Malzeme İşleme Yöntemleri
|
|
|
- Asli Kunt
- 6 yıl önce
- İzleme sayısı:
Transkript
 Prof. Dr.")
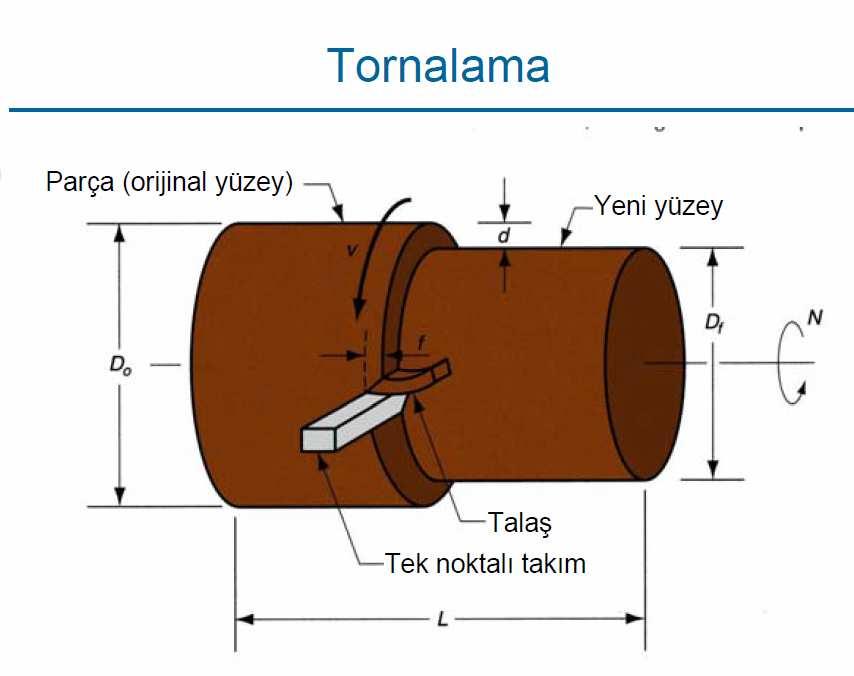
1 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1
2 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme Yöntemleri 1. Tornalama ve ilgili işlemler 2. Delme ve ilgili işlemler 3. Frezeleme 4. Talaş kaldırma merkezleri ve Tornalama merkezleri 5. Diğer talaş kaldırma yöntemleri Talaş Kaldırma İstenen parça geometrisinin oluşturulması için mekanik olarak malzemenin uzaklaştırılmasını sağlayan kesici bir takım vasıtasıyla malzemenin uzaklaştırma yöntemidir 2
dönen, veya (b) dönmeyen.")
3 Kesme (Kayma) Düzlemi Açısı (Ø) Talaş Kaldırılmış Parçaların Sınıflandırılması Talaş kaldırılan parçaların sınıflandırılması: (a)dönen, veya (b) dönmeyen. (b)(burada blok veya yassı parçalar gösterilmiştir.) 3
4 4

5 5




6 Delik Delme ve Frezeleme Frezeleme ile Geometrik Şekil ve Yüzeyler Oluşturma 6

7 İşleme Merkezleri GELENEKSEL OLMAYAN TALAŞ KALDIRMA YÖNTEMLERİ 1.Mekanik Enerji Yöntemleri 2.Elektrokimyasal İşleme Yöntemleri 3.Isıl Enerji Yöntemleri 4.Kimyasal İşleme 7

8 Geleneksel olmayan işleme yöntemlerinin sınıflandırılması Mekanik - tipik mekanik etki biçimli, yüksek hızlı aşındırıcı veya sıvı (veya her ikisi) akışı tarafından iş parçası malzemesinin erozyonu Elektriksel - Malzeme kaldırmak için elektrokimyasal enerji kullanımı Isıl İş parçası yüzeyinin küçük bir kısmına ısıl enerji uygulanması sonucu genellikle bu bölümün buharlaşması ve / veya ergimesi Kimyasal Diğer bölümleri bir maske tarafından korunmakta olan iş parçasının açık bölümlerinin kimyasal dağlayıcılar kullanarak aşındırılması/çözündürülmesi Mekanik Enerji Yöntemleri Ultrasonik işleme Bir çamur kıvamında kaışım içinde yer alan seramik aşındırıcılar, düşük genlikli ve yüksek frekansta titreşen bir takım tarafından işparçasına doğru yüksek hızla çarptırılarak küçük mikro talaşlar kaldırılır. Takımın şekli iş parçasının şeklini belirler. Seramik, cam ve karbürler gibi sert, kırılgan iş malzemelerinin işlenmesinde kullanılır. 8
9 Mekanik Enerji Yöntemleri Su Jeti ile Kesme (WJC) Kesim için, yüksek basınç, yüksek akış hızındaki su iş parçası yüzeyine yönlendirilir, Plastik, tekstil, kompozit malzemeler, karo, halı, deri ve mukavva gibi düz stoklarda dar yarıklar kesmek için kullanılır. Mekanik Enerji Yöntemleri Aşındırıcılı Su Jeti ile Kesme (AWJC) veya işleme (AJM) WJC metaller üzerinde kullanılması için, genellikle aşındırıcı parçacıkların jet akımına eklenmesi gerekir. Aşındıcı, memeden çıktıktan sonra su akışına eklenir Normalde kesme işleminden ziyade bir bitirme işlemi olarak kullanılır Uygulamalar: çapak alma, kırpma ve çapak kesme, temizleme ve parlatma İş malzemeleri: ince, düz bir stok halindeki sert, kırılgan malzemeler (örneğin, cam, silisyum, mika, seramik) 9
 çözünerek, elektrolit banyosunda katot takıma (negatif kutup) doğru taşınır Elektrolit çözünen malzemeyi taşımak üzere iki kutup arasında hızla akar, bu")
10 Elektrokimyasal İşleme (ECM) Anodik çözünme ile, aralarından hızla akan elektrolitin aktığı, iş parçasına yakın duran bir elektrot (takım) kullanarak gerçekleştirilen malzeme kaldırma yöntemi. Malzeme, anot iş parçasından (pozitif kutup) çözünerek, elektrolit banyosunda katot takıma (negatif kutup) doğru taşınır Elektrolit çözünen malzemeyi taşımak üzere iki kutup arasında hızla akar, bu yüzden takımın üzerine kaplama olamaz Elektrot malzemeleri: bakır, pirinç veya paslanmaz çelik Takımın şekli parçanın tersi bir şekle sahiptir Takım boyutu ve şekli ara boşluk için izin vermelidir Isıl Enerji Yöntemleri Elektro erozyonla işleme (EDM) Elektro-erozyon tel kesme Elektron ışınlarıyla işleme Lazer ışını ile işleme Plazma Ark ile işleme Geleneksel termal kesme işlemleri 10

 bir dizi ayrık elektrik")
11 Isıl Enerji Yöntemleri Dalma Elektro-Erozyonla İşleme (EDM) Elektro erozyon ile işleme (EDM): (a) genel kurulum, (b) ve boşluğu, deşarj ve talaş kaldırmayı gösteren yakın plan. Birçok mekanik işlemler için takımlar:, plastik enjeksiyon kalıplama kalıpları, ekstrüzyon kalıpları, tel çekme kalıpları, dövme ve sac kesme kalıplarının üretimi için en ekonomik çözümdür. Isıl Enerji Yöntemleri Tel Elektro-Erozyonla İşleme Metali eritmek veya buharlaştırmak için yeterince yüksek lokalize sıcaklıklara neden olan ) bir dizi ayrık elektrik deşarjı-ark (kıvılcımlar) ile metal kaldırma yöntemidir. Sadece elektrik iletken malzemeler kullanılabilir İki ana yöntem: Elektro-erozyonla işleme Tel elektro-erozyonla işleme 11
12 Elektron Işınlarıyla İşleme (EBM) Yüksek hızlı elektron demetinin iş parçası yüzeyine fokuslayarak ergime veya buharlaştırma ile malzeme kaldırılması işlemidir. Her tür malzeme üzerinde çalışılabilir Mikro -işleme için idealdir. Küçük çaplı delik delme mm e kadar Yarık Kesme sadece mm genişlikte Çok yüksek derinlik/çap oranlarında delik delme Kaynaklar: Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ (İTÜ) Üretim Yöntemleri Doç.Dr.Murat VURAL (İTÜ) Mekanik Metalurji, Prof. Dr. Yusuf Özçatalbaş (G.Ü) Mühendislik Malzemelerinin İşlenebilirliği, Prof. Dr. Yusuf Özçatalbaş (G.Ü) 12
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme. Doç. Dr. Turgut GÜLMEZ
 Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Aşındırıcı Malzeme Tane Büyüklüğü Bağlayıcı Malzemeler Taş yapısı ve Taş kalitesi Taşlama Taşı Spesifikasyonları Aşındırmalı(Taşlama
27.10.2011. Doç. Dr. Turgut GÜLMEZ. Aşındırmalıİşleme Yöntemleri niçin önemlidir? Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme.
 Aşındırmalıİşleme Yöntemleri niçin önemlidir? Her türlü malzemede kullanılabilir Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Bazen son derece ince yüzey bitirme elde edilebilir
Aşındırmalıİşleme Yöntemleri niçin önemlidir? Her türlü malzemede kullanılabilir Aşındırıcılı ve Geleneksel Olmayan Talaşlı işleme Doç. Dr. Turgut GÜLMEZ Bazen son derece ince yüzey bitirme elde edilebilir
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmal Usulleri 2. Fatih ALİBEYOĞLU -7-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
İmal Usulleri 2 Fatih ALİBEYOĞLU -7- Giriş Mekanik Enerjili Yöntemler Mekanik enerjinin alışılmamış imalat yöntemlerinde kullanılmasıdır. 1) Ultrasonik işleme, 2) Su jeti ile işlemeler, 3) Diğer aşındırıcılı
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
MODERN İMALAT YÖNTEMLERİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
İmal Usulleri 2. Fatih ALİBEYOĞLU -6-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
İmal Usulleri 2 Fatih ALİBEYOĞLU -6- Giriş Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar kullanarak ve malzemenin takım ile fiziksel teması sonucu talaş kaldıran yöntemlerdir.
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
İmal Usulleri 2. Fatih ALİBEYOĞLU -1-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İmal Usulleri 2 Fatih ALİBEYOĞLU -1- Malzeme Kaldırma Malzeme kaldırma işlemleri fazla malzemenin iş parçasından kaldırılması ile hedeflenen geometrinin elde edilmesi işlemidir. Malzemenin mekanik bir
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
TAKIM TEZGAHLARI 2016 YILI İSTATİSTİK RAPORU
 TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
TAKIM TEZGAHLARI YILI İSTATİSTİK RAPORU ŞUBAT 7 GİRİŞ Takım Tezgahları Sanayici ve İşadamları Derneği (TİAD), yılından bu yana, imalat sanayisinin temel üretim araçlarından olan takım tezgahlarının, tamamlayıcı
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
ÇAPAK ALMA RASPALARI TEKNİK BİLGİLER ÇAPAK ALMA RASPA SETİ KOD İÇERİK FİYAT KODU D-SD GÖVDE 3 BIÇAK C-10, C-20 VE C-30 RCP-34034 KORE
 TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI
 ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
ULUSLARARASI MÜHENDİSLİK HİZMETLERİ VE METAL PARÇA ORTAKLARI Üretimde ve Pazarlamada Dünyada Yenilikçi Bir Marka... HAKKIMIZDA 3MEK, ulaşım, otomotiv sanayii, savunma sanayii, denizcilik, traktör ve iş
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
ÜRETİM YÖNTEMLERİ TALAŞLI İMALAT YÖNTEMLERİ. Talaş Kaldırma işleminin Temel Prensipleri TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME
 Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
Konu: ÜRETİM YÖNTEMLERİ TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 1 TALAŞ KALDIRMA YÖNTEMİ İLE ŞEKİLLENDİRME 2 Talaş kaldırma yöntemi; dövme, döküm ve toz metalurjisi gibi yöntemlerle ulaşılamayan şekil
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
MİKRO ARK OKSİDASYON TEKNİĞİ
 MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
MİKRO ARK OKSİDASYON TEKNİĞİ 1 MİKRO ARK OKSİDASYON İŞLEMİ Mikro Ark Oksidasyon İşleminin Tarihçesi Mikro ark oksidasyon (MAO) işlemi, yaklaşık 40 yıl önce Sovyetler Birliği'nde, önceleri akademik, sonraki
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
ME220T Tasarım ve İmalat
 İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
İMALATA GİRİŞ Groover, Fundamentals of Modern Manufacturing, Bölüm 1 9. İMALATA GİRİŞ Mehmet DEMİRKOL 1. İmalat Nedir? 2. İmalatta kullanılan Malzemeler 3. İmalat Yöntemleri 4. Üretim Sistemleri İmalat
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
İmal Usulleri 2. Fatih ALİBEYOĞLU -8-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Isı Enerjisi Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
GİRİŞ. Mühendis: Bilim insanlarının ürettiği teorik bilgiyi tekniker ve teknisyenlerin uygulayabileceği teorik bilgiye dönüştüren kişi.
 GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
GİRİŞ Mühendis: İnsanların her türlü ihtiyacını karşılamaya dayalı çeşitli yapılar; yol, köprü, bina, peyzaj, çevre gibi şehircilik ve imar dışı alanların ilkeleri, bayındırlık; tarım, beslenme gibi gıda;
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Double Mill DM4 JD TAKIM MAKINA TIC.LTD.STI. YENİ NESİL FREZE. Nr. 194/2013-TR MK 2015 MP 6025
 Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
İmal Usulleri 1. Fatih ALİBEYOĞLU -1-
 1 Fatih ALİBEYOĞLU -1- İMALATA GİRİŞ ve GENEL BAKIŞ Öğretim Görevlisi Fatih Alibeyoğlu Dersin İçeriği nin İlkeleri ve Sınıflandırılması Döküm Plastik Şekil Verme Esasları Plastik Şekil Verme Yöntemleri
1 Fatih ALİBEYOĞLU -1- İMALATA GİRİŞ ve GENEL BAKIŞ Öğretim Görevlisi Fatih Alibeyoğlu Dersin İçeriği nin İlkeleri ve Sınıflandırılması Döküm Plastik Şekil Verme Esasları Plastik Şekil Verme Yöntemleri
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
MEMM4043 metallerin yeniden kazanımı
 metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ
 FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ 5041331 TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ Prof. Dr. Adnan AKKURT 2016 Dersin Değerlendirmesi Ödev, Sınav ve Değerlendirme: Başarı
FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ 5041331 TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ Prof. Dr. Adnan AKKURT 2016 Dersin Değerlendirmesi Ödev, Sınav ve Değerlendirme: Başarı
LONCA BELGELENDİRME A.Ş ÜCRET TARİFESİ
 11UY0011-3 AHŞAP KALIPÇI (Seviye 3) İNŞAAT SEKTÖRÜ Birim 1 11UY0011-3 A1 İş Sağlığı ve Güvenliği, İş Organizasyonunun Yapılması Teorik 100 Performans 120 2 11UY0011-3 A2 Ahşap Kalıp İşlerinde Genel Mesleki
11UY0011-3 AHŞAP KALIPÇI (Seviye 3) İNŞAAT SEKTÖRÜ Birim 1 11UY0011-3 A1 İş Sağlığı ve Güvenliği, İş Organizasyonunun Yapılması Teorik 100 Performans 120 2 11UY0011-3 A2 Ahşap Kalıp İşlerinde Genel Mesleki
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
İmal Usulleri 2. Fatih ALİBEYOĞLU -2-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
İmal Usulleri 2 Fatih ALİBEYOĞLU -2- Giriş 1.Tornalama ve ilgili işlemler 2.Delme ve ilgili işlemler 3.Frezeleme 4.Talaş kaldırma merkezleri ve Tornalama merkezleri 5.Diğer talaş kaldırma yöntemleri 6.Yüksek
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Modern Fiziğin Teknolojideki Uygulamaları
 40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş. Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü
 MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
MKT3121 Lab II Hafta 2 İmalat Süreçlerine Giriş Arş. Gör. Mert Sever Mekatronik Mühendisliği Bölümü 29.09.2017 İçerik İmalat Nedir? İmal Usulleri Malzeme seçimi Üretim tipleri Bilgisayarla Bütünleşik İmalat
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK
 SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen
SolidCAM Zirve 2018 SolidCAM 5 Eksen MUZAFFER ŞAŞMAZ SONER MECUK 5 EKSEN PARÇALARINIZ İÇİN KOMPLE ÇÖZÜM Genel 5 eksen simultane çözümü 4 eksen simultane işleme Swarf işleme 3-5 eksen dönüştürme Çoklu eksen