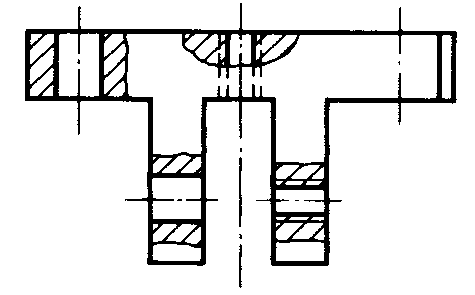
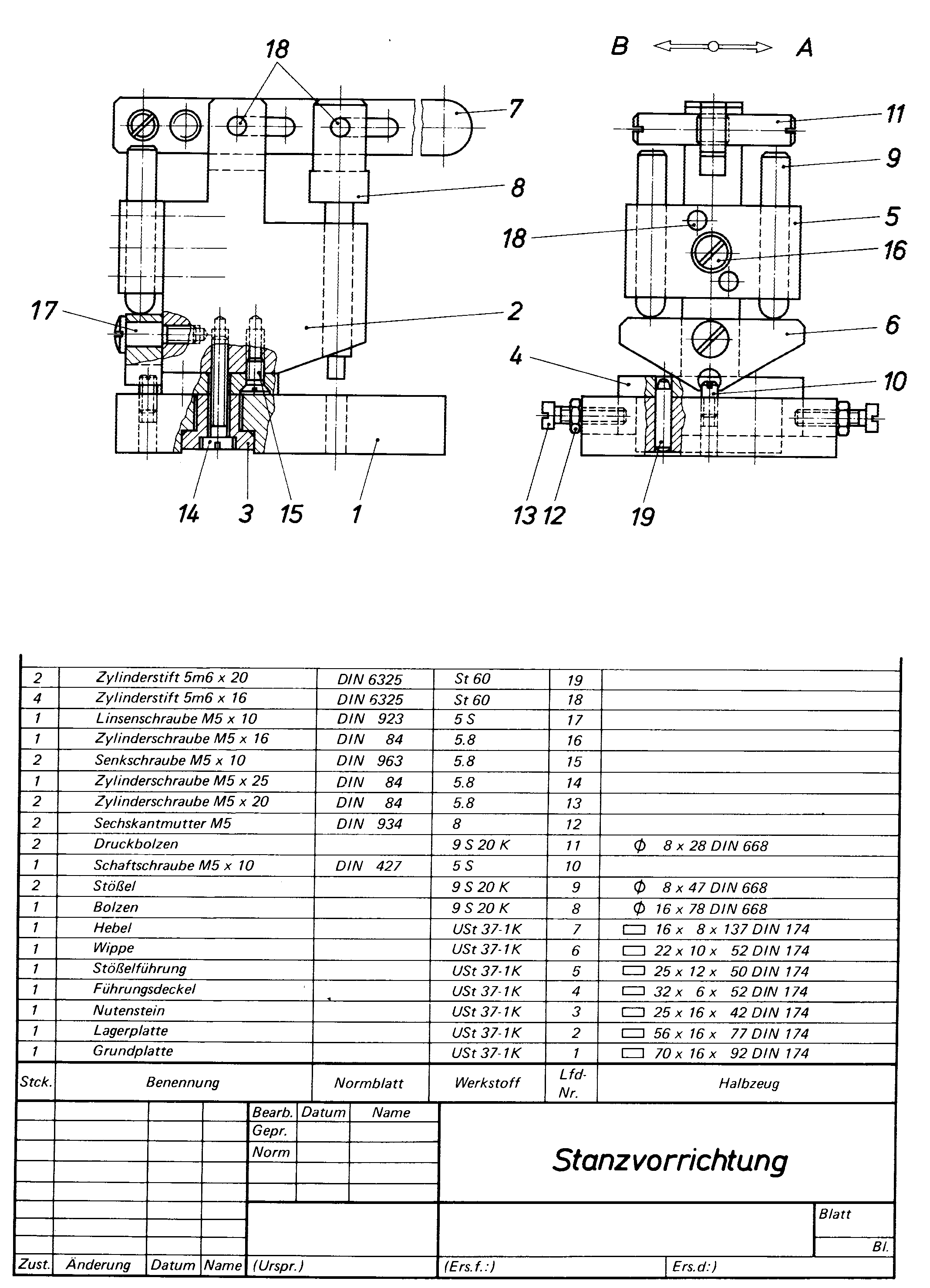
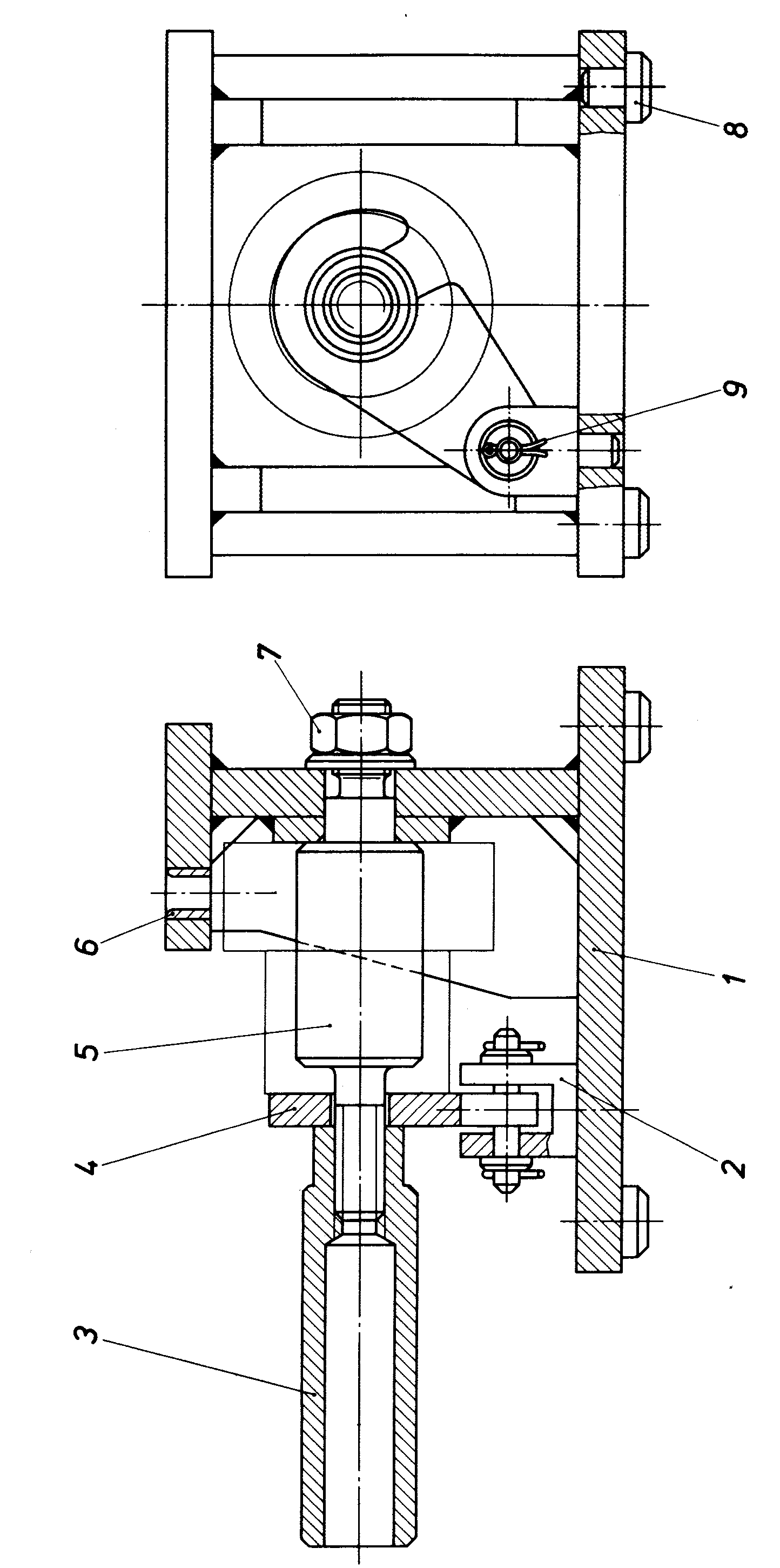
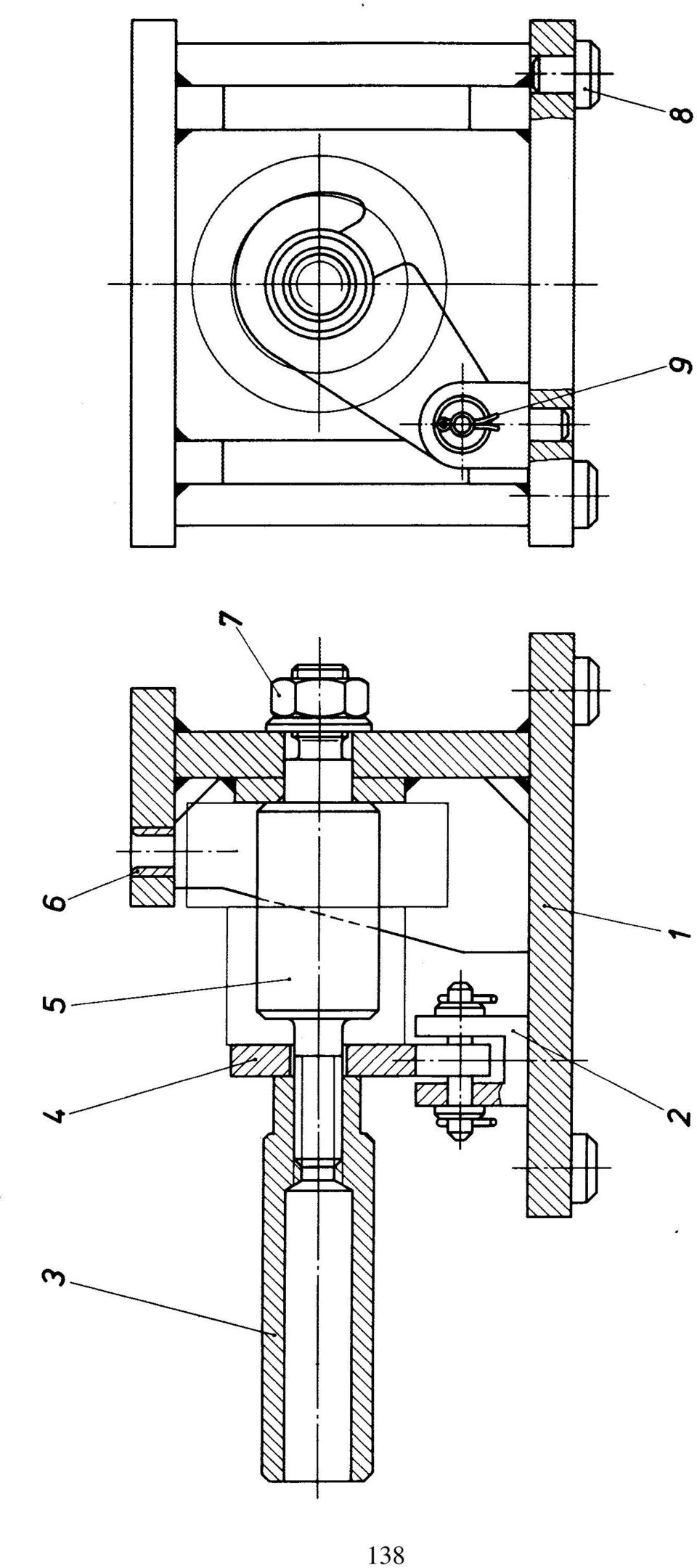
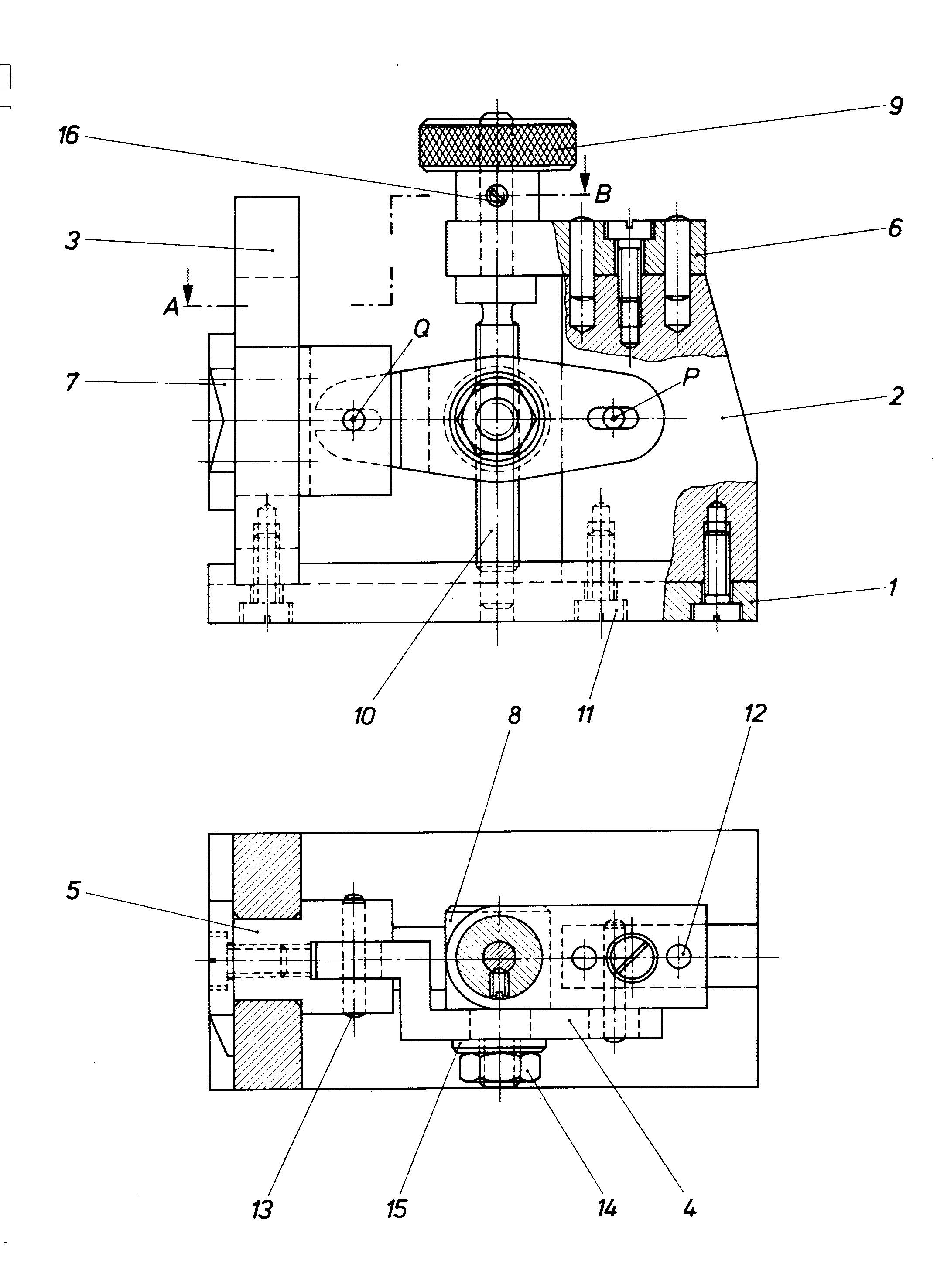
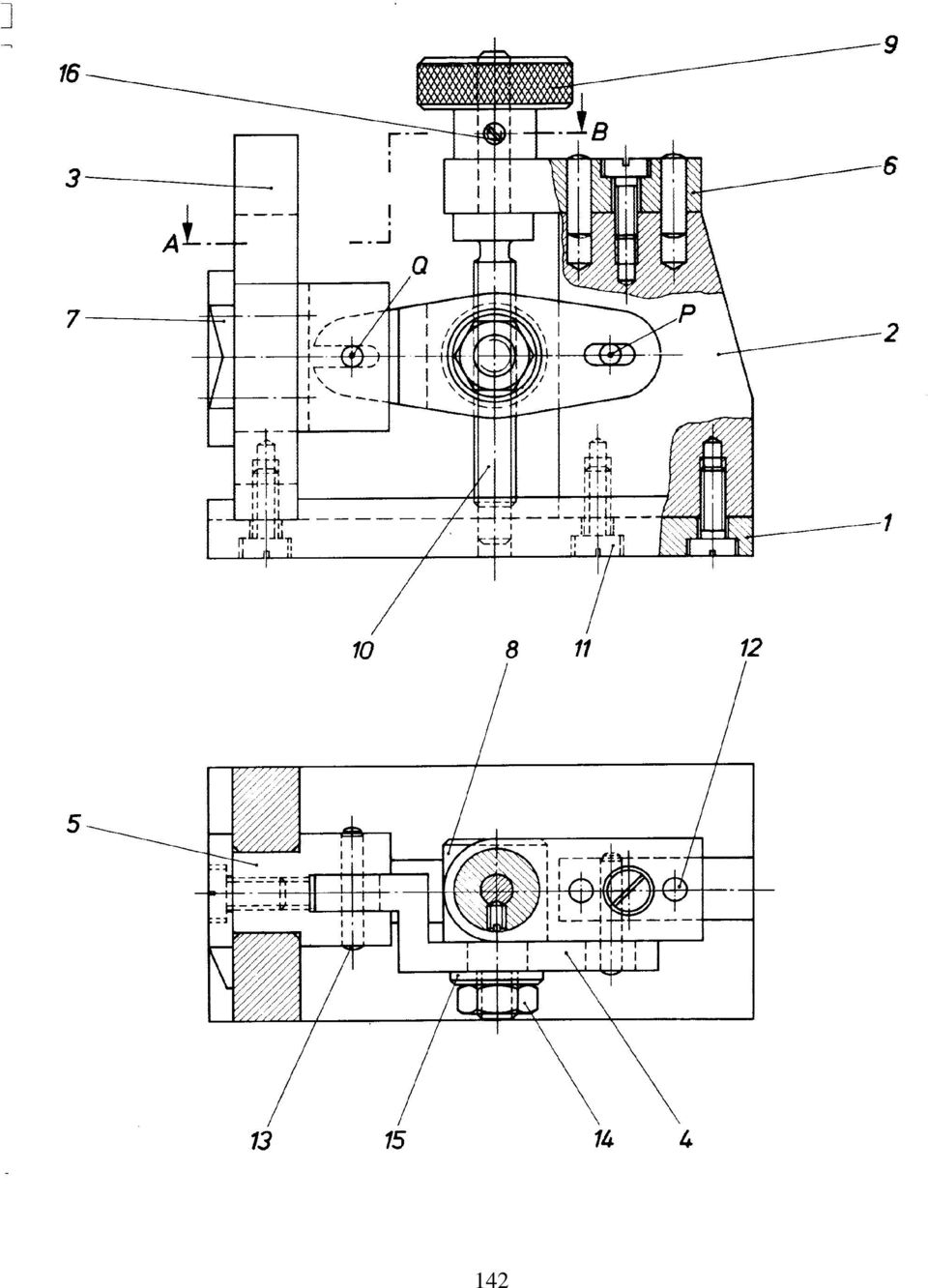
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
|
|
|
- Hande Karadere
- 9 yıl önce
- İzleme sayısı:
Transkript



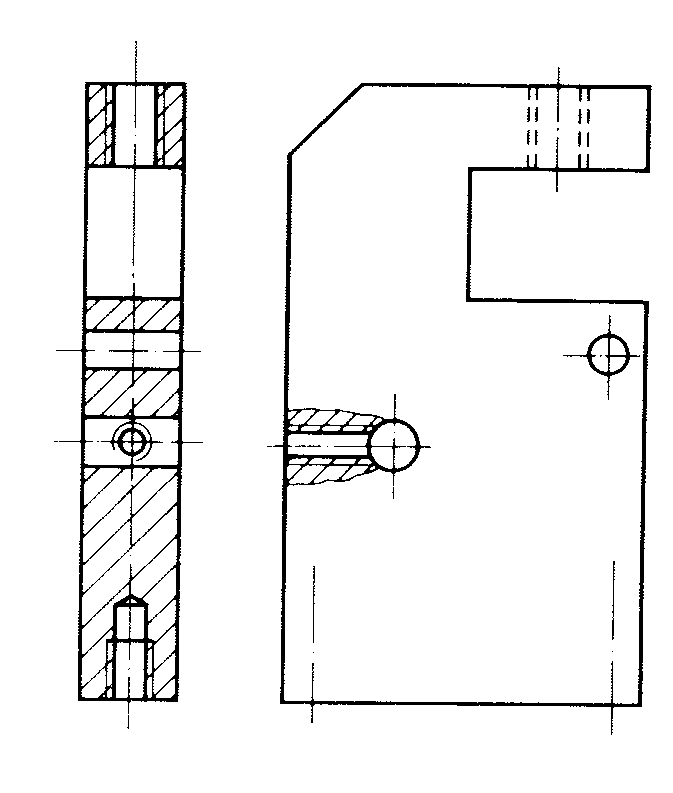
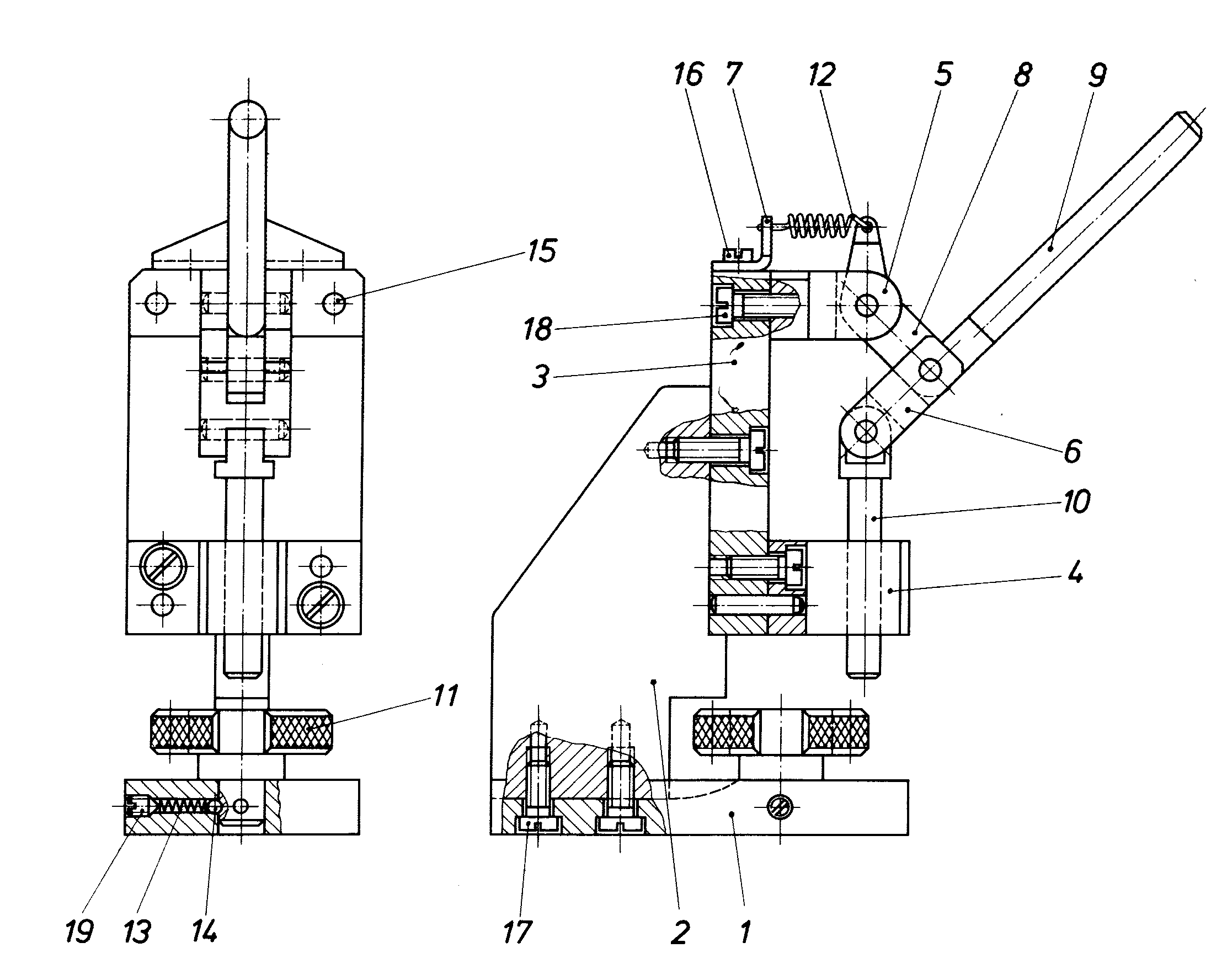
1 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123

2 124




3 0386 Aşağıdakilerden hangisi şekil A'ya göre 6 nolu parçanın doğru görünüşüdür? 0387 Aşağıdakilerden hangisi şekil A ya göre 1 nolu parçanın doğru görünüşüdür? 0388 Aşağıdakilerden hangisi şekil A'ya göre doğru görünüşüdür? 125

4 126
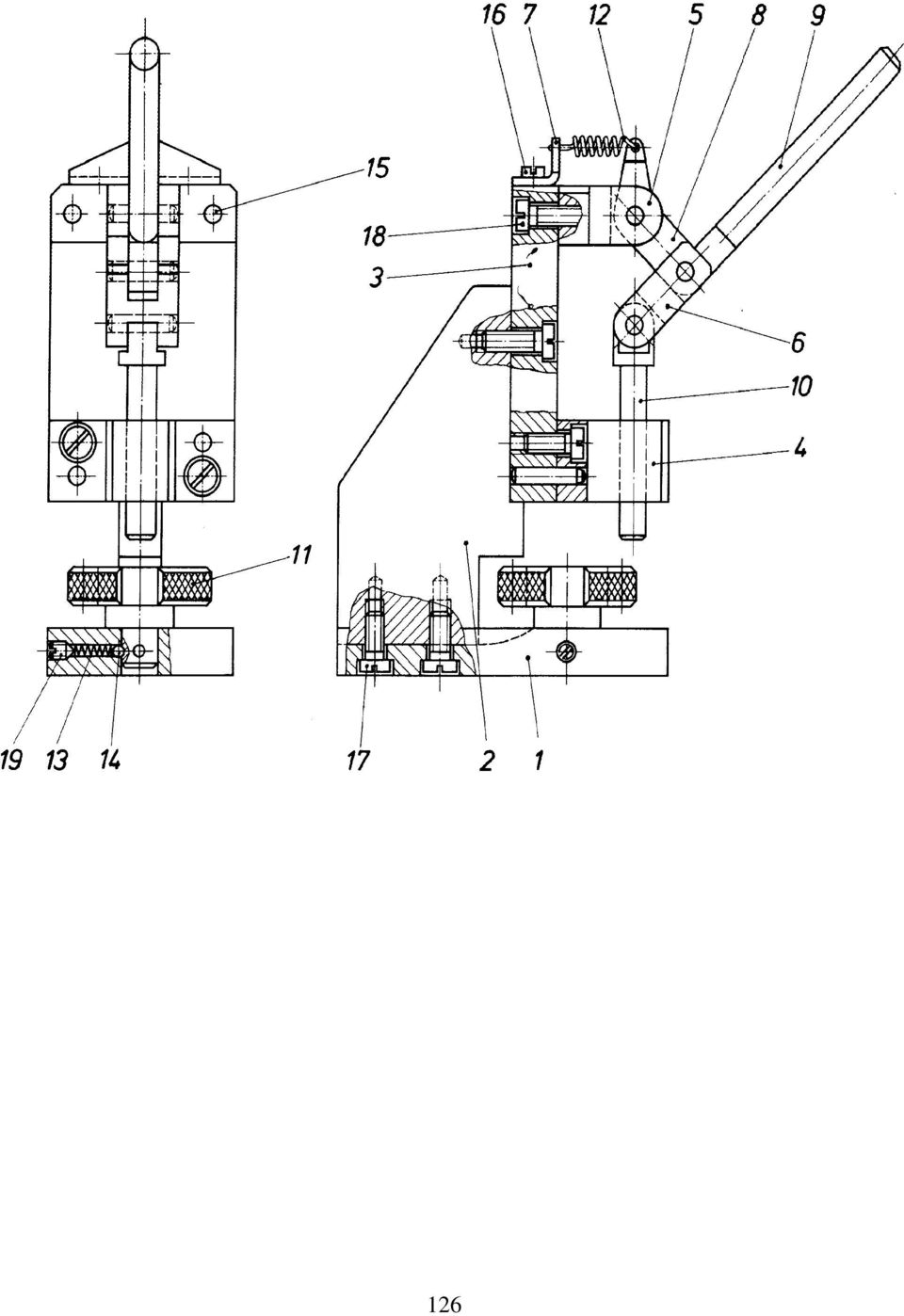
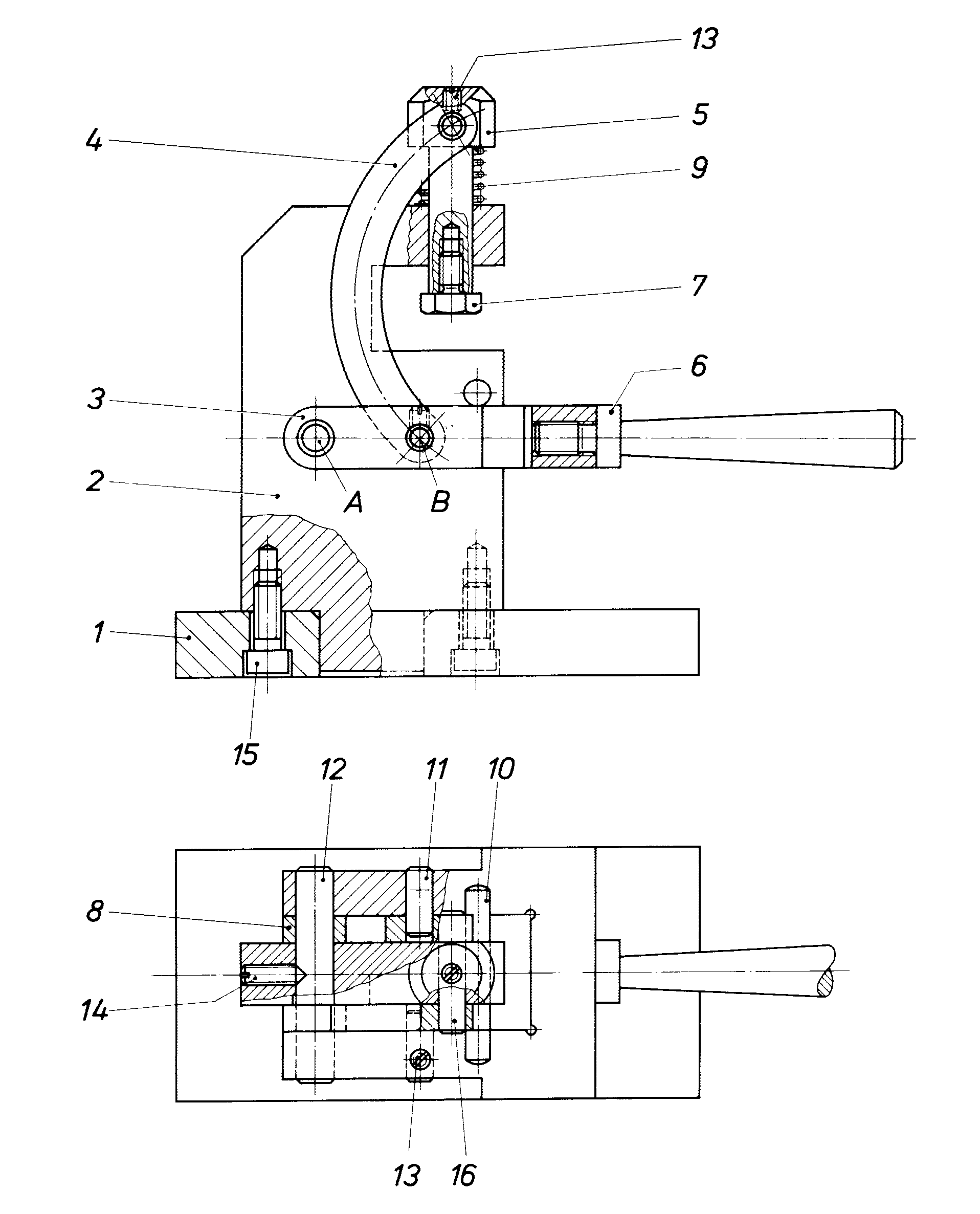
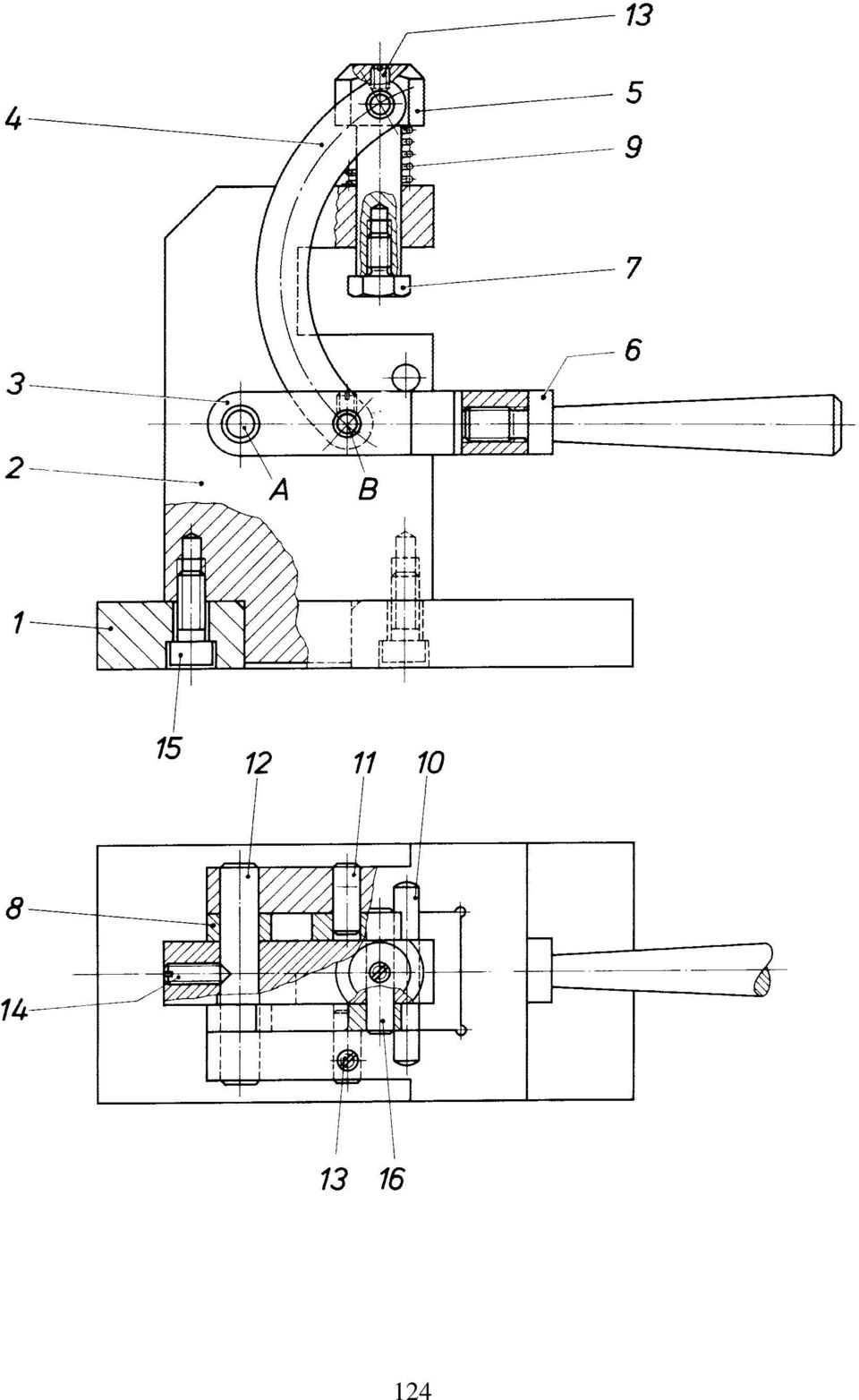
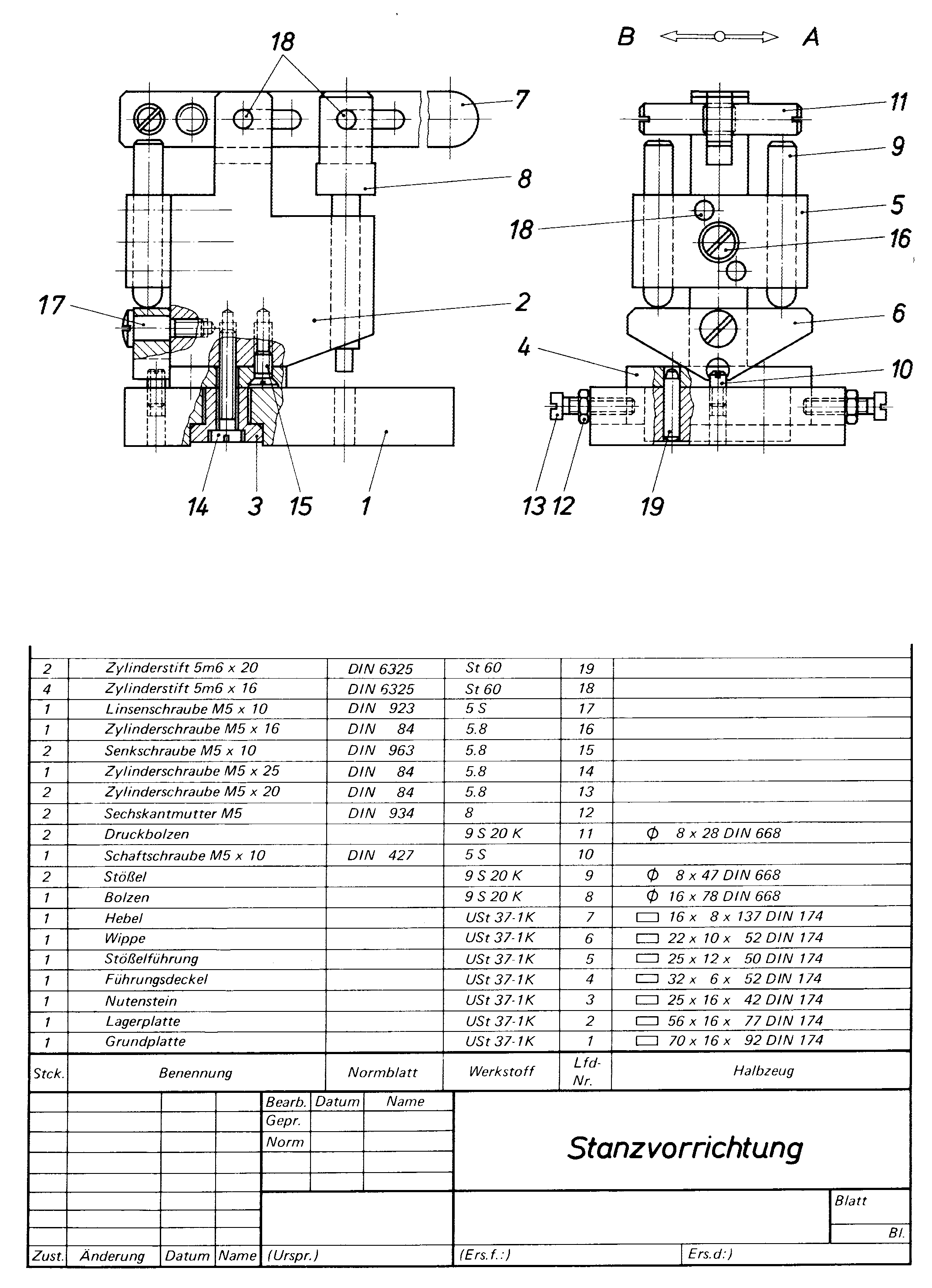
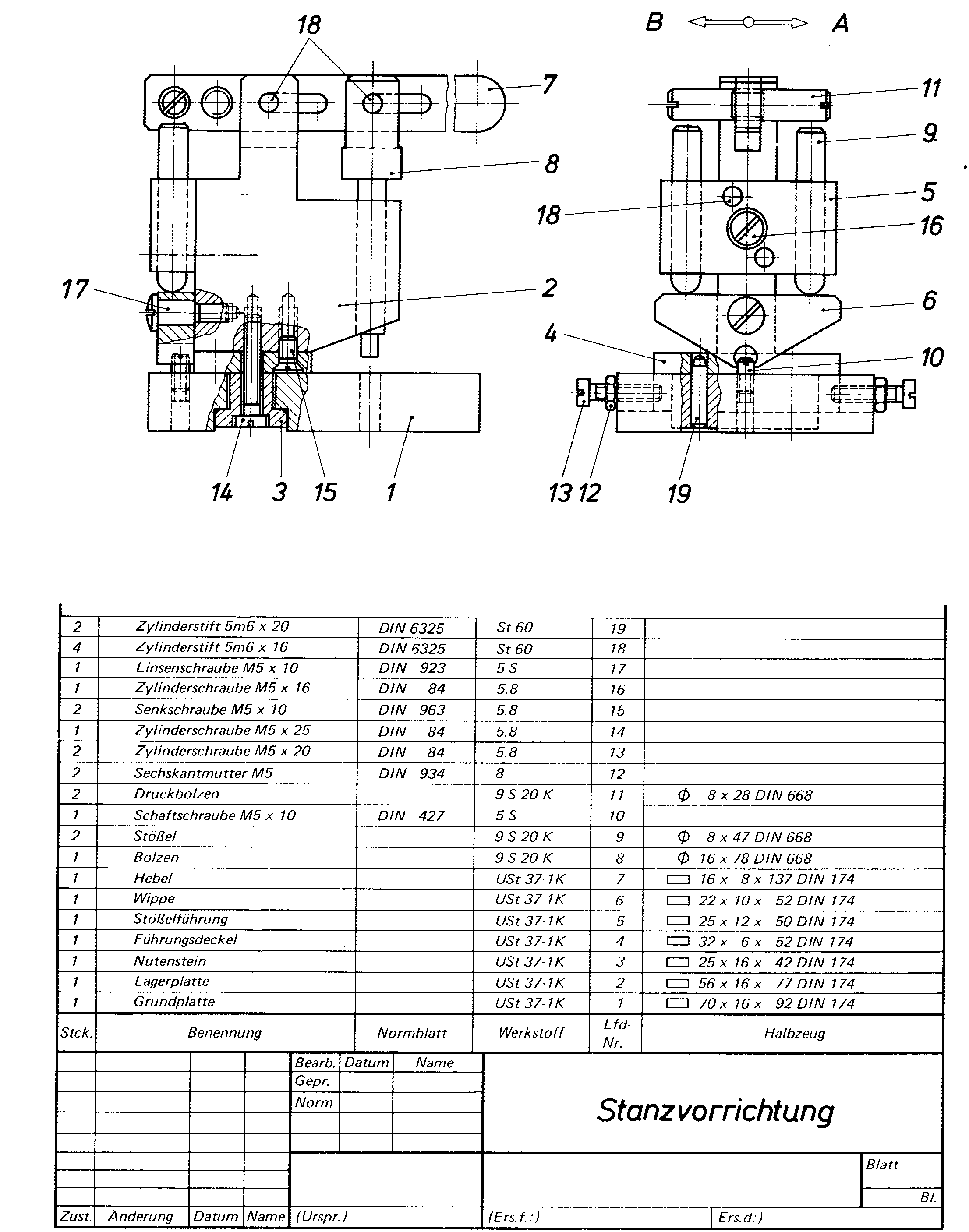
5 nolu manivela kolunun aşağı çalışmasıyla aşağıdakilerden hangisi gerçekleşir nolu yay ile basılır 2-10 nolu zımba aşağı doğru basılı 3-11 nolu döner tabla üste doğru yükselir 4-10 nolu zımba yukarı doğru çıkar 5-10 nolu zımbayla dingil gövdesi döner nolu parça hangi amaçla kullanılır, görevi nedir? 1- Kaldırma tertibatı vasıtasıyla 14 nolu zımbanın aşağı-yukarı hareketlerini sağlar. 2- Zımbanın sadece aşağı basıncı sağlar 3- Zımbanın beklemeden kalkmasını sağlar 4-9 nolu parçanın 5 nolu silindir saplaması vasıtasıyla aşağı düşmesini engeller 5- Zımba çalışma tertibatının kaba titreşimini hafifletmek amacıyla koyulmuştur nolu bilyanın görevi nedir? 1-11 nolu döner tablasının sınırlı durmasını tespit etmek 2- Döner tablanın sökülmesini sağlamak 3- Döner tablanın otomatik olarak dönmesini sağlamak 4- Zımbalama işleminin darbesini hafifletmek 5- Sabit basıncı azaltmak ve 11 nolu parçanın ara boşluğuna sıkışmasını engellemek nolu parçanın daha büyük bir kuvvet uygulamasını sağlayan parça hangisidir? w 1-10 parçanın boyunun uzun olması 2-9 nolu parçanın boyunun uzun olması 3-6 nolu parçanın boyunun uzun olması 4-8 nolu silindir saplamasının mesafesini kısa oluşu 5-5 nolu parçanın hareketli oluşu 0393 Aşağıdakilerden hangisi söküldüğünde 11 nolu parçanın çalışmasını engellemez? 1- Parça 1 2- Parça 13,14 3- Parça 10,13,14 4- Parça 4,10,13, nolu parça sökülebilir olduğundan sabit değildir o yüzden hiçbiri etkilemez nolu parça nasıl yapılmıştır? 1- Parçadan sadece talaş kaldırılmıştır 2- Kum kalıbında dökülmüştür 3- Kalıpta dövülmüştür 4- Saç oyularak yapılıp pah kırılmıştır 5- Dirsek profili oyulmuştur 127

6 128


7 0395 Aşağıdaki makine parçalarından hangisi 13 nolu parçanın adı olabilir. 396 Aşağıdaki verilen nominal değerli verilere göre aba alışmaya uygun şık aşağıdakilerden hangisidir? 1- Silindirik basınç yayı 2- Silindirik geçme yayı 3 3- Karösöri yayı 4- Döner yay 5- Konik yay diski 1- Parça 4 Parça F7 j6 3- F7 m6 4- H7 m6 5- H7 g6 6- K7 f Şekil A2ya göre aşağıdakilerden hangisi hazır alınmalıdır? (silindir bazlı cıvatası) 0398 Şekil A'ya göre aşağıdaki parçalardan hangisi hazır alam saplamalıdır? 1- Parça 7 2- Parça 8 3- Parça 9 4- Parça Parça Şekil A'ya göre Aşağıdakilerden hangisi 1 nolu parçanın gerçek görünüşüdür? 1- Parça 4 2- Parça 5 3- Parça 6 4- Parça 7 5- Parça 8 129

8 130





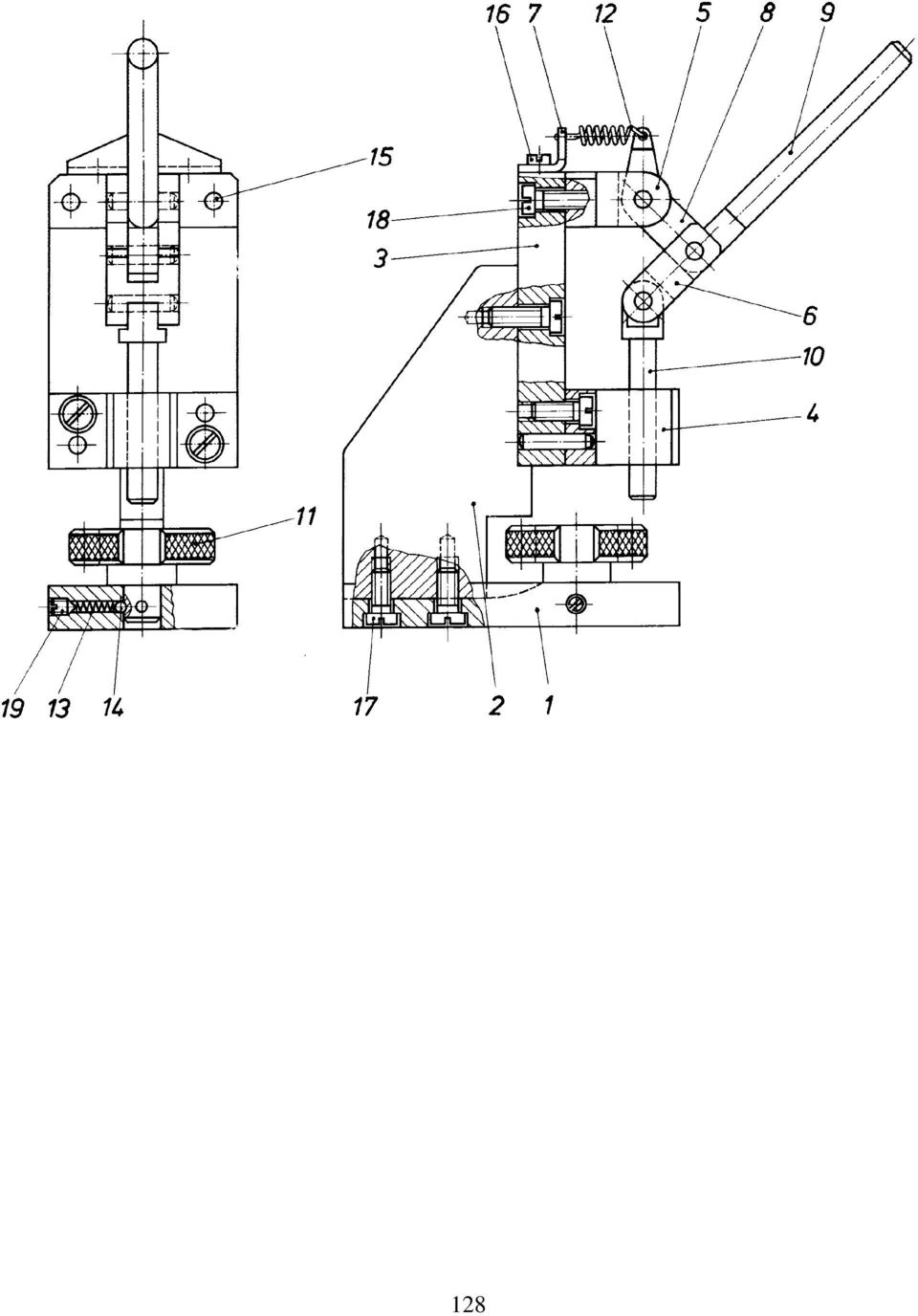
9 0400 Şekil A'ya göre aşağıdakilerden hangisi 4 nolu parça deliğinin doğru çizilmiş halidir? 0401 Şekil A ya göre aşağıdakilerden hangisi 5 nolu parça deliğinin doğru çizilmiş halidir? 0402 Şekil A'ya göre aşağıdakilerden hangisi 6 nolu parçanın doğru görünüşüdür? 131

10 132
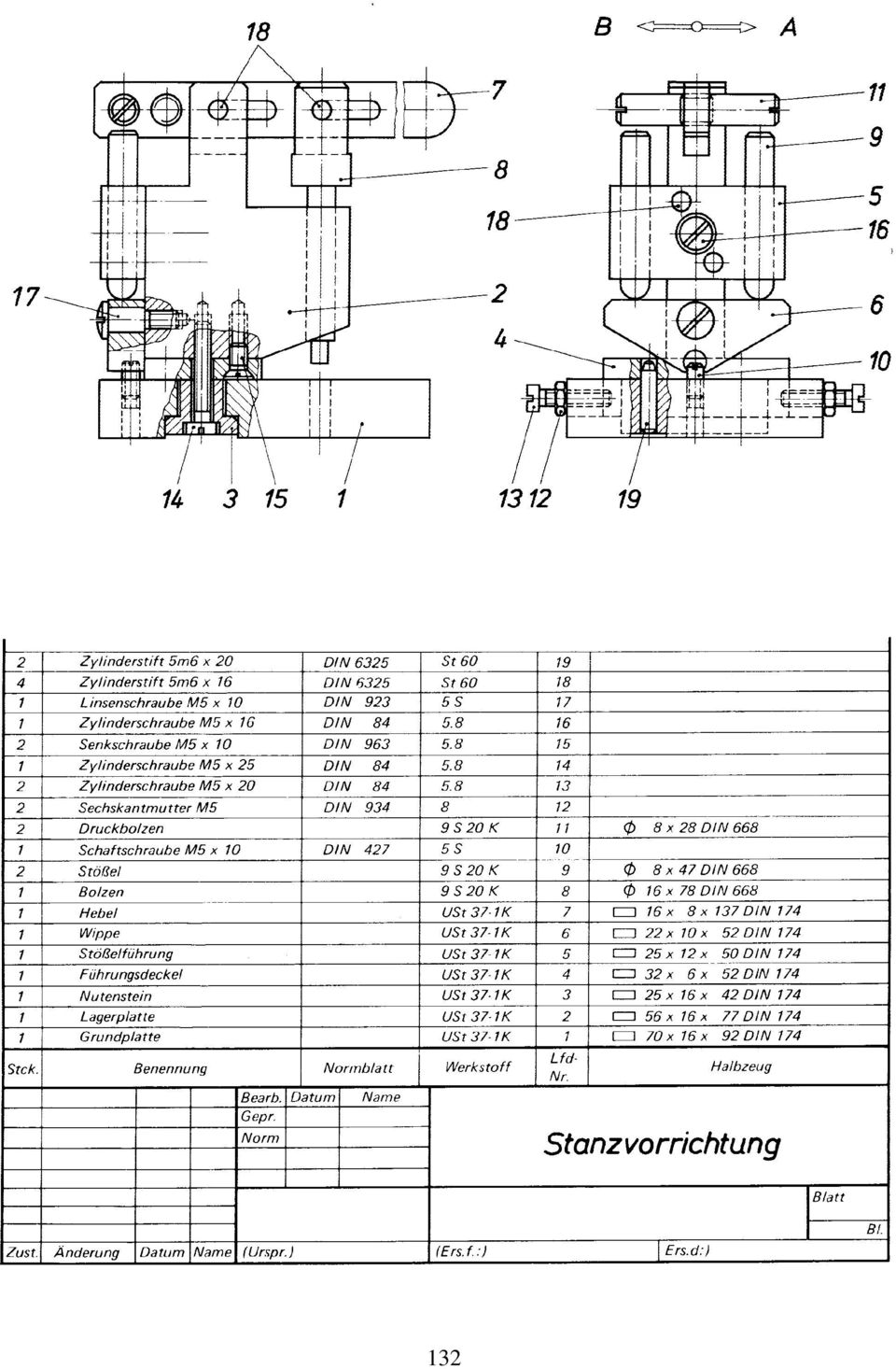


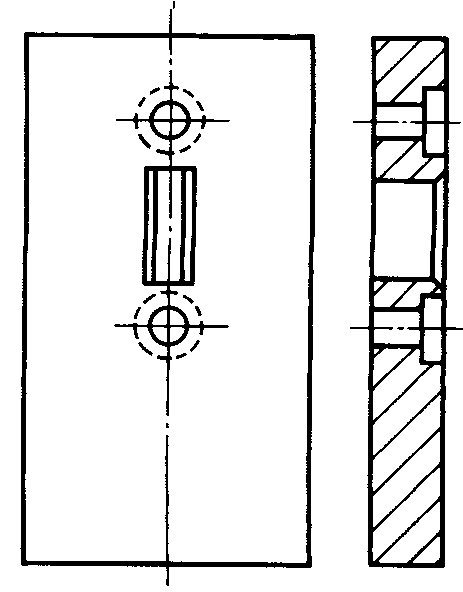
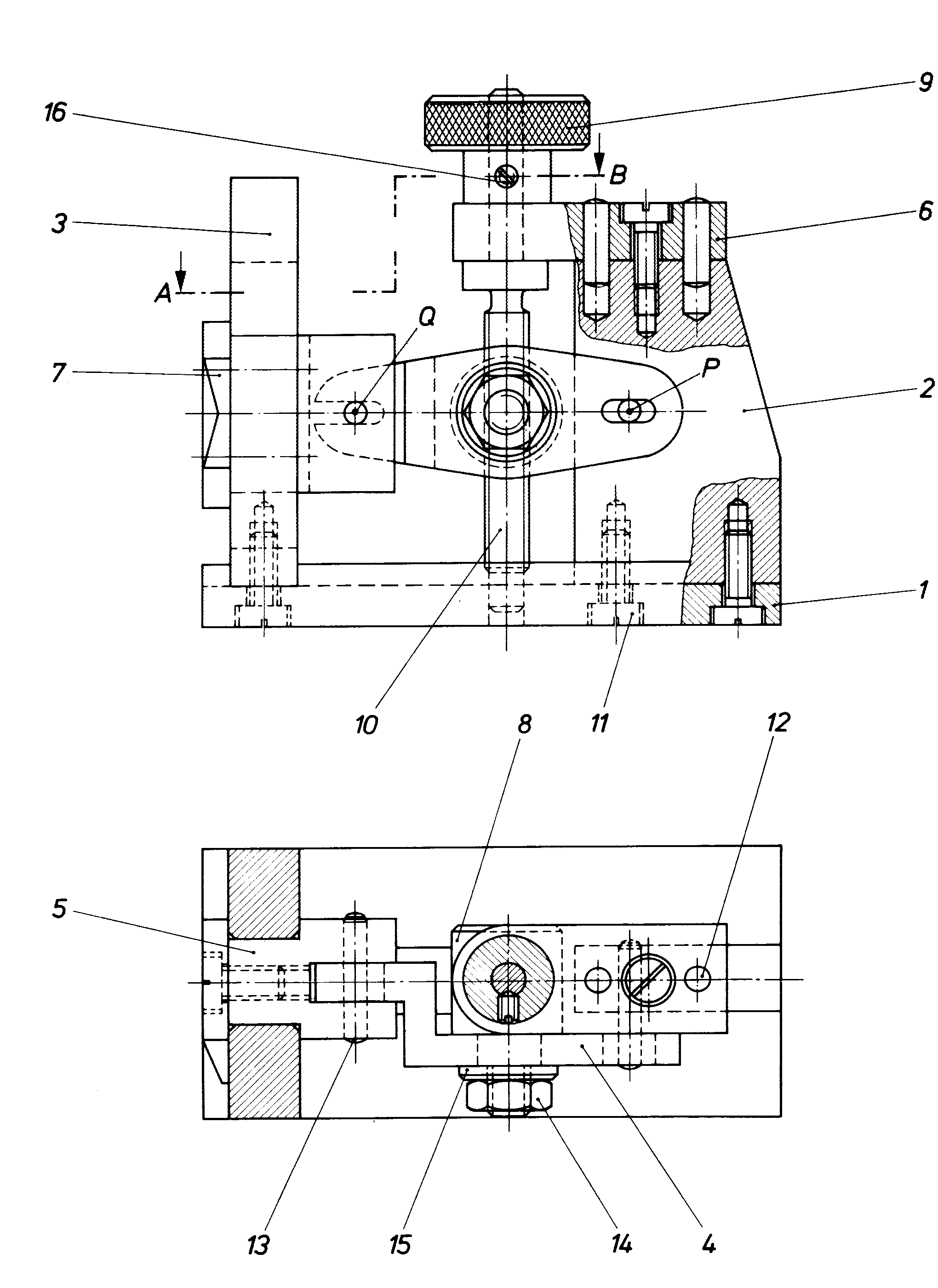
11 0403 Şekil A'ya göre 9 nolu parça darbe yediğinde sökülebilmesi için aşağıdaki parçalardan hangisinin sökülmesi gerekir? 1- Parça Parça 6,17 3- Parça 5,6, l 8 4- Parça 7, I l,18 5- Hiçbir parçanın çıkmasına gerek yoktur 0405 Aşağıya 17 nolu parçanın ölçülendirme şeması verilmiş m5xi0 olan bu parçada hangi ölçü gereksiz yere kullanılmıştır? 1- Ölçü 1 2- Ölçü 2 3- Ölçü 3 4- Ölçü 4 5- Ölçü Yan tarafa 11 nolu parçanın 2 görünüşü çizilmiştir. Resimdeki yanlışlık aşağıdakilerden hangisidir? 1- Şekil A'daki vida deliği boydan boya olması gerekir. 2- B'deki deliğin boydan boya olması gerekir. 3- Parçanın en dışına çizilen boydan boya kesik çizgi çizimin içinde yer almaz. 4- Vida deliğiyle küçük delik arasındaki 20 mm'lik eksenler arası ölçü verilmesi gerekir 5- Kesit çizgisi boydan boya değil de girintili şekilde şekil de kesilip küçük delikler içinde kesit alınması gerekir nolu manivela kolunun hareket etmesiyle hangi olay gerçekleşir? 1-6 nolu buşbuton anahtarı aşağı doğru hareket eder ve 10 nolu büküm taban plakası sokulur 2- Kanösöri tertibatı B'ye doğru hareket eder 3- Buşbuton anahtarı döner ve 17 nolu pasça saat yönünde hareket eder. 4- Buşbuton anahtarı döner ve 17 nolu parça saat yönün tersine hareket eder. 5-8 nolu cıvata deliğe girer ve taban parçası bükülür nolu iş parçası için verilen bilgideki 5m6x16'daki m6 nedir? 1- Silindir saplamasının tolerans alanı ISO kısaltmasıdır. 2- Saplama uzunluğu 6mm 3- Saplamanın yanına yazılan 6 arta kaliteli olduğunu açıklar 4- Saplama sapının 6 mm olduğudur. 5- Saplamanın hassas ölçülü 6 yıl garantili olduğunu gösterir 133

12 134
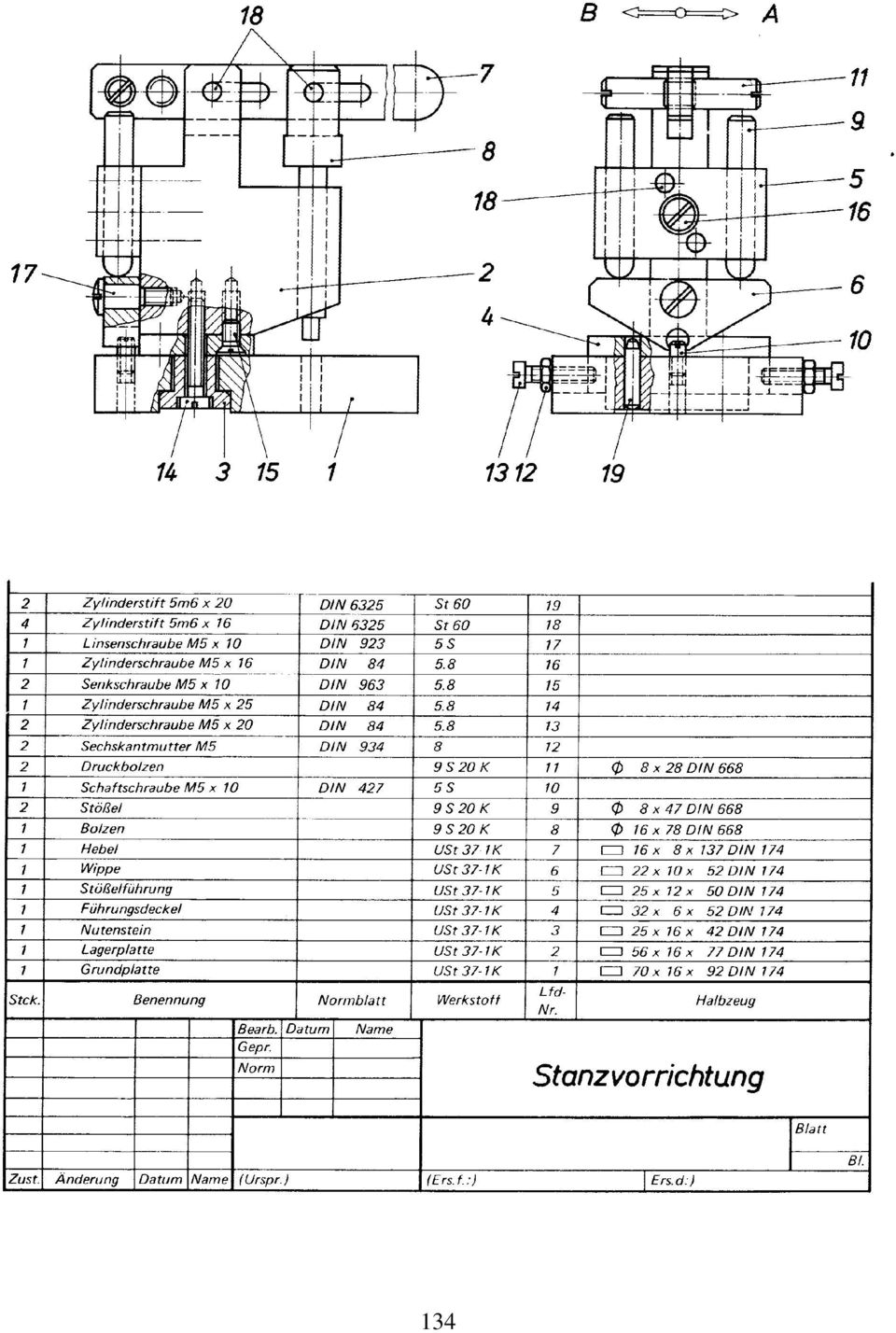





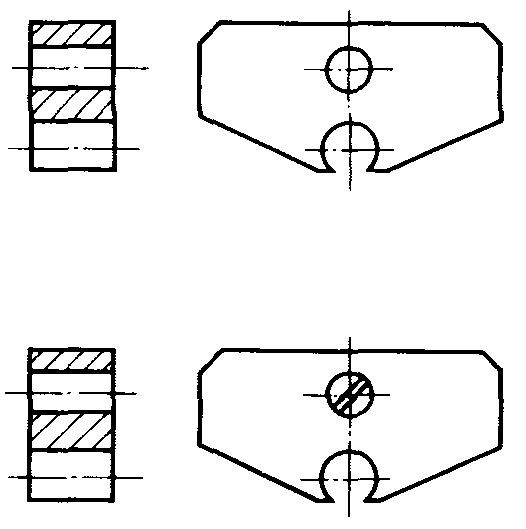
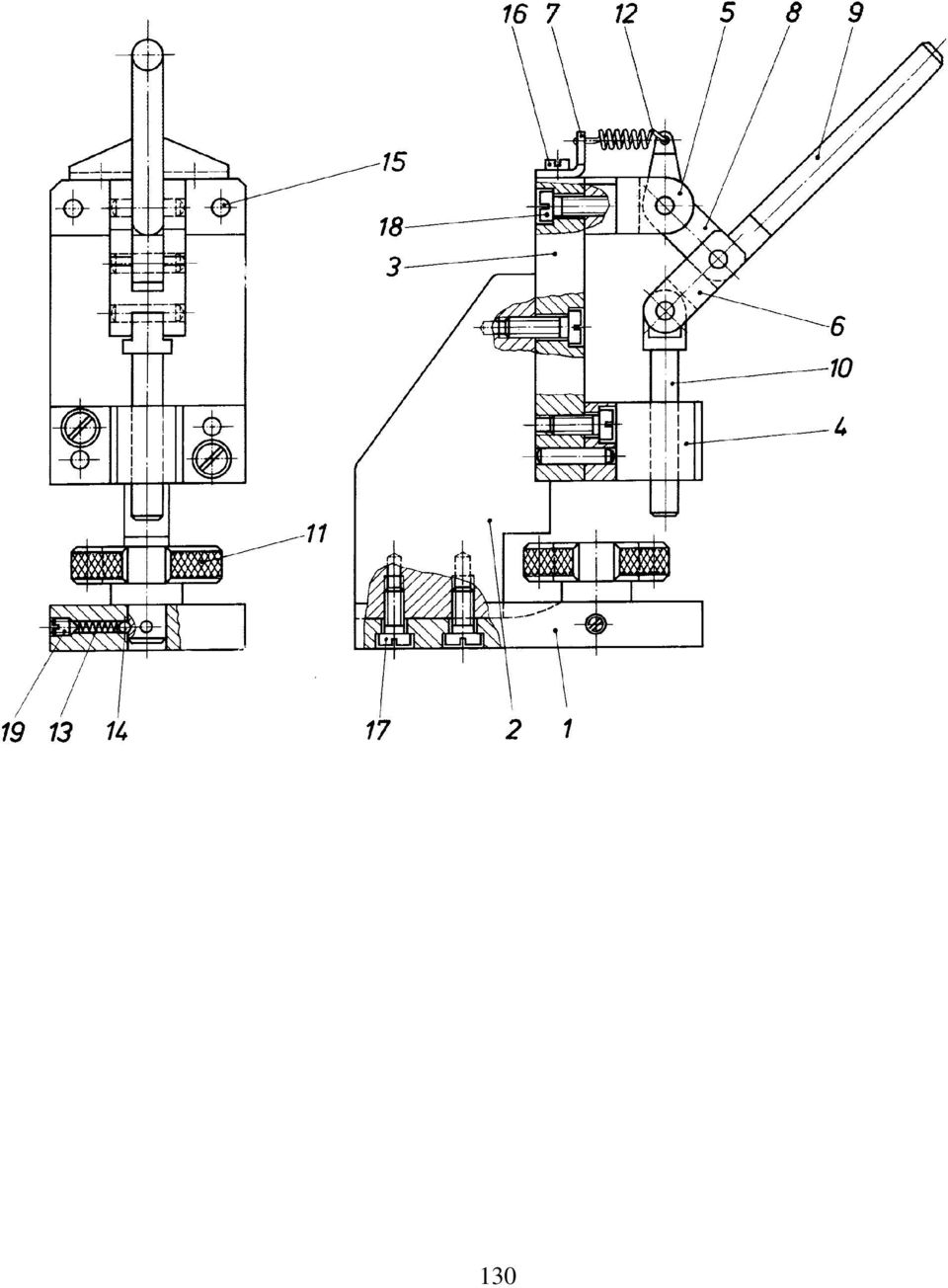
13 0408 Aşağıdakilerden hangisi 1 nolu parçanın görünüşüdür 0409 Aşağıdakilerden hangisi 4 nolu parçanın görünüşüdür? 0410 Aşağıdakilerden hangisi 6 nolu parçanın doğru görünüşüdür? 135

14 136
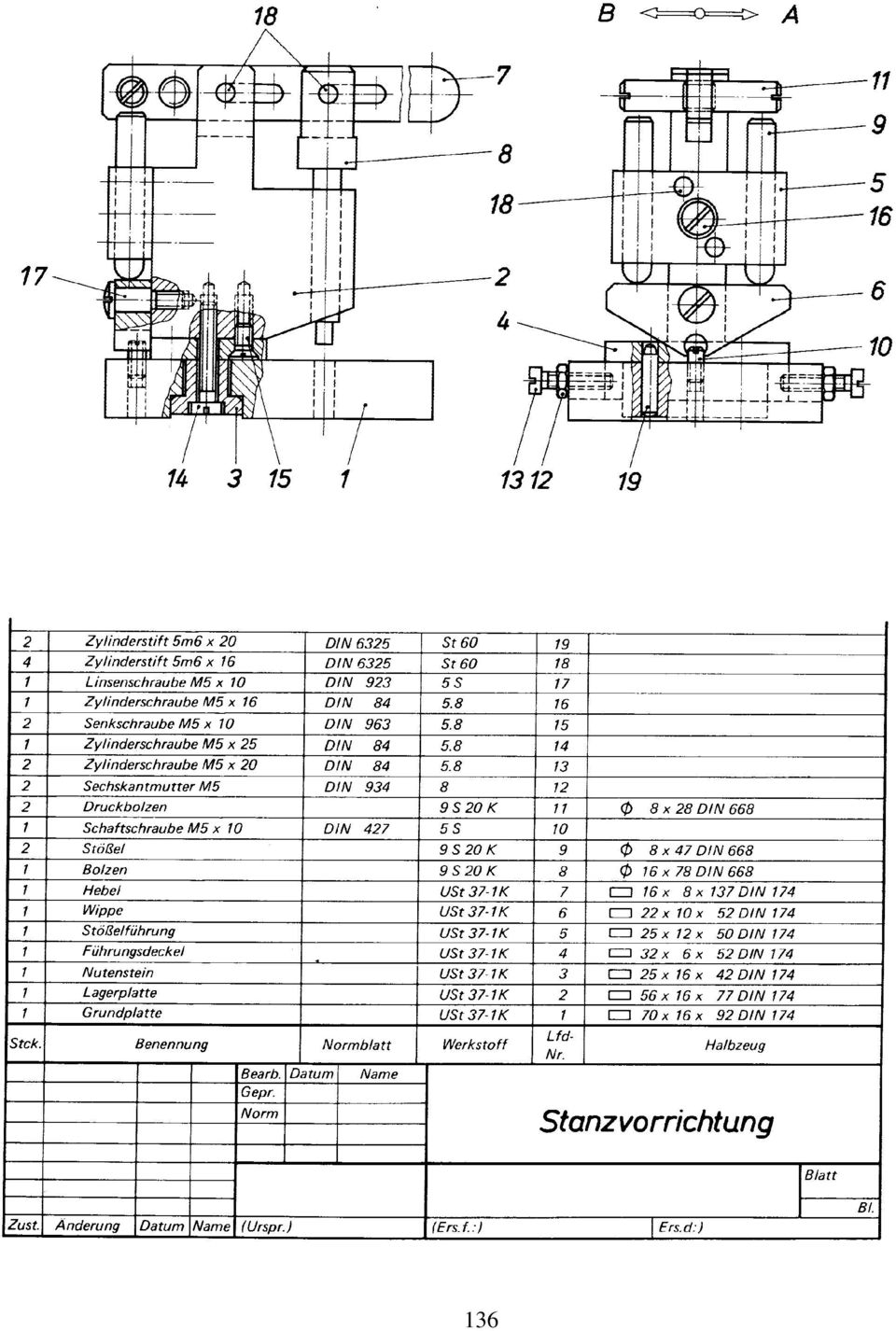





15 0411 Aşağıdakilerden hangisi 5 nolu parçanın doğru görünüşüdür? 0412 Aşağıdakilerden hangisi 8 nolu parçanın doğru görünüşüdür? 1- Şekil Aşağıdakilerden hangisi şekil A'ya ait doğru görünüştür? 137

16 138



17 0414 Aşağıdaki parçalar üzerinde kesit alınmıştır. Buna göre hangisi 2 nolu parçaya aittir? 3- Şekil3 4- Şekil Yukarıdaki şekil A'ya ait parçalardan hangisi yanlış çizilmiştir? 1- Şekil Yukarıdaki iş parçaları nasıl hazırlanmıştır? nolu parça hangi amaçla hazırlanmıştır? 1- Havuz ile matkap bilemek için 2- Dişli pulunu ayarlamak için 3- Soğuk hava vermesi için 4- Hava deliği derinliğini ayarlamak için (Basınç ölçmek için) 5- İş parçasının hava derinliği görüntüsü optik durumunu belirtmek için,

18 140
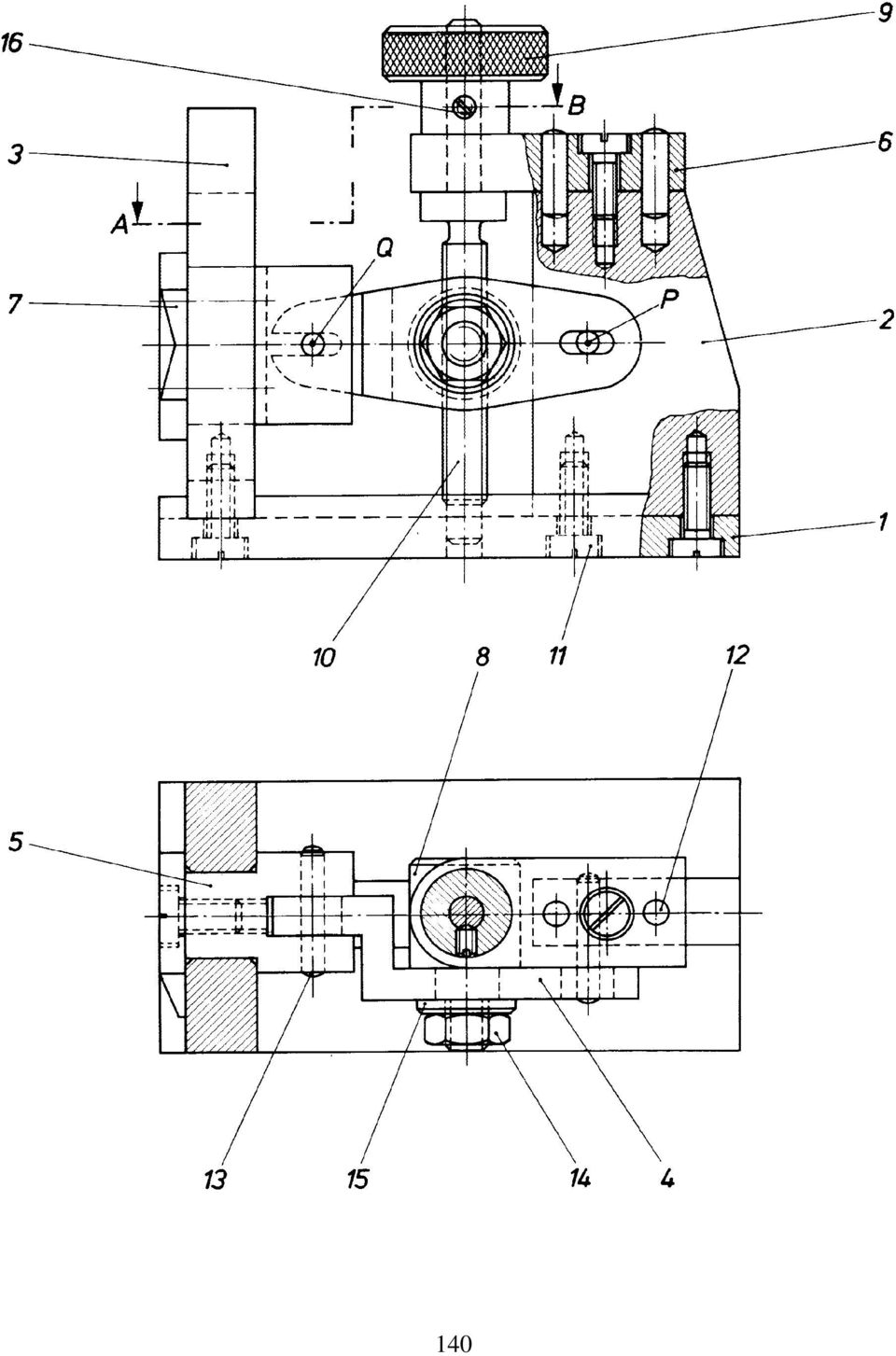
19 nolu tırtıllı tumağı ayar tertibatım hareket ettirdiğimizde hangileri bu hareketi hisseder? 1- Parça4,5,7,8,10,13,14,15 2- Parça 4,5 3- Parça 4, 8,10 4- Parça 2,4,5,10 5- Parça 3,4,5,I nolu vidalı mil saat yönünde döndürülüyor. Hangisi 4 nolu manivela kolunun gösterdiği tepkiyi anlatır? 1- p noktasına doğru yukarı hareket eder. 2- Paralel bir şekilde yukarı doğru hareket eder. 3- Paralel bir şekilde aşağı doğru hareket eder. 4- Q noktasına doğru aşağı doğru hareket eder. 5- P noktasına doğru aşağı hareket eder nolu sürgü ile 3 nolu kılavuz plakası kaygan geçmedir. Aşağıdaki işaretlerden sırayla s2irgü kılavuz plakası uygun işaretidir. 1- H7IK6 2- M7h6 3- H6/m6 4- H7/f7 5- H11/d Aşağıdaki ISO kısaltma işaretlerinden hangisi 12 nolu başlıksız pime uygundur? 1- H7 2- m6 3- h6 4- f7 5- h Manivela kolundaki 5 mm'lik yer için oyuk yapılmıştır Ölçme aleti için söylenen ifadelerde hangisi doğru değildir? 1- Manivela kolunu hareket ayarını yapmak', için 2- Manivela kolunu söküp takabilmek için I 3-5 kolu kayıcının yukarı doğru çıkışım kolaylaştırmak için 4- Toplam mekanizma ayarını kilitli tutmamak için 5-5 nolu kayıcının aşağı inişini kolaylaştırmak için 1- Silindir civatası 2 nolu parçaya 2 yerden vidalıdır nolu parça bir 6 köşeli somun 3-9 nolu parça ile yükseklik ayarı yapılır nolu parça bir yay rondelası 5-6 nolu parça bir başlıksız pim ve bir silindir civatasıyla birleştirilmiştir. 141

20 142
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU CIVATA-SOMUN ve RONDELALAR
 CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
CIVATA-SOMUN ve RONDELALAR CIVATALAR Cıvatalar: Özel baş biçimine sahip silindirik gövde üzerine belli boylarda diş açılmış bağlantı elemanlarına cıvata denir. Cıvataların diş açılmış kısımları üçgen vida
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Belirtilen taşıma kapasitelerine, ancak döner tekerin taban tablası tamamen bitişik olması halinde ulaşılır.
 Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MF-7900-E22,23 KULLANIM KILAVUZU
 MF-7900-E22,23 KULLANIM KILAVUZU İÇİNDEKİLER I. TEKNİK ÖZELLİKLER...1 II. E22 KULLANILDIĞINDA...1 1. Montaj prosedürü... 1 2. Ayarlama prosedürü... 5 III. E23 KULLANILDIĞINDA...6 1. Montaj prosedürü...
MF-7900-E22,23 KULLANIM KILAVUZU İÇİNDEKİLER I. TEKNİK ÖZELLİKLER...1 II. E22 KULLANILDIĞINDA...1 1. Montaj prosedürü... 1 2. Ayarlama prosedürü... 5 III. E23 KULLANILDIĞINDA...6 1. Montaj prosedürü...
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
www.muhendisiz.net Basınç Ayar Supabının Çalışması :
 DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
DPA TİP YAKIT POMPALARI Distiribitör yakıt pompalarının en büyük özeliği ;yakıtı bir Distiribitör gibi motor ateşleme sırasına göre ve eşit miktarlarda enjökterlere gönderilmesidir. Teknik avantajı da
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER. Kürsü tip Ergonomik Ayak pedalı. Arka Dayama Dili. Alt Dar Tabla CYBELEC TOUCH12 2D
 CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ULTIMATE SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH12 2D 12 Dokunmatik Renkli Ekran. Otomatik büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
SERVĐS BÜLTENĐ BĐLGĐ C
 SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
4. Bölüm Dik Grafik Çizim
 4. Bölüm Dik Grafik Çizim KONULAR Görünüş Seçimi Görünüşlerin hizalanması Dik grafik çizim adımları Temel ölçülendirme Teğetlik ve kesişimler Temel yardımcı görünüş Görünüş Şeçimi Görünüş Seçme Adımları
4. Bölüm Dik Grafik Çizim KONULAR Görünüş Seçimi Görünüşlerin hizalanması Dik grafik çizim adımları Temel ölçülendirme Teğetlik ve kesişimler Temel yardımcı görünüş Görünüş Şeçimi Görünüş Seçme Adımları
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER. Arka Dayama Dili. Acil Stop Butonlu Taşınabilir Ayak Pedalı. Alt Dar Tabla CYBELEC TOUCH8 2D
 CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
CNC ABKANT PRES ADVANCED SERİSİ STANDART ÖZELLİKLER CYBELEC TOUCH8 2D 8 Dokunmatik Renkli Ekran. Manuel büküm sekans ile 2D Grafik profil oluşturma Büküm sekansları ve programları hafızaya alınabilir.
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN
 GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
YÜZEYLERİN BİRBİRİNE GÖRE DURUMU
 YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
PML Hattı KATALOGLARI
 PML Hattı KATALOGLARI 2017-2018 İÇERİK ÜRÜN PML Hattı 3 Siparişe genel bakış PML Hattı 4 Pnömatik sıkıştırmalar 6 Serbest üretim için esnek ve modüler pnömatik mengeneler 6 Ağız, 3 PML Komple tamamladı
PML Hattı KATALOGLARI 2017-2018 İÇERİK ÜRÜN PML Hattı 3 Siparişe genel bakış PML Hattı 4 Pnömatik sıkıştırmalar 6 Serbest üretim için esnek ve modüler pnömatik mengeneler 6 Ağız, 3 PML Komple tamamladı
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
MF-7500-E11 KULLANMA KILAVUZU
 MF-7500-E11 KULLANMA KILAVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. EKSANTRIK KAYIŞ TAHRIKLI MASA ÇIZIMI (YARI GÖMÜLÜ TİP)... 2 3. TOZ KANALININ MONTAJI... 3 4. KAPAĞIN AÇILMASI VE KAPATILMASI... 4
MF-7500-E11 KULLANMA KILAVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. EKSANTRIK KAYIŞ TAHRIKLI MASA ÇIZIMI (YARI GÖMÜLÜ TİP)... 2 3. TOZ KANALININ MONTAJI... 3 4. KAPAĞIN AÇILMASI VE KAPATILMASI... 4
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
ZR-21-200 / ZR-21-200-B / ZR-21-300 / ZR-21-300-B ÇİFT YÖNLÜ HIZ REGULATÖRÜ
 ZR-21-200 / ZR-21-200-B / ZR-21-300 / ZR-21-300-B ÇİFT YÖNLÜ HIZ REGULATÖRÜ İÇİNDEKİLER A- Genel Bilgiler ve Çalışma Prensipleri B- Hız Regülatörü Montajı C- Asansör Hizmete Alınmadan Önce Yapılan Muayene
ZR-21-200 / ZR-21-200-B / ZR-21-300 / ZR-21-300-B ÇİFT YÖNLÜ HIZ REGULATÖRÜ İÇİNDEKİLER A- Genel Bilgiler ve Çalışma Prensipleri B- Hız Regülatörü Montajı C- Asansör Hizmete Alınmadan Önce Yapılan Muayene
Genel Doküman / Public Document MAKİNE ELEMANLARI
 MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MAKİNE ELEMANLARI Genel bilgi ve tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları yerine getirerek iş yapma kabiliyetine sahip olan birçok elemanın birleştirilmesiyle oluşturulan sisteme
MARDİN ARTUKLU MESLEKİ EĞİTİM MERKEZİ MESLEK RESİM DERS NOTLAR
 MARDİN ARTUKLU MESLEKİ EĞİTİM MERKEZİ MESLEK RESİM DERS NOTLAR HAZIRLAYAN Selim TEMİZ MESLEK RESİM -1 STANDART MAKİNE ELEMANLARI Genel Bilgi ve Tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları
MARDİN ARTUKLU MESLEKİ EĞİTİM MERKEZİ MESLEK RESİM DERS NOTLAR HAZIRLAYAN Selim TEMİZ MESLEK RESİM -1 STANDART MAKİNE ELEMANLARI Genel Bilgi ve Tanımlar Güç iletme, değiştirme veya biriktirme gibi fonksiyonları
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M)
") Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL
 PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
PASLANMAZ BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1/5 PASLANMAZ ÇELİK BORU DİREKLERİN İMALİNE AİT TEKNİK ŞARTNAME 1. GENEL 1.1 KAPSAM Aydınlatma ünitesi, projektör, kamera, pano, anten, bayrak, flama
GLOBAL DIESEL Diesel System Parts
 www.global-diesel.com GLOBAL DIESEL GLOBAL DIESEL www.global-diesel.com CP-3 POMPA Volf Oturma Yüzeyi Düzeltme Tamir Takımı Faydaları ; 1- Basınç Arttırma 2- Eleman sıkışmasını önler Pompa Üzerinden Tapa
www.global-diesel.com GLOBAL DIESEL GLOBAL DIESEL www.global-diesel.com CP-3 POMPA Volf Oturma Yüzeyi Düzeltme Tamir Takımı Faydaları ; 1- Basınç Arttırma 2- Eleman sıkışmasını önler Pompa Üzerinden Tapa
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
VİDALI BİRLEŞTİRMELER
 VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
VİDALI BİRLEŞTİRMELER MAKİNA: Güç iletme, değiştirme veya biriktirme gibi işlevlere sahip; civata, kama, yatak, mil, dişli çark gibi makina elemanlarının birleştirilmesiyle meydana getirilen sistemdir.
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
KULLANIM KILAVUZU (Çeviri) Kaldırma tablası Tip 1097.0,75 1097.1,25 8718.0,2
 Kaldırma tablası Tip 1097.0,75 1097.1,25 8718.0,2") 1. Kullanıcı grupları Görevler Kullanıcı Kullanım, Gözle kontrol Uzman personel KULLANIM KILAVUZU (Çeviri) Kaldırma tablası Tip 1097.0,75 1097.1,25 8718.0,2 Montaj, sökme, Onarım, bakım TR Kalifikasyon
1. Kullanıcı grupları Görevler Kullanıcı Kullanım, Gözle kontrol Uzman personel KULLANIM KILAVUZU (Çeviri) Kaldırma tablası Tip 1097.0,75 1097.1,25 8718.0,2 Montaj, sökme, Onarım, bakım TR Kalifikasyon
12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
BÖLÜM: 12 TASARIMDA MALİYET 12.1 TASARIMDA MALİYET AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Bir tasarım yapılırken, maliyet açısından aşağıdaki faktörler göz önünde bulundurulmalıdır; Tasarım, sadece
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Tezgahın Ana görevleri:
 1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
1 Tezgahın Ana görevleri: Delik delme Delik büyütme Yüzey frezeleme işlemleri Yapılacak işlemin özelliğine ve kesici takımın cinsine göre devir sayıları ve ilerlemeler ayarlanmaktadır. Optik okuyucularla
Pano Kalınlığı M M M M
 BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
BRT 1708 1 Birleştirme Somunu Dik açılı bir bağlantı gerektiği yerlerde Birleşik Rakor Somunlarıyla kullanılmak üzere tasarlanmış Maliyet etkin bir çözüm için Çinko Alaşım M6 Somunları tedarik edilir.
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Dr. Salim ASLANLAR
 8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
8 DİŞ AÇMA 8.1 Kılavuz İle Diş Açma Deliklere diş açmada kullanılan yüksek hız çeliğinden yapılmış, üzerinde kesici dişleri bulunan aletlere Kılavuz denir. Metrik ve whitworth olarak yapılmışlardır. Şekil
MF-7900D-H24 KULLANMA KILAVUZU
 MF-7900D-H24 KULLNM KILVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. MSNIN ÇİZİMİ (MSY MONTE EDILEN TIP / V KYIŞ TIPI)... 2 3. MSNIN ÇİZİMİ (MSY MONTE EDILEN TIP / DOĞRUDN THRIK TIPI)... 3 4. MSNIN ÇİZİMİ
MF-7900D-H24 KULLNM KILVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. MSNIN ÇİZİMİ (MSY MONTE EDILEN TIP / V KYIŞ TIPI)... 2 3. MSNIN ÇİZİMİ (MSY MONTE EDILEN TIP / DOĞRUDN THRIK TIPI)... 3 4. MSNIN ÇİZİMİ
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
GEÇMELER (ALIŞTIRMALAR)
") GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik ve mil şeklinde monte edilen iki eşleşen parça arasındaki
GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik ve mil şeklinde monte edilen iki eşleşen parça arasındaki
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Aksesuarlar. Montaj çerçeveleri. Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için. 03/2014 DE/tr K3 3.
 Montaj çerçevesi, X XMontaj çerçevesi testregistrierung Aksesuarlar Montaj çerçeveleri Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için Montaj çerçevesi, geri dönüşsüz
Montaj çerçevesi, X XMontaj çerçevesi testregistrierung Aksesuarlar Montaj çerçeveleri Geri dönüşsüz damperlerin ve basınç düşürme dam perlerinin hızlı ve kolay kurulumu için Montaj çerçevesi, geri dönüşsüz
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Adım Adım talimatlar Bir ağaç evi yapma
 Adım Adım talimatlar Bir ağaç evi yapma Bir ağaç seçilmesi Doğru yapıya sahip bir ağaç seçin ve seçtiğiniz ağacın sağlıklı olduğundan emin olun; bu, ağaç evinize sağlam ve güçlü bir yapı kazandırmak için
Adım Adım talimatlar Bir ağaç evi yapma Bir ağaç seçilmesi Doğru yapıya sahip bir ağaç seçin ve seçtiğiniz ağacın sağlıklı olduğundan emin olun; bu, ağaç evinize sağlam ve güçlü bir yapı kazandırmak için
Montaj Kılavuzu PERGOLA KAMELYA. www.arline.com.tr
 Montaj Kılavuzu PERGOLA KAMELYA GİRİŞ Elinizdeki kılavuzda Arline Pergola kurulumuna başlamak için ihtiyacınız olan bilgiler mevcuttur. Montaj ve kurulum tekniklerinin anlatıldığı bu kılavuz ürünlerimizin
Montaj Kılavuzu PERGOLA KAMELYA GİRİŞ Elinizdeki kılavuzda Arline Pergola kurulumuna başlamak için ihtiyacınız olan bilgiler mevcuttur. Montaj ve kurulum tekniklerinin anlatıldığı bu kılavuz ürünlerimizin
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Part-Helical Sweep/ Yrd. Doç. Dr. Mehmet FIRAT- Yrd. Doç. Dr. Murat ÖZSOY
 HELICAL SWEEP YÖNTEMİ İLE CİVATA ÇİZİMİ 1. Bu ve bundan sonraki hafta basit bir cıvata çizimi yapılacaktır. Cıvata çizimi için ilk olarak cıvata başını çizmek gerekir. Bunun için bir altıgen çizip bu altıgeni
HELICAL SWEEP YÖNTEMİ İLE CİVATA ÇİZİMİ 1. Bu ve bundan sonraki hafta basit bir cıvata çizimi yapılacaktır. Cıvata çizimi için ilk olarak cıvata başını çizmek gerekir. Bunun için bir altıgen çizip bu altıgeni
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
Mekanizma Tekniği. Fatih ALİBEYOĞLU Ahmet KOYUNCU
 Mekanizma Tekniği Fatih ALİBEYOĞLU Ahmet KOYUNCU KİNEMATİK DİYAGRAM 2 Kinematik Diyagram, mekanizmaların uzuvlarını şekil ve ölçülerinden ziyade şematik olarak göstermeyi ve uzuvların mafsallarla bağlanabilirliğini
Mekanizma Tekniği Fatih ALİBEYOĞLU Ahmet KOYUNCU KİNEMATİK DİYAGRAM 2 Kinematik Diyagram, mekanizmaların uzuvlarını şekil ve ölçülerinden ziyade şematik olarak göstermeyi ve uzuvların mafsallarla bağlanabilirliğini
BÖLÜM 14. YÜZEY DURUMLARI
 BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
Kuvvet x Kuvvet Kolu = Yük x Yük Kolu. 7.Sınıf Fen ve Teknoloji. KONU: Basit Makineler
 Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
Hijyenik dizayn. Küçük ve kompakt panolar HD. Terminal kutuları HD Kompakt panolar HD Aksesuarlar...172
 Küçük ve kompakt panolar HD Terminal kutuları HD...170 Kompakt panolar HD...171...172 Rittal Katalog 34/Endüstriyel panolar 169 HD aksesuarları Sayfa 172 Sistem aksesuarları Sayfa 507 KL paslanmaz çelik
Küçük ve kompakt panolar HD Terminal kutuları HD...170 Kompakt panolar HD...171...172 Rittal Katalog 34/Endüstriyel panolar 169 HD aksesuarları Sayfa 172 Sistem aksesuarları Sayfa 507 KL paslanmaz çelik
GÖRÜNÜŞ ÇIKARMA TEKNİK 6.6 RESİM Görünüş çıkarma 1:1. Uygun bir ölçek seçin
 0.08 M A 0.06 A C M42 X 1.5-6g 9.6 9.4 0.1 M B M TEKNİK 6.6 RESİM 6.1 20.00-20.13 C A 0.14 B 44.60 44.45 8X 45 8X 7.9-8.1 0.14 M A C M 86 GÖRÜNÜŞ ÇIKARMA 31.8 31.6 B 0.1 9.6 9.4 25.5 25.4 36 34 41.3 41.1
0.08 M A 0.06 A C M42 X 1.5-6g 9.6 9.4 0.1 M B M TEKNİK 6.6 RESİM 6.1 20.00-20.13 C A 0.14 B 44.60 44.45 8X 45 8X 7.9-8.1 0.14 M A C M 86 GÖRÜNÜŞ ÇIKARMA 31.8 31.6 B 0.1 9.6 9.4 25.5 25.4 36 34 41.3 41.1
SA-51 HAVA DEVRELERİNDEN SIVI ATICI GENEL ÖZELLİKLER. Çalışma
 HV DEVRELERİNDEN SIVI TICI GENEL ÖZELLİKLER Çalışma gaz ve hava hattındaki sıvıların tahliye edilmesini sağlar. Sıvı atma işlemi bir şamandıra ve buna bağlı manivela kolu ile gerçekleşir. Cihaza hava veya
HV DEVRELERİNDEN SIVI TICI GENEL ÖZELLİKLER Çalışma gaz ve hava hattındaki sıvıların tahliye edilmesini sağlar. Sıvı atma işlemi bir şamandıra ve buna bağlı manivela kolu ile gerçekleşir. Cihaza hava veya
MEGAN KOLTUK KULLANIM KILAVUZU
 1 İÇİNDEKİLER: Sayfa 1. ÖN SÖZ (TAKDİM) 2. HAKKINDA 3. ÖNEMLİ GÜVENLİK UYARILAR 4. KOLTUĞUN ÖZELLİKLERİ 5. KOLTUĞUN FONKSİYONLARI 5.1. MEGAN KOLTUĞUN ÖNDEN GÖRÜNÜŞÜ 5.2. MEGAN KOLTUĞUN YANDAN GÖRÜNÜŞÜ
1 İÇİNDEKİLER: Sayfa 1. ÖN SÖZ (TAKDİM) 2. HAKKINDA 3. ÖNEMLİ GÜVENLİK UYARILAR 4. KOLTUĞUN ÖZELLİKLERİ 5. KOLTUĞUN FONKSİYONLARI 5.1. MEGAN KOLTUĞUN ÖNDEN GÖRÜNÜŞÜ 5.2. MEGAN KOLTUĞUN YANDAN GÖRÜNÜŞÜ
Dairesel susturucular
 ,3 X X testregistrierung Dairesel susturucular Tipi HYGIENISCH GETESTET Galvanizli çelik sac yapıya sahip, dairesel kanallarda gürültünün büyük ölçüde azaltılması için Dairesel susturucular, iklimlendirme
,3 X X testregistrierung Dairesel susturucular Tipi HYGIENISCH GETESTET Galvanizli çelik sac yapıya sahip, dairesel kanallarda gürültünün büyük ölçüde azaltılması için Dairesel susturucular, iklimlendirme
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
BRT Makine Destek Ayakları. Düz Naylon Taban
 BRT 1692 1 Haddeleme yöntemiyle yekpare altıgen çubuktan üretilmiş saplama hem kesinlik, hem de diş gücü sağlar Naylon taban yüksek yük kapasitesi, kimyasal direnç ve ısı değişikliklerinde denge sağlar
BRT 1692 1 Haddeleme yöntemiyle yekpare altıgen çubuktan üretilmiş saplama hem kesinlik, hem de diş gücü sağlar Naylon taban yüksek yük kapasitesi, kimyasal direnç ve ısı değişikliklerinde denge sağlar
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAMÜL PARÇA LİSTESİ. : ŞASİ GRUBU Mamül kodu : Mamül adı : SÜPER MİLENYUM 800Lt Y.T. 14mt. SIRA NO PARÇA ADI - STANDART NO ADET PARÇA KODU
 Grup : ŞASİ GRUBU Mamül kodu : 40-6000125 Mamül adı : SÜPER MİLENYUM 800Lt Y.T. 14mt. SIRA NO PARÇA KODU PARÇA ADI - STANDART NO ADET 1 1551231 Şasi (Süper Milenyum 800lt.) 1 2 1551215 Ön ilave (Süper
Grup : ŞASİ GRUBU Mamül kodu : 40-6000125 Mamül adı : SÜPER MİLENYUM 800Lt Y.T. 14mt. SIRA NO PARÇA KODU PARÇA ADI - STANDART NO ADET 1 1551231 Şasi (Süper Milenyum 800lt.) 1 2 1551215 Ön ilave (Süper
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Kesit Alma
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi Kesit Alma 2/45 Kesit Alma Kesit Alma Kesit Alma Nedir? Kesit Almanın Amacı Kesit Düzlemi Kesit Yüzeyi Tam Kesit Bina Tam Kesit Kesit
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi Kesit Alma 2/45 Kesit Alma Kesit Alma Kesit Alma Nedir? Kesit Almanın Amacı Kesit Düzlemi Kesit Yüzeyi Tam Kesit Bina Tam Kesit Kesit
FRM. Orta basınçlı regülatör. FRM orta basınç regülatörü
 FRM Orta basınçlı regülatör FRM orta basınç regülatörü Direkt etkili, ayarlanabilir yaylı ve modüler emniyet kapatma valfli ( SAV) gaz basınç regülatörü EN 334 ve EN 14382 uyarınca 10 bar giriş basıncı
FRM Orta basınçlı regülatör FRM orta basınç regülatörü Direkt etkili, ayarlanabilir yaylı ve modüler emniyet kapatma valfli ( SAV) gaz basınç regülatörü EN 334 ve EN 14382 uyarınca 10 bar giriş basıncı
Vidalı Kriko. Polimak Grup Endüstriyel Üretim San. AŞ Sok No: Ostim ANKARA Tel: Faks:
 Vidalı Kriko Polimak Grup Endüstriyel Üretim San. AŞ. 1232. Sok No: 25-27 Ostim ANKARA www.polimak.com Tel: +90312 3540976 Faks: +90312 3850394 1 Vidalı Kriko POLİMAK Grup Endüstriyel Üretim Sanayi A.Ş.
Vidalı Kriko Polimak Grup Endüstriyel Üretim San. AŞ. 1232. Sok No: 25-27 Ostim ANKARA www.polimak.com Tel: +90312 3540976 Faks: +90312 3850394 1 Vidalı Kriko POLİMAK Grup Endüstriyel Üretim Sanayi A.Ş.
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
KAVRAMALAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 KAVRAMALAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kavramalar / 4 Kavramaların temel görevi iki mili birbirine bağlamaktır. Bu temel görevin yanında şu fonksiyonları
KAVRAMALAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kavramalar / 4 Kavramaların temel görevi iki mili birbirine bağlamaktır. Bu temel görevin yanında şu fonksiyonları
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
YENİ ÜRÜNLER KALIP YAPIMI I / 2018
 YENİ ÜRÜNLER KALIP YAPIMI I / 2018 E 7048 FLANŞLI GÖMME SİLİNDİR Gömme silindiri ile birlikte en küçük montaj boşlukları mümkün oldu. Dört civatası ile birlikte montaj çok kolay. HIDROLIK Kompakt dizayn
YENİ ÜRÜNLER KALIP YAPIMI I / 2018 E 7048 FLANŞLI GÖMME SİLİNDİR Gömme silindiri ile birlikte en küçük montaj boşlukları mümkün oldu. Dört civatası ile birlikte montaj çok kolay. HIDROLIK Kompakt dizayn
ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND.
 - ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
- ÜRETİM İÇİN DENGELİ ORTAĞINIZ. MARSTAND. MARSTAND ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 210 MarStand Gösterge Standları, Komparatör Standları, Salgı
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER
 atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
atölyeden PRES ĐŞLERĐNDE HĐDROPNÖMATĐK OLARAK ÇALIŞAN YÜKSEK GÜÇ ARTIRICI ÜNĐTELER A. Turan GÜNEŞ Pres işlerinde zaman zaman yüksek güçlü ve kısa kurslu alt ve üst baskı düzenlerine ihtiyaç duyulur. Đki
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT
 5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
5.BÖLÜM ÇİZGİ İZLEYEN ROBOT Çizgi izleyen robot bu kitapta yer alan yapımı en kolay robottur. Robotlar hakkında temel bilgileri edinebilmek için çizgi izleyen robot uygulamasını yapmak yeterli olacaktır.
Meeting Point For More. Qualified Life... Daha İyi Bir Yaşam İçin Buluşma Noktası... Engelsiz Yaşam Üniteleri
 Meeting Point For More Qualified Life... Daha İyi Bir Yaşam İçin Buluşma Noktası... S H E HYDRODENT GÖZÜNÜZ ARKADA KALMASIN Tahrik Tipi : Motorlu Max. Kapasite : 125 kg Max Hız : 0,15 m/sn Kuyu Dibi :
Meeting Point For More Qualified Life... Daha İyi Bir Yaşam İçin Buluşma Noktası... S H E HYDRODENT GÖZÜNÜZ ARKADA KALMASIN Tahrik Tipi : Motorlu Max. Kapasite : 125 kg Max Hız : 0,15 m/sn Kuyu Dibi :
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MONTAJ ÇİZİMİN ÖZELLİKLERİ VE GEREKLİ BİLGİLER.
 MONTAJ ÇİZİMİN ÖZELLİKLERİ VE GEREKLİ BİLGİLER. Montaj Çizimleri, tasarımı yapılan makine ya da mekanizma parçalarının işlev görecekleri konumlarda birbirine takılı haldeki çizimleridir. Parçaları birbirine
MONTAJ ÇİZİMİN ÖZELLİKLERİ VE GEREKLİ BİLGİLER. Montaj Çizimleri, tasarımı yapılan makine ya da mekanizma parçalarının işlev görecekleri konumlarda birbirine takılı haldeki çizimleridir. Parçaları birbirine
Tarihi: KATAGORİ KIRILIMI DMO KATALOG KOD NO ÜRÜN ADI ORJİNAL ÜRÜN KODU (P/N) ÜRÜNÜN MARKASI / MODELİ
 ÜRÜNÜN MARKASI / MODELİ") ÜRÜN BİLGİ FORMU (EK-4) Sıra No: Tarihi: KATAGORİ KIRILIMI 15 16 2 2 DMO KATALOG KOD NO ÜRÜN ADI ORJİNAL ÜRÜN KODU (P/N) ÜRÜNÜN MARKASI / MODELİ 334.770001 SARMAŞIK İKİLİ ÇEKYAT 113196 TİFFANY - SARMAŞIK
ÜRÜN BİLGİ FORMU (EK-4) Sıra No: Tarihi: KATAGORİ KIRILIMI 15 16 2 2 DMO KATALOG KOD NO ÜRÜN ADI ORJİNAL ÜRÜN KODU (P/N) ÜRÜNÜN MARKASI / MODELİ 334.770001 SARMAŞIK İKİLİ ÇEKYAT 113196 TİFFANY - SARMAŞIK
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME
 Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 10metre ÇİFTLİ DEKORATİF AYDINLATMA DİREĞİ Direk Ana Gövde : Direk gövdesi kullanılan Ø114*3mm Ø139*4mm, Ø168*4mm çelik (S 235 JR) kalite borulardan imal edilecektir.
Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 10metre ÇİFTLİ DEKORATİF AYDINLATMA DİREĞİ Direk Ana Gövde : Direk gövdesi kullanılan Ø114*3mm Ø139*4mm, Ø168*4mm çelik (S 235 JR) kalite borulardan imal edilecektir.
su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları
 su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları Techem Daha İyi Enerji Bir Gelecek Hizmetleri İçin: Techem Techem küresel çözüm ortağınız 1952 yılında Almanya da kurulan Techem, ileri teknoloji,
su ve enerji ölçümünde ileri teknoloji çözümler Su Sayaçları Techem Daha İyi Enerji Bir Gelecek Hizmetleri İçin: Techem Techem küresel çözüm ortağınız 1952 yılında Almanya da kurulan Techem, ileri teknoloji,
YOL Ön hazne / Arka hazne 11-vites
 (Turkish) DM-HB0003-04 Bayi El Kitabı YOL Ön hazne / Arka hazne 11-vites HB-9000 HB-6800 HB-5800 FH-9000 FH-6800 FH-5800 ÖNEMLİ UYARI Bu bayi el kitabı, profesyonel bisiklet tamircileri için hazırlanmıştır.
(Turkish) DM-HB0003-04 Bayi El Kitabı YOL Ön hazne / Arka hazne 11-vites HB-9000 HB-6800 HB-5800 FH-9000 FH-6800 FH-5800 ÖNEMLİ UYARI Bu bayi el kitabı, profesyonel bisiklet tamircileri için hazırlanmıştır.