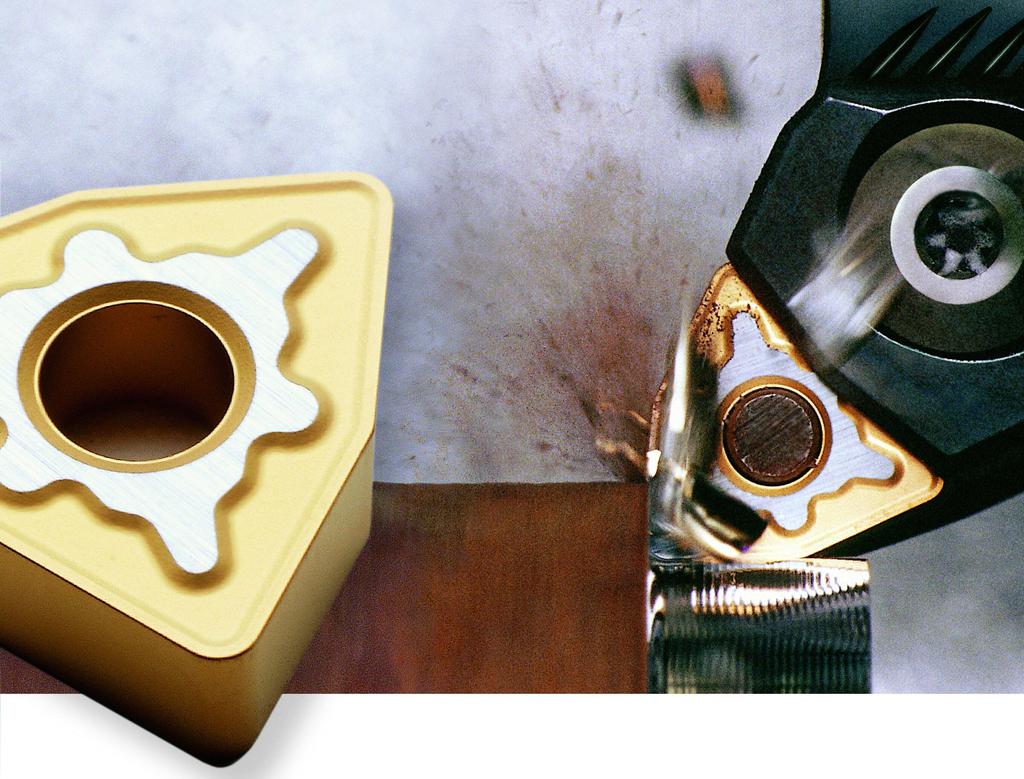
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
|
|
|
- Su Karadere
- 6 yıl önce
- İzleme sayısı:
Transkript
1
2 Talaş oluşumu Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası Takım İş parçası Takım İş parçası
3 Talaş oluşumu Dikey kesme İş parçası Takım Kesme kenarı hareket yönüne diktir. 0 Yatık kesme İş parçası Kesme kenarı hareket yönüne eğik açıdadır.


4 Talaş kontrol: İş parçası, takım ve operatörün zarar görmesini önler. Üretimin durmasını önler. Talaş boşaltma problemlerini önler.
5 Tercih edilen Kısa spiral talaşlar Kaçının Çok kısa, sıkı talaşlar Kaçının Uzun, ipliksi talaşlar Kırma için daha az güç gerekir. Kesme kenarlarında daha az gerilim oluşur. Kesme kuvvetlerinde daha küçük artışlar. Daha kolay boşaltma. Kırma için daha çok güç gerekir. Kesme kenarında daha yüksek gerilim. Olası sapma ve vibrasyon. Boşaltılması son derece zor. İş parçasına veya takıma zarar verebilir ve tekrar kesilebilir.

6 Talaş oluşumunu aşağıdakiler belirler: İş parçası malzemesi. Uç ve takım tutucu. Kesme koşulları.


7 P Çelik Seco malzeme grubu 1-7 M PÇ Seco malzeme grubu 8-11 K Dökme demir Seco malzeme grubu Bazı iş parçası malzemeleri (P ve M malzeme grupları) uzun talaşlar verir. Diğer iş parçası malzemeleri (K grup) kısa talaş verir.


8 Küçük D.O.C. ile radyüs talaş oluşumunu ve talaş boşaltma yönünü büyük ölçüde etkiler. Radyüs, kesme kuvvetlerinin büyüklüklerini ve yönünü de etkiler.

9 Pozitif talaş boşluk açısı Avantajları Daha düşük teğetsel kuvvet ve ısı aşağıdakilerden kaynaklanır: - Daha büyük makaslama açısı. - Daha küçük makaslama düzlemi. Daha düşük kesme kuvvetlerinin anlamı: - Uç daha serbest keser. - İyi yüzey kalitesi elde etme ihtimali daha yüksektir. - Daha az rijitlik gerekir. - Tok, alaşımlı, işlerken sertleşen iş parçaları ve yumuşak, sünek iş parçaları için idealdir. Dezavantajları Negatif talaş boşluk açılı takımlara göre daha az kesme kenarı. Negatif talaş boşluk açılı takımlara göre daha az dayanım.


10 Negatif boşluk açısı Avantajları Güçlü şekiller. Pozitif talaş boşluk açılı takımlara göre daha fazla kesme kenarı. Dezavantajları Aşağıdakiler sebebiyle daha yüksek teğetsel güç ve ısı: - Daha küçük makaslama açısı. - Daha büyük makaslama düzlemi. Daha yüksek kesme güçlerinin anlamı: - İyi yüzey kalitesi elde etmek zordur. - Maksimum rijitlik gereklidir.



11 Talaş kırma geometrisi talaş oluşumu ve talaş yönlendirmesi ile ilgilidir

12 F M R Talaş kırma geometrisinin çalışma temel prensibi.

13 Talaş oluşumu ve talaş kontrolü aşağıdakilerle belirlenir: Kesme kenarı düzlüğünün genişliği ve açısı (T land). Kesme boşluk açısı, eğim açısı. Talaş kırıcı geometrisinin genişlik ve derinliği. Talaş kırıcı geometrisinin formu ve şekli. (Tipik örnek)
14 (Tipik örnek) Talaş kırma şeması ucun uygulama olasılıklarının (D.O.C. ve ilerleme) grafik sunumudur.
15 D.O.C. ilerleme Uç geometrisinin ilerleme ve D.O.C. üzerinde sınırlamaları, talaş şekli, b/h (b=talaş genişlik/h=talaş kalınlığı) oranı ve kesme kuvvetleri sınırlamaları.
16 D.O.C. Uç geometrisi min maks ilerleme Maksimum ilerleme = radyüs / 2 (kırılma, R a ). Minimum ilerleme = kesme kenarı radyüsü (kesme yetenekleri).
17 D.O.C. Uç geometrisi maks min min maks ilerleme Minimum D.O.C. = radyüs (talaş oluşumu). Maksimum D.O.C. = %66 ile %75 kesme kenarı uzunluğu.

 Çok ağır nokta yük (plastik")
18 Kare talaşlar Uzun talaşlar Uç geometrisi Minimum b/h oranı Maksimum b/h oranı Dökme demir 3 30 Çelik 5 15 Paslanmaz 8 12 Alüminyum İdeal b/h oranı 10'dur. Kare talaşlar (a p = f) Çok ağır nokta yük (plastik deformasyon). Operatör için tehlikeli.
19 D.O.C. maks maks min min min maks ilerleme Minimum b/h oranı (kare talaşlar). Maksimum b/h oranı (uzun talaşlar).
20 D.O.C. maks maks maks dak min min maks ilerleme Maksimum talaş kesiti (D.O.C. x ilerleme). (kuvvetler)
21 D.O.C. ilerleme Bu kısıtlamaların hepsi bir arada ucun "talaş kırma" alanını oluşturur.
")
22 D.O.C. Talaş kırma (uç kırılması) sorunlarını çözme. ilerleme
23 D.O.C. Uç geometrisi Çok düşük kesme hızı BUE oluşturur Çok yüksek kesme hızı uzun talaş oluşturur ilerleme Yüksek kesme hızının etkileri.



24 D.O.C. h k f Daha küçük giriş açısının etkisi. ilerleme

25 f f Giriş açısını (değiştirmenin) etkisi.


26 D.O.C. ilerleme Daha küçük radyüsün etkisi.

27 D.O.C. ilerleme Talaş kırma geometrisinin etkisi.
 İlerleme")
28 D.O.C. (Tipik örnek) İlerleme Pratik talaş kırma testleri.
29 a p (mm) Teori ve pratik ,1 0,2 0,3 0,4 0,5 0,6 0,7 f (mm/dv.)

30 En uygun uç B
31 En uygun uç Mikro geometri (sert kırma geometrisi veya hassas işleme geometrisi) küçük kesme kenarı güçlendirmesine ve küçük talaş kırıcı kanalına sahiptir ancak kısa talaşlar üretir. Mikro geometri kesme kenarı dayanıklılığını azaltır. Bu, küçük kesme kuvvetleri ile kompanse edilmelidir.
32 En uygun uç Makro geometri (yumuşak kırma geometrisi veya kaba işleme geometrisi) dayanıklı kesme kenarı güçlendirmesine ve geniş işleme kanalına sahiptir. Makro geometri kesme kenarı dayanıklılığını artırır. Bu sayede daha büyük kesme kuvvetleri mümkündür.


33 En uygun uç Uzun talaşlar talaş boşaltma İlerlemeyi arttır. Daha sert talaş kırma geometrisi kullan. Kısa talaşlar Yüksek Kesme Kuvvetleri İlerlemeyi azalt. Daha az yumuşak talaş kırma geometrisi kullan.
34 En uygun uç Talaş oluşumunu etkileyen faktörler Takım Kesme koşulları Malzeme Soğutma sıvısı Talaş boşluk açısı Giriş açısı Radyüs Kaplama Kesme kenarı ve talaş kırıcı geometirisi. İlerleme Kesme derinliği Talaş kalınlığı oranı Kesme hızı Sertlik Çekme dayanımı Isıl işlem Yapı Kuru işleme Emülsiyon soğutma Kesme yağı
 MN 2004 Tornalama sayfa")
35 En uygun uç a p Daha sert Temel Daha Güçlü FF1 R7 (Tipik örnek) MN 2004 Tornalama sayfa 37 f
36 En uygun uç a p (mm) ,1 0,2 0,3 0,4 0,5 0,6 0,7 f (mm/tr) Uç geometrisine uygun ilerleme. b/h oranına uygun kesme derinliği.
37 Sorular?
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Double Mill DM4 JD TAKIM MAKINA TIC.LTD.STI. YENİ NESİL FREZE. Nr. 194/2013-TR MK 2015 MP 6025
 Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Kanal işleme için akıllı çözüm
 Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
Ø20.0 Ø20, Ø25 İşaret yok : Flanş şaft, Weldon
 King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft
King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
Diş Çekme ile İlgili Teknik Bilgiler
 iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
SOLİD KARBÜR MATKAPLAR YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR KAFALI MATKAPLAR. İkon tanımı. Force X Yeni çok yönlü takım yelpazesi
 Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
Yeni ürünler 2017.1 İÇİNDEKİLER SOLİD KARBÜR MATKAPLAR 4 5 5 Force X Yeni çok yönlü takım yelpazesi R6011 Karbür pilot matkap R7131 Karbür kılavuz hazırlık matkabı YÜKSEK PERFORMANSLI DEĞİŞTİRİLEBİLİR
» KONİK SAC-BORU MATKAP UÇLARI
 » KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
» KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
AKPA KOMPOZİT PANEL TEKNİK KATALOG
 AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
Delik Testereleri 1.11
 » DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
» DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
VİDA-Dİş tamir takimlari
 VİDA-Dİş tamir TAKIMLARI ProCoil Yaylar Standart Tip, Paslanmaz Çelik, Serbest Çalışan Kesme mukavemeti düşük olan Aluminyum, Magnezyum alaşımları gibi ürünlerde diş kuvvetini artırmak veya aşınmış hasar
VİDA-Dİş tamir TAKIMLARI ProCoil Yaylar Standart Tip, Paslanmaz Çelik, Serbest Çalışan Kesme mukavemeti düşük olan Aluminyum, Magnezyum alaşımları gibi ürünlerde diş kuvvetini artırmak veya aşınmış hasar
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
Min. Kesme Çapı. R: Sağ L: Sol Ø25 ØD(Ø5 ~Ø20) vc (m/dak) 100~ ~ ~ ~ ~ ~0.30. Dairesel Enterpolasyon Pahlama
 vc (m/dak) 100~ ~ ~ ~ ~ ~0.30. Dairesel Enterpolasyon Pahlama") Pah Takımları İçin Teknik Bilgiler Pah için bütün uygulamalar Pah Takımı Pah için bütün uygulamalar Pah Açıları 5, 0, 5, 0 çeşitli müşteriler için farklı açılar. Uzun kesme kenarı sayesinde daha geniş
Pah Takımları İçin Teknik Bilgiler Pah için bütün uygulamalar Pah Takımı Pah için bütün uygulamalar Pah Açıları 5, 0, 5, 0 çeşitli müşteriler için farklı açılar. Uzun kesme kenarı sayesinde daha geniş
CAM ÇIKARMA TUTUCULARI VE UÇLARI
 M ÇIKRM TUTUULRI VE UÇLRI Tutucu hattı ve GLSSMTE uçlar oşluklar POO sıcak cam işleme malzemeleri, mekanik hasarı azaltan yüksek dayanım, dayanıklılık ve mükemmel ısıl özelliklere sahiptir. oşluklar istenen
M ÇIKRM TUTUULRI VE UÇLRI Tutucu hattı ve GLSSMTE uçlar oşluklar POO sıcak cam işleme malzemeleri, mekanik hasarı azaltan yüksek dayanım, dayanıklılık ve mükemmel ısıl özelliklere sahiptir. oşluklar istenen
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TONALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
ÇAPAK ALMA RASPALARI TEKNİK BİLGİLER ÇAPAK ALMA RASPA SETİ KOD İÇERİK FİYAT KODU D-SD GÖVDE 3 BIÇAK C-10, C-20 VE C-30 RCP-34034 KORE
 TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI. Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN
 ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN GENEL ESASLAR 2 3 4 5 6 KAYNAKLAR (13.2) 7 8 Küt Kaynaklar (13.2.1) Etkin Alan (13.2.1.1) Küt kaynakların etkin alanı,
ÇELİK YAPILAR BİRLEŞİMLER VE BİRLEŞİM ARAÇLARI Hazırlayan: Yard.Doç.Dr.Kıvanç TAŞKIN GENEL ESASLAR 2 3 4 5 6 KAYNAKLAR (13.2) 7 8 Küt Kaynaklar (13.2.1) Etkin Alan (13.2.1.1) Küt kaynakların etkin alanı,
Konik Sac-Boru Matkap Uçları
 BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
BlechschälBOHRER TUBE FORETS ONISHE PLADEBOR FRESE BROAS VRTÁKY WIERTŁA КОНУСНЫЕ BURGHIE KONİK STOPENJSKI GLADKA KÚPOS VAMZDŽIŲ AND SABORU ONIHE LEMEZFÚRÓ NA ONIQUES SVRDLA PARA ÓNIAS ŁUSZZENIOWE PT SHEET
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
BÖLÜM-2 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
BÖLÜM-2 ÇELİK YPILRD BİRLEŞİM RÇLRI Çelik yapılarda kullanılan hadde ürünleri için, aşağıdaki sebeplerle birleşimler yapılması gerekmektedir. Bu aşamada bulon (cıvata), kaynak ve perçin olarak isimlendirilen
Bağlanan ucun merkez daire çapı 5 : İş parçası SCM440 Kesme parametreleri vc=200m/dak ap=8mm ae=90mm fz=0.3mm/diş. Üst.
 Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır.
 KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
KIRILMA İLE SON BULAN HASARLAR 1 Kırılma nedir? Bir malzemenin yük altında iki veya daha fazla parçaya ayrılması demektir. Her malzemede kırılma karakteri aynı mıdır? Hayır. Uygulanan gerilmeye, sıcaklığa
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ
 METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
METALURJİ VE MALZEME MÜH. LAB VE UYG. DERSİ FÖYÜ ALIN KAYNAKLI LEVHASAL BAĞLANTILARIN ÇEKME TESTLERİ A- DENEYİN ÖNEMİ ve AMACI Malzemelerin mekanik davranışlarını incelemek ve yapılarıyla özellikleri arasındaki
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
TM S R L TM 2 I ISO
 iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
Başlangıçta göz önünde bulundurulması
 Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Seçtiklerimiz. TOTAL TOOLING=KALITE x SERVIS 2
 Mayıs 2017 Seçtiklerimiz WNT Satış Mühenislerinin Sizler için Seçtiği Özel Ürünler Alüminyum işlemee en yüksek talaş hacimleri Yeni -CB3 talaş kırıcı ile etkin kaba işleme TOTAL TOOLING=KALITE x SERVIS
Mayıs 2017 Seçtiklerimiz WNT Satış Mühenislerinin Sizler için Seçtiği Özel Ürünler Alüminyum işlemee en yüksek talaş hacimleri Yeni -CB3 talaş kırıcı ile etkin kaba işleme TOTAL TOOLING=KALITE x SERVIS
B210TR MS6015 KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS
 2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ ELMAS UÇLU VE SOĞUTMA BOŞLUKLU ÇOKLU DİLME AHŞAP KESİM
 ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
ELMAS UÇLU ATLAMALI BG DİŞLİ AHŞAP DAİRE TESTERELERİ 200 3.0 30 20 250 3.2 30 24 300 3.2 30 28 350 3.6 30 32 400 3.8 30 36 400 3.8 30 42 450 4.0 30 42 500 4.0 30 48 550 4.0 30 48 600 4.0 30 56 ELMAS UÇLU
procoil diş tamir setleri
 GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
GEWINDEreparaturwerkzeug Thread OutilS Schroefdraadreparatiegereedschap di GWINtów для de filettature filetages roscas ремонта Værktøj Herramienta Utensili Ferramenta Nástroj Narzędzie Комплект Unealtă
BF ST-170 C ST-170 S-110 S-150 S-160 S-201A
 A S-110 S-150 S-160 S-201A AW Değişken diş-hatve sistemi testerelerde maksimum performans sağlar.b, BF, C ve BW diş formlarında uygulanabilir. B BW S-120 S-10 ST-170 S-202B JEM, sabit hatveyle farklı malzemelerin
A S-110 S-150 S-160 S-201A AW Değişken diş-hatve sistemi testerelerde maksimum performans sağlar.b, BF, C ve BW diş formlarında uygulanabilir. B BW S-120 S-10 ST-170 S-202B JEM, sabit hatveyle farklı malzemelerin
3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ
![3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ](/thumbs/29/13441476.jpg "3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ") Rich Mill leme RMP TEMAK - Mükemmel 90 dik kenar frezeleme operasyonu takımı Yüksek hız ve yüksek ilerleme için mükemmel pozitif talaş kırıcı Daha iyi işlenebilirlik için güçlü sıkma kuvveti - Gerçek 90
Rich Mill leme RMP TEMAK - Mükemmel 90 dik kenar frezeleme operasyonu takımı Yüksek hız ve yüksek ilerleme için mükemmel pozitif talaş kırıcı Daha iyi işlenebilirlik için güçlü sıkma kuvveti - Gerçek 90
Kırılmaya karşı olağanüstü dayanıklı: Bosch Diamond Impact Uçlar
 Kırılmaya karşı olağanüstü dayanıklı: Bosch Diamond Impact Uçlar YENİ! Darbeli somun sıkma makinesi ile yapılan çalışmalarda Standard Impact vidalama uçları ile karşılaştırıldığında en az 9 kez daha uzun
Kırılmaya karşı olağanüstü dayanıklı: Bosch Diamond Impact Uçlar YENİ! Darbeli somun sıkma makinesi ile yapılan çalışmalarda Standard Impact vidalama uçları ile karşılaştırıldığında en az 9 kez daha uzun
SÜRTÜNME ETKİLİ (KAYMA KONTROLLÜ) BİRLEŞİMLER:
 BİRLEŞİMLER:") SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
SÜRTÜME ETKİLİ (KYM KOTROLLÜ) BİRLEŞİMLER: Birleşen parçaların temas yüzeyleri arasında kaymayı önlemek amacıyla bulonlara sıkma işlemi (öngerme) uygulanarak sürtünme kuvveti ile de yük aktarımı sağlanır.
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
CoroMill Plura. Kompozit malzemeler için optimize edilmiş frezeler
 CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
CoroMill Plura Kompozit malzemeler için optimize edilmiş frezeler Katman ayrılması, elyaf çekilmesi, kesilmemiş elyaflar ve hızlı yanak aşınması kompozit malzemelerin aşındırıcı ve kararsız yapısının neden
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama.
 AĞIR YÜK BAĞLANTILARI / KİMYA 101 Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama. GENEL BAKIŞ Vida dişli ankraj FIS A Çelik, galvanize çinko kaplama Enjeksiyon
AĞIR YÜK BAĞLANTILARI / KİMYA 101 Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama. GENEL BAKIŞ Vida dişli ankraj FIS A Çelik, galvanize çinko kaplama Enjeksiyon