilmiş veya tahribat görmüş. Kontakmemeyi değiştiriniz. Baskı makaralarının baskısı az. Doğru baskı makarası ayarını yapınız. Koruyucu gaz çok fazla veya çok az geliyor. Kullanılan gazı ve ayarını kontrol ediniz. Gaz ayarı yapılamıyor ise yetkili servise danışınız. Fan çalışmıyor. Elektronik kart arızası Voltaj ve tel hızı ayarlarınızı değiştirin. Yetkili servise danışınız. Kaynak akımı kararlı değil ve/veya ayarlanmıyor. Elektronik kart arızası Yetkili servise danışınız. Kaynak parametreleri uygun seçilmemiş 4.4 HATA KODLARI Trr Err 6 Termik Hatası Err OC Seconder Aşırı Akım Hatası Err OC rimer Aşırı Akım Err OC Maksimum Tel Sürme Hatası

19 EK MONOMIG 00IK YEDEK ARÇA LİSTESİ NO KOD A TEL.TAS.MAK.SISTEMI A KOMAKT FAN A50000 GAZ VENTILI(4W)T-GM0 4 A ACMA KAAMA SWITCH (ISIKLI) 5 A00000 ROCKER SWITCH 6 K SOK BOBIN 7 K E0A-FLT 8 K E0A-FC-00 TANIM 9 K EA V AC 0 K E05A CNT V K E05 FLT V.0 K E05A V K E0A-GR WR 00 IK 4 K E05A-GR WR 00 IK 8 7

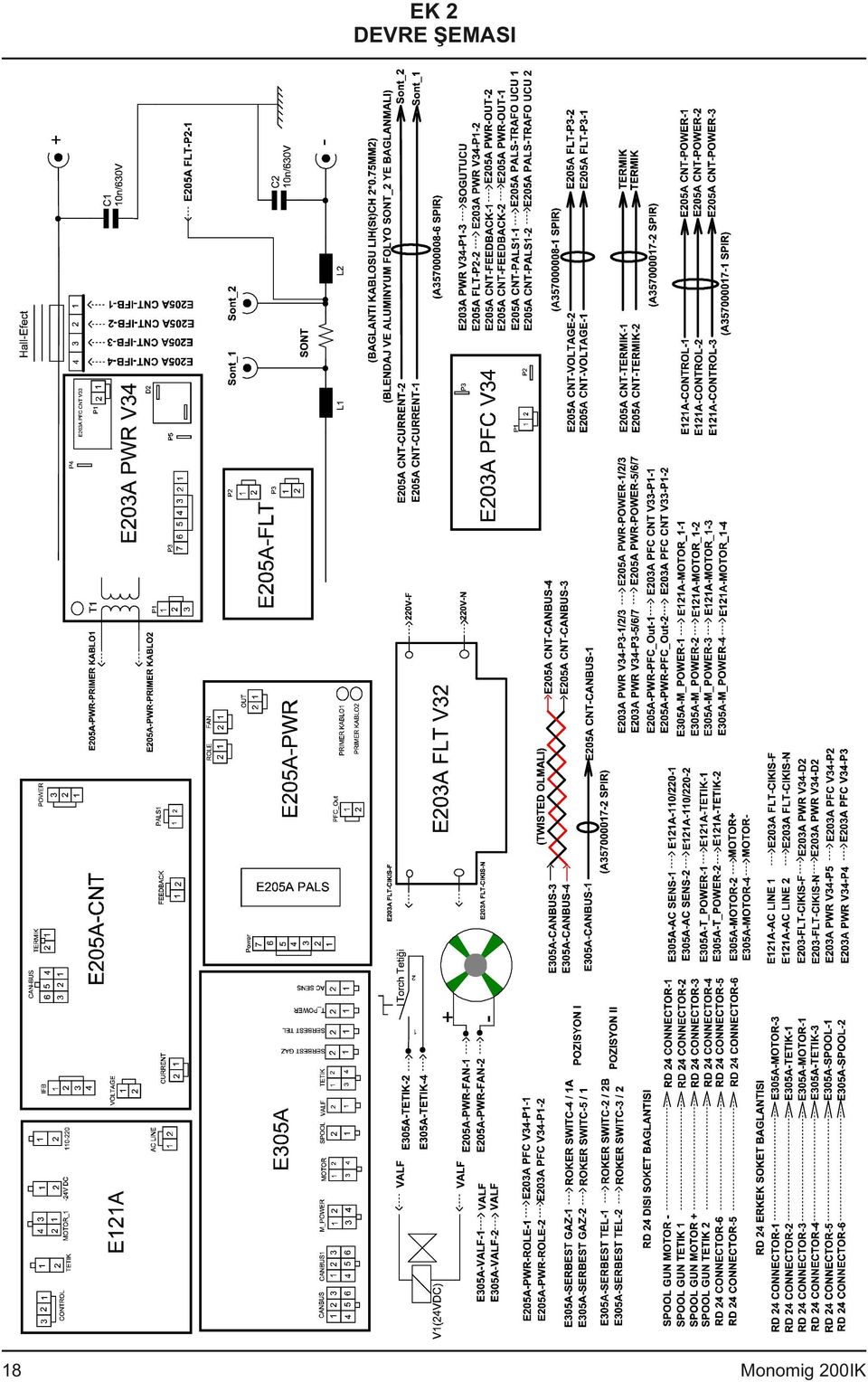
20 EK DEVRE ŞEMASI 8
21 EK TEL SÜRME ÜNİTESİ İÇİNDE YER ALAN İNCE AYARLAR -Serbest Tel Sürme Düğmesi: Düğmeye basılı tutulduğu sürece tel sürülür, gaz ventili çalışmaz. Bu düğmeyi teli torca sürmek için kullanabilirsiniz. -Serbest Gaz Düğmesi: Düğmeye basılı tutulduğu sürece gaz akışı sağlanır, tel sürme çalışmaz. Bu düğmeyi gaz değişikliğinden sonra sistemdeki gazın değişmesi için kullanabilirsiniz. 9
22
23 CONTENTS... SAFETY RULES. TECHNICAL INFORMATIONS GENERAL EXLANATIONS. COMONENTS OF MONOMIG 00IK...6. DATA LATE TECHNICAL SECIFICATIONS ACCESSORIES...7. INSTALLATION UON RECEIT AND CLAIMS...8. INSTALLING AND WORKING RECCOMENDATIONS...9. WELDING CONNECTIONS.. Earth Clamp Connection Gas Connections. OERATION...0. CONTROL ANEL...0. MIG CYCLE.... MENU STRUCTURE....4 CONNECTING TO THE MAINS....5 CHOOSING AND CHANGING THE WIRE FEEDING ROLLS....6 LOADING THE WIRE SOOL AND THREADING THE WIRE....7 ADJUSTING THE GAS FLOW WELDING ADJUSTING THE STICK OUT WELDING ARAMETERS MAINTENANCE AND TROUBLESHOOTING ERIODIC MAINTENANCE NONERIODIC MAINTENANCE TROUBLESHOOTING ERROR CODES...6 AENDIX : SARE ARTS LIST...7 AENDIX : ELECTRICAL DIAGRAM...8 AENDIX : FINE ADJUSTMENTS INSIDE THE WIRE FEEDING UNIT...9
24 SAFETY RULES OBEY ALL THE SAFETY RULES STATED IN THE MANUAL! IDENTIFYING SAFETY INFORMATION Ÿ These symbols are being used to identify potential risks. Ÿ When seen a safety symbol in the manual, it must be understood that there is an injury risk and following instructions must be read carefully to avoid potential risks. Ÿ While welding, keep the third persons and especially the children away from the work area. UNDERSTANDING THE SAFETY WARNINGS Read carefully the manual and the labels and the safety warnings on the machine. Ÿ Make sure that the warning labels positioned on your machine are in good order. Renew the damaged and the missing labels. Ÿ Learn to operate the machine and how to make the controls properly. Ÿ Operate your machine in convenient work areas. Improper modifications affect the safety of your machine negatively and shorten its lifetime. ELECTRICAL SHOCK CAN BE FATAL Installation procedure must comply with national electricity standards and other relevant regulations and ensure that installation is performed by qualified persons. Ÿ Wear dry insulating gloves free of damage and body protection. Ÿ Do not touch electrode with bare hand. Do not wear wet or damaged gloves and body protection. Ÿ Do not touch live electrical parts. Ÿ Never touch electrode while in contact with working surface, ground or another electrode which is connected to a different machine. Ÿ rotect yourself from electric shock by insulating yourself from work and ground. Use non-flammable, dry insulating material if possible, or use dry rubber mats, dry wood or plywood, or other dry insulating material big enough to cover your full area of contact with the work or ground, and watch for fire. Ÿ Never connect more than one electrode to the electrode holder. Ÿ Turn off the machine, when not in use. Ÿ Disconnect input plug or swtich off the power before working on the machine. Ÿ Frequently inspect input power cord for damage or bare wiring - repair or replace cord immediately if damaged. Ÿ Be sure that the machine is properly grounded. HOT ARTS CAN CAUSE SEVERE BURNS Ÿ Do not touch hot parts. Ÿ Allow cooling time before servicing. Ÿ If needed to hold hot parts, use appropriate tool, insulating gloves and fireproof clothes.
25 SAFETY RULES BREATHING WELDING FUMES CAN BE HAZARDOUS TO YOUR HEALTH Inhaling fumes and gases over a long period of time, generated during welding is dangerous and forbidden. Ÿ Irritation of the eyes, nose and throat are symptoms of inadequate ventilation. Take immediate steps to improve ventilation. Do not continue welding if symptoms persist. Ÿ Install a natural or forced air ventilation system in the work area. Ÿ Install an adequate ventilation system in the welding and cutting area, if needed install a system that can remove the fume and vapor accumulated in the entire work area, to prevent pollution use adequate filtration in discharge. Ÿ In the event of welding in small, confined places, or welding lead, beryllium, cadmium, zinc, zinc coated or painted materials; also wear a fresh air supplied respirator in addition to the above mentioned rules. Ÿ Always have a trained watchperson nearby, while working in small confined places. Avoid working in such confined places if possible. Ÿ If gas cylinders are grouped in a different area, make sure that it is a well-ventilated area. When not being used, turn off the main cylinder valve and watch out for gas leakage. Ÿ Shielding gasses such as argon is denser than air and when being used in confined places, it can be inhaled which is dangerous for health. Ÿ Do not perform welding operations near chlorinated hydrocarbon vapors produced by degreasing or painting. ARC RAYS CAN BURN EYES AND SKIN Ÿ Use adequate welding helmet with correct shade of filter (4 or considering EN 79) to protect your eyes and face. Ÿ rotect open parts of your body (arms, neck and ears) from arc rays by adequate protective clothing. Ÿ To protect others by arc rays and hot metals, surround the working area with flame proof curtains which are higher than eye level and put up warning boards. SARKS & FLYING METALS CAN INJURE EYES Ÿ Welding, wire brushing and grinding cause sparks and flying metal. Ÿ To prevent injuries wear appropriate safety glasses with side shields even under your welding helmet. MOVING ARTS CAN CAUSE INJURY Ÿ Keep away from moving parts. Ÿ Keep all doors, panels, and guards closed and secured. Ÿ Wear shoes with metal protection over the fingers.
26 SAFETY RULES NOISE CAN DAMAGE HEARING Ÿ Noise from certain industrial processes or equipments can damage hearing. Ÿ Wear approved ear protection if noise level is high. WORKING IN SMALL AND CONFINED LACES CAN BE DANGEROUS Ÿ While welding and cutting in small, confined places, always have a trained watchperson nearby. Ÿ Avoid working in such confined places. WELDING WIRE MAY CAUSE INJURY Ÿ Do not point the torch toward any part of a human body, other persons or any type of metal when unwinding welding wire. Ÿ While extracting the wire from the spool by hand, it may spring suddenly and injure you or a nearby person, protect especially your eyes and face. WELDING CAN CAUSE FIRE OR EXLOSION Ÿ Never weld near flammable material. It may cause fire or explosions. Ÿ Before starting to weld, move flammables away or protect them with flame-proof covers. Ÿ Do not weld on and cut closed tubes or pipes. Ÿ Before welding on closed containers, open and clear them entirely. Welding operations on these parts must be performed with the utmost caution. Ÿ Never weld containers or pipes containing or which have contained substances that could give rise to explosions. Welding equipments warms up so never position them on flammable surfaces. Ÿ Welding sparks can cause fire. For that reason, keep extinguishing means, such as fire extinguishers, water and sand which are easy to reach. Ÿ Keep security valves, regulators and other valves, used on flammable, explosive and compressed gas circuits, in good condition. MAINTENANCE MADE BY UNQUALIFIED ERSONS MAY CAUSE INJURIES Ÿ Electrical devices should not be repaired by unqualified persons. Improper repairs can cause serious injuries or even death during applications. Ÿ The components of the gas circuit works under pressure. The service given by unqualified persons may cause explosions and operators can be injured seriously. 4
27 SAFETY RULES FALLING UNIT CAN CAUSE INJURY Wrong positioned power source or other equipment may cause serious injury to persons or damage to objects. Ÿ While repositioning the power source always carry by using the lifting eye. Never pull cable, hose or torch. Always carry the gas cylinders separately. Ÿ Before carrying the welding and cutting equipment, disassemble all the connections between and separately carry the small ones by handgrips and the big ones by lifting eyes or by using appropriate vehicles like forklifts. Ÿ Install your machine on flat platforms having maximum 0 slope that it does not fall over. Install it on well ventilated, non-confined places away from the dust, also avoiding the risk of falling caused by cables and hoses. For gas cylinders not to fall over, attach it to the mobile machine or to the wall with a chain. Ÿ Ensure that operators easily reach the controls and connections on the machine. OVERUSE CAN CAUSE OVERHEATING Ÿ Allow cooling period; follow rated duty cycle. Ÿ Reduce current or reduce duty cycle before starting to weld again. Ÿ Do not block airflow through the unit. ARC WELDING CAN CAUSE INTERFERENCE Ÿ Electromagnetic energy arising during welding and cutting operations can interfere with sensitive electronic equipment such as microprocessors, computers, and computer-driven equipment such as robots. Ÿ Be sure all equipment in the welding area is electromagnetically compatible. Ÿ To reduce possible interference, keep weld cables as short as possible, close together, and down low, such as on the floor. Ÿ To avoid possible EMC damages, locate welding operation as far as possible (00 meters) from any sensitive electronic equipment. Ÿ Be sure this welding machine is installed and grounded according to this manual. Ÿ If interference still occurs, the user must take extra measures such as moving the welding machine, using shielded cables, using line filters, or shielding the work area. ROTECTION Ÿ Do not expose the welding machine to rain, protect from water drops and vapour. ENERGY EFFICIENCY Ÿ Choose appropriate welding method and welding machine for your work. Ÿ Choose appropriate welding current and welding voltage for the material and its thickness. Ÿ If you will have a long break after welding, turn off the machine after cooler fan cooled the machine. 5
28 TECHNICAL INFORMATION. TECHNICAL INFORMATION. GENERAL EXLANATIONS is a single phase, step controlled, constant voltage, compact MIG/MAG welding equipment to be used especially for intensive thin metal repair applications. Any kind of metal can be welded with this machine, if proper welding wire and gas is used. For mild steel welding, even under CO you can weld with low spatter and stable arc. The concept of this machine is based on our industrial phase machines, only the wire feeder is wheel drive. The machine is fan cooled and thermally protected against overheating.. COMONENTS OF MONOMIG 00IK R Figure : Front View Wire speed / Welding Current Screen Wire Speed Adjustment Knob Set / Welding Voltage Screen Voltage Adjustment Knob Torch Cable Connection Spoolgun Connection Earth Clamp Cable Handle Braked Swivel Wheel Figure : Back View UK Input Gas Supply Inlet ON/OFF and Voltage Step Switch Mains Cable Wire input Tube transport platform Wheel Swivel Wheel Gas Cylinder Safety Chain
29 TECHNICAL INFORMATION. DATA LATE MAGMA MEKATRONİK MAKİNE SAN. VE TİC. A.Ş. Single hase Static Frequency Inverter / çevirici Transformer Rectifier Organize Sanayi Bölgesi 5.Kısım Manisa - TÜRKİYE MONOMIG 00IK MIG / MAG Welding EN / EN U0=58V Imax=5A U=0V Horizontal Characteristics 0A / 5.5V - 00A / 4V 0% 60% 00% 00A 0A 4A 9.5V.V 4V 5A 0.8A 5.A I S 5.8kVA.5kVA.5kVA Ieff=.7A 50/60 Hz I S Line Input hase Alternative Current 50/60 Hz S Appropriate To Operate In Dangerous Work Area Direct Current X U0 U U X U0 U U :Duty Cycle* I I I I :Open Circuit Voltage I :Line Voltage and FrequencyI :Rated Welding Voltage S S CL.I.CL.I. :Input Current :Rated Welding Current :rotection Class :Input ower :Insulation Class *Duty Cycle Temperature ( C) 6 min. 4 min. 6 min. 4 min. 6 min. 4 min. Time (min.) Duty cycle defines the percentage of welding time out of a period of 0 minutes at a given current and ambient temperature (standard is 40 C). For example, a welder with 60% duty cycle must be rested () for 4 minutes, after 6 minutes of continuous welding ()..4 TECHNICAL SECIFICATIONS TECHNICAL SECIFICATIONS Line Voltage ( hase) Input ower (0%) Recommended Line Fuse Input Current (0%) Welding Current Range Voltage Adjustment Steps Rated Welding Current (0%) Dimensions (LxWxH) Weight Drive Roll Size (V socket) Wire Feding Speed rotection Class.5 ACCESORRIES STANDARD ACCESORRIES Electrode Holder and Cable (Fişsiz) 6mm/m Torch Spool Gun OTIONAL ACCESORRIES Co Heater CO/Ar ressure Regulator BİRİM kva A A ADC V ADC mm kg mm m/min DEĞER 0 V / 50 Hz x455x IS RODUCT CODE K000 K5000 K RODUCT CODE S S
30 INSTALLATION. INSTALLATION. UON RECEIT AND CLAIMS Ÿ Be sure that you have received all the items that you have ordered. In case of any item is missing or damaged, contact your supplier immediately. Ÿ In the event of damaged or missing delivery, draw up a record, take a photo of the damage and report it to the shipping agency and MAGMA MEKATRONIK with the photocopy of shipping bill. Customer Service : servis@magma.com.tr Fax: Ÿ Standard pallet contains: ú ower Source ú Torch ú Earth Cable ú Gas Hose ú User Manual. INSTALLATION AND WORKING RECOMMENDATIONS Use lifting eyes or fork-lift to carry the machine. DO NOT lift the machine together with the gas cylinder. Transport and place the device on a firm and level ground so that it may not fall over. The maximum permissible angle of inclination for transport and assembly is 0. For a better performance, keep the machine at least 0 cm away from the surrounding objects. Beware of excessive heat, dust and humidity around the machine. Try not to operate the machine under direct sunlight. Machines should be operated on lower capacities when ambient air temperature exceeds 40ºC. Avoid welding at outdoors where it is windy and rainy, if this is a must, protect the welding area with curtains, mobile screens or tents. Ensure that operators can easily reach the machine controls and connections. Use suitable welding fume extraction systems. Use breathing apparatus if there is a risk of inhaling in confined places. 8 Ÿ Respect the duty cycles given at the data plate. Exceeding the duty cycles frequently can damage the machine and this would void the warranty. Do not use stronger fuses than those stated on the data plate. Ensure that the earth clamp is tightly connected as close as possible to the welding location. Do not let welding current flow through any media other than welding cables; e.g. over the machine itself, gas tubes, chains, ball bearings, etc. Ÿ When the gas cylinder is placed on the machine, immediately lock the chain to secure the cylinder, otherwise, the stand alone cylinders should also be secured to a wall by chains.
31 INSTALLATION. WELDING CONNECTIONS.. Connecting the Earth Cable to the Workpiece Ÿ Topraklama pensesini, kaynak yapılacak bölgeye olabildiğince yakın yerden iş parçasına sıkıca bağlayın. pressure regulator (9) and connect the other end to the gas supply inlet (6) at the back of the machine. Open the gas cylinder valve (). Ÿ Set the gas quantity with the pressure adjustment valve (). For more information about gas adjustment check the page... Gas Connections Ÿ Connect one end of gas hose () to the gas Figure : Connections Gas Cylinder - Heater - ressure Regulator 8 Gas Cylinder Safety Chain 9 Gas ressure Regulator 0 Gas Cylinder Gas Cylinder Valve Gas Flow Adjustment Valve Gas Hose 4 Flow meter 5 Manometer 6 CO Heater 7 ower Cable of CO Heater Ÿ After placing the gas cylinder (0) on its platform, fasten it with the gas cylinder safety chain (8). To operate safely and get best results use approved gas regulators and heaters. Ÿ Open and close the gas cylinder valve () few times in order to blow out any possible dirt or particles. Ÿ If CO is going to be used, firstly connect the CO heater (6) and then connect the gas pressure regulator (9) to the gas cylinder (0). Figure 4: Gas Connections 9
32 OERATION. OERATION. CONTROL ANEL [] [] Knob, used for setting wire speed and welding voltage It used to adjust voltages. [] [4] Shows that during welding station welding voltage and welding current during idle set welding voltage and wire speed. [5] submenu,to determine the time of welding rameters re 0.0 / 0.0 sec re-gas time Brn 0.0 / 00 msec back burn time os 0.0 / 0.0 sec last time gas Ton 0.0 / 0.0 sec Spot active time Tof 0.0 / 0.0 sec Spot passive time CRT on / off menu to select the Crater. [6] [7] Submenu knob, used to increase and decrease the duration of the selected menu. 0 6 [8] gas mode selection button, for choose welding gas type. When Ar gas is selected LED (9) Mix gas is selected when the LED (0) When CO is selected, the LED () lights up. [] Tel Thickness Selection Button,.0 thickness of the LED to the wire () 0.8 thickness of the LED to the wire (4) 0.6 thickness to wire the LED (5) lights up. [6] Trigger mode selection switch, -position, 4-position and location of unta mode It is used to select one. -position is selected, LED (9) When the 4-position is selected, LED (8) The center position is selected, the LED (7) lights up.
33 KULLANIM BİLGİLERİ. MIG CYCLE Burn Back Crater ON Up-slope Time re Gas Crater os Gas Burn Back Crater OFF Up-slope Time re Gas os Gas Turn ON Spot Turn OFF os Gas re Gas. MENU STRUCTURE i You can look at the chart below for the state of functions depanding on modes are open or closed. RANGE FACTORY SETTING 0-0 sn sn -Stroke MIG 4-Stroke MIG 0-00 A Up-slope Time 00 A Down-slope Time 0 A ARAMETER re-gas Flow Time Start Current Spot MIG 0-0 sn sn Burn Back Time 0-00 msn 0 sn Spot active Welding Time sn sn Spot passive Welding Time sn sn ost-gas Flow Time
34 OERATION.4 CONNECTING TO THE MAINS Before plugging your machine to the electrical line check with a voltmeter the correct voltages indicated at the plate of the machine and then insert the plug into the socket. While inserting the plug into the socket, pay attention that main switch is positioned to 0. Ÿ SWITCH ON the machine via ON/OFF switch (). Ÿ Observe the fan noise and illumination of the mains lamp ()..5 CHOOSING AND CHANGING THE WIRE FEEDING ROLLS 8 Ÿ For steel and stainless steel wires use V-shape rolls, for flux cored wires use knurled V-shape rolls, for aluminium wires choose U-shape rolls. 9 0 Ÿ For changing the wire feeding roll, pull down the spring knob (9) and remove the screw (0) of the feeding roll. Then remove the feeding roll (Figure 5). Ÿ Install the appropriate roll and screw the screw (0). Lock the pressure assembly (Figure 6). Both sides of the roll are labeled according to appropriate wire diameter. Roll must be inserted into the flange in such a way that appropriate diameter of the wire to be fed is seen from outside (Figure 7). 0,8,0,0 Figure 5: Removing the Wire Feeding Roll 5 6,0 0,8 0,8 4 Figure 7: Wire Feeding Roll Figure 6: Installing the Wire Feeding Roll.6 LOADING THE WIRE SOOL AND THREADING THE WIRE Screwing the spool support nut () too tight may cause blockage of wire feeding. Screwing the spool support nut () loose may cause raveling of the wire spool after stopping wire feeding. Therefore, do not screw spool support nut () neither too tight nor loose. Ÿ Remove nozzle and contact tip of the torch. Ÿ ull down the spring knob (9) and release the pressure roll (8). Figure 8: Loading the Wire Spool Ÿ Unscrew the spool support nut (). lace the MIG/MAG wire spool () through the spool support () and screw the spool support nut () tightly. (Figure 8). Ÿ ull and hold the wire tightly to keep it from unraveling, cut off end. Thread the wire through the roll into the torch. (Figure 9). Ÿ ush down the pressure roll (8), push up and lock the spring knob (9).
35 OERATION The effects which are seen in side table occur in case adjusting the pressure assembly too tight or loose or choosing wrong feeding rolls (Figure ). Figure 9: Threading the Wire Ÿ ush down the pressure roll (8), push up and lock [] the spring knob (9). Ÿ Hold the torch switch pressed [] until the wire Ÿ comes out of the torch. In the meantime by triggering the torch switch on and off, check if the tension of the wire is correct, that is, neither too tight, nor loose. Then reinstall the contact tip and the nozzle []. Feed the wire on a piece of wood [4] in order to check and adjust the pressure of the roll [5] via spring knob (). Cut off wire [6] (Figure 0). A:Appropriate pressure on wire and appropriate roll size (canal depth) selection. B:Over pressure on wire may result in deformation of the shape of the wire. C:Over pressure on wire may result in deformation of the shape of the feed roll. D:Roll size is small. The result is deformation of the shape of the wire. E:Roll size is too big. Wire may not be driven to the welding point. 5 B D E C 4 A 6 4 TAHTA Figure 0: Threading Wire Through Torch and Adjusting ressure Figure : Mistakes at ressure Adjustment and Choice of Rolls.7 ADJUSTING THE GAS FLOW ractical adjustment of the gas flow rate (CO, Ar, MIX) is 0 times of the diameter of the wire. EXAMLE: Diameter of the wire: 0,9 mm Gas flow rate: 0 x 0,9 = 9 lt/min Diameter UNLOCK THE WIRE RESSURE ASSEMBLY DURING GAS FLOW ADJUSTMENT. For accurate gas flow rate adjustments, use the following table. Mild Steel and Metal Cored Flux Cored Stainless Steel Aluminium 8 lt/min 7 lt/min 8 lt/min 8 lt/min 9 lt/min 8 lt/min 9 lt/min 9 lt/min 0 lt/min 9 lt/min 0 lt/min 0 lt/min
Express Weld Kaynak Makinaları 01 Ağustos 2012 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 201 Ultra PFC Makina 1-Ağu-2012 EXW 01-01 Inverter 251 Ultra PFC Makina 1-Ağu-2012 EXW 01-02 Plasma 60 Ultra
Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 201 Ultra PFC Makina 1-Ağu-2012 EXW 01-01 Inverter 251 Ultra PFC Makina 1-Ağu-2012 EXW 01-02 Plasma 60 Ultra
Express Weld Kaynak Makinaları Tavsiye Edilen Son Kullanıcı Fiyat Listesi 26 Eylül 2011 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 161 Ultra Makina 26-Eyl-2011 EXW 01-02 Inverter 251 Ultra Makina 26-Eyl-2011 EXW 01-04 Plasma 60 Ultra Makina
Express Weld Kaynak Makinaları İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 161 Ultra Makina 26-Eyl-2011 EXW 01-02 Inverter 251 Ultra Makina 26-Eyl-2011 EXW 01-04 Plasma 60 Ultra Makina
Expressweld Kaynak Makineleri 17.04.2015 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine EXW 01-01 Inverter 175 Ultra PFC Makine EXW 01-02 Inverter 201 Ultra PFC Makine EXW
Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine EXW 01-01 Inverter 175 Ultra PFC Makine EXW 01-02 Inverter 201 Ultra PFC Makine EXW
GENİŞLEYEN GÜVENLİK KAPISI EXPANDING SAFETY GATE
 GENİŞLEYEN GÜVENLİK KAPISI EXPANDING SAFETY GATE www.odabu.com.tr UYARI MONTAJ VE KULLANIM ÖNCESİ KILAVUZ İÇİNDEKİ TÜM TALİMATLARI OKUYUNUZ KILAVUZU İHTİYAÇ DURUMUNDA KULLANMAK ÜZERE SAKLAYINIZ Güvenlik
GENİŞLEYEN GÜVENLİK KAPISI EXPANDING SAFETY GATE www.odabu.com.tr UYARI MONTAJ VE KULLANIM ÖNCESİ KILAVUZ İÇİNDEKİ TÜM TALİMATLARI OKUYUNUZ KILAVUZU İHTİYAÇ DURUMUNDA KULLANMAK ÜZERE SAKLAYINIZ Güvenlik
Bebek Hamağı Kullanım Kılavuzu Baby Hammock User Guide
 Türk Patent Enstitüsü Tasarım Tescilli 5 Dakikada Kurulum Alman TÜV Rheinland Tarafından Güvenlik Onaylı Bebek Hamağı Kullanım Kılavuzu Baby Hammock User Guide Ürünün kurulum ve kullanımından önce kılavuzu
Türk Patent Enstitüsü Tasarım Tescilli 5 Dakikada Kurulum Alman TÜV Rheinland Tarafından Güvenlik Onaylı Bebek Hamağı Kullanım Kılavuzu Baby Hammock User Guide Ürünün kurulum ve kullanımından önce kılavuzu
Askaynak & Expressweld Kaynak Makineleri 22 Ocak 2018 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 22-Oca-2018 AS/EXW 01-01 Inverter 155 Super Makine 22-Oca-2018 AS/EXW 01-02
Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 22-Oca-2018 AS/EXW 01-01 Inverter 155 Super Makine 22-Oca-2018 AS/EXW 01-02
Askaynak & Expressweld Kaynak Makineleri 20 Aralık 2017 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 20-Ara-2017 AS/EXW 01-01 Inverter 155 Super Makine 20-Ara-2017 AS/EXW 01-02
Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 20-Ara-2017 AS/EXW 01-01 Inverter 155 Super Makine 20-Ara-2017 AS/EXW 01-02
Express Weld Kaynak Makinaları 02 Eylül 2013 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Express Weld Kaynak Makinaları / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 2-Eyl-2013 EXW 01-01 Inverter 171 Ultra PFC Makine 2-Eyl-2013 EXW 01-02 Inverter 201 Ultra PFC
Express Weld Kaynak Makinaları / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 2-Eyl-2013 EXW 01-01 Inverter 171 Ultra PFC Makine 2-Eyl-2013 EXW 01-02 Inverter 201 Ultra PFC
KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code:
 MOTORLU ÇOKLU ASTAR KESME MAKİNESİ MOTOR DRIVEN LINING CUTTING MACHINE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8461.90.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk
MOTORLU ÇOKLU ASTAR KESME MAKİNESİ MOTOR DRIVEN LINING CUTTING MACHINE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8461.90.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk
Askaynak & Expressweld Kaynak Makineleri 10 Mayıs 2017 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 10-May-2017 AS/EXW 01-01 Inverter 161 Super Makine 10-May-2017 AS/EXW 01-02
Askaynak & Expressweld Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 151 Ultra PFC Makine 10-May-2017 AS/EXW 01-01 Inverter 161 Super Makine 10-May-2017 AS/EXW 01-02
AQUARIUM ACCESSORIES
 AQUARIUM ACCESSORIES İçindekiler - Contents 01 AKILLI İÇ FİLTRE / SMART INTERNAL FILTER 11 İÇ FİLTRE 1400 T / INTERNAL FILTER 1400 T 03 İÇ FİLTRE 600 F / INTERNAL FILTER 600 F 12 İÇ FİLTRE 1800 T / INTERNAL
AQUARIUM ACCESSORIES İçindekiler - Contents 01 AKILLI İÇ FİLTRE / SMART INTERNAL FILTER 11 İÇ FİLTRE 1400 T / INTERNAL FILTER 1400 T 03 İÇ FİLTRE 600 F / INTERNAL FILTER 600 F 12 İÇ FİLTRE 1800 T / INTERNAL
TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE
 TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8454.10.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi R Blok No:
TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8454.10.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi R Blok No:
KULLANMA KILAVUZU MONOMIG 200IK MIG/MAG KAYNAK MAKİNESİ.
 KULLANMA KILAVUZU MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK
KULLANMA KILAVUZU MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK
KULLANMA KILAVUZU TD 355 KAYNAK REDRESÖRÜ
 KULLANMA KILAVUZU KAYNAK REDRESÖRÜ Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI... 2 1. TEKNİK BİLGİLER......6
KULLANMA KILAVUZU KAYNAK REDRESÖRÜ Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI... 2 1. TEKNİK BİLGİLER......6
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL ID 300 TW DC ULSE TIG KAYNAK İNVERTÖRÜ TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL ID 300 TW DC ULSE TIG KAYNAK İNVERTÖRÜ TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
Askaynak Kaynak Makineleri 14 Ağustos 2018 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Askaynak Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 155 Super Makine 14-Ağu-2018 AS 01-01 Inverter 185 Super Makine 14-Ağu-2018 AS 01-02 Inverter 205 Super Makine
Askaynak Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 155 Super Makine 14-Ağu-2018 AS 01-01 Inverter 185 Super Makine 14-Ağu-2018 AS 01-02 Inverter 205 Super Makine
Askaynak Kaynak Makineleri 30 Mayıs 2018 İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No.
 Askaynak Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 155 Super Makine 30-May-2018 AS 01-01 Inverter 185 Super Makine 30-May-2018 AS 01-02 Inverter 201 Ultra PFC
Askaynak Kaynak Makineleri İçindekiler / Index Ürün Adı Geçerlilik Tarihi Sayfa No. Inverter 155 Super Makine 30-May-2018 AS 01-01 Inverter 185 Super Makine 30-May-2018 AS 01-02 Inverter 201 Ultra PFC
KULLANMA KILAVUZU TD 355 KAYNAK REDRESÖRÜ. www.oerlikon.com.tr
 KULLANMA KILAVUZU KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI...
KULLANMA KILAVUZU KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI...
AKE Bulaşık Yıkama Makinası Kontrol Kartı Kullanım Kılavuzu Dishwasher Controller User Manual TR EN
 Bulaşık Yıkama Makinası Kontrol Kartı Kullanım Kılavuzu Dishwasher Controller User Manual Bulaşık Yıkama Makinası Kontrol Kartı Kullanım Kılavuzu (7 SEG SIMPLE YATAY TİP) AKE-BYM-102 Lütfen bu kullanım
Bulaşık Yıkama Makinası Kontrol Kartı Kullanım Kılavuzu Dishwasher Controller User Manual Bulaşık Yıkama Makinası Kontrol Kartı Kullanım Kılavuzu (7 SEG SIMPLE YATAY TİP) AKE-BYM-102 Lütfen bu kullanım
Lincoln Electric EMEA Lincoln Electric EMEA SPEEDTEC 180C & 200C. Birçok Uygulama, Birçok Nokta Tek Ürün. Kasım 2012. www.lincolnelectric.
 Lincoln Electric EMEA SPEEDTEC 180C & 200C Birçok Uygulama, Birçok Nokta Tek Ürün Kasım 2012 www.lincolnelectric.eu INVERTER GÜÇ KAYNAKLARI MULTIPROCESS Birçok Uygulama, Birçok Nokta Tek Ürün Kaportacılar
Lincoln Electric EMEA SPEEDTEC 180C & 200C Birçok Uygulama, Birçok Nokta Tek Ürün Kasım 2012 www.lincolnelectric.eu INVERTER GÜÇ KAYNAKLARI MULTIPROCESS Birçok Uygulama, Birçok Nokta Tek Ürün Kaportacılar
OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1500 AC/DC
 OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1500 AC/DC İÇİNDEKİLER GÜVENLİK KURALLARI... GÜVENLİK BİLGİLERİNİN TANIMLANMASI Bu semboller potansiyel tehlikelerin tanımlanmasında kullanılır.
OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1500 AC/DC İÇİNDEKİLER GÜVENLİK KURALLARI... GÜVENLİK BİLGİLERİNİN TANIMLANMASI Bu semboller potansiyel tehlikelerin tanımlanmasında kullanılır.
KULLANMA KILAVUZU GL 451 GL 600 KAYNAK REDRESÖRÜ. www.oerlikon.com.tr
 KULLANMA KILAVUZU GL 451 GL 600 KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK
KULLANMA KILAVUZU GL 451 GL 600 KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK
PCC 6505 PROFILE CUTTING LINE
 PCC 6505 PROFILE CUTTING LINE 1.DESCRIPTION PCC 6505 is a servo controlled machine which is specifically designed for the serial cutting of any kind of PVC and aluminum s in the market. The machine is
PCC 6505 PROFILE CUTTING LINE 1.DESCRIPTION PCC 6505 is a servo controlled machine which is specifically designed for the serial cutting of any kind of PVC and aluminum s in the market. The machine is
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL MONOSTICK 200İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOSTICK 200İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL ID 250 T - ID 300 T DC ULSE TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde
KULLANMA KILAVUZU USER MANUAL ID 250 T - ID 300 T DC ULSE TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde
VHR ER ENERJİ GERİ KAZANIM CİHAZLARI VHR ER ENERGY RECOVERY UNITS
 ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti.
 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Fabrika Adres: Atatürk Mahallesi Marmara Sanayi Sitesi L Blok No: 3 İkitelli / İstanbul Türkiye Telefon: +90 212 494 44 60 Fax: +90 212 494 44 61 E-mail
Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Fabrika Adres: Atatürk Mahallesi Marmara Sanayi Sitesi L Blok No: 3 İkitelli / İstanbul Türkiye Telefon: +90 212 494 44 60 Fax: +90 212 494 44 61 E-mail
KULLANMA KILAVUZU RD 500 MW KAYNAK REDRESÖRÜ. www.oerlikon.com.tr
 KULLANMA KILAVUZU RD 00 MW KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI...
KULLANMA KILAVUZU RD 00 MW KAYNAK REDRESÖRÜ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI...
Kullanım Kılavuzu INV SYN MIG 400 A. Sinerjik Gazaltı Kaynak Makinası
 Kullanım Kılavuzu INV SYN MIG 400 A Sinerjik Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER........ 2 CE SERTİFİKASI..........3 ELEKTROMANYETİK UYUMLULUK (EMC)....... 4 GÜVENLİK KURALLARI....
Kullanım Kılavuzu INV SYN MIG 400 A Sinerjik Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER........ 2 CE SERTİFİKASI..........3 ELEKTROMANYETİK UYUMLULUK (EMC)....... 4 GÜVENLİK KURALLARI....
KULLANMA KILAVUZU USER MANUAL ID 350 E KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE. www.oerlikon.com.tr
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
TANITMA VE KULLANIM KILAVUZU
 PROFİL KESME MAKİNASI 5 MODEL -RTM695- TANITMA VE KULLANIM KILAVUZU 8 CİHAZIN ÜNİTELERİ 1. AÇMA / KAPAMA ŞALTERİ 2. KORUYUCU KAPAK 3. TUTMA KOLU 4. KESME DİSKİ 5. MAKİNA TABANI 6. AKTİF KORUMA 7. TAŞ KİLİTLEME
PROFİL KESME MAKİNASI 5 MODEL -RTM695- TANITMA VE KULLANIM KILAVUZU 8 CİHAZIN ÜNİTELERİ 1. AÇMA / KAPAMA ŞALTERİ 2. KORUYUCU KAPAK 3. TUTMA KOLU 4. KESME DİSKİ 5. MAKİNA TABANI 6. AKTİF KORUMA 7. TAŞ KİLİTLEME
aircoolers Evaporatörler Aircoolers TAVAN TİPİ EVAPORATÖRLER CEILING TYPE AIR COOLERS DUVAR TİPİ EVAPORATÖRLER WALL TYPE AIR COOLERS
 aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
MAXIMUM GÜÇ MAXIMUM PERFORMANS Katalog Catalog
 MAXIMUM GÜÇ MAXIMUM PERFORMANS 2016 Katalog Catalog Kaynak makinaları üretiminde geçmişten gelen birikimiyle sektörün lideri Sürekli AR-GE çalışmalarıyla müşteri ihti yaçlarına dönük en gelişmiş ürünleri
MAXIMUM GÜÇ MAXIMUM PERFORMANS 2016 Katalog Catalog Kaynak makinaları üretiminde geçmişten gelen birikimiyle sektörün lideri Sürekli AR-GE çalışmalarıyla müşteri ihti yaçlarına dönük en gelişmiş ürünleri
NILFISK BackVacuum KULLANMA TALİMATI
 NILFISK BackVacuum KULLANMA TALİMATI İÇİNDEKİLER İNGİLİZCE 8 VERİ 13 ÖNEMLİ EMNİYET KURALLARI Elektrikli bir cihazı kullanırken, aşağıdakiler dahil temel önlemleri daima alın : CİHAZI KULLANMADAN
NILFISK BackVacuum KULLANMA TALİMATI İÇİNDEKİLER İNGİLİZCE 8 VERİ 13 ÖNEMLİ EMNİYET KURALLARI Elektrikli bir cihazı kullanırken, aşağıdakiler dahil temel önlemleri daima alın : CİHAZI KULLANMADAN
Elektrikli Aktütör Bağlantı Şemaları
 Elektrikli Aktütör Bağlantı Şemaları Elektrik Şeması / Wiring Diagram O / OFF Type for 0 / 220 V AC O.. FB CS Tam açık uyarı (lamba) Fully open indicator (lamp) Tam kapalı uyarı (lamba) Fully closed indicator
Elektrikli Aktütör Bağlantı Şemaları Elektrik Şeması / Wiring Diagram O / OFF Type for 0 / 220 V AC O.. FB CS Tam açık uyarı (lamba) Fully open indicator (lamp) Tam kapalı uyarı (lamba) Fully closed indicator
HIGH SPEED PVC DOOR INSTALLATION BOOK
 HIGH SPEED PVC DOOR INSTALLATION BOOK HIZLI PVC KAPI MONTAJ KLAVUZU MODEL FUD 2015.01 MONTAJ KLAVUZU/INSTALLATION BOOK INTRODUCTION The information contained in this manual will allow you to install your
HIGH SPEED PVC DOOR INSTALLATION BOOK HIZLI PVC KAPI MONTAJ KLAVUZU MODEL FUD 2015.01 MONTAJ KLAVUZU/INSTALLATION BOOK INTRODUCTION The information contained in this manual will allow you to install your
H48.33b FILTER DRIER SHELLS KARTUŞ KOVANLARI. H48.33b.54.1
 H48.33b H48.33b.54.1 Introduction Filter drier shells are important equipments for refrigeration and air conditioning systems. They are designed to be used in the suction line and liquid line. Filter drier
H48.33b H48.33b.54.1 Introduction Filter drier shells are important equipments for refrigeration and air conditioning systems. They are designed to be used in the suction line and liquid line. Filter drier
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL MONOSTICK 60İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOSTICK 60İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU MONOMAG 180 MIG/MAG KAYNAK MAKİNESİ
 KULLANMA KILAVUZU MONOMAG 180 MIG/MAG KAYNAK MAKİNESİ İÇİNDEKİLER GÜVENLİK KURALLARI...2 GÜVENLİK BİLGİLERİNİN TANIMLANMASI Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında
KULLANMA KILAVUZU MONOMAG 180 MIG/MAG KAYNAK MAKİNESİ İÇİNDEKİLER GÜVENLİK KURALLARI...2 GÜVENLİK BİLGİLERİNİN TANIMLANMASI Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında
Arýza Giderme. Troubleshooting
 Arýza Giderme Sorun Olasý Nedenler Giriþ Gerilimi düþük hata mesajý Þebeke giriþ gerilimi alt seviyenin altýnda geliyor Þebeke giriþ gerilimi tehlikeli derecede Yüksek geliyor Regülatör kontrol kartý hatasý
Arýza Giderme Sorun Olasý Nedenler Giriþ Gerilimi düþük hata mesajý Þebeke giriþ gerilimi alt seviyenin altýnda geliyor Þebeke giriþ gerilimi tehlikeli derecede Yüksek geliyor Regülatör kontrol kartý hatasý
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL MONOSTICK 200İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOSTICK 200İ PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
Kullanım Kılavuzu 200 AK MIG/MAG. Gazaltı Kaynak Makinası
 Kullanım Kılavuzu 200 AK MIG/MAG Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER..... 3 CE SERTİFİKASI.......4 ELEKTROMANYETİK UYUMLULUK (EMC)........ 5 GÜVENLİK KURALLARI......6-7-8-9 1.TEKNİK
Kullanım Kılavuzu 200 AK MIG/MAG Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER..... 3 CE SERTİFİKASI.......4 ELEKTROMANYETİK UYUMLULUK (EMC)........ 5 GÜVENLİK KURALLARI......6-7-8-9 1.TEKNİK
KULLANMA KILAVUZU USER MANUAL. MONOTIG 160i BASIC TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE. www.oerlikon.com.tr
 KULLANMA KILAVUZU USER MANUAL MONOTIG 60i BASIC TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve
KULLANMA KILAVUZU USER MANUAL MONOTIG 60i BASIC TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
: Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat)
 : Kompakt Duș Ünitesi (Flat)") Veo Description Tanım : Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 190x90 Depth / Derinlik (cm) : 3,5 Height / Yükseklik (cm) : 215 Weight / Ağırlık (kg) : min.
Veo Description Tanım : Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 190x90 Depth / Derinlik (cm) : 3,5 Height / Yükseklik (cm) : 215 Weight / Ağırlık (kg) : min.
KULLANMA KILAVUZU MONOSTICK 160İ KAYNAK İNVERTÖRÜ
 KULLANMA KILAVUZU MONOSTICK 60İ KAYNAK İNVERTÖRÜ Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI.... TEKNİK
KULLANMA KILAVUZU MONOSTICK 60İ KAYNAK İNVERTÖRÜ Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER GÜVENLİK KURALLARI.... TEKNİK
KULLANMA KILAVUZU GKG 160 K GKG 250 K GKG 350 K MIG/MAG KAYNAK MAKÝNESÝ
 KULLANMA KILAVUZU GKG 160 K GKG 50 K GKG 350 K MIG/MAG KAYNAK MAKÝNESÝ ÝÇÝNDEKÝLER GÜVENLÝK KURALLARI...3 GÜVENLÝK BÝLGÝLERÝNÝN TANIMLANMASI Kýlavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin
KULLANMA KILAVUZU GKG 160 K GKG 50 K GKG 350 K MIG/MAG KAYNAK MAKÝNESÝ ÝÇÝNDEKÝLER GÜVENLÝK KURALLARI...3 GÜVENLÝK BÝLGÝLERÝNÝN TANIMLANMASI Kýlavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin
KULLANMA KILAVUZU USER MANUAL MONOTIG 160İP TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE.
 KULLANMA KILAVUZU USER MANUAL MONOTIG 60İ TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOTIG 60İ TIG KAYNAK İNVERTÖRÜ DC INVERTER TIG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
TANITIM VE KULLANMA KILAVUZU
 ELEKTRİKLİ MATKAP MODEL RTM154 TANITIM VE KULLANMA KILAVUZU 6 1 2 4 5 3 CİHAZIN ÜNİTELERİ 1. MANDREN 2. HAVALANDIRMA ARALIKLARI 3. GERİ/İLERİ DÖNÜŞ ŞALTERİ 4. AÇMA / KAPAMA ŞALTERİ 5. AÇMA / KAPAMA ŞALTERİ
ELEKTRİKLİ MATKAP MODEL RTM154 TANITIM VE KULLANMA KILAVUZU 6 1 2 4 5 3 CİHAZIN ÜNİTELERİ 1. MANDREN 2. HAVALANDIRMA ARALIKLARI 3. GERİ/İLERİ DÖNÜŞ ŞALTERİ 4. AÇMA / KAPAMA ŞALTERİ 5. AÇMA / KAPAMA ŞALTERİ
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
KULLANMA KILAVUZU USER MANUAL MONOMIG 00IK MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde
Güvenlikle İlgili Önemli Bilgiler
 Değerli Müşterimiz, Radyatör ısıtıcı cihazımızı tercih etmekle, kaliteli bir VESTEL ürünü satın almış bulunmaktasınız. Cihazınızı hızlı bir biçimde tanımak ve cihazınızın tüm fonksiyonlarından eksiksiz
Değerli Müşterimiz, Radyatör ısıtıcı cihazımızı tercih etmekle, kaliteli bir VESTEL ürünü satın almış bulunmaktasınız. Cihazınızı hızlı bir biçimde tanımak ve cihazınızın tüm fonksiyonlarından eksiksiz
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
DDC DUMAN DAMPERİ (EN DK.)
") DUMAN DAMPERİ (EN 1366-10 120 DK.) SMOKE DAMPER (EN 1366-10 120 MIN.) KESKLiMA Tanım DDC tipi duman damperleri, dumanın hava kanallarında diğer bölümlere yayılmasını engellemek için havalandırma sistemlerinde
DUMAN DAMPERİ (EN 1366-10 120 DK.) SMOKE DAMPER (EN 1366-10 120 MIN.) KESKLiMA Tanım DDC tipi duman damperleri, dumanın hava kanallarında diğer bölümlere yayılmasını engellemek için havalandırma sistemlerinde
KULLANMA KILAVUZU USER MANUAL MONOMAG 180 MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE.
 KULLANMA KILAVUZU USER MANUAL MONOMAG 80 MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL MONOMAG 80 MIG/MAG KAYNAK MAKİNESİ MIG/MAG WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
CESA 500 AC ARK KAYNAK MAKİNASI
 Kullanım Kılavuzu CESA 500 AC ARK KAYNAK MAKİNASI 1 İÇİNDEKİLER İÇİNDEKİLER...... 2 CE SERTİFİKASI........3 ELEKTROMANYETİK UYUMLULUK (EMC)......... 4 GÜVENLİK KURALLARI..... 5 6-7-8 1.TEKNİK BİLGİLER........9
Kullanım Kılavuzu CESA 500 AC ARK KAYNAK MAKİNASI 1 İÇİNDEKİLER İÇİNDEKİLER...... 2 CE SERTİFİKASI........3 ELEKTROMANYETİK UYUMLULUK (EMC)......... 4 GÜVENLİK KURALLARI..... 5 6-7-8 1.TEKNİK BİLGİLER........9
BANKET ARABASI (ELEKTRİKLİ)
") KULLANMA VE BAKIM KİTABI BANKET ARABASI (ELEKTRİKLİ) Profesyonellere Profesyonelce AÇIKLAMA Bu kılavuzdaki talimatlar cihazın emniyetli montajı, kullanımı, temizliği ve bakımı hakkında önemli bilgiler
KULLANMA VE BAKIM KİTABI BANKET ARABASI (ELEKTRİKLİ) Profesyonellere Profesyonelce AÇIKLAMA Bu kılavuzdaki talimatlar cihazın emniyetli montajı, kullanımı, temizliği ve bakımı hakkında önemli bilgiler
ZIMPARA TAŞ MOTORU MODEL RTM415A RTM417A RTM420A TANITMA VE KULLANIM KILAVUZU
 ZIMPARA TAŞ MOTORU MODEL RTM415A RTM417A RTM420A TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. AÇMA /KAPAMA ŞALTERİ 2. İŞ PARÇASI TABLASI 3. KIVILCIM/ÇAPAK KORUYUCU 4. ZIMPARA TAŞI 5. ZIMPARA TAŞI
ZIMPARA TAŞ MOTORU MODEL RTM415A RTM417A RTM420A TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. AÇMA /KAPAMA ŞALTERİ 2. İŞ PARÇASI TABLASI 3. KIVILCIM/ÇAPAK KORUYUCU 4. ZIMPARA TAŞI 5. ZIMPARA TAŞI
MONTAJ İŞLETME ve BAKIM KILAVUZU ÇATI TİPİ FANLAR
 MONTAJ İŞLETME ve BAKIM KILAVUZU ÇATI TİPİ FANLAR VENCO Havalandırma ve Makina San.ve Tic. A.Ş. 2004. Cad. No:5 45400 OSB Turgutlu MANİSA / TÜRKİYE Tel: 0 (236) 332 5070 Fax: 0 (236) 332 5030 www.venco.com.tr
MONTAJ İŞLETME ve BAKIM KILAVUZU ÇATI TİPİ FANLAR VENCO Havalandırma ve Makina San.ve Tic. A.Ş. 2004. Cad. No:5 45400 OSB Turgutlu MANİSA / TÜRKİYE Tel: 0 (236) 332 5070 Fax: 0 (236) 332 5030 www.venco.com.tr
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
Zest. : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Description Tan m. : 90x90. Size / Ebat (cm) : 2.5. Depth / Derinlik (cm) Weight / A rl k (kg)
 Kompakt Duş Ünitesi (Flat) Description Tan m. : 90x90. Size / Ebat (cm) : 2.5. Depth / Derinlik (cm) Weight / A rl k (kg)") Zest Description Tan m : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 90x90 Depth / Derinlik (cm) : 2.5 Weight / A rl k (kg) : min. 75 max. 90 Height / Yükseklik
Zest Description Tan m : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 90x90 Depth / Derinlik (cm) : 2.5 Weight / A rl k (kg) : min. 75 max. 90 Height / Yükseklik
ŞARJLI MATKAP MODEL RTM306 TANITMA VE KULLANIM KILAVUZU
 ŞARJLI MATKAP MODEL RTM306 TANITMA VE KULLANIM KILAVUZU 4 6 7 1 2 5 3 CİHAZIN ÜNİTELERİ 1. UÇ TUTUCU 2. AYDINLATMA IŞIĞI 3. AÇMA / KAPAMA ŞALTERİ 4. TORK KONTROL 5. YÖN DEĞİŞTİRME 6. ŞARJ SEVİYE IŞIĞI
ŞARJLI MATKAP MODEL RTM306 TANITMA VE KULLANIM KILAVUZU 4 6 7 1 2 5 3 CİHAZIN ÜNİTELERİ 1. UÇ TUTUCU 2. AYDINLATMA IŞIĞI 3. AÇMA / KAPAMA ŞALTERİ 4. TORK KONTROL 5. YÖN DEĞİŞTİRME 6. ŞARJ SEVİYE IŞIĞI
KIRICI VE DELİCİ MATKAP
 KIRICI VE DELİCİ MATKAP MODEL RTM232 TANITMA VE KULLANIM KILAVUZU 3 4 5 1 6 2 CİHAZIN ÜNİTELERİ 1. MANDREN 2. YAN SAP 3. KIRICI DELİCİ SEÇİM ANAHTARI 4. YAĞ KAPAĞI 5. ANAHTAR 6. DEVİR AYARI NOT: BU ÜRÜN
KIRICI VE DELİCİ MATKAP MODEL RTM232 TANITMA VE KULLANIM KILAVUZU 3 4 5 1 6 2 CİHAZIN ÜNİTELERİ 1. MANDREN 2. YAN SAP 3. KIRICI DELİCİ SEÇİM ANAHTARI 4. YAĞ KAPAĞI 5. ANAHTAR 6. DEVİR AYARI NOT: BU ÜRÜN
Kullanım Kılavuzu 600 AS MIG/MAG. Gazaltı Kaynak Makinası
 Kullanım Kılavuzu 600 AS MIG/MAG Gazaltı Kaynak Makinası 1 İÇİNDEKİLER İÇİNDEKİLER....... 2 CE SERTİFİKASI..........3 ELEKTROMANYETİK UYUMLULUK (EMC)....... 4 GÜVENLİK KURALLARI.... 5 6-7-8 1.TEKNİK BİLGİLER.......9
Kullanım Kılavuzu 600 AS MIG/MAG Gazaltı Kaynak Makinası 1 İÇİNDEKİLER İÇİNDEKİLER....... 2 CE SERTİFİKASI..........3 ELEKTROMANYETİK UYUMLULUK (EMC)....... 4 GÜVENLİK KURALLARI.... 5 6-7-8 1.TEKNİK BİLGİLER.......9
MONTAJ İŞLETME ve BAKIM KILAVUZU DİKDÖRTGEN KANAL TİPİ FANLAR
 MONTAJ İŞLETME ve BAKIM KILAVUZU DİKDÖRTGEN KANAL TİPİ FANLAR VENCO Havalandırma ve Makina San.ve Tic. A.Ş. 2004. Cad. No:5 45400 OSB Turgutlu MANİSA / TÜRKİYE Tel: 0 (236) 332 5070 Fax: 0 (236) 332 5030
MONTAJ İŞLETME ve BAKIM KILAVUZU DİKDÖRTGEN KANAL TİPİ FANLAR VENCO Havalandırma ve Makina San.ve Tic. A.Ş. 2004. Cad. No:5 45400 OSB Turgutlu MANİSA / TÜRKİYE Tel: 0 (236) 332 5070 Fax: 0 (236) 332 5030
ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS
 ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS Çevresel testler askeri ve sivil amaçlı kullanılan alt sistem ve sistemlerin ömür devirleri boyunca karşı karşıya kalabilecekleri doğal çevre şartlarına dirençlerini
ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS Çevresel testler askeri ve sivil amaçlı kullanılan alt sistem ve sistemlerin ömür devirleri boyunca karşı karşıya kalabilecekleri doğal çevre şartlarına dirençlerini
* Kabloya asılarak,çekerek fişi prizden çıkarmayınız. Aksi taktirde kabloya zarar verebilir, yangın ve cihazın bozulmasına neden olabilirsiniz.
 STP-131 MİNİ PRİNTER GÜVENLİK UYARILARI STP-131 termal yazıcıyı kullanırken aşağıdaki güvenlik talimatlarına uymanız gerekmektedir. Aşağıdaki kurallara uyulmaması ciddi yaralanmalara, hasarlara ve ölümlere
STP-131 MİNİ PRİNTER GÜVENLİK UYARILARI STP-131 termal yazıcıyı kullanırken aşağıdaki güvenlik talimatlarına uymanız gerekmektedir. Aşağıdaki kurallara uyulmaması ciddi yaralanmalara, hasarlara ve ölümlere
Değerli Daxom Kullanıcısı,
 Değerli Daxom Kullanıcısı, Cihazın fonksiyonunu doğru olarak yerine getirmesi ve güvenliğiniz için cihazın montaj ve kullanımı esnasında kullanma kılavuzunda belirtilen talimatlara uyunuz. Yetkisiz olarak
Değerli Daxom Kullanıcısı, Cihazın fonksiyonunu doğru olarak yerine getirmesi ve güvenliğiniz için cihazın montaj ve kullanımı esnasında kullanma kılavuzunda belirtilen talimatlara uyunuz. Yetkisiz olarak
Kullanım Kılavuzu 350 A MIG/MAG. Gazaltı Kaynak Makinası
 Kullanım Kılavuzu 350 A MIG/MAG Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER....... 3 CE SERTİFİKASI..........4 ELEKTROMANYETİK UYUMLULUK (EMC)....... 5 GÜVENLİK KURALLARI.... 6-7-8-9 1.TEKNİK
Kullanım Kılavuzu 350 A MIG/MAG Gazaltı Kaynak Makinası 1 NOTES 2 İÇİNDEKİLER İÇİNDEKİLER....... 3 CE SERTİFİKASI..........4 ELEKTROMANYETİK UYUMLULUK (EMC)....... 5 GÜVENLİK KURALLARI.... 6-7-8-9 1.TEKNİK
Kullanım Kılavuzu SPT 90 A. Civata Saplama Punta Kaynak Makinesi
 Kullanım Kılavuzu SPT 90 A Civata Saplama Punta Kaynak Makinesi 1 NOTES 2 İÇİNDEKİLER NOTES....... 2 İÇİNDEKİLER........ 3 CE SERTİFİKASI..........4 ELEKTROMANYETİK UYUMLULUK (EMC)....... 5 GÜVENLİK KURALLARI.....
Kullanım Kılavuzu SPT 90 A Civata Saplama Punta Kaynak Makinesi 1 NOTES 2 İÇİNDEKİLER NOTES....... 2 İÇİNDEKİLER........ 3 CE SERTİFİKASI..........4 ELEKTROMANYETİK UYUMLULUK (EMC)....... 5 GÜVENLİK KURALLARI.....
KULLANMA KILAVUZU RD 400 TW DC PULSE TIG KAYNAK MAKİNESİ. www.oerlikon.com.tr
 KULLANMA KILAVUZU RD 400 TW DC PULSE TIG KAYNAK MAKİNESİ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER
KULLANMA KILAVUZU RD 400 TW DC PULSE TIG KAYNAK MAKİNESİ www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER
Safety Relief Valve. RLT Series. Safety Relief Valves According to 2014/68/EU. Emniyet Tahliye Vanaları 2014/68/EU Direktiflerine uygundur.
 Safety Relief Valve RLT Series Safety Relief Valves According to 2014/68/EU Emniyet Tahliye Vanaları 2014/68/EU Direktiflerine uygundur. ÜRÜN AÇIKLAMASI RLT serisi emiyet tahliye vanaları, herhangibir
Safety Relief Valve RLT Series Safety Relief Valves According to 2014/68/EU Emniyet Tahliye Vanaları 2014/68/EU Direktiflerine uygundur. ÜRÜN AÇIKLAMASI RLT serisi emiyet tahliye vanaları, herhangibir
MONTAJ&OPERASYON VE BAKIM KILAVUZU. Pilot Tesirli Basınç Düşürücü MODEL: RE 3 MIYAWAKI INC. Osaka, Japan
 OM No. E-R3-100724 MONTAJ&OPERASYON VE BAKIM KILAVUZU Pilot Tesirli Basınç Düşürücü MODEL: RE 3 MIYAWAKI INC. Osaka, Japan Türkiye Distribitörü: Genel Makina Ltd. Şti. www.genelmakina.com 1. Tanıtım 2
OM No. E-R3-100724 MONTAJ&OPERASYON VE BAKIM KILAVUZU Pilot Tesirli Basınç Düşürücü MODEL: RE 3 MIYAWAKI INC. Osaka, Japan Türkiye Distribitörü: Genel Makina Ltd. Şti. www.genelmakina.com 1. Tanıtım 2
KULLANMA KILAVUZU USER MANUAL
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
FLEXIBLE METAL HOSE WITHOUT BRAIDING ESNEK ÖRGÜSÜZ METAL HORTUM
 ENG TR FLEXIBLE METAL HOSE WITHOUT BRAIDING ESNEK ÖRGÜSÜZ METAL HORTUM Hose Material: Stainless Steel AISI 316L, AISI 304, AISI 321 DN6-DN200 On wooden rolls On coils (25/50 meters) On request lenghts
ENG TR FLEXIBLE METAL HOSE WITHOUT BRAIDING ESNEK ÖRGÜSÜZ METAL HORTUM Hose Material: Stainless Steel AISI 316L, AISI 304, AISI 321 DN6-DN200 On wooden rolls On coils (25/50 meters) On request lenghts
TELESCH TOZSUZ ZIMPARALAMA SİSTEMLERİ SUPERSANDER 2009TE SUPERSANDER 2011TE BAKIM VE KULLANIM KILAVUZU
 TELESCH TOZSUZ ZIMPARALAMA SİSTEMLERİ SUPERSANDER 2009TE SUPERSANDER 2011TE BAKIM VE KULLANIM KILAVUZU 1 (CAR EP MODELLER) ÜNİTENİZ YÜKSEK KALİTELİ BİR ENDÜSTRİYEL TOZ EMME CİHAZI VE OTOMATİK BİR SİVİÇTEN
TELESCH TOZSUZ ZIMPARALAMA SİSTEMLERİ SUPERSANDER 2009TE SUPERSANDER 2011TE BAKIM VE KULLANIM KILAVUZU 1 (CAR EP MODELLER) ÜNİTENİZ YÜKSEK KALİTELİ BİR ENDÜSTRİYEL TOZ EMME CİHAZI VE OTOMATİK BİR SİVİÇTEN
HP- SERİSİ YANGIN HİDROFOR PANOLARI FIRE FIGHTING CONTROL PANELS
 HP- SERİSİ YANGIN HİDROFOR PANOLARI FIRE FIGHTING CONTROL PANELS HP SERİSİ YANGIN HİDROFOR PANOLARI Standart Özellikler 0,75 kw - 7,5 kw Direk Yolverme 7,5 kw - 560 kw Yıldız-Üçgen Yolverme NFPA Standartlarına
HP- SERİSİ YANGIN HİDROFOR PANOLARI FIRE FIGHTING CONTROL PANELS HP SERİSİ YANGIN HİDROFOR PANOLARI Standart Özellikler 0,75 kw - 7,5 kw Direk Yolverme 7,5 kw - 560 kw Yıldız-Üçgen Yolverme NFPA Standartlarına
KULLANMA KILAVUZU USER MANUAL RD 500 E KAYNAK REDRESÖRÜ WELDING RECTIFIER. www.oerlikon.com.tr
 KULLANMA KILAVUZU USER MANUAL KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER
KULLANMA KILAVUZU USER MANUAL KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir. İÇİNDEKİLER
KULLANMA KILAVUZU TD 355 KAYNAK REDRESÖRÜ
 KULLANMA KILAVUZU KAYNAK REDRESÖRÜ İÇİNDEKİLER GÜVENLİK KURALLARI...2 GÜVENLİK BİLGİLERİNİN TANIMLANMASI Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında kullanılır. Bu kılavuzda
KULLANMA KILAVUZU KAYNAK REDRESÖRÜ İÇİNDEKİLER GÜVENLİK KURALLARI...2 GÜVENLİK BİLGİLERİNİN TANIMLANMASI Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında kullanılır. Bu kılavuzda
63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS. connectors
 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors 38 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors Mermer ocakları ve maden ocakları, limanlar
63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors 38 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors Mermer ocakları ve maden ocakları, limanlar
MONTAJ KILAVUZU AŞAĞIDAKİ MODELLER İÇİN SAUNA ISITICISI. UYARI: Kullanmadan önce bu kılavuzu WARNNING: CAREFULLY BEFORE USE
 MONTAJ KILAVUZU AŞAĞIDAKİ MODELLER İÇİN SAUNA ISITICISI UYARI: Kullanmadan önce bu kılavuzu WARNNING: PLEASE dikkatle okuyunuz. READ THIS MANUAL CAREFULLY BEFORE USE Montaj: Sauna ısıtıcısını,ısıtıcı ile
MONTAJ KILAVUZU AŞAĞIDAKİ MODELLER İÇİN SAUNA ISITICISI UYARI: Kullanmadan önce bu kılavuzu WARNNING: PLEASE dikkatle okuyunuz. READ THIS MANUAL CAREFULLY BEFORE USE Montaj: Sauna ısıtıcısını,ısıtıcı ile
Açıklama Kablo Pabuçları. Crimping Lugs 160
 Kablo Pabuçları Kelepçeler Yüzükler Kaynak Penseleri Şaşe Penseleri Nipeller ve Rakorlar (MIG/MAG) Nipeller ve Rakorlar (TIG) Su Jakları Hortumlar Kılıflar Kablolar Diğer Aksesuarlar Sayfa/Page Crimping
Kablo Pabuçları Kelepçeler Yüzükler Kaynak Penseleri Şaşe Penseleri Nipeller ve Rakorlar (MIG/MAG) Nipeller ve Rakorlar (TIG) Su Jakları Hortumlar Kılıflar Kablolar Diğer Aksesuarlar Sayfa/Page Crimping
Değerli Daxom Kullanıcısı,
 Değerli Daxom Kullanıcısı, Cihazın fonksiyonunu doğru olarak yerine getirmesi ve güvenliğiniz için cihazın montaj ve kullanımı esnasında kullanma kılavuzunda belirtilen talimatlara uyunuz. Yetkisiz olarak
Değerli Daxom Kullanıcısı, Cihazın fonksiyonunu doğru olarak yerine getirmesi ve güvenliğiniz için cihazın montaj ve kullanımı esnasında kullanma kılavuzunda belirtilen talimatlara uyunuz. Yetkisiz olarak
KULLANMA KILAVUZU USER MANUAL ID 250E PFC KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE.
 KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL KAYNAK İNVERTÖRÜ DC INVERTER ARC WELDING MACHINE www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
FRİTÖZ KULLANMA KILAVUZU FRİTÖZÜ ÇALIŞTIRMADAN ÖNCE LÜTFEN DİKKATLİCE OKUYUNUZ
 FRİTÖZ KULLANMA KILAVUZU FRİTÖZÜ ÇALIŞTIRMADAN ÖNCE LÜTFEN DİKKATLİCE OKUYUNUZ AEF 490 AEF 890 İÇİNDEKİLER I Fritözün Tanımı ve Kullanım Alanları 3 4 II Genel Uyarılar ve Güvenlik Önlemleri 5 III Teknik
FRİTÖZ KULLANMA KILAVUZU FRİTÖZÜ ÇALIŞTIRMADAN ÖNCE LÜTFEN DİKKATLİCE OKUYUNUZ AEF 490 AEF 890 İÇİNDEKİLER I Fritözün Tanımı ve Kullanım Alanları 3 4 II Genel Uyarılar ve Güvenlik Önlemleri 5 III Teknik
DARBELİ MATKAP MODEL RTM151 TANITMA VE KULLANIM KILAVUZU
 DARBELİ MATKAP MODEL RTM151 TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. MANDREN 2. ÇALIŞTIRMA ANAHTARI 3. DEVİR AYARI 4. SAĞ SOL MANDALI 5. ANAHTAR KİLİTLEME BUTONU 6. HAVALANDIRMA ARALIKLARI TEKNİK
DARBELİ MATKAP MODEL RTM151 TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. MANDREN 2. ÇALIŞTIRMA ANAHTARI 3. DEVİR AYARI 4. SAĞ SOL MANDALI 5. ANAHTAR KİLİTLEME BUTONU 6. HAVALANDIRMA ARALIKLARI TEKNİK
OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1700 DC
 OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1700 DC İÇİNDEKİLER GÜVENLİK KURALLARI... GÜVENLİK BİLGİLERİNİN TANIMLANMASI Bu semboller potansiyel tehlikelerin tanımlanmasında kullanılır.
OERLIKON KAYNAK ELEKTRODLARI VE SANAY A.. Kullanma Kılavuzu CITIG 1700 DC İÇİNDEKİLER GÜVENLİK KURALLARI... GÜVENLİK BİLGİLERİNİN TANIMLANMASI Bu semboller potansiyel tehlikelerin tanımlanmasında kullanılır.
BANT KAYNAK MAKİNESİ BENT WELDING MACHINE KULLANMA KLAVUZU USER'S GUIDE. GTİP/HS Code: 8515.80.99.00.00
 BANT KAYNAK MAKİNESİ BENT WELDING MACHINE KULLANMA KLAVUZU USER'S GUIDE GTİP/HS Code: 8515.80.99.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi
BANT KAYNAK MAKİNESİ BENT WELDING MACHINE KULLANMA KLAVUZU USER'S GUIDE GTİP/HS Code: 8515.80.99.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi
PVC Yalıtkanlı Protoflex Kontrol Kabloları PVC Insulated Protoflex Control Cables
 PVC Yalıtkanlı Protoflex Kontrol Kabloları PVC Insulated Protoflex Control Cables 0 A brand of the 8 Özel Kablolar Special Cables Kontrol - Ölçü - Kumanda Kabloları H05VV5-F Control - Measurement and Signal
PVC Yalıtkanlı Protoflex Kontrol Kabloları PVC Insulated Protoflex Control Cables 0 A brand of the 8 Özel Kablolar Special Cables Kontrol - Ölçü - Kumanda Kabloları H05VV5-F Control - Measurement and Signal
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
Kullanım Kılavuzu DC 450 ARM. Mekanik Kontrollü DC ARK Kaynak Makinası
 Kullanım Kılavuzu DC 450 ARM Mekanik Kontrollü DC ARK Kaynak Makinası 1 İÇİNDEKİLER İÇİNDEKİLER...... 2 CE SERTİFİKASI........3 ELEKTROMANYETİK UYUMLULUK (EMC)......... 4 GÜVENLİK KURALLARI..... 5 6-7-8
Kullanım Kılavuzu DC 450 ARM Mekanik Kontrollü DC ARK Kaynak Makinası 1 İÇİNDEKİLER İÇİNDEKİLER...... 2 CE SERTİFİKASI........3 ELEKTROMANYETİK UYUMLULUK (EMC)......... 4 GÜVENLİK KURALLARI..... 5 6-7-8
3030 MİO KURULUM VE KULLANMA KILAVUZU.
 Tüm uyarıları dikkatlice okuyup, daha sonraki kullanımlar için kullanma kılavuzunu iyi bir yerde muhafaza ediniz. 3030 MİO KURULUM VE KULLANMA KILAVUZU Ambalaj üzerindeki görsel ile gerçek ürün arasında
Tüm uyarıları dikkatlice okuyup, daha sonraki kullanımlar için kullanma kılavuzunu iyi bir yerde muhafaza ediniz. 3030 MİO KURULUM VE KULLANMA KILAVUZU Ambalaj üzerindeki görsel ile gerçek ürün arasında
MODEL RTM925 TANITMA VE KULLANIM KILAVUZU
 ELEKTRİKLİ ÇİT BUDAMA MODEL RTM925 TANITMA VE KULLANIM KILAVUZU TEKNİK ÖZELLİKLER -RTM925- VOLTAJ 230V~50HZ GİRİŞ GÜCÜ 710W BIÇAK UZUNLUĞU 530MM DEVİR HIZI 1600 R/MİN DİŞ ARALIĞI 20MM MAX KESİLECEK ÇALI
ELEKTRİKLİ ÇİT BUDAMA MODEL RTM925 TANITMA VE KULLANIM KILAVUZU TEKNİK ÖZELLİKLER -RTM925- VOLTAJ 230V~50HZ GİRİŞ GÜCÜ 710W BIÇAK UZUNLUĞU 530MM DEVİR HIZI 1600 R/MİN DİŞ ARALIĞI 20MM MAX KESİLECEK ÇALI
KULLANMA VE BAKIM KĠTABI
 KULLANMA VE BAKIM KĠTABI PATATES DĠNLENDĠRME (ELEKTRĠKLĠ) G Ü R Ç E L İ K Profesyonellere Profesyonelce AÇIKLAMA Bu kılavuzdaki talimatlar cihazın emniyetli montajı, kullanımı, temizliği ve bakımı hakkında
KULLANMA VE BAKIM KĠTABI PATATES DĠNLENDĠRME (ELEKTRĠKLĠ) G Ü R Ç E L İ K Profesyonellere Profesyonelce AÇIKLAMA Bu kılavuzdaki talimatlar cihazın emniyetli montajı, kullanımı, temizliği ve bakımı hakkında
KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER.
 KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANIM KILAVUZU NOT: BU ÜRÜN PROFESYONEL KULLANIM İÇİN UYGUN DEĞİLDİR.
 BENZİNLİ JENERATÖR MODEL RTM9665 KULLANIM KILAVUZU NOT: BU ÜRÜN PROFESYONEL KULLANIM İÇİN UYGUN DEĞİLDİR.. 1) Yakıt deposu 9) Boru çerçeve 2) Egzost susturucu 10) Buji 3) Toprak 11) Yakıt Kapağı 4) Devre
BENZİNLİ JENERATÖR MODEL RTM9665 KULLANIM KILAVUZU NOT: BU ÜRÜN PROFESYONEL KULLANIM İÇİN UYGUN DEĞİLDİR.. 1) Yakıt deposu 9) Boru çerçeve 2) Egzost susturucu 10) Buji 3) Toprak 11) Yakıt Kapağı 4) Devre
KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER.
 KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik
KULLANMA KILAVUZU USER MANUAL GL 451 GL 600 KAYNAK REDRESÖRÜ WELDING RECTIFIER www.oerlikon.com.tr Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik