Çeliklere uygulanan ısıl işlemler
|
|
|
- Bilge Karakuş
- 10 yıl önce
- İzleme sayısı:
Transkript
1 Çeliklere uygulanan ısıl işlemler Sertleştirme amaçlı Sertleştirme amaçlı değil Kütlesel sertleştirme Su verme+temperleme Ostemperleme Martemperleme Yüzey sertleştirme Yüzey bileşimini değiştirmeden Yüzey bileşimini değiştirerek Homojenleştirme Normalizasyon Küreselleştirme Gerilim giderme Yeniden kristalleşme Alevle İndüksiyonla Sementasyon Nitrasyon

2 Isıl işlem operasyonları Isıl işlemler genel olarak iki grupta sınıflandırılabilir: Tutma sıcaklığı dönüşüm sıcaklığı üzerinde 1. Tavlama 2. Normalizasyon 3. Difüzyon (homojenleştirme) tavı 4. Su verme 5. Kaba tane tavı ve Tutma sıcaklığı dönüşüm sıcaklığı aşağısında 1. Küreselleştirme tavı 2. Gerilim giderme tavı 3. Yeniden kristalleştirme tavı (Proses tavı) 4. Temperleme

3 Homojenleştirme Kimyasal homojenliği sağlamak için 1100 C de bir süre tutma ve yavaş soğutma, hemen hemen bütün döküm parçalara uygulanır Normalizasyon Tane küçültmek, düzgün mikroyapı elde etmek Ötektoid altı çeliklerde A 3, ötektoid üstü çeliklerde A cm sıcaklığının C üzerinde tutup yavaş soğutma Su verme Mikroyapıyı martensite dönüştürerek sertleştirme Ötektoid altı çeliklerde A 3, ötektoid üstü çeliklerde A 1 sıcaklığının C üzerinde tutup hızlı soğutma Temperleme (menevişleme) Martensitik yapıdaki çeliğin tokluğunu artırma Su verilmiş çeliği C de tutma Küreselleştirme Karbürleri küresel hale getirerek yumuşatma, talaş kaldırma kabiliyetini artırma A 1 sıcaklığının hemen aşağısında uzun süre tutmak

4 Gerilim giderme İç gerilmeleri gidererek parçanın çarpılma ve çatlamasını önleme, özellikle talaş kaldırma ve kaynak işlemi sırasında oluşabilecek fazla gerilmeleri azaltmak için uygulanan bir işlemdir C sıcaklık aralığında 1-2 saat tutma Yeniden kristalleşme Soğuk işlem uygulanmış malzemenin süneklik ve tokluğunu artırma C de tutma Ostemperleme Ostenit sıcaklığındaki çeliği C civarındaki bir banyoya daldırıp beynit oluşuncaya kadar bekleme, nihai yapı beynittir Martemperleme Çatlama olmaksızın sertleştirme Ostenit sıcaklığındaki çeliği Ms sıcaklığının üzerindeki sıcaklıklardaki banyoya daldırıp, kısa bir süre bekleme ve tekrar soğutma

5 Alevle yüzey sertleştirme Parçanın iç kısımını yumuşak bırakıp yüzeyini sertleştirme Yüzeyi alevle ısıtıp hızlı soğutma İndüksiyonla yüzey sertleştirme Parçanın iç kısımını yumuşak bırakıp yüzeyini sertleştirme Yüzeyi indüksiyon akımı ile ısıtıp hızlı soğutma Sementasyon Yüzey karbon miktarını artırarak sertleştirme Çeliği karbon içeriği yüksek ortamda tutma (tutma sıcaklığı C) Nitrasyon Yüzeye azot difüzyonu sağlama Çeliği azot içeriği yüksek ortamda tutma (tutma sıcaklığı C)
 Nitrasyon Yüzeye azot difüzyonu sağlama Çeliği azot içeriği yüksek ortamda tutma (tutma")
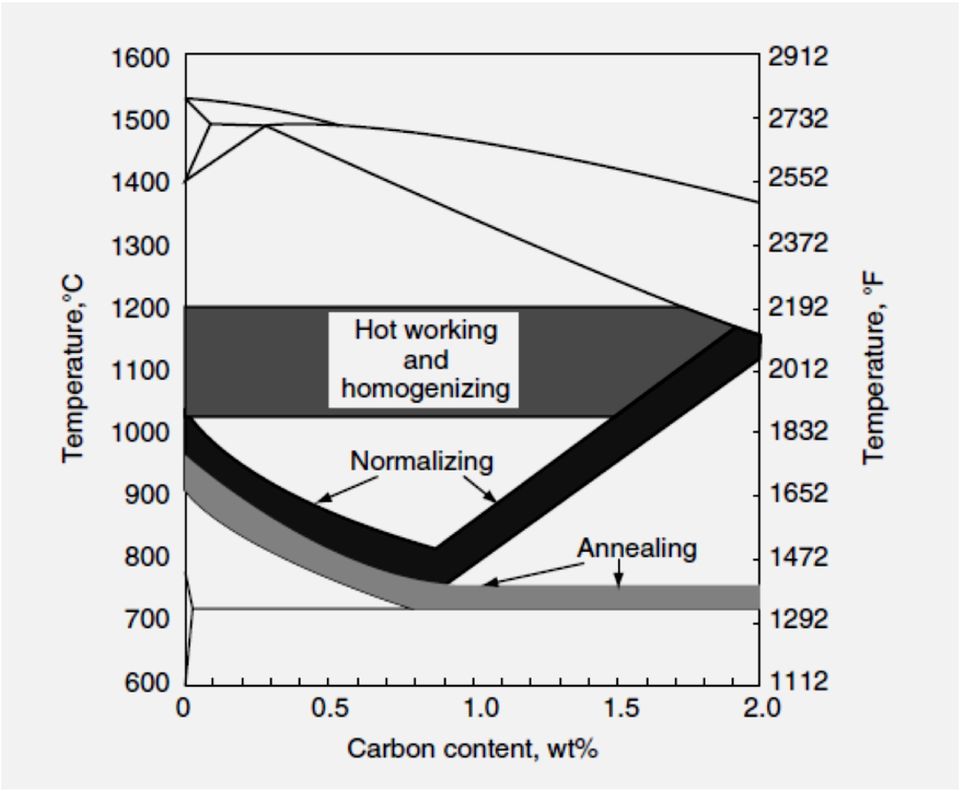
6 HOMOJENLEŞTİRME ya da DİFÜZYON TAVLAMASI (HOMOGENIZING) Amacı: Ostenit faz alanında yüksek sıcaklıkta difüzyon ile çeliğin kimyasal kompozisyonunu eşitlemektir. Bu proses alaşımlı çelik ingotlara uygulanır. Homojenleştirme difüzyon hızının yüksek olduğu C aralığında birkaç saat süre tutma ve yavaş soğutma ile gerçekleştirilir. Soğutma tutma süresinden sonra C e kadar 6-8 saat süre ile fırında soğutulup daha sonra hava ortamında soğutulabilirler. Homojenleştirme işleminden sonra aşırı ısıtılmış yapıyı (iri taneli yapı) rafine etmek amacı ile normalizasyon ya da tam tavlama uygulanır.


7
8
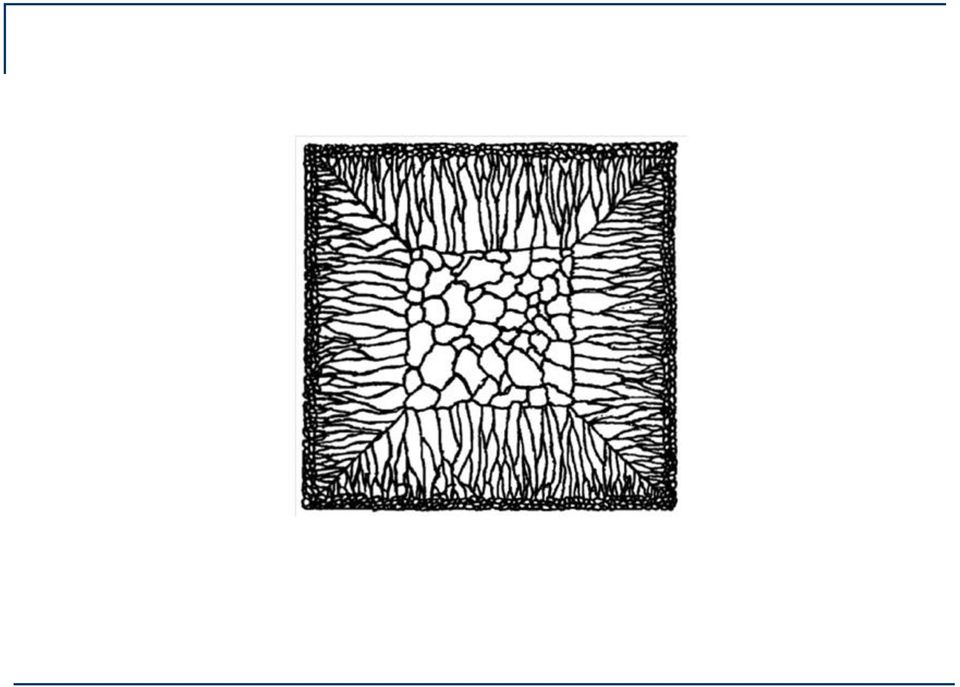
9 Microsegregation is the difference in composition between the center of the dendritic stem (i.e. the dendritic core) and the region between the dendrite arms. The first liquid to solidify (in the center of the dendrite) will be alloy-rich if the alloy addition raises the melting temperature, whereas the alloy (i.e. solute-rich) area will be concentrated at the interdendritic regions if the alloy addition lowers the melting temperature.

10 TAM TAVLAMA Çeliğin tek faz ostenit alanına ısıtılması ve yavaş soğutulmasından (genellikle fırında) ibaret bir ısıl işlemdir ve çeliğin soğuma hızı dönüşüm sonrası kaba perlitik bir yapı (Fe-C denge diyagramında mevcut denge yapısına en yakın) meydana getirir. Amaç: Genel olarak çeliğin sünekliğini ve tokluğunu artırarak daha sonra yapılacak mekanik işlemler için daha yumuşak bir yapı elde etmek %0,3-0,6 C lu çeliklerde talaş kaldırma kabiliyetini artırmak Elektrik ve manyetik özellikleri iyileştirmek

11 Tam tavlama sıcaklığı: Ötektoid altı çelikler için A 3 sıcaklığının C üzerinde tek fazlı ostenit alanı Ötektoid üstü çeliklerde A 1 sıcaklığının C üzerinde, iki faz bölgesi ostenit+sementit alanı Tutma süresi her 25 mm kalınlık için 1 saattir, daha büyük kesitli parçalarda ilave her 25 mm kalınlık için 30 dakika eklenmelidir

12 Tam tavlama soğutma hızı: Alaşım elementlerine bağlı olarak 50 C/saat ile 30 C/saat arasında değişir. Sade karbon çelikleri ile karşılaştırıldığında alaşımlı çeliklerde daha düşük soğutma hızları kullanılır. Tam tavlama ile ferrit, kaba perlit/küresel sementit oluşur ve oluşan bu fazlar oldukça yumuşaktır. Bu nedenle tam tavlama yumuşatma tavı olarak da isimlendirilir. Tam tavlama sonrası sertlik: Sertliği karbon içeriği ve alaşım elementi miktarına bağlı olarak 110 BHN-230 BHN arasında değişir. Sertlik karbon ve alaşım elementleri miktarı arttıkça artar.

13 Isothermal Transformation Diagram Ötektoid (%0,8 C) kompozisyona sahip Fe-C alaşımı A: Austenite P: Pearlite B: Bainite M: Martensite Perlitik yapı

14 Yavaş soğutma Time in region indicates amount of microconstituent!

15 Isothermal Transformation Diagram Eutectoid iron-carbon alloy; composition, C o = 0.76 wt% C Begin at T > 727 C Rapidly cool to 625 C and hold isothermally. Austenite-to-Pearlite

16 İZOTERMAL DÖNÜŞÜM Sabit bir sıcaklıkta zamana bağlı olarak meydana gelen faz dönüşümlerini gösteren diyagramlara izotermal dönüşüm veya Zaman Sıcaklık Dönüşüm (ZSD) ya da Time Temperature-Transformation (T T T) diyagramları adı verilir. Kararsız ostenit
 diyagramları adı verilir.")
17 S şeklindeki bu eğriler, sıcaklığın sabit tutulduğu çoğu katı-katı faz dönüşümlerinde görülür. Bu eğriler sayesinde bir fazın başlangıç ve bitiş noktasının ne kadar sürede meydana geldiğini öğrenmemiz açısından büyük bir önem taşır. Bu eğri yardımıyla Zaman Sıcaklık Dönüşüm (ZSD) diyagramları çizilir.

18 Ötektoid bileşime sahip bir demir-karbon alaşımının, üç farklı sabit sıcaklık değerinde, perlit dönüşüm oranının zamanın logaritmik değeri ile değişimi veren eğriler gösterilmektedir. Bu diyagramda, östenit perlit dönüşüm oranının dönüşüm süreleri gösterilmektedir. Her bir eğri, ötektoid çelik alaşımın % 100 östenit içerdiği sıcaklık değerinden, sabit sıcaklık değerine (burada 600 C, 650 C ve 675 C) ani olarak soğutulup, bu sıcaklık değerinde beklenerek dönüşümün başlangıç ve bitiş noktaları ne kadar bir sürede meydana geldiği belirlenerek çizilir.

19 Perlit dönüşüm oranının zamanın logaritmik değeri ile değişimi veren eğriler yardımıyla Zaman Sıcaklık Dönüşüm (ZSD) diyagramının çizilmesinin gösterilişi Dönüşümün başlama eğrisi: Hangi sabit sıcaklıkta östenit fazının perlit yapısına dönüşümün başlayabilmesi için ne kadar süre geçmesi gerektiğini gösteren dönüşüm eğrisidir.

20 4340 çeliğine ait TTT diagramı

21 SÜREKLİ SOĞUMADA DÖNÜŞÜM DİYAGRAMLARI CONTINUOUS COOLING TRANSFORMATION (CCT) DIAGRAMS Sürekli soğumada bir reaksiyonun başlaması ve tamamlanması için gerekli olan süre gecikmekte yani uzamaktadır. Bu nedenle reaksiyonun daha düşük sıcaklıklarda ve daha geç başlayıp daha uzun sürelerde tamamlanmasına neden olacak şekilde TTT diyagramlarındaki eğriler, bir miktar sağa ve aşağıya doğru ötelenerek Sürekli Soğumada Dönüşüm Diyagramları oluşturulmuştur. Martenzit dönüşüm ile ilgili Ms, M(%50), M(%90) ve Mf eğrileri hem TTT hem de CCT diyagramlarında aynıdır.
22 Ötektoid bileşimli bir çelikte, yavaş ve hızlı soğutma ısıl işlemi sonucu oluşan mikroyapılar
23
24 Çelikteki C miktarına bağlı olarak sertlik ve tavlama sıcaklığındaki değişim %C Tavlama sıcaklığı, C Sertlik, BHN 0,18-0, ,23-0, ,29-0, ,39-0, ,56-0, ,81-0,
25 NORMALİZASYON Hemen hemen bütün döküm ile aşırı ısıtılmış ve büyük boyuttaki dövme ürünlerine uygulanan en yaygın ısıl işlem proseslerinden biridir. Normalizasyon, çeliği ostenit fazında ısıtma ve havada soğutma olarak tanımlanır. Hava ortamında soğutma hızı fırın ortamına göre hızlıdır ve tavlama ile karşılaştırıldığına soğutma süresi oldukça kısadır Amaç: Hadde, dövme gibi şekil verme işlemleri ile döküm sonrası oluşan kaba taneli yapıyı gidermek Uniform bir yapı sağlamak Düşük karbonlu çeliklerin işlenebilirliğini artırmak
26 Normalizasyon sıcaklığı: Ötektoid altı çelikler için A 3 sıcaklığının C üzerinde ve Ötektoid üstü çeliklerde A cm sıcaklığının C üzerinde tek fazlı ostenit alanı Tutma süresi: normalizasyon sıcaklığına ulaşıldıktan sonra 25 mm kalınlık için 1 saattir.
27 Normalizasyon ile tavlamaya benzer şekilde mikroyapıda ferrit, sementit ve lamelli perlit bulunur. Ancak normalizasyonda daha yüksek soğutma hızından dolayı ostenitin dönüşümü tavlamadan daha düşük sıcaklıklarda gerçekleşir. Bu yüzden dönüşüm ürünü perlit daha ince lameller arası mesafeye sahiptir. Normalize çelik; tavlanmış çelikten daha yüksek sertlik ve mukavemete sahiptir, ötektoidin kompozisyonu daha düşük bir değere ötelendiğinden perlitin miktarı aynı karbon içeriğinde tavlanmış çelikten daha fazladır, perlit ve ferrit fazlarının dispersiyonu daha incedir, perliti daha ince ve lameller arası mesafe kısadır.
28 Normalizasyon i. Ötektoidaltı çeliklerin küçük taneli, mekanik özellikleri iyileştirilmiş, düzgün dağılımlı ferritik+perlitik yapıda olmasını sağlar ii. Ötektoidüstü çeliklerde sürekli sementit ağını parçalar ve normalizasyondan sonra uygulanacak küreselleştirme işlemini kolaylaştırır Normalizasyondan sonra elde edilen ince taneli ve düzgün dağılımlı yapı daha sonra uygulanacak sertleştirme işlemi için de uygun bir yapıdır. Ancak ötektoidüstü çeliklerde sertleştirme yapılacaksa tane sınırlarındaki sementit ağını parçalamak için ayrıca küreselleştirme işlemi uygulanmalıdır.
29 Normalizasyon sonrası karbon içeriğine ve kesit kalınlığına bağlı olarak sertlik BHN arasındadır. Çelikteki C miktarına bağlı olarak sertlik ve normalizasyon sıcaklığındaki değişim %C Normalizasyon sıcaklığı, C Sertlik, BHN 0,18-0, ,23-0, ,29-0, ,39-0, ,56-0, ,81-0,
30 %C İşlenebilirlik için istenen mikroyapı 0,06-0,20 Soğuk haddelenmiş 0,20-0,30 Normalize edilmiş 0,30-0,40 Kaba perlit oluşumu için tavlanmış 0,40-0,60 Kaba perlit / kaba küreselleşme için tavlanmış 0,60-1,20 %100 küreselleştirilmiş
31 Tam tavlama Normalizasyon Microstructure of a slowcooled AISI 1008 steel showing pearlite islands in a ferritic matrix. The lamellar morphology of the pearlite is resolved. 4% picral etch. 500 Microstructure of a normalized AISI 1008 steel showing unresolved pearlite islands in a ferritic matrix. 4% picral etch. 1000


32 Sıcak hadde sonrası, çelik yapısı hadde doğrultusunda yönlenmiş Yönlenmiş yapıyı gidermek ve tüm yönlerde aynı mekanik özellikleri elde etmek için normalizasyon uygulanmış haldeki yapı
33
34
35
36 KÜRESELLEŞTİRME (SHPEROIDIZED ANNEALING) Çeliğin A 1 kritik sıcaklığının hemen üzerinde ya da hemen aşağısında uzun süre tutulması ve yavaş soğutulmasıdır. Bu işlem ile çelik mümkün olduğu kadar yumuşatılmış olur. Bu tavlama işlemi lamelli perlitin karbürlerini ve ikincil sementiti küre haline getirir. Amacı: işlenebilirliği ve soğuk şekil verilebilirliği artırmaktır. Örneğin yüksek karbonlu takım çeliklerinin işlenebilirliği küresel durumda çok iyidir. Küreselleştirilmiş mikroyapı ferritik matriste küresel sementit / karbürlerden oluşur
37 Küreselleştirme işlemi üç farklı şekilde gerçekleştirilebilir 1. A 1 in aşağısında tutma Çelik A 1 sıcaklığının hemen aşağısındaki bir sıcaklığa ısıtılır, bu sıcaklıkta küresel sementit oluşumu için yeter süre bekletilir (15-25 saat). 2. A 1 etrafında termal çevrim Küreselleştirme A 1 kritik sıcaklığının üzerine ve aşağısına dar bir sıcaklık aralığında tekrarlı ısıtma ve soğutma ile yapılır. A 1 in üzerine ısıtma sementit ya da karbürleri çözmeye soğutma ise yeniden oluşturmaya çalışır. Bu tekrarlı işlem karbürleri küresel forma getirir. 3. A 1 in üzerinde tutma Bu metotta çelik A 1 kritik sıcaklığının biraz üzerine ısıtılır ve bu sıcaklıkta bekletilir sonra ya fırında soğutulur ya da A 1 kritik sıcaklığının hemen aşağısında uzunca bir süre tutulur ( 10 saat).
38 Küreselleşme oranı işlem öncesi yapıya bağlıdır. Orjinal yapıda daha ince karbür bulunması daha iyi küreselleştirme sağlar. Aynı şekilde ince perlit kaba perlitten, beynit ise ince perlitten. Soğuk işlem görmüş malzemenin de küreselleşmesi işlem sırasında sementitin kırılması ve daha üniform olarak dağıtılması ile küreselleşme işlemini kolaylaştıracaktır. Güçlü karbür oluşturucular özellikle, krom, tungsten, molibden, vanadyum çeliklerde karbürün kararlılığını artırır. Bu nedenle küreselleşmeyi azaltır ve düşünülen küreselleşme sıcaklığında süreyi uzatır
39 Küreselleştirme daha çok yüksek karbonlu çeliklere uygulanır. Sürekli sementit ağını parçalayarak işlenebilirliklerini sağlamaktadır. Düşük karbonlu çelikler çok nadiren küreşelleştirme tavlamasına tabi tutulurlar. Küreleştirme çok yumuşak bir yapı oluşturur ve bu da uzun ve sürekli talaşa neden olduğundan talaş kaldırmayı zorlaştırır Orta karbonlu çelikler ise yeterli ölçüde süneklik kazanmaları için plastik şekil verme işleminden önce, bazen küreselleştirme tavlamasına tabi tutulurlar. Eğer çelik gereğinden uzun süre tavlanırsa sementit parçacıkları birleşerek uzama gösterirler ve bu durum çeliğin işlenme kabiliyetini olumsuz etkiler.
 Starting from a martensitic microstructure (as-quenched). (b) Starting from a ferritepearlite microstructure (fully annealed).")
40 Effect of prior microstructure on spheroidizing a 1040 steel at 700 C (1290 F) for 21 h. (a) Starting from a martensitic microstructure (as-quenched). (b) Starting from a ferritepearlite microstructure (fully annealed). Etched in 4% picral plus 2% nital. 1000
41 AISI W1 (1.05% C). Influence of starting structure on spheroidization. (a) As-rolled; contains coarse and fine pearlite. (b) After spheroidization (heat to 760 C, or 1400 F; cool at a rate of 11 C/h, or 20 F/h, to 595 C, or 1100 F; air cool). (c) Austenitized at 870 C (1600 F) and oil quenched to produce fine pearlite. (d) Austenitized as in (c); annealed as in (b). Note the more uniform spherical carbide shape compared to (b). 4% picral. 500
42 KABA TANE TAVI %0,5 ten az C karbon içeren çeliklerde iri tane ve kaba lamelli perlit elde ederek talaş kaldırma kabiliyetini kolaylaştırmak. Tanelerin irileşmesi kısa ve kırılgan talaş eldesi sağlar Çeliği tek faz ostenit alanında normalizasyon sıcaklıklarından daha yüksek sıcaklıklara (A C) ısıtıp bekledikten sonra fırında soğumaya bırakılması ile gerçekleştirilir. Yüksek sıcaklıktan dolayı pahalı sayılan kaba tane tavı tokluk değerini de düşürdüğünden az uygulanan bir yöntemdir.
43 GERİLİM GİDERME (STRESS RELIEVING) Kritik altı tavlama olarak da bilinir ve parçada var olan gerilimleri gidermek için yapılır. Bunun için parça A 1 sıcaklığının aşağısına ( C) ısıtılır, bütün kesitte uniform sıcaklık dağılımı elde edilene kadar bekletilir ve yeni bir iç gerilmeye neden olmamak için uniform ve yavaş bir şekilde oda sıcaklığına soğutulur. Metalik malzemelerde meydana gelen gerilimlerin bir çok nedeni vardır. Bunlardan bazıları; Talaşlı işleme (frezeleme, planyalama, tornalama vb.) Şekil verme (eğme, çekme) Isıl işlem (doğru olmayan ısıtma ve soğutma) Döküm (merkez ile yüzey arasındaki soğuma hızı farklılığı) Kaynak (genleşme ve büzülme)
44 SERTLEŞTİRME (YA DA SU VERME) Çeliğe istenen sertliği kazandırmak amacı ile yapılan ısıl işlem, sertleştirme çeliğin sertleştirme sıcaklığına (ostenit bölgesi) ısıtılıp bu sıcaklıkta inç başına bir saat tutulması ve ardından uygun ortamda su verilmesi ile gerçekleştirilir. Sertleştirme çelik yüksek sıcaklıktan oda sıcaklığındaki bir bir banyoya daldırıldığı için su verme olarak da isimlendirilir Sertleştirme sıcaklığı (ya da ostenitleme sıcaklığı) Ötektoidaltı çelikler için A 3 ün C üzeri, Ötektoidüstü çelikler için ise A 1 in C üzeridir. Çeliği ostenit bölgesine ısıtma ve bu sıcaklıkta tutma sementit ya da karbür şeklinde bağlı karbonun ostenit içerisinde çözünmesini sağlamaktır. Bundan sonra su verme işlemi ile martensit olarak adlandırılan yarı kararlı çok sert ve gevrek olan hacim merkezli tetragonal (HMT) yapı oluşur.
45
46 Kritik Soğuma Hızı Kritik soğuma hızı Difüzyonlu (yayınmalı) veya difüzyonsuz (yayınmasız) dönüşümü belirleyen parametre soğuma hızıdır. Soğumanın kritik bir hızın üzerinde olması durumunda ostenit martensite dönüşür. Daha yavaş soğuma hızlarında difüzyon gerçekleşir ve soğuma hızına bağla olarak yayınma perlit veya beynit oluşabilir.
47 Martensit ( ) Martensit çarpılmış alfa demir kafeste karbon ve diğer elementlerin oluşturduğu aşırı doymuş katı çözeltidir, ostenitin kompozisyonuna sahiptir. Martensit oluştuğu zaman HMK yapının çözebileceği karbon miktarının çok üzerinde bir değere ulaşılır ve karbon atomları kafesi tetragonal konfigurasyona zorlar. Birim hücrenin c parametresi diğer iki a kafes parametresinden daha büyüktür ve karbon artışı ile c aksisi artarken a aksisi azalır (ostenitte ise karbon artışı ile kübik kafes parametresi de artar). Martensitik dönüşüm difüzyonsuz, kayma ile ses hızına yakın hızlarda meydana gelir C ve Fe atomu yayınamaz, bu nedenle de karbür oluşamaz oluşumu perlit ve beynit oluşumundan farklı olarak zamandan bağımsızdır (atermal). Martensit oluşumu Ms sıcaklığında başlar ve soğuma ile ostenitin martensite dönüşümü devam eder. %1C içeren çelik 100 C de %90 martensitik dönüşüme sahiptir Bu sıcaklıkta ne kadar tutulur ise tutulsun bu oran değişmez.
48 Fe C a c a a a a YMK HMT %0,8 C lu Fe-C alaşımının kafes parametreleri Yüzey merkezli kübik ostenit a=3,571 A Hacim merkezli tetragonal martensit a=2,850 A c= 2,950 A
49
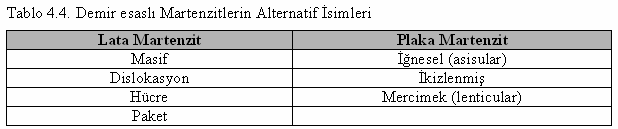
50 Çelikte yaygın olarak iki tür martensit yapısı teşekkül eder 1.Çubuk (lata) martensit bitişik paralel lataların büyümesi ile karakterize edilir. Lataların bir grubu aniden kooperatif bir şekilde bir dizin olarak büyür 2.Plaka (plate) martensit ilk oluşan plakalar tüm östenit tanesini keserek büyür. İlave plakalar bundan sonra östenitte ilk oluşmuş plakalar ve tane sınırları arasında oluşur. Martensit plakalarının oluşumu ile östenit giderek bölündüğü için östenitik bölgeler küçülür ve bu nedenle sonradan oluşan plakalar küçük olur. Böylece plaka martensitte oldukça büyük boyut dağılımlı paralel olmayan plakalar var iken lata martenzitlerde yoğun olarak paralel lata oluşumu vardır; burada paket içindeki lata boyutları oldukça homojendir
51 Martensites (a) Lath (b) Plate
52 Karbon içeriğine bağlı olarak oluşabilecek martensit yapıları
53
54

 2-71.")
55 Ms( C) = C-16.9Ni + 15Cr- 9.5Mo + 217(C) (C)(Mn)- 67.6(C)(Cr)
56
57
58
59
60 Ostenitin martensite dönüşümü için; minimum C içeriği ve yeterince yüksek soğutma hızı (kritik soğuma hızından daha yüksek) gereklidir. Çeliğin sahip olduğu daha yüksek karbon içeriği, daha sert martensit oluşumunu sağlar. Soğutma hızı martensitin sertliğini etkilemez, ancak ostenitin martensite dönüşebilmesi için yeterince yüksek olmalıdır. Su verme işlemi çeliğin kritik soğuma hızından daha yüksek hızda soğutulmasını sağlar ve farklı ortamlarda gerçekleştirilebilir. Bunlar, su, tuzlu su, yağ, polimer ya da bazı durumlarda hava olabilir. Genel olarak su verme ortamı alaşımsız çelikler için su, düşük alaşımlı çelikler için yağ ve yüksek alaşımlı çeliklerde havadır. Su verme işlemi kritik soğuma hızından daha yavaş olursa martensit oluşumu gerçekleşmez, ferrit ve sementit karışımı içeren yapılar oluşur.
61 Çeşitli mümkün su verme ortamlarının su verme güçleri (Grossman H değerleri) Su verme ortamı Grossman H değeri Yağ, karıştırma yok 0,20 Yağ, orta derecede karıştırma 0,35 Yağ, iyi karıştırma 0,50 Yağ, şiddetli karıştırma 0,70 Su- karıştırma yok 1,0 Su, kuvvetli karıştırma 1,50 Tuzlu su, karıştırma yok 2,0 Tuzlu su, şiddetli karıştırma 5,0 İdeal su verme
62 Su verme prosesi Üç adımda gerçekleşir 1. Sıcak metal banyoya daldırıldığı zaman yüzeyi hızla bir buhar filmi tarafından kaplanır ve buhar filminin oluşumundan sonra soğuma hızı düşer. 2. Buhar filmi 400 C e kadar kararlıdır. Numunenin sıcaklığı bu sıcaklığın aşağısına düştüğü zaman buhar filmi kırılır ve sıvı sıcak metal ile temastatır. Bundan dolayı kaynama başlar ve metal hızla soğutulur. Bu adım kaynama adımı olarak bilinir ve martensit oluşumu başlar 3. Metal su verme ortamının kaynama noktasına soğuduğu zaman kaynama adımı biter ve üçüncü adım soğuma başlar. Bu adımda soğuma hızı diğer adımlara göre daha yavaştır, daha az kalıntı gerilim, distorsiyon ve çatlaklara neden olduğundan bu martensit oluşumu için avantajlıdır.
63
64 Ötektoid üstü çeliklerde A 1 üzerine çıkılıp su verildiği zaman, sadece ostenit martensite dönüşür, sementit yapıda aynen kalır. Sementit fazı zaten sert bir faz olduğundan su vermenin amacına uygundur. Aynı zamanda düşük sıcaklıklardan su verildiği için termal gerilmeler de azalır. Ancak yapıdaki sementitin tane sınırlarında bir ağ şeklinde bulunması sert ve çekme dayanımı düşük bir faz olduğundan hiçbir zaman istenmez. Bu nedenle ötektoid üstü çeliklere su vermeden önce sementitler küresel hale getirilir. Bu nedenle çelik önce normalize edilerek sürekli sementit ağı parçalanır ve küreselleştirme işlemine tabi tutularak sementitler küresel hale getirilir.

65 Çeliğe ostenitleme sıcaklığından su verildiğinde ostenit martensite dönüşür ve dönüşüm sıcaklığa bağlıdır, oda sıcaklığında bile ostenitin bir kısmı dönüşmeden kalır. Dönüşmeyen ostenit kalıntı ostenit olarak isimlendirilir. Su vermeden sonra sıfır altı işlem (oda sıcaklığından daha düşük sıcaklıklarda -196 C) uygulanmadıkça çelikte daima kalıntı ostenit bulunur.
66 Martensit ve kalıntı ostenite ilaveten sertleştirilmiş çelik ostenitleme sırasında ostenit içinde çözülmeyen karbürler içerebilir. Bu yüzden sertleştirilmiş çelik mikroyapısında martensit, kalıntı ostenit ve karbürler bulunur. Bu fazların relatif miktarları çeliğin kompozisyonu, ostenitleme sıcaklığı, tutma süresi, su verme ortamının sıcaklığına bağlı olarak değişir. Su verme sırasında soğutma hızı düşük, kritik soğuma hızından daha az ise ostenitten martensit oluşumundan önce ferrit, perlit ve beynit oluşacaktır. Su vermeden sonra çeliğin sertliği martensitin sertliğine bağlıdır. Martensitin sertliği çeliğin karbon içeriğinin bir fonksiyonudur. Karbon içeriğindeki artış ile sertlik artar ve %0,6 C içeriğinde maksimuma ulaşır. %0,3 C içeren çeliğin sertleştirme sonrası sertlik değeri 50 Rc dir. Ötektoidüstü çeliklerde artan karbon miktarı ile çeliğin sertleştirilmiş haldeki sertliği artmaz, ancak yapıdaki sementit miktarı artan karbonla arttığından çeliğin aşınma dayanımı artar.
67 Çelikteki C miktarına bağlı olarak sertlik ve sertleştirme sıcaklığındaki değişim %C Sertleştirme sıcaklığı, C 0,18-0,22 Sertleştirilemez - Sertlik, Rc 0,23-0, ,29-0, ,39-0, ,56-0, ,81-0,
68 Sertleştirmenin temel amacı sertliği, mukavemeti ve aşınma direncini artırmaktır, daha yüksek sertlik daha yüksek aşınma direnci sağlayacaktır Hızlı soğutma, faz dönüşümünü ve difüzyonu engellemekte, soğuma sonucu aşırı doymuş bir katı eriyiğin oluşumunu sağlamaktadır. YMK yapıya sahip ostenit karbonca aşırı doymuş olan HMT yapıya dönüşmekte yapıda hapis olan C atomları kristal kafesin distorsiyonuna (çarpılmasına) yol açarak; malzemenin sertliğini arttırmaktadır. Hemen hemen cam kadar sert olan bu yapıyı bu haliyle kullanmak mümkün değildir. Bu yüzden endüstriyel anlamda kullanabilmek için bu yapının temperleme ısıl işlemine tabi tutulması tavsiye edilir.
69 Ostenitleme sıcaklığı düşük ostenit sıcaklığında tam ostenit dönüşümü sağlanamaz ve sertleştirme sonrası düşük sertlik değeri elde edilir. Ostenitleme sıcaklığının yüksek olması Kaba taneli yapı oluşumuna Su vermeden sonra daha fazla kalıntı ostenit oluşumuna ve Yüzeyde oksidasyon ve dekarbürizasyon oluşumuna neden olur. Tutma süresi genel bir kural olarak her 25 mm kalınlık için 1 saattir. Karbür ve alaşım elementleri ostenit içinde tam olarak çözünmez ise su vermeden sonra istenen sertlik değeri elde edilemez. Kesit kalınlığı ve alaşım elementi miktarı arttıkça tutma süresi artırılmalıdır.
70
71 Yüksek hız çeliği Cr, V, W
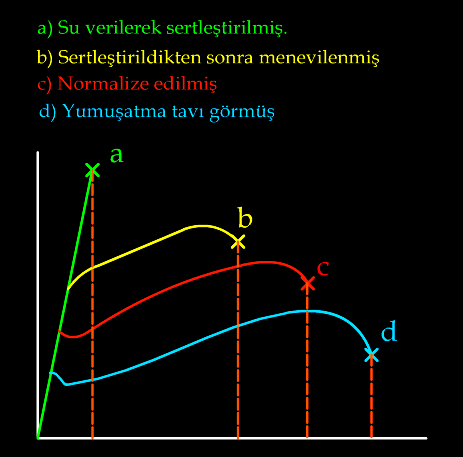
72 Strength Ductility Possible Transformations Martensite T Martensite bainite fine pearlite coarse pearlite spheroidite General Trends
 few slip planes hard, brittle % transformation depends only on T of rapid cooling Martensite")
73 Martensite Formation Isothermal Transformation Diagram 800 T( C) 600 Austenite (stable) A P T E 400 A B 200 single phase body centered tetragonal (BCT) crystal structure BCT if C 0 > 0.15 wt% C Diffusionless transformation BCT 10-1 M + A M + A M + A 0% 50% 90% time (s) few slip planes hard, brittle % transformation depends only on T of rapid cooling Martensite needles Austenite
74 Fast Cooling This steel is very hardenable 100% Martensite in ~ 1 minute of cooling!
75 Martemperleme Bu metotta parça çeliğin kritik soğuma hızından daha yüksek bir hızda Ms sıcaklığının biraz üzerindeki bir sıcaklığa ( C) soğutulur ve daha yumuşak olan beynit oluşmayacak kadar bir süre beklendikten sonra parça havada ya da yağda soğutulur. Amacı; sertleştirme ısıl işlemi sırasında oluşabilecek çatlama ve distorsiyonu elimine etmek, ancak sertleştirme sırasında kaçınılmaz olan hacim değişimlerini engelleyemez. Özellikle yağda ve havada sertleşebilen çeliklere uygulanır Ancak ince kesitlerde başarılı uygulama yapılabilir Bir sertleştirme işlemidir, temperleme değildir ve işlem sonrası temperleme yapılmalıdır Gerilmeler büyük oranda azaltıldığı için temperleme öncesi zaman kritik değildir
76 Martemperleme
77 Ostemperleme Parça çeliğin kritik soğuma hızından daha yüksek bir hızda Ms sıcaklığının biraz üzerindeki bir sıcaklığa soğutulur ve ostenitin tamamı beynite dönüşünceye kadar beklenir ve havada soğutulur. Temperlemeye gerek yoktur. Aynı sertlikte konvansiyonel sertleştirme ile karşılaştırıldığında daha yüksek tokluk, darbe direnci ve süneklik elde edilir. Düşük alaşımlı çelikler ile alaşımlı çeliklere uygulanır. Yüksek alaşımlı çeliklerde dönüşümün tamamlanması için çok uzun süre gerektiğinden ekonomik değildir.
78 Medium Cooling Cooling Rate, R, is Change in Temp / Time C/s
79 Beynitik yapı Ms in hemen üstündeki su verme sıcaklıklarında ince perlitten tamamen farklı bir mikroyapı oluşur; bu mikroyapıya bainit/beynit adı verilir Bainit, genellikle metalografide birbirine son derece yakın olarak büyüyen ve bir tüye benzer bir görünüme sahip çok ince plakavari projeksiyonlar grubu olarak gösterilir. Bu tüyümsü mikroyapı Davenport ve Bain tarafından 1930 da bulunmuş ve E.C. Bain i onurlandırmak için bainit olarak adlandırılmıştır. Benzer yapılar ayrıca belirli demir dışı alaşım mikroyapılarında da gözlenmiştir. Bu tip bir mikroyapı oluşumuna genelde beynitik dönüşüm adı verilir. Beynitik dönüşüm özellikle karmaşık bir reaksiyondur, çünkü hem martenzitik reaksiyonların ve hem de difuzyon kontrollü çekirdekleşme ve büyüme reaksiyonlarının ortak özelliklerini içerir.
80 Beynit, ferrit ve demir karbürden oluşan iki fazlı bir mikroyapıya sahiptir. Su verme sıcaklığı ve kompozisyona bağlı olarak beynitin morfolojisinde ve karbürün tipinde (Fe 3 C veya karbürü, ~ Fe 2.4 C) bir değişim görülür. Morfolojide oldukça belirgin bir değişim, yüksek ve düşük su verme sıcaklıkları arasında oluşur. Bu iki morfoloji üst beynit (yüksek su verme sıcaklığı) veya alt beynit (düşük su verme sıcaklığı) olarak isimlendirilir. Yüksek büyütmelerde incelendiğinde ferrit (iğnesel şekilli) matris içerisinde düzenli olarak yönelmiş karbür plakalarından oluşmaktadır. Dönüşüm sıcaklığı düştükçe ferrit iğneleri incelir ve karbür plakaları daha küçük ve sıkı dizilir.
81

82 Austempering Bainite Short needles of Fe 3 C embedded in plates of ferrite
83
84 Ağ.%0,8 C lu çelik için Kaba perlitin sertliği Rc İnce perlitin sertliği Rc Üst beynitin sertliği 40 Rc Alt beynitin sertliği Rc Martensitin sertliği 64 Rc
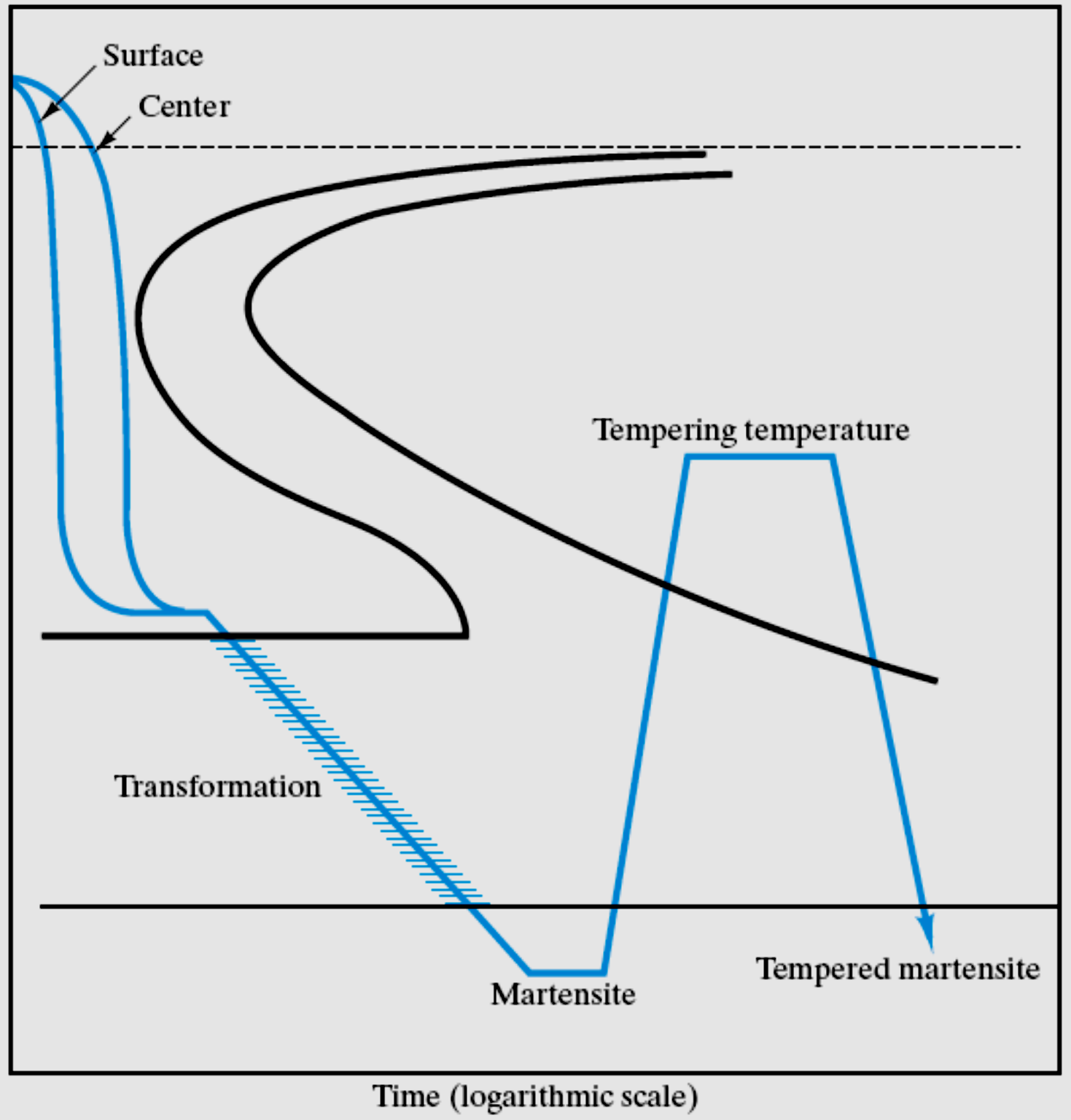
85 Temperleme Sertleştirilmiş ya da normalize edilmiş çeliğin süneklik ve tokluğunu artırmak maksadı ile alt kritik sıcaklığın (A 1 ) aşağısında bir sıcaklığa ısıtılması ve ardından uygun hızda soğutulmasını içeren prosestir. Ancak matris tane boyutunda artışa da neden olabilir. Çelikler spesifik mekanik özellikler, su verme gerilimlerini gidermek ve boyutsal kararlılık sağlamak amacı ile sertleştirmeden sonra yeniden ısıtma ile temperlenirler. Temperleme sıcaklığı, Tutma süresi, Temperleme sıcaklığından soğutma hızı ve Çeliğin kompozisyonu (karbon ve alaşım elemanı içeriği ile kalıntı elementler) temperlenmiş çeliğin mikroyapı ve mekanik özellikleri üzerinde etkilidir.
86 Temperleme Adımları X-ışınları, termal analiz ve mikroyapı incelemeleri temperlemenin temel olarak üç adımdan oluştuğunu göstermiştir. 1.adım C aralığında martensitten -karbür (Fe 2,4 C) oluşur. Bu karbürler dislokasyonların segrege olduğu bölgelerde çekirdekleşir. Martensitin karbon içeriğinin %0,25 e azalması ile c parametresi kısalır. 1. adım temperleme sonunda çelik yüksek mukavemet, yüksek sertlik, düşük sünekliğe sahiptir ve kalıntı gerilmelerin bir çoğu da giderilmiştirr. 2.adım C sıcaklık aralığında kalıntı ostenit, ferrit ve Fe 3 C e ayrışır. 3.adım C aralığında sementit (Fe 3 C) çökelir. Sementitin oluşumu ile martensitin karbonunun çoğu katı çözeltiden uzaklaştırılmış olur. Sonuç olarak HMT in tetragonalitesi kaybolur. Temperlemenin artışı ile ferrit ve sementit arasında alaşım elementlerinin yeniden dağılımı meydana gelir. Ayrıca sıcaklık artışı ile sementit büyür ve küresel forma gelir. Sementit -karbürde, ostenit tane sınırlarında, ya da interlath (çubuklar arasında) ve yüksek karbonlu çeliklerde martenzitin ikiz sınırları boyunca çökelebilir.
87 Alaşımlı çeliklerde temperleme Daha yüksek sıcaklıklarda (>450 C) M 7 C 3 ve M 23 C 6 gibi daha kararlı alaşım karbürlerinin oluşumuna neden olur (4. adım olarak isimlendirilir). Cr, Mo, V, Ti içeren çeliklerde oluşan karbürler ikincil sertleşme olarak isimlendirilen sertleşmeye neden olurlar. Bu sıcaklıkta eşeksenli tane oluşumu ve aşırı tane büyümesine eğilim vardır. Alaşım karbürlerinin çökelmesi ile kalıntı ostenitin Ms sıcaklığı artar ve temperleme sıcaklığından soğuma sırasında martensite dönüşür. Bu nedenle ikinci bir temperleme gerekir.
88
89
90 Tensile and yield strengths and ductility (%RA) (at room temperature) versus tempering temperature for an oil-quenched alloy steel (type 4340).
91 Hardness (at room temperature) versus tempering time for a waterquenched eutectoid plain carbon (1080) steel.
92 Temper gevrekliği Temper gevrekliği belirli temperleme sıcaklık aralığında tutma ve yavaş soğutmanın sonucu olarak ortaya çıkar. Mo içermeyen az alaşımlı çeliklerin C aralığında yapılan temperleme sonrası darbe enerjisindeki azalma temper gevrekliği olarak bilinir. Mo içermeyen çeliklerde Sn, Sb, As, S, P gibi elementlerin tane sınırlarına çökelmesi ve tanelerarası kohezyon kuvvetini düşürmesi ile temper gevrekliği ortaya çıkar ve tanelerarası kırılmaya neden olur. Temper gevrekliğinin önlenebilmesi için; 1.Bu kritik sıcaklıklarda temperleme yapılmamalı, ya 350 C in aşağısında ya da 550 C in yukarısında olmalıdır. Yüksek sıcaklıkta yapılmışsa bu kritik sıcaklık aralığında hızlı soğutma yapılmalıdır. 2.Ya da az da olsa (%0,15) Mo içeren çelik kullanılmalıdır
93 Notch toughness as a function of tempering temperature for 4140 (UNS G41400) ultrahigh-strength steel tempered 1 h
94
95 Sıfıraltı (Subzero ya da Kriyojenik) İşlemi Çeliğin sertleştirme sonrasında yapısında yer alan kalıntı östeniti gidermek ve aşınma direncini arttırmak amacı ile sıfırın altındaki bir sıcaklığa soğutulmasıdır. Kalıntı ostenit bir süre sonra martensite dönüşür. Bu yapısal değişim özellikle ölçü aletlerinde, ölçülerde kabul edilemez küçük değişikliklere yol açabilir ve ayrıca çok yüksek sertlik ile aşınma direnci gereken takımlarda ve kalıplarda kalıntı osteniti düşük seviyeye indirmek veya hemen hemen tamamı ile ortadan kaldırmak için, sıfır altı soğutma işlemi yapılır Bu işlem sonucunda; 1.Çelik cinsine göre 2-4 HRc ye kadar sertlik artışı olur 2.Yüksek aşınma direnci elde edilir 3.Yapıdaki kalıntı ostenit önemli ölçüde giderilir
96 Sıfıraltı İşlem İşlem çeliğin sıfıraltı sıcaklığına soğutulmasından ibarettir. Sıcaklık çeliğin bileşimine bağlıdır (yüksek alaşımlı çeliklerde -140 C, diğer çeliklerde ise genellikle -80 ila - 90 C). M f sıcaklığında tutma süresi 1-1,5 saattir. Bu sıcaklığın altında tutma daha fazla kalıntı ostenit dönüşümüne neden olmaz. Sıfır altı sıcaklığa soğutma 1.Katı karbondioksit (-80 C e soğutma yapabilir) 2.Mekanik soğutma (-100 e soğutma yapabilir) 3.Sıvı azot (-196 C e soğutma yapabilir) ortamında yapılabilir
97 SERTLEŞEBİLİRLİK Su verme işlemi ile çelik yüzeyinde elde edilen sertliğin merkeze doğru ilerleyebilme kabiliyetidir. Derinlik sertleşebilirliğin bir fonksiyonu olup; martensitin yüzeyden itibaren yarı miktarına indiği veya en az %50 martensitin mevcut olduğu mesafe olarak belirtilir. Yeterli sertleşebilirliğe sahip çelik verilen kesit kalınlığı boyunca en az %50 martensitik mikroyapı verebilmelidir. Bu nedenle sertleşebilirlik, su verilmiş ve temperlenmiş halde kullanılacak çeliklerin seçiminde önemli bir parametredir. Çeliklerin sertleşebilirliği Grossmann sertleşebilirlik testi ve Jominy uçtan su verme testi ile belirlenebilir.
98 Grossmann Sertleşebilirlik Testi Sertleşebilirliğin saptanması için farklı çaplarda olan çok sayıda silindirik çelik çubuk numuneler belli soğutma ortamında sertleştirilirler. Metalografik muayene sonucu merkezinde %50 martenzit oluşan çubuk örnek seçilir ve bunun çapı Kritik Çap (D c ) olarak isimlendirlir. Kritik değerin üzerinde çapa sahip çelik çubukların merkezinde tam sertlik sağlanamaz ve martensit miktarı %50 den daha azdır. Kritik çap su verme ortamı ile değişir. Örneğin suda su verildiği zaman 25 mm çapında tam sertleşmiş olan çelik çubuğa yağda su verildiğinde kritik çap 15 mm olmalıdır

99 Grossman a göre kritik çap
100 D değeri soğutma ortamının H değeri kullanılarak ideal çapa, Di, çevrilebilir. İdeal çap yüzeyin sonsuz hızda soğutulması halinde (H= ), merkezinde %50 martensit oluşan çubuğun ideal çapı olarak tarif edilir ve diğer ortamlarda (yağda veya suda) su verme için gereken kritik çaptan daha büyüktür.
101 Grosmann yöntemi ile kimyasal bileşimden ideal çap hesabı Çeliğin sertleşebilirliği alaşım elementleri ilavesiyle artar ve kritik çapta bununla birlikte artar. Grosmann yöntemi ile az alaşımlı ve orta alaşımlı çeliklerin kimyasal bileşimlerinden ideal çap hesaplanabilir. Bunun için, her bir elementin ostenitleme sıcaklığında, katı eriyik içindeki miktarının ve aynı zamanda ostenit tane boyutunun göz önünde tutulması gerekir. Tane boyutu ne kadar küçük olursa sertleşebilirlik o kadar düşük olur. Bunun nedeni, tane boyutunun azalmasına paralel olarak tane sınırlarının toplam yüzeylerinin artması ve bunun karşılığında soğuma sırasında perlit oluşumu için başlangıç yerleri olan çok sayıda çekirdeğin oluşmasıdır. D c = D ic Mn % sinin çarpım faktörü Si % sinin çarpım faktörü Ni % sinin çarpım faktörü Cr % sinin çarpım faktörü Mo % sinin çarpım faktörü D c : Kritik çap, D ic : İdeal kritik çap
102 D ic, inc D ic, mm Sade karbonlu çeliklerde karbon miktarı ve ostenit tane boyutunun fonksiyonu olarak ideal kritik çapın değişimi Sertleşebilirlik hesaplamaları için çeşitli elementlerin çarpım faktörleri
103 Jominy uçtan su verme testi Jominy tarafından geliştirilmiş ve en yaygın kullanılan sertleşebilirlik testi Jominy uçtan su verme çeliklerin sertleşebilirliğini belirlemede kullanılan standart bir testtir. Test ostenitlenmiş standart bir deney çubuğunun (1 inc çapında 4 inc uzunluğunda) bir ucundan su verilmesini içerir. Sertleştirme fırınından numunenin alınması ile su vermenin başlangıcı arasındaki zaman 5 sn den az olmalıdır. Numunenin tutucuya yerleşiminden hemen sonra su fıskiyesi 10 dk dan az olmayan süreyle numunenin yüzeyine karşı tüm kuvvetiyle direkt olarak açılmalıdır. Bunun bir sonucu olarak, test çubuğunun su verilen ucu çok hızlı bir şekilde soğur, fakat soğuma hızı zıt uca doğru kademeli olarak azalır. Test numunesinin soğuması, soğuk su içerisine daldırmayla tamamlanır. Soğuma hızı çubuk uzunluğu boyunca farklılık gösterir ve su verilmiş uçtan itibaren artan mesafe ile azalır. Su verilmiş uçta kritik soğuma hızından daha yüksek hızla su verilir ise %100 martensit ve su verilmiş uçtan uzaklaştıkça azalan soğuma hızına bağlı olarak diğer dönüşüm ürünleri oluşur. Mikroyapıdaki değişimler test çubuğu boyunca sertlikte farklılıklara neden olur.
104
105 2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license.
106 Çubuk soğuduğunda, çubuğun eksenine paralel ve ucundan itibaren 0,4 mm derinliğinden başlamak üzere taşlama ile iki paralel kesme yüzeyi elde edilir. Bu yüzeyler parlatıldıktan sonra yassı çubuk boyunca Rockwell C skalasında belirli aralıklarla (1/16 inch aralıkla) sertlikleri ölçülür. Bu sertlik değerleri ve su verilmiş uçtan itibaren olan eşdeğer mesafeleri bir diyagram üzerinde belirtilir. Bu çizelgede y ekseni Rockwell C cinsinden sertliği ve x ekseni sertleşmiş uçtan itibaren mesafeyi gösterir. Bunlara Jominy eğrileri adı verilir
107 2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning is a trademark used herein under license. Çelik C Si Mn Cr Mo Ni ,38-0,43 0,15-0,35 0,6-0,8 0,7-0,9 0,2-0,3 1,65-2, ,38-0,43 0,15-0,30 0,75-1,0 0,4-0,6 0,15-0,30 0,4-0, ,07-0,13 0,15-0,35 0,4-0,7 1,0-1,4 0,08-0, ,17-0,22 0,15-0,35 0,6-0,8 0,7-0,9 0,2-0,3 1,65-2, ,75-0,88 0,6-0, ,48-0,55 0,20-0,35 0,6-0,9
108 Relationship between hardness, carbon content, and amount of martensite
109
110 Fig. 8: Schematic Fe-Fe 3 C metastable equilibrium diagram and TTT diagrams for plain carbon hypoeutectoid, eutectoid and hypereutectoid steels γ=austenite α=ferrite CP=coarse pearlite P=pearlite FP=fine pearlite UB=upper bainite LB=lower bainite M=martensite M S =Martensite start temperature M 50 =temperature for 50% martensite formation M F = martensite finish temperature (a) Fe-Fe 3 C metastable phase diagram (b) TTT diagram for hypoeutectoid steel (c ) TTT diagram for eutectoid steel (d) TTT diagram for hypereutectoid steel M S 110
111 Interkritik işlem (Dual fazlı yapı) Çift fazlı çelik kavramı, 1937 yılında Grabe in, yeni bir yatak malzemesinin üretimi için % 0,25 karbonlu bir çeliği kritik sıcaklıklar arasındaki bölgeden soğutması sonucunda çift fazlı yapıyı elde etmesi ve patent almasıyla tanınmıştır lere kadar çok az sayıda araştırmacının ilgisini çeken çift fazlı çelikler, bu yıldan sonra özellikle yaşanan ekonomik darboğazların ardından bilim adamlarının otomotiv endüstrisine sunduğu alternatif çözümler olarak üzerinde etraflıca çalışılan bir alan olmuştur. Çift fazlı çeliklerin yapısında ferrit yapısının içerisine dağılmış martensit bulunmaktadır. Yapıdaki ferrit yumuşak bir fazdır ve çift fazlı çeliğin şekillendirilme kabiliyetini artırmaktadır. Martensit fazı ise sert yapısı sayesinde malzemeye mukavemet kazandırmaktadır.

112 Martensit Ferrit
113 Dual fazlı çeliklerin ferrit+martensitten oluşan yapıları mukavemet-sünekliğin çok iyi bir kombinasyonunu ve yüksek soğuk işlem hızı ile sürekli akma göstermesini sağlar.
114 Çift fazlı çeliklerin mekanik özellikleri büyük ölçüde martensit hacim oranı ile morfolojisine bağlıdır. 1. Çeliğin karbon içeriği 2. Tavlama sıcaklığı 3. Ostenitin sertleşebilirliği martensitin mukavemeti ile hacim oranını etkiler Kritik tavlama sıcaklığının artması martensit fazının karbon içeriğinin azalmasına sebep olmaktadır. Martensitin karbon içeriği bu fazın morfolojisini kontrol eden bir faktör olup, karbon miktarı arttıkça yapı çubuk (lath) martensitten plakalı martensite dönüşmekte ve martensitin sertliği artmaktadır. Plaka martensite dönüşüm mukavemeti arttırırken sünekliği azalttığından çift fazlı çeliklerde arzu edilen martensit morfolojisi çubuk martensittir Martensit parçacıklarının çapı da çift fazlı çeliklerin mekanik özelliklerini etkileyen bir faktördür. Çift fazlı çeliklerin yapısında bulunan martensit adalarının çapı 5 10 μm arasında olup ideal mukavemet-süneklik kombinasyonu mümkün olduğu kadar düşük çaplı martensit parçacıklarıyla elde edilmektedir.
115 Patentleme Özellikle 0,6-0,7 C içeren çelik tellere uygulanan bir ısıl işlemdir. Bu işlemde malzeme C civarında ostenitlenir ve bunu takiben C sıcaklığındaki bir banyo içerisinde tutulur. Bu banyo genellikle Pb banyosudur. Bu işlem ince perlitik yapı elde edilmek için uygulanır. Uygulamada, işlem telin uzun bir fırın içerisinde sürekli olarak geçişi ile ısıtılması ve ardından C civarındaki banyoya çekilerek soğutulmasını içerir. Tel izotermal dönüşüme maruz kalır. Nihai yapı ferrit içerisinde çok ince olarak dağılmış sementit yapısından oluşur. Patentlenmiş tel sonra soğuk işleme maruz bırakılır. Yüksek ostenitleme sıcaklığı kaba taneden dolayı gevrek olmasına neden olur ancak müteakip soğuk şekil verme işlemi (çekme işlemi) bu etkiyi ortadan kaldırır.
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim
 1 DENEY NO ISIL İŞLEM-1 : NORMALİZASYON, SU VERME VE MENEVİŞLEME, JOMİNY UÇTAN SU VERME DENEYİ 1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim ÖZBEK Araş. Gör. İbrahim ALTINSOY Deney
1 DENEY NO ISIL İŞLEM-1 : NORMALİZASYON, SU VERME VE MENEVİŞLEME, JOMİNY UÇTAN SU VERME DENEYİ 1 Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim ÖZBEK Araş. Gör. İbrahim ALTINSOY Deney
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
SAF DEMİR. 1538 o C Sıvı. 1394 o C δ Ferrit HMK. 912 o C γ Demir Östenit YMK. 25 o C α Ferrit HMK
 DEMİRÇELİK SAF DEMİR 1538 o C Sıvı 1394 o C δ Ferrit HMK 912 o C γ Demir Östenit YMK 25 o C α Ferrit HMK DemirKarbon Sistemi Ötektik nokta Ötektoid nokta Note: only goes out to 6.7 wt% C (100 wt% Fe 3
DEMİRÇELİK SAF DEMİR 1538 o C Sıvı 1394 o C δ Ferrit HMK 912 o C γ Demir Östenit YMK 25 o C α Ferrit HMK DemirKarbon Sistemi Ötektik nokta Ötektoid nokta Note: only goes out to 6.7 wt% C (100 wt% Fe 3
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net [email protected]
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
MALZEME BİLGİSİ DERS 9 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MALZEME BİLGİSİ DERS 9 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA TANIMLAR VE TEMEL KAVRAMLAR İKİLİ FAZ DİYAGRAMLARI FAZ DİYAGRAMLARININ YORUMLANMASI DEMİR-KARBON SİSTEMİ BÖLÜM 7 FAZ
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
ÇELİĞİN ISIL İŞLEMLERİ. 18.12.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BÖLÜM 3a:MÜHENDİSLİK ALAŞIMLARINDA YAPI-ÖZELLİK-ISIL İŞLEM İLİŞKİLERİ
 BÖLÜM 3a:MÜHENDİSLİK ALAŞIMLARINDA YAPI-ÖZELLİK-ISIL İŞLEM İLİŞKİLERİ Metaller ve alaşımlar faydalı bir çok mühendislik m özelliklerine sahip olduklarından mühendislik m tasarımlar mlarında yaygın kullanım
BÖLÜM 3a:MÜHENDİSLİK ALAŞIMLARINDA YAPI-ÖZELLİK-ISIL İŞLEM İLİŞKİLERİ Metaller ve alaşımlar faydalı bir çok mühendislik m özelliklerine sahip olduklarından mühendislik m tasarımlar mlarında yaygın kullanım
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
BÖHLER K455 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Kıyaslaması
 Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
Metalografik inceleme ve ısıl işlem deneyi
 Metalografik inceleme ve ısıl işlem deneyi 1. DENEYİN AMACI: Metalografik muayene ile ısıl işlem görmüş ve görmemiş çeliklerin dokusunu inceleme ve ısıl işlem mekanizmalarını öğrenmek. Deney: Isıl işlem
Metalografik inceleme ve ısıl işlem deneyi 1. DENEYİN AMACI: Metalografik muayene ile ısıl işlem görmüş ve görmemiş çeliklerin dokusunu inceleme ve ısıl işlem mekanizmalarını öğrenmek. Deney: Isıl işlem
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Bölüm 12 Demir Alaşımları
 MALZEME BİLİMİ VE MÜHENDİSLİĞİ Bölüm 12 Demir Alaşımları 1 Hedef Isıl işlem ve alaşımlama ile ötektoid reaksiyonun çeliğin yapı ve özelliklerini nasıl kontrol edileceğini öğrenmek İki özel demir alaşım
MALZEME BİLİMİ VE MÜHENDİSLİĞİ Bölüm 12 Demir Alaşımları 1 Hedef Isıl işlem ve alaşımlama ile ötektoid reaksiyonun çeliğin yapı ve özelliklerini nasıl kontrol edileceğini öğrenmek İki özel demir alaşım
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Çeliğe Uygulanan Isıl İşlemler Isıl İşlem: Metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla uygulanan
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Çeliğe Uygulanan Isıl İşlemler Isıl İşlem: Metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla uygulanan
Sementasyon İşleminin Farklı Çeliklerin Mikroyapı ve Sertlik Değerlerine Etkileri
 Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 1, 2013 (19-24) Electronic Journal of Machine Technologies Vol: 10, No: 1, 2013 (19-24) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 10, No: 1, 2013 (19-24) Electronic Journal of Machine Technologies Vol: 10, No: 1, 2013 (19-24) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım
 Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. BÖHLER M200
 Özellikler Kükürt içerikli krom manganez molibden çeliği. Sertleştirilmiş ve su verilmiş koşullar altında gayet iyi işlenebilirlik. Derinlemesine sertleştirilmiş ve su verilmiştir, geniş boyutlar dahil,
Özellikler Kükürt içerikli krom manganez molibden çeliği. Sertleştirilmiş ve su verilmiş koşullar altında gayet iyi işlenebilirlik. Derinlemesine sertleştirilmiş ve su verilmiştir, geniş boyutlar dahil,
DEMİR KARBON ALAŞIMLARI
 DEMİR KARBON ALAŞIMLARI Fe Al Cu Zn Diğer Dünya Metal Üretimi Fe Cu Al Zn Diğer (%) 94 1 3 1 1 1600 C 1400 C d L 1200 C 1000 C g 800 C a 600 C Çelik Dökme Demir 400 C Fe 1% C 2% C 3% C 4% C 5% C 6% C
DEMİR KARBON ALAŞIMLARI Fe Al Cu Zn Diğer Dünya Metal Üretimi Fe Cu Al Zn Diğer (%) 94 1 3 1 1 1600 C 1400 C d L 1200 C 1000 C g 800 C a 600 C Çelik Dökme Demir 400 C Fe 1% C 2% C 3% C 4% C 5% C 6% C
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
SEMENTE EDİLMİŞ 8620 KALİTE ÇELİĞİN ÖZELLİKLERİNE SIFIRALTI İŞLEMİN ETKİSİ
 SEMENTE EDİLMİŞ 862 KALİTE ÇELİĞİN ÖZELLİKLERİNE SIFIRALTI İŞLEMİN ETKİSİ B. ULUĞ, M. BAYDOĞAN, E. S. KAYALI, H. ÇİMENOĞLU İTÜ Metalurji ve Malzeme Mühendisliği Bölümü, 34469, Maslak / İstanbul Tel:(212)
SEMENTE EDİLMİŞ 862 KALİTE ÇELİĞİN ÖZELLİKLERİNE SIFIRALTI İŞLEMİN ETKİSİ B. ULUĞ, M. BAYDOĞAN, E. S. KAYALI, H. ÇİMENOĞLU İTÜ Metalurji ve Malzeme Mühendisliği Bölümü, 34469, Maslak / İstanbul Tel:(212)
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
VİZE II ye HAZIRLIK Tüm Konuları Kapsamaz (Faz/TTT) (Aralık 2011)
 (Aralık 2011)") VİZE II ye HAZIRLIK Tüm Konuları Kapsamaz (Faz/TTT) (Aralık 2011) FAZ PROBLEMLERİ F + S = B + 2 (GİBBS Faz Kuralı-Kanunu) F:Faz Sayısı S: Serbestlik Derecesi B:Bileşen sayısı 2: Sıcaklık ve Basınç Değişken
VİZE II ye HAZIRLIK Tüm Konuları Kapsamaz (Faz/TTT) (Aralık 2011) FAZ PROBLEMLERİ F + S = B + 2 (GİBBS Faz Kuralı-Kanunu) F:Faz Sayısı S: Serbestlik Derecesi B:Bileşen sayısı 2: Sıcaklık ve Basınç Değişken
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
ÇELİKLERİN ISIL İŞLEMLERİ
 ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma
ÇELİKLERİN ISIL İŞLEMLERİ Demir esaslı malzemeler, sıcaklığa bağlı olarak çok değişik kristal yapılarına sahiptirler (allotropluk). Ayrıca ostenit sıcaklığından hızlı soğutulmaları halinde aşırı soğuma
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar