Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
|
|
|
- Göker Apak
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Frezeleme İşlemleri

2 Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği

3

4

5

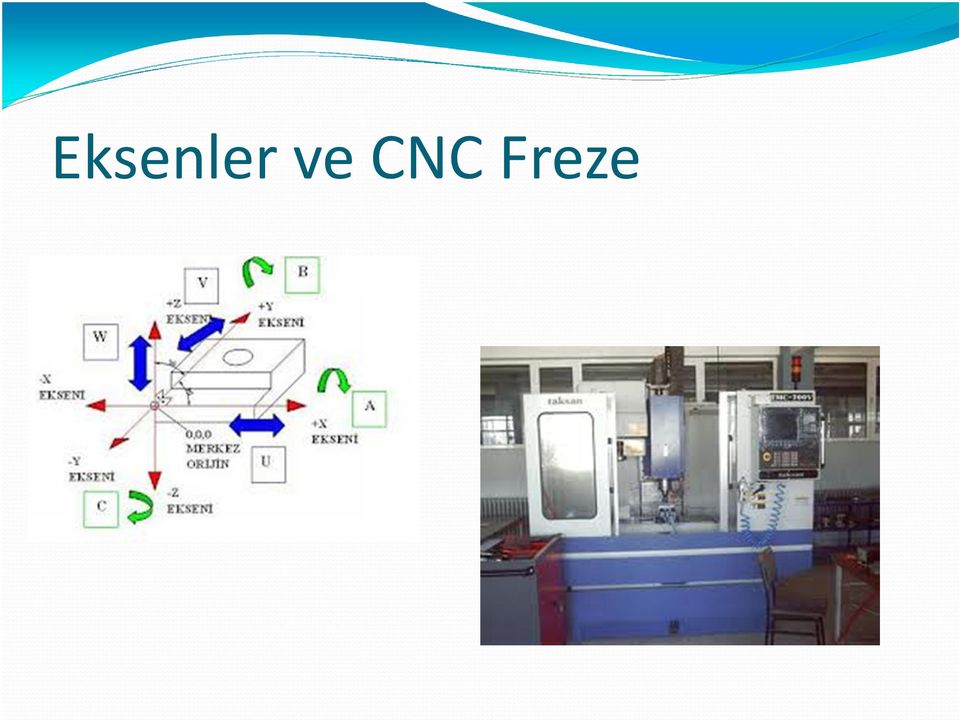
6 Eksenler ve CNC Freze
7 İşlemler Çift Frezeleme Profil Frezeleme Kanal Frezeleme Testere Frezeleme Düzlem Yüzey Frezeleme

8 İşlemler Parmak Frezeleme Kanal ve T kanal Frezeleme

9 İşlemler

10 İşlemler Çevresel Frezeleme Alın Frezeleme

11 Kesiciler Düz dişli silindirik frezeler Silindirik helisel frezeler

12 Kesiciler Alın Freze Kanal frezeler Parmak frezeler

13 Kesiciler Form Frezeler

14 Kesiciler

15 Kesiciler

16 Kesiciler

17 Kesiciler Modül frezeler Testere frezeler

18 Soğutma ve Yağlama Sıvıları

19 Malafa

20 Malafa Montajı

21 Pens Mandreni Pens mandreni ile bağlama
22 Parça Bağlama Basit tezgah mengenesi ile Civata ve pabuçlar ile
23 Parça Bağlama Döner tabla yardımıyla Divizör ve Punta Yardımıyla
24 Kesme Hızı
25 Kesme Hızı 1-Kullanılan kesicinin cinsi 2-İşlenilen malzemenin cinsi 3-Talaş biçimi(ince veya Kaba) 4-Tezgahın gücü ve kapasitesi 5- Soğutma sıvısının kullanılması 6-Kullanılan devir sayısı 7-Kesicinin çapı
26 İlerleme Kesici ağız sayısı u = s zn z İlerleme (mm/dak) Tek bir dişin veya kesici ağzın ilerlemesi (mm/dak) Devir sayısı (dev/dak) Bu değer tablodan alınır
27 Karşıt ve Aynı Yönde Frezeleme
28 Parametreler v= (m/dak) b= /cos (Talaş Genişliği) cos =1- (Kesme Kavrama açısı) h= (Ortalama talaş kalınlığı) =. (Düzeltme Faktörü) =,.. (Tezgah Gücü)
29 = =Tablanın toplam hareket boyu İlerleme Tablanın toplam hareket boyu ise; L=2l c +l Esas İşleme Zamanı =
30 Yüzey Kalitesi Takım tutucuya takılan sert maden uç kesiciler iş yüzeyleri üzerinde bir takım izler bırakır. Bu izlerin belli bir biçimi olmamakla beraber seçilen kesici uca bağlı olarak değişir.
31 Yüzey Kalitesi Slindirik Freze IT8 Rt 30 µm Alın Freze IT6 Rt 10 µm From Freze IT7 Rt 25 µm
32 Örnek-1 Malzemesi St 60, uzunluğu l=500 mm, işlenecek yüzeyin genişliği = 100 mm olan bir plakanın üst yüzeyi, kalınlığı 46 mm den, 40 mm ye kadar frezede işlenecektir. Đşlem için gereken takım, talaş kaldırma faktörleri, güç ve esas işleme zamanı istenmektedir. Freze tezgahının genel özellikleri ; hız kademeleri : n = 35,5 ; 50 ; 71 ; 100 dev/dak ; ilerleme hızı : u= mm/dev ( kademesiz ) verim ( ) = 0,7 olarak verilmektedir.
33 Çözüm : 1- Takım Seçimi : Frezeleme, silindirik freze ile gerçekleştirilecektir. Buna göre malzemesi hız çeliği (SS), çapı D=B= 100 mm, ağız sayısı z= 8, açıları = 6 ; 12 ; = 40 olan N tipi helisel bir freze seçilir. (Cetvel A-7.1, Cetvel A-7.4 ) 2- Talaş kaldırma faktörleri : a.paso kalınlığı a=46-40 = 6 mm b. Cetvel A-7.2 den, St 60 ve SS için v = 22 m/dak; = 0,18 mm/diş şeklinde tayin edilir. Cetvel A-7.2 de kesme hızları esasen a= 8 mm ve a= 1 mm için verilmiştir. a= 6 mm ye karşılık gelen kesme hızı interpolasyon yolu ile tayin edilmiştir. c. Ana milin dönme hızı, n= =. = 70,03 dev/dak bulunur. Buna göre tezgahın hız kademelerinden ;. n=71 dev/dak seçilir. Gerçek kesme hızı ; v= =.. d. Đlerleme hızı, = 22,3 d/dak dır. u=. z. n = 0, = 102,24 mm/dak elde edilir. Tezgah kademesiz bir ilerleme sistemine sahip olduğu için bu değer gerçekleştirilebilir.
34 3.Tezgah gücü a.talaş genişliği b= /cos = B /cos = 100 /cos40 = 130,5 mm b.kesme kavrama açısı cos =1-. = 1- = 0,88 ; = 28,4 c.ortalama talaş kalınlığı h=., d.düzeltme faktörleri : ye ait =.,. = = 0,91 Takım malzemesi ve işlemin özelliğine ait ; =1,56 (Cetvel A-2.2 ) Aşınma faktörü = 1,3 seçilir. 0,18 0,044 mm elde edilir.
35 e.özgül kesme kuvveti z=0,17 ve = 1940 N/ (Cetvel A-2.1) değerleri ile =.. = ,044,. 0,91. 1,56.1,3 = 6088,68 N/ hesaplanır. f. Bir ağıza düşen ortalama kesme kuvveti = b. = 130,5. 0, ,68 = 34961,2 N ; g.parça ile temasta bulunan ağız (diş ) sayısı =z. = 8., = 0,63 ; h.ortalama kesme kuvveti =. = 0, ,2= 22025,5 N i.tezgah gücü =,. =,.,., = 13,4 kw olarak hesaplanır. 1,15 ilerleme için..., gereken gücü temsil etmektedir. 4. Esas işleme zamanı a.đşleme stroku L= l = = 526,74 mm
36 b.esas işleme zamanı =. =.,. = = 5,16 dak bulunur. Parça bir pasoda ( i=1 ) işlenmektedir.. Önemli Not : Schlesinger e göre a/ D 0,2 olduğu durumda, ortalama talaş kalınlığı = bağıntısı ile hesaplanabilir. Problemdeki donelere göre bu bağıntı =0,18 = 0,044 mm yani yukarıda bulunan değeri vermektedir.
37 Örnek-2 Uzunluğu l= 600 m, genişliği =180 mm ve malzemesi GG25 olan bir parçanın yüzeyi; HSS ten yapılan, diş sayısı z= 12 ve çapı D=200 mm olan bir alın freze başlığı ile 3 pasoda işlenmektedir. Kesme hızı v=20 m/dak, ilerleme = 0,2 mm/diş, paso derinliği a= 5 mm olarak verilmektedir.talaş hacmine bağlı kesme gücü ve esas işleme zamanı nedir? Çözüm : 1. Talaş hacmine bağlı kesme gücü a. Dönme hızı : n= =.. = 31,8 dev/dak b.đlerleme hızı : u=.z.n=0, ,8 = 76,3 mm/dak c.talaş hacmi V=...., = = 68,7 /dak d. Talaş gücü (K=25 / kw dak ile ).., =, = 1,92 kw bulunur. Burada f-düzeltme faktörüdür. Silindirik frezeleme için f=1, freze başlığı ile alın frezeleme için f= 0,7 alınır.
38 2-Esas işleme zamanı : a. Đşleme stroku : = 0,5 ( D- ) = 0,5( = 56,5 mm = 3,5 mm ile L= +l + = 56, ,5 = 660 mm ; b.esas işleme zamanı : = =., = 26 dak elde edilir.
39 Örnek-3 Đşlenecek yüzeyin boyutları l= 500 mm, B= 100 mm olan bir parça, D=150 mm lik alın freze ile, 3 kaba ve 1 ince pasoda işlenecektir. Paso kalınlıkları: kaba pasoda = 4,5 mm, ince pasoda = 0,5 mm, ilerleme hızı u= 80 mm/dak olarak verilmektedir. 8 saatte, kaç parçanın işlenebileceği sorulmaktadır. Çözüm : 1. Đşleme stroku : L = l ,5(D- ) = ,5 ( ) = 522,1 mm bulunur. 2.Esas işleme zamanı : a.kaba talaş için ( 3) =.,. = = 19,58 dak b.đnce talaş için ( 1 ) =.,. = = 6,53 dak c.toplam esas işleme zamanı = + = 19,58 + 6,53 = 26,11 30 dak elde edilir.
40 3. 8 saatte işlenecek parça sayısı : m=. =., = 18,38 parça olarak hesaplanır. Not : 1. Tayin edilen parça sayısı teoriktir. Esasen her parçanın işlenmesinde, parçayı yerinden alma-koyma, tezgaha bağlama-çözme, ölçme, ayarlama gibi yardımcı zaman ( ) ve işçinin kişisel ihtiyaçlarını karşılamak için kayıp zaman ( ) dikkate alınmalıdır. Yardımcı zaman, esas işleme zamanının % 10 u ve kayıp zaman efektif zamanının % 15 i olarak alınırsa ; = 0,1 = 3 dak = + = 30+3 = 33 dak = 0,15 = 0, = 4,95 dak ile parça zamanı : + = 33+ 4,95 = 37,95 38 dak bulunur. Bu durumda işlenecek parça sayısı m=. =. = 12,63 yani tam 12 parça ve 13. parçanın % 63 üdür. 2. Burada dikkate alınacak bir başka husus işleme teknolojisi ile ilgilidir. Bu bakımdan her parça kaba ve ince veya tüm parçalar ilkin kaba ve sonra ince olarak işlenebilir. Buna bağlı olarak kaba ve ince işlem için ayar zamanı da zaman hesabına dahil edilmelidir. Ayar zamanı birinci yöntemde daha yüksektir. Bu nedenle pratikte daha çok ikinci yöntem kullanılmaktadır.
41 Delik Delme İşlemleri
42 Delik Delme İşlemleri Kendi ekseni etrafında dönen bir gövdeye takılmış iki tek ağızlı takım olarak düşünülebilir. Matkapucununkesici kısmı, koni şeklindeolanuçkısmıdır; burada iki kesici kenar ve bunlara ait taban yüzleri vardır. Standart mors koniği saplı bir matkap ucu
43 Matkap Ucu
44 Matkap Çeşitleri
45 Delik Açma
46 Çeşitli Delme işlemleri (a) Rayba işlemi (reaming) (b) Kılavuz salma işlemi (tapping) (c) Silindirik havşa açma (counterboring) (d) Konik havşa açma (countersinking) (e) Punta deliği açma (centering)
47 Kesme Açıları
48 Kesme açıları ve kuvvetleri
49 Kuvvetler
50 Örnek 1 Malzemesi C45 olan bir parçanın üzerine, çapı do= 16 H7 mm ve uzunluğu l=20 mm olan delik açılacaktır.đşlenecek parça sayısı 30 olarak verilmektedir.đşlem için gereken: a.takımlar, b.talaş kaldırma faktörleri, c.aşınmanın etkisini dikkate alarak güç, d.esas işleme zamanı istenmektedir. Çözüm : 1. Đşleme yöntemi : Deliğin işleme kalitesi H7 dir; bu nedenle delik, spiral matkapla delik açma ve raybalama olmak üzere iki kademe de işlenecektir.
51 2. Takımların seçimi : a.spiral matkap : Cetvel 6.3 te, sert metal (HM ) rayba ile raybalanan 16 mm bir delik için 0,25 mm bir işleme payı öngörülmektedir. Dolayısıyla delme işleminden sonra deliğin çapı =16-0,25=15,75 mm olması gerekir. Bu çapa uygun olarak : Çapı d= 15,75 mm, sapı DIN 345 e göre konik (Mors konikliği 2) ve Cetvel A.6-1 e göre uç açısı = 118 olan N tipi spiral matkap seçilir. Matkabın açıları Cetvel A-6.2 ye göre, =8 ; =30 olarak tayin edilir. b. Raybanın seçimi: Sert metal plaketlerle donatılmış, DIN 14 e göre çapı 16H7 mm lik bir rayba seçilir. 3. Talaş kaldırma faktörleri : Cetvel A-6.3 ten C45 malzemesi ve d=16 mm delik çapı için ; s= 0,25 mm/dev; n=400 dev/dak ; v= 20 m/dak karşılık gelmektedir.
52 4. Tezgah gücü a. Bir ağıza karşılık gelen ilerleme : sz= s 2 = 0,25 = 0,125 mm/ağız 2 b.talaş kalınlığı h = sz sin = szsin ( / 2 ) = 0,125 sin (118/2) = 0,107 mm d c.talaş genişliği b= 2sin = d 2sin ( / 2 ) = 15,75 = 9,19 mm 2sin (118/2) d.özgül kesme kuvveti z= 0,25 ; ka= 1,3 (aşınma faktörü ) ve ks = 1765 N/mm (Cetvel A-2.1 ) değerleri ile, ks=1,2 ks h z = 1, ,107, 1,3 = 4813,9 N/mm e) Kesme kuvveti, Fs = d s 2 k = 15,75 0, ,9 = 9477,9 N 2 f) Kesme momenti d 15,75 M = F = 9477,9 = 37319,23 Nmm = 37,32 Nm 4 g) Tezgah gücü Pm M sn 9550 ηm = 28, = 2,33 kw olarak hesaplanır. Tezgah verimi 0,7 olarak ,7 alınmıştır.
53 5. Esas işleme zamanı a.đşleme stroku L= = d 15,75 +3+l = 3 b. Esas işleme zamanı ve 30 parça için : t = L sn = 28,25 = 0,283 dak/parça 0, t t 30 = 0, = 8,475 dak elde edilir = 28,25 mm
54 Örnek 2 GG-25 ten yapılan bir gövde üzerine ilkin d = 12 mm lik bir delik açılacak ve sonra genişletme matkabı ile d = 20 mm ye kadar genişletilecektir. Delme işlemi ; uç açısı = 118, malzemesi hız çeliği (HSS) spiral bir matkap ve ilerleme s = 0,4 mm/dev; delik genişletme işlemi: uç açısı = 180, malzemesi HSS delik genişletme matkabı ve ilerleme s=0,2 mm/dev ile gerçekleştirilecektir. Buna göre her iki işlem için kesme momenti istenmektedir. Çözüm : 1.Delik açma : a.talaş kalınlığı, h= sz sin = s 2 sinψ 2 = 0,4 sin 118/2 = 0,17 mm ; elde edilir. 2 b.özgül kesme hızı, Cetvel A-2.1 den interpolasyon ile k sh = 1810 N/mm bulunur ve ks = 1,2 k = 1, = 2172 N/mm olarak hesaplanır. c.kesme kuvveti, Fs = d s 2 k s= 12 0, = 5212,8 N
55 d.kesme momenti, d 12 M = F = 5212,8 = 15638,40 Nmm = 15,6 Nm olarak tayin edilir Delik genişletme : a.talaş kalınlığı, h= sz sin = s sin 2 2 = 0,2 180 sin = 0,1 mm 2 2 b. Özgül kesme kuvveti, Cetvel a-2.1 den k sh = 2074 N/mm ve ks = 1,2 k sh = 1, = 2488,8 N/mm c. Kesme kuvveti, Fs= d d s 2 ks ,2 2488,8 = 1991,04 N 2 d. Kesme momenti, Ms= Fs d 2 d 1 = 1991, = 15928,3 Nmm = 15,9 Nm olarak hesaplanır. 4 4 Her iki işlemi gerçekleştiren tezgah M = 15,9 Nm momentini sağlayacak durumda olmalıdır.
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat İşlemleri II TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. Torna Tekniği ve Uygulamaları. Yrd. Doç. Dr. Hasan Tahsin KALAYCI Yrd. Doç. Dr.
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU İmalat İşlemleri II Torna Tekniği ve Uygulamaları Yrd. Doç. Dr. Hasan Tahsin KALAYCI Page 1 ÜRETİM NEDİR? Hammaddeyi veya yarı mamul maddeyi işleyerek insanlığa yararlı
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Tezgahın Ana görevleri:
 1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Para metre Anlamı. T c. h m. h ex. k c. k c1. m c. k r. r ε. R maks SCL. Spiral Kesme Uzunluğu (SCL) Dış çap ya da delik (düz) tornalama (mm)
 Dış çap ya da delik (düz) tornalama (mm)") A eel ilgiler/ formüller ve taımlar eel toralama ormüller ve taımlar Kesme hızı v c ) eer mili hızı ) m/dk) dev/dk) v c = m π v c = π x m Toralama Para metre Alamı m İşlemiş çap Talaş deriliği.o..) iş
A eel ilgiler/ formüller ve taımlar eel toralama ormüller ve taımlar Kesme hızı v c ) eer mili hızı ) m/dk) dev/dk) v c = m π v c = π x m Toralama Para metre Alamı m İşlemiş çap Talaş deriliği.o..) iş
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MEKANİK TEKNOLOJİLERİ DERS NOTLARI
 MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
MEKANİK TEKNOLOJİLERİ DERS NOTLARI NAMIK KEMAL ÜNİVERSİTESİ HAYRABOLU MESLEK YÜKSEK OKULU TARIM MAKİNELERİ BÖLÜMÜ Öğr. Gör. Ahmet DURAK Teknoloji toplum ve bireylerin ihtiyaçlarını karşılamak için bilimin
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
» MANYETİK TABANLI MATKAPLAR VE KENAR FREZELERİ
 » MANYETİK TABANLI MATKAPLAR VE KENAR FREZELERİ Manyetik Matkap Makineleri El Matkap Makinesi RSH 1300 Güçlü motor ve ergonomik şekilde ayarlanabilen devir sayısı ile mükemmel delme işlemi sağlanır. RUKO
» MANYETİK TABANLI MATKAPLAR VE KENAR FREZELERİ Manyetik Matkap Makineleri El Matkap Makinesi RSH 1300 Güçlü motor ve ergonomik şekilde ayarlanabilen devir sayısı ile mükemmel delme işlemi sağlanır. RUKO
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
M AKİNA T AKIM ENDÜSTRİSİ A.Ş
 M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
M AKİNA T AKIM ENDÜSTRİSİ A.Ş Malzeme Material Yüksek Hız Çeliği High Speed Steel -E Kobaltlı Yüksek Hız Çeliği High Speed Steel With Co KSM Komple Sert Metal Solid Carbide Norm Norm 9 8094 Tip Type W
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
MANYETİK MATKAPLAR 825, ,00. Özellikler / Avantajlar: Özellikler / Avantajlar:
 MANYETİK MATKAPLAR MiniBeast MagBeast HM40 Kompakt ve güçlü, şantiye veya atölye kullanım için idealdir. Maksimum performans için hafif ve güçlü. 13mm 825,00 1.250,00 40 mm kesme kapasitesi sunan güçlü
MANYETİK MATKAPLAR MiniBeast MagBeast HM40 Kompakt ve güçlü, şantiye veya atölye kullanım için idealdir. Maksimum performans için hafif ve güçlü. 13mm 825,00 1.250,00 40 mm kesme kapasitesi sunan güçlü
Şekil. Tasarlanacak mekanizmanın şematik gösterimi
 Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Raybalar ve havşa matkapları
 Delme Raybalar ve havşa matkapları Komple karbür-nc 1/100 Makina raybaları DIN 8093 e benzer- Program ilaves 18-20 Karbür makina raybaları için program ilavesi, Ø0,6 mm den itibaren deliklerin hassas işlenebilme
Delme Raybalar ve havşa matkapları Komple karbür-nc 1/100 Makina raybaları DIN 8093 e benzer- Program ilaves 18-20 Karbür makina raybaları için program ilavesi, Ø0,6 mm den itibaren deliklerin hassas işlenebilme
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
BÖHLER K510 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ FREZEDE DELİK DELME VE BÜYÜTME ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
TAKIM TEZGÂHLARI LABORATUARI
 TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
TAKIM TEZGÂHLARI LABORATUARI Sorumlu Öğretim Üyeleri Prof.Dr.Ali ĠNAN Yrd.Doç.Dr. HaĢim PIHTILI Yrd.Doç.Dr.Latif ÖZLER Yrd.Doç.Dr. Cihan ÖZEL Yrd.Doç.Dr. Nihat TOSUN DENEY NO:1 KONU: Delik Delme ve Delik
ŞANZUMANLI MATKAP TEZGAHLARI 2010 / EKİM
 l Ge A EA E S EA A EA O SO SO it it G l G l G l G l G l G ös ös ös ös st ö t er er er er rg rg e ŞANZUMANLI MATKAP TEZGAHLARI 2010 / EKİM Sndart Aksesuarlar Taşlanmış Tabla Takım Çansı JGDP-25BT Dolaplı
l Ge A EA E S EA A EA O SO SO it it G l G l G l G l G l G ös ös ös ös st ö t er er er er rg rg e ŞANZUMANLI MATKAP TEZGAHLARI 2010 / EKİM Sndart Aksesuarlar Taşlanmış Tabla Takım Çansı JGDP-25BT Dolaplı
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
Delme Yüksek basınçla sıkma yapan tutucu, WNT- Monstermill karbür frezeler için idealdir Diş Sayfa Tornalama Frezeleme temler Tutucu sis Delme
 Delme Takım tutucular Yüksek basınçla sıkma yapan tutucu, WNT- Monstermill karbür frezeler için idealdir Diş Sayfa Zor şartlarda çalışma sırasında optimum düzeyde titreşim giderme özelliği. En yüksek düzeyde
Delme Takım tutucular Yüksek basınçla sıkma yapan tutucu, WNT- Monstermill karbür frezeler için idealdir Diş Sayfa Zor şartlarda çalışma sırasında optimum düzeyde titreşim giderme özelliği. En yüksek düzeyde
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Talaş Kaldırma İlkeleri
 Talaş Kaldırma İlkeleri Prof.Dr. Muammer NALBANT Gazi Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü M Nalbant 2006 1 2. Talaş Kaldırma İlkeleri 2.1 CNC Frezeleme İşlemleri CNC freze tezgahları
Talaş Kaldırma İlkeleri Prof.Dr. Muammer NALBANT Gazi Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü M Nalbant 2006 1 2. Talaş Kaldırma İlkeleri 2.1 CNC Frezeleme İşlemleri CNC freze tezgahları
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
 Makine Sıfır Noktası (G28)") ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR0405.02/LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU. Geçmi. eçmişten. Gelecege Hep Birlikte Nice Dostluklara TS EN ISO
 SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
SİNCE 1996 - -İÇİN TÜRKİYEN YENİN N EN BÜYÜK MAKİNA MARKETİ ÜRÜN KATALOĞU Geçmi eçmişten Gelecege Hep Birlikte Nice Dostluklara TS EN ISO 9001 -- www.yuntes.com.tr -- satis2@yuntes.com.tr -- SİNCE 1996
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!!
 YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
KALIP BAÐLAMA SETÝ MVN SÜPER HASSAS TEZGAH MENGENESİ
 KALIP BAÐLAMA SETÝ MVN SÜPER HASSAS TEZGAH MENGENESİ 52 PARÇA KALIP BAÐLAMA SETÝ SET ÝÇERÝÐÝ 24 ADET SAPLAMA (75/100/125/150/175/200 mm) 6 ADET T-SOMUN 4 ADET EÞLEÞME SOMUNU 6 ADET FLANÞ SOMUNU 6 ADET
KALIP BAÐLAMA SETÝ MVN SÜPER HASSAS TEZGAH MENGENESİ 52 PARÇA KALIP BAÐLAMA SETÝ SET ÝÇERÝÐÝ 24 ADET SAPLAMA (75/100/125/150/175/200 mm) 6 ADET T-SOMUN 4 ADET EÞLEÞME SOMUNU 6 ADET FLANÞ SOMUNU 6 ADET
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
2009 Kasım. www.guven-kutay.ch MUKAVEMET DEĞERLERİ ÖRNEKLER. 05-5a. M. Güven KUTAY. 05-5a-ornekler.doc
 2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil
2009 Kasım MUKAVEMET DEĞERLERİ ÖRNEKLER 05-5a M. Güven KUTAY 05-5a-ornekler.doc İ Ç İ N D E K İ L E R 5. MUKAVEMET HESAPLARI İÇİN ÖRNEKLER...5.3 5.1. 1. Grup örnekler...5.3 5.1.1. Örnek 1, aturalı mil