BASINÇLI DÖKÜM YÖNTEMİ
|
|
|
- Oz Özbilgin
- 9 yıl önce
- İzleme sayısı:
Transkript
1 BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki en önemli fark basınçlı dökümde sıvı metalin kalıba doluşunun basınç altında gerçekleşmesidir. Basınçlı dökümde metalin kalıba doluş hızının çok yüksek oluşu, çok karmaşık parçaların dökülmesine olanak sağlar.
2 BASINÇLI DÖKÜM YÖNTEMİNİN AVANTAJLARI. 1- Metal kalıba kıyasla daha karmaşık şekilli parçaların dökümü mümkündür. 2- Kalıplar basınç altında doldurulduğundan, diğer döküm yöntemlerine kıyasla daha ince cidarlı, uzunluk/kalınlık oranı daha yüksek ve boyutsal hassassiyeti daha fazla olan parçalar üretilebilir. 3- Özellikle birden fazla boşluk içeren kalıplar kullanıldığında üretim hızı diğer yöntemlere nazaran çok daha fazladır. 4- Basınçlı döküm yöntemiyle üretilen parçaların yüzey kalitesi çok yüksek olduğundan işçilik ve malzeme maliyet tasarrufu sağlar 5- Daha ince kesitlerin dökülebilir oluşu metal maliyetlerimni azaltır. 6- Bazı alaşımlar (örneğin Al-alaşımları) basınçlı döküm yöntemi ile üretildiklerinde, diğer döküm yöntemlerine nazaran çok daha yüksek mekanik özellilkler gösterirler
3 BASINÇLI DÖKÜM YÖNTEMİNİN DEZAVANTAJLARI 1- Döküm boyutları sınırlıdır. Döküm ağırlığı nadiren 25 Kg ı geçer. Genellikle 4-5 Kg civarındadır. 2- Kalıp dizaynında yolluklandırma ve hava firar (kaçış) yollarının yapımı önem kazanır. Çünkü kalıp içerisinde hava sıkışması olabilir. Hapsolan hava eksik dökümlere veya gaz boşluklarına yol açabilir. 3- Komple bir basınçlı döküm makinası ( ana pres, yardımcı cihazlar ve kalıplar) çok pahalıdır. Yöntemin ekonomik olması için çok sayıda parça üretilmesi gerekir.

4 BASINÇLI DÖKÜM YÖNTEMİ

5 BASINÇLI DÖKÜM YÖNTEMİ

6 BASINÇLI DÖKÜM YÖNTEMİ

7 BASINÇLI DÖKÜM YÖNTEMİ

8 BASINÇLI DÖKÜM YÖNTEMİ

9 BASINÇLI DÖKÜM YÖNTEMİ

10 BASINÇLI DÖKÜM YÖNTEMİ

11 BASINÇLI DÖKÜM YÖNTEMİ

12 SAVURMA DÖKÜM YÖNTEMİ

13 SAVURMA DÖKÜM YÖNTEMİ

14 SAVURMA DÖKÜM YÖNTEMİ

15 SAVURMA DÖKÜM YÖNTEMİ

16 SAVURMA DÖKÜM YÖNTEMİ

17 SAVURMA DÖKÜM YÖNTEMİ

18 SAVURMA DÖKÜM YÖNTEMİ

19 SAVURMA DÖKÜM YÖNTEMİ
20 SÜREKLİ DÖKÜM YÖNTEMİ
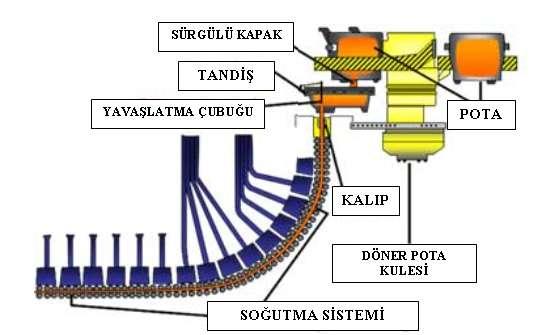
21 DİKEY SÜREKLİ DÖKÜM YATAY SÜREKLİ DÖKÜM Sürekli döküm tesisatları genellikle yatay ve düģey olmak üzere iki tarzda kurulurlar. Yatay döküm tarzının düģey döküm tarzlarına göre birçok üstün yönleri vardır. Bu nedenle döküm malzemesi imkan verdiği ölçüde tesisat yatay döküm tesisatı olarak kurulur. Demir esaslı olmayan metallerin tümünü yatay döküm tesisatlarında dökmek mümkündür. Ancak çeliğin döküm sıcaklığı yüksek olduğundan çeliğin yatay sürekli dökümünde bazı güçlükler mevcuttur.
22 SÜREKLİ DÖKÜM YÖNTEMİ

23 SÜREKLİ DÖKÜM YÖNTEMİ

24 SÜREKLİ DÖKÜM YÖNTEMİ

25 SÜREKLİ DÖKÜM YÖNTEMİ

26 SÜREKLİ DÖKÜM YÖNTEMİ

27 SÜREKLİ DÖKÜM YÖNTEMİ
28 SÜREKLİ DÖKÜM YÖNTEMİ

29
30 TARET

31

32

33 TANDĠġ

34 ÇEKME VE DOĞRULTMA MERDANELERĠ

35

36

37

38

39 KESME MEKANĠZMASI

40

41

42 dikdörtgen biçiminde bir tandiş

43 Tandiş dökümden sonra döküme hazırlaıyor. Tandiş temizlenip refrakter malzeme ile temizlenir

44
45
 yani sekonder soğutma bölgesi")
46 Burada sıvı çeliğin kalıpan çıktığı andaki su püskürtme( spray soğutma) yani sekonder soğutma bölgesi gösterilmektedir.

47

48
49 SÜREKLİ DÖKÜM YÖNTEMİ

50 SÜREKLİ DÖKÜM YÖNTEMİ

51 SÜREKLİ DÖKÜM YÖNTEMİ

52 SÜREKLİ DÖKÜM YÖNTEMİ

53 SÜREKLİ DÖKÜM YÖNTEMİ

54 SÜREKLİ DÖKÜM YÖNTEMİ

55 PROPERZİ DÖKÜM YÖNTEMİ

56 SÜREKLİ DÖKÜM YÖNTEMİ PROPERZİ DÖKÜM YÖNTEMİ

57 SÜREKLİ DÖKÜM YÖNTEMİ PROPERZİ DÖKÜM YÖNTEMİ

58 PROPERZİ DÖKÜM YÖNTEMİ

59 SÜREKLİ DÖKÜM YÖNTEMİ

60 SÜREKLİ DÖKÜM YÖNTEMİ

61 SÜREKLİ DÖKÜM YÖNTEMİ

62 SÜREKLİ DÖKÜM YÖNTEMİ

63 SÜREKLİ DÖKÜM YÖNTEMİ

64 SÜREKLİ DÖKÜM YÖNTEMİ

65 SÜREKLİ DÖKÜM YÖNTEMİ

66 SÜREKLİ DÖKÜM YÖNTEMİ

67 SÜREKLİ DÖKÜM YÖNTEMİ

68 SÜREKLİ DÖKÜM YÖNTEMİ

69 SÜREKLİ DÖKÜM YÖNTEMİ


70 SÜREKLİ DÖKÜM YÖNTEMİ HATALARI 100x100 mm Sürekli döküm sisteminde üretilmiş yarımamulün çevresindeki gaz boşlukları görülmektedir. Resmin sağ tarafındaki kesitte de, aynı mamulün 82x85 mm sıcak haddelenmesinden sonra ve çevresinde ezilerek uzanmış durumdaki gaz boşlukları görülmektedir. 100x100 mm sürekli döküm yarımamulünde, primer ve sekonder gaz boşlukları belirgin bir şekilde görülmektedir.

 100x100 mm sürekli döküm yarımamlulünde yüzeyde meydana gelen enine")
71 SÜREKLİ DÖKÜM YÖNTEMİ HATALARI A)Döküm sırasında kalıp yağlanmasın iyi olmayışı ve fazlaca eskimiş kalıp kullanılması ve kimyasal bileşimin uygun olmayışı ile meydana gelmiş çatlakların,kaba haddeleme sırasında ne dereceye kadar açılabildikleri görülmektedir B) 100x100 mm sürekli döküm yarımamlulünde yüzeyde meydana gelen enine çatlak görülebilmektedir

72 SÜREKLİ DÖKÜM YÖNTEMİ HATALARI 100x100m sürekli döküm ingotunda yüzeyde meydana gelmiş boyuna istikamette bir başka çatlak gözükmektedir.

73 SÜREKLİ DÖKÜM YÖNTEMİ HATALARI» 100x100 mm sürekli döküm yarımamulünde kalıp yüzeyine yapışmış sıçramaların yarımamül yüzeyinde meydana getirdiği sıçrama izleri görülmektedir

74 SÜREKLİ DÖKÜM YÖNTEMİ HATALARI 100 x 100mm kesitindeki bir sürekli döküm yarımamulü köşesindeki oksit bileşikleri görülmektedir 100 x 100mm kesitindeki bir sürekli döküm yarımamulü köşesindeki oksit bileşikleri görülmektedir
75 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ERGĠTME ĠġLEMĠ VE FIRINLARI



76 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ERGİTMENİN METALURJİK PRENSİPLERİ

77 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ METALURJĠ TERMODĠNAMĠĞĠ ΔG ΔH T. ΔS
78 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

79 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
80 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
81 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
82 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
83 ERGĠTME ĠġLEMĠ VE FIRINLARI

84 YÜKSEK FIRIN VE ARK FIRINI

85 YÜKSEK FIRIN


86 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
87 ERGİTME FIRINLARI

88 ERGİTME FIRINLARI
89 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ENDÜKSĠYON FIRINLARI
90 TEMEL ÇALIŞMA İLKESİ Bir iletken içinde alternatif akım geçtiğinde civarında alternatif manyetik alan oluşturur. Aynı şekilde iletken bir malzeme alternatif manyetik alanın içine girdiğinde üzerinde bir akım akışı oluşur. Bu akım dıştaki mevcut manyetik alanı yok edici yönde bir zıt manyetik alan oluş turur. Dışarıdaki manyetik alan malzemenin içine iterler ken bu zıt manyetik alanı yok edici yönde bir zıt manyetik alan oluşturur. Dışarıdaki manyetik alan malzemenin içi ne ilerlerken bu zıt manyetik alandan dolayı zayıflar, bu nedenle akımın büyük kısmı yüzeye yakın oluşur. Zıt manyetik alanın şiddeti frekansın bir fonksiyonudur. Fre kans arttıkça yüzeyde oluşan akım, zıt manyetik alan yaratmakta daha etkili olur.
91 TEMEL ÇALIŞMA İLKESİ Bir iletken içinde alternatif akım geçtiğinde civarında alternatif manyetik alan oluģturur. Aynı Ģekilde iletken bir malzeme alternatif manyetik alanın içine girdiğinde üzerinde bir akım akıģı oluģur. Bu akım dıģtaki mevcut manyetik alanı yok edici yönde bir zıt manyetik alan oluģturur. DıĢarıdaki zıt manyetik alanın Ģiddeti frekansın bir fonksiyonudur. Frekans arttıkça yüzeyde oluģan akım daha etkili olur.

92 ENDÜKSĠYON FIRINLARI ERGİTME FIRINLARI

93 ENDÜKSĠYON FIRINLARINDA ASTARLAMA ENDÜKSĠYON FIRINLARI ERGĠTME ĠġLEMĠ
94 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

95 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

96 ÇEKĠRDEKSĠZ ENDÜKSĠYON FIRINI

97 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

98 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

99 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ
100 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ERGĠTME ĠġLEMĠ VE FIRINLARI
101 Endüksiyon ocakları temel çalışma ilkesi
102 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ DUPLEKS YÖNTEMĠ 1- KUPOL-ENDÜSĠYON DUPLEKS YÖNTEMĠ 2- POTALI FIRIN-ENDÜSĠYON DUPLEKS YÖNTEMĠ
103 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ DUPLEKS YÖNTEMĠ AMACI 1- Sıvı metal bileģimini ayarlamak 2- Sıvı metal sıcaklığını ayarlamak 3- Sıvı metal akıģını düzenlemek
104 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ARK FIRINLARI 1- DĠREKT ARK 2- ĠNDĠREK ARK


105 DİREKT ARK

106 DİREKT ARK

107 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

108 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

109 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ

110

111

112
113 DÖKÜM TEKNOLOJĠSĠ ve PRENSĠPLERĠ ERGĠTME ĠġLEMĠ KADEMELERĠ 1-ERGĠTME 2-EMPÜRĠTELERĠN GĠDERĠLMESĠ 3-BĠLEġĠM AYARLAMA 4-KALĠTE KONTROL
114 11/02/2011 DÖKÜMHANE MÜDÜRLÜĞÜ NE Konu:.. Firması sipariş analizi İlgi: 10/04/2006 tarih 411 sayılı D.Benz Firma yazısı.. FİRMASININ İLGİ YAZISIYLA SİPARİŞ ETTİĞİ ADET 110 MM LİK DÖKÜM MALZEMENİN DIN 181A STANDARDINA GÖRE İSTENEN ANALİZ DEĞERLERİ AŞAĞIDA GÖSTERİLMİŞTİR. SAYGILARIMLA KALİTE KONTROL MÜDÜRÜ DIN 181A standardına göre kimyasal analiz Al Si Cu Ni Mg Fe P Ti Kalan
115 KALİTE KONTROL MÜDÜRLÜĞÜ 1 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
116 AL ENDUKSĠYON FIRINI POTA FIRINI Al Si Cu Ni Mg Fe P Ti Kalan
117 KALİTE KONTROL MÜDÜRLÜĞÜ 2 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
118 KALİTE KONTROL MÜDÜRLÜĞÜ 3 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
119 KALİTE KONTROL MÜDÜRLÜĞÜ 5 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
120 KALİTE KONTROL MÜDÜRLÜĞÜ 4 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
121 KALİTE KONTROL MÜDÜRLÜĞÜ 5 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
122 KALİTE KONTROL MÜDÜRLÜĞÜ 3 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
123 KALİTE KONTROL MÜDÜRLÜĞÜ 1 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
124 KALİTE KONTROL MÜDÜRLÜĞÜ 2 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
125 KALİTE KONTROL MÜDÜRLÜĞÜ 3 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
126 KALİTE KONTROL MÜDÜRLÜĞÜ 6 NO LU POTA SPEKTRAL ANALİZİ SAAT : Al Si Cu Ni Mg Fe P Ti Al Si Cu Ni Mg Fe P Ti
127 KUPOL FIRINI AVANTAJLARI 1-Sürekli ergitme 2-Düşük ergitme maliyeti 3-Bileşim kontrolü 4-Sıcaklık kontrolü
128 KUPOL FIRINI DEZAVANTAJLARI 1- Demir karbonla sürekli temas halinde olduğundan C % si 2.70 den aşağı indirilemez. 2- Cr, Mo gibi bazı alaşım elementleri oksidasyon sonucu kaybolur

129 K U P O L F I R I N I

130 KUPOL FIRINI
131 KUPOL FIRINI KUPOL FIRINI
132 KUPOL FIRINI KUPOL FIRINI
133 KUPOL FIRINI KUPOL FIRINI
134 KUPOL FIRINI KUPOL FIRINI
135 KUPOL FIRINI KUPOL FIRINI
136 KUPOL FIRINI KUPOL FIRINI
137 KUPOL FIRINI KUPOL FIRINI

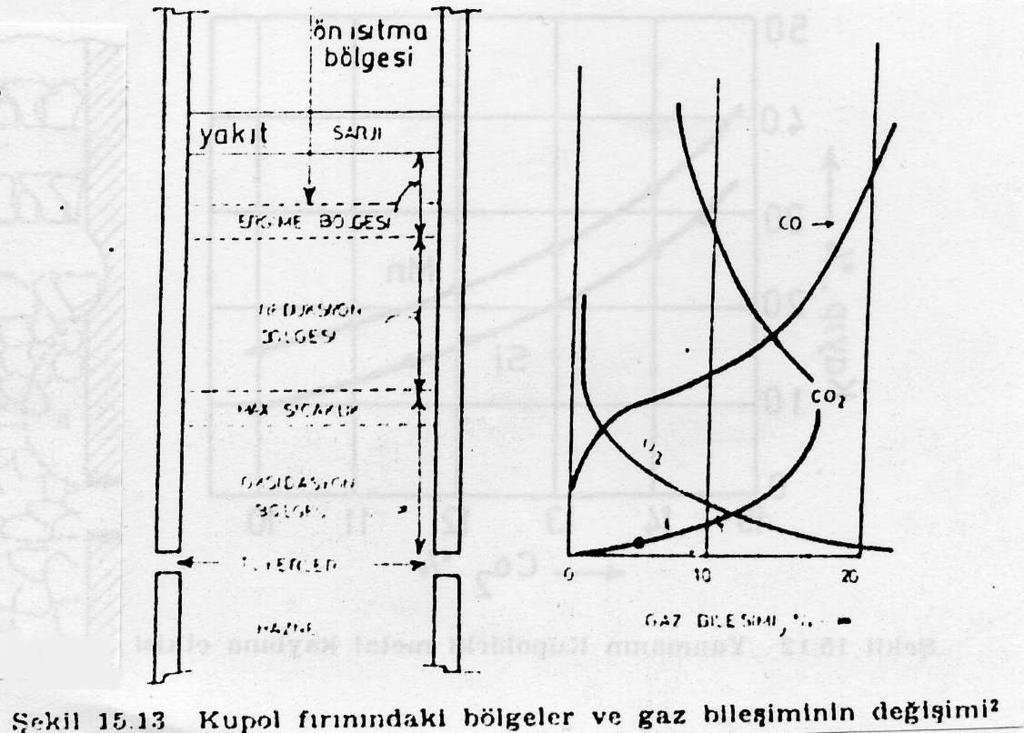
138 DÖKÜM TEKNOLOJİSİ ve PRENSİPLERİ KUPOL FIRINI

139 DÖKÜM TEKNOLOJİSİ ve PRENSİPLERİ KUPOL FIRINI
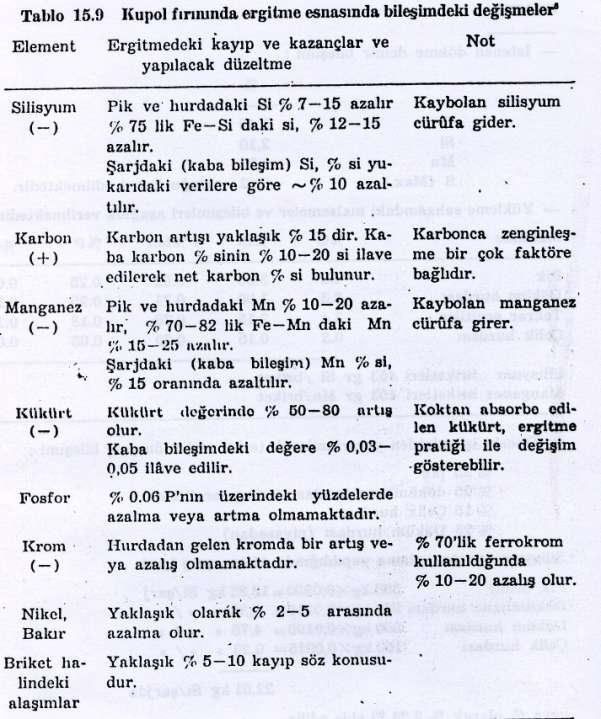
140 KUPOL FIRINI KUPOL FIRINI

141 DÖKÜM TEKNOLOJİSİ ve PRENSİPLERİ KUPOL FIRINI

142 DÖKÜM TEKNOLOJİSİ ve PRENSİPLERİ KUPOL FIRINI

143 DÖKÜM TEKNOLOJİSİ ve PRENSİPLERİ KUPOL FIRINI
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Asil Çelik 1974 yılında otomotiv sanayi ağırlıklı olmak üzere kaliteli ve özel çelikler üretmek için kurulmuştur.
 ŞİRKETİN TANITIMI Asil Çelik 1974 yılında otomotiv sanayi ağırlıklı olmak üzere kaliteli ve özel çelikler üretmek için kurulmuştur. Tesis, 1979 yılında hizmete alınmıştır. Temel mühendislik hizmetleri,
ŞİRKETİN TANITIMI Asil Çelik 1974 yılında otomotiv sanayi ağırlıklı olmak üzere kaliteli ve özel çelikler üretmek için kurulmuştur. Tesis, 1979 yılında hizmete alınmıştır. Temel mühendislik hizmetleri,
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Alümiyum Şekillendirme Teknolojileri
 Alümiyum Şekillendirme Teknolojileri Yard.Doç.Dr. Derya Dışpınar Soğuk Def Tavlama Toparlanma Yeniden Kristalleşme Tane Büyümesi iç gerilimler 3 Toparlanma Statik Toparlanma: Soğuk deforme edilmiş metalin
Alümiyum Şekillendirme Teknolojileri Yard.Doç.Dr. Derya Dışpınar Soğuk Def Tavlama Toparlanma Yeniden Kristalleşme Tane Büyümesi iç gerilimler 3 Toparlanma Statik Toparlanma: Soğuk deforme edilmiş metalin
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Paslanmaz çelik nedir? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Cr > 10,5% C < 1,2% Paslanmaz çelik nedir? Kendiliğinden yapılanan ve korozyon direnci sağlayan bir yüzey tabakası (pasif tabaka) oluşumunu temin etmek üzere gereken miktarda % 10,5 krom ve % 1,2 karbon
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
HEATING ELEMENT TECHNOLOGIES CORP. PASLANMAZ ÇELİK BORU. Kaliteyi Biz Üretelim, Sizler İle Paylaşalım...
 HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
HEATING ELEMENT TECHNOLOGIES CORP. BORU Kaliteyi Biz Üretelim, Sizler İle Paylaşalım... Şirketimiz yan sanayi olarak hizmet verdiği sektörlere ilave olarak boru üretimi ve p r o f e s y o n e l k aynak
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Sıcaklık (Temperature):
:") Sıcaklık (Temperature): Sıcaklık tanım olarak bir maddenin yapısındaki molekül veya atomların ortalama kinetik enerjilerinin ölçüm değeridir. Sıcaklık t veya T ile gösterilir. Termometre kullanılarak ölçülür.
Sıcaklık (Temperature): Sıcaklık tanım olarak bir maddenin yapısındaki molekül veya atomların ortalama kinetik enerjilerinin ölçüm değeridir. Sıcaklık t veya T ile gösterilir. Termometre kullanılarak ölçülür.
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER
 SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
SİLİSYUM ESASLI İNTERMETALİK BİLEŞİKLER İntermetalikler içerisinde silisyum içeriğine sahip olan ileri teknoloji malzemeleri Silisitler olarak adlandırılmaktadır. Silisitler, yüksek sıcaklıklarda yüksek
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
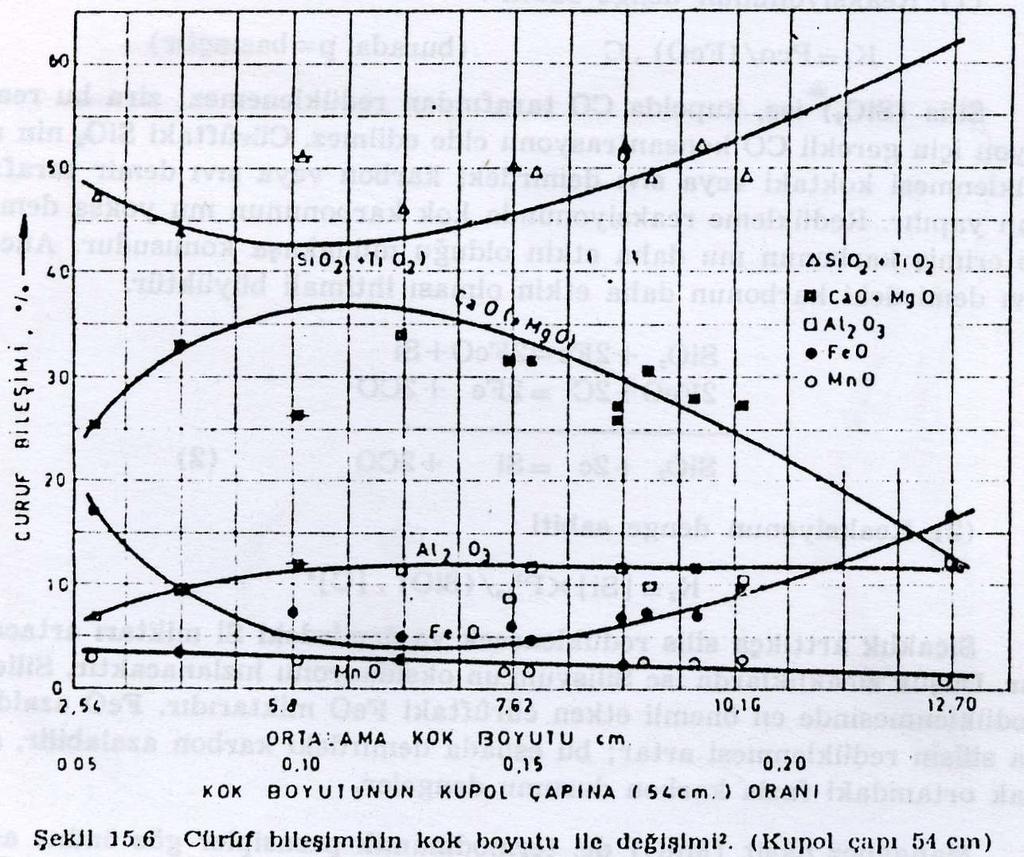
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI
 FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI FIRINLARDA ENEJİ VERİMLİLİĞİ 1. Metal Eritme İşleminde Enerji Tasarrufu 2. Fırınlarda Enerji Etüdü İçin Örnek Çalışma 2.1. Ölçme yönetimi ve ölçme cihazları
FIRINLARDA ENEJİ VERİMLİLİĞİ BEYZA BAYRAKÇI FIRINLARDA ENEJİ VERİMLİLİĞİ 1. Metal Eritme İşleminde Enerji Tasarrufu 2. Fırınlarda Enerji Etüdü İçin Örnek Çalışma 2.1. Ölçme yönetimi ve ölçme cihazları
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri
 MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri ARCHITECTURAL CATALOGUE Aluminium Windows, Doors and Facade Systems Akpa Alüminyum 1987 yılında Çağlayan da kurulmuştur. Kuruluşundan
MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri ARCHITECTURAL CATALOGUE Aluminium Windows, Doors and Facade Systems Akpa Alüminyum 1987 yılında Çağlayan da kurulmuştur. Kuruluşundan
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul [email protected] ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul [email protected] ÖZET AA5049 alaşımı
MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU. Kalıcı mekanik ve fiziksel özellikler. Kabul edilebilir düzeyde metal temizliği. Emisyonların azaltılması
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU Kalıcı mekanik ve fiziksel özellikler Kabul
BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR MTS 1500 OTOMATİK METAL TRETMAN İSTASYONU Kalıcı mekanik ve fiziksel özellikler Kabul
CP 50 KOMPOZİT PANEL. MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri
 MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri CP 50 KOMPOZİT PANEL ARCHITECTURAL CATALOGUE Aluminium Windows, Doors and Facade Systems 439 Akpa Alüminyum 1987 yılında Çağlayan da
MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri CP 50 KOMPOZİT PANEL ARCHITECTURAL CATALOGUE Aluminium Windows, Doors and Facade Systems 439 Akpa Alüminyum 1987 yılında Çağlayan da
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
BÖLÜM 7 DÖKME DEMİRLER
 A Bölüm 7 Dökme Demirler 71 BÖLÜM 7 DÖKME DEMİRLER Sayfa A. Genel Kurallar.. 71 B. Nodüler Dökme Demir... 73 C. Kır Dökme Demir. 76 A. Genel Kurallar 1. Kapsam 1.1 Bu kısım, nodüler ve kır dökme demirlerin
A Bölüm 7 Dökme Demirler 71 BÖLÜM 7 DÖKME DEMİRLER Sayfa A. Genel Kurallar.. 71 B. Nodüler Dökme Demir... 73 C. Kır Dökme Demir. 76 A. Genel Kurallar 1. Kapsam 1.1 Bu kısım, nodüler ve kır dökme demirlerin
SARBAK METAL TİC. ve SAN. A.Ş.
 SARBAK METAL TİC. ve SAN. A.Ş. 197 yılında kurulup, yılından itibaren Çerkezköy Organize Sanayi Bölgesi nde yeni tesislerinde. ton/ay üretim kapasitesi ile müşteri istekleri doğrultusunda standart olarak
SARBAK METAL TİC. ve SAN. A.Ş. 197 yılında kurulup, yılından itibaren Çerkezköy Organize Sanayi Bölgesi nde yeni tesislerinde. ton/ay üretim kapasitesi ile müşteri istekleri doğrultusunda standart olarak
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
KAYNAK UYGULAMASI DİFÜZYON KAYNAĞI
 KAYNAK UYGULAMASI DİFÜZYON KAYNAĞI Sertlehimlemenin yakını sayılabilecek bu süreç(*), aynı ölçüde Zr parçalarının birleştirilmelerine uygundur. Bunda herhangi bir sertlehim ilâve metali akmaz; birleştirilecek
KAYNAK UYGULAMASI DİFÜZYON KAYNAĞI Sertlehimlemenin yakını sayılabilecek bu süreç(*), aynı ölçüde Zr parçalarının birleştirilmelerine uygundur. Bunda herhangi bir sertlehim ilâve metali akmaz; birleştirilecek
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
ELEKTROLİTİK TOZ ÜRETİM TEKNİKLERİ. Prof.Dr.Muzaffer ZEREN
 Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
Prof.Dr.Muzaffer ZEREN Bir çok metal (yaklaşık 60) elektroliz ile toz haline getirilebilir. Elektroliz kapalı devre çalışan ve çevre kirliliğine duyarlı bir yöntemdir. Kurulum maliyeti ve uygulama maliyeti
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
SK 50. MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri. Teknik Özellikler;
 MİMAİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri Teknik Özellikler; Doğal ışığı kullanarak aydınlık mekanlar yaratmak amacıyla dizayn edilmiştir. Kondens kanallı ve kanalsız olarak uygulanabilir.
MİMAİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri Teknik Özellikler; Doğal ışığı kullanarak aydınlık mekanlar yaratmak amacıyla dizayn edilmiştir. Kondens kanallı ve kanalsız olarak uygulanabilir.
MİMARİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri. ARCHITECTURAL CATALOGUE Aluminium Windows, Doors and Facade Systems AD 40
 MİMAİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri ACHITECTUAL CATALOGUE Aluminium Windows, Doors and Facade Systems AD 40 Akpa Alüminyum 1987 yılında Çağlayan da kurulmuştur. Kuruluşundan
MİMAİ KATALOG Alüminyum Pencere, Kapı ve Giydirme Cephe Sistemleri ACHITECTUAL CATALOGUE Aluminium Windows, Doors and Facade Systems AD 40 Akpa Alüminyum 1987 yılında Çağlayan da kurulmuştur. Kuruluşundan
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY. Her hakkı saklıdır
 1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
1 TRONA METAL Sümer Mahallesi 29/11 Sk.N.1 Zeytinburnu İstanbul/TURKEY İçindekiler A. Şirket Profili...... Sayfa 3-4 B. Kaba İşleme... Sayfa 5-6 C. Final İşleme... Sayfa 7-8 D. Kalite Kontrol... Sayfa
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net [email protected] GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6
 PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6 Periyodik sistemde yatay sıralara Düşey sütunlara.. adı verilir. 1.periyotta element, 2 ve 3. periyotlarda..element, 4 ve 5.periyotlarda.element 6 ve 7. periyotlarda
PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6 Periyodik sistemde yatay sıralara Düşey sütunlara.. adı verilir. 1.periyotta element, 2 ve 3. periyotlarda..element, 4 ve 5.periyotlarda.element 6 ve 7. periyotlarda
POTANSİYEL - ph diyagramları
 POTANSİYEL - ph diyagramları Metallerin çoğu su ve hava gibi çevresel şartlar altında korozyon eğilimi gösterirler. Çevreleri ile beraber bu metaller enerji vererek, oksit veya hidroksitler şeklinde kimyasal
POTANSİYEL - ph diyagramları Metallerin çoğu su ve hava gibi çevresel şartlar altında korozyon eğilimi gösterirler. Çevreleri ile beraber bu metaller enerji vererek, oksit veya hidroksitler şeklinde kimyasal
Ferro Silikon. Ekzotermik Besleyici Gömlek. Kromit Kumu YÜZER. Karbon. Bentonit. Magnezyum. Yapıştırıcı. Reçineler. Alkol. Besleyici Toz.
 Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
Besleyici Toz Inokulant Ocak ve Pota Astarları Bentonit Alkol Karbon Shell Kum Besleyici Toz Reçineler Karbon Reçineler Ferro Silikon Reçineler Besleyici Toz Bentonit Karbon Bentonit Ocak ve Pota Astarları
Bazik Oksijen Fırını (BOF)
") ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
ÇELİK ÜRETİMİ Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç
Emisyon Raporu YAZICI DEMİR ÇELİK SAN.VE TUR.TİC. A.Ş.
 Emisyon Raporu YAZICI DEMİR ÇELİK SAN.VE TUR.TİC. A.Ş. Rapor Bilgileri Yıl 2016 Oluşturulma Tarihi 23.10.2017 Tesis Bilgileri Adres İSKENDERUN ORGANİZE SANAYİ BÖL.SARI SEKİ İSKENDERUN HATAY Telefon 3266562300
Emisyon Raporu YAZICI DEMİR ÇELİK SAN.VE TUR.TİC. A.Ş. Rapor Bilgileri Yıl 2016 Oluşturulma Tarihi 23.10.2017 Tesis Bilgileri Adres İSKENDERUN ORGANİZE SANAYİ BÖL.SARI SEKİ İSKENDERUN HATAY Telefon 3266562300
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler