TOZ MALZEME TEKNOLOJİSİ-10. Yrd. Doç. Dr. Nuray Canikoğlu
|
|
|
- Selim Akgül
- 6 yıl önce
- İzleme sayısı:
Transkript
1 TOZ MALZEME TEKNOLOJİSİ-10 Yrd. Doç. Dr. Nuray Canikoğlu


2 PRESLEME VE SİNTERLEMENİN MALZEME ÖZELLİKLERİ ÜZERİNE ETKİLERİ 2
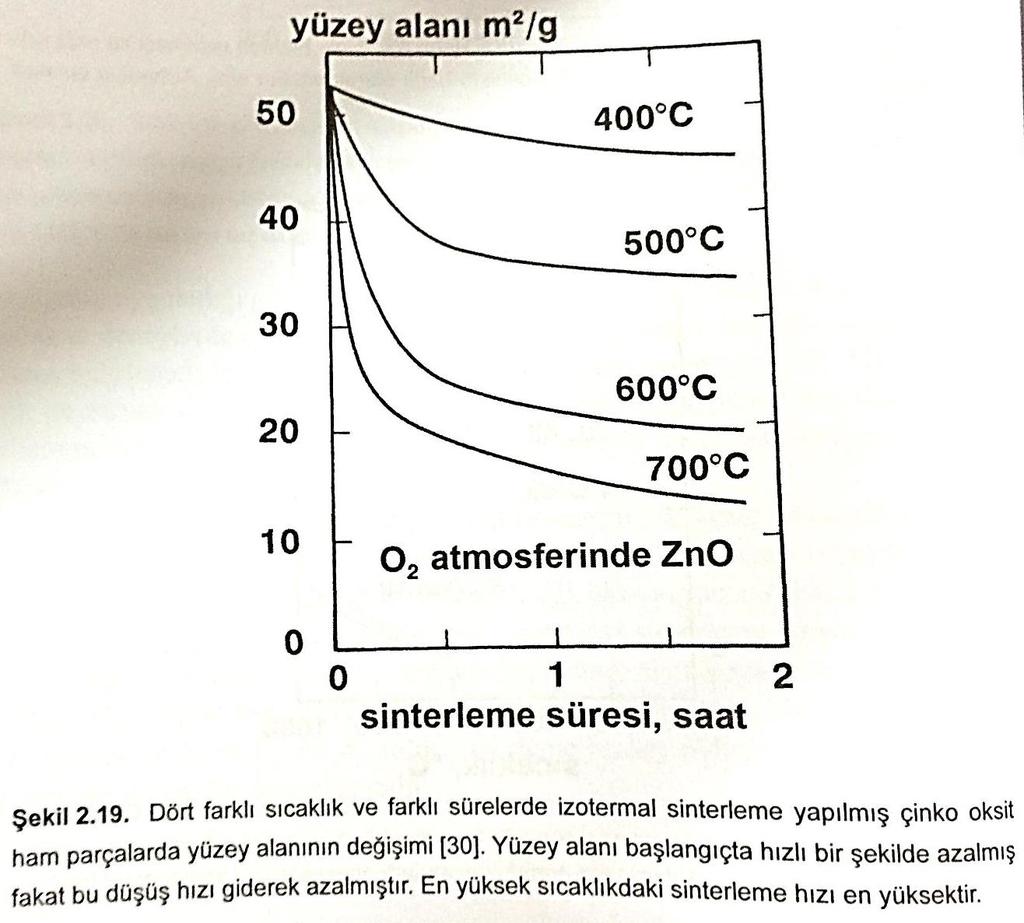
3 3 SİNTERLEME SICAKLIĞININ ETKİSİ Tek bileşenli sistemlerde genellikle sinterleme sıcaklığı olarak metalin mutlak ergime sıcaklığının 2/3 ve 4/5'i alınır. Birden fazla bileşenli sistemlerde ise sinterleme genellikle ergime sıcaklığı en düşük olan bileşenin, ergime sıcaklığının üstünde yapılır. Gözenekli bronzlar ve bronzlara benzeyen alaşımlar 600 C ila 800 C arasında, demir grubu metallerin alaşımları ise 1000 C ila 1300 C arasında, sert alaşımlar 1400 C ila 1600 C arasında, refrakter metaller (Molibden, Wolfram, Tantal) 2000 C ila 2900 C arasında sinterlenir. Sinterleme sıcaklığı gibi sinterleme süresi de kullanılan malzemeye göre değişir. Elmas alaşımları ve refrakter metaller için yarım saatten az bir zaman çoğu halde kafidir. Sert alaşımlar ve mıknatıs alaşımlarında olduğu gibi birçok hallerde birkaç saat süren bir sinterleme tatbik edilmelidir. Sinterleme zamanı ve sıcaklığı arasında basit bir bağlantı vardır. Sinterleme sıcaklığı yükseldikçe sinterleme zamanı kısalır; aksine olarak alçak bir sinterleme sıcaklığı, sinterleme zamanının uzamasına sebep olur.
4 Zamana bağlı olarak değişik sinter sıcaklığının toz yapının yoğunlaşabilirliğine etkisinin şematik gösterimi 4
5 5
6 6
7 7
8 8 SİNTERLEME ATMOSFERİNİN ETKİSİ Fırınlarda atmosfer ortamı; fırının çeşidine, kullanılış biçimine bağlı olduğu kadar, sinter mamullerinin cinsine de bağlıdır. En önemli koşul işletmede ekonomiklik öncelik kazanır. Atmosfer ortamı olarak; Azot gazlı, Hidrojen gazlı veya başka inert gazlı ortamlar seçilebildiği gibi vakumlu ortamlar da seçilebilmektedir. Laboratuar çalışmalarında genellikle gazlı atmosfer, işletmelerde ise, vakum veya H 2 gazlı atmosfer tercih edilmektedir.
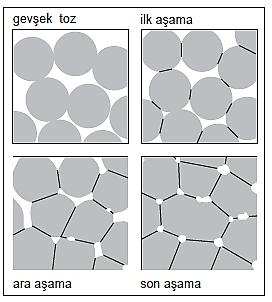
9 9 SINTERLEME AŞAMALARı VE SÜRENIN ETKISI İlk sinterleme devresi: Kütle taşınım mekanizmasına bağlı olarak tanecikler arasındaki temas noktasında boyun büyümesi başlar. Orta sinterleme devresi: Orta devre sinterleme, sinterlenen malzemelerin özelliklerini belirlemede çok önemlidir. Bu ikinci devrenin en önemli özelliği yoğunluk artışı ve tane büyümesidir. Son sinterleme devresi: Son sinterleme devresi, içerisinde gözenek izolasyonu ve hacim difüzyonu ile büzülmenin bulunduğu yavaş bir işlemdir. Isıtma süresinin uzatılmasıyla gözenek sayısı azaltılır.
10 10
11 200 MPa basınçta preslenmiş 7μm boyutundaki karbonil demir tozunun 870 C de farklı sürelerde sinterlenmesi sırasında gözeneklilik, gözenek boyutu ve tane boyutunun değişimi. 11
 ve (c) gözenek sürüklenmesi ile tane büyümesi ve (d) tane sınırı kurtulması ile gözenek")
12 Sinterlemenin son aşamasında gözenek izolasyonu ve küreselleşmesi adımları: (a) tane sınırındaki gözeneğin oluşturduğu iki düzlemli katı-buhar denge açısı (b) ve (c) gözenek sürüklenmesi ile tane büyümesi ve (d) tane sınırı kurtulması ile gözenek izolasyonu. 12
13 13 Sinterlemede olası iki gözenek-tane sınırı düzenlemesi Tane sınırındaki gözenekler yoğunluk artışı sağlarken (a), tane içindeki gözenekler yoğunlaşma sağlamaz (b).
14 14 HAM YOĞUNLUĞUN SINTERLEMEYE ETKISI Pek çok toz sinterleme öncesinde sıkıştırılır. Bu sıkıştırma işlemi yoğunluğu arttırmakla birlikte sinterleme sırasında çarpılmaya yol açan yoğunluk gradyanları oluşturur. Sıkıştırma işlemi ham yoğunluğu arttırdığından daha yüksek sinterleme yoğunluğuna ve daha az boyut değişimine yol açar. Sinterlenmiş boyutu, dayanım ve süneklik gibi özellikler belirler. Dolayısıyla, genellikle yüksek sıkıştırma basınçları istenir. Sıkıştırma basıncının arttırılması daha iyi boyut kontrolü, daha az sinterleme çekmesi ve daha iyi özellikler sağlar. Sinterleme süresince boyut kontrolü önemli bir konudur. Bazı uygulamalarda net çekme sıfır olduğundan kalıp boyutları üretilecek parça boyutuna eşit alınabilir. Sinterlemedeki boyut değişimi ham yoğunluk ile değişir. Bu nedenle, sıkıştırma sırasında oluşan yoğunluk gradyanları eşit olmayan çekme ve çarpılmaların kaynağı olabilir.
15 15 Kalıpta preslenmiş ve enjeksiyon kalıplanmış ham parçaların, çekme etkilerinin karşılaştırılması Kalıpta preslenen ham parçadaki yoğunluk gradyanları anizotropik çekmeye ve çarpılmış son şekle yol açar. Diğer taraftan, enjeksiyon kalıplama ile hidrostatik şekillendirme, yüksek sıcaklık sinterleme yoğunlaşması sağlarken çarpılmalara yol açmaz.

16 Yüksek yoğunluk isteniyorsa boyutsal kontrol için düşük sinterleme çekmesinin faydası vardır. 16
17 17 63 μm küresel bakır tozlarının sinterlenmesine sıkıştırmanın etkisi Üstteki eğriler boyun büyüklüğü oranını sıkıştırma basıncı ve sinterleme süresinin fonksiyonu olarak gösteriyor. Alttaki eğri ise sıkıştırma basıncıyla sinterleme çekmesindeki azalmayı gösteriyor.
18 18
19 19
20 20 SINTERLEMENIN MIKRO YAPı ÜZERINDEKI ETKILERI Partikül boyut dağılımı geniş bir aralıkta değişen tozlar preslendiklerinde basıncın etkisiyle partikül şekil ve boyutlarında bir değişim meydana gelir. Ancak, boyut dağılımı değişmez. Kompaktın sinterlenmesi sırasında mikro yapıda değişimler meydana gelir. Orijinal partiküllerdeki tane sınırları kaybolabilir. Bunun yerine dövülmüş ve tavlanmış metallerin yapılarına benzer bir yapı oluşur. Belirli koşullarda kompaktlanmış parçaların mikro yapılarında meydana gelen değişim sinterleme süresi ve sinterleme sıcaklığına bağlıdır. Yapıdaki porların boyut ve şekillerinin değişimi, yeniden kristalleşme, tane büyümesi gibi mikro yapıyı belirleyen faktörler difüzyon kontrollü olduğundan sinterleme sıcaklığı ve süresinin etkisinde kalacağı açıktır. Yeniden kristalleşme ve tane büyümesinin meydana geleceği sıcaklık ve süre kompaktlama basıncı (soğuk deformasyon miktarı) ile ilgili olduğundan kompaktlama basıncının artması yeniden kristalleşme ve tane büyümesinin meydana geleceği sıcaklığın düşmesine neden olur.
21 21 ÖRNEK ÇALıŞMA:* Titanyum gibi pahalı malzemelerde istenilen özelliklere ulaşmada, sinterleme sıcaklığının iyi belirlenmesi gerekir. Bu amaçla, Ti-6Al-4V alaşımı elementel olarak hazırlanmış ve %85 ham yoğunluk baz alınarak 500 MPa sıkıştırma basıncı ile kalıp içerisinde preslenmiştir. Sinterleme sıcaklığının gözenek oluşumu, mikrosertlik ve mikroyapı üzerine etkisini araştırmak için, 1200 C, 1300 C ve 1400 C sıcaklıklarda argon atmosferi ortamında tüp fırın içerisinde iki saat süre ile sinterleme yapılmıştır. İmal edilen numuneler üzerinde, mikroyapı ve EDS analizleri ile birlikte mikro sertlik ölçümleri yapılmıştır. Sonuç olarak sinterleme sıcaklığı arttıkça sinter sonrası yoğunluk ve mikrosertlikte artma, gözenek büyüklüğünde azalma gözlemlenmiştir. *Bekir YALÇIN, Remzi VAROL, «Ti-6Al-4V Alasımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı Üzerine Etkisi», Makine Teknolojileri Elektronik Dergisi, 2008 (2) 7-12.
22 *Sinterleme sıcaklığı ile a) % boyut çekme b) Sinter sonrası yoğunluk ilişkisi 22
23 *Sinterleme sıcaklığı ile mikrosertliğin değişimi 23

24 *1400 C, 1300 C ve 1200 C sıcaklıkta sinterlenen numunelerde gözenek oluşumu 24
 1400 C sıcaklıkta sinterleme")
25 *Gözenek büyüklüğü a) 1200 C, b) 1300 C ve c) 1400 C sıcaklıkta sinterleme 25
26 26 SINTERLEMENIN MEKANIK ÖZELLIKLER ÜZERINDEKI ETKISI Sinterleme sıcaklık ve süresinin artması sinterlemenin ilk aşamalarında çekme mukavemeti ve % uzamanın artmasına neden olur. Ancak, birkaç saatlik bir sinterlemeden sonra mukavemet ve yoğunlukta daha ileri derecede bir artış genellikle görülmez. Fakat süneklikteki artış devam eder. Uzun sinterleme sürelerinde kompakttaki porlar küçülmemekle beraber şekilsel değişim devam eder ve küreselleşirler. Düzensiz şekilli porlar çentik etkisi yapar ve sünekliği düşürür. Porlar küreselleştiğinde çentik etkisi zayıflar ve süneklik artar.
27 27
28 28 Gözenekler etkili enine kesit alanını azaltır ve mukavemeti olumsuz yönde etkiler. Gözeneklerin ortadan kaldırılması yüksek mukavemet ve diğer mekanik özellikleri de elde etmek için gereklidir. Gözenek şekli düzensizleştikçe sinterlenmiş malzemeler daha az mukavemet gösterirler. Küçük, küresel gözenekler tercih edilmektedir. İstenilen gözenek biçimi işlem koşullarına bağlıdır. Örneğin; 1100 C de 1 saat hidrojen atmosferinde sinterlenen Fe- 0,5Sn ın mukavemet değeri 145 MPa elde edilmiştir. Ancak ortama amonyum klorür eklenirse mukavemet değeri 222 MPa a yükselmiştir. Bu durum, klorürün eklenmesinden dolayı gözeneğin yuvarlaklaşması ile açıklanmıştır. Elastik modül, Poisson oranı, yorulma ömrü ve kırılma tokluğu dahil mekanik özelliklerin tümü sinterleme yoğunluğuna ve mikroyapıya bağlıdır.

29 29 ÖRNEK ÇALıŞMA:** Nanocrystalline Mo 25wt.%Cu composite powders were synthesized by ball-milling, calcinating and subsequent hydrogen reduction process. MoO 3 and CuO powders were used as precursors. The sintering behavior of ultrafine Mo Cu composite powders and the sintering properties of the composite compacts were investigated. The densification, microstructure, hardness, electrical conductivity, thermal conductivity and coefficient of thermal expansion were tested after solid phase sintering and liquid phase sintering. Relative density near 96% was achieved for the specimen which was compacted under a very low pressure of 32 MPa and sintered at 1050 C. It reveals that high-energy ball milling increases the contribution of solid phase sintering of Mo and Cu particles on the densification. The microstructure of the sintered compacts observed by scanning electron microscopy showed homogenous dispersion of Mo and Cu phase. The final product showed good physical and mechanical properties. **Dezhi Wang, Xiaojia Dong, Pan Zhou, Aokui Sun, Bohua Duan, «The sintering behavior of ultra-fine Mo Cu composite powders and the sintering properties of the composite compacts», Int. Journal of Refractory Metals and Hard Materials, 42 (2014)
-(c) 1050 C; (b)-(d)")
30 **Fractograph of Mo Cu compacts at different sintering temperature: (a)-(c) 1050 C; (b)-(d) 1100 C. 30
31 ** 31
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Kompozit Malzemeler Metal Matrisli Kompozitler
 Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
Kompozit Malzemeler Metal Matrisli Kompozitler Metal Matrisli Kompozitler Ticari olarak kullanılan önemli metal matris malzemeleri: Alüminyum alaşımları Magnezyum alaşımları Titanyum alaşımları Nikel esaslı
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2008 (2) 7-12 TEKNOLOJĐK ARAŞTIRMALAR Makale Ti-6Al-4V Alaşımında Sinterleme Sıcaklığının Gözenek Oluşumu ve Mikroyapı
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yeniden Kristalleşme
 Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
Yeniden Kristalleşme Soğuk şekillendirme Plastik deformasyon sonrası çarpıtılmış ise o malzeme soğuk şekillendirilmiş demektir. Kafes yapısına göre bütün özelikler değişir. Çekme gerilmesi, akma gerilmesi
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ-5 Kurutma ve Sinterleme İşlemleri Yrd. Doç. Dr. Nuray Canikoğlu Seramikte pişirme işleminden önce yapılacak olan en önemli işlem kurutmadır. Suyun çabuk, ucuza mal edilerek,
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
ELASTİK PLASTİK. İstanbul Üniversitesi
 ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
ELASTİK PLASTİK HOMOJEN HETEROJEN dislokasyon birkristalideformeetmekiçinharcananenerji, teorik ve hatasız olan kristalden daha daha az! malzemelereplastikdeformasyonuygulandığında, deforme edebilmek için
Şekillendirme yöntemine göre, bir parçada şekillendirme sonunda %5-35 su vardır. Bir seramik çamurunun içindeki yoğrulma suyu üç durumda bulunur.
 KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
KURUTMA Sinterleme öncesi üründe kalan su uzaklaşmazsa sinterleme sonrası porlardaki suyun ısınması ile aniden oluşan aşırı hacim genleşmesi ürünün çatlamasına neden olabilir. Şekillendirme yöntemine göre,
DEMİR ESASLI TOZ METAL PARÇALARIN SİNTERLEME İLE BİRLEŞTİRİLMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 4, 713-718, 2010 Vol 25, No 4, 713-718, 2010 DEMİR ESASLI TOZ METAL PARÇALARIN SİNTERLEME İLE BİRLEŞTİRİLMESİ Emre AVŞAR, Nuri DURLU,
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 4, 713-718, 2010 Vol 25, No 4, 713-718, 2010 DEMİR ESASLI TOZ METAL PARÇALARIN SİNTERLEME İLE BİRLEŞTİRİLMESİ Emre AVŞAR, Nuri DURLU,
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Diyagramları Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
SPARK PLAZMA SİNTERLEME (SPS)
") SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
SPARK PLAZMA SİNTERLEME (SPS) 1 GİRİŞ Spark plazma sinterleme, 1960 larda keşfedilmiş ve patentlendirilmiştir. 1980 ve 1990 lara dek gelişme periyodu devam etmiştir. Bu yöntem, grafit kalıp içerisindeki
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TOZ METALURJİSİ İLE ÜRETİLEN ALAŞIMLI ÇELİKLERİN MİKROYAPI VE MEKANİK ÖZELLİKLERİ
 T.C. SAKARYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TOZ METALURJİSİ İLE ÜRETİLEN ALAŞIMLI ÇELİKLERİN MİKROYAPI VE MEKANİK ÖZELLİKLERİ YÜKSEK LİSANS TEZİ Özgür ÖZGÜN Enstitü Anabilim Dalı : METAL EĞİTİMİ
T.C. SAKARYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TOZ METALURJİSİ İLE ÜRETİLEN ALAŞIMLI ÇELİKLERİN MİKROYAPI VE MEKANİK ÖZELLİKLERİ YÜKSEK LİSANS TEZİ Özgür ÖZGÜN Enstitü Anabilim Dalı : METAL EĞİTİMİ
SÜPERALA IMLAR. Yüksek sıcaklık dayanımı
 SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
SÜPERALA IMLAR SÜPERALA IMLAR Nikel ve Kobalt alaşımları: Korozyon dayanımı ve yüksek sıcaklık dayanımı için kullanılırlar. Yüksek ergime sıcaklığına ve dayanıma sahiptirler.. Süperalaşımlar: Nikel bazlı
U(X PELETLERİ SİNTERLEMESİ
 1. Ulusal Nükleer Yakıt Teknolojisi Sempozyumu. 3-5 Eylü U(X PELETLERİ SİNTERLEMESİ I TR0000018 Ş.CAN, T.AYBERS, L.ÇOLAK, B.KOPUZ, Y.BAYRAM, K.CİMCİM, A.YAYLI, A.A.AKŞİT, İ.YURTSEVEN, İ.YILDIZ, S.ALBAYRAK,
1. Ulusal Nükleer Yakıt Teknolojisi Sempozyumu. 3-5 Eylü U(X PELETLERİ SİNTERLEMESİ I TR0000018 Ş.CAN, T.AYBERS, L.ÇOLAK, B.KOPUZ, Y.BAYRAM, K.CİMCİM, A.YAYLI, A.A.AKŞİT, İ.YURTSEVEN, İ.YILDIZ, S.ALBAYRAK,
BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU MUSTAFA UĞURLU MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ MERSİN HAZİRAN - 2015 BOR KATKILI
BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU MUSTAFA UĞURLU MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ MERSİN HAZİRAN - 2015 BOR KATKILI
Sinterleme. İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir.
 Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
Sinterleme? İstenilen mikroyapı özelliklerine sahip ürün eldesi için yaş ürünler fırında bir ısıl işleme tabi tutulurlar bu prosese sinterleme denir. Sinterleme Mikroyapı Gelişimi Özellikler! Sinterlemenin
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Ti-6Al-4V ve Ti-5Al 2.5Fe Alaşımlarının Toz Metalürji Yöntemiyle İmalatı ve Bazı Mekanik Özelliklerinin Araştırılması
 Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 3 s.235-241, 2008 Vol: 11 No: 3 pp.235-241, 2008 Ti-6Al-4V ve Ti-5Al 2.5Fe Alaşımlarının Toz Metalürji Yöntemiyle İmalatı ve Bazı Mekanik Özelliklerinin
Politeknik Dergisi Journal of Polytechnic Cilt:11 Sayı: 3 s.235-241, 2008 Vol: 11 No: 3 pp.235-241, 2008 Ti-6Al-4V ve Ti-5Al 2.5Fe Alaşımlarının Toz Metalürji Yöntemiyle İmalatı ve Bazı Mekanik Özelliklerinin
Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin Araştırılması
 Fırat Üniv. Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 28 (2), 259-266, 2016 28 (2), 259-266, 2016 Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin
Fırat Üniv. Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 28 (2), 259-266, 2016 28 (2), 259-266, 2016 Toz Metalurjisi Yöntemi ile Üretilen Al-Si/B 4 C Kompozit Malzemenin Mikroyapı ve Mekanik Özelliklerinin
SİNTERLENMİŞ TİTANYUM ALAŞIMLARININ AŞINMA PERFORMANSI VE BAZI MEKANİK ÖZELLİKLERİNİN BELİRLENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 24, No 1, 63-72, 2009 Vol 24, No 1, 63-72, 2009 SİNTERLENMİŞ TİTANYUM ALAŞIMLARININ AŞINMA PERFORMANSI VE BAZI MEKANİK ÖZELLİKLERİNİN BELİRLENMESİ
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 24, No 1, 63-72, 2009 Vol 24, No 1, 63-72, 2009 SİNTERLENMİŞ TİTANYUM ALAŞIMLARININ AŞINMA PERFORMANSI VE BAZI MEKANİK ÖZELLİKLERİNİN BELİRLENMESİ
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ TOZ METALURJİSİ DENEYİ Arş. Gör. Yasin ÖZGÜRLÜK 1. TOZ METALURJİSİ DENEYİ 1.1 Giriş Toz metalurjisi (T/M) yöntemi metal
TiC-Co Esaslı Çizici Kalem Karakterizasyonu
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
DEMİR ESASLI TOZ METAL PARÇALARIN ELEKTRİK DİRENÇ KAYNAĞINDA OPTİMUM KAYNAK ŞARTLARININ BELİRLENMESİ
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt, Sayı, DEMİR ESASLI TOZ METAL PARÇALARIN ELEKTRİK DİRENÇ KAYNAĞINDA OPTİMUM KAYNAK ŞARTLARININ BELİRLENMESİ Nurettin YAVUZ * Rukiye GÜNER
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt, Sayı, DEMİR ESASLI TOZ METAL PARÇALARIN ELEKTRİK DİRENÇ KAYNAĞINDA OPTİMUM KAYNAK ŞARTLARININ BELİRLENMESİ Nurettin YAVUZ * Rukiye GÜNER
TOZ MALZEME TEKNOLOJİSİ-1. Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu
 TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
TOZ MALZEME TEKNOLOJİSİ-1 Prof. Dr. Fatih Üstel Doç. Dr. Nil Toplan Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 1 20 Ödev 1 20 Sözlü sınav
BÖLÜM 9 - DİFÜZYON. Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir?
 BÖLÜM 9 - DİFÜZYON Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir? Difüzyon malzemenin yapısına ve sıcaklığa göre nasıl değişir Malzemelerde üretim ve uygulama sırasında
BÖLÜM 9 - DİFÜZYON Difüzyon nasıl oluşur? Neden önemlidir? Difüzyon hızı nasıl tahmin edilebilir? Difüzyon malzemenin yapısına ve sıcaklığa göre nasıl değişir Malzemelerde üretim ve uygulama sırasında
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Halil Karakoç a, Hanifi Çinici b,ramazan Çıtak c
 MBD 2012, 1(4): 14 19 MAKALE HAKKINDA Geliş : Haziran 2012 Kabul: Ağustos 2012 SICAK PRESLEME YÖNTEMİ İLE AL ESASLI METALİK KÖPÜK ÜRETİMİNE PRESLEME BASINCININ ETKİLERİ THE EFFECT OF HOT PRESSİNG PRESSURE
MBD 2012, 1(4): 14 19 MAKALE HAKKINDA Geliş : Haziran 2012 Kabul: Ağustos 2012 SICAK PRESLEME YÖNTEMİ İLE AL ESASLI METALİK KÖPÜK ÜRETİMİNE PRESLEME BASINCININ ETKİLERİ THE EFFECT OF HOT PRESSİNG PRESSURE
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Bölüm 5: Sinterleme. Şekil 1. Sinterleme işlemi, ham toz numuneyi istenilen kalite, şekil ve boyuta sahip bir ürüne dönüştürür.
 Bölüm 5: Sinterleme Şekil 1 Sinterleme işlemi, ham toz numuneyi istenilen kalite, şekil ve boyuta sahip bir ürüne dönüştürür. Sinterleme Esaslar Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak
Bölüm 5: Sinterleme Şekil 1 Sinterleme işlemi, ham toz numuneyi istenilen kalite, şekil ve boyuta sahip bir ürüne dönüştürür. Sinterleme Esaslar Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
Tozların Şekillendirilmesi ve Sinterleme Gelişmiş Paketleme Teknikleri Sinterlemenin standart etkenleri sabit tutulup partikül boyut dağılımı devreye sokulduğunda da yüksek yoğunluğa ulaşmada önemli yol
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
THE EFFECT OF SINTERING PERIOD ON THE WEAR RESISTANCE OF AlMgSi-SiC P COMPOSITES PRODUCED BY POWDER METALLURGY METHOD
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
MALZEME BİLİMİ. 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO. Yrd. Doç. Dr. Egemen Avcu
 MALZEME BİLİMİ 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO Yrd. Doç. Dr. Egemen Avcu Bilgisi DERSĠN ĠÇERĠĞĠ, KONULAR 1- Malzemelerin tanımı 2- Malzemelerinseçimi 3- Malzemelerin
MALZEME BİLİMİ 2014-2015 Güz Yarıyılı Kocaeli Üniversitesi Ford Otosan Ġhsaniye Otomotiv MYO Yrd. Doç. Dr. Egemen Avcu Bilgisi DERSĠN ĠÇERĠĞĠ, KONULAR 1- Malzemelerin tanımı 2- Malzemelerinseçimi 3- Malzemelerin
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
ALUMİX 431 TOZUNUN (AL7XXX) SOĞUK ve ILIK PRESLENMESİ ÜZERİNE BİR ÇALIŞMA
 SOĞUK ve ILIK PRESLENMESİ ÜZERİNE BİR ÇALIŞMA") Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 2, 337-345, 2007 Vol 22, No 2, 337-345, 2007 ALUMİX 431 TOZUNUN (AL7XXX) SOĞUK ve ILIK PRESLENMESİ ÜZERİNE BİR ÇALIŞMA A. Kadir
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 22, No 2, 337-345, 2007 Vol 22, No 2, 337-345, 2007 ALUMİX 431 TOZUNUN (AL7XXX) SOĞUK ve ILIK PRESLENMESİ ÜZERİNE BİR ÇALIŞMA A. Kadir
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
TANE BÜYÜMESİ. Şek Bir saat süreyle değişik sıcaklıklara ısıtılmış ince taneli ve kaba taneli çeliklerin tipik tane büyüme davranışı
 TANE BÜYÜMESİ Bir adi, şekil değiştirmesiz metal ya da alaşım yeterince yüksek bir sıcaklığa ısıtıldığında tane sınırları yavaşça göç eder ve tane boyutlarında bir uniform artış hasıl eder. Bu süreç normal
TANE BÜYÜMESİ Bir adi, şekil değiştirmesiz metal ya da alaşım yeterince yüksek bir sıcaklığa ısıtıldığında tane sınırları yavaşça göç eder ve tane boyutlarında bir uniform artış hasıl eder. Bu süreç normal
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
SICAK PRES TASARIMI VE ELMASLI KESİCİ TAKIM ÜRETİMİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir SICAK PRES TASARIMI VE ELMASLI KESİCİ TAKIM ÜRETİMİ Ertuğrul ÇELİK*, Ömer ÇELİK**, Şevki Y. GÜVEN*** * ecelik@tunceli.edu.tr Tunceli
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir SICAK PRES TASARIMI VE ELMASLI KESİCİ TAKIM ÜRETİMİ Ertuğrul ÇELİK*, Ömer ÇELİK**, Şevki Y. GÜVEN*** * ecelik@tunceli.edu.tr Tunceli
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri
 İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Bölüm 7 Deformasyon Sertleşmesi ve Tavlama
 MALZEME BİLİMİ VE MÜHENDİSLİĞİ Bölüm 7 Deformasyon Sertleşmesi ve Tavlama 1 1 Hedefler Metal ve alaşımların mekanik işlemler ve ısıl işlemlerle nasıl mukavemet kazandığını öğrenmek, Soğuk işlem ile metal
MALZEME BİLİMİ VE MÜHENDİSLİĞİ Bölüm 7 Deformasyon Sertleşmesi ve Tavlama 1 1 Hedefler Metal ve alaşımların mekanik işlemler ve ısıl işlemlerle nasıl mukavemet kazandığını öğrenmek, Soğuk işlem ile metal
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ VE ALÜMİNYUM MATRİSLİ KOMPOZİT MALZEMEDE KULLANILABİLİRLİĞİNİN İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 4, 875-883, 2013 Vol 28, No 4, 875-883, 2013 MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 4, 875-883, 2013 Vol 28, No 4, 875-883, 2013 MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
BMM 205 Malzeme Biliminin Temelleri Dislokasyonlar ve Güçlendirme Mekanizmaları Bölüm - 2 Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ÇEKME DENEYİ. Şekil. a) Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler
 Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler") ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
BETONARME YAPI TASARIMI -KOLON ÖN BOYUTLANDIRILMASI-
 BETONARME YAPI TASARIMI -KOLON ÖN BOYUTLANDIRILMASI- Yrd. Doç. Dr. Güray ARSLAN Arş. Gör. Cem AYDEMİR 28 GENEL BİLGİ Betonun Gerilme-Deformasyon Özellikleri Betonun basınç altındaki davranışını belirleyen
BETONARME YAPI TASARIMI -KOLON ÖN BOYUTLANDIRILMASI- Yrd. Doç. Dr. Güray ARSLAN Arş. Gör. Cem AYDEMİR 28 GENEL BİLGİ Betonun Gerilme-Deformasyon Özellikleri Betonun basınç altındaki davranışını belirleyen