Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
|
|
|
- Soner Isler
- 6 yıl önce
- İzleme sayısı:
Transkript
1 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
2 Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani akma noktası 360 N/mm² den fazla olan çelikler, ekonomide gittikçe daha yaygın şekilde kullanılmaktadır.
3 Yüksek Mukavemetli Düşük Alaşımlı Çelikler
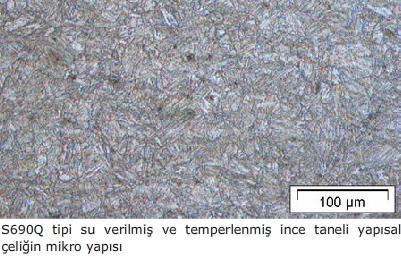
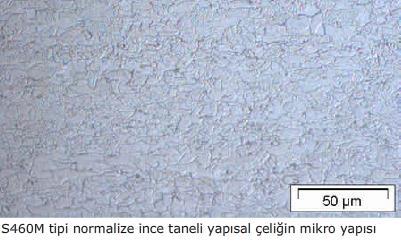
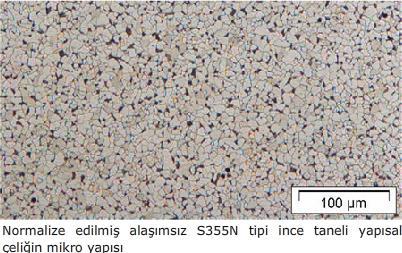
4 Yüksek Mukavemetli Düşük Alaşımlı Çelikler normalize edilerek haddelenmiş ince taneli yapısal çelikler (N) S420N, S460N termomekanik olarak haddelenmiş ince taneli yapısal çelikler (M) S420M, S460M su verilmiş ve temperlenmiş ince taneli yapısal çelikler (Q) S460Q, S690Q, S890Q, S960Q
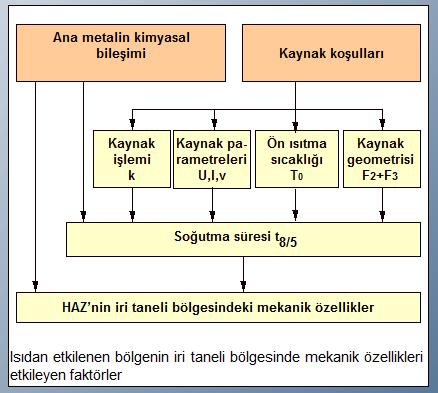
5 Uygulamada, teknik kuralların tümüne uyulduğunda, kaynağa elverişlidir. Kaynak birleşiminin mekanik özellikleri için en önemli parametre, kaynak sırasındaki sıcaklık-zaman seyridir.

6 soğuma süresi t8/5, bir kaynak katmanında, sıcaklık aralığının 800 den 500 C ye geçişi sırasındaki süredir
7 Sıcaklık-zaman seyri, Hat enerjisi Plaka kalınlığı Ön ısıtma sıcaklığı Dikiş şekli ve paso sırası parametrelerini içerir.

8 sertlik t8/5 tokluk Soğuk çatlak riski Kontrollü ısı girdisiyle kaynak Tokluk ve mukavemette düşüş
9 Malzeme kalınlığının ve mukavemetin artmasıyla, soğuk çatlama riski de artmaktadır. Soğuk çatlamaya eğilimi etkileyen faktörler : Kaynak metalindeki çözünebilir Hidrojen miktarı Isıdan etkilenen bölgede oluşmuş gevrek yapı Kaynaklı birleştirmede yüksek çekme gerilmeleri

10 Eğer ısıdan etkilenen bölgede belirli bir sertliğin aşılmaması gerekiyorsa, kaynak şartları, t 8/5 soğutma süresi tanımlı bir değerin üzerinde kalacak şekilde seçilmelidir.

11 Eğer belirli bir çentik darbe değerinin altında kalınmaması gerekiyorsa, kaynak şartları, t 8/5 soğutma süresi tanımlı bir değerin altında kalacak şekilde seçilmelidir.
12 Standartlarda tanımlanan yüksek mukavemetli düşük alaşımlı çelikler için, 10 ile 25 saniye arasındaki t 8/5 soğutma süreleri, istenen mekanik değerleri sağlamaktadır. (Merkblatt DVS 0916:2012, gaz korumalı kaynaklar için, 5-15 saniye) örnek olarak S690Q için tavsiye edilen t 8/5 soğutma süresi yaklaşık saniye dir
13
14 Normalize (N) EN uyarınca genel gereksinimler açısından kaynak edilmeye uygun Kaynak edilebilirlikleri, alaşımsız yapı çelikleri ile kıyaslanabilir veya daha iyi düzeydedir. Ön ısıtma gereklidir. Ön ısıtma sıcaklığı, soğuk çatlak oluşma olasılığına bağlı olarak belirlenir.
15 Termomekanik haddelenmiş (M) EN uyarınca genel gereksinimler açısından kaynak edilmeye uygun Kaynak edilebilirlikleri, alaşımsız yapı çelikleri ile kıyaslanabilir veya daha iyi düzeydedir.
16 Termomekanik haddelenmiş (M) 125 mm flanş kalınlığına kadar ve 5 C üzeri sıcaklıklarda, ön ısıtmasız kaynak (düşük C içeriği) Yüksek ısı girdisinden kaçınılması gerekir (çizgisel paso)
17 Su verilmiş ve temperlenmiş (Q) EN uyarınca genel gereksinimler açısından kaynak edilmeye uygun Akma mukavemetine göre genel olarak kaynaklanabilir veya sınırlı kaynaklanabilir özelliktedir
18 Su verilmiş ve temperlenmiş (Q) Soğuk çatlakların oluşumuna olan duyarlılık durumu (hem sertleşme çatlakları hem de Hidrojen destekli çatlaklar) dikkate alınmalıdır. Ön ısıtma sıcaklığı özel olarak ölçülmelidir Sınırlı ısı girdisiyle (hat enerjisi) kaynak yapılmalıdır
19 Kaynak sırasında Isı Girdisi Birim uzunluk başına enerji, kaynak metalinde ve ısıdan etkilenen bölgede yeterli mukavemet özelliklerini garanti etmek için çelik üreticisi tarafından verilen bilgilere göre üst sınırla kısıtlanmaktadır. kj/cm
20 Kaynak sırasında Isı Girdisi Diğer yandan, çatlama riskini önlemek için birim uzunluk başına asgari bir enerji de gereklidir. Normal koşullar altında, kaynak ve punta kaynağında 50 ile 150 C arası ön ısıtma uygulanmalıdır.
21 Kaynak sırasında Isı Girdisi Maksimum pasolararası sıcaklığa dikkat edilmelidir. Genel olarak, Pasolararası sıcaklık 200 C ile sınırlandırılmalıdır. Sıcaklıklar EN ISO da belirtildiği gibi ölçülür.
22 EN ISO standardına göre ön ısıtma sıcaklığı (T P ) nereden ölçülür
23 EN ISO standardına göre ön ısıtma sıcaklığı (T P ) nereden ölçülür
24 EN ISO standardına göre pasolararası sıcaklık (T İ ) nereden ölçülür Çok pasolu kaynaklarda, bir sonraki pasoya başlamadan hemen önce Kaynak metalinden veya hemen ana malzemenin kaynak ağzı kenarından
25 Kaynak sırasında Isı Girdisi Kaynak Koordinatörü saniyelerle ölçebilecek bir termometreye sahip olmalıdır. Kaynakçı ise farklı sıcaklıklarda 2 ısı tebeşirine (minimum ön ısıtma sıcaklığı ve maksimum pasolararası sıcaklık) sahip olmalıdır.

26 kaynak parametreleri ve gaz korumalı kaynak sırasında birim uzunluk başına maksimum enerji arasındaki ilişki (DVS b)
 Kapak paso sırası (ıslah")
27 Plaka kalınlığı ve hat enerjisine dikkat ederek çok pasolu teknik (çizgisel paso tekniği) Kapak paso sırası (ıslah pasosu)
28 Köşe kaynakları ve montaj kaynaklarının, ön ısıtma yaparak, çizgisel paso ile birleştirilmesi önerilir. Tek pasolu köşe kaynaklarının punta boyu en az 50 mm uzunluğunda ve minimum kaynak dikişi kalınlığı 4 mm olmalıdır.
29 Kaynak dikişindeki hidrojen genellikle ya dolgu telinden/elektrottan veya arkı çevreleyen atmosferden gelir. Soğuk çatlakları önlemek için, özellikle min. akma mukavemeti > 460 N/mm 2 olan N ve Q ince taneli yapı çeliklerinde, düşük hidrojen içerikli bir kaynak metali elde etmek için uygun dolgu malzemesinin kullanılması gerekir.
30 Soğuk çatlamayı önlemek için, özellikle 30 mm üzeri kalınlıklarda ve minimum akma mukavemeti > 460 N/mm 2 olan çeliklerin kaynağında, kaynaktan sonra yaklaşık 200 C de hidrojen giderme tavlaması yapılması gereklidir. Tavlama süresi minimum 2 saat olmalıdır. Kaynak sırasında minimum ön ısıtma sıcaklığının altına soğutmaktan kaçınılmalıdır
31 Kaynak metalinde soğuk çatlak oluşma riski, ısıdan etkilenen bölgeye göre daha fazladır. Ana malzemenin yüksek mukavemeti, kaynak sırasında yüksek kalıntı gerilimlere neden olabilir Ana malzemenin yüksek çekme mukavemeti ve tokluğuna uygun dolgu malzemeleri daha yüksek alaşımlı ve daha yüksek Cev e sahip olduğu için


32 Kaynak metali, ana malzemeye göre daha düşük sıcaklıkta östenitten ferrite dönüşür. Kaynak metalinin kompozisyonuna göre ön ısıtma sıcaklığı belirlenmesi tavsiye edilir
33 Yüksek ısı girdisi ile kaynak, tane irileşmesine ve ısıdan etkilenen bölgede tokluk ve mukavemette düşüşe neden olur. Pratik bir yaklaşım olarak: ısı girdisi yaklaşık 2.5 kj/mm ile sınırlandırılır pasolararası sıcaklık max. 200 C ile sınırlandırılır çizgisel paso tekniği uygulanır
34 Isıl İşlem Normalizasyon ve temperleme uygulanmaması gerekir. Malzeme kalınlığı mm den fazlaysa gerilim giderme tavlaması genellikle uygulanır. Özellikle termomekanik haddelenmiş türde 530 ile 580 C arasında bir sıcaklık belirlenir. Çekme mukavemetinin düşmemesi için 600 C yi geçmemek gerekir.
35 Kaynak Yöntem Onayı EN ISO Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması - Kaynak prosedürü deneyi - Bölüm 1: Çeliklerin gaz ve ark kaynağı, nikel ve nikel alaşımlarının ark kaynağı EN ISO Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması - İmalât öncesi kaynak deneyini esas alan vasıflandırma
36 Referanslar EN :2005 Hot rolled products of structural steels Part 3: Technical delivery conditions for normalized/normalized rolled weldable fine grain structural steels EN :2005 Hot rolled products of structural steels Part 4: Technical delivery conditions for thermomechanically rolled weldable fine grain structural steels EN :2013 Hot rolled products of structural steels - Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and tempered condition SEW088:1993 Weldable fine grained steels. Guidelines for processing
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
ISO :2017 deki yenilikler ve ISO : A2:2012 ile karşılaştırılması. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
ISO 15614-1:2017 deki yenilikler ve ISO 15614-1:2004 + A2:2012 ile karşılaştırılması Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi EN 288-3:1992 Metalik malzemelerin kaynak prosedürlerinin
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler. Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi
 Hazırlanması için Yöntemler. Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi") Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi Giriş Personel EN ISO 9606, EN ISO 14731.. İşletme ISO 9001, EN ISO 3834.. Kaynak Yöntemi
Kaynak Talimatlarının (WPS) Hazırlanması için Yöntemler Yerstem Yağan Metalürji ve Malzeme Mühendisi Kaynak Mühendisi Giriş Personel EN ISO 9606, EN ISO 14731.. İşletme ISO 9001, EN ISO 3834.. Kaynak Yöntemi
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
TÜRK STANDARDI TURKISH STANDARD
 ICS 77.140.01 TÜRK STANDARDI STANDARDI tst EN 10277-5 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-5 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER TEKNİK TESLİM ŞARTLARI - BÖLÜM 5: SU VERME VE TEMPLERLEME
ICS 77.140.01 TÜRK STANDARDI STANDARDI tst EN 10277-5 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-5 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER TEKNİK TESLİM ŞARTLARI - BÖLÜM 5: SU VERME VE TEMPLERLEME
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
KAYNAK BÖLGESİ HESAPLAMALARI HOŞGELDİNİZ
 KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
KAYNAK BÖLGESİ HESAPLAMALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI Q = Isı girdi miktarı (J/mm) Q U I ν η = Isı girdi miktarı (kj/mm veya J/mm) = kaynak gerilimi
TÜRK STANDARDI TURKISH STANDARD
 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-2 Mart 2004 (EN 10277-2/AC :2003 dahil) ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 2: GENEL MÜHENDİSLİK AMAÇLI ÇELİKLER Bright steel
TÜRK STANDARDI TURKISH STANDARD TS EN 10277-2 Mart 2004 (EN 10277-2/AC :2003 dahil) ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 2: GENEL MÜHENDİSLİK AMAÇLI ÇELİKLER Bright steel
KAYNAKTA UYUMLULUK ORANI (MISMATCH) HOŞGELDİNİZ
 HOŞGELDİNİZ") KAYNAKTA UYUMLULUK ORANI (MISMATCH) PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 KAYNAKTA UYUMLULUK ORANI (MISMATCH) Kaynaklı konstrüksiyonların
KAYNAKTA UYUMLULUK ORANI (MISMATCH) PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 KAYNAKTA UYUMLULUK ORANI (MISMATCH) Kaynaklı konstrüksiyonların
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK
 TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
TEKNİK KILAVUZ : QUARD VE QUEND KAYNAK Distributed by Duferco GİRİŞ Quard, aşınmaya dayanıklı çelik ve Quend, yüksek akma dayanımlı yapı çeliği eşsiz performanslarının yanında mükemmel kaynaklanabilirliğe
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Hardox ve Weldox Sacların Kaynak Edilmesi
 Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
Hardox ve Weldox Sacların Kaynak Edilmesi Bu broşür genel önerileri içermektedir. SSAB AB, söz konusu önerilerin farklı uygulamalara uygunluğu hususunda herhangi bir sorumluluk kabul etmez. Dolayısıyla,
ÇELİKLERİN KAYNAK KABİLİYETİ
 ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
ÇELİKLERİN KAYNAK KABİLİYETİ Kaynakta soğutma işlemi neye benzer? Kaynak işleminde, birleştirilecek metalin ergime sıcaklığının biraz üzerine çıkılarak birleştirme gerçekleştirilir. Yapılan deneyler sonunda,
TÜRK STANDARDI TURKISH STANDARD
 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-3 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 3: OTOMAT ÇELİKLERİ Bright steel products - Technical delivery conditions -
TÜRK STANDARDI TURKISH STANDARD TS EN 10277-3 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 3: OTOMAT ÇELİKLERİ Bright steel products - Technical delivery conditions -
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı Tasarım ve imalatta dikkat edilmesi gerekenler Özgür Akçam 1 Yüksek mukavemetli yapı çelikleri ve zırh çelikleri üretimindeki gelişmeler sayesinde
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
BÖHLER K455 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Kıyaslaması
 Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
ISININ TESİRİ ALTINDAKİ BÖLGE
 ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
ISININ TESİRİ ALTINDAKİ BÖLGE II.- Isının Tesiri Altındaki Bölgeler (Malzemelere göre) Teorik olarak ITAB ortam sıcaklığının üzerinde kalan tüm bölgeyi kapsar. Pratik olarak, bununla beraber, kaynak yönteminin
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler
 Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
Kaynak Yöntem Onayları için Kullanılan Mekanik ve Teknolojik Testler, Güncel Standartlar ve Dikkat Edilmesi Gerekenler İlkay BİNER Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Kaynak Yöntem Onaylarında
KAYNAKLI NUMUNELERİN TAHRİBATLI TESTLERİNİN GÜVENİLİRLİĞİ VE CİHAZ KALİBRASYONU
 KAYNAKLI NUMUNELERİN TAHRİBATLI TESTLERİNİN GÜVENİLİRLİĞİ VE CİHAZ KALİBRASYONU İlkay BİNER GSI SLV-TR - Kaynak Mühendisi E-posta: ilkay.biner@gsi.com.tr ÖZET Kaynaklı imalatta her ürünün aynı kalitede
KAYNAKLI NUMUNELERİN TAHRİBATLI TESTLERİNİN GÜVENİLİRLİĞİ VE CİHAZ KALİBRASYONU İlkay BİNER GSI SLV-TR - Kaynak Mühendisi E-posta: ilkay.biner@gsi.com.tr ÖZET Kaynaklı imalatta her ürünün aynı kalitede
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME
 TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
TİTANİUM VE ALAŞIMLARININ KAYNAĞI KAYNAK SÜREÇLERİ GERİLİM GİDERME Kaynak çatlaması ve çalışma sırasında gerilim korozyon çatlamasını önlemek ü'.ere kaynaklı Ti konstrüksiyonlarının çoğu kaynaktan sonra
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
TÜRK STANDARDI TURKISH STANDARD
 ICS 77.140.01 TÜRK STANDARDI TASARISI tst EN 10277-4 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-4 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 4: SEMANTASYON ÇELİKLERİ
ICS 77.140.01 TÜRK STANDARDI TASARISI tst EN 10277-4 TÜRK STANDARDI TURKISH STANDARD TS EN 10277-4 Mart 2004 ICS 77.140.60 PARLAK ÇELİK MAMULLER - TEKNİK TESLİM ŞARTLARI - BÖLÜM 4: SEMANTASYON ÇELİKLERİ
TS EN 15085-2 kapsamında firmaların belgelendirilmesinde dikkat edilmesi gerekenler. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 TS EN 15085-2 kapsamında firmaların belgelendirilmesinde dikkat edilmesi gerekenler Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi DIN EN 15085:2008 Demiryolu Uygulamaları- Demiryolu Araçları
TS EN 15085-2 kapsamında firmaların belgelendirilmesinde dikkat edilmesi gerekenler Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi DIN EN 15085:2008 Demiryolu Uygulamaları- Demiryolu Araçları
ThyssenKrupp Steel Europe
 N-A-XTRA ve XABO Daha hafif bir yaşam için yüksek mukavemetli çelik ThyssenKrupp Steel Europe Çeliğin geleceğini düşünüyoruz N-A-XTRA ve XABO Sertleştirilmiş ve temperlenmiş N-A-XTRA ve XABO çelikleri:
N-A-XTRA ve XABO Daha hafif bir yaşam için yüksek mukavemetli çelik ThyssenKrupp Steel Europe Çeliğin geleceğini düşünüyoruz N-A-XTRA ve XABO Sertleştirilmiş ve temperlenmiş N-A-XTRA ve XABO çelikleri:
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 12 Sementasyon çelikleri ve Mikroalaşımlı orta karbonlu çelikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Sementasyon çelikleri dişli kutusunda
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
BÖHLER K510 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
IX NİKEL VE ALAŞIMLARININ KAYNAĞI
 IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
IX NİKEL VE ALAŞIMLARININ KAYNAĞI Nikel ve yüksek nikelli alaşımların kaynağı daha önce irdelenmiş bulunduğundan(*) bunları burada tekrarlamayıp sadece verilmiş bulunan bilgileri tamamlayıcı ekler yapmakla
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ
 BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
BİR ÇİMENTO DEĞİRMENİ AYNASINDAKİ ÇATLAK TAMİRİNİN HİKAYESİ 3 Nisan 1987 tarihinde, bir Kamu İktisadi Teşekkülü olan Türkiye Çimento Sanayi (CİTOSAN) A.Ş. ne ait Trakya (Pınarhisar) Çimento Fabrikasından
BÖLÜM 11 MEKANİK VE TEKNOLOJİK TESTLER
 A,B Bölüm 11 - Mekanik ve Teknolojik Testler 11-1 BÖLÜM 11 MEKANİK VE TEKNOLOJİK TESTLER Sayfa A. Kapsam... 11-1 B. Test Parçalarının Hazırlanması ve Testler... 11-1 C. Çekme Testleri... 11-2 D. Eğme Testleri...
A,B Bölüm 11 - Mekanik ve Teknolojik Testler 11-1 BÖLÜM 11 MEKANİK VE TEKNOLOJİK TESTLER Sayfa A. Kapsam... 11-1 B. Test Parçalarının Hazırlanması ve Testler... 11-1 C. Çekme Testleri... 11-2 D. Eğme Testleri...
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
ICS TÜRK STANDARDI TS EN 485/4 NİSAN 1996 ÖNSÖZ
 ICS 77.12.1-77.14.9 TÜRK STANDARDI TS EN 485/4 NİSAN 1996 ÖNSÖZ Bu standard, CEN tarafından kabul edilen EN 485-4 standardı esas alınarak, TSE Metalürji Hazırlık Grubu'nca hazırlanmış ve TSE Teknik Kurulu'nun
ICS 77.12.1-77.14.9 TÜRK STANDARDI TS EN 485/4 NİSAN 1996 ÖNSÖZ Bu standard, CEN tarafından kabul edilen EN 485-4 standardı esas alınarak, TSE Metalürji Hazırlık Grubu'nca hazırlanmış ve TSE Teknik Kurulu'nun
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 3012
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: ISIL İŞLEMLER Dersin Orjinal Adı: ISIL İŞLEMLER Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MMM
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: ISIL İŞLEMLER Dersin Orjinal Adı: ISIL İŞLEMLER Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MMM
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler
 Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
Kaynaklı Birleştirmelere Uygulanan Tahribatlı Deneyler Prof.Dr. Vural CEYHUN Ege Üniversitesi Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkezi Tahribatlı Deneyler Standartlarda belirtilmiş
İçerik. Bünyemizde mevcut diğer hizmetler. Şirket yapısı Hakkımızda Üretim olanakları. Dövme ürünler. Isıl İşlem
 Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
Grup Tanıtımı İçerik Şirket yapısı Hakkımızda Üretim olanakları Bünyemizde mevcut diğer hizmetler Dövme ürünler Isıl İşlem Haddelenmiş ürünler (sac, plaka, slab) Testere kesim (büyük çap) Yuvarlak malzeme
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Madde 1 5 3.2 Madde 2 5 3.3 Madde 3 6 3.4 Madde 4 6 3.5 Madde 5 7 3.6 Madde 6 8 Kaynak Hatalarının Önlenmesi İçin 6 Yöntem Hazırlayanlar:
Deneyin Yapılışı: Deneyin Adı Çentik Darbe (Vurma) Deneyi
 Deneyi") 1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
1 Deneyin Adı Çentik Darbe (Vurma) Deneyi Deneyin Amacı : Yavaş ve sürekli artan tek eksenli gerilme altında sünek veya tok olarak davranan bir malzeme değişik koşullarda gevrekleştirilebilir.malzemelerin
DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MÜDÜRLÜĞÜ DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MME 5051
 Dersi Veren Birim: Fen Bilimleri Enstitüsü Dersin Adı: Kaynağın Termomekanik İncelenmesi Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Yüksek Lisans Dersin Kodu: MME 0 Dersin Öğretim Dili:
Dersi Veren Birim: Fen Bilimleri Enstitüsü Dersin Adı: Kaynağın Termomekanik İncelenmesi Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Yüksek Lisans Dersin Kodu: MME 0 Dersin Öğretim Dili:
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 3 Sayı: 3 sh. 65-73 Ekim 21 FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ ( THE INVESTIGATION
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 3 Sayı: 3 sh. 65-73 Ekim 21 FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ ( THE INVESTIGATION
ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.