MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
|
|
|
- Esin Özmert
- 8 yıl önce
- İzleme sayısı:
Transkript
1 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı

2 Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup Mn ve Si gibi eşlik elementlerine ve P ve S gibi katışkı elementlerine sahiptir. Katışkı elementlerinin miktarı çeliğin kalite grubunu belirler. Çekme Dayanımına Göre Tanımlanan Genel Yapı Çelikleri Çekme dayanımına göre genel yapı çelikleri TS 2162 (Nisan 1990) ve DIN de. verilmektedir. DIN standardı 7 temel genel yapı çeliği türünü içermektedir. Bunlar St 33, St 37, St 44, St 50, St 52, St 60 ve St 70 türleridir. Eskiden 24 olan genel yapı çelikleri, şimdi nitelik gruplarıyla beraber 11 e indirgenmiştir. Bu çelik simgelerinin önüne gelen (U) harfi çeliğin kaynar çelik olduğunu göstermekte, DIN standartlarında yarıdurgun deyimi geçmemekle beraber durgun ve yarıdurgun deyimleri kullanılmakta ve bunlar içinde (R) ve (RR) simgeleri kullanılmaktadır. Birinci planda çekme dayanımları ve akma sınırı değerleri göz önünde tutularak, örneğin çelik konstrüksiyon, köprü yapımı, basınçlı kap ve donanımları, taşıt yapımı ve makine konstrüksiyonlarında kullanılırlar. Bu çelikler daha çok haddelenmiş halde, fakat kısmen de normal tavlı olarak kullanılırlar. Bu nedenle, haddeleme ısısından yapılan ısıl işlem bu çeliklerde daha fazla önem taşımaktadır. İyi kontrol edilen haddeleme sıcaklığından yararlanılarak yapılan normal tavlamada oldukça iyi dayanım özelliklerine ulaşılabilir. Kontrollü haddeleme tarzında uygulanacak termomekanik işlemle ise iyileştirilmiş mekanik özelliklere, özellikle çentik darbe dayanımına ulaşmak olanaklıdır. Genellikle alaşımsız çelik olarak tanımlandıklarından, mekanik özellikler büyük ölçüde karbon miktarına bağlıdır. Fakat başta azot ve fosfor olmak üzere, üretim hammaddelerinden ve yöntemden kaynaklanan mangan, silisyum, bakır ve kükürt elementleri de oldukça etkilidir. Fosfor ve azot dayanımı artırmasına karşın sünekliği düşürdüklerinden bu çeliklerde azaltılmaya çalışılır. Genel yapı çelikleri 2

3 Alaşımsız çeliklerin haddelenmiş halde mekanik özellikleri 3

4 Kaynaklanabilirlik, a) karbon miktarı, b) demir eşlik elementleri, c) silisyum, mangan, aluminyum ilavesi (dökümde) ve d) alaşım elementlerine bağlıdır. Karbon miktarının artması: kaynak dikişi bölgesinde kırılganlık artışı, martenzit dönüşümünün sertliğe katkısı ve ayrıca kritik soğuma hızının azalması nedeniyle kaynaklanabilirlikte azalma. Bundan dolayı elektrik ark kaynağında % 0,2 C lu alaşımsız çelikler ITAB da (ısı tesiri altındaki bölge) martenzit miktarı % 3050 ye, sertlik ise HV ye çıkabilir => çatlak ve gevrek kırılma güvenliği bakımından üst sınırlara ulaşma. Daha yüksek karbon miktarlarında ise aşırı sertleşme tehlikesini önlemek için önısıtma uygulaması. Alaşım elementlerinin bulunması: Kritik soğutma hızında daha da fazla düşme. Böylece yaklaşık % 0,1 C içeriğinden itibaren bir önısıtma gerekli. Kaynak geçiş bölgesindeki çatlak tehlikesini önlemek için karbon miktarının 2,5 katı kadar manganın bileşimde bulunması faydalı. Daha yüksek karbon miktarları kaynar çeliklerde atmosferden, koruyucu gazdan veya cüruftan oksijen yakalanması olasılığını ve böylece ergiyikte CO oluşumunun tetiklenmesi. Böyle bir durumda da kaynak bölgesinde gözenek ve sıçratma oluşumu. Karşı önlem olarak dezoksidasyon etkisi olan bazik elektrotlar kullanmak yararlı. Kaynaklanabilirliğe Etki Eden Faktörler 4

5 Bir çeliğin kaynak esnasında ve sonrasındaki davranışı sadece malzemeye değil, aynı zamanda boyut ve şekline, ayrıca parçanın üretim koşullarına da bağlı => çeşitli kaynak yöntemleri açısından çeliklerin sınırsız kaynaklanabilirliği söz konusu değil. S 185, E 295, E 335, E 360 çelikleri için, kimyasal bileşim olarak belirli bir gereksinim olmadığından bu çeliklerin kaynaklanabilirliğine ilişkin bir tanımlama yok. J R, J 2 G 3, J 2 G 4, K2 G3 ve K 2 G 4 kalite gruplarındaki çelikler genel olarak tüm yöntemler açısından kaynağa uygun. Kaynaklanabilirlik J R ve J 0 dan K 2 G 3 ve 4 e kadar olan kalite gruplarının her türünde artar. S 235 J R çelik türlerinde durgun çelikler özellikle kaynak sırasında segregasyon bölgesi kısmen ergitilebiliyorsa kaynar çeliklere oranla daha çok tercih edilir. Çeliklerin kalite grubu çeliklerin kaynaklanabilirliği ve gevrek kırılganlık davranışı hakkında fikir verir. Kaynaklanabilirlik açısından karbon miktarını sınırlandırmak güvenilir bir yöntemdir, keza çelikler gevrek kırılma güvenliğine göre gruplandırılabilir. Aynı mukavemet değerlerindeki çeliklerde kalite gruplarının çelik türleri sadece kimyasal bileşim değil, aynı zamanda gevrek kırılma hassasiyeti açısından da farklılık gösterir. S 355 çelik türleri için (S 355 J R hariç) kaynaklanabilirlik açısından kimyasal bileşime yönelik olarak özel bir tanımlama (mevcut Nb, Ti veya V a bağlanan maksimum C miktarı) ve/veya karbon eşdeğeri için bir üst değer getirilebilir. Karbon eşdeğeri: CE = C+ Mn Cr Mo V Cu Ni 15 (Kütle%) DIN EN e göre Çeliklerin Kaynaklanabilirliği 5

6 TS 2162 Malz. No. Sermbol DIN Eski Yeni EURONORM ISO Döküm tarzı* DIN Isıl işlem** ISO Kimyasal Bileşim (% Ağırlık) C Pmaks Smaks Nmaks Almax Fe33 Fe 372 KFe 372 SFe 372 Fe 373 Fe 442 Fe 443 Fe 523 Fe 502 Fe 602 Fe 702 St 33 St372 USt372 RSt372 St 373 St 442 St442 St 523 St 502 St 602 St 702 St310 St3602 USt3602 RSt 3602 St 3603 St 4302 St4303 St5103 St4902 St5902 St6902 Fe 3100 Fe 360BFU Fe 360BFN Fe 360C Fe 360D Fe 430B Fe 430C Fe 430D Fe 510C Fe 510D Fe 4902 Fe 5902 Fe 6902 ISO 630 Fe 3100 Fe 360B Fe 360B Fe 360B Fe 360C Fe 360D Fe 430B Fe 430C Fe 430D Fe 510C Fe 510D ISO 1052 Fe 4902 Fe 5902 Fe 6902 U R RR RR R RR RR RR RR R R R U N U N U N 0.17max 0.17max 0.17max 0.17max 0.17max 0.21max 0.20max 0.20max 0.20max 0.20max 0.30max 0.40max 0.50max *) UKaynar Döküm, RDurgun Döküm, RR Özel Durgun Döküm **) USıcak haddelenmiş, başka işlem görmemiş, N Normal tavlanmış Değişik standartlarda çekme dayanımına göre verilen genel yapı çelikleri ve bileşimleri 6

7 ÇELİK SEMBOLÜ Çekme Mukavemeti, Rm TS 2162 DIN < 3mm 3mm 100mm Fe 33 Fe 372 K Fe 372 S Fe 372 Fe 373 Fe 442 Fe 443 Fe 523 Fe 502 Fe 602 Fe mm Akma Mukavemeti, Re mm mm mm mm Kopma Uzaması A 3 40 mm mm mm ISO Isıl işlem Çentik darbe dayanımı V çentikli örnek (boyuna) Eski Yeni MPa MPa Yön* % ** C J St 33 St 372 Ust 372 RSt 372 St 373 St 442 St 442 St 523 St 503 St 602 St 702 St 310 St 3602 USt RSt 3602 St 3603 St 4302 St 4302 St 5103 St 4902 St 5902 St U N U N U N mm mm mm *) :Şekillendirme yönünde, : Şekillendirmeye dik doğrultuda **) U: Sıcak haddelenmiş, başka işlem görmemiş, N: Normal tavlanmış TS 2162 ye göre, genel yapı çeliklerinin mekanik özellikleri 7

8 CMn çeliklerinin mukavemetine katkıda bulunan faktörler 8

9 Isı tesiri altındaki bölgede (ITAB) izin verilen maksimum karbon eşdeğeri, plaka kalınlığı ve sertlik arasındaki ilişki 9

10 Kaynaklanabilirlik % C max daima var genellikle var sınırlı olarak var yok ön ısıtma S 185 0,17 S 235 J0/J2 S 235 JR 1) 0,20 S 5 J0/J2 S 5 JR 1) 0,30 E C 0,20 S 355 J0/J2/K2 2) 0,40 E C 0,50 E C 1) segregasyon bölgesinin kesilip alınması mümkün 2) kalın kesitlerde (> 25 mm) ön ısıtma gerekli DIN EN e göre yapı çeliklerinin kaynaklanabilirliği 10
 ön ısıtma gerekli DIN EN 10 025 e göre yapı çeliklerinin")
11 Çelik türü C (%) Si (%) Mn (max%) P (%) S (%) Al (min%) Nb (max%) Ti (%) StE 340 0,10 0,50 1,00 0,030 0,030 0,015 0,09 0,22 StE 260 P 0,07 0,50 0,70 0,080 0,030 0,020 StE 220 BH 0,06 0,50 0,70 0,080 0,030 0,020 Yüksek mukavemetli tipik çeliklerin ergiyik analizine göre kimyasal bileşimleri 11

12 çok düşük orta karbon içeriği + Nb, Ti, V gibi elementler (maksimum % 0.25; ayrıca Al, Mo ve B da kullanılır) ikili ve üçlü kombinasyonlar halinde mikroyapı içerisinde karbür/karbonitrür çökeltilerinin oluşumu: 1. ile tane boyutunu incelterek tokluk ve mukavemetin beraberce artırma, 2. çökelti sertleşmesi mekanizmasıyla mukavemetin artırılması. Yassı ürünlerde mikroalaşımlamayla birlikte uygun bir termomekanik işlem yapılır: Kontrollü haddeleme ile gerçekleştirilen bu işlemde, genelde C de yapılan ön deformasyon + düşük sıcaklıklarda ( C) nihai bir deformasyon. Haddeleme sonrası değişik soğuma hızları kullanılarak mikroyapının ince taneli ferrit ve beynitten oluşmasının sağlanması Yassı ürünlerdeki gelişme: Standart yumuşak çelikler => CMn tipi HSLA çelikleri => mikroalaşımlama ile C Mn(V/Ti/Nb) tipi HSLA çelikleri (temel kompozisyon: %.15 C, % 0.3 Si ve % 1.5 Mn). Dövme ürünlerindeki gelişme: Orta karbonlu ıslah çelikleri => mikroalaşımlı çelikler (sadece kontrollü soğutma mekanizmasıyla çalıştığından % 0.25 lik karbon miktarı alt sınır olarak görülür. Mikroalaşımlama 12

13 Mikroalaşımlı çeliklerde uygulanan sertleştirme mekanizmalarının mekanik özelliklere etkisi 13


14 MAE (MikroAlaşım Elementi) niobyumun tüm mikroyapısal etkisi 14

15 Ti, Nb ve V elementlerinin oluşturdukları karbür ve nitrür bileşiklerinin serbest enerjileri 15

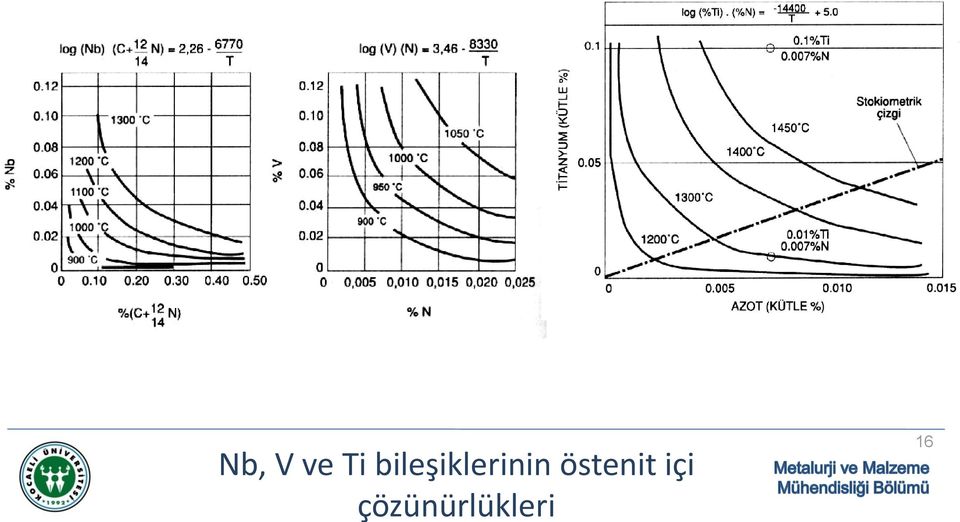
16 Nb, V ve Ti bileşiklerinin östenit içi çözünürlükleri 16
17 Nb miktarı ve Nb (CN) çökelti boyutunun mukavemet değerleri 17


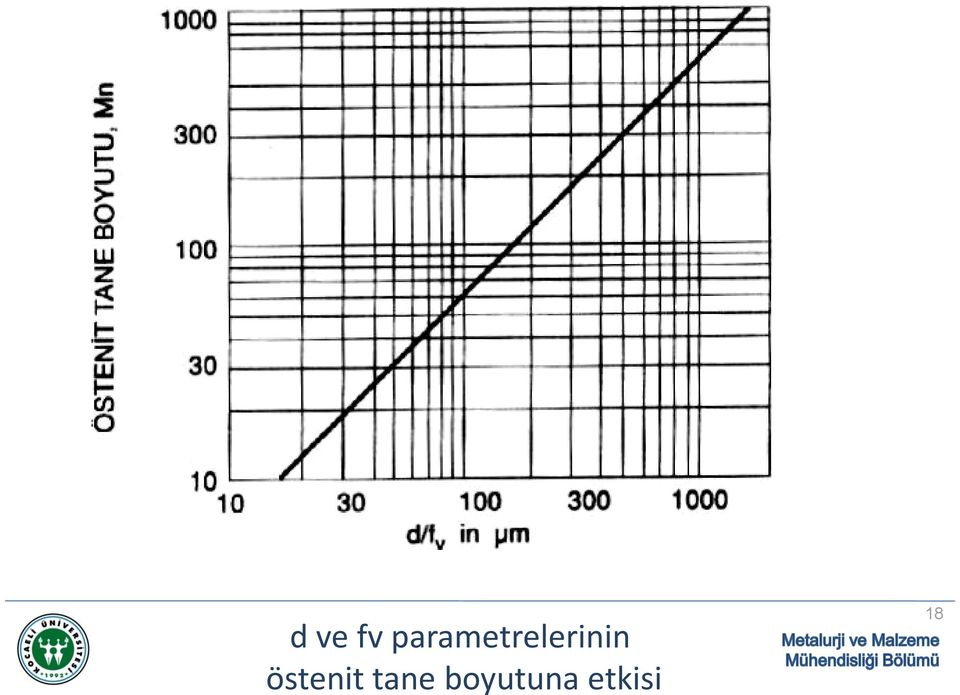
18 d ve fv parametrelerinin östenit tane boyutuna etkisi 18
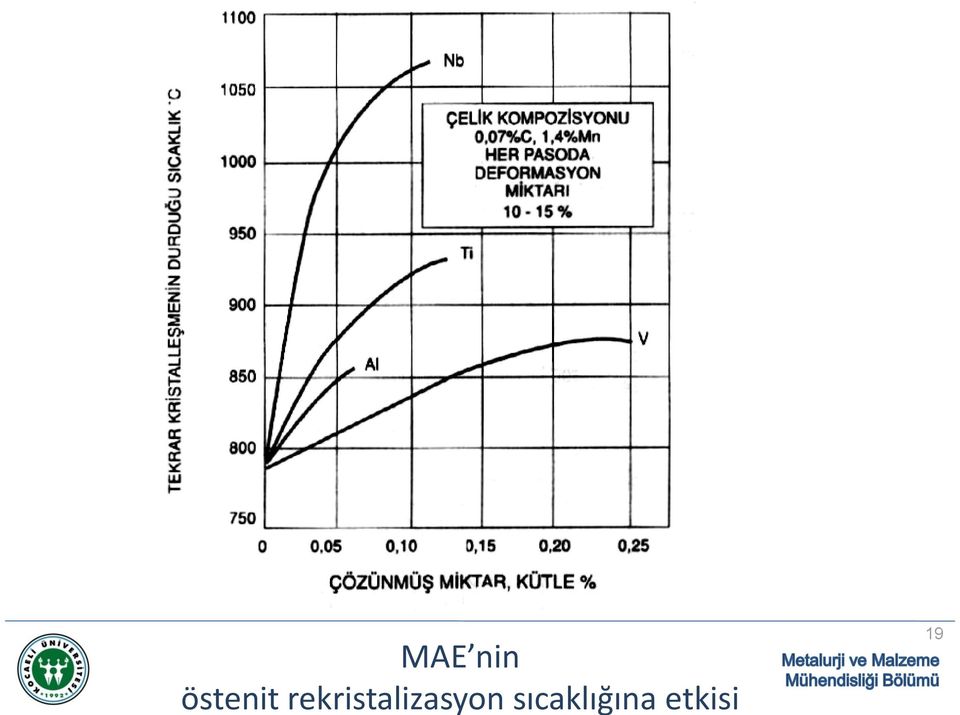
19 MAE nin östenit rekristalizasyon sıcaklığına etkisi 19

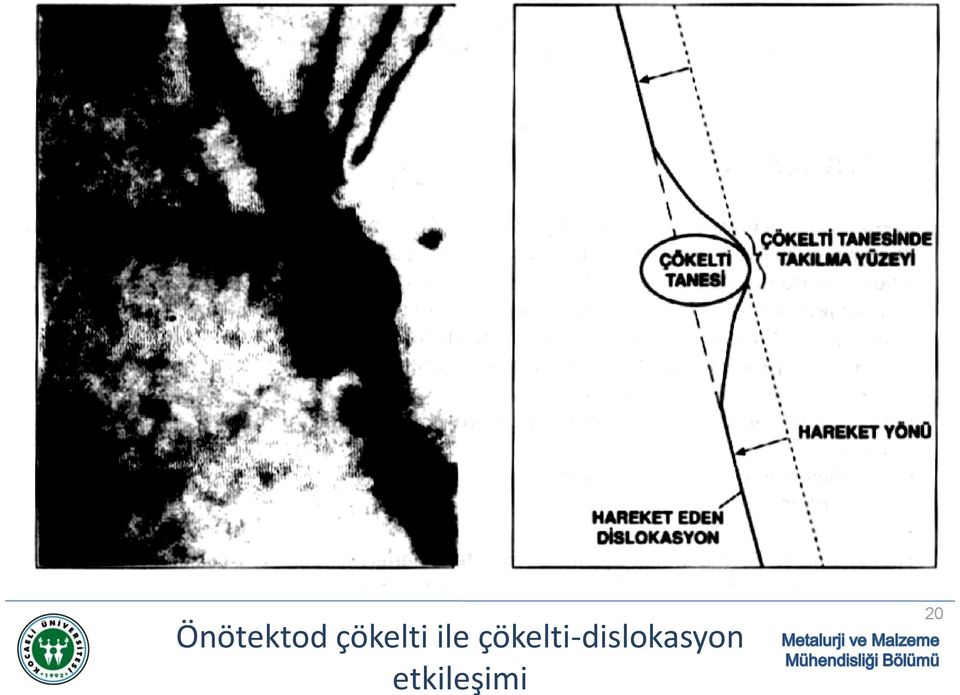
20 Önötektod çökelti ile çökeltidislokasyon etkileşimi 20
21 MAE çökeltilerinin boyut ve hacimsel miktarları üzerindeki çökelti sertleşmesi etkisi 21
22 Dayanç artırımı ile elde edilen kütle tasarrufunun mikroalaşımlı boru malzemelerde örneklenmesi 22
23 Dayanç artırımı ile elde edilen kütle tasarrufunun mikroalaşımlı boru malzemelerde örneklenmesi 23
24 Mikroalaşımlı çeliklerde toklukdayanç diyagramı 24
25 ÇELİK TİPİ KÜTLESEL MİKTAR, % KISA İŞARETİ MALZEME NUMARASI C Si Mn P S N Al Cr Cl Mo Ni Nb Ti V Nb+Ti+V StE 255 WstE 255 TStW 255 ESTe 255 StE 285 WstE 285 TStW 285 ESTe 285 StE 315 WstE 315 TStW 315 ESTe 315 StE 355 WstE 355 TStW 355 ESTe 355 StE 380 WstE 380 TStW 380 ESTe 380 StE 420 WstE 420 TStW 420 ESTe 420 StE 460 WstE 460 TStW 460 ESTe 460 StE 500 WstE 500 TStW 500 ESTe ) ) ) ) ) ) ) Kaynaklanabilir, ince taneli yapı çelikleri kompozisyonları (DIN 17102) 25
26 a. X50 tipi mikroalaşımlı çelikte Z ekseninde ölçülen deformasyon derecesi b. Kükürt miktarının enine ölçülen darbe geçiş sıcaklığına etkisi Kükürt miktarı ve kalsiyum uygulamasının tokluk etkisi 26
27 Yüksek mukavemetli yapı çeliklerinde tane boyutunun tokluk ve mukavemet etkisi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 7 Plastik Şekillendirilen Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 7. Plastik
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması
 ve Kaba Tane Tavlaması") MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
MMT440 Çeliklerin Isıl İşlemi 3 Tavlama İşlemleri: Difüzyon Tavlaması (Homojenleştirme) ve Kaba Tane Tavlaması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler
 MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Slab Sıcak haddeleme Asitle temizleme Soğuk haddehane Çan tipi fırın Temper hadde Sürekli tavlama
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları. Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
TÜRK STANDARDI TURKISH STANDARD
 ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111)
") ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111) Doç. Dr. Burak DİKİCİ Üretim Kısa Çeliklerin Kısa Standardizasyon Nedir? Standardizasyon; Belirli biçim, Ölçü, Kalite, Bileşim ve, Şekillere
ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111) Doç. Dr. Burak DİKİCİ Üretim Kısa Çeliklerin Kısa Standardizasyon Nedir? Standardizasyon; Belirli biçim, Ölçü, Kalite, Bileşim ve, Şekillere
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ
 www.muhendisiz.net 1 ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ Maksimum %2,06 karbon içeren demir karbon alaşımları çelik olarak adlandırılır. Çelikler halen günümüzde en yaygın kullanılan malzeme grubunu
www.muhendisiz.net 1 ALAŞIM ELEMENTLERİNİN ÇELİKLERE ETKİLERİ Maksimum %2,06 karbon içeren demir karbon alaşımları çelik olarak adlandırılır. Çelikler halen günümüzde en yaygın kullanılan malzeme grubunu
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Metal. Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla
 BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI. ½...16 Asme B 16.9 Nw15...Nw Mss Sp 75 Nw450...
 STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI ½...16 Asme B 16.9 Nw15...Nw400 18...48 Mss Sp 75 Nw450...Nw1200 FLANŞLAR ½...24 Asme B 16.5 Nw15...Nw600 26...60 Mss Sp 44 Nw650...Nw1500
STANDARTLAR ÜRETİM STANDARDI TSE ISO EN ASME JIS BAĞLANTI PARÇALARI ½...16 Asme B 16.9 Nw15...Nw400 18...48 Mss Sp 75 Nw450...Nw1200 FLANŞLAR ½...24 Asme B 16.5 Nw15...Nw600 26...60 Mss Sp 44 Nw650...Nw1500
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği
 MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
MMT310 Malzemelerin Mekanik Davranışı 3 Tokluk özelliklerinin belirlenmesi Kırılma Mekaniği Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 3. Tokluk özelliklerinin belirlenmesi 3.1. Kırılma 3.2. Kırılmayla
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler
 MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması 27.02.2012 Isıl
MMT440 Çeliklerin Isıl İşlemi 5 Termomekanik İşlemler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı Tarih Konu 20.02.2012 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması 27.02.2012 Isıl
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MMT440 Çeliklerin Isıl İşlemi 4 Dönüşüm Diyagramları ZSA ve ZSD Diyagramları
 MMT440 Çeliklerin Isıl İşlemi 4 Dönüşüm Diyagramları ZSA ve ZSD Diyagramları Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 4. Dönüşüm Diyagramları ZSÖ ve ZSD Diyagramları 4.1. Giriş 4.2. Zaman-Sıcaklık-Östenitleme
MMT440 Çeliklerin Isıl İşlemi 4 Dönüşüm Diyagramları ZSA ve ZSD Diyagramları Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 4. Dönüşüm Diyagramları ZSÖ ve ZSD Diyagramları 4.1. Giriş 4.2. Zaman-Sıcaklık-Östenitleme
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
ALUMİNYUM ALA IMLARI
 ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
ALUMİNYUM ALA IMLARI ALUMİNYUM VE ALA IMLARI Alüminyum ve alüminyum alaşımları en çok kullanılan demir dışı metaldir. Aluminyum alaşımları:alaşımlama (Cu, Mg, Si, Mn,Zn ve Li) ile dayanımları artırılır.
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
ÇÖKELME SERTLEŞTİRMESİ HOŞGELDİNİZ
 ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
ÇÖKELME SERTLEŞTİRMESİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma Sertleşmesi) Bazı metal alaşımlarının sertlik ve mukavemeti, soğuk deformasyon
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Yüksek Mukavemetli Çeliklerin Üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Daha sonra levha ve saclarda oluşabilecek anizotropinin engellenmesi
Çolakoğlu Metalurji SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ
 ÜRETİM BİLGİLERİ") SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
SICAK HADDELENMİŞ RULO (HRC) ÜRETİM BİLGİLERİ Kalınlık : 1,2-25,4 mm Genişlik : 800-1650 mm Bobin Ağırlığı : 10-39 ton Mandrel Çapı : 762 mm Not : Tablolarda belirtilen ÇOLAKOĞLU kimyasal analiz değerleri
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Mukavemet ve akma davranışı
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Mukavemet ve akma davranışı Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Mukavemet ve akma davranışı Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 2. Mukavemet ve deformasyon
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
ICS TÜRK STANDARDI TS EN /Ocak 1996 ÖNSÖZ
 ÖNSÖZ Bu standard, CEN tarafından kabul edilen EN 10027-1 standardı esas alınarak, TSE Metalurji Hazırlık Grubu nca hazırlanmış ve TSE Teknik Kurulu nun 18 Ocak 1996 tarihli toplantısında Türk Standardı
ÖNSÖZ Bu standard, CEN tarafından kabul edilen EN 10027-1 standardı esas alınarak, TSE Metalurji Hazırlık Grubu nca hazırlanmış ve TSE Teknik Kurulu nun 18 Ocak 1996 tarihli toplantısında Türk Standardı
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik