Kısa Program yazma-mdi
|
|
|
- Engin Derici
- 8 yıl önce
- İzleme sayısı:
Transkript

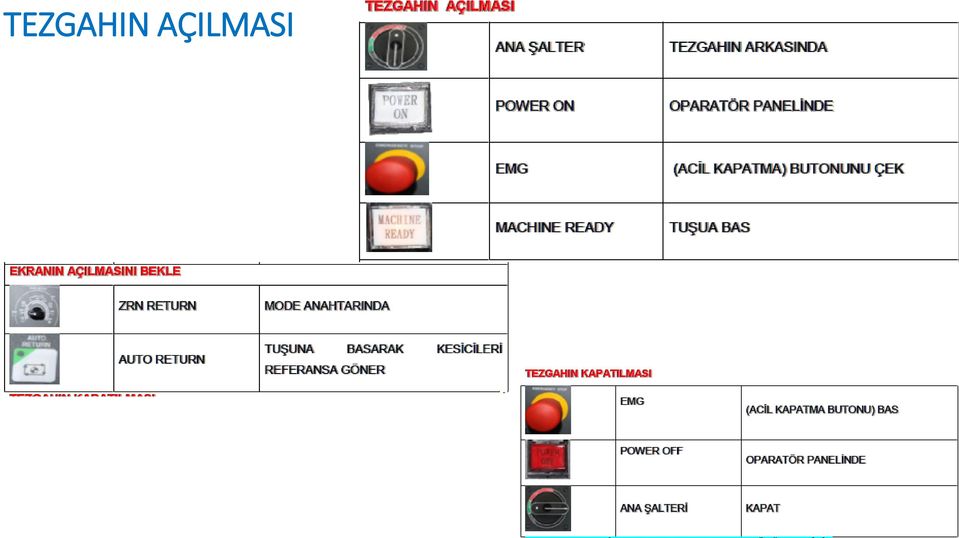
1 TEZGAHIN AÇILMASI
2 Kısa Program yazma-mdi

3 TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK

4 CNC MAKİNE REFERANS VE SIFIR NOKTALARI

5
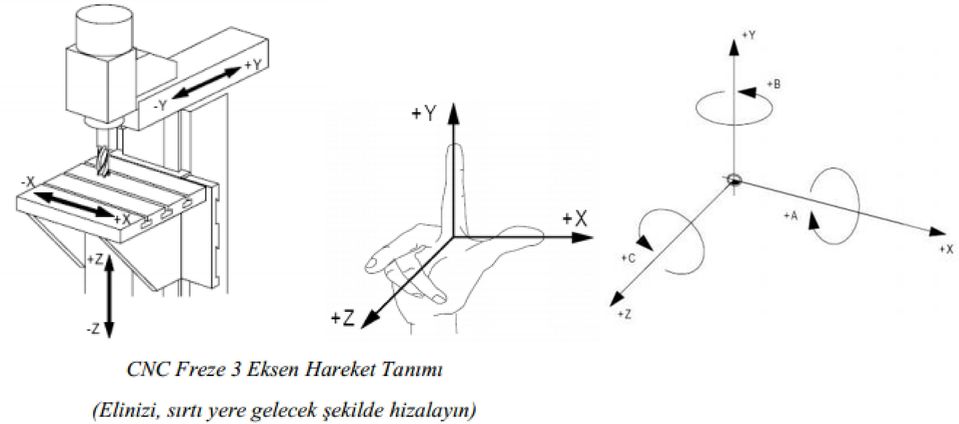
6 CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek için referans noktalarını ve kesicinin hareket noktalarını iyi tespit etmek gerekmektedir. CNC tezgâh ve sistemlerinde Kesici takım, Iş parçası, Tezgâh ve makine olmak üzere dört ayrı koordinat ekseni vardır. Tezgâh koordinat sisteminde tezgâhın referans noktası ve makine sıfır noktası tezgâh imalatçısı tarafından belirlendiğinden değişiklik yapmak mümkün değildir.

7 İş parçası Koordinat Sistemi,Parça Sıfırlama, Referans Noktası Belirleme CNC tezgâhlarına program yapılırken takım yollarının çıkarılabilmesi için bir koordinat sistemine ihtiyaç duyulur. Bu nedenle programlamada koordinat sistemi önemli yer tutar. Z değeri sıfırlandıktan sonra takım telafisi tezgaha girilir. X ve Y deki parça sıfırlamalarımızda takım telafisini ayarlamak için Takım yarı çapı kadar her zaman parçanın üzerine kaçarız. Örneğin 8mm çakı için 4 er mm X ve Y de ok yönünde paraçnın üzerine kaçılır. İş parçası sıfır noktası parça üzerinde herhangi bir yer olabilir.


8 Karmaşık parçaların işlenebilmesi için birden fazla referans noktası seçilebilir. İşleme merkezlerinden işlemler birden fazla noktada yoğunlaşabilir. İş parçası üzerindeki bu bölgeler için değişik iş parçası referans noktaları seçilebilir. Ayrıca bir tezgaha aynı anda birden fazla iş parçası da bağlanabilir. Bu durumda G54-G59 arasındaki kodlara iş parçası sıfır noktası ataması yapılabilir.


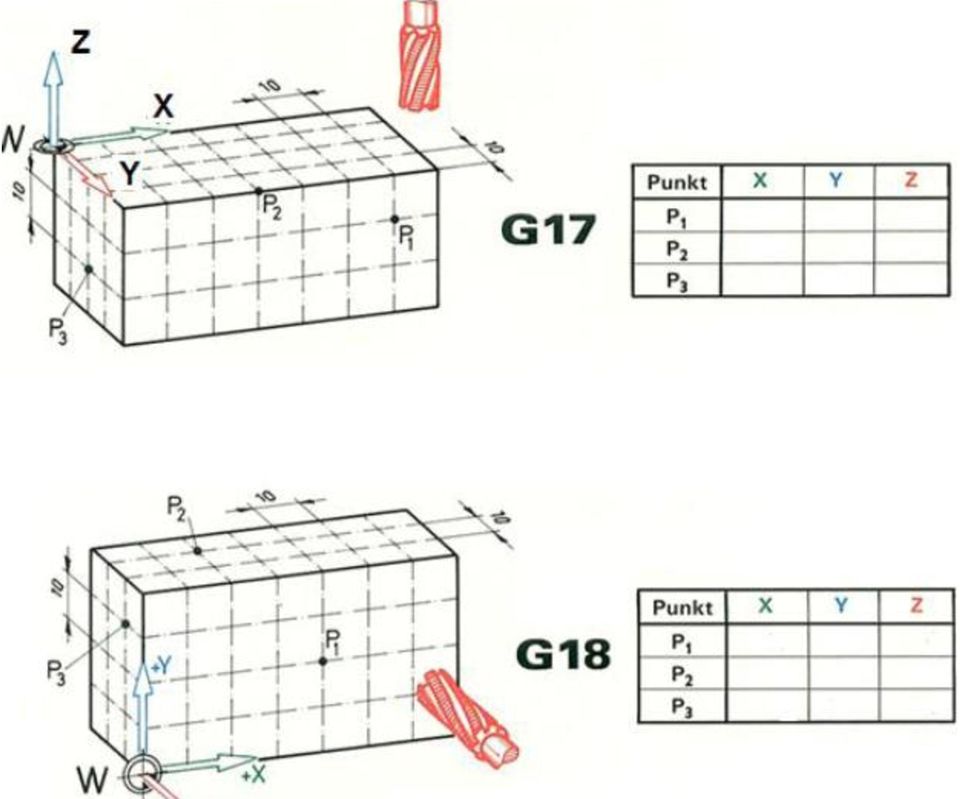
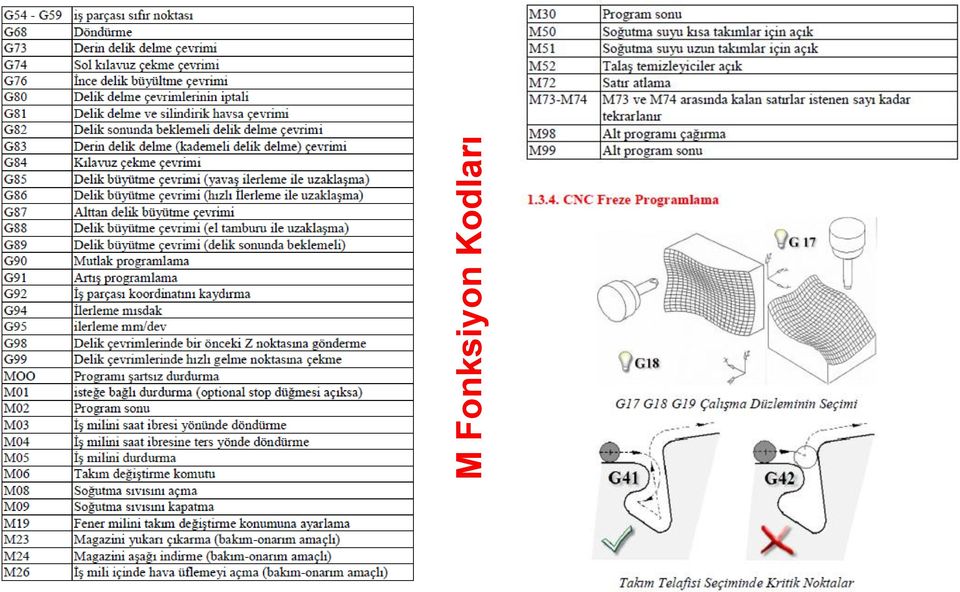
9 CNC DİK İŞLEME MERKEZİ ÇALIŞMA DÜZLEMİ CNC dik işleme merkezlerinde, özellikle dairesel hareketlerde (G02-G03) ve yarıçap telafisinde çalışma düzlemi tanımlanmalıdır. Standart olarak G17 çalışma düzlemi tanımlanmış durumdadır. Eksen sayısı arttıkça çalışma düzlemlerini de arttırmak gerekmektedir.

10

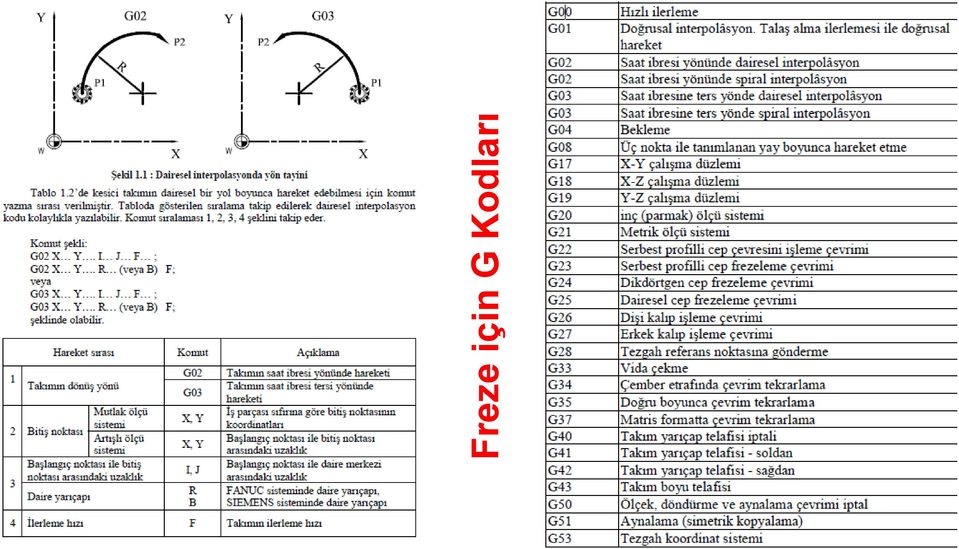
11 Freze için G Kodları

12 M Fonksiyon Kodları
13 1. Mutlak (Absolute) Koordinat Ölçülendirme 2. Eklemeli-Artışlı (Incremental) Koordinat Ölçülendirme
 Koordinat")
14 CNC Freze İçin Çevrimler Dikdörtgen Cep Boşaltma Kontur Cep Boşaltma G24 X Y L W Z R Q D F X : Cebin sol alt köşesinin X eksenindeki koordinatı Y : Cebin sol alt köşesinin Y eksenindeki koordinatı L : X eksenindeki cebin boyu W : Y eksenindeki cebin boyu Z : Cep derinliği R : Hızlı gelme noktası Q : Kesicinin yana kayma mesafesi D : Her paso için dalma miktarı F : İlerleme Hızı G23 N R Z Q D Cep Boşaltma G22 N R Z Yanak Temizleme N: Alt program başlangıç satır numarası R: Hızlı gelme noktası (+Z) Q: Kesicinin yana kayma mesafesi D: Her paso için dalma derinliği Önemli!! Eğer N satır numarasının başına - eklerseniz, Parçanız G41 G42 kodlarına gerek duymaksızın dişi olarak işlenecektir.

15 Dairesel Cep Boşaltma Çevrimi Kademeli Delik Delme Çevrimi G25 X Y I J Z R Q D F X: Çember üzerindeki bir nokta (X kordinatı) Y: Çember üzerindeki bir nokta (Y kordinatı) I: X ekseninden çember merkez kordinatı J: Y ekseninden çember merkez kordinatı Z: Cep derinliği R: Hızlı gelme noktası Q: Yana kayma mesafesi D: Z te her paso için dalma miktarı F: İlerleme hızı G83 X... Y... Z R... P F K X: Delik konumunun X kordinatı Y: Delik konumunun Y kordinatı Z: Delik Derinliği R: Delik demleye başlanacak nokta (Hızlı Gelme Noktası) P: Delik sonunda bekleme süresi F: İlerleme K: Tekrar Sayısı
")
16 Kademeli Delik Delme Çevrimi G83 X... Y... Z R... P F K X: Delik konumunun X kordinatı Y: Delik konumunun Y kordinatı Z: Delik Derinliği R: Delik demleye başlanacak nokta (Hızlı Gelme Noktası) P: Delik sonunda bekleme süresi F: İlerleme K: Tekrar Sayısı Klazvuzla Vida Çekme Çevrimi G74 / G84 X Y Z R P F K ; G74: Sol yan diş çekme komutu G84: Sağ yan diş çekme komutu X: Deliğin X eksenindeki kordinatı Y: Deliğin Y eksenindeki kordinatı Z: Vida boyu R: Hızlı gelme noktası P: Bekleme süresi F: Vida adımı K: Tekrar sayısı

17 Delik Büyütme Çevrimi G87 X Y Z R Q P F K X: Deliğin X eksenindeki koordinatı Y: Deliğin Y eksenindeki koordinatı Z: Delik derinliği R: Hızlı gelme noktası Q: Kesicinin yana kayma miktarı P: Dipte Bekleme süresi F: Kesici İlerleme Hızı K: Tekrar sayısı

18 Çember Üzerinde Eşit Aralıklarla Delik Delme İşlemi G34 I J N I : Çember merkezinin X koordinatı J : Çember merkezinin Y koordinatı N: Delik sayısı Komutun Örnek Kullanımı N60 G81 X20.Y 20 Z-15. R3. F80.; N70 G34 I 20. J20. N12; N80 G00 Z100.;..

19 Çember Üzerinde Eşit Aralıklarla Delik Delme İşlemi (Açılı) G36 I J A N I: Çember merkezinin X koordinatı J : Çember merkezinin Y koordinatı A: Delik merkezlerinin çember merkeziyle yaptığı açı N: Delik sayısı Eşit aralıklarda Doğrusal Delik Delme İşlemi G35 L A N L : Delikler arası mesafe A : Doğrunun yatayla yaptığı açı N : Delik sayısı N60 G81 X20.Y 20 Z-15. R3. F80.; N70 G35 L15. A45. N12; N80 G00 Z100.;

20 Matris Delik Kopyalama G37 I J N K I : X eksenindeki delikler arası mesafe J: Y eksenindeki delikler arası mesafe N: Sütun sayısı K: Satır sayısı N60 G81 X20.Y 20 Z-15. R3. F80.; N80 G37 I15. J15. N3 K6; N80 G00 Z100.;

21 İşlem, profil aynalama G51 X Y I J yada, G51 I J A X: Simetri ekseninin bitiş noktasının X koordinatı Y: Simetri ekseninin bitiş noktasının Y koordinatı I: Simetri ekseninin başlangıç noktasının X koordinatı J: Simetri ekseninin başlangıç noktasının Y koordinatı A: Simetri ekseninin yatayla yaptığı açı N60 M98 N50; N70 G51.1 X50. Y40.I50. J0; N80 M98 N50; N90 G50; G50: Aynalama Sonu N 50. G51 I J X Y Z I: Ölçeklendirme noktasının X koordinatı J: Ölçeklendirme noktasının Y koordinatı X: X eksenindeki ölçek değeri Y: Y eksenindeki ölçek değeri Z: Z eksenindeki ölçek değeri N8 G51 I50. J50. X2. Y2. Z1.; N9 M98 N150
22 İşlem, profil döndürme G68 I J A I : Döndüreceği noktanın X koordinatı J: Döndüreceği noktanın Y koordinatı A: Döndürme ekseninin yatayla yaptığı açı N100 G68 I20. J15. A60; N110 M98 N190; N120 G00 Z25.; N130 G68 I100. J15. A-60; N140 M98 N190; N150 G00 Z100.;
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız.
 1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
TAKIM TEZGAHLARI LABORATUARI
 TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
BAZI ÇİZİM KURALLARI
 BAZI ÇİZİM KURALLARI Başlıklar Tanım Amaçlar Kural çeşitleri - Yan görünüşün alternatif konumu - Tamamlanmamış görünüş - Ayarlanmış görünüş - Büyütülmüş görünüş - Olmayan arakesit çizgileri - Silindirlerin
BAZI ÇİZİM KURALLARI Başlıklar Tanım Amaçlar Kural çeşitleri - Yan görünüşün alternatif konumu - Tamamlanmamış görünüş - Ayarlanmış görünüş - Büyütülmüş görünüş - Olmayan arakesit çizgileri - Silindirlerin
CNC torna programlama örnekleri
 CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
CNC Tezgahlarda İmalat Teknolojileri
 CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) -
 -") GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
2014 LYS GEOMETRİ 3. A. parabolü ile. x 1 y a 9 çemberinin üç noktada kesişmesi için a kaç olmalıdır?
 014 LYS GOMTRİ 1. y 1 1 y a 9 çemberinin üç noktada kesişmesi için a kaç olmalıdır? parabolü ile. O merkezli çeyrek çemberde O deltoid olduğuna göre, taralı alan kaç birim karedir? O. d:y a b doğrusu -ekseni
014 LYS GOMTRİ 1. y 1 1 y a 9 çemberinin üç noktada kesişmesi için a kaç olmalıdır? parabolü ile. O merkezli çeyrek çemberde O deltoid olduğuna göre, taralı alan kaç birim karedir? O. d:y a b doğrusu -ekseni
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA. Ergün KESKİN
 SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
NUMERIC CONTROL (NC) COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ
 COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ") NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
KODLAYICILAR (ENCODER)
") KODLAYICILAR (ENCODER) Doğrusal veya dönel konum bilgisini elektrik çıktı sinyali haline dönüştürmek için kullanılan cihaz M Nalbant 2008 1 KODLAYICILAR (ENCODER) M Nalbant 2008 2 KODLAYICILARIN (ENCODER)
KODLAYICILAR (ENCODER) Doğrusal veya dönel konum bilgisini elektrik çıktı sinyali haline dönüştürmek için kullanılan cihaz M Nalbant 2008 1 KODLAYICILAR (ENCODER) M Nalbant 2008 2 KODLAYICILARIN (ENCODER)
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Bilgisayar Destekli İmalat
 Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
BİLGİSAYARLI ÇİZİM VE CAM UYGULAMALARI DERSİ
 BİLGİSAYARLI ÇİZİM VE CAM UYGULAMALARI DERSİ Dersin Modülleri Standart Makine Elemanları Dişli Çarklar Komple ve Detay Resimleri Çizmek Üç Boyutlu Katı modelleme Üç Boyutlu Yüzey Modelleme Katıların Montajı
BİLGİSAYARLI ÇİZİM VE CAM UYGULAMALARI DERSİ Dersin Modülleri Standart Makine Elemanları Dişli Çarklar Komple ve Detay Resimleri Çizmek Üç Boyutlu Katı modelleme Üç Boyutlu Yüzey Modelleme Katıların Montajı
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC PILOT 4290 B ve Y ekseni
 Kullanıcı El Kitabı CNC PILOT 4290 B ve Y ekseni NC Yazılımı 625 952-xx Türkçe (tr) 6/2009 CNC PILOT 4290 B ve Y ekseni CNC PILOT 4290 B ve Y ekseni Bu el kitabı CNC PILOT 4290'da, 625 952-xx (Release
Kullanıcı El Kitabı CNC PILOT 4290 B ve Y ekseni NC Yazılımı 625 952-xx Türkçe (tr) 6/2009 CNC PILOT 4290 B ve Y ekseni CNC PILOT 4290 B ve Y ekseni Bu el kitabı CNC PILOT 4290'da, 625 952-xx (Release
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins)
") SolidWorks Nedir? SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins) PhotoWorks, MotionManager SolidWorks katı unsurları (Features).. 2 3 4 5 6 7 8 Parça unsurlarının alt yapısını oluşturmak için;
SolidWorks Nedir? SoildWorks ilave modülünde bulunan ek yazılımlar (Add-Ins) PhotoWorks, MotionManager SolidWorks katı unsurları (Features).. 2 3 4 5 6 7 8 Parça unsurlarının alt yapısını oluşturmak için;
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
DİK İŞLEME MERKEZİ İÇİN BİLGİSAYAR DESTEKLİ KULLANICI ETKİLEŞİMLİ CNC PARÇA PROGRAMI TASARIMI
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
BİLGİSAYAR DESTEKLİ TASARIM (TEKNİK RESİM-II) Yrd.Doç.Dr. Muhammed Arslan OMAR
 Yrd.Doç.Dr. Muhammed Arslan OMAR") BİLGİSAYAR DESTEKLİ TASARIM (TEKNİK RESİM-II) Yrd.Doç.Dr. Muhammed Arslan OMAR DONUT İçi dolu daireler ve halkalar çizmek için kullanılan bir komuttur. Kullanım şekli, Draw menüsünde bulunan Donut seçeneği
BİLGİSAYAR DESTEKLİ TASARIM (TEKNİK RESİM-II) Yrd.Doç.Dr. Muhammed Arslan OMAR DONUT İçi dolu daireler ve halkalar çizmek için kullanılan bir komuttur. Kullanım şekli, Draw menüsünde bulunan Donut seçeneği
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN
 CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
CNC TORNA ve İŞLEME MERKEZİ KONTROL SİSTEM TASARIMI CNC TURNING & MILLING MACHINE CONTROL SYSTEM DESIGN Özgür Acar 1, Dilek Bilgin Tükel 1 1 Kontrol ve Otomasyon Mühendisliği Bölümü Doğuş Üniversitesi,
S100T TORNA PROGRAMLAMA EL KİTABI
 17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
AÇILIŞ EKRANI. Açılış ekranı temelde üç pencereye ayrılır:
 AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
AÇILIŞ EKRANI Açılış ekranı temelde üç pencereye ayrılır: Tam ortada çizim alanı (drawing area), en altta komut satırı (command line) ve en üstte ve sol tarafta araç çubukları (toolbar). AutoCAD te dört
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
2 TEMEL ÇİZİM KOMUTLARI
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 AUTOCAD E GİRİŞ 11 1.1.Autocad Programının Kurulumu 12 1.2.Autocad Çizim Ortamının Tanıtılması 13 1.3.Dosyalama İşlemleri 17 1.3.1Yeni Dosya Açma (NEW) 17 1.3.2 Eski Bir Çizim
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 AUTOCAD E GİRİŞ 11 1.1.Autocad Programının Kurulumu 12 1.2.Autocad Çizim Ortamının Tanıtılması 13 1.3.Dosyalama İşlemleri 17 1.3.1Yeni Dosya Açma (NEW) 17 1.3.2 Eski Bir Çizim
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
YARDIMCI GÖRÜNÜŞLER YARDIMCI GÖRÜNÜŞLER
 YARDIMCI GÖRÜNÜŞLER Yüzeyleri birbirlerine dik veya paralel olmayan cisimlerin, paralel dik izdüşüm metodu ile görünüşlerinin çizilmesi istendiğinde Paralel dik izdüşüm metodunda, ancak izdüşüm düzlemlerine
YARDIMCI GÖRÜNÜŞLER Yüzeyleri birbirlerine dik veya paralel olmayan cisimlerin, paralel dik izdüşüm metodu ile görünüşlerinin çizilmesi istendiğinde Paralel dik izdüşüm metodunda, ancak izdüşüm düzlemlerine
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
CAEeda TM OM6 KANADI MODELLEME. EDA Tasarım Analiz Mühendislik
 CAEeda TM OM6 KANADI MODELLEME EDA Tasarım Analiz Mühendislik 1. Kapsam Kanat Sınırlarını Çizme Taban Kanat Profilinin Hücum ve Firar Kenarları Sınırlarını Çizme Kanat Profilini Dosyadan (.txt) Okuma Geometrik
CAEeda TM OM6 KANADI MODELLEME EDA Tasarım Analiz Mühendislik 1. Kapsam Kanat Sınırlarını Çizme Taban Kanat Profilinin Hücum ve Firar Kenarları Sınırlarını Çizme Kanat Profilini Dosyadan (.txt) Okuma Geometrik
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
p 2 p Üçgen levha eleman, düzlem şekil değiştirme durumu
 Üçgen levha eleman düzlem şekil değiştirme durumu Üçgen levha eleman düzlem şekil değiştirme durumu İstinat duvarı basınçlı uzun boru tünel ağırlık barajı gibi yapılar düzlem levha gibi davranırlar Uzun
Üçgen levha eleman düzlem şekil değiştirme durumu Üçgen levha eleman düzlem şekil değiştirme durumu İstinat duvarı basınçlı uzun boru tünel ağırlık barajı gibi yapılar düzlem levha gibi davranırlar Uzun
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
ÖLÇÜLENDİRME Ölçülendirme elemanları. Ölçülendirme seçenekleri
 20 ÖLÇÜLENDİRME Ölçülendirme elemanları Dim Text Ölçü yazısı (sayısı) Dimension Line Ölçü çizgisi Dim Arrow Ölçü oku Offset from dim line Ölçü çizgisinden uzaklık 250 Extension Line Sınır çizgisi.. Defpoints
20 ÖLÇÜLENDİRME Ölçülendirme elemanları Dim Text Ölçü yazısı (sayısı) Dimension Line Ölçü çizgisi Dim Arrow Ölçü oku Offset from dim line Ölçü çizgisinden uzaklık 250 Extension Line Sınır çizgisi.. Defpoints
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
DİŞLİ ÇARKLAR. Makine Elemanları 2 PROFİL KAYDIRMA. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Mastercam Temrinleri. Prof.Dr. Muammer NALBANT Gazi Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü. M Nalbant
 Mastercam Temrinleri Prof.Dr. Muammer NALBANT Gazi Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü M Nalbant 2006 1 Temrin 1 Bu temrinde, Şekil 13.11 de görüldüğü gibi 4 yay ve 4 çizgi oluşturmak
Mastercam Temrinleri Prof.Dr. Muammer NALBANT Gazi Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü M Nalbant 2006 1 Temrin 1 Bu temrinde, Şekil 13.11 de görüldüğü gibi 4 yay ve 4 çizgi oluşturmak
Sayısal kontrol, metal ve metal olmayan her türlü malzemelerin talaş kaldırmak suretiyle işlenmesinde kullanılan tüm takım tezgahlarında kullanılır.
 1. NC (NUMERİCAL CONTROL) Sayısal kontrol (NC Numerical Control), takım tezgahlarının sayı harf vb. sembollerden meydana gelen ve belirli bir mantığa göre kodlanmış komutlar yardımıyla işletilmesidir.komutlar
1. NC (NUMERİCAL CONTROL) Sayısal kontrol (NC Numerical Control), takım tezgahlarının sayı harf vb. sembollerden meydana gelen ve belirli bir mantığa göre kodlanmış komutlar yardımıyla işletilmesidir.komutlar
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
A A A A A A A A A A A
 LYS 1 GOMTRİ TSTİ 1. u testte sırasıyla Geometri (1 ) nalitik Geometri (3 30) ile ilgili 30 soru vardır.. evaplarınızı, cevap kâğıdının Geometri Testi için ayrılan kısmına işaretleyiniz. 1. [ [ [ [] []
LYS 1 GOMTRİ TSTİ 1. u testte sırasıyla Geometri (1 ) nalitik Geometri (3 30) ile ilgili 30 soru vardır.. evaplarınızı, cevap kâğıdının Geometri Testi için ayrılan kısmına işaretleyiniz. 1. [ [ [ [] []
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI İSTANBUL 2007
 FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
FANUC SeriesTXP100i/200i FANUC Series 18-TC / 18İT / 21İT FANUC Series O-TC YCM CNC TORNA TEZGAHI PROGRAMLAMA KİTABI Hazırlayan : İSTANBUL 2007 Dr Müh. ERDAL GAMSIZ Türkiye Distribütörü Ses3000 Ses3000
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN
 GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 kışkan Statiğine Giriş kışkan statiği (hidrostatik, aerostatik), durgun haldeki akışkanlarla
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 kışkan Statiğine Giriş kışkan statiği (hidrostatik, aerostatik), durgun haldeki akışkanlarla
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
T.C MİLLİ EĞİTİM BAKANLIĞI
 T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TEZGÂHLAR VE KESİCİ TAKIMLAR ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TEZGÂHLAR VE KESİCİ TAKIMLAR ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
5. Hafta. Dr. Hilmi Berk ÇELİKOĞLU İTÜ İnşaat Mühendisliği Bölümü, Ulaştırma Anabilim Dalı
 TEKNİK K RESİM 5. Hafta Dr. Hilmi Berk ÇELİKOĞLU İTÜ İnşaat Mühendisliği Bölümü, Ulaştırma Anabilim Dalı İÇERİK AutoCAD e e giriş Koordinat sistemi Çalışma alanının n boyutlandırılmas lması line komutu
TEKNİK K RESİM 5. Hafta Dr. Hilmi Berk ÇELİKOĞLU İTÜ İnşaat Mühendisliği Bölümü, Ulaştırma Anabilim Dalı İÇERİK AutoCAD e e giriş Koordinat sistemi Çalışma alanının n boyutlandırılmas lması line komutu