Đmalat Araştırma Laboratuarı Sabancı Universitesi. Talaşlı Đmalat ve Takım Tezgahı Araştırmaları
|
|
|
- Serhat Abdil
- 8 yıl önce
- İzleme sayısı:
Transkript

1 Talaşlı Đmalat ve Takım Tezgahı Araştırmaları Đmalat Araştırma Laboratuarı Sabancı Universitesi

2 Đmalat Araştırma Lab. DMG 5-axis ( rpm) işleme merkezi Mori Seiki NL 1500 torna Mazak Nexus 501C işleme merkezi EMCO freze ve torna Mitutoya CMM Manual tezgahlar Prototipleme makinası Özel takımlar. Tabla ve döner kuvvet dinamometreleri Titreşim ölçüm sistemleri Yüzey ve boyut ölçümleri Laser algılayıcılar CAD/CAM: Catia, UG, SolidWorks,Delmia FEA: Ansys, Deform..

3 Aktiviteler Araştırma projeleri Eğitim ve öğretim Endüstriyel projeler Yazılım geliştirme Endüstriyel hizmetler Parça imalatı Uygulamalar

4 Araştırma Alanları Kesme süreç modellemesi Tornalama, frezeleme, broş 5-eksen frezeleme, HSM Kuvvet, tork, güç Yüzey, form Titreşimler Tırlama ve tezgah dinamiği Titreşimsiz kesme koşulları Tezgah dinamik modelleme Süreç optimizasyonu Kesme parametreleri (derinlik, hız, ilerleme) Takım seçimi (kesme açıları, kesici ağız sayısı vb.) 5-eksen programlama, ilerleme seçimi CAD/CAM ile birleştirme Ölçme yöntemleri Kesme kuvvetleri Takım ömrü Tezgah, takım, parça titreşimleri
 5-eksen programlama, ilerleme seçimi CAD/CAM ile birleştirme Ölçme yöntemleri Kesme kuvvetleri Takım ömrü Tezgah,")
5 Parça Đmalatı

6 Süreç Modelleme Chip V c Chip - flow angle ηc Chip V c Tool i Tool F R Workpiece Workpiece V w F P 90 F Q i V w Cutting edge inclination i F P F Q

7 Modelleme Uygulamaları Torna Eğik Kesme Modeli 5 Eksen Frezeleme

8 Case Lead (º) Tilt (º) Modelleme Çıktılarına Örnek 5-Eksen-Küresel Freze (Ti6Al4V) Feed (mm/tooth) Step over (mm) Cutting Forces [N] -400 Type Depth (mm) Spindle speed (rpm) - Slot Follow. cut Tool Rotation Angle [degrees] Cutting Forces [N] Slot Tool Rotation Angle [degrees] Tool Rotation Angle [degrees] Cutting Forces [N]
![cut Tool Rotation Angle [degrees] 3 1000 Cutting Forces [N] 400 300 200 100 0-100 -200-300 -600 1 0 60 120 180 240 300 360 3 0 0 - Slot](/docs-images/43/5232766/images/page_8.jpg "3 500-400 Tool Rotation Angle [degrees] 800 800 600 2 600 3 400 400 200 200 0 0 0 60 120 180 240 300 360-200 0 60 120 180 240 300")
9 Boyutsal Hataların Modellenmesi Yüzey yaratan noktalar Hata Hata z x y

10 5-Eksenli Frezeleme
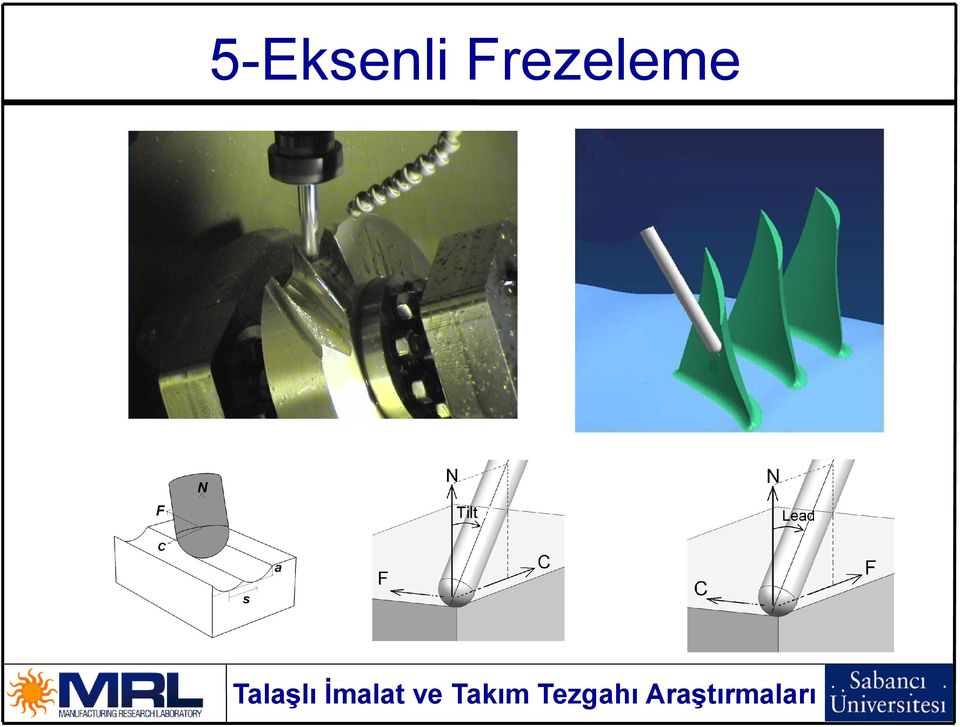
11 5-Eksen Frezeleme Geometrisi


12 Takım-Malzeme Teması Takım ucu temasının engellenmesi

13 5-Eksen Kuvvet Hesabı ve Ölçümü C u ttin g F o rces (N ) C u ttin g F o rc es (N ) Fy Fz Fx Tool rotation angle (deg) Fy Fz Fx Tool rotation angle(deg) Malzeme: Ti6Al4V Cutting Forces(N) C u ttin g F o rc e s (N ) Fy Fz Fx Tool rotation angle (deg) Fy Fz Fx Tool rotation angle(deg)
 400 300 Fy 200 100 Fz 0-100-90 0 90 180 270-200 -300-400 -500 Fx Tool rotation")
14 Kesme Koşullarının Seçilmesi Kaba Đşleme Kanal açma Optimum lead 0,tilt 10 deg Cutting depth (mm) 5 Step over(mm) Slotting Spindle speed(rpm) 1000 Feed (mm/tooth) 0.05 Point (lead, tilt) deg Simulated maximum F xy (N) Measured maximum F xy (N) 1 0, , ,
 deg Simulated maximum F xy (N) Measured maximum F")
15 Đnce Đşlemede Parametre Seçimi Yüzey normali yönündeki takım esnemesine göre seçim yapılır

16 Tırlama Titreşimleri Tırlama Süreç ve tezgahın dinamik etkileşimi Kesme kararsızlığı Kötü yüzey Kararlı Tezgah ve takıma zarar Düşük verim ve kalite Dinamik kesme Yüzey


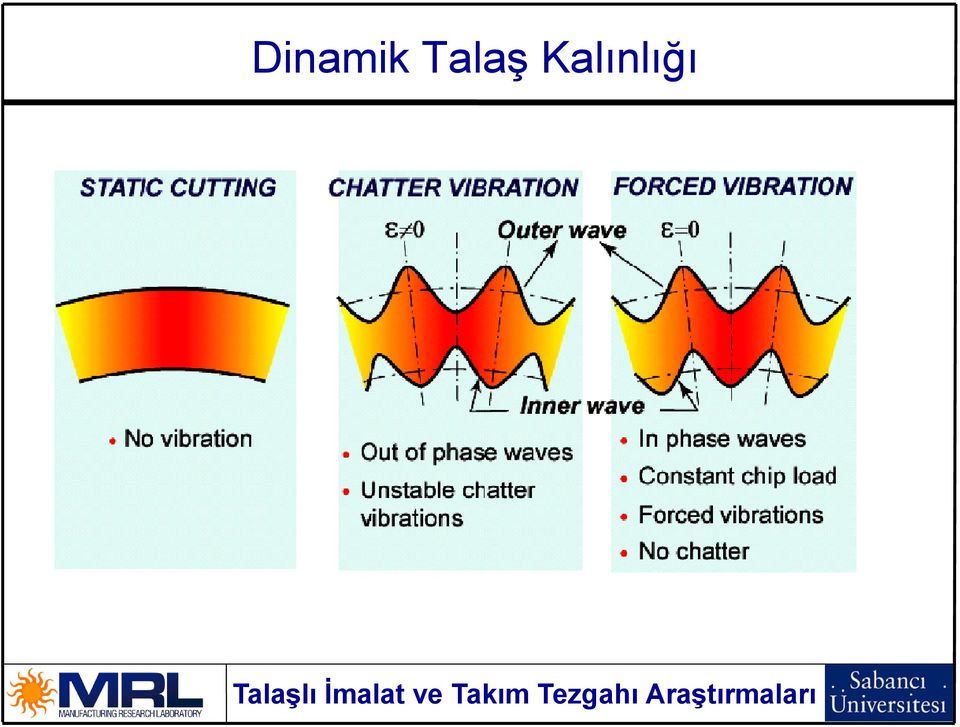
17 Dalgalanmanın yaratılması Titreşimler nedeniyle talaş kalınlığı dalgalanıyor


18 Dinamik Talaş Kalınlığı
19 Frezelemede Tırlama

20 KARARLILIK DĐYAGRAMLARI

21 Değişken Aralıklı Freze Takımı P 0 P0 + P Optimal P=2 o Pitch=55,57,59,61,63,65 P0 + 2P Sound Intensity (V)) P + 3P Hz 300 rpm Frequency (Hz)
22 Dinamik Ölçümler
23 Tezgah Dinamiği Modellenmesi Dinamik modelleme Đş mili-takım tutucu-takım modeli Deney yapmadan Optimizasyon
24 Kararlılık Diyagramı Tırlama var Tırlama yok axial depth of cut (mm) Spindle Speed (rpm)
25 Optimal Takım Uzunluğu axial depth of cut (mm) mm 70 mm 80 mm 70 mm-stable 70 mm-chatter 80 mm-stable 80 mm-chatter 60 mm-stable 60 mm-chatter Spindle Speed (rpm)
26 Takım Tutucu Seçimi
27 5-Eksen Frezelemede Tırlama Eğilme ve yatma açılarının etkisi Kesme yönündeki dinamik Makine koordinatlarında Unstable Stable
28 Eksen Açılarının Tırlamaya Etkisi Absolute stable depth (mm) tilt(deg) lead 0 lead 15 lead 30 DMU50Evo
29 Deneysel Doğrulama Lead 0 deg, tilt 0 deg, slotting, 12 mm ball-end mill, 2 teeth Feed (mm/tooth) 0.05 wn x =wn y = 2980Hz spindle frequency spindle wt Amplitude 0.05 Sound FRF wt:tooth frequency wt/2 3wt/ Frequency(Hz) Amplitude Sound FRF wt:tooth frequency Frequency(Hz) wc : chatter frequency


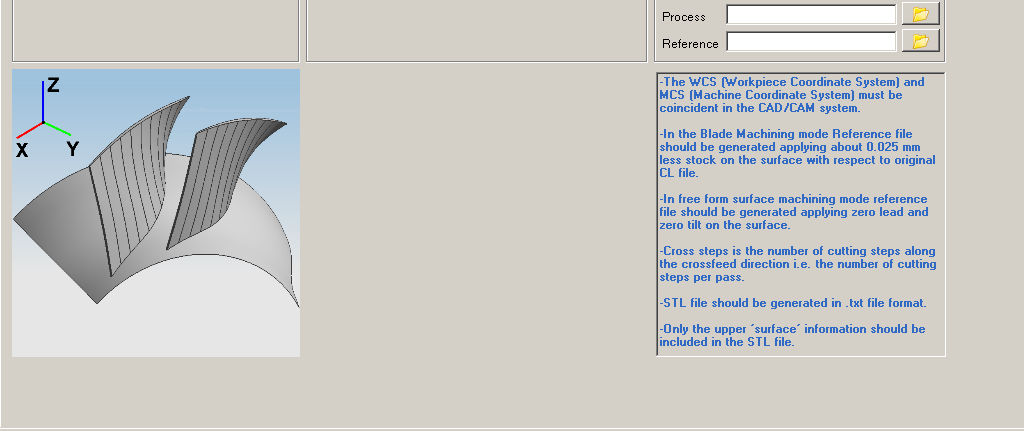
30 Takım Yolu-Model Entegrasyonu CL dosyasından kesme koşullarının çıkartılması
31 Bütün Sürecin Simülasyonu
32 Kesme Koşullarının CL Dosyasından Çıkartılması
33 Süreç Đyileştirilmesi -G94 ve G93! -Sabit kuvvet -Değişken ilerleme
34 Modelin Programlanması PointMill Yazılımı
35 Modüller Kuvvet simülüsyonu 2½, 3 ve 5 eksen Optimum Lead ve Tilt Açıları Süreç simülasyonu 2½, 3 ve 5 eksen Tırlama simülasyonu 2½, 3 ve 5 eksen
36 Modül Seçimi

37 Kuvvet Simülasyonu Süreç Parametreleri Giriş Formu

38 Kuvvet Simülasyonu Sonuçlar
39 Süreç Simülasyonu
40 Tırlama Simülasyonu
41 Süreç Đyileştirme Parametre Seçimi Süreç kararlılığı Takım üzerindeki gerilmeler (kaba op.) Takım esnemeleri (ince op.) Orijinal CL Dosyası Đlerleme Modifikasyonu Kesme Kuvvetleri Değiştirilen Đlerleme Değiştirilen CL Dosyası
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 3 s. 211-215, 2004 Vol: 7 No: 3 pp. 211-215, 2004 HSS Torna Kalemindeki Talaş Açısının Kesme Kuvvetlerine Etkisi Abdullah DURAN, Adem ACIR Gazi Üniversitesi,
 TİMAK-Tasarım İmalat Analiz Kongresi 6-8 Nisan 6 - BALIKESİR 5-Eksen Frezelemede Kuvvet ve Şekil Hatalarının Modellenmesi Erdem Öztürk 1, Erhan Budak 1 Sabancı Üniversitesi, Mühendislik ve Doğa Bilimleri
TİMAK-Tasarım İmalat Analiz Kongresi 6-8 Nisan 6 - BALIKESİR 5-Eksen Frezelemede Kuvvet ve Şekil Hatalarının Modellenmesi Erdem Öztürk 1, Erhan Budak 1 Sabancı Üniversitesi, Mühendislik ve Doğa Bilimleri
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
Sac Metal Şekillendirme Süreçlerinde 3D Metroloji
 GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
GOM Workshop Sac Metal Şekillendirme Sac Metal Şekillendirme Süreçlerinde 3D Metroloji Burak ACUN 12 Nisan, 2017 Sac Metal Şekillendirme Süreçlerinde Kalite Kalıp İmalatı & Şekillendirme Sınır Seri kalite
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Frezeleme İşlemlerinde Titreşimi ve Yüzey Pürüzlülüğünü Etkileyen Parametrelerin Optimizasyonu
 S Ü L E Y M A N D E M İ R E L Ü N İ V E R S İ T E S İ T E K N İ K B İ L İ M L E R M E S L E K Y Ü K S E K O K U L U S U L E Y M A N D E M I R E L U N I V E R S I T Y T E C H N I C A L S C I E N C E S V
S Ü L E Y M A N D E M İ R E L Ü N İ V E R S İ T E S İ T E K N İ K B İ L İ M L E R M E S L E K Y Ü K S E K O K U L U S U L E Y M A N D E M I R E L U N I V E R S I T Y T E C H N I C A L S C I E N C E S V
FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZEYLE TORNALAMA YÖNTEMİNİN SÜREÇ MODELLEMESİ Umut KARAGUZEL a, Mustafa. BAKKAL a, Erhan BUDAK b a *Makina Fakültesi, Istanbul Teknik
Anahtar Kelimeler: Östenitik paslanmaz çelik, Kesme kuvveti, Sonlu elemanlar metodu.
 TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
TALAŞLI İMALATTA DEĞİŞİK KESME PARAMETRELERİYLE DENEYSEL VE NÜMERİK KESME KUVVETİ DEĞERLERİNİN UYUMLULUĞUNUN İNCELENMESİ Mehmet AYDIN, mehmet.aydin@bilecik.edu.tr, Bilecik Üniversitesi, 11210, Bilecik
Anahtar Kelimeler: Tırlama, Yüksek Hızlı Frezeleme, Kararlılık Diyagramları
 HAVACILIK SANAYİNDE SÜREÇ OPTİMİZASYONU İÇİN KARARLILIK DİYAGRAMLARININ KULLANIMI Recep AKÇAY, rakcay@tai.com.tr, Tusaş Türk Havacılık ve Uzay San. A.Ş. (TAI), Ankara Emre K. MEMİŞ, ememis@tai.com.tr,
HAVACILIK SANAYİNDE SÜREÇ OPTİMİZASYONU İÇİN KARARLILIK DİYAGRAMLARININ KULLANIMI Recep AKÇAY, rakcay@tai.com.tr, Tusaş Türk Havacılık ve Uzay San. A.Ş. (TAI), Ankara Emre K. MEMİŞ, ememis@tai.com.tr,
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
Tornalamada Yaklaşma Açısı ve Talaş Açısına Bağlı Tırlama Titreşimlerinin Yüzey Pürüzlülüğüne Etkileri
 Politeknik Dergisi Journal of Polytechnic Cilt:10 Sayı: 4 s.383-389, 2007 Vol: 10 No: 4 pp.383-389, 2007 Tornalamada Yaklaşma Açısı ve Talaş Açısına Bağlı Tırlama Titreşimlerinin Yüzey Pürüzlülüğüne Etkileri
Politeknik Dergisi Journal of Polytechnic Cilt:10 Sayı: 4 s.383-389, 2007 Vol: 10 No: 4 pp.383-389, 2007 Tornalamada Yaklaşma Açısı ve Talaş Açısına Bağlı Tırlama Titreşimlerinin Yüzey Pürüzlülüğüne Etkileri
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 567-573 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Cam Elyaf Takviyeli Plastik Kompozit Malzemenin Kenar Frezelenmesinde Kesme
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 765-771 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi AISI 4140 Çeliğinin İşlenmesinde Kesici Uç Geometrisinin Talaş Kırmaya Ve
DMU 75 / 95 monoblock
 www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
Her türlü malzemeye (metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,
işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür,") Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
Kesme Teorisi Metal Kesme Teorisi Hertürlümalzemeye(metal, plastik, ahşap)işlenebilir. Karmaşık şekil ve geometriye sahip parçaların üretilmesi mümkündür, Hassastoleranslareldeedilebilir( + 0.025mm), İyi
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
CNC FREZE TEZGAHI İÇİN KESME PARAMETRELERİNİN AKILLI YÖNTEMLERLE ELEKTRONİK ORTAMDA OPTİMİZASYONU. Oğuz ÇOLAK DOKTORA TEZİ MAKİNA MÜH.
 CNC FREZE TEZGAHI İÇİN KESME PARAMETRELERİNİN AKILLI YÖNTEMLERLE ELEKTRONİK ORTAMDA OPTİMİZASYONU Oğuz ÇOLAK DOKTORA TEZİ MAKİNA MÜH. ANABİLİM DALI Isparta-2006 T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ
CNC FREZE TEZGAHI İÇİN KESME PARAMETRELERİNİN AKILLI YÖNTEMLERLE ELEKTRONİK ORTAMDA OPTİMİZASYONU Oğuz ÇOLAK DOKTORA TEZİ MAKİNA MÜH. ANABİLİM DALI Isparta-2006 T.C SÜLEYMAN DEMİREL ÜNİVERSİTESİ FEN BİLİMLERİ
Başlangıçta göz önünde bulundurulması
 Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
BİLİMSEL TABANLI SANAL İMALAT YÖNTEMLERİNİN ENDÜSTRİYEL UYGULAMALARDAKİ ROLÜ ÖZET
 BİLİMSEL TABANLI SANAL İMALAT YÖNTEMLERİNİN ENDÜSTRİYEL UYGULAMALARDAKİ ROLÜ L. Taner TUNÇ 1, Cengiz GÖZEDEN 2, Erhan BUDAK 3, Cenk AKIN 4 1 ttunc@sabanciuniv.edu Maksima İmalat AR-GE Ltd. Şti., Kocaeli
BİLİMSEL TABANLI SANAL İMALAT YÖNTEMLERİNİN ENDÜSTRİYEL UYGULAMALARDAKİ ROLÜ L. Taner TUNÇ 1, Cengiz GÖZEDEN 2, Erhan BUDAK 3, Cenk AKIN 4 1 ttunc@sabanciuniv.edu Maksima İmalat AR-GE Ltd. Şti., Kocaeli
AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi
 Cilt: 6, 1, 51-59 3-9 Haziran 2015 AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi Ahmet YARDIMEDEN *, Abdullah TURAN Dicle Üniversitesi, Makine Mühendisliği Bölümü, 21280,
Cilt: 6, 1, 51-59 3-9 Haziran 2015 AISI 1040 çeliğin tornalamasında kesme parametrelerinin kesme kuvvetine etkisi Ahmet YARDIMEDEN *, Abdullah TURAN Dicle Üniversitesi, Makine Mühendisliği Bölümü, 21280,
Musa DEMİRCİ. KTO Karatay Üniversitesi. Konya - 2015
 Musa DEMİRCİ KTO Karatay Üniversitesi Konya - 2015 1/46 ANA HATLAR Temel Kavramlar Titreşim Çalışmalarının Önemi Otomatik Taşıma Sistemi Model İyileştirme Süreci Modal Analiz Deneysel Modal Analiz Sayısal
Musa DEMİRCİ KTO Karatay Üniversitesi Konya - 2015 1/46 ANA HATLAR Temel Kavramlar Titreşim Çalışmalarının Önemi Otomatik Taşıma Sistemi Model İyileştirme Süreci Modal Analiz Deneysel Modal Analiz Sayısal
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
DMU 75 / 95 monoblock
 www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
www.dmgmori.com Beş eksenli üniversal frezeleme tezgahı DMU 75 / 95 monoblock Standard yüksek teknoloji En uygun fiyata beş eksenli simültane işleme. DMU 75 / 95 monoblock 950 mm X hareketi ve beş eksenli
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
MAKİNESİ. Hazırlayan: Said Mahmut ÇINAR
 BİLGİSAYAR TABANLI S/T MERMER KESME MAKİNESİ Hazırlayan: Said Mahmut ÇINAR Makinenin Başlangıçtaki Tasarım Amacı Makine; Doç. Dr. İ. Sedat BÜYÜKSAĞİŞ tarafından 1998 yılında hazırlanan Dairesel Testereli
BİLGİSAYAR TABANLI S/T MERMER KESME MAKİNESİ Hazırlayan: Said Mahmut ÇINAR Makinenin Başlangıçtaki Tasarım Amacı Makine; Doç. Dr. İ. Sedat BÜYÜKSAĞİŞ tarafından 1998 yılında hazırlanan Dairesel Testereli
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması
 170 DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması Hasan Basri ULAŞ a, Fürğan MİHMAT b, Halil DEMİR c a Gazi Üniversitesi, Teknik Eğitim Fakültesi, Beşevler,
170 DIN 1.2344 sıcak iş takım çeliğinin testere freze çakılarıyla işlenebilirliğinin araştırılması Hasan Basri ULAŞ a, Fürğan MİHMAT b, Halil DEMİR c a Gazi Üniversitesi, Teknik Eğitim Fakültesi, Beşevler,
FREZELEMEDE KESİCİ TAKIM ÇAPI, AĞIZ SAYISI VE TALAŞ AÇISININ YÜZEY PÜRÜZLÜLÜĞÜ VE KESİCİ TAKIM SEHİMLERİNE ETKİLERİ ÖZET ABSTRACT
 FREZELEMEDE KESİCİ TAKIM ÇAPI, AĞIZ SAYISI VE TALAŞ AÇISININ YÜZEY PÜRÜZLÜLÜĞÜ VE KESİCİ TAKIM SEHİMLERİNE ETKİLERİ Barkın BAKIR 1, Mustafa KURT 2, Gültekin BASMACI 3, Oğuz GİRİT 4 1 barkinbakir@marmara.edu.tr
FREZELEMEDE KESİCİ TAKIM ÇAPI, AĞIZ SAYISI VE TALAŞ AÇISININ YÜZEY PÜRÜZLÜLÜĞÜ VE KESİCİ TAKIM SEHİMLERİNE ETKİLERİ Barkın BAKIR 1, Mustafa KURT 2, Gültekin BASMACI 3, Oğuz GİRİT 4 1 barkinbakir@marmara.edu.tr
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ ÖZET ABSTRACT
 AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
AŞINMIŞ KESİCİ TAKIMLAR İLE ORTOGONAL TALAŞ KALDIRMADA KESME KUVVETLERİNİN DENEYSEL İNCELENMESİ Alper UYSAL 1, Erhan ALTAN 2 1 auysal@yildiz.edu.tr Yıldız Teknik Üniversitesi, Makine Mühendisliği Bölümü,
FREZELEME UYGULAMALARINDA KESİCİ UÇ SAYISININ TİTREŞİM VE KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZELEME UYGULAMALARINDA KESİCİ UÇ SAYISININ TİTREŞİM VE KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Volkan YILMAZ a, Hakan DİLİPAK b a Gazi
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye FREZELEME UYGULAMALARINDA KESİCİ UÇ SAYISININ TİTREŞİM VE KESME KUVVETLERİ ÜZERİNDEKİ ETKİSİ Volkan YILMAZ a, Hakan DİLİPAK b a Gazi
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
KESME PARAMETRELERİNİN FREZELEMEDE OLUŞAN KESME KUVVETLERİ ÜZERİNDEKİ ETKİLERİ ÖZET
 Politeknik Dergisi Journal of Polytechnic Cilt: 6 Sayı: 1 s. 385-389, 23 Vol: 6 No: 1 pp. 385-389, 23 KESME PARAMETRELERİNİN FREZELEMEDE OLUŞAN KESME KUVVETLERİ ÜZERİNDEKİ ETKİLERİ İhsan KORKUT*, Mehmet
Politeknik Dergisi Journal of Polytechnic Cilt: 6 Sayı: 1 s. 385-389, 23 Vol: 6 No: 1 pp. 385-389, 23 KESME PARAMETRELERİNİN FREZELEMEDE OLUŞAN KESME KUVVETLERİ ÜZERİNDEKİ ETKİLERİ İhsan KORKUT*, Mehmet
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Yunus KAYIR a*, Ahmet AYTÜRK a. Geliş Tarihi/Received : 08.12.2011, Kabul Tarihi/Accepted : 20.02.2012
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 18, Sayı 1, 2012, Sayfa 61-71 AISI 316Ti Paslanmaz Çeliğin İşlenebilirlik Karakteristiklerinin İncelenmesi Investigation of Machinability Characteristics
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI AN INVESTIGATION
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye TORNALAMA İŞLEMLERİNDE KESİCİ TAKIM TİTREŞİMİNİN YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİNİN ARAŞTIRILMASI AN INVESTIGATION
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ *
 KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
KAPLAMASIZ SERMET TAKIMLA AISI 6150 ÇELİĞİNİN FREZELENMESİNDE KESME PARAMETRELERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ * Murat ÇETİN 1, Musa BİLGİN 2, Hasan Basri ULAŞ 3, Ahmet TANDIROĞLU 4 Özet Bu çalışmada
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ
 SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
SAVUNMA SANAYİNDE KULLANILAN PASLANMAZ ÇELİKLERİN İŞLENEBİLİRLİKERİNİN İNCELENMESİ Yunus KARTAL 1, A.Alper YONTAR 2 1,2. KırıkkaleÜniversitesi, MühendislikFakültesi, Makine MühendisliğiBölümü, Kırıkkale,
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
AISI 1050 ÇELİĞİNİN KARBÜR TAKIMLARLA FREZELENMESİNDE OLUŞAN TİTREŞİMLERİN İNCELENMESİ VE İSTATİSTİKSEL ANALİZİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 7, No, 85-94, Vol 7, No, 85-94, AISI 5 ÇELİĞİNİN KARBÜR TAKIMLARLA FREZELENMESİNDE OLUŞAN TİTREŞİMLERİN
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 7, No, 85-94, Vol 7, No, 85-94, AISI 5 ÇELİĞİNİN KARBÜR TAKIMLARLA FREZELENMESİNDE OLUŞAN TİTREŞİMLERİN
AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye AISI 303 OSTENİTİK PASLANMAZ ÇELİKLERİN İŞLENMESİNDE KESME HIZI VE İLERLEMENİN TALAŞ BİÇİMİNE ETKİSİ THE EFFECT
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Frezeleme işlemlerinde kesme kuvveti, titreşim ve yüzey pürüzlülüğü sonuçlarının modellenmesi
 220 Frezeleme işlemlerinde kesme kuvveti, titreşim ve yüzey pürüzlülüğü sonuçlarının modellenmesi Volkan YILMAZ 1, Hakan DİLİAK 2, Murat SARIKAYA 3, Ceren Yaman YILMAZ 4, Mustafa ÖZDEMİR 5 1 Gazi Üniversitesi,
220 Frezeleme işlemlerinde kesme kuvveti, titreşim ve yüzey pürüzlülüğü sonuçlarının modellenmesi Volkan YILMAZ 1, Hakan DİLİAK 2, Murat SARIKAYA 3, Ceren Yaman YILMAZ 4, Mustafa ÖZDEMİR 5 1 Gazi Üniversitesi,
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye TORNALAMADA DEĞİŞKEN İLERLEMENİN BAŞLANGIÇ AŞINMASINA OLAN ETKİLERİNİN DENEYSEL OLARAK İNCELENMESİ Ali ORAL a *, M. Cemal ÇAKIR b,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Segmentli Daire Testereler. Segmental Circular Cold Saw Blades
 Segmentli Daire Testereler Segmental Circular Cold Saw Blades Polieren des Stammblattkörpers Polishing of the Saw Body Segmentli Daire Testereler Segmental Circular Cold Saw Blades Standart Dizayn Standard
Segmentli Daire Testereler Segmental Circular Cold Saw Blades Polieren des Stammblattkörpers Polishing of the Saw Body Segmentli Daire Testereler Segmental Circular Cold Saw Blades Standart Dizayn Standard
T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
 T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TIRLAMA TİTREŞİMLERİ ÜZERİNE SÜREÇ SÖNÜMLEME ETKİSİNİN ANALİTİK OLARAK ARAŞTIRILMASI VE TORNALAMADA KARARLI KESME DERİNLİĞİ İLE SÜREÇ SÖNÜMLEME DEĞERLERİNE
T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TIRLAMA TİTREŞİMLERİ ÜZERİNE SÜREÇ SÖNÜMLEME ETKİSİNİN ANALİTİK OLARAK ARAŞTIRILMASI VE TORNALAMADA KARARLI KESME DERİNLİĞİ İLE SÜREÇ SÖNÜMLEME DEĞERLERİNE
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi
 Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
Politeknik Dergisi Journal of Polytechnic Cilt: 7 Sayı: 4 s. 291-296, 2004 Vol: 7 No: 4 pp. 291-296, 2004 Kesici Uç Pah Açısının Kesme Kuvvetleri ve Kesici Takım Gerilmelerine Etkisi Abdullah KURT, Ulvi
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon
 Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ
 YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
YÜKSEK HIZLI TALAŞLI İŞLEMEDE YÜZEY KALİTESİNİN İYİLEŞTİRİLMESİ 1 Mustafa Hamamcı, 2* Eyüp Sabri Topal 1 Erciyes Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü, Kayseri, mhamamci@erciyes.edu.tr
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
ANINDA STOKTAN TESLĐM
 AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
AĞUSTOS 2009 - Özel Sayı ANINDA STOKTAN TESLĐM STAR SR20 RII Kayar Otomat STAR Maks. işleme boyu Tornalama takım adedi Ana iş mili motoru Döner takım devri Döner takım motoru SR20 RII 20 mm 205 mm 6 Adet
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI. Talaş Kaldırılmış Parçaların Sınıflandırılması. Talaş Kaldırma
 TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
TALAŞ KALDIRMA YÖNTEMLERİ VE MAKİNA TAKIMLARI 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri
KÜRESEL UÇLU PARMAK FREZELERDE KESME KUVVETLERĐNĐN CAD SĐSTEMĐ ĐLE ELDE EDĐLMESĐ
 makale KÜRESEL UÇLU PARMAK FREZELERDE KESME KUVVETLERĐNĐN CAD SĐSTEMĐ ĐLE ELDE EDĐLMESĐ Đbrahim KALELĐ *, Sinan Serdar ÖZKAN **, Erol ÖZCAN *** Frezelemede, talaş kaldırma esnasında meydana gelen kuvvetlerin
makale KÜRESEL UÇLU PARMAK FREZELERDE KESME KUVVETLERĐNĐN CAD SĐSTEMĐ ĐLE ELDE EDĐLMESĐ Đbrahim KALELĐ *, Sinan Serdar ÖZKAN **, Erol ÖZCAN *** Frezelemede, talaş kaldırma esnasında meydana gelen kuvvetlerin
T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
 i T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ FREZELEMEDE TAKIM GEOMETRİSİ VE TIRLAMA TİTREŞİMLERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİLERİ Hüseyin SARI YÜKSEK LİSANS TEZİ MAKİNA EĞİTİMİ ANABİLİM DALI Danışman
i T.C. SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ FREZELEMEDE TAKIM GEOMETRİSİ VE TIRLAMA TİTREŞİMLERİNİN YÜZEY PÜRÜZLÜLÜĞÜNE ETKİLERİ Hüseyin SARI YÜKSEK LİSANS TEZİ MAKİNA EĞİTİMİ ANABİLİM DALI Danışman
YÜKSEK HIZLI İŞ MİLLERİNİN TERMAL MODELLEMESİ
 YÜKSEK HIZLI İŞ MİLLERİNİN TERMAL MODELLEMESİ Turgut Köksal YALÇIN Muharrem Sedat ERBERDİ Prof. Erhan BUDAK İçerik Amaç Testler & Test Düzeneği İş Mili Rulmanlarındaki Isı Oluşumu Sonlu Elemanlar Analizi
YÜKSEK HIZLI İŞ MİLLERİNİN TERMAL MODELLEMESİ Turgut Köksal YALÇIN Muharrem Sedat ERBERDİ Prof. Erhan BUDAK İçerik Amaç Testler & Test Düzeneği İş Mili Rulmanlarındaki Isı Oluşumu Sonlu Elemanlar Analizi
3 EKSEN CNC DİK İŞLEM
 3 EKSEN CNC DİK İŞLEM MODEL BİRİM ECOTP444 PRO TP444 EXPERT 444 ULTIMA 444 TABLA Çalışma tablası mm 400X400 800x800 400X400 800x800 500x400 800x800 500x400 800x800 Maks. iş parçası ağırlığı kg 300 500
3 EKSEN CNC DİK İŞLEM MODEL BİRİM ECOTP444 PRO TP444 EXPERT 444 ULTIMA 444 TABLA Çalışma tablası mm 400X400 800x800 400X400 800x800 500x400 800x800 500x400 800x800 Maks. iş parçası ağırlığı kg 300 500
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı
 Gazi Mühendislik Bilimleri Dergisi 2017, 3(2): 28-33 http://gmbd.gazipublishing.com/ İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı Hüseyin Gökçe a*, Mehtap Yavuz
Gazi Mühendislik Bilimleri Dergisi 2017, 3(2): 28-33 http://gmbd.gazipublishing.com/ İmalat Süreçlerinde Kesme Kuvvetlerinin Belirlenmesi Dinomometre Tasarımı ve İmalatı Hüseyin Gökçe a*, Mehtap Yavuz
AISI 4140 ÇELİĞİNİN SERT TORNALAMA İŞLEMİNDE KESİCİ TAKIM AŞINMASININ REGRESYON YÖNTEMİ İle İSTATİSTİKSEL OLARAK MODELLENMESİ ÖZET ABSTRACT
 AISI 4140 ÇELİĞİNİN SERT TORNALAMA İŞLEMİNDE KESİCİ TAKIM AŞINMASININ REGRESYON YÖNTEMİ İle İSTATİSTİKSEL OLARAK MODELLENMESİ İlhan ASİLTÜRK 1, Harun AKKUŞ 2 1 iasilturk@selcuk.edu.tr Selçuk Üniversitesi,
AISI 4140 ÇELİĞİNİN SERT TORNALAMA İŞLEMİNDE KESİCİ TAKIM AŞINMASININ REGRESYON YÖNTEMİ İle İSTATİSTİKSEL OLARAK MODELLENMESİ İlhan ASİLTÜRK 1, Harun AKKUŞ 2 1 iasilturk@selcuk.edu.tr Selçuk Üniversitesi,
Talaşlı İmalat Teorisi (MFGE541) Ders Detayları
 Ders Detayları") Talaşlı İmalat Teorisi (MFGE541) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS Talaşlı İmalat Teorisi MFGE541 Her İkisi 3 0 0 3 5 Ön Koşul Ders(ler)i Dersin
Talaşlı İmalat Teorisi (MFGE541) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS Talaşlı İmalat Teorisi MFGE541 Her İkisi 3 0 0 3 5 Ön Koşul Ders(ler)i Dersin
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
nero 4 EKSEN 3 ÜNİTE CNC AĞAÇ TORNA 4 AXIS 3 UNIT CNC WOOD LATHE
 nero 4 EKSEN 3 ÜNİTE CNC AĞAÇ TORNA 4 AXIS 3 UNIT CNC WOOD LATHE TEKNİK ÖZELLLİKLER Siemens kontrol ünitesi Maksimum Kare: 220 X 220 mm Maksimum Boy: 1200 mm Uzun Eksen Hızı: 90 m/dk Kısa Eksen Hızı: 30
nero 4 EKSEN 3 ÜNİTE CNC AĞAÇ TORNA 4 AXIS 3 UNIT CNC WOOD LATHE TEKNİK ÖZELLLİKLER Siemens kontrol ünitesi Maksimum Kare: 220 X 220 mm Maksimum Boy: 1200 mm Uzun Eksen Hızı: 90 m/dk Kısa Eksen Hızı: 30
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
Frezeleme de Yenilikler
 VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ
 Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ Yahya IŞIK * Özet:
Uludağ Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi, Cilt 9, Sayı 1, 2004 TALAŞLI İMALATTA KESİCİ TAKIMLARIN KIRILMA ÖNCESİ DAVRANIŞLARININ SONLU ELEMANLAR YÖNTEMİ İLE ANALİZİ Yahya IŞIK * Özet:
CNC İLE TALAŞLI İŞLEMEDE KUVVET VE TİTREŞİM ÖLÇÜMÜ
 1 CNC İLE TALAŞLI İŞLEMEDE KUVVET VE TİTREŞİM ÖLÇÜMÜ Ali MAMEDOV* İsmail LAZOĞLU** KOÇ ÜNİVERSİTESİ Üretim ve Otomasyon Araştırma Merkezi, 34450, Sarıyer/İSTANBUL E-mail*: amamedov@ku.edu.tr E-mail**:
1 CNC İLE TALAŞLI İŞLEMEDE KUVVET VE TİTREŞİM ÖLÇÜMÜ Ali MAMEDOV* İsmail LAZOĞLU** KOÇ ÜNİVERSİTESİ Üretim ve Otomasyon Araştırma Merkezi, 34450, Sarıyer/İSTANBUL E-mail*: amamedov@ku.edu.tr E-mail**:
AA5052 ALAŞIMININ İŞLENMESİNDE İŞLEME PARAMETRELERİNİN KESME KUVVETİ VE YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN DENEYSEL OLARAK İNCELENMESİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 3 : 295-301
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2006 : 12 : 3 : 295-301
İŞLEME MERKEZLERİNDE İŞ MİLİ TAKIM TUTUCU TAKIM SİSTEMİNİN DİNAMİK MODELLENMESİ
 12. Ulusal Makina Teorisi Sempozyumu UMTS2005 İŞLEME MERKEZLERİNDE İŞ MİLİ TAKIM TUTUCU TAKIM SİSTEMİNİN DİNAMİK MODELLENMESİ Alper ERTÜRK*, Erhan BUDAK** ve H. Nevzat ÖZGÜVEN* (*) Orta Doğu Teknik Üniversitesi,
12. Ulusal Makina Teorisi Sempozyumu UMTS2005 İŞLEME MERKEZLERİNDE İŞ MİLİ TAKIM TUTUCU TAKIM SİSTEMİNİN DİNAMİK MODELLENMESİ Alper ERTÜRK*, Erhan BUDAK** ve H. Nevzat ÖZGÜVEN* (*) Orta Doğu Teknik Üniversitesi,