Malzeme: Tanımlama ve Seçim
|
|
|
- Emin İnci
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Malzeme: Tanımlama ve Seçim Malzeme <Ar.> kendisinden her türlü nesne (obje) oluşturulabilen, ahşap, metal, deri, taş gibi katı maddeler Çev: Wahrig Deutsches Wörterbuch, Wissen Media Verlag 2002 Parçaların özellikleri malzeme seçiminde belirleyici bir rol oynar. Özelliklerin optimizasyonunda ise şu hususlara dikkat edilmelidir: parçanın nihai özellikleri üretim sırasında belirlenen malzeme özelliklerine, yarı-mamül ve nihai-mamül aşamalarındaki imalat yöntemlerince (şekillendirme, ayırma, birleştirme, kaplama, özellik değiştirme v.b.) meydana gelen istenen veya istenmeyen özellik değişimlerine, yapısal dizayn sırasında malzeme özelliklerinin etkilenmesine (harici gerilim sistemi) ve ayrıca üretim- ve yüklenme-nedenli kalıntı gerilmelere (dahili gerilim sistemi) bağlı olarak değişir. Malzeme seçimi için bahsedilen bu kriterlerin yanısıra enerji ve hammadde tarafında artış gösteren yetersizlik (kıtlık) eğilimleri de diğer belirleyici kriterler olabilir, örneğin geliştirilmiş korozyon ve aşınma dayanımı ile ürünlerin kullanım ömürlerinin artması, çok miktarda üretilen ürünler için kullanılan malzeme ve bileşen parçalarının geri kazanılması ve ayrıca enerji tasarrufu sağlayan malzeme üretim ve imalat proseslerinin tercih edilir olması gibi. Dolayısıyla günümüzde çevrenin korunması ve iş güvenliği gibi kavramlar artan şekilde önem kazanmaktadır. Tanım: Malzeme Seçimi: Çev: W. Beitz, K.-H. Küttner: Dubbel, Taschenbuch für den Maschinenbau, 18. Aufl., Springer 1995

2 Malzeme Gruplarının Ayrımı Metalik Malzemeler Demir esaslı metaller Demir-dışı metaller Toz metalurjik (T/M) malzemeler Metallerin başlıca özellikleri: Kristalin yapı Metalik parlaklık/görünüm Mukavemet, Şekillendirilebilirlik, Sertleşme potans. Elektriksel ve ısıl iletkenlik Uygun asit ve tuz çözeltilerinde çözünme Sulu metal-tuzu çözeltilerinde katyonlar verme İnorganik-metalik olmayan Malzemeler Doğal mineral malzemeler Beton Fiberli (elyaf) malzemeler Tek-kristal malzemeler Camlar Seramikler Organik Malzemeler Doğal organik malzemeler (ör: ahşap) Sentetik organik malzemeler: Polimerizasyon Polikondenzasyon Katılmalı polimerizasyon Organik yüksek polimerlerden türetilenler Üretime göre Polimerler Tanım: Polimerler, doğal hammaddelerden sentetik olarak veya dönüştürme esasısyla elde edilen makromoleküler (organik) maddelerdir ve belirli şartlar altında plastik olarak şekillendirilirler. Sınıflandırma: Kompozitler (Matris+Takviye Fazı) Termoplastikler Termosetler (Duroplastikler) Elastomerler (Elastikler) Akışkan plastikler (Fluidoplastikler) Şekillendirme davranışına göre
 malzemeler Tek-kristal malzemeler Camlar Seramikler Organik Malzemeler Doğal organik malzemeler (ör: ahşap) Sentetik organik malzemeler: Polimerizasyon Polikondenzasyon Katılmalı")
3 Periyodik Tablo - Elementler
4 Malzeme Üretim Yöntem ve Süreçleri Yrd. Doç. Dr. Enbiya Türedi

5 DIN 8580 Standardına Göre İmalat Yöntemleri DIN 8580 İmalat Yöntemleri (Standart DIN 8580: ) mühendislikte imalat yöntemlerinin genel bir şemasını aşağıda verildiği şekilde sunmaktadır (Tablo 1: Ana grupların temel karakteristikleri): Şekil oluşturmak Şekil değiştirmek Bütünlük oluşturmak Bütünü tamamlamak Bütünü azaltmak Bütünü artırmak Temel grup 1 Ana şekillendirme Temel grup 2 Şekil değiştirme Temel grup 3 Ayırma Temel grup 4 Ekleme/Birleştirme Temel grup 5 Kaplama Malzeme özelliğini değiştirmek Temel grup 6 Özellik değiştirme 1. Ana şekillendirme 1-6 arasıdanki temel gruplar ayrıca grup ve alt gruplara ayrılmıştır. Örneğin ana şekillendirme: Temel grup Gruplar Alt gruplar 1.1 Akışkan durumdan şekillendirme 1.2 Plastik durumdan şekillendirme Döküm Enjeksiyon kalıplama 1.3 Hamur durumdan şekillendirme 1.4 Tane veya toz durumundan şekillendirme 1.5 Kırpıntı veya fiber durumundan şekillendirme 1.8 Gaz veya buhar durumundan şekillendirme 1.9 İyon durumundan şekillendirme Ekstrüzyon Slip (çamur) döküm Termal püskürtme ile şekillendirme Fiziksel buhar fazından çöktürme (PVD) Not: Ana şekillendirme grubunda -kaplamanın aksine- kaynaklama ve lehimleme açısından uygulama söz konusu olmadığı için 1.6 ve 1.7 nolu grup numaraları boş geçilmiştir.

6 DIN 8580 Standardına Göre İmalat Yöntemleri DIN 8580 İmalat Yöntemleri (Standart DIN 8580: ) mühendislikte imalat yöntemlerinin genel bir şemasını aşağıda verildiği şekilde sunmaktadır (Tablo 1: Ana grupların temel karakteristikleri): Şekil oluşturmak Şekil değiştirmek Bütünlük oluşturmak Bütünü tamamlamak Bütünü azaltmak Bütünü artırmak Temel grup 1 Ana şekillendirme Temel grup 2 Şekil değiştirme Temel grup 3 Ayırma Temel grup 4 Ekleme/Birleştirme Temel grup 5 Kaplama Malzeme özelliğini değiştirmek Temel grup 6 Özellik değiştirme 2. Şekil değiştirme 2.1 Basma ile şekil değiştirme 2.2 Çekme ve basma kombinasyonuyla şekil değiştirme 2.3 Çekme ile şekil değiştirme 2.4 Eğme ile şekil değiştirme Haddeleme Kalıpta şekillendirme Ekstrüzyon Derin çekme 2.5 Kayma ile şekil değiştirme Gererek şekillendirme 3. Ayırma 3.1 Bölme 3.2 Geometrik olarak belirli bir talaş kaldırma 3.3 Geometrik olarak belirsiz bir talaş kaldırma 3.4 Kaldırma/çıkarma/oyma Tornalama Delme Frezeleme Zımparalama 3.5 Sökme Honlama 3.6 Temizleme Lepleme

7 DIN 8580 Standardına Göre İmalat Yöntemleri DIN 8580 İmalat Yöntemleri (Standart DIN 8580: ) mühendislikte imalat yöntemlerinin genel bir şemasını aşağıda verildiği şekilde sunmaktadır (Tablo 1: Ana grupların temel karakteristikleri): Şekil oluşturmak Şekil değiştirmek Bütünlük oluşturmak Bütünü tamamlamak Bütünü azaltmak Bütünü artırmak Temel grup 1 Ana şekillendirme Temel grup 2 Şekil değiştirme Temel grup 3 Ayırma Temel grup 4 Ekleme/Birleştirme Temel grup 5 Kaplama Malzeme özelliğini değiştirmek Temel grup 6 Özellik değiştirme 4. Ekleme / Birleştirme 4.1 Montaj 4.2 Doldurma 4.3 Mekanik olarak birleştirme Kaynakla birleştirme 6. Özellik değiştirme 6.1 Şekil değişimi ile sertleşme ör: Haddeleme, çekme, dövme, vs. 6.2 Isıl işlem 5. Kaplama 5.1 Boyama, Vernikleme 5.2 Emaye kaplama, Sırlama 5.3 Elektrostatik kaplama 5.4 Termal püskürtme ile kaplama Galvanik kaplama, Kimyasal kaplama ör: Tavlama, suverme, izo. dönüşüm, vs. 6.3 Termomekanik işlem 6.4 Sinterleme ve Pişirme 6.5 Manyetikleştirme 6.6 Işınlama (Radyasyon) 6.7 Fotokimyasal yöntemler

8 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi

9 SERAMİKLER / CERAMICS / KERAMIK Seramik: bir metal (yarı-metal) ve bir ametalden oluşan inorganik bileşen Seramik malzemeler inorganik ve metalik olmayan malzemelerdir. Kural olarak oda sıcaklığında ham haldeki bir karışımdan şekillendirilir ve yüksek sıcaklıklardaki bir sinterleme işlemi ile tipik malzeme özelliklerine ulaşırlar. (DIN V ENV 12212) Köken: Örnek: keramos (pişmiş kilden yapılan eşyalar, Yunanca dan) silika (SiO 2 ) çoğu cam ürünün temel bileşeni alumina (Al2O3) abraziflerden suni (yapay) kemiklere / diş protezlerine kaolen (Al2Si2O5(OH)4) çoğu kil ürünün temel bileşeni

10 SERAMİKLER / CERAMICS / KERAMIK Dikkat: seramik bileşenleri meydana getiren elementler dünya kabuğunda bolca bulunur Özellik: yüksek sertlik iyi elektriksel ve ısıl izolasyon kimyasal olarak stabil (kararlı) yüksek ergime sıcaklıkları saydamlık (bazı seramikler): camlar kırılganlık ve yetersiz süneklik: proses ve kullanım kısıtlaması Sıvı metal döküm Saydam / yarı-saydam alumina Seramiklerin dezavantajı: kırılganlık

11 SERAMİKLER / CERAMICS / KERAMIK Seramik ürün grupları: kil esaslı inşaat ürünleri (tuğla, toprak künk, kiremit vs.) refrakter seramikler (fırın duvarları, ateş tuğlası, potalar, kalıplar) betonda kullanılan çimento (beton kompozittir, bileşenleri seramik) beyaz seramik eşyalar (çanak-çömlek, porselen vs.) camlar (şişeler, bardaklar, mercekler, pencereler, ampuller) cam fiberler (izolasyon yünü, takviyeli plastikler (fiberglas), fiber optik kablolar) abrazif aşındırıcılar (alüminyum oksit ve silisyum karbür) kesici takımlar (tungsten karbür, alüminyum oksit ve kübik bor nitrür) seramik izolatörler (elektrik iletim hatları, bujiler, devre kartları) manyetik seramikler (bilgisayar bellekleri) nükleer yakıtlar (uranyum oksit, UO2) biyoseramikler (yapay diş ve kemik protezleri) Ergitme potası İzolasyon yünü Cam fiber ürünler Alumina aşındırıcı cbn kesici takımlar
 kesici takımlar (tungsten karbür, alüminyum oksit ve kübik bor nitrür) seramik izolatörler (elektrik iletim hatları, bujiler, devre kartları) manyetik seramikler (bilgisayar bellekleri)")
12 SERAMİKLER / CERAMICS / KERAMIK Sınıflandırma: (1) geleneksel seramikler: çanak-çömlek, tuğla gibi kil esaslı ürünler, genel abrazifler, çimento (2) ileri teknoloji seramikleri: silikat olmayan ve yeni geliştirilmiş oksitler, karbürler, nitrürler (üstün mekanik özelliklere sahip yeni seramikler) (3) camlar: silika esaslı kristalin olmayan (amorf) yapılar (4) cam-seramikler: ısıl işlemle büyük oranda kristalin yapıya dönüştürülmüş camlar Geleneksel seramikler Alman Parlamento (Reichstag) binasının cam kubbesi İleri teknoloji seramikleri Cam-seramik teleskop yansıtıcısı
 binasının cam kubbesi İleri teknoloji seramikleri Cam-seramik teleskop")
13 SERAMİKLERİN YAPI ve ÖZELLİKLERİ Bağ yapısı: Yapı: kovalan ve iyonik (yüksek sertlik ve rijitlik, ama düşük süneklik) (yüksek sıcaklık dayanımı, ergime/ayrışma) iletkenlik: metaller iyi (serbest elektrn.), seramikler kötü kristalin (istisna: camlar ve cam-seramikler) daha karmaşık (farklı atom boyutları, farklı iyon değerlikleri) tek kristal/çok kristalli yapı (tane boyutu mek.öz. etkiliyor) amorf yapılar camlar (erimiş silis + diğer oksitler)
 tek kristal/çok kristalli yapı (tane boyutu mek.öz.")
 rijitlik ve sertlik (ileri teknoloji seramikleri >> geleneksel seramikler ve camlar) Mukavemet: Yüksek gerilme: seramikler teoride daha iyi olmalı (atomik bağ yapısı nedeniyle) ancak metallerin")
14 MEKANİK ÖZELLİKLER Tipik özellikler: rijit ve kırılgan (kusursuz elastik davranış) sertlik ve e-modül (metallerden daha yüksek Tablo 7.2) rijitlik ve sertlik (ileri teknoloji seramikleri >> geleneksel seramikler ve camlar) Mukavemet: Yüksek gerilme: seramikler teoride daha iyi olmalı (atomik bağ yapısı nedeniyle) ancak metallerin kristal kafesinde kayma (slip) özelliği var!! metalde plastik deformasyon (kayma düzlemleri) seramikte gevrek kırılma (rijit bağ yapısı, yapı içi hatalara aşırı duyarlılık)
 ancak metallerin kristal kafesinde kayma (slip) özelliği var!")
15 MEKANİK ve FİZİKSEL ÖZELLİKLER İyileştirmeler: (seramiklerde mukavemet artırma) (1) başlangıç hammaddeleri daha üniform yapmak (2) tane boyutunu küçültmek (polikristalin seramikler için) (3) gözenekleri azaltmak (4) yüzeyde basma gerilmeleri oluşturmak (sırlama ile) (5) fiber (elyaf) takviyesi kullanmak (6) ısıl işlem uygulamak (alumina, plast. def. altında soğutma) FİZİKSEL ÖZELLİKLER Yoğunluk: Ergime sıcaklığı: Elektrik ve ısıl iletkenlik: Isıl genleşme: polimerler > seramikler > metaller polimerler > metaller > seramikler (ergime/ayrışma) seramiklerde genelde düşük (izolatör olarak kullanım) (metaller iletken olarak kullanım) seramiklerde genelde düşük (ancak yine de çok hassas) Soru: Mutfakta yemekleri neden seramik tencerede pişiremeyiz/ısıtamayız? (termal şok ve termal çatlaklar seramiklerde dikkat edilmesi gereken hususlar) İstisna: bazı camlar ve cam-seramikler çok düşük ısıl genleşme öz. Uygulamalar: ısıya dayanıklı cam kap (Pyrex, Borcam) teleskop yansıtıcısı (Zerodur)
 (metaller iletken olarak kullanım) seramiklerde genelde düşük (ancak yine de çok hassas) Soru: Mutfakta yemekleri neden seramik tencerede")
16 GELENEKSEL SERAMİKLER Temel gruplar: Temel ürünler: Tarihsel gelişim: mineral silikatlar, silis (silika) ve mineral oksitler pişmiş kil (çanak-çömlek, tuğla, karo), çimento, doğal abrazifler (alumina) ayrım: camlar (silikat seramik ama amorf) pişmiş kil ürünleri Orta-doğu yıl öncesi toprak ürünler Eski Mısır da M.Ö lerde ticari ürün porselen ortaya çıkış Çin 9.YY HAMMADDELER Kil: Silis (silika): Feldispat (feldspar): Alumina: Silisyum karbür: temel hammadde, sulu (hidrate) alüminyum silikatlar, ör: kaolen (Al2Si2O5(OH)4) en önemli özelliği suyla karıştırıldığında şekil alabilen, kalıplanabilen plastik bir kıvam yüksek sıcaklıkta (pişirme / firing) yoğun, mukavim bir malzemeye dönüşür bir diğer temel hammadde (cam, beyaz pişen ürünler, refrakterler ve abrazifler), doğada kuvars/quartz (kumtaşı) bol ve ucuz, sert ve kararlı doğal hammadde (P, Na, Ca veya Ba içeren aluminyum silikatlı mineraller) KAlSi3O8 kil + silis + feldispat dayanıklı toprak ürünleri, porselenler korund (mineral) veya boksit (cevher), renkli saf olmayan korund: safir ve yakut, uygulama taşlama disklerinde abrazif aşındırıcı, fırınlarda refrakter tuğla doğada mineral olarak bulunmaz (istisna: göktaşları), silisin kömürle 2200 C de reaksiyonu ile üretilir, uygulama abrazif aşındırıcı olarak kullanılır
 yoğun, mukavim bir malzemeye dönüşür bir diğer temel hammadde (cam, beyaz pişen ürünler,")
 Refrakterler: Abrazif aşındırıcılar: tuğla şeklinde fırınlarda ve potalarda (yüksek")
17 GELENEKSEL SERAMİK ÜRÜNLER Çömlekler ve sofra takımları: dayanıklı ve dayanıksız toprak ürünler, porselenler hammaddeler kil ve diğer mineraller (silis, feldispat) Tuğla ve çini (karo): İnşaat tuğlası, toprak künk, kiremit, drenaj ürünleri silisli ve çakıllı ucuz kil hammaddeler presleme + pişirme (düşük T) Refrakterler: Abrazif aşındırıcılar: tuğla şeklinde fırınlarda ve potalarda (yüksek sıc. direnci, ısıl izolasyon, kimyasal kararlılık), bileşenler alumina + silis ve diğerleri (MgO ve CaO) taşlama diskleri ve zımpara kağıdı (alumina ve silisyum karbür) SiC 2600 HV, Al2O HV
, bileşenler alumina + silis ve diğerleri (MgO ve CaO) taşlama diskleri ve zımpara kağıdı (alumina ve")
18 YENİ (İLERİ TEKNOLOJİ / MÜHENDİSLİK) SERAMİKLER(İ) Yeni seramikler: Oksit seramikler: (1) sentetik olarak geliştirilen mühendislik seramikleri (2) proses tekniklerinde gelişmeler yapı ve özelliklerin dizayn edilmesi aluminyum silikatlar yerine oksitler, karbürler, nitrürler ve borürler en önemlisi alumina (fark: safiyet ve partikül boyutu), optimize edilmiş proses daha iyi mukavemet ve tokluk, sıcak sertlik, düşük ısıl genleşme ve yüksek korozyon direnci Uygulamalar: aşındırıcı (taşlama diski), biyoseramikler (yapay kemik ve diş protezleri), elektrik izolasyonu, elektronik bileşenler, camlarda alaşımlama bileşeni, refrakter tuğla, kesici takım uçları, buji kovanı vs. mühendislik uyg. Karbürler: SiC, WC, TiC, TaC ve Cr3C2; SiC hariç metalik matris (Co/Ni) cermet SiC abrazif, rezistans ısıtıcı, çelik yapımında katkı, pota, teleskop aynası WC, TiC ve TaC yüksek sertlik ve aşınma direnci, kesici takımlar vs. Cr3C2 kimyasal kararlılık ve oksidasyon direnci gerektiren uyg. Nitrürler: Si3N4, BN ve TiN; sert ve kırılgan, karbürlerden daha düşük T erg. Si3N4 yüksek sıc. uyg.; T ox C, T decomp C; düşük ısıl genlş., ısıl şok ve sürünme direnci, korozyon day., gaz türbini, roket motoru, ergitme potası BN hbn (yağlayıcı), cbn (kesici takımlar, aşındırıcı diskler, çeliklere uygun) TiN yük. sertlik, aşınma direnci, düş. sürtünme k., el. iletken, PVD kaplama Sialon Si4Al2O2N6 (Si3N4 gibi + oxidas. direnci); kesici takım, yük. sıc. uyg.

 + diğer oksitler (bkz. Tab. 7.")
19 CAMLAR Cam: hal olarak amorf, kristalin olmayan katı madde seramik olarak inorganik ve kristalleşmeden katı duruma soğuyan metalik olmayan bileşen(ler karışımı) Kimyası temel bileşen silis (silika); doğada kristalin ergitme + hızlı soğutma ve özellikleri: %50-75 arası katılır (en iyi cam oluşturucu) + diğer oksitler (bkz. Tab. 7.4) diğer oksitler (1) flaks (eritici) fonksiyonu, (2) eriyiğin akışkanlığını artırma, (3) kristalleşmeyi geciktirme, (4) ısıl genleşmeyi azaltma, (5) kimyasal kararlılığı artırma, (6) renklendirme ve (7) kırılma indisini değiştirme (optik)
 diğer oksitler (1) flaks (eritici) fonksiyonu, (2) eriyiğin akışkanlığını artırma, (3) kristalleşmeyi geciktirme, (4) ısıl genleşmeyi")
20 CAM ÜRÜNLERİ Pencere camı: Cam kaplar: Ampul camı: Laboratuvar gereçleri: Cam fiberler: Optik camlar: (1) soda-kireç camı (1800 ler, üfleme) soda (Na2O)+kireç (CaO)+silis (SiO2) (2) pencere camı (modern) yakın bileşim + MgO (devitrifikasyon) modern yöntemler daha hızlı soğutma (kireç daha az önemde) kimyasal kararlılık, cam şişe ve benzer cam kaplar ampul ve diğer ince cam ürünler (kadehler vs.) soda yüksek, kireç düşük seri üretim, hammaddeler ucuz, sürekli ergitme fırını kullanımı kimyasallara dayanıklılık (beher, cam tüp vs.) ve ısıl şok direnci yüksek silika B2O3 katkısı ısıl genleşme katsayısını düşürür Uygulamalar: kompozit takviyesi, izolasyon yünü, fiber optik kablolar E-glass en çok kullanılanı, ekonomik, iyi çekme mukavemeti S-glass daha yüksek mukavemet, daha pahalı izolasyon yünü soda-kireç-silis bileşiminden üretilir, çatı şiltesi vs. fiber optik iki katmanlı uzun cam fiber (içte yük. dışta düş. indisli katman) gözlük, mercek ve optik parçalar (kamera, mikroskop, teleskop) farklı kırılma indisli bileşimler crown glass ve flint glass crown glass düşük kırılma indisi flint glass yüksek PbO katkısı ile yüksek kırılma indisi
 ve ısıl şok direnci yüksek silika B2O3 katkısı ısıl genleşme katsayısını düşürür Uygulamalar: kompozit takviyesi, izolasyon yünü, fiber optik kablolar E-glass en çok kullanılanı, ekonomik, iyi")
 ergitme ve şekillendirme (cam işleme), (2) soğutma, (3) ısıtma ve çekirdeklenme (TiO2, P2O5 ve ZrO2), (4) ısıl işlem sıcak.")
21 CAM-SERAMİKLER Cam-seramik: Proses: ısıl işlemle camın polikristalin yapıya dönüştürülmesi (%90-98 kristalin) renk opak (gri/beyaz), küçük tane boyutu (0,1-1,0 µm) yük. mek. özellikler (1) ergitme ve şekillendirme (cam işleme), (2) soğutma, (3) ısıtma ve çekirdeklenme (TiO2, P2O5 ve ZrO2), (4) ısıl işlem sıcak. çıkma ve büyüme Avantajlar: Özellikler: Uygulamalar: (1) camsı yapıda verimli prosesleme, (2) hassas boyut kontrolü ve (3) iyi mekanik ve fiziksel özellikler yüksek mukavemet (camlara kıyasla), gözeneksiz yapı, düşük genleşme katsayısı (uzay teleskobu aynası Zerodur), ısıl şoklara yüksek direnç pişirme sistemleri (mutfak), ısı eşanjörleri ve füze radomları MgO-Al2O3-SiO2 yüksek elektrik direnci, elektrik/elektronik uygulamaları
 tabakalar (kovalan/van der Waals), anizotropik, toz grafit katı yağlayıcı (tribolojik), bulk grafit refrakter (pota, fırın don.")
22 SERAMİKLERLE İLGİLİ ÖNEMLİ ELEMENTLER Karbon: Silisyum: Bor: (1) grafit kristalin (hex.) tabakalar (kovalan/van der Waals), anizotropik, toz grafit katı yağlayıcı (tribolojik), bulk grafit refrakter (pota, fırın don.), fiber grafit takviye malzemesi (yüksek mukavemet ve elastisite modülü) (2) elmas kübik kristalin kafeste kovalan bağlı karbon at. (çok yük. sertlik) doğal elmas HV, yapay elmas 7.000HV; Uyg.: sert-kırılgan (seram.) malz. kesici takım, taşlama diski; oksidasyon direnci 650 C yarı-metal; yerkürede %26; kimyasal bileşik (kaya, kum, kil ve toprakta) kübik kristal k., sert ve kırılgan, hafif, kimyasal yarı-iletken element olarak elektronikte, oksit ve silikat olarak seramik, cam ve metalürjide yarı-metal; yerkürede az (%0,001); doğada boraks ve kernit minerali; hafif ve çok rijit (fiber); yarı-iletken öz.; endüstride daha çok bileşik halde nikel elektro kaplama (çözelti), camlarda (B2O3), kesici takımlarda (cbn), kompozitlerde (bor fiber)
23 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi
24 Camlarda Parça Ürünlerin İmalatı Cam üretim aşamaları: 1. Hammadde hazırlık ve ergitme 2. Şekillendirme 3. Isıl işlem Şekillendirme Yöntemleri: 1) Savurma (spinning) Fig ) Presleme Fig. 12.3
 Fig. 12.")
25 Camlarda Parça Ürünlerin İmalatı 3) Üfleme (blowing) Fig (bas ve üfle prosesi/press-and-blow process) Fig (çift üfleme prosesi/blow-and-blow process) 4) Döküm
 Fig. 12.")
26 Camlarda Parça Ürünlerin İmalatı 3) Üfleme (blowing) Fig (bas ve üfle prosesi/press-and-blow process) Fig (çift üfleme prosesi/blow-and-blow process) 4) Döküm
27 Düz ve Silindirik Cam İmalatı 1) Düz cam plakanın haddelenmesi Fig ) Yüzdürme prosesi Fig ) Cam tüplerin çekilmesi Fig. 12.8
28 Cam Fiberlerin Şekillendirilmesi 1) Santrifüjik püskürtme (centrifugal spraying) 2) Sürekli filaman çekme (drawing of continous filaments) Fig. 12.9
29 Camların Isıl İşlemi ve Bitirme (Finishing) Isıl işlemler: 1) Tavlama (annealing) gerilim giderme (500 C) 2) Temperleme camın tokluğunu artırma Bitirme (finishing): 1) Taşlama 2) Parlatma 3) Kesme

30 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi
31 Seramikler Geleneksel seramikler: Yeni seramikler: Ortak nokta: Üretim: doğada bulunan minerallerden (ör: çanak, çömlek, porselen, tuğla, çimento) sentetik olarak üretilen hammaddelerden (ör: kesici takımlar, yapay kemik, nükleer yakıt, elektronik devre kartı) başlangıç: toz toz karışım şekillendirme pişirme (sinterleme) bitirme Al2O3 (alumina) tozu Al2O3 (alumina) refrakter ürünler
 Üretim: Fig. 17.1 Peki tozları nasıl elde ediyoruz? Hammadde hazırlama!")
32 Seramikler Geleneksel seramikler: doğada bulunan minerallerden (temel bileşen: silikatlar) (ör: çanak, çömlek, porselen, tuğla, çimento) Üretim: Fig Peki tozları nasıl elde ediyoruz? Hammadde hazırlama!!
33 Seramiklerde Hammadde Hazırlama Geleneksel seramikler: tozların öğütülmesi, boyutlandırılması, sınıflandırılması Hammadde karıştırma: tozların su ve diğer katışkılarla karıştırılması (plastik kıvam gereksinimi)
34 Geleneksel Seramiklerde Şekillendirme Yöntemleri Plastik kıvam: tozlar (kil) şekillendirme için plastik kıvamda olmalı sulu karışım Yöntemler: kıvama göre dört farklı yöntem (Fig. 17.4) % su içeriği slip döküm (kil çamur kıvamında akıcı) % plastik şekillendirme yöntemleri (kil plastik hamur gibi) % yarı-kuru presleme (kil yaş halde) % 0-5 kuru presleme (kil kuru halde, plastik durum söz konusu değil)
 kalıp cidarında tortu (birikim) oluşumu (Fig. 17.")
35 Geleneksel Seramiklerde Şekillendirme Yöntemleri Slip Döküm: (slip casting) sulu çamur kıvamındaki kil içerikli slip hazırlama alçı (Paris plaster) kalıp gereksinimi (suyu emer) kalıp cidarında tortu (birikim) oluşumu (Fig. 17.5) kalıp şeklini alma ile şekillendirme harici basınç uygulanmaksızın yüksek yoğunluk eldesi içi boş parça üretim imkanı
 çömlekçi çarkı vs. mekanize yönt.: savurmalı seramik döküm (jiggering, bkz. Fig. 17.")
36 Geleneksel Seramiklerde Şekillendirme Yöntemleri Plastik şekillendirme: (plastic forming) manuel yönt.: plastik kıvamda karışım el yordamıyla şekillendirme (günümüzde sanatsal ve dekoratif amaçlı) çömlekçi çarkı vs. mekanize yönt.: savurmalı seramik döküm (jiggering, bkz. Fig. 17.6) üç aşamalı: külçe yerleştirme, vurarak ön-şekillendirme ve savurma ile son. sadece rotasyon simetrik parçalar plastik presleme gözenekli kalıpta kil çamuru sıkıştırılır ve vakumlanır (suyu hızla emilir) rotasyon simetrik olmayan parçalar da şekillendirilebilir ekstrüzyon profil kesitli uzun seramik ürünler (boşluklu tuğla, drenaj borusu vs.)
 (semi-dry pressing) fazla toz yığını kalıp kenarında çapak (flash) bırakır Kuru presleme: (dry pressing) hiç nem içermeyen toz yığını kalıpta preslenir çapak oluşmu gözlenmez özel dayanıklı")
37 Geleneksel Seramiklerde Şekillendirme Yöntemleri Yarı-kuru presleme: az nemli toz yığını kalıpta preslenir (Fig. 17.7) (semi-dry pressing) fazla toz yığını kalıp kenarında çapak (flash) bırakır Kuru presleme: (dry pressing) hiç nem içermeyen toz yığını kalıpta preslenir çapak oluşmu gözlenmez özel dayanıklı çelikten kalıp kullanmak gerekir (kalıp aşınması!!) presleme yardımcı kimyasalları (yağlayıcı ve bağlayıcı katkılar katılabilir) daha basit şekilli parçalar için tercih edilir Ürünler: banyo karoları, elektrik izolatörleri, refrakter tuğlalar
38 Geleneksel Seramiklerde Kurutma İşlemi Kurutma: su plastikleştirici olarak rol oynar ve şekillendirme sonrası uzaklaştırılır Fig kil hacminin su miktarı ile değişimi Fig kuruma hızı ve kil hacminin su miktarı ile değişimi
39 Geleneksel Seramiklerde Pişirme İşlemi Pişirme: yüksek sıcaklıkta toz partiküllerinin sinterlenerek yapının gözenekliliğinin azaltılması ve mekanik/fiziksel/kimyasal özelliklerinin geliştirilmesi yapıda büzülme meydana gelir geleneksel seramiklerde fırın (kiln) pişirme için kullanılır sırlı seramik ürünler önce pişirilir, sonra sırlanır sonra tekrar sırlama için tekrar pişirilir sırsız seramik ürünler bir defa pişirilir
40 Yeni Seramikler Yeni seramikler: kil yerine sentetik tozlar (oksitler, karbürler, nitrürler veya borürler) suyla karıştırıldığında plastik kıvam yok ilave katkılar gerekli benzer yöntemlerle şekillendirilebilirler toz safiyeti ve ince boyutlu olması çok önemli mekanik özell. etkiliyor! Katkılar (additives): plastikleştiriciler (plasticizers) bağlayıcılar (binders) ıslatma yardımcısı (wetting agents) deflokülantlar (defloculants) yağlayıcıları (lubricants)


41 Yeni Seramiklerin Şekillendirilmesi Şekillendirme Yönt.: Geleneksel seramik ve toz metalurjisi yöntemleri geçerli Presleme ve sinterleme (TM adaptasyonu) Slip döküm, ekstrüzyon ve kuru presleme (geleneksel seramiklerden) Sıcak Presleme: İzostatik Presleme: kuru presleme gibi ancak sıcaklık da uygulanıyor her yönden eş miktarda sıkıştırma basıncı uygulanıyor (sıcak ve soğuk yapılabilir)
 Seramik enjeksiyon kalıplama: plastik ve toz metal enjeksiyon kalıplama yöntemlerinin uyarlaması Yeni Seramiklerin Sinterleme İşlemi Sinterleme: Yüksek sıcaklıkta yapının")
42 Yeni Seramiklerin Şekillendirilmesi Tape döküm: film şeklinde seramik üretimi (Fig ) Seramik enjeksiyon kalıplama: plastik ve toz metal enjeksiyon kalıplama yöntemlerinin uyarlaması Yeni Seramiklerin Sinterleme İşlemi Sinterleme: Yüksek sıcaklıkta yapının yoğunlaştırılması (bkz. Şekil) tüm özelliklerde gelişme katı-hal sinterlemesi sıvı faz sinterlemesi reaksiyon sinterlemesi
43 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi
44 POLİMERLER Tanım: Köken: Polimer, her bir molekülü birbirine bağlı tekrarlayan birimlerden meydana gelen uzun zincir moleküllerinden oluşan bileşiklerdir. Yunanca; poly çok ve meros (mer) kısım, parça Çoğu polimer karbon esaslı organik kimyasal (madde) Sınıfları: (1) Termoplastikler (TP) katı fakat ısıtmayla viskoz C ürün eldesi için kolay ve ekonomik (sürekli ısıtma-soğutma) (2) Termosetler (TS) ilk ısıtmada yumuşarlar ve kalıplanabilirler, fakat yük. sıcaklıkta kim. reaksiyonla sertleşir ve ergiyemez hale gelirler, ancak bozunabilir ve kömürleşirler. (3) Elastomerler (E) lastikler, düşük bir gerilme ile büyük bir elastik uzama gösterirler. uzama 10x. Özellikleri farklı olsa da, molekül yapısı TP den ziyade TS lere benzer. Termoplastik ürünler Termoset ürünler Elastomer ürünler
45 POLİMERLER Önemi: Eksileri: karmaşık şekilli parçalara doğrudan şekillendirilebilirler (net-shape processing) mukavemetin istenmediği mühendislik uygulamalarında öne çıkarlar: (1) düşük yoğunluk, (2) bazı polimerler için iyi mukavemet/ağırlık oranı, (3) yüksek korozyon direnci, (4) düşük elektriksel ve ısıl iletkenlik. hacimsel olarak maliyet konusunda metallerle rekabetçi bir konum hacimsel olarak üretim konusunda metallerden daha az enerji gerektirir (düşük sıcak.) bazı plastikler saydam veya yarı-saydamdır, bazı uygulamalarda camlara alternatiftir kompozit malzemelerde çok geniş olarak kullanılırlar (1) metal ve seramiklere göre mukavemet düşük (2) elastisite modülü veya rijitlik de düşüktür (elastomerlerde istenen bir özellik) (3) kullanım sıcaklıkları birkaç yüz derece ile sınırlıdır (TP ergime, TS ve E bozunma) (4) bazı polimerler güneş ışınları ve diğer radyasyon türleri ile bozunabilir (5) plastikler viskoelastik özellikler gösterir, ki yük yataklama uygulamalarında ciddi sorun!! Net-shape üretim imkanı Plastiklerin sıcaklık dayanımı düşüktür Viskoelastik davranış
46 POLİMERLERLE İLGİLİ TEMEL BİLGİLER Yapı: küçük moleküllerin büyük moleküller oluşturmak üzere birleşmesi, zincir-benzeri yapı monomer ör: etilen (C2H4); kovalan bağlı molekül, güçlü zincir yapısı (primer bağlar) makromoleküller (zincirler) arası zayıf (sekonder) bağlar polimerlerin zayıflığı Polimerizasyon: (1) katılım (zincir) polimerizasyonu çift karbon bağı açılır (katalizör), zincir uzar (2) basamak polimerizasyonu iki reaktif monomer bir araya getirilir, yan ürün çıkar (su) kondenzasyon polimerizasyonu da denir
47 KATILIM (ZİNCİR) POLİMERİZASYONU
48 BASAMAK (YOĞUŞMA/KONDENZASYON) POLİMERİZASYONU
49 POLİMERLERİN MOLEKÜLER YAPILARI Lineer, dallanmış ve çapraz bağlı polimerler: (Figure 8.7) lineer polimer zincir benzeri yapı (termoplastikler) dallanmış polimer H atomları C ile yer değiştirir, zincir dallanır (termoplastikler) çapraz bağlı polimer dallar veya diğer moleküller arasında primer (kovalan) bağ oluşur hafif çapraz bağlı yapı elastomerler, yoğun çapraz bağlı yapı (ağ yapısı) termosetler
50 HOMO- KO- ve TERPOLİMERLER Homopolimer: Kopolimer: ör: polietilen, polipropilen, polistiren ve diğer bir çok yaygın plastik molekülleri hep aynı ve tekrarlayan merlerden oluşur molekülleri iki farklı türde ve tekrarlayan birimlerden (mer) oluşur ör: etilen-propilen kopolimeri (C2H4)n(C3H 6 )m- n ve m: Türleri (Figure 8.8): (a) değişken kopolimer merler her bir konumda değişerek yer alır (b) rasgele merler gelişigüzel (rasgele) düzendedir (c) blok aynı tür merler uzun zincir boyunca gruplaşma eğilimindedir (d) asılı bir mer türü diğer merlerin oluşturduğu omurgaya dallanarak bağlanır Diğerleri: Terner (üçlü) polimerler (terpolimerler) de ayrıca sentezlenebilmektedir. ör: ABS plastiği (acrilonitril-bütadien-stiren)
: Kristalinite derecesi: Cam(sı) geçiş sıcaklığı (Tg): moleküldeki merlerin molekül ağırlıkları toplamı, n mer ağırlığı kristalin kısmın toplam ağırlıktaki %-oranı,")
51 POLİMERLERE İLİŞKİN BAZI TANIMLAR Polimerizasyon derecesi (DP): polimerdeki n değerinin ortalaması, yük. DP yük. muk. ve viskozite Molekül ağırlığı (MW): Kristalinite derecesi: Cam(sı) geçiş sıcaklığı (Tg): moleküldeki merlerin molekül ağırlıkları toplamı, n mer ağırlığı kristalin kısmın toplam ağırlıktaki %-oranı, yüksek kristalinite yoğunluk, mekanik özellikler (mukavemet, rijitlik, tokluk) ve ısı direncinde artış, saydamlıkta azalma bazı amorf malzemelerde (TP, E) görülen bir karakteristik sert-kırılgan yumuşak-plastik davranış genleşme hızında artış (Figure 8.10)
52 ÖNEMLİ TİCARİ POLİMERLER Termoplastikler: Termosetler: Acetal (polioksimetilen) Akrilikler (PMMA, PAN) Akrilonitrilbütadienstiren (ABS) Selülozlar (selüloz asetat CA; selüloz asetat-bütirat CAB; fiber Rayon) Floropolimerler (politetrafloretilen, PTFE Teflon) Polyamidler (naylon, fiber aramid (Kevlar)) Polikarbonatlar (PC) CD malzemesi Polyesterler (polietilteraftalat, PET) Polietilen (LDPE, HDPE) Polipropilen (PP) Polistiren (PS) Polivinilklorür (PVC) kapı-pencere malzemesi Amino reçineler (amino gruplu (NH2) üre- veya melamin-formaldehid) Epoksiler (epoksid/etilen oksit (C2H3O) veya epiklorohidrin (C3H5OCl) bazlı) Fenolikler (fenolformaldehid Bakelite) Polyesterler (TS olarak kompozit matrislerde) Polyimidler (TS olarak PI (Kapton veya Kaptrex)) Poliüretanlar (üretan esaslı (NHCOO) köpük) Silikonlar (inorganik; siloxan bağlar (-Si-O-); sıvı/elastomer/termoset reçine)
53 ELASTOMERLER Tanım: Özellik: Bağ: çapraz bağlı uzun zincirli moleküller, çapraz bağ oranı düşük elastisite (1) uzun moleküller gerilme yokken sıkıca bir arada bulunur, (2) çapraz bağ derecesi TS lere kıyasla oldukça düşüktür; gerilme Fig ve 8.13 çapraz bağ oluşumu kür işlemi (curing / setting) elastomerlerde vulkanizasyon
 ilk suni kauçuk (1930 lar) Neoprene Etilen-propilen kauçuğu (EPDM) terpolimer (etilen+propilen+dien) İzopren kauçuğu (doğal kauçuğun sentetiği poliizopren) Nitril kauçuğu")
54 ÖNEMLİ TİCARİ ELASTOMERLER Doğal: Sentetik: Doğal kauçuk (NR) (Hevea brasiliensis latex poliizopren) Bütadien kauçuğu, polibütadien (BR) Butil kauçuğu (kopolimer; poliisobutilen + poliizopren) Kloropren kauçuğu (CR) ilk suni kauçuk (1930 lar) Neoprene Etilen-propilen kauçuğu (EPDM) terpolimer (etilen+propilen+dien) İzopren kauçuğu (doğal kauçuğun sentetiği poliizopren) Nitril kauçuğu (kopolimer bütadien + akrilonitril) Poliüretanlar (düşük çapraz bağlı poliüretan termosetler) Silikonlar (en yaygın polidimetilsiloksan) Stiren-bütadien kauçuğu (SBR) (Buna-S, Almanya, WWII) max. prod. %40
55 POLİMER GERİ-KAZANIMI Sorun: 1 milyar ton plastik çöp (1950-bugün) birincil kararlı bağlar (yavaş bozunma) Geri-kazanım: dünya da yıllık üretim 200 milyon ton, sadece ABD de bunun 1/8 geri-kazanım ABD için % 6 Geri-kazanım: atılmış plastikleri toplama ve tekrar değerlendirme yeni ürünler Zorluk: PIC: Kullanım: (1) plastiklere kıyasla geri-kazanılmış çoğu metal daha hacimli ve daha ağır (2) homojen karışmamış çeşitli kimyasal kompozisyonlarda gelen plastik atıklara kıyasla cam atıklar hep silis esaslı (3) çoğu atık plastik kendisinden kolaylıkla ayrılamayan dolgular, boyalar ve diğer katkılar içermekte (4) maliyet dalgalanmaları geri-kazanım faaliyetini etkiliyor plastic identification code (1) polietilen tereftalat (2-lt lik içecek şişeleri) (2) yüksek dansiteli polietilen (süt/ayran bidonları veya şişeleri) (3) polivinilklorür (pvc borular) (4) düşük dansiteli polietilen (yumuşak şişeler ve kapaklar) (5) polipropilen (yoğurt ve margarin kapları) (6) polistiren (yumurta kartonları, kuplar) (7) diğer ör: polikarbonat veya ABS TP tekrar ergitme; TS ve E dolgu, kaplama malzemesi
 (2) tamamen çözünebilir plastikler (aka biyoplastikler) hem matrisi hem dolgusu doğal ve")
56 BİYO-ÇÖZÜNÜRLÜLÜK (BIODEGRADABILITY) Tanım: bakteri ve mantar gibi doğada bulunan mikroorganizmalar tarafından ayrıştırılan plastikler (geleneksel plastik ürünler biyo-çözünebilir değildir) (1) kısmen çözünebilir plastikler dolgu malzemesi doğal polimer (sünger benzeri kısmen dönüşmüş yapı) (2) tamamen çözünebilir plastikler (aka biyoplastikler) hem matrisi hem dolgusu doğal ve yenilenebilir kaynaklardan olan polimerler (nişasta TP ürün, laktik asit (mısır nişastası veya şekerkamışının fermantasyonundan) polilaktik, selüloz (keten/kenevir) fiber (kompozit))

57 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi


58 Ekstrüzyon Proses ve ekipman Ekstrüzyon vidasının detayı

59 Ekstrüzyonda Farklı Kalıp Biçimleri ve Ekstrüde Edilen Parçalar Ekstrüzyonla boşluksuz profil üretimi Boşluklu profil üretimi
 Sharkskin ve")
60 Ekstrüzyonda Farklı Kalıp Biçimleri ve Ekstrüde Edilen Parçalar Elektrik kablosu imalatı Ekstrüzyon Hataları Erime kırılması (melt fracture) Sharkskin ve Bambooing

61 Levha ve Film İmalatı Yarık kalıp (slit-die) ekstrüzyonu Ekstrüzyon sonrası hızlı soğutma
62 Levha ve Film İmalatı Film üfleme (blown-film) ekstrüzyonu Kalenderleme (calendering)
63 Fiber/Filaman Üretimi (Spinning) ve Kaplama Prosesleri Eğirme (spinning) ile fiber üretimi Düzlem (planar) kaplama prosesleri
 Devasa")

64 Enjeksiyon Kalıplama (Injection Molding) Devasa bir enjeksiyon kalıplama cihazı Enjeksiyon kalıplama cihazı kesidi

65 Enjeksiyon Kalıplama (Injection Molding) Enjeksiyon kalıplama aşamaları Enjeksiyon kalıpları

66 Basınçlı kalıplama yöntemi Basınçlı Kalıplama (Compression Molding)

67 Aktarmalı kalıplama yöntemi Aktarmalı Kalıplama (Transfer Molding)

68 Üflemeli Kalıplama (Blow Molding) Ekstrüzyon üflemeli kalıplama Enjeksiyon üflemeli kalıplama

69 Isıl Şekillendirme (Thermoforming) Vakumlu ısıl şekillendirme Basınçlı ısıl şekillendirme

70 Isıl Şekillendirme (Thermoforming) Pozitif kalıpla ısıl şekillendirme Ön-gerdirmeli ısıl şekillendirme Mekanik ısıl şekillendirme
71 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi

72 Kompozit nedir? Kompozit: İki veya daha fazla, farklı türde malzemenin birlikte kullanıldığı ve bu farklı malzemelerin farklı özelliklerine de sahip, hafif yapılı malzemelerdir. Her kompozitte genellikle iki tip madde/bileşen bulunur; matris ve takviye malzemesi. Genel olarak takviye malzemesi (İng: reinforcement) taşıyıcı görev üstlenir, ve etrafında bulunan matris faz ise onu bir arada tutmaya ve desteklemeye yarar. Takviye malzemesi/fazı fiberler, partiküller veya whisker lar olabilirken, matris malzemesi ise metaller, plastikler ve seramiklerdir. Fiber ve reçine kullanılarak oluşturulan kompozit malzeme Sürekli fiberli ve kısa fiberli kompozitler
73 Kompozit Malzemeler Matrislere göre Sınıflandırma Polimer matrisli kompozitler (Polymer Matrix Composites PMC) Prensip olarak Fonksiyonelliğin Artırılması için Partikül takviyesi (termo-/elektro-fiziksel özellikler, kimyasal dayanıklılık) ama aynı zamanda üretim teknikleri nedeniyle de (İşlenebilirlik); Mukavemet ve E-Modül ün artırılması için Fiber takviyesi Metal matrisli kompozitler (Metal Matrix Composites MMC) Özellikle yüksek sıcaklıklarda Mukavemet ve E-Modül ün artırılması için öncelikle hafif metal matrislere Partikül ve Fiber takviyesi Seramik matrisli kompozitler (Ceramic Matrix Composites CMC) Hasar toleransını artırmak için Partikül ve Fiber takviyesi ( sünekvari kırılma davranışı ) Her matris türüne göre bir takviye fazının eklenmesi için farklı gereksinimler
74 Kompozit Malzemeler Matrislere göre Sınıflandırma Örnekler Kullanım sıcaklığı [ C] Matris Takviye fazı RT PMC MMC CMC Epoksi Fenol Polyimide Aluminyum Titanyum Magnezyum (Si)SiC Al 2 O 3 Si 3 N 4 Cam fiberler Karbon fiberler Aramid fiberler Karbon fiberler SiC Partikül Al 2 O 3 fiberler Karbon fiberler Al 2 O 3 fiberler SiC fiberler Her sıcaklık aralığı için tasarlanmış kompozit malzemeler
75 Niçin Kompozit Malzeme? Yoğun yükler altında çalışan yapısal bileşenler/malzemeler için daima daha karmaşık ve zorlayıcı gereksinimler: düşük yoğunluk hafif yapılı konstrüksiyonlar (enerji tasarrufu, emisyon azaltımı zararlı madde standartları, daha iyi ekolojik denge) teknolojik verimlilik mekanik özellikler (yüksek mukavemet, E-modül, hasar davranışında daha yüksek tolerans) termal ve kimyasal dayanıklılık tribolojik özellikler (sürtünme katsayısı, aşınma direnci) Karmaşık gereksinimler listesi geleneksel monolitik parçaların kullanımını sınırlandırmaktadır.


76 Uygulama: Yarış Otomobillerindeki Fren Diskleri için C/C Kompozitler Motivasyon: Hafif yapı, yüksek sıcaklık dayanımı, termal yük altında kritik sürtünme davranışı Formula 1 (McLaren Mercedes) Kaynak: akebono brake industry DTC, Le Mans (Toyota GT One,... Kaynak: ams, sport auto
![Yapısal Kompozit Kütlesi [%] Uygulama: Sivil Havacılıkta Kompozit Malzemelerin Potansiyeli 60 Kompozitlerin Yapısal Ağırlık Gelişimine Katkısı 50 A350-900 XWB 40](/docs-images/23/1821785/images/77-0.jpg "A400M 30 20 A320 A380 10 A300 A310-200 A340-300 A340-600 0 1970 1975 1980 1985 1990 1995 2000 2005 2010 2015 Airbus uçaklarındaki kompozit uygulamalarında sürekli")
77 Yapısal Kompozit Kütlesi [%] Uygulama: Sivil Havacılıkta Kompozit Malzemelerin Potansiyeli 60 Kompozitlerin Yapısal Ağırlık Gelişimine Katkısı 50 A XWB 40 A400M A320 A A300 A A A Airbus uçaklarındaki kompozit uygulamalarında sürekli artış
78 Uygulama: PMC ler Uçak Teknolojisi Motivasyon: Hafif yapı, yüksek rijitlik acc. to: HEXCEL Corporation, annual report, 2000
79 Uygulama: Gemi İnşasında kullanılan PMC ler Karbon fiberlerde high tech uygulamalar Köpüklü bir iç-merkez üzerinde %100 karbon fiber kompozit kaplama tabakasından oluşan Visby yapısı mükemmel mekanik ve elektrofiziksel özellikler sunar. Su jeti giriş ağzı ve kanalı teknenin gövdesine tüm uzunluk ve bölmeler boyunca monte edilmiştir ve büyük bir rijitliğe sahip homojen bir yapı meydana getirir. Ref.: ThyssenKrupp Marine Systems
80 PMC ler için Endüstriyel Uygulamalar Hobi Araçları Endüstrisi Motivasyon: Hafif yapı, yüksek rijitlik Hobi araçları için hafif yapı konstrüksiyonunda GFRP ve CFRP malzemeler Bir snowboard un yapısı (şematik) Olasılıklar Kaynak: HEXCEL Corporation, yıllık rapor, 2000 Diğer uygulamalar: golf sopaları, tenis raketleri, olta sapları, sörfbordları,...
81 Uygulama: Otomobil Endüstrisinde SMC (Sheet Moulding Compound) Alfa Romeo Renault Class A SMC (1) ve BMC (Bulk Moulding Compound) kombinasyonundan oluşan bir motor kaputu ağırlık kazancı: %15 Çarpışma bölgesindeki yapı bileşeni ağırlık kazancı: %20 John Deere SMC çatı çerçevesinin iç kısmı (diğer dahili parçalarla birlikte) Daimler Chrysler Verniklenmiş dış SMC tavan gövdesi SMC den imal edilmiş tavan ve yan spoylerleri ve kabin basamakları Quelle: Design Manual: SMC/BMC: Design for Success!, European Alliance for SMC
82 PMC lerde Endüstriyel Uygulamalar Enerji Teknolojileri Çok hafif rüzgar türbin kanatları için kontrüksiyon malzemesi olarak GFRP ve CFRP ler Yeni kurulan rüzgar türbinleri ve yatırımlar (MW) Yıllar Kaynak: HEXCEL Corporation, yıllık rapor, 2000 ve altarnaturk.org Kaynak: DEWI GmbH

83 Carbon/Carbon (C/C) Kompozitlerinde Hasar Toleransı acc. to SGL, 1995


84 Kompozit Malzemelerde Takviye Türleri ve Mimarileri
85

86 Malzeme Üretim Teknikleri (ÜSD) Bahar YY Yrd. Doç. Dr. Enbiya Türedi
 Şekillendirme Fig.")
87 Polimer Matrisli Kompozitlerin Şekillendirme Prosesleri Polimer matrisli kompozitler (PMC): Fiber takviyeli polimerler (FRP s): içersine fiber veya partikül gibi bir takviye gömülmüş olan polimer matrisli malzemeler. mukavemet/ağırlık veya E-modül/ağırlık oranı yüksek (uçak, otomotiv, denizcilik, spor eşyaları vb.) Şekillendirme Fig. 15.1
88 PMC ler için Başlangıç Hammaddeleri Matris: Takviye: Termosetler (TS) fenolik reçine, epoksi, doymamış polyester Termoplastikler (TP) Elastomerler (E) fiberler karbon, cam, polimer (kevlar) partiküller SiC, Al2O3, karbon karası Matris ve Takviye Fazının Karıştırılması Kalıplama karışımları: SMC, BMC, DMC, TMC gibi yöntemler (Fig. 15.2) kısa fiber kull. Prepreg ler tape, çapraz katlı tabakalar veya kumaşlar uzun fiber kullanımı!! (pre-impregnated):
 1. El yatırması tekne gövdesi imali için (1940 lar) Fig. 15.")
89 Açık Kalıp Prosesleri Açık kalıp (open mold): negatif veya pozitif kalıp kullanımı (Fig. 15.3) 1. El yatırması tekne gövdesi imali için (1940 lar) Fig (Hand Lay-up): reçine + takviye birlikte uygulanır; seri imalata uygun değil ürünler: tekne, sahne aksesuarı, yüzme havuzu, konteynır tankları, vs. Not: Şimdiye kadar bu yöntemle imal edilmiş en büyük gemi/tekne İngiliz Kraliyet Donanması için 85 m uzunluğunda!!
 (Spray-up): fiber kesme/doğrama tertibatı var, reçine birlikte püskürtülür kısa ve rasgele yönlü fiberler az miktarda kullanılabilir (dezavantaj) sağlık açısından güvenlik tedbirleri gerekli!")
90 Açık Kalıp Prosesleri 2. Püskürtmeli kalıplama el yatırma yönteminin mekanize geliştirilmiş versiyonu (Fig. 15.5) (Spray-up): fiber kesme/doğrama tertibatı var, reçine birlikte püskürtülür kısa ve rasgele yönlü fiberler az miktarda kullanılabilir (dezavantaj) sağlık açısından güvenlik tedbirleri gerekli!! ürünler: tekne, banyo ve duş teknesi, oto/kamyon gövde parçası vs. 3. Otomatik tape yatırma: (Fig. 15.6)
: SMC, BMC, TMC kalıplama: Preform kalıplama: kalıp içerisinde önceden karıştırılmış")
91 Kapalı Kalıp Prosesleri 1. Basmalı kalıplama kapalı kalıpta reçine ile takviye karışımını sıkıştırma (compression molding): SMC, BMC, TMC kalıplama: Preform kalıplama: kalıp içerisinde önceden karıştırılmış reçine+takviye şekilln. takviye ve reçine ayrı katmanlar halinde istiflenir, kalıplanır Elastik rezervuar kalıplama: iki fiber katmanı arasında köpük (reçine): sandviç (Fig. 15.7)
92 Kapalı Kalıp Prosesleri 2. Aktarmalı kalıplama kapalı kalıpta ön şekillendirilen takviye malzemeye reçine enjeksiyonu (transfer molding): (bkz. Şekil) Resin transfer molding, RTM Thermal expansion resin transfer molding, TERTM Vacuum assisted resin transfer molding, VARTM Ön-şekillendirme Yerleştime/yükleme Kalıplama Kalıptan çıkarma Çapraz bağ oluşumu Enjeksiyon Talaşlı işlem

 Conventional injection molding Reinforced reaction injection")
93 Kapalı Kalıp Prosesleri 2. Enjeksiyon kalıplama kapalı kalıpta ön şekillendirilen takviye malzemeye reçine enjeksiyonu (injection molding): (bkz. Şekil) Conventional injection molding Reinforced reaction injection molding, RRIM A Bileşeni Ayrı bileşenler B Bileşeni Dozaj Dozaj Karıştırma işlemi KALIP
94 Filaman Sarım Yöntemi Filaman sarımı mandrel üzerine reçineli fiberler sarılır (Fig. 15.8) (filament winding): çeşitli sarım teknikleri (Fig. 15.9), ekipman (Fig )
95 Pultrüzyon Yöntemleri Pultrüzyon: pulling+extrusion: fiber takviyeli profil üretimi (Fig ) 1950 lerde GFRP den balık oltası imali için geliştirilmiş bir yöntem
96 Pultrüzyon Yöntemleri Pulforming: pultrüzyon ile üretilen profile eğimli şekil verilir (Fig ) otomotivde yaprak yay üretimi için kullanılır
: (Fig. 15.")
97 Diğer PMC Şekillendirme Yöntemleri Savurma döküm: reçine ve takviye malzemeleri birlikte kendi ekseni etrafında dönen kalıba aktarılır, merkezkaç kuvveti ile boşluksuz bir döküm elde edilir. Silindir haddeleme bir mandrel üzerine takviye sarılır ve haddelenerek sıkıştırılır (tube rolling): (Fig ) Sürekli laminatlama (continous laminating): Kesme yöntemleri: tabakalı takviye ve reçine karışımlı yapı oluşturma reçineli takviye karışımları belli ebatlarda kesilerek proseslenir (cermet veya yüksek hız takım çeliği kesiciler veya elmas kesici takım)
98
99
100 Seramik Malzemelerin Tanımı En basit haliyle seramik malzemelerin tanımı şöyle yapılabilir: Seramik malzemeler inorganik ve metalik olmayan malzemelerdir. Kural olarak oda sıcaklığında ham haldeki bir karışımdan şekillendirilir ve yüksek sıcaklıklardaki bir sinterleme işlemi ile tipik malzeme özelliklerine ulaşırlar. (DIN V ENV 12212) Alman Seramik Cemiyeti (DKG) tarafından verilen tanımlama: Seramik, nihai ürüne kadar olan üretim prosesleri ile ilgilenmekte olan kimya teknolojilerinin ve/veya metalurjinin bir branşıdır. Seramik malzemeler inorganik ve metalik olmayan (bu arada kısmen metalik bağ içerebilen), suda hemen hemen çözünmeyen ve en az %30 kristalin malzemelerdir. Kural olarak oda sıcaklığında ham bir karışımdan şekillendirilirler ve tipik malzeme özelliklerini bir ısıl işlem (sinterleme) ile elde ederler. Bu sıcaklık çoğunlukla 300 C nin üzerindedir. Bazen şekillendirme yüksek sıcaklıklarda veya ergime sıcaklığının da epey üzerinde yapılır ve kristalizasyon ile işlem tamamlanır. Aksine Anglo-Sakson kullanımda ceramics terimi ilaveten cam, emaye, cam-seramik ve inorganik bağlayıcıları (çimento, kireç, alçı) da, yani inorganik ve metalik olmayan tüm maddeleri içermektedir. Ayrıca bu tanımlamaya göre tek kristal yapıda kullanılan malzemeler, örneğin değerli ve yarı-değerli taşlar (elmas, yakut, safir vb.) ile yarı-iletkenler (silisyum, galyum arsenit vb.) de seramiklere girmektedir. Bu ise günümüzde elektronikte kullanılan malzemelerin en önemlileri seramiklerden sayılmaktadır anlamına gelir. Çev: Verband der Keramischen Industrie e.v.: Brevier Technische Keramik; H. Schaumburg: Keramik
101 Tarihsel Gelişim Seramik kelimesi yunanca keramos tan gelmektedir. Keramos aynı zamanda kil ve kilden yapılan ürünler anlamını taşımakta ve Sanskritçe de yakmak/pişirmek anlamına gelen bir kelimeden gelmektedir. Dolayısıyla seramik öncelikle toprak esaslı malzemelerin bir pişirme prosesi ile üretildiği nesneleri ifade etmektedir Japon proto-jomon döneminde seramik üretiminin başlangıcı 6500 Halka sarma tekniği ile Jiangsu da en eski Çin seramikleri 3500 Çömlekçi çarkının ilk ortaya çıkışı İ.Ö. İ.S. ca Seramik figürler, Çek Cumhuriyeti 7000 Seramiklerin Avrupa da yayılması (Cilalı taş devri, halka ve spiral sarma tekniği, açık ateşte pişirme) 4500 Çin de ilk pişirme fırınları 3000 Avrupa da ilk fırın (Habascheschti, Romanya) 2500 Çin de protoporselen Çin de beyaz porselen İÖ 206 İS 220 Çin de Han dönemi, Çömleklerde çiçek figür. 500 Almanya da çömlekçi çarkı YY. Kızıl figürlü seramikler Yanlış anlaşılma olmaması için vurgulamak gerekir ki, burada sadece Çin, Japonya ve Avrupa daki gelişmeler ele alınmıştır. Mesopotamya (ki dünyanın en zengin renkli seramikleri buradadır), Orta Doğu, Anadolu, Güney ve Güneydoğu Asya, Kore, Avustralya ve Okyanusya, Afrika ve diğer bölgelerdeki seramik üretimindeki kültürel kazanımlar bu nedenle göz ardı edilmemelidir. İnsanlık tarihine ait seramik kalıntıları dünyanın her yerinde bulunmaktadır Metal-oksit renkleri günümüz Jingdezhen de Porselen endüstrisi (İnce porselen) 700 Bizans seramikleri Yunanistan da siyah figürlü seramikler (Korint, sonra Atina nın çömlek semti Kerameikos) Kaynak: Greg Geiger, Technical Information Manager, American Ceramic Society Song dönemi, Klasik Çin seramikçiliği dönemi, dayanıklı çanak-çömlek 12./13. YY. Siegburg da Avrupanın en eski dayanıklı çömlekleri ca Japonya da Keşiş Dogen ve Çömlekçi Toshiro ile çay seramikçiliği 1279 dan sonra Çin de Yuan dönemi 1368 den sonra Ming dönemi Rönesans seramikleri: Mayolika ve fayans 14./15. YY. seramik reçetelerden damıtma balonu YY. Ortaçağ seramikçiliği (sarmalama, sürme, döndürme; Madenden kil çıkarma; çömlekçi birlikleri/locaları organizasyonu) 1616 Porselen üretimi Kore üzerinden Japonya ya ulaşıyor 19. YY. Gaz ve yağ bazlı çalışan fırınlar 1774 Duchâteau tarafından ilk seramik protezler 1743, İngiltere E. Booth tarafından Avrupa da ilk taş ürünler 1708 Meißen (Almanya) da Johann Friedrich Böttger tarafından sert porselenin keşfi
102 Tarihsel Gelişim aus: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Şekillendirme, seramik işlemenin başlangıcından modern zamanlara kadar, plastik ve el yordamına dayanan şekillendirme prosesi ile sınırlıydı. Aletsiz olarak elle yordamıyla gerçekleştirilen şekillendirmeye elle şekillendirme denilmektedir. El yordamıyla şekillendirme yöntemleri Yöntemler: Yoğurma Elle şekil. Kalıplama Modelleme Sarma Montaj Halka sarma Spiral sarma Bölgelere göre çömlekçi çarkının ilk ortaya çıkışları Dövme Döndürme İlk çömlekçi çarkları İÖ 3500 lü yıllara kadar gitmektedir. Sadece yerleşik düzende yaşayan (göçebe olmayan) topluluklarda bulunmaktaydı. Hızlı dönen çömlekçi çarklarının geliştirilmesi ile verimlilikte artış meydana gelmiş ve piyasa için seri üretimi mümkün kılmıştır. Aynı zamanda da eşyalarda egemen olan şekli etkilemiştir. Çömlekçi çarkının temel türleri, solda yavaş dönenler, sağda hızlı dönenler
103 Tarihsel Gelişim Endüstriyel şekillendirme yöntemleri Plastik (yoğurulabilir) konumda şekillendirme yöntemleri sanayileşme döneminde gelişimine devam etmiştir. İlave olarak günümüzde de hala kullanılan slip döküm ve ayrıca çeşitli varyasyonlarıyla birlikte presleme yöntemleri geliştirilmiştir. Bunda öncelikle öğütme ve ince öğütme teknikleri ile katışkıların kimyasının anlaşılmaya başlanması ve kalıp malzemelerinin gelişimi etkili olmuştur. Yöntemler: Çevirme (Döndürme) Presleme / Döküm Zımbalama (Dövme) Titreşim Patlatmalı şekillendirme Slip Döküm Dolu döküm Boşaltmalı (akıtma) döküm Kombine döküm Plastik şekil verme Sıkma Enjeksiyon Döner kalıplama Ekstrüzyon Presleme Sıcak presleme İzostatik presleme Kuru presleme Dövme Yaş presleme aus: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Plastik şekillendirme Nem içeriği %15-25 arasında kalan ham karışımlar Ekstrüzyon: Ortaya çıkışı 1780; Karışımın bir boru şekilli kalıptan preslenmesi; ör: tuğla üretimi Haddeleme: Ortaya çıkışı 1946, İngiltere; Dönen bir hadde ile karışımın ezilerek şekillendirilmesi Enjeksiyon: Karışım (yak. %18 nem) bir silindir içinden geçirilerek kapalı bir kalıba enjekte edilir (15-20 m/s) Sıkma/Kıvırma: önceden ekstrüde edilmiş yarı-mamüllerin son şekillendirmesidir (ör: saksılar) Presleme Girdi (hammadde) olarak tozlar kullanılır. Boşluk içermeyen kalıplarda granüllerin preslenmesi Yaş presleme (rijit metal kalıplarda tek yönlü basınç), kuru presleme (çelik kalıpta presleme; en sık tercih edilen yöntem), izostatik presleme (elastik bir kalıp içinde presleme), sıcak presleme (presleme ve sinterleme) ve ayrıca patlatmalı şekillendirme (bir çelik kalıp içinde ham karışım patlatılır)
 %30-40 arasında dökülebilir kıvamda bir süspansiyon.")
104 Tarihsel Gelişim Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Endüstriyel Şekillendirme Yöntemi Slip Döküm 18. yy. sonlarında Fransa- Tournay da geliştirilmiştir; yayılması ise 19. yy. dan itibarendir Gereksinim: Nem oranı (su miktarı) %30-40 arasında dökülebilir kıvamda bir süspansiyon. Döküm yapısı elektroforez veya basınç uygulanarak hızlandırılabilir. Sınıflandırma: Akıtmalı döküm Dolu döküm Boşluklu döküm Kalıptan çıkarma sonrası kalan nem miktarı % Slip dökümde (akıtmalı döküm) proses basamakları
 bulunmuştur ve M.Ö. 3000 li yıllara uzanmaktadır.")
105 Tarihsel Gelişim Seramik ürünlerin pişirilmesi Seramik ürünlerin pişirilmesi ilk olarak açık ateşte gerçekleştirilmiştir (kireç ocağı, açık ocak, ocak ateşi vb.) M.Ö lerde ilk olarak Abu Dhahir, Irak ta görülmüştür, M.Ö lerde ise Çin, Banpo da ilk fırın kullanılmıştır. Avrupa da ise en eski fırın Romanya da (Habascheschti) bulunmuştur ve M.Ö li yıllara uzanmaktadır. Seramik pişirme programları (opsiyonel) Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Kısa pişirme Çömlek Kristal sır Raku Saat Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Silikat seramikler için tipik pişirme/sinterleme sıcaklıkları: Seramik Sıcaklık ( C) C Reaksiyon aşaması C Vitrifikasyon başlangıcı ve sinterleme > 1100 C Sır ve seramik yapının ergimesi Kuvvetli tuğla > 1000 Çanak-çömlek Vitrifiye çömlek C Su buharlaşır 573 C Kuvars dönüşümü C Yapısal oluşum (sinterleme) Porselen 1400 Refrakter seramik > 1600 Sıcaklığın etkisi
 Yapı seramikleri (Tuğla) ayrıca karo ve fayansları da içerir Hammadde tozların büyüklüğüne göre sınıflandırma İnce seramik Yapı: poröz ve renkli çanak-çömlek (toprak ürün.")
106 Seramiklerin Sınıflandırması Kullanıma göre sınıflandırma Özelliklerine göre sınıflandırma Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Kap-kacak (Çaydanlık) Yapı seramikleri (Tuğla) ayrıca karo ve fayansları da içerir Hammadde tozların büyüklüğüne göre sınıflandırma İnce seramik Yapı: poröz ve renkli çanak-çömlek (toprak ürün.) dekoratif seramik Fayans Mayolika Yapı: poröz ve beyaz taş ürünler Yapı: yoğun ve renkli dayanıklı taş ürünler Yapı: yoğun ve beyaz porselen ince kil ürünler Teknik seramikler (çip yuvası) Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Kaba seramik Yapı: poröz tuğla seramik borular terrakotta şamot Yapı: yoğun klinker örgü tuğla asite dirençli seramik kil esaslı borular Dekoratif seramik (biblo) Malzeme yapısı Safsızlıkların büyüklüğü, karışımdaki tozların tane büyüklüğü, yapısal karakteristikler Kaba seramik: İnce seramik: Su emme oranı Seramik > 0,1... 0,2 mm < 0,1... 0,2 mm Yapıyı oluşturan bileşenler (taneler, partiküller) çıplak gözle görülemezler. İşlem: Seramik suya daldırılır, 110 C de kurutulur, kütleler birbirine oranlanır Su emme oranı poröz kaba seramik > 6 poröz ince seramik > 2 yoğun kaba seramik < 6 yoğun ince seramik < 2 Teknik seramikler, porselen eşyalar, dekoratif seramik ürünler, sıhhi seramik ürünler, duvar ve yer karoları (fayanslar) ve seramik esaslı aşındırıcılar (zımpara) ince seramiklere dahildir. Kaba seramikler ise tuğla veya diğer geleneksel refrakter malzemeleri kapsar.
107 Teknik Seramikler Teknik seramikler, teknik uygulamalar için geliştirilen seramik malzeme ve ürünleri kapsamaktadır. Literatürde geçen ileri teknoloji seramikleri yapısal seramikler konstrüksiyon seramikleri endüstriyel seramikler mühendislik seramikleri fonksiyonel seramikler elektriksel seramikler kesici takım seramikleri biyo-seramikler gibi terimler teknik seramiklerin önem ve yerini vurgulamaktadır. Buradaki terimler kısmen de olsa kapsam olarak önemli bir örtüşme içerdiğinden bir sınıflandırma yapmak çok anlamlı değildir yy. Seramik esaslı damıtma balonu reçeteleri Çev: Sven Frotscher, dtv-atlas Keramik und Porzellan, Deutscher Taschenbuch Verlag, München 2003 Açıklamalar: Fayans İtalya Faenza şehrinden gelir, terrakotta, mayolika ve diğer toprak ürünlerden (yarıporselenler, beyaz ürünler) meydana gelir. Sillimanit Al [6] Al [5] [O SiO 4 ] = Al 2 SiO 5, rombik (eşkenar dörtgen), Sertlik 6-7 Varistör 1774 Duchâteau tarafından ilk seramik protez 1820 de İngiltere de ilk şamot üretimi 1808 Dişhekimi Zonzi den Paris te ilk porselen diş yy. Fayanstan eczacı kapları 1932 Aluminyumoksit implantların geliştirilmesi 1850 de seri fincan izolatör üretimi 1930 da Almanya da sinter-aluminanın bujiler için geliştirilmesi 1900 de ilk sentetik aşındırıcı (SiC) üretimi 1900 de Steatit in keşfi Steatits ve ilk porselen buji 1935 te Rutil seramikleri ile ilk denemeler 1930 da Siemens tarafından seri oksit seramik üretimi 1950 de ferrit esaslı oksit seramiklerden ilk kalıcı mıknatıslar 1917 ABD de bujiler için Sillimanit in geliştirilmesi SiC den imal edilen gerilime bağlı direnç gösteren malzemeler 1951 de ilk sıcaklığa bağlı geçiş dirençleri 1950 de silisyumdan ilk varistörler Zaman
108 Teknik Seramikler: Tanımlar İleri teknoloji seramikleri, DIN V ENV standardına göre ileri düzeyde geliştirilmiş, yüksek performanslı, belli başlı fonksiyonel özelliklere sahip, esasen metal-dışı ve inorganik malzemeler şeklinde tanımlanmaktadır. İleri teknoloji seramikleri terimi, öncelikle porselen, sağlık gereçleri, duvar ve yer karoları ve ayrıca yapısal seramikler gibi geleneksel kil esaslı seramiklerden ayrı olarak kullanılmaktadır. Bu tanımlama Japon İnce Seramikler Birliği nin formülasyonu ile uyuşmaktadır. Yapısal seramikler, standartlarda tanımlanmış bir terim olmamakla birlikte, eğilme ve basma gerilmeleri gibi mekanik yüklere dayanması gereken herhangi bir şekle sahip seramik malzemeler anlaşılmaktadır. Endüstriyel ve mühendislik seramikleri terimleri ile aynı pratik anlama sahiptirler. Fonksiyonel seramikler, geçerli ve aktif bir fonksiyon için malzemenin intrinsic (tabiatında var olan) özelliklerinin kullanıldığı ileri teknoloji seramikleridir, ör: seramik yapı elemanlarında elektrik, manyetik, dielektrik veya optik karakteristikler gibi. Elektriksel seramikler malzemenin elektroteknik ve elektronikteki spesifik (özgül) özelliklerinden ötürü kullanıldığı ileri teknoloji seramikleridir. Genel olarak elektroteknik öncelikle yalıtım özelliği ve mekanik mukavemeti, elektronik ise ferroelektrik davranış, yarı-iletkenlik, doğrusal olmayan elektriksel direnç, iyon iletkenliği ve süper iletkenliği kullanır. Kesici takım seramikleri, üstün aşınma ve sıcaklık dirençleri nedeniyle talaşlı işlemlerde (tornalama, delme, frezeleme) kullanıma uygun ileri teknoloji seramikleridir. Biyo-seramikler ise medikal uygulamalarda kullanıma uygun ileri teknoloji seramikleridir ve kemikler, dişler ve sert dokuların onarımı veya değiştirilmesinde kullanılan ürünleri kapsamaktadır. Diğer tanımlamalar ilgili standartta verilmiştir. Çev: Verband der Keramischen Industrie e.v.: Brevier Technische Keramik
109 Teknik Seramiklerin Sınıflandırması Fonksiyonalite Kesişmeler mümkün! Yapısal seramik Fonksiyonel seramik önemli özellikler/ temel ilgi alanları Mekanik özellikler - Sertlik - Yüksek sıcaklık mukavemeti - Rijitlik - HT-Sürünme dayanımı - Düşük özgül ağırlık - Geliştirilmiş kırılganlık - Isıl şok direnci Kimyasal özellikler - Asit ve bazlara karşı direnç - HT-oksidasyon direnci - Sıcak korozyon direnci - Kül ve cüruflara direnç - Biyo-inert ve biyo-uyumlu özellikler Tribolojik özellikler - Sertlik ve aşınma direnci - Sürtünme katsayısı - Yüzey özellikleri Dekoratif özellikler Fiziksel fonksiyon ve özellikler Elektrofiziksel özellikler - Piezo-seramik (aktuatörler, sensörler) - Manyetik malzemeler - Dielektrikler (yalıtkanlar) - İyonik iletkenler (sensörler) - Süper iletkenler - İzolatörler, Dirençler - Kondansatörler Termofiziksel özellikler - Isı ileticiler - Isı izolatörler - Isıl genleşenler Optoelektronik özellikler - Emissivite (yayınırlık) - Selektif saydamlık - LED Yarı-iletkenler
110 Teknik Seramiklerin Sınıflandırması (Uygulama Örnekleri) Malzeme grupları Kimyasal ismi, bileşimi Uygulama için örnekler Motor seramikleri Al 2 TiO 5, ZrO 2 Si 3 N 4, SiC Isıl (termal) izolasyon Türbin pervanesi (çarkı), Ön-yanma odası Kesici seramikler Al 2 O 3, Al 2 O 3 -TiC, SiAlON, WC, TiC, TaC Talaşlı işlemler için malzemeler Aşınmaya dirençli seramikler Yüksek sıcaklık dirençli seramikler B 4 C, BN (kübik) Al 2 O 3, Si 3 N 4, SiC Müllit (3Al 2 O 3 2SiO 2 ), Al 2 O 3, Si 3 N 4, RSiC, Al 2 (TiO 3 ) 3 Aşındırıcı partiküller, kum püskürtme nozulları, kurşun geçirmez yelekler Yataklar, kayar ring contaları, püskürtme nozulları Biyo-seramikler Al 2 O 3, ZrO 2, Hidroksiapatit (Ca 10 (OH) 2 (PO 4 ) 6 ) Implantlar, endoprotezler Elektro-seramikler Al 2 O 3, AlN, BeO Porselen, steatit ve kordierit (magnezyum-silikat), MgO BaTiO 3, SiC Dop edilmiş zirkonyumdioksit (ZrO 2 ) b-aluminyumolsit (b-al 2 O 3 ), Sc 2 O 3 -ZrO 2, CaS ZrO 2, SiC Termo eleman koruyucu borular, yüksek sıcaklık fırınları, brülör nozulu, oksidasyon önleyici kaplamalar İzolatörler, altlıklar İzolatörler Kondansatörler, dirençler, ısıtıcılar Elektrokimyasal hücrelerde katı elektrolit İyonik iletkenler IR-Spektrometreler için ışınım oluşturucu ZrO 2, HfO 2 Köprüler-yalıtkanlar In 2 O 3 -ZrO 2, SnO 2 -ZrO 2, ZnO-ZrO 2 Saydam, iletken filmler Piezo-seramikler Kurşun-zirkonat / Kurşun-titanat PZT (Pb(Zr,Ti)O 3 ) Osilatörler, filtreler, ateşleyiciler, dönüştürücüler Elektro-optik seramikler Lityum-Niobat (LiNbO 3 ) Optik frekans çoklayıcılar, frekans modülatörleri Manyetik seramikler Ferrit (genelde: M (2+) Fe (3+) 2O 4 veya M (2+) O Fe 2 O 3 ) Alıcılar, magnetler (mıknatıslar) Sensörler ZrO 2, ZnO, Y 2 O 3 -ZrO 2 Detektörler, gaz çıkış sensörleri, varistörler Fiber takviyeli seramikler C/C (karbon fiber takviyeli karbon), C/C-SiC (SiCkaplama) Kaynak: V. Hopp: Stoff- und Energieumsatz, VCH Weinheim 1997, S. 392 Motor parçaları, sıcak gaz kanalları, modüler hafif yapılar, fren diskleri Membranlar TiO 2, ZrO 2 Nano-filtrasyon membranları
111 (ff. = feuerfest) aus: Armin Petzold: Anorganisch-nichtmetallische Werkstoffe (Charakteristik, Eigenschaften, Anwendungsverhalten)
112 Teknik Seramiklerin Sınıflandırması DIN EN standardına göre: Seramik ve Cam İzolasyon Malzemeleri (karşılaştırma: VDE-Klasifikasyon 0335) Silikat seramikler Alkali aluminyum silikatlar ( Teknik Porselenler ) C100 Magnezyum silikatlar (Steatit ve Forsterit) C200 Toprak alkali aluminyum silikat ve zirkonporselenler (ör. Kordierit) C400 Poröz aluminyum silikatlar ve magnezyum-aluminyum silikatlar C500 Düşük alkali içerikli mullit seramikleri C600 Silikatkeramik ist die älteste Gruppe aller Keramiken. Der dominierende Anteil feinkeramischer Erzeugnisse ist silikatischer Natur. Wesentlicher Bestandteil dieser mehrphasigen Werkstoffe sind Ton und Kaolin, Feldspat und Speckstein als Silikatträger. Daneben werden auch Komponenten wie Tonerde und Zirkon zur Erzielung spezieller Werkstoffeigenschaften, z.b. hoher Festigkeiten, verwendet. Im Sinterbrand entsteht neben den kristallinen Phasen meist ein hoher Anteil an Glasphase, deren wesentlicher Bestandteil Siliziumoxid ist. Oksit seramikler Oksit olmayan seramikler Yüksek elektriksel geçirgenlikli titanat ve diğer seramikler Yüksek aluminyum oksit içerikli seramik malzemeler Diğer tür oksit esaslı seramik malzemeler Karbürler (ör. SiC, B 4 C) Nitrürler ve «oksit olmayan» seramik izolasyon malzemeleri Borürler (titanyum borür) C300 C700 C800 C900 Anmerkungen: Carbide sind i.d.r. elektrisch leitend und haben daher hier keine Nummer! Boride: nur Spezialanwendungen. Weitere Gruppen: GC - Glaskeramische Werkstoffe / GM - Werkstoffe aus glasgebundenen Glimmern / G - Gläser
113 Silikat Seramiklerin Uygulama, Özellik ve Düzeni Uygulama: Isı teknolojisi Kimya teknolojileri Çevre teknolojileri Yüksek ve alçak gerilim teknolojileri: İzolatörler, Sigorta kartuşları, Katalizatörler, Yuvalar, Elektriksel kurulum tertibatları Diğer: Refrakterler Özellikler: Porselen: yüksek mek. mukavemet ve kimyasal dayanım, çok iyi izolasyon kapasitesi. Steatit: en iyi mek. ve dielektrik özellikleri (özel veya yüksek frekans steatit malz.), iyi işlemlenebilirlik (abrazyonca zayıf hammadde esaslı), düşük büzülme. Kordierit: düşük ısıl genleşme katsayısı, mükemmel termal şok direnci, ısıl iletken alaşımlara karşı ilgisiz (kimyasal reaksiyon olmaz). Mullit: değişim gösteren özellikler: çok yüksek mukavemet ve yüksek sıcaklık sürünme direnci veya üst düzey termal şok direnci. aus: Brevier Technische Keramik, Verband der Keramischen Industrie e.v. Karşılaştırma: Silikat seramikler Oksit/oksit olmayan seramikler Silikat seramik Oksit / oksit olmayan seramik Hammadde doğal sentetik Bulunabilirlik yüksek değişken Kimyasal saflık görece düşük yüksek Sinterleme sıcaklıkları görece düşük yüksek Proses kontrolü iyi orta iyi Mekanik özellikler görece iyi iyi çok iyi Fonksiyonel özellikler elektr.: çok iyi çok iyi Maliyet görece düşük görece yüksek Sinterleme sıcaklıkları technische Keramik Tipik sinterleme sıcaklığı, C Alumina porseleni yak Kuvars porseleni yak Steatit yak Kordierit Al 2 O RSiC SSiC yak Si 3 N 4 yak. 1700
114 Teknolojik Uygulamalar Ar. Gör. Dr. Enbiya Türedi
115 Teknik Seramiklerin Sınıflandırması Kimyasal Bileşim Oksit seramikler Oksit olmayan seramikler Karakteristik: iyonik bağ oksijen ortamında kararlı Aluminyumoksit (Al 2 O 3 ) Mullit (3 Al 2 O 3 x 2 SiO 2 ) (saf) Magnezyumoksit (MgO) Spinell (MgAl 2 O 4 ) Zirkonyumoksit (ZrO 2 ) TZP, PSZ, FSZ Y 2 O 3 -, CaO-, MgO-, CeO 2 -Stabilizasyonu Aluminyumtitanat (Al 2 TiO 5 ) Titanyumoksit (TiO 2 ) Silisyumdioksit (SiO 2 ) Silika camı Kurşunzirkonattitanat PZT Baryumtitanat (BaTiO 3 ), Stronsiyumtitanat (SrTiO 3 ) Çinkooksit (ZnO) Sensörler Cam seramikler Karakteristik: kovalan bağ çok yüksek sertlik yüksek Elastisite Modülü en yüksek ergime sıcaklıkları Silisyumkarbür (SiC) S-SiC, HP-SiC, HIP-SiC, RB-SiC, SiSiC, R-SiC, N-SiC Silisyumnitrür (Si 3 N 4 ) GPS-SN (GD-SN), HP-SN, HIP-SN, RB-SN, SRB-SN Aluminyumnitrür (AlN) Yüksek ısıl iletkenlik Borkarbür (B 4 C) Bornitrür (CBN, HBN) Kromkarbür (Cr 3 C 2 ) Titanyumkarbür (TiC) Titanyumborür (TiB 2 ) Titanyumnitrür (TiN) Tungstenkarbür (WC) Teknik Karbonlar Grafit, Elmas, Karbon fiberler
116 Seramik bir Malzeme Olarak Sert-Metal (WC-Co) Mikroyapı görüntüleri: İnce taneli sert-metal (THM) En ince taneli sert-metal (THM-F) Krank mili işleme için kesici uç takviyeli freze takımı Kennametal Widia GmbH & Co. KG, Essen Kesici uçlar (kaplanmış) Frezeleme Tornalama Tornalama (Aluminyum) VHM Serisi freze takımları Yivli freze takımları Kesici takım takviyeli matkap uçları Freze takımları ARNO Werkzeuge (Karl-Heinz Arnold GmbH, Ostfildern) firmasının ürün kataloglarından
117 Aşınmayı Azaltıcı Alternatif Çözümler: Sert-Metal / Sert Katman Çiftleri Uygulama: esasen metal işleme (tornalama, frezeleme, delme, kesme vb.) endüstrisinde kesici malzeme olarak kullanım CVD ile elmas kaplanmış kesici takımın kesit görüntüsü Sert-Metal üzerinde CVD katmanı (parlatılmış) CVD ile elmas kaplanmış kesici takım Kaynak: IWF, TU Berlin & Fraunhofer IST, Braunschweig
118 Sert-Metal Kullanılan Tünel Delme Makinası (TBM) Manş Denizi Tüneli için kullanılan delme kafası ( 8,16 m), WIRTH Maschinen- und Bohrgeräte - Fabrik GmbH, Erkelenz Toprak ve sert kayalar için Robbins Single Shield TBM
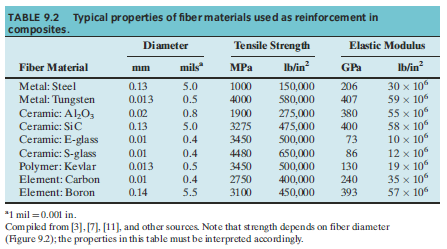
119 Teknik Seramiklerin Yaygın Kullanılanlarının Özellikleri Yoğunluk r [g/cm 3 ] Ergime / Bozunma Sıc. T S, T m [ C] Hava atm. de max. kullanım sıcaklığı, T max [ C] Isıl iletkenlik l [W/mK] Isıl genleşme katsayısı a [10-6 1/K] Elastisite Modülü E [GPa] Vickers Sertliği HV [-] Eğilme Mukavemeti s B, s f,m [MPa] Kırılma Tokluğu K IC [MNm -3/2 ] Al 2 O 3 3,7-3, ,0-8, TiO 2 4, , HV 0, ,2 ZrO 2 PSZ 5,0-6, ,5-3 5,0-10, bis 12 SiO 2 1,92-2, ca. 1,4 0,5 amorph -12, HV amorph: 0,79 C Grafit 2,1-2, (a,b); 4-6 (c) -1,5 (a,b); 28,3 (c) 1000 (a,b); 36 (c) 120 (a,b) C Elmas 3, * , ,5 SiC SSIC 3,08-3, , (8) Si 3 N 4 3,11-3, * (15-43) 20 3, (10) TiC 4, * 17,2 7,4-7, ca.3000 HV 0, ,7-3,8 TiN 5, * * 28,9 9,4 ca. 260 ca.2400 HV 0, ,4-5,5 B 4 C 2, (30-42) 25 4,5-5, ,9-3,7 AlN 3,0-3, * ,7-5, ,35 1 C 60 7, < 500 (48-58) 20 11, HV 10 Çekme: GG-20 7, < , HV 10 Çekme: 200 < 20 Uyarılar: Teknik seramiklerin birçok önemli özelliği, ör. Elektro-seramiklerin fonksiyonel özellikleri burada verilmemiştir. Bu liste en popüler seramiklerin yalnızca önemli değerlerini göstermektedir. Seramiklerin malzeme verileri kural olarak üretim yöntemi, yoğunluk ve porozite ile hammaddenin saflık ve partikül tane büyüklüğü dağılımı ve ayrıca yapıya bağlı olarak çok kuvvetli bir biçimde dağılım gösterir. Burada verilen değerler literatürden alınmış örnek değerlerdir. Değerler kural olarak oda sıcaklığı ve normal basınç için verilmiştir. Termofiziksel değerler kural olarak bir sıcaklık aralığı için verilmiştir. Sıcaklıklar indeks olarak C cinsinden belirtilmiştir. * ile gösterilen sıcaklıklar bozunma veya süblimleşme sıcaklıklarıdır. Kaynak: Brevier Technische Keramik; H. Schaumburg: Keramik; D.W. Richerson: Modern Ceramic Engineering; AZoM.com; diğer kaynaklar
120 Özet: Teknik Seramiklerin Özellikleri Avantajları: Yüksek sertlik ve aşınma direnci Yüksek elastisite modülü Düşük özgül ağırlık Yüksek sıcaklık mukavemeti Asit ve bazlara karşı kimyasal kararlılık Fonksiyonel nitelikler (termofiziksel, elektrofiziksel, elektromekanik) Uzun ömürlü / uzun süre saklanabilen hammadde esaslı İyi bir çevresel güvenlik / duyarlılık Dezavantajları: Plastik şekil alabilirlik yok gevrek kırılma Lokal gerilim artışlarına karşı hassasiyet (noktasal ve çizgisel yükler, çentikler) Sinterleme sonrası parçalarda kritik kalıntı gerilme dağılımı Düşük termal (ısıl) şok direnci Ön-hazırlık, şekillendirme ve ısıl işlem tekniklerinde maliyetli ve zaman isteyen üretim prosesleri Sert malzemelerin yüzey işlemlerinde yüksek maliyet
121 İstisnalar: Gaz fazından veya termal püskürtme yöntemleri ile çöktürme, Sol-Gel tekniği, organik veya organometalik prekürsörlerden piroliz Seramik Üretimi: Şematik Genel Proses Şeması Hammadde eldesi / sentezi Hammadde hazırlama / öğütme, ince öğütme Toz Karışım hazırlama / Feedstock eldesi Plastik şekil alabilir karışım, çamur (slip) vb. Şekillendirme Yeşil durum, yeşil parçalar, ham kütle Yeşil konumda işlemleme! Kurutma / Bağlayıcı giderme (Yakma) Ön-sinterleme (Ön-pişirme) / Beyaz işlemleme Beyaz durum Sinterleme (Pişirme) Kaba parça Nihai işlemleme (talaşlı işlem, bitirme) Bitmiş parça
122 Seramik Parçaların İmalat Teknolojileri Hammadde ve karışım hazırlama teknikleri: Toz karakterizasyonu İnceltme teknikleri, ince öğütme Karıştırma, emülsiyonlaştırma, dispersiyon Bağlayıcı ve katışkıların kimyasal teknolojisi Yarı-mamüllerin ve katı içerikli süspansiyonların karakterizasyonu Püskürtmeli kurutma ve granülasyon Plastik davranışlı karışımların hazırlanması Şekillendirme yöntemleri: Slip (çamur) döküm, basınçlı slip döküm Enjeksiyon kalıplama, ekstrüzyon, şerit döküm (doctor blade) Eksenel presleme Soğuk izostatik presleme (CIP), kuru ve yaş matrisli presleme Yeşil işleme Talaşlı imalat yöntemleri (hard machining) Sinterleme ve ısıl işlem teknikleri: Sinterlemede difüzyon mekanizmasının temelleri Basınçsız sinterleme, sıcak presleme Sıcak izostatik presleme (HIP) ve gaz basıncıyla sinterleme Endüstriyel fırınlar ve ısıl işlem teknikleri İmalatta malzeme akışı ve manuel kontrol sistemleri Seramik üretim sahalarında proses ve ekipman teknolojileri Üretim ölçüm teknolojisi: Boyutsal ölçüm ve yüzey karakterizasyonu Mekanik özelliklerin belirlenmesi Termofiziksel özelliklerin belirlenmesi Mikroskopi ve mikroyapı analizi Kalite kontrol (TQM yöntemleri)
123 aus: Armin Petzold: Anorganisch-nichtmetallische Werkstoffe (Charakteristik, Eigenschaften, Anwendungsverhalten) Camlar Cam, amorf (kristalin olmayan) bir katı malzemedir. Camlar tipik olarak gevrek/kırılgan ve optik olarak saydamdır. Camsı yapı dondurulmuş veya aşırı soğutulmuş bir ergiyik durumundadır. Genel bakış: Silikat camlar (Alkali-toprak alkali-silikat camlar, borosilikat camlar, kurşun silikat camları) Oksidik bir ve daha fazla bileşenli camlar (silika camı, bor camı, fosfat camı) Oksidik olmayan ve silikat olmayan camlar (halojen cam, sülfür, selen, tellür camı) En yaygın cam türü yüzyıllardır pencere ve bardaklarda kullanılan soda-kireç camıdır. Yaklaşık olarak %75 silika (SiO2) artı Na2O, CaO ve küçük miktarlarda pek çok katışkıdan oluşur. Cam -bir madde olarak- bilim ve endüstride önemli bir rol oynar. Kimyasal, fiziksel ve özellikle optik özellikleri camı örneğin düz cam, cam kaplar, optik ve optoelektronik malzemeler, laboratuvar ekipmanları, ısı izolasyonu (cam yünü), takviye malzemeleri (cam takviyeli plastik, cam fiber takviyeli beton) ve sanatsal uygulamalar için eşsiz bir malzeme kılmaktadır. Alman Parlamento (Reichstag) binasının cam kubbesi (Foto: Olaf Possin)
124 Silikat camı Silika (SiO2) camın temel bir bileşenidir. Doğada kuvarsın vitrifikasyonu yıldırımın kumlara düşmesiyle meydana gelir ve fulgurit denilen içi boş, dallanmakta olan kökler şeklindedir. Cam üretiminin tarihçesi Mezopotamya da M.Ö lere kadar uzanmaktadır. Cam terimi geç Roma İmparatorluğu devirlerinde gelişmiştir. Zamanında Roma cam yapım merkezi olan Trier (Almanya) da latinceye bir terim «glesum» olarak muhtemelen germen dilinden geçmiştir. Cam Oksitler Eriticiler Stabilizatörler Kuvars kumu (silika) ticari cam üretiminde ana hammaddedir. (Foto: Radomil) Ağ oluşturan oksitler: SiO2, B2O3 ve P2O5 Eriticiler: ergime sıcaklığını düşürür Stabilizatörler: CaO, BaO, PbO, MgO ve ZnO

")
125 Kuvars Kristal yapısında SiO2 (Kuvars kristali) Cam yapısında SiO2 (Kuvars camı)
126 Camların Biçimlendirilmesi Ana maddelerin hazırlanması ve eritme evrelerinden sonra sıra dinlendirilmiş cam hamurunun biçimlendirilmesine gelir. Cam malzeme, sekiz yöntemle biçimlendirilir: a) Üfleme (Şişirme) Yöntemi Camcılıkta "pipo" denilen uzun içi boş olan çubuğun ucuna alınan maden, bir miktar şişirilerek fıska denilen minik bir top şekline getirilir ve soğuktan çok fazla etkilenip çatlamayacak kadar soğutulur. Daha sonra yapılacak cam ürününün ağırlık ve boyutları dikkate alınarak fıskanın ucuna tekrar maden alınır. Alınan maden, kalıp kullanılacaksa kalıptan bir miktar küçük boyutta şişirilip kalıba sokulur. Kalıp içerisinde üflemeye devam edildiğinde kalıbın şekil boy ve desenlerine göre cam elde edilir. Kalıp kullanılmayacaksa sallama, uzatma gibi yöntemlerle cama şekil verilir. Bu durumda çeşitli araç gereç kullanılarak cam soğuyup sertleşene kadar istenilen şekillere sokulabilir. b) Dökme-Silindirleme Yöntemi c) Çekme Yöntemi d) Yüzdürme Yöntemi Günlük hayatın büyük bir kısmında yer eden ev camlarının üretiminde bu yöntem kullanılmaktadır. Büyük boyutlarda ve her iki yüzeyi düz olan ev-ofis camları ısıcamların üretiminde kullanılan yüzdürme yöntemi,ergimiş camın yoğunluğu camın yoğunluğundan daha ağır ve erime derecesi daha düşük olan sıvı kalayın üstüne kontrollü bir şekilde dökülüp yüzdürülmesiyle şekillendirme yöntemidir e) Presleme Yöntemi Pres tezgahlarında manuel olarak madenci tarafından "fonga" denilen ucu top şeklindeki uzun bir çubuk ile bırakılan maden, otomatik ve el preslerine bağlanan küçük boyutlardaki kalıplara bırakılır. Uygulanan basınçla sıkışan, iç ve dış kalıbın içerisinde soğutularak cam elde edilir. büyük boyutlarda pres yönteminin kullanılmasında çeşitli sakıncalar bulunur. Maksimum 2,5 kg'a kadar pres yöntemi ile üretim yapılabilir. f) Lif Haline Getirme Yöntemi g) Köpük Haline Getirme Yöntemi h) Savurma Yöntemi Bu yöntemde devir arasında moment verilmeye müsait tezgahlara bağlı kalıplar içerisine farklı tarzlarda bırakılan akıcı biçimdeki maden, dönüş esnasında santrifüj kuvvetin etkisiyle dışa doğru açılma eğilimi gösterirler. Taban, bazı bardak çeşitleri, avizeler, meyvelikler ve bu tarzdaki cam çeşitleri bu yöntemle elde edilirler. ı) Diğer biçimlendirme yöntemleri
127 Camların İşlenmesi Biçimlendirme sonrasında üretilen cam, kullanılacak niteliklere sahip olmayabilir. Aşağıda belirtilen yöntemler ve uygulanan işlemlerle camı kullanılacak alana uygun hale getirilmektedir. Kesim işlemi Temperleme Rodajlama Lamine Renklendirme Üretim ardından istenilen boyutlara ulaşmayan camlar istenilen ebat veya şekil düzeltme amacıyla kesim işlemi yapılmaktadır. Temperleme işlemi; yatay hat üzerinde camın dış yüzeylerine daha fazla basınç gerilimi, cam ortasına ise dolaylı bir çekme gerilimi kazandırmak için, ölçüsüne göre kesilmiş ve kenarları düzeltilmiş camın, ergime noktasına kadar ( C) kontrollü ısıtılıp, hızla soğutularak camın yüzeylerine 6000 Pa basınç ön gerilimi kazandırma aşamalarını içerir. Camın keskin uçlarına elmas taş ile profil kazandırma işlemidir. Kırılmaz cam olarak bilinsede aslında kırılan fakat dağılmayan camdır. Plaka haline getirilmiş iki plaka camın iki tarafıda yapışkanlı bir folyo (p.v.b.) ile birleştirilmesi ile oluşur. Şeffaf camlar camın uygulama alanına göre dekoratif bir görüntü oluşturmayacağı için kullanım alanına göre renklendirilebilirler. Folyolama Asit ve kumlama Bombeli Temper Asit ve kumlama işlemi, cam yüzeyinde aşındırma meydana getirerek dekoratif görüntü verme işlemleridir. Bu işlemde temperleme anında ısıl şok uygulanan cam soğutulmadan, belirli redius (yarıçap) oranında bükülür. Temper makinesindeki soğutma bükülme anında uygulanmaktadır. Bir kenarı 230mm'den küçük olan camlar silindirler arasında tutunamayacağından dolayı temperleme ve bombeleme yapılamaz.
128 Cam-seramik Üretimi (CERAN, ROBAX ) Cam ile Seramiğin Ayrım Noktası: «Devitrifikasyon»: Belirli bir sıcaklık düzeyinde ve çekirdeklenmelerin eşliğinde cam malzemelerin kristalleştirilmesi. «Cam-seramik»: Camlardan veya cam ergiyiklerinden kontrollü kristalizasyon ile üretilen seramik. 1. Aşama: Cam eldesi Cam-seramik ocak tablalarının üretimi: Belirli bir Zaman-Sıcaklık çevrimi ile seramikleştirme işlemi ( C) Çekirdeklenme merkezleri yapıda bulunmalı Partikül yoğunluğu: /cm 3 Kristalit büyüklüğü: 0,1-1 µm Bu değer < 0,4 µm ise malzeme saydam olacaktır. 2. Aşama: Cam-seramik eldesi Cam-seramikler aslında Schott Glas (Mainz, Alm.) tarafından astronomik teleskopların yansıtıcısı için geliştirilmiştir. Kendine özgü bazı özellikleri (ör: çok düşük ısıl genleşme katsayısı) nedeniyle bu ve bunun gibi diğer teknik uygulamalarda değerini ve önemini kanıtlamıştır.
129 Cam-Seramikler: Uygulama Örnekleri Very Large Telescope Projesi Paranal Gözlemevi, Cerro Paranal, Şile (rakım 2640 m, max. 8,2 m, kütle 20 t, Dünya nın en büyük cam-seramik gövdesi, Seramikleştirme prosesi (ZERODUR ) bir yıldan fazla sürmüştür) Ocak tablası Chandra X-Işın Teleskobu (NASA)
130 Uzay Teleskopları Farklı yansıtıcı malzemelerinin ısıl dayanıklılık ve spesifik rijitlik değerleri karşılaştırması Dünya nın atmosferik geçirgenliğini (opaklığını) baz alan bir elektromanyetik spektrum diyagramı ve spketrumun farklı bölgelerini kapsayan teleskop türleri Ref: Onaka, T. And Nakagawa, T., Adv. in Space Res. 36 (2005) Uzay teleskop programı Kurum ve Fırlatılış Yansıtıcı Malzeme Dalgaboyu aralığı Hubble (HST) NASA/ESA, 1990 ULE UV, optik ve yakın kızılötesi Spitzer (SST) NASA, 2003 Berilyum Yakın kızılötesi Akari (ASTRO-F) JAXA, 2006 SiC Yakın ve uzak kızılötesi Herschel (HSO) ESA, 2009 SiC Uzak kızılötesi ve mm-altı SPICA JAXA, HB-C-SiC Orta ve uzak kızılötesi James Webb (JWST) NASA/ESA/CSA, 2013 Berilyum Yakın ve orta kızılötesi

131 Uygulama: Binek Oto Fren Diskleri için C f /Si(RB)SiC Seramikleri Fren sistemlerinin teknik gelişimi Carl Benz in Otomobil patenti : El manivelası ile kontrol edilen bir bant-fren üzerinden frenleme Benz patent otomobili, lerönce iki, sonra dört tekerlekte kampana fren Formula 1 yarışlarında ilk masif disk tipi frenler: Cooper T24 ile Stirling Moss Monza da Jaguar, Le Mans 24 Saat yarışını kazandı Dunlop, Ferrari için içten hava soğutmalı diskleri geliştirdi: ½ inç kalınlık, 12 inç çap İlk seri otomobil olarak Porsche Turbo ya çok katmanlı fren sistemi monte edilmeye başlandı (Porsche 917 den adapte edildi) Renault CFC fren disklerini Formula 1 e taşıdı Cooper T 20, 1952 Renault RE 30, 1982 Porsche 917, 1971 Ferrari 158, 1964

132 Uygulama: Binek Oto Fren Diskleri için C f /Si(RB)SiC Seramikleri Motivasyon: Hafif yapı, yüksek sıcaklık dayanımı, kritik sürtünme katsayısı Mercedes CL 55 AMG F1 Kaynak: auto motor sport, 17, 2000 Porsche 911 turbo Frenleme diyagramı 100 km/h ten yavaşlama 5 ardışık fren mesafesi maksimum hızın %80 inden (240 km/h Porsche 200 Km/h CL 55 F1)
 d = 34 mm ön diskler, 28 mm arka diskler Fiyat: 9000 Mercedes CL 55 AMG F1 Seramik fren diski, 370 mm, (sınırlı sürüm) d = 36 mm ön diskler Fiyat: ~ 6000 (19 jantlarla")
133 Uygulama: Binek Oto Fren Diskleri için C f /Si(RB)SiC Seramikleri Seramik fren diskleri oto-testinde Kaynak: auto motor sport, 17, 2000 Porsche 911 turbo Seramik fren diski, 350 mm, (opsiyonel kit) d = 34 mm ön diskler, 28 mm arka diskler Fiyat: 9000 Mercedes CL 55 AMG F1 Seramik fren diski, 370 mm, (sınırlı sürüm) d = 36 mm ön diskler Fiyat: ~ 6000 (19 jantlarla birlikte)
134 Uygulama: Binek Oto Fren Diskleri için C f /Si(RB)SiC Seramikleri Problem: Uygun bir fren balatasının geliştirilmesi Bir Porsche GT2 nin yüksek hız testinden sonra seramik fren diski: Fenolik reçine ile bağlanmış (mikroyapısal olarak) fren balatalarında yapışma problemi
135 Uygulama: Yarış Otomobillerindeki Fren Diskleri için C/C Kompozitler Formula 1 (Ferrari) DTC, Le Mans (Toyota GT One,... Kaynak: ams, sport auto, IFKB

136 Uygulama: Uçak Frenleri için C/C Kompozitler Motivasyon: Hafif yapı, Yüksek sıcaklık dayanımı, termal yük altında kritik sürtünme davranışı C 17 Globe Master III

137 Uygulama: Roket Motorlarında C/C Kompozitleri Motivasyon: Hafif yapı, yüksek sıcaklık mukavemeti Apollo programındaki taşıyıcı roketler
MMT113 Endüstriyel Malzemeler 7 Seramikler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
MMT113 Endüstriyel Malzemeler 7 Seramikler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Aşınmaya dayanıklı parçalar Kesici takımlar Dekorasyon ve sanat Yalıtkan malzemeler Elektronik http://www.flickr.com
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Seramik bir veya birden fazla metalin, metal olmayan element ile birleşmesi sonucu oluşan inorganik bileşiktir. Seramik grubuna oksitler, nitrürler,
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Seramik bir veya birden fazla metalin, metal olmayan element ile birleşmesi sonucu oluşan inorganik bileşiktir. Seramik grubuna oksitler, nitrürler,
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
İÇERİK Kompozit malzemeler
 İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
MMT113 Endüstriyel Malzemeler 11 Kompozit Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı KOMPOZİT MALZEME TAKVİYE + MATRİKS Kompozit malzemeler 2 Kompozit malzemeler iki yada daha fazla bileşenden
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545
 YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
YAPISAL SERAMİK MALZEME TEKNOLOJİSİ 1 MTM 545 İleri teknolojik seramiklere giriş ve sınıflandırılması 1 Yrd. Doç. Dr. Nuray Canikoğlu DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 40
TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER
 1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER
 İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER Doğal Taşlar Doğal taş çeşitleri Oluşum Şekillerine göre Magmatik (Kökeni mağma olan kayaçlardır) Sedimanter ( Sedimanter kayalar kum, çakıl
İLERİ YAPI MALZEMELERİ-4-2016 DOĞAL TAŞLAR,KİLLER,SERAMİKLER Doğal Taşlar Doğal taş çeşitleri Oluşum Şekillerine göre Magmatik (Kökeni mağma olan kayaçlardır) Sedimanter ( Sedimanter kayalar kum, çakıl
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Balistik korunma Uzay mekiği ısı koruma plakaları Fren diskleri (SGL Karbon AG) İleri Teknoloji
MMT113 Endüstriyel Malzemeler 8 İleri Teknoloji Seramikleri Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Balistik korunma Uzay mekiği ısı koruma plakaları Fren diskleri (SGL Karbon AG) İleri Teknoloji
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ
 SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
SERAMİK MATRİSLİ KOMPOZİT MALZEMELER ve ÜRETİMİ Seramik Matrisli Kompozitler Seramik malzemeler, yüksek sıcaklığa dayanıklı ve hafif oldukları (d= 1,5-3,0 gr/cm3) için oldukça çekicidir. Seramik matrisli
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
1.2.1.1. Kaba ve İnce Seramikler: Bunlar aralarında gözenekli ve gözeneksiz ürünler olmak üzere ikiye ayrılırlar.
 1. SERAMİKLER 1.1.Tanım: En genel anlamda seramik, anorganik maddelerin herhangi bir usul ile şekillendirilip pişirilmesi ile meydana gelen ürüne denir. Diğer bir tanımlamaya göre ise seramik, organik
1. SERAMİKLER 1.1.Tanım: En genel anlamda seramik, anorganik maddelerin herhangi bir usul ile şekillendirilip pişirilmesi ile meydana gelen ürüne denir. Diğer bir tanımlamaya göre ise seramik, organik
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
1. Giriş Malzeme Türleri
 1. Giriş Malzemeler, mühendislik ürün ve sistemlerinin imalinde kullanılan ve mekanik, fiziksel ve kimyasal olarak arzu edilen özelliklere sahip katılardır. Malzemeler insanlık tarihinde her zaman önemli
1. Giriş Malzemeler, mühendislik ürün ve sistemlerinin imalinde kullanılan ve mekanik, fiziksel ve kimyasal olarak arzu edilen özelliklere sahip katılardır. Malzemeler insanlık tarihinde her zaman önemli
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir
 Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
Genel olarak bir kompozit malzeme, her iki bileşene ait özelliklerin birleşimiyle daha iyi özellikteki kombinasyonlarının elde edildiği çok fazlı bir malzeme olarak düşünülebilir. Bu birleşik etki prensibine
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir
 MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi,
 A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I
 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I 14. Polimerler 14.1.Polimerizasyon 14.2.Plastiklerin mühendislikte kullanımı ve özellikleri 14.3.Plastik katkı maddeleri 14.4.Lif donatılı
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I 14. Polimerler 14.1.Polimerizasyon 14.2.Plastiklerin mühendislikte kullanımı ve özellikleri 14.3.Plastik katkı maddeleri 14.4.Lif donatılı
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
MALZEME BİLGİSİ DERS 2 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
MALZEME BİLGİSİ DERS 2 DR. FATİH AY www.fatihay.net fatihay@fatihay.net DERSİN AMACI: Malzeme Biliminde temel kavramları tanıtmak ÖĞRENECEKLERİNİZ: Malzeme yapısı Yapının özelliklere olan etkisi Malzemenin
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
PLASTİKLER (POLİMERLER)
") PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
Prof. Dr. Yusuf ÖZÇATALBAŞ. Malzeme Seçimi/ 1
 Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme Seçimi/ 1 *Selection and use of engineering materials / J.A. Charles, F.A.A. Crane, J.A.G. Furness *Engineering materials : properties and selection / Kenneth G. Budinksi
Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme Seçimi/ 1 *Selection and use of engineering materials / J.A. Charles, F.A.A. Crane, J.A.G. Furness *Engineering materials : properties and selection / Kenneth G. Budinksi
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ. PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling)
") PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
PLASTİK MALZEMELER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Kompozit Malzemeler. Tanım:
 Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Kompozit Malzemeler Tanım: Kompozit Malzemeler En az 2 farklı malzemenin birbiri içerisinde fiziksel olarak karıştırılmasıyla elde edilen yeni
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
Üç farklı malzeme türünden imal edilen ve günlük haya6a sıkça karşılaş9ğımız ürünlerden biri, gazlı içecek kaplarıdır. Gazlı içecekler alüminyum
 Üç farklı malzeme türünden imal edilen ve günlük haya6a sıkça karşılaş9ğımız ürünlerden biri, gazlı içecek kaplarıdır. Gazlı içecekler alüminyum (metal) kutularda (üs6e), cam (seramik)(ortada) ve plasek
Üç farklı malzeme türünden imal edilen ve günlük haya6a sıkça karşılaş9ğımız ürünlerden biri, gazlı içecek kaplarıdır. Gazlı içecekler alüminyum (metal) kutularda (üs6e), cam (seramik)(ortada) ve plasek
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
Teknolojik Seramikler-1. Yrd. Doç. Dr. Nuray Canikoğlu
 Teknolojik Seramikler-1 Yrd. Doç. Dr. Nuray Canikoğlu 1 DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 2 30 Ödev 1 20 TOPLAM 100 Yıl içinin Başarıya Oranı 50 Finalin Başarıya
Teknolojik Seramikler-1 Yrd. Doç. Dr. Nuray Canikoğlu 1 DEĞERLENDİRME SİSTEMİ YARIYIL İÇİ SAYISI KATKI PAYI Ara Sınav 1 50 Kısa Sınav 2 30 Ödev 1 20 TOPLAM 100 Yıl içinin Başarıya Oranı 50 Finalin Başarıya
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Cam: Malzemeye Genel Bakış CAM İŞLEME. Cam Ürünler. Cam Şekillendirme Yöntemleri
 CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
Prof. Dr. Hatem AKBULUT KOMPOZİT MALZEMELER. Prof. Dr. Hatem AKBULUT
 KOMPOZİT MALZEMELER Kompozitlerin Tarihçesi 10000 M.Ö. 2000 M.Ö. 1940 lar 1960 lar Saman ve Çamur Kontraplak Cam Fiber Takviyeli Polimerler (GFRP) Karbon Fiber Takviyeli Polimerler (CFRP) 1971 1970 ler
KOMPOZİT MALZEMELER Kompozitlerin Tarihçesi 10000 M.Ö. 2000 M.Ö. 1940 lar 1960 lar Saman ve Çamur Kontraplak Cam Fiber Takviyeli Polimerler (GFRP) Karbon Fiber Takviyeli Polimerler (CFRP) 1971 1970 ler
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri
 Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri Polimer molekülünün genel yapısı ve kimyasal karakteri nelerdir? Polimerin kristal yapısı metal ve seramiklerden nasıl farklıdır? Polimerlerin çekme
Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri Polimer molekülünün genel yapısı ve kimyasal karakteri nelerdir? Polimerin kristal yapısı metal ve seramiklerden nasıl farklıdır? Polimerlerin çekme
Malzeme Bilimi ve Malzemelerin Sınıflandırılması
 Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ
 MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
MALZEME TASARIMI VE SEÇİMİ PROF. DR. MUHARREM YILMAZ KAYNAKLAR TASARIM Ürün Tasarımdır. TASARIM Tasarım Bilgi topluluğu Makine ve parçaya yönelik Avantaj Tasarımda amaç Daha verimli Daha ucuz Üretim Kolaylığı
Kompozit Malzemeler. Polimer kompozit malzemeler reçine (Matrix) ve takviye (Reinforcement) bileşenlerinden oluşur.
 ve takviye (Reinforcement) bileşenlerinden oluşur.") Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Prof.Dr.Ayşegül AKDOĞAN EKER
 PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
YAPI MALZEMESİ YAPI MALZEMESİNE GİRİŞ
 YAPI MALZEMESİNE GİRİŞ KAYNAK KİTAPLAR 1.) Yapı Malzemesi-II (Bülent BARADAN) DEU 2.) Yapı Malzemesi ve Beton (M. Selçuk GÜNER, Veli SÜME) 3.) Yapı Malzemesi (Bekir POSTACIOĞLU) 4.) Yapı Malzemesi Problemleri
YAPI MALZEMESİNE GİRİŞ KAYNAK KİTAPLAR 1.) Yapı Malzemesi-II (Bülent BARADAN) DEU 2.) Yapı Malzemesi ve Beton (M. Selçuk GÜNER, Veli SÜME) 3.) Yapı Malzemesi (Bekir POSTACIOĞLU) 4.) Yapı Malzemesi Problemleri
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 10. Kompozitler Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR KOMPOZITLER Kompozit, temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya malzeme
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 10. Kompozitler Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR KOMPOZITLER Kompozit, temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya malzeme
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ - I
 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ - I YRD.DOÇ.DR. KAMİLE TOSUN FELEKOĞLU 1. Giriş 1 KAYNAK KİTAP: Dokuz Eylül Üniversitesi Mühendislik Fakültesi Yayınları Yayın No : 307
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ - I YRD.DOÇ.DR. KAMİLE TOSUN FELEKOĞLU 1. Giriş 1 KAYNAK KİTAP: Dokuz Eylül Üniversitesi Mühendislik Fakültesi Yayınları Yayın No : 307
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MMM 4041
 Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: CAM TEKNOLOJİSİ Dersin Orjinal Adı: CAM TEKNOLOJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
Dersi Veren Birim: Metalurji ve Malzeme Mühendisliği Dersin Türkçe Adı: CAM TEKNOLOJİSİ Dersin Orjinal Adı: CAM TEKNOLOJİSİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu:
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü. http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji
 BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
BÜLENT ECEVİT ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü http://metalurji.beun.edu.tr/ facebook.com/groups/beunmetalurji Misyon Temel metalurji ve malzeme mühendisliği eğitimi alan, bilimsel
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
T.C. BURSA VALİLİĞİ Çevre ve Şehircilik İl Müdürlüğü TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ
 TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
TESİSE KABUL EDİLECEK TEHLİKESİZ ATIK KODLARI LİSTESİ EK-2 01 01 01, Metalik maden kazılarından kaynaklanan 01 01 02, Metalik olmayan maden kazılarından kaynaklanan 01 03 08, 01 03 07 dışındaki diğer tozumsu
Gaz arıtımı sonucu oluşan ve tehlikeli maddeler içeren çamurlar ve filtre kekleri dışındaki gaz arıtımı sonucu oluşan çamurlar
 Düzenli Depolama - 1. Sınıf (Tehlikeli Atık Düzenli Depolama) 01 03 04* Sülfürlü cevherlerin işlenmesinden kaynaklanan asit üretici maden atıkları 01 03 05* Tehlikeli madde içeren diğer maden atıkları
Düzenli Depolama - 1. Sınıf (Tehlikeli Atık Düzenli Depolama) 01 03 04* Sülfürlü cevherlerin işlenmesinden kaynaklanan asit üretici maden atıkları 01 03 05* Tehlikeli madde içeren diğer maden atıkları
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ
 MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
MAK 4087 KOMPOZİT MALZEME MEKANİĞİ Öğretim Üyesi: Doç.Dr. Cesim Ataş Değerlendirme: 1. Ara S: %17.5, 2. Ara S: %17.5, Ödev/Sunum: %15, Final: %50 Kaynak Kitaplar Mechanics of Composite Materials, Autar
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
TERMOPLASTİKLER. Polimerler Amorf Yarı-kristalin. Amorf ve Yarı-Kristalin Ticari Termoplastikler
 TERMOPLASTİKLER Polimerler Amorf Yarı-kristalin Amorf ve Yarı-Kristalin Ticari Termoplastikler 1 Amorf Ticari Termoplastikler Karakteristikler Düşük maliyet Düşük sıcaklık direnci Düşük dayanım İyi ölçüsel
TERMOPLASTİKLER Polimerler Amorf Yarı-kristalin Amorf ve Yarı-Kristalin Ticari Termoplastikler 1 Amorf Ticari Termoplastikler Karakteristikler Düşük maliyet Düşük sıcaklık direnci Düşük dayanım İyi ölçüsel
YARDIMCI KAYNAKLAR. 1) Ders Sunumları
 Ders Sunumları") DEĞERLENDİRME MLZ 204 Yapı Malzemesi 3.0 +2.0 Teorik + Laboratuvar Uygulamaları I. Vize: %20 II. Vize: %25 Dönem Sonu: %40 Uygulama: %15 %7.5: Kısa sınav (yapılacak deneylerle ilgili) %7.5: Laboratuvar
DEĞERLENDİRME MLZ 204 Yapı Malzemesi 3.0 +2.0 Teorik + Laboratuvar Uygulamaları I. Vize: %20 II. Vize: %25 Dönem Sonu: %40 Uygulama: %15 %7.5: Kısa sınav (yapılacak deneylerle ilgili) %7.5: Laboratuvar
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Yaşantımızı kolaylaştıran çoğu teknolojinin gelişimi, uygun malzemelerin üretilebilirliği ile yakından ilişkilidir.
 Üç farklı malzeme türünden imal edilen ve günlük hayatta sıkça karşılaştığımız ürünlerden biri, konserve kaplarıdır. Hazır gıdalar teneke (metal) kutularda (solda) ve cam (seramik)(yukarıda) ve plastik
Üç farklı malzeme türünden imal edilen ve günlük hayatta sıkça karşılaştığımız ürünlerden biri, konserve kaplarıdır. Hazır gıdalar teneke (metal) kutularda (solda) ve cam (seramik)(yukarıda) ve plastik
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Gelişmiş olan ülkelere göre Türkiye de kişi başına tüketilen enerji miktarı 1/3 oranında olmasına karşın, ısınma için sarf ettiğimiz enerji 2 kat
 YALITIM Yapı ve yapının içindekileri (eşya, insan, hayvan v.b) dış ortamın olumsuz etkilerinden (su, rutubet, ses, ısı ve yangın) korumak için alınan önlemlere yalıtım denir. Yalıtım Çeşitleri Şunlardır:
YALITIM Yapı ve yapının içindekileri (eşya, insan, hayvan v.b) dış ortamın olumsuz etkilerinden (su, rutubet, ses, ısı ve yangın) korumak için alınan önlemlere yalıtım denir. Yalıtım Çeşitleri Şunlardır: