MIG/MAG Kaynağında Kaynak Ekipmanları
|
|
|
- İbrahi̇m Çoban
- 8 yıl önce
- İzleme sayısı:
Transkript

")
1 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden ark a beslenir Kaynak banyosu oksitlenmekten, koruyucu gazla korunabilir Yüksek verimlilik 3 kg/h veya daha çok Doğru akım (DCEP en çok) 2 MIG/MAG Kaynağının Elemanları MIG/MAG Kaynak Bölgesi Torç gazı Tel besleme Tel besleyici + Akım üreteci _ Tel elektrod Koruyucu gaz Sıvı kaynak metali Nozul Kontak meme Damla geçişi Kaynak metali Kaynak arkı Esas metal Kaynak banyosu Dönüş (parça) kablosu Katı kaynak metali 3 Esas metal 4 1
")

 Ayar frekansı 100 khz e kadar Sonraki kuşak?")
2 Akım Üretecinin Yapısı Şok Bobininin (Drossel) Etkisi Büyük etki Daha fazla sıçrama Daha kaba tırtıllı dikiş yüzeyi Daha kararlı ve çabuk tutuşan ark Daha fazla kısa devre oluşumu 5 Küçük etki Daha az sıçrama Daha düz dikiş yüzeyi Zorlaşan ark tutuşması Daha az kısa devre oluşumu 6 Kaynak Akım Üreteçlerindeki Elektronik Gelişme Çizgisi Transistör Analog İnverter (1.Kuşak) Ayar frekansı yaklaşık 5 khz. Transistör Sekonder ayarlı İnverter (2.Kuşak) Ayar frekansı 40 khz e kadar İnverter (3.Kuşak) Ayar frekansı 100 khz e kadar Sonraki kuşak?? Anahtar Trafo Çekirdek kontrollü trafo Motorjeneratör Redresör,diod Transdüktör Şok bobini Tristör Doğrultucu tristör 7 Doğrultucu tristör Tel Besleme Ünitesi Baskı rulosu 8 2
 Ayar frekansı 100 khz e kadar Sonraki kuşak?")
3 Tel Beslemesini Etkileyen Faktörler Tel Besleme Ekipman Hataları 9 Yiv profili çok geniş seçilmiş veya aşınma nedeniyle genişlemiş Yiv profili çok dar 10 Tel Besleme Ekipman Hataları Tel Besleme Ekipman Hataları Rulolar seçilen tel çapına uygun olmalıdır. Aksi halde tel besleme düzeni bozulur. Baskı kuvveti çok fazla Baskı kuvveti çok az 11 Çelik tel için konik yiv Alüminyum tel için yuvarlak yiv Aşınmaya karşı düzenli olarak kontrol edilmeli ve gerekiyorsa değiştirilmelidir. 12 3



4 Tel Besleme Ekipman Hataları Gaz Soğutmalı MIG/MAG Kaynak Torcu Kontak meme sıkı vidalanmamış 13 Delik çapı büyük seçilmiş veya aşınma nedeniyle büyümüş 14 Kontak Meme Ömrü Gaz Nozulundaki Sıçramaların Etkisi Yeni kontak meme Birkaç saat kullanılmış Dişli bağlantı aşınması Konik geçme aşınması

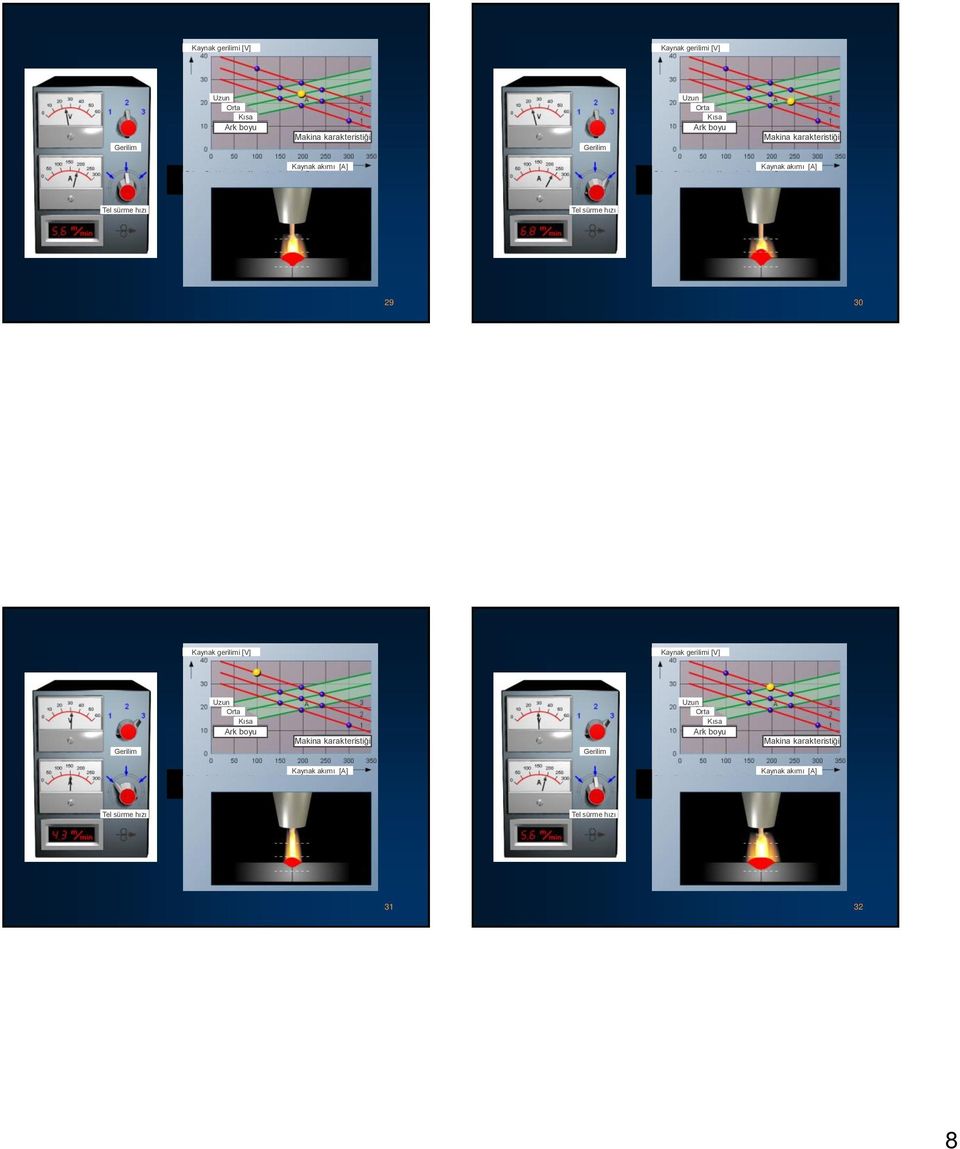
5 Kaynak Akım Üretecinin Ayarlanması MIG/MAG Kaynak Makinasının Güç Plakası MIG/MAG kaynak makinasıyla çalışan bir kaynakçı, biri diğerini etkileyen üç ayar ihtimaliyle karşı karşıya kalır: * ark gerilimini değiştirerek ark boyunu belirleyen boşta çalışma gerilimi * kaynak akımını değiştirerek eritme gücünü ve nüfuziyeti belirleyen tel elektrod besleme hızı * erimiş metali emniyetli şekilde örterek gözenek oluşumunu önleyen koruyucu gaz debisi Güç Plakasındaki Değerlere Göre Ayar Bölgesi MIG/MAG Akım Üreteçlerinde Ayarlama


6 Erime hızı Tel besleme hızı Diğer tüm kaynak değişkenleri aynı iken değişik tel besleme hızlarında çalışma noktasının hareketi MIG/MAG Kaynağında Ark Boyunun Kendi Kendini Ayarlaması 21 Q = U. I v 22 MIG/MAG Kaynağında Ark Boyunun Kendi Kendini Ayarlaması Makina ve Ark Karakteristiklerinin Birlikte Gösterimi Makina karakteristiği Ark karakteristiği

7

8
9 Tel Besleme Hızının (Akımın) Etkisi Tel besleme hızı ile akım şiddeti (amperaj) arasında sabit bir ilişki vardır Tel besleme hızı, amperajı belirler Tel besleme motorunun hızının ayarı ile akım ayarlanır Hızın düşürülmesi, daha az tel erimesine neden olur Genel olarak, yüksek tel besleme hızları kısa ark a, düşük tel hızları ise uzun ark a neden olur Sabit Akımda in Etkisi 1 Düşük Sabit Akımda in Etkisi

10 Sabit Akımda in Etkisi 3 Yüksek Sabit de Tel Hızının (Akımın) Etkisi 1 Düşük Hız (Akım) Sabit de Tel Hızının (Akımın) Etkisi 2 Hız (Akım) Sabit de Tel Hızının (Akımın) Etkisi 3 Yüksek Hız (Akım)
 Etkisi 3 Yüksek Hız (Akım) 39")
 Etkisi 2 Düşük Akım ve Düşük in Uygulama Alanları")
11 Düşük ve Düşük Tel Hızının (Akımın) Etkisi 1 ve Tel Hızının (Akımın) Etkisi Yüksek ve Yüksek Tel Hızının (Akımın) Etkisi 2 Düşük Akım ve Düşük in Uygulama Alanları



12 Akım ve in Uygulama Alanları Yüksek Akım ve Yüksek in Uygulama Alanları MIG/MAG Kaynağında Kaynak Dikiş Profilini Etkileyen Faktörler MIG/MAG kaynağında kaynak dikiş kalitesi ve ekonomiklik, çok sayıda faktör tarafından belirlenir. Aşağıdaki şekilde MIG/MAG kaynağında önemli faktörler ve dikişin değerlendirilme noktaları toplu halde verilmiştir

13 Kontak Borusu-Parça Mesafesi (CTWD = Contact Tube to Work Distance) Kontak Borusu Mesafesinin Etkisi Kontak Borusu Mesafesinin Etkisi - 28 Boru kaynağında kaynak pozisyonunun dikiş profiline etkisi

MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Satın Alma için Zeyilname Duyurusu 1. Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
 Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MAK 3029
 Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
KAYNAK ve KESME MAKiNELERi
 KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
KAYNAK ve KESME MAKiNELERi 2016 ÜRÜN KATALOĞU 1 İÇİNDEKİLER SAYFA PoWerPlus+ MMA / TIG / MIG / Plazma Serisi Makineler Inverter MMA DC Kaynak Makineleri 5-8 Tek Fazlı MIG-MAG Sinerjik Gazaltı Kaynak Makineleri
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
DOĞRU KAYNAK TORCU SEÇİMİ
 DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak Makinaları. Ayarlanabilen süresi ile Spot arc (Punta kaynağı) imkanı sunar.
 imkanı sunar.") Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ
 YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kaynak Yöntemlerinin İki Temel Kategorisi. Ark Kaynağı (Arc Welding=AW) Elektrik Arkı Nedir?
 Elektrik Arkı Nedir?") KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
KAYNAK YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz Kaynağı 4. Diğer Eritme Kaynak Yöntemleri 5. Katı Hal Kaynağı 6.
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
Fiyat Listesi
 Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
Fiyat Listesi 02.01.2018 RV 350 Redresör Kaynak Makinesi 35-350 A %20: 350A %60 : 190A Elektrot Çapı 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
BAHİS II KAYNAK MAKİNALARI
 BAHİS II KAYNAK MAKİNALARI Kaynak postaları veya makinelerinin özellik ve görevleri genel olarak şöylece sıralanabilir: a. Çoğu zaman 110 veya 220 V olan şebeke gerilimini evvelce sözünü ettiğimiz E t
BAHİS II KAYNAK MAKİNALARI Kaynak postaları veya makinelerinin özellik ve görevleri genel olarak şöylece sıralanabilir: a. Çoğu zaman 110 veya 220 V olan şebeke gerilimini evvelce sözünü ettiğimiz E t
DENEY 12 SCR ile İki yönlü DC Motor Kontrolü
 DENEY 12 SCR ile İki yönlü DC Motor Kontrolü DENEYİN AMACI 1. Elektromanyetik rölelerin çalışmasını ve yapısını öğrenmek 2. SCR kesime görüme yöntemlerini öğrenmek 3. Bir dc motorun dönme yönünü kontrol
DENEY 12 SCR ile İki yönlü DC Motor Kontrolü DENEYİN AMACI 1. Elektromanyetik rölelerin çalışmasını ve yapısını öğrenmek 2. SCR kesime görüme yöntemlerini öğrenmek 3. Bir dc motorun dönme yönünü kontrol
OK AristoRod. MAG- Kaynak Teli Üretim Sunumu. OK AristoRod. Tarihçe Alternatifler ASC-Teknolojisi. İçerik;
 OK AristoRod MAG- Kaynak Teli Üretim Sunumu İçerik; OK AristoRod Tarihçe Alternatifler ASC-Teknolojisi OK AristoRod OK AristoRod, Bakır Kaplamasız Kaynak Telleri ailesinin genel ismidir. Robotik, mekanize
OK AristoRod MAG- Kaynak Teli Üretim Sunumu İçerik; OK AristoRod Tarihçe Alternatifler ASC-Teknolojisi OK AristoRod OK AristoRod, Bakır Kaplamasız Kaynak Telleri ailesinin genel ismidir. Robotik, mekanize
Üretim Serisi LogiTIG
 Üretim Serisi LogiTIG Taşınabilir TIG AC/DC Profesyonel Makineler ELECTRODE TIG www.merkle.com.tr TIG DC TIG AC 2 1. Çelik ve Paslanmaz Çelik İçin TIG DC Kaynak Makinesi 2. Alümi Üretim Serisi LogiTIG
Üretim Serisi LogiTIG Taşınabilir TIG AC/DC Profesyonel Makineler ELECTRODE TIG www.merkle.com.tr TIG DC TIG AC 2 1. Çelik ve Paslanmaz Çelik İçin TIG DC Kaynak Makinesi 2. Alümi Üretim Serisi LogiTIG
9- ANALOG DEVRE ELEMANLARI
 9- ANALOG DEVRE ELEMANLARI *ANALOG VE DİJİTAL KAVRAMLARI *Herhangi bir fiziksel olayı ifade eden büyüklüklere işaret denmektedir. *Zaman içerisinde kesintisiz olarak devam eden işaretlere Analog işaret
9- ANALOG DEVRE ELEMANLARI *ANALOG VE DİJİTAL KAVRAMLARI *Herhangi bir fiziksel olayı ifade eden büyüklüklere işaret denmektedir. *Zaman içerisinde kesintisiz olarak devam eden işaretlere Analog işaret
MASİF VE ÖZLÜ TELLE YAPILMIŞ GAZALTI KAYNAK DİKİŞLERİNİN KARŞILAŞTIRMALI OLARAK İNCELENMESİ
 MASİF VE ÖZLÜ TELLE YAPILMIŞ GAZALTI KAYNAK DİKİŞLERİNİN KARŞILAŞTIRMALI OLARAK İNCELENMESİ Fatih KAHRAMAN Temmuz, 2002 İZMİR I MASİF VE ÖZLÜ TELLE YAPILMIŞ GAZALTI KAYNAK DİKİŞLERİNİN KARŞILAŞTIRMALI
MASİF VE ÖZLÜ TELLE YAPILMIŞ GAZALTI KAYNAK DİKİŞLERİNİN KARŞILAŞTIRMALI OLARAK İNCELENMESİ Fatih KAHRAMAN Temmuz, 2002 İZMİR I MASİF VE ÖZLÜ TELLE YAPILMIŞ GAZALTI KAYNAK DİKİŞLERİNİN KARŞILAŞTIRMALI
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
MobiTIG Üretim Serisi
 MobiTIG Üretim Serisi Kompakt Formda Güç Paketleri! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL PLASMA MERKLE www.merkle.com.tr CUTTING ROBOTICS PLA TIG DC TIG AC 1. Çelik ve Paslanmaz Çelik
MobiTIG Üretim Serisi Kompakt Formda Güç Paketleri! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL PLASMA MERKLE www.merkle.com.tr CUTTING ROBOTICS PLA TIG DC TIG AC 1. Çelik ve Paslanmaz Çelik
DENEYLERDE KULLANILACAK LABORATUVAR EKİPMANLARI
 DENEYLERDE KULLANILACAK LABORATUVAR EKİPMANLARI Karamanoğlu Mehmetbey Üniversitesi Elektrik Elektronik Mühendisliği Bölümü Devre ve Elektronik Laboratuvarında yer alan her bir masada aşağıda isim ve özellikleri
DENEYLERDE KULLANILACAK LABORATUVAR EKİPMANLARI Karamanoğlu Mehmetbey Üniversitesi Elektrik Elektronik Mühendisliği Bölümü Devre ve Elektronik Laboratuvarında yer alan her bir masada aşağıda isim ve özellikleri
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
11.1. ELEKTRONİK ATEŞLEME SİSTEMLERİ ( ELECTRONIC IGNATION )
") 11. DİĞER ELEKTRONİK SİSTEMLER 11.1. ELEKTRONİK ATEŞLEME SİSTEMLERİ ( ELECTRONIC IGNATION ) Elektronik ateşlemenin diğerlerinden farkı, motorun her durumda ateşleme zamanlamasının hassas olarak hesaplanabilmesidir.
11. DİĞER ELEKTRONİK SİSTEMLER 11.1. ELEKTRONİK ATEŞLEME SİSTEMLERİ ( ELECTRONIC IGNATION ) Elektronik ateşlemenin diğerlerinden farkı, motorun her durumda ateşleme zamanlamasının hassas olarak hesaplanabilmesidir.
AKÜ ŞARJ REDRESÖRLERİ
 MONOFAZE GİRİŞ: GEMTA GRR1000-LH Serisi redresörler, elektrik şebekelerinde, telefon santrallerinde ve benzeri yerlerde DC gerilim ihtiyacını karşılama ve aküleri tam şarjlı olarak tutmakta kullanılırlar.
MONOFAZE GİRİŞ: GEMTA GRR1000-LH Serisi redresörler, elektrik şebekelerinde, telefon santrallerinde ve benzeri yerlerde DC gerilim ihtiyacını karşılama ve aküleri tam şarjlı olarak tutmakta kullanılırlar.
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
WWW.ER-CE.NET Rev. 2011 SUPERCOMBINATA SC1 40/1. İŞLEME ÇAPLARI ( Ø 42 mm den Ø 400 mm ye kadar) AKSESUARLAR. EKSTRA KiTLER. Kod Açıklama.
 AKSESUARLAR. EKSTRA KiTLER. Kod Açıklama.") SUPERCOMBINATA SC1 40/1 ( Ø 42 mm den Ø 400 mm ye kadar) SUPERCOMBINATA serisi ağır ekipmanların yenileştirme ve onarım hizmetlerinde artan taleplere cevap verebilmek için imal edilmiştir. Portatif makinalarımız
SUPERCOMBINATA SC1 40/1 ( Ø 42 mm den Ø 400 mm ye kadar) SUPERCOMBINATA serisi ağır ekipmanların yenileştirme ve onarım hizmetlerinde artan taleplere cevap verebilmek için imal edilmiştir. Portatif makinalarımız
Doküman No: KK-PS R2-TR CODESEC PS120 GÜÇ KAYNAĞI ÜNİTESİ KURULUM VE KULLANICI KILAVUZU. Doc: KK-PS R2-TR
 Doküman No: KK-PS120-0117-R2-TR CODESEC PS120 GÜÇ KAYNAĞI ÜNİTESİ KURULUM VE KULLANICI KILAVUZU Doc: KK-PS120-0117-R2-TR DİZİN TEKNİK ÖZELLİKLER... 3 1. GENEL AÇIKLAMA... 4 2. TANIMLAR... 4 3. KURULUM,
Doküman No: KK-PS120-0117-R2-TR CODESEC PS120 GÜÇ KAYNAĞI ÜNİTESİ KURULUM VE KULLANICI KILAVUZU Doc: KK-PS120-0117-R2-TR DİZİN TEKNİK ÖZELLİKLER... 3 1. GENEL AÇIKLAMA... 4 2. TANIMLAR... 4 3. KURULUM,
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
İNVERTER ENTEGRELİ MOTORLAR
 İNVERTER ENTEGRELİ MOTORLAR ENTEGRE MOTOR ÇÖZÜMLERİ Günümüzde enerji kaynakları hızla tükenirken enerjiye olan talep aynı oranda artmaktadır. Bununla beraber enerji maliyetleri artmakta ve enerjinin optimum
İNVERTER ENTEGRELİ MOTORLAR ENTEGRE MOTOR ÇÖZÜMLERİ Günümüzde enerji kaynakları hızla tükenirken enerjiye olan talep aynı oranda artmaktadır. Bununla beraber enerji maliyetleri artmakta ve enerjinin optimum
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
Rutil Elektrodlar. Bazik Elektrodlar. Selülozik Elektrodlar
 Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
Rutil Elektrodlar Bazik Elektrodlar Selülozik Elektrodlar Demir Tozlu Elektrodlar Düşük Alaşımlı Yüksek Dayanımlı Elektrodlar Paslanmaz Çelik Elektrodları Demirdışı Metal Elektrodları Dökme Demir Elektrodları
KAYNAK MAKİNALARINDAKİ SON GELİŞMELER VE KAYNAK KALİTESİNE ETKİLERİ
 KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 133 KAYNAK MAKİNALARINDAKİ SON GELİŞMELER VE KAYNAK KALİTESİNE ETKİLERİ * ProfJOr. Süleyman KARADENİZ, ** Mak.Müh.Hakan GÜNAY ÖZET Kaliteli bir kaynak dikişi için
KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 133 KAYNAK MAKİNALARINDAKİ SON GELİŞMELER VE KAYNAK KALİTESİNE ETKİLERİ * ProfJOr. Süleyman KARADENİZ, ** Mak.Müh.Hakan GÜNAY ÖZET Kaliteli bir kaynak dikişi için
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
ISC. Sekonder Darbeli Kırıcılar. Yüksek performans, mükemmel kübik ürünler. s e r i s i
 ISC s e r i s i Sekonder Darbeli Kırıcılar Yüksek performans, mükemmel kübik ürünler ISC serisi sekonder darbeli kırıcılar, benzersiz ağır hizmet tipi 4 bıçaklı rotor dizaynı ve kırıcı gövde tasarımı ile
ISC s e r i s i Sekonder Darbeli Kırıcılar Yüksek performans, mükemmel kübik ürünler ISC serisi sekonder darbeli kırıcılar, benzersiz ağır hizmet tipi 4 bıçaklı rotor dizaynı ve kırıcı gövde tasarımı ile
HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR
 HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR www.ogenmakina.com Ogen-2010 1.HİDROLİK EĞİTİM SETİ EKİPMANLARI eğitim seti, eğitim masası, sunum seti, hidrolik güç ünitesi ve kontrol ünitesi üzere dört ana kısımdan
HİDROLİK EĞİTİM SETİ TEMEL DONANIMLAR www.ogenmakina.com Ogen-2010 1.HİDROLİK EĞİTİM SETİ EKİPMANLARI eğitim seti, eğitim masası, sunum seti, hidrolik güç ünitesi ve kontrol ünitesi üzere dört ana kısımdan
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ
 DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
Fiyat Listesi
 Fiyat Listesi 17.05.2017 RV 350 Redresör Kaynak Makinesi 35-350 A Elektrot Çapı %20: 350A %60 : 190A 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
Fiyat Listesi 17.05.2017 RV 350 Redresör Kaynak Makinesi 35-350 A Elektrot Çapı %20: 350A %60 : 190A 26 kva 72 VDC 540*800*640 mm 2,5-3,25-4.00-5.00 mm 115 Kg 5 m Kaynak Kablosu ve Pensesi Stok Kodu 1.01.01.00.0005
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
/ Akü Şarj Sistemleri / Kaynak Teknolojisi / Solar Elektronik. YÜKSEK PERFORMANS KAYNAKLARI. / CMT Twin, Time, LaserHybrid ve TimeTwin teknolojileri.
 / Akü Şarj Sistemleri / Kaynak Teknolojisi / Solar Elektronik YÜKSEK PERFORMANS KAYNAKLARI. / CMT Twin, Time, LaserHybrid ve TimeTwin teknolojileri. 2 / Hakkımızda / 1950 yılından bu yana ark kaynağına
/ Akü Şarj Sistemleri / Kaynak Teknolojisi / Solar Elektronik YÜKSEK PERFORMANS KAYNAKLARI. / CMT Twin, Time, LaserHybrid ve TimeTwin teknolojileri. 2 / Hakkımızda / 1950 yılından bu yana ark kaynağına
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
KZ MEKATRONİK. Temel Elektrik Elektronik Eğitim Seti Ana Ünite
 Ana Ünite ana ünitesi, analog uygulamalar, dijital uygulamalar ve temel devre analizi uygulamalarının yapılabileceği şekilde çantalı ve masa üstü kullanıma uygun yapıda tasarlanmıştır. İsteğe bağlı olarak
Ana Ünite ana ünitesi, analog uygulamalar, dijital uygulamalar ve temel devre analizi uygulamalarının yapılabileceği şekilde çantalı ve masa üstü kullanıma uygun yapıda tasarlanmıştır. İsteğe bağlı olarak
GAZALTI KAYNAK YÖNTEMLERİ
 GAZALTI KAYNAK YÖNTEMLERİ Yrd. Doç. Dr. İbrahim ERTÜRK İÇİNDEKİLER 1. BÖLÜM... 1 2. BÖLÜM... 4 2.1. TIG Kaynak Donanımı... 6 2.2. Kaynak Torçları... 8 2.3. Hava Soğutmalı Torçlar... 9 2.4. Su Soğutmalı
GAZALTI KAYNAK YÖNTEMLERİ Yrd. Doç. Dr. İbrahim ERTÜRK İÇİNDEKİLER 1. BÖLÜM... 1 2. BÖLÜM... 4 2.1. TIG Kaynak Donanımı... 6 2.2. Kaynak Torçları... 8 2.3. Hava Soğutmalı Torçlar... 9 2.4. Su Soğutmalı
BÖLÜM X OSİLATÖRLER. e b Yükselteç. Be o Geri Besleme. Şekil 10.1 Yükselteçlerde geri besleme
 BÖLÜM X OSİLATÖRLER 0. OSİLATÖRE GİRİŞ Kendi kendine sinyal üreten devrelere osilatör denir. Böyle devrelere dışarıdan herhangi bir sinyal uygulanmaz. Çıkışlarında sinüsoidal, kare, dikdörtgen ve testere
BÖLÜM X OSİLATÖRLER 0. OSİLATÖRE GİRİŞ Kendi kendine sinyal üreten devrelere osilatör denir. Böyle devrelere dışarıdan herhangi bir sinyal uygulanmaz. Çıkışlarında sinüsoidal, kare, dikdörtgen ve testere
KAYNAK MAKĐNALRINDAKĐ SON GELĐŞMELER VE KAYNAK KALĐTESĐNE ETKĐLERĐ
 KAYNAK MAKĐNALRINDAKĐ SON GELĐŞMELER VE KAYNAK KALĐTESĐNE ETKĐLERĐ Süleyman KARADENĐZ*, Hkan GÜNAY** * Prof. Dr., Dokuz Eylül Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü ** Mak. Müh.,
KAYNAK MAKĐNALRINDAKĐ SON GELĐŞMELER VE KAYNAK KALĐTESĐNE ETKĐLERĐ Süleyman KARADENĐZ*, Hkan GÜNAY** * Prof. Dr., Dokuz Eylül Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü ** Mak. Müh.,
Since Metal kesmede bir dünya markası
 Since 197 Metal kesmede bir dünya markası Since 197 Kullanıcı Dostu Tavsiyeler 196 Since 197 Cutmaster 12 Plus Plazma Kesme Makinaları Temaslı Kesim Temassız Kesim Kanal Açma 220V Temiz Kesim 12mm Maksimum
Since 197 Metal kesmede bir dünya markası Since 197 Kullanıcı Dostu Tavsiyeler 196 Since 197 Cutmaster 12 Plus Plazma Kesme Makinaları Temaslı Kesim Temassız Kesim Kanal Açma 220V Temiz Kesim 12mm Maksimum
ER 3B ULTRA VİYOLE DEDEKTÖR
 ER 3B ULTRA VİYOLE DEDEKTÖR İnsan gözü 380 ile 760 nm. Gibi dar bir kuşak arasındaki elektro manyetik dalgalara duyarlıdır. Bu kuşak görülür alan olarak adlandırılmaktadır. Görülür alanın altında mor ötesi
ER 3B ULTRA VİYOLE DEDEKTÖR İnsan gözü 380 ile 760 nm. Gibi dar bir kuşak arasındaki elektro manyetik dalgalara duyarlıdır. Bu kuşak görülür alan olarak adlandırılmaktadır. Görülür alanın altında mor ötesi
Since Metal kesmede bir dünya markası
 Since 197 Metal kesmede bir dünya markası Birlikteysek Gücümüz Değerli Since 197 Kullanıcı Dostu Tavsiyeler 196 Since 197 Cutmaster 12 Plus Birlikteysek Gücümüz Değerli Plazma Kesme Makinaları Temaslı
Since 197 Metal kesmede bir dünya markası Birlikteysek Gücümüz Değerli Since 197 Kullanıcı Dostu Tavsiyeler 196 Since 197 Cutmaster 12 Plus Birlikteysek Gücümüz Değerli Plazma Kesme Makinaları Temaslı
19. ÜNİTE KUVVET DAĞITIM TABLOLARI
 19. ÜNİTE KUVVET DAĞITIM TABLOLARI KONULAR 1. KUVVET DAĞITIM TABLOSUNDAKİ MALZEMELER VE ÖZELLİKLERİ 2. KUVVET DAĞITIM TABLOSUNDAKİ BAĞLANTILAR 19.1 KUVVET DAĞITIM TABLOSUNDAKİ MALZEMELER VE ÖZELLİKLERİ
19. ÜNİTE KUVVET DAĞITIM TABLOLARI KONULAR 1. KUVVET DAĞITIM TABLOSUNDAKİ MALZEMELER VE ÖZELLİKLERİ 2. KUVVET DAĞITIM TABLOSUNDAKİ BAĞLANTILAR 19.1 KUVVET DAĞITIM TABLOSUNDAKİ MALZEMELER VE ÖZELLİKLERİ
Servo Motor. Servo Motorların Kullanıldığı Yerler
 Servo Motor Tanımı: 1 devir/dakikalık hız bölgelerinin altında bile kararlı çalışabilen, hız ve moment kontrolü yapan yardımcı motorlardır. Örneğin hassas takım tezgâhlarında ilerleme hareketleri için
Servo Motor Tanımı: 1 devir/dakikalık hız bölgelerinin altında bile kararlı çalışabilen, hız ve moment kontrolü yapan yardımcı motorlardır. Örneğin hassas takım tezgâhlarında ilerleme hareketleri için
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE ETKİSİNİN İNCELENMESİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
DF Serisi Fren. Manyetik Frenler. Çalışma Prensipleri. oluşturulur. Fren elektromagnetik alanla serbest kalır.
 DF Serisi Fren Redüktörler - Kasnaklar - Kamalar - Kaplinler - Burçlar - Kovanlar - Elektrik ları - Zincirler - Dişliler - Yataklı Rulmanlar - - Kayışlar Çalışma Prensipleri 12 10 4 5 7 11 2 3 8 1 Baskı
DF Serisi Fren Redüktörler - Kasnaklar - Kamalar - Kaplinler - Burçlar - Kovanlar - Elektrik ları - Zincirler - Dişliler - Yataklı Rulmanlar - - Kayışlar Çalışma Prensipleri 12 10 4 5 7 11 2 3 8 1 Baskı
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
Güç elektroniği elektrik mühendisliğinde enerji ve elektronik bilim dalları arasında bir bilim dalıdır.
 3. Bölüm Güç Elektroniğinde Temel Kavramlar ve Devre Türleri Doç. Dr. Ersan KABALC AEK-207 GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ Güç Elektroniğine Giriş Güç elektroniği elektrik mühendisliğinde enerji ve
3. Bölüm Güç Elektroniğinde Temel Kavramlar ve Devre Türleri Doç. Dr. Ersan KABALC AEK-207 GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ Güç Elektroniğine Giriş Güç elektroniği elektrik mühendisliğinde enerji ve
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
MESAFE VE KONUM ALGILAYICILARI
 MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
MESAFE VE KONUM ALGILAYICILARI Mesafe (veya yer değiştirme) algılayıcıları birçok farklı türde ölçüm sistemini temel alabilir. Temassız tip mesafe algılayıcıları imalat sanayinde geniş kullanım alanına
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG-MAG İLE POZİSYON KAYNAKLARI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG-MAG İLE POZİSYON KAYNAKLARI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
ENC50-8 MAGNET- KONTROL SİSTEMİ TEKNİK PLAN
 ENC50-8 MAGNET- KONTROL SİSTEMİ TEKNİK PLAN ENC serisi magnet kontrol sistemleri yoğun proseslerde elektromagnetleri çalıştırmak için geliştirilmiştir. Ana kontrol/güç devrelerinde kontaktör kullanılmayan
ENC50-8 MAGNET- KONTROL SİSTEMİ TEKNİK PLAN ENC serisi magnet kontrol sistemleri yoğun proseslerde elektromagnetleri çalıştırmak için geliştirilmiştir. Ana kontrol/güç devrelerinde kontaktör kullanılmayan
Transpuls synergic 2700
 / Perfect Welding / Solar Energy / Perfect Charging Transpuls synergic 2700 / MIG/MAG-, TIG DC & Örtülü Elektrot Kaynağı GENEL KULLANIM Yüksek performanslı bir sistem / TPS 2700 çok özel bir Güç kaynağıdır.
/ Perfect Welding / Solar Energy / Perfect Charging Transpuls synergic 2700 / MIG/MAG-, TIG DC & Örtülü Elektrot Kaynağı GENEL KULLANIM Yüksek performanslı bir sistem / TPS 2700 çok özel bir Güç kaynağıdır.